






Languages
Pages
Legal

ANÁLISE DE TEMPO NO PRESET E
LEAN PRODUCTION NO SETOR DE
CORTE E USINAGEM DE UMA
MONTADORA DE AUTOMÓVEIS
Wilson Luigi Silva (FEAMIG)
Wilson Jose Vieira da Costa (FEAMIG)
Moises Alfredo de Resende (FEAMIG)
Wanderlei Joao Pimenta (FEAMIG)
Rogerio Silverio Rodrigues (FEAMIG)
O objetivo deste estudo é propor e implementar um método de
preparação e PRESET de ferramentas no setor de corte e usinagem de
uma montadora de automóveis, capaz de reduzir o tempo de SETUP
das atividades realizadas nessa troca de ferramenttas. Podendo ser
aplicado em diversos tipos de indústrias, fornecendo uma forma de
eliminar os tempos desnecessários para realização das trocas de
ferramentas no decorrer do processo produtivo. Sua utilização evita
movimentações desnecessárias, saída e deslocamento do colaborador
do seu posto de trabalho, parada de equipamento, aumento do tempo
de troca das ferramentas. Os resultados geram benefícios ao processo
devido ao fato do PRESET ser realizado em um tempo relativamente
baixo eliminando perdas de tempo. Para solucionar o problema de
tempo elevado no SETUP encontrado, ações como análise do processo
e o uso de ferramentas da qualidade como: as 5 grandes perdas,
diagrama de Ishikawa, GUT e 5W1H, foram utilizadas a fim de reduzir
ao máximo o tempo de preparação e troca das ferramentas. A análise
do processo como um todo, permitiu entender o funcionamento do
processo e indicar quais seriam os pontos necessários para agir e
reduzir o tempo. O uso das ferramentas da qualidade auxiliou no
controle e nas tomadas de decisões precisas, para que o tempo de
SETUP fosse reduzido. O novo método proposto apresentou maior
eficiência quando comparado com o método do processo anterior,
eliminando perdas significantes, tais como: movimentos
desnecessários, excesso de equipamentos, burocratização no sistema
de estoque, parada de equipamento, tempo elevado na preparação e
troca das ferramentas, maior produtividade e satisfação dos
colaboradores envolvidos nas atividades do processo.
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
2
Palavras-chaves: Produção. Preset. Setup. Usinagem. Montadora
Automóveis.
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
3
1. Introdução
As indústrias automobilísticas com seus variados e complexos processos necessitam de uma
logística interna capaz de integrar todos os seus processos. Na busca de competitividade,
grandes esforços têm sido realizados para que os desperdícios nos processos produtivos sejam
eliminados.
Este artigo pretende discutir o processo produtivo na indústria automobilística, propondo um
método de PRESET e SETUP capazes de reduzir o tempo da troca de ferramentas, através do
monitoramento e troca de informações entre as várias etapas do processo. A partir de
indicadores de desempenho e análises sobre as práticas utilizadas é possível obter ganhos
expressivos nas práticas gerenciais da produção. A empresa, objeto da investigação
apresentava um alto tempo na preparação do PRESET das ferramentas utilizadas no processo.
O novo método desenvolvido permitiu a análise minuciosa do processo bem como a redução
de tempo e custos inerentes.
2. Referencial teórico
2.1 Setor Automobilístico no Brasil e a Produção Enxuta
A partir dos anos 90, o Brasil abriu as portas para as indústrias estrangeiras do setor
automobilístico, exigindo das indústrias brasileiras uma nova adequação no setor produtivo e
no mercado, trazendo a necessidade da produção enxuta e redução dos custos de produção.
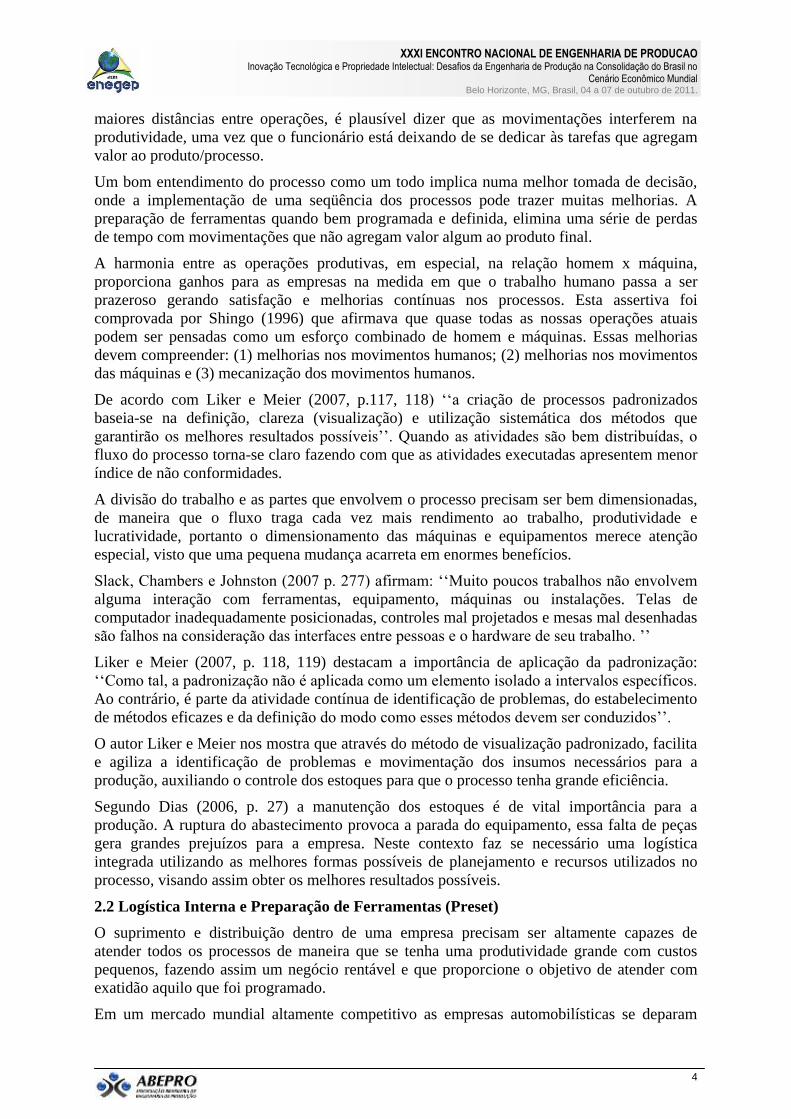
Desde então, o País não parou de crescer e passou por algumas crises já superadas. Em 2009,
o governo na estratégia de manter o crescimento das vendas no mercado interno, reduziu o IPI
– Imposto sobre Produtos Industrializados - para automóveis, possibilitanto ao setor um
crescimento exponencial, como demonstra a figura 1. O setor ultrapassou 3 milhões de
unidades, com faturamento interno somado às exportações superando os 3 trilhões de reais.
(ANFAVEA, 2009).
Figura 1 – Crescimento das vendas de autoveículos no Brasil no ano de 2009. Fonte: ANFAVEA (2009)
Este bom momento da indústria automobilística pressiona as montadoras para a otimização
dos processos de produção através de operações mais enxutas com redução do tempo e
elimnação de desperdícios de maneira sistêmica. Neste intento, a análise do Preset tem a
finalidade de reduzir o tempo de preparação das ferramentas que correspondem às máquinas
de usinagens.
Para tanto, “o estudo geral do processo produtivo resultará na redução da distância percorrida
pelo operador, na redução do emprego de materiais e ferramentas, originando procedimentos
ordenados e sistemáticos” (BARNES, 1977, p. 87). Para o mesmo autor, quando existem
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
4
maiores distâncias entre operações, é plausível dizer que as movimentações interferem na
produtividade, uma vez que o funcionário está deixando de se dedicar às tarefas que agregam
valor ao produto/processo.
Um bom entendimento do processo como um todo implica numa melhor tomada de decisão,
onde a implementação de uma seqüência dos processos pode trazer muitas melhorias. A
preparação de ferramentas quando bem programada e definida, elimina uma série de perdas
de tempo com movimentações que não agregam valor algum ao produto final.
A harmonia entre as operações produtivas, em especial, na relação homem x máquina,
proporciona ganhos para as empresas na medida em que o trabalho humano passa a ser
prazeroso gerando satisfação e melhorias contínuas nos processos. Esta assertiva foi
comprovada por Shingo (1996) que afirmava que quase todas as nossas operações atuais
podem ser pensadas como um esforço combinado de homem e máquinas. Essas melhorias
devem compreender: (1) melhorias nos movimentos humanos; (2) melhorias nos movimentos
das máquinas e (3) mecanização dos movimentos humanos.
De acordo com Liker e Meier (2007, p.117, 118) „„a criação de processos padronizados
baseia-se na definição, clareza (visualização) e utilização sistemática dos métodos que
garantirão os melhores resultados possíveis‟‟. Quando as atividades são bem distribuídas, o
fluxo do processo torna-se claro fazendo com que as atividades executadas apresentem menor
índice de não conformidades.
A divisão do trabalho e as partes que envolvem o processo precisam ser bem dimensionadas,
de maneira que o fluxo traga cada vez mais rendimento ao trabalho, produtividade e
lucratividade, portanto o dimensionamento das máquinas e equipamentos merece atenção
especial, visto que uma pequena mudança acarreta em enormes benefícios.
Slack, Chambers e Johnston (2007 p. 277) afirmam: „„Muito poucos trabalhos não envolvem
alguma interação com ferramentas, equipamento, máquinas ou instalações. Telas de
computador inadequadamente posicionadas, controles mal projetados e mesas mal desenhadas
são falhos na consideração das interfaces entre pessoas e o hardware de seu trabalho. ‟‟
Liker e Meier (2007, p. 118, 119) destacam a importância de aplicação da padronização:
„„Como tal, a padronização não é aplicada como um elemento isolado a intervalos específicos.
Ao contrário, é parte da atividade contínua de identificação de problemas, do estabelecimento
de métodos eficazes e da definição do modo como esses métodos devem ser conduzidos‟‟.
O autor Liker e Meier nos mostra que através do método de visualização padronizado, facilita
e agiliza a identificação de problemas e movimentação dos insumos necessários para a
produção, auxiliando o controle dos estoques para que o processo tenha grande eficiência.
Segundo Dias (2006, p. 27) a manutenção dos estoques é de vital importância para a
produção. A ruptura do abastecimento provoca a parada do equipamento, essa falta de peças
gera grandes prejuízos para a empresa. Neste contexto faz se necessário uma logística
integrada utilizando as melhores formas possíveis de planejamento e recursos utilizados no
processo, visando assim obter os melhores resultados possíveis.
2.2 Logística Interna e Preparação de Ferramentas (Preset)
O suprimento e distribuição dentro de uma empresa precisam ser altamente capazes de
atender todos os processos de maneira que se tenha uma produtividade grande com custos
pequenos, fazendo assim um negócio rentável e que proporcione o objetivo de atender com
exatidão aquilo que foi programado.
Em um mercado mundial altamente competitivo as empresas automobilísticas se deparam

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
5
com a necessidade de serem altamente flexíveis, ao passo sua qualidade não seja afetada
tendo o auxílio da preparação e gerenciamento das ferramentas que fazem parte do processo
produtivo.
Para que as indústrias automobilísticas sejam altamente flexíveis, é necessário um
gerenciamento flexível, buscando o produto certo, na quantidade certa, no lugar e no tempo
certo, necessárias ao PRESET, que tem a finalidade de reduzir o tempo de preparação de
ferramentas para as máquinas de usinagens, através da troca de setup interno para externo sem
a parada do equipamento. O setor o qual executa a preparação e trocas de ferramentas, atende
com qualidade as demandas aumentando o atendimento e, por conseguinte a satisfação do
cliente.
Segundo Ohno (1997) a troca rápida de ferramentas pode sincronizar a produção e fazer com
que os lotes sejam diminuídos, ela constitui uma necessidade plena do Sistema Toyota de
Produção. Ainda de acordo com Tubino (2007, p. 79) as atividades de setup devem ser de
responsabilidades da equipe de TRF, tendendo eliminar o setup, onde a produção pode ser
feita em fluxo unitário, ou seja, com lote econômico de uma unidade.
Quando se consegue a redução no tempo de SETUP resulta a um fluxo contínuo e interrupto.
De acordo com Slack, Chambers e Johnston o tempo de set-up pode ser descrito como:
O tempo de set-up é definido como o tempo decorrido na troca do processo do final da
produção de um lote até a produção da primeira peça boa do próximo lote. Os tempos de set-
up podem ser reduzidos por meio de uma variedade de métodos, por exemplo, eliminar o
tempo necessário para a busca de ferramentas e equipamentos. Normalmente, mudanças
relativamente simples podem reduzir os tempos de set-up consideravelmente. (SLACK,
CHAMBERS e JOHNSTON, p. 491, 492, 2007).
Reduzir o tempo de SETUP no processo tem impactos diretamente ligados a um aumento de
produção, visto que o tempo de parada dos equipamentos são drasticamente reduzidos
devendo ser realizados no intuito de prevenção de falhas, proporcionando ao processo melhor
condições de fabricar produtos com mais qualidade.
Para o alcance da qualidade utiliza-se ferramentas que auxiliam a encontrar pontos de
referência, correlacionando efeito e possíveis causas dentro do processo.Segundo Contador
(2004, p.196) „„O diagrama de causa e efeito é uma figura composta de linhas e símbolos,
representando uma relação significativa entre um efeito e suas possíveis causas. Permite
descrever situações complexas, muito difíceis de serem descritas e interpretadas somente por
palavras‟‟.
Figura 2 – Diagrama de causa-efeito. Fonte: Elaborado pelos autores
Máquina Método Meio Ambiente
Efeito
Mão-de-obra Medida Matéria-prima
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
6
A figura 2 mostra claramente como deve ser composto um diagrama de causa e efeito,
mostrando a distribuição das causas que geram um efeito, facilitando a interpretação do que
poderia ser dificilmente entendido por palavras.
Dentre as ferramentas usadas para otimização dos processos pode-se destacar também o uso
da matriz GUT (Gravidade, Urgência e Tendência), complementando as ferramentas
utilizadas na busca da qualidade, onde objetiva definir as ações prioritárias a serem
executadas de acordo com seu grau de Gravidade, Urgência e Tendência.
Ainda de acordo com Tubino (2000 p.192), „„Uma forma de organizar seus itens de controle
sobre o programa de produção consiste em montar uma tabela de verificação a partir de seis
questões a serem respondidas, conhecidas como os „„5W1H‟‟ (What, When, Where, Why,
Who, How)‟‟. Estas siglas vêm do inglês e significa: What (o que fazer), When (quando
fazer), Where (onde fazer), Who (quem será o responsável) e How (como fazer).
2.3 Organização da Produção e Produtividade na Indústria Automobilística
A observação permanente do sistema produtivo tem se tornado prática para toda e qualquer
empresa que deseja ganhar produtividade e reduzir desperdícios, identificar falhas e pontos no
processo que podem ser ajustadas a uma produção eficiente e produtiva. Em tese isso
possibilita um trabalho em conjunto com tudo aquilo que é necessário para uma manufatura
mais limpa e organizada.
Para Onho (1997, p. 71) „„É crucial para a planta de produção projetar um leiaute no qual as
atividades dos trabalhadores se harmonizam ao invés de impedir o fluxo de produção.
Podemos chegar a isso alterando a seqüência do trabalho de várias formas‟‟. O desperdício se
refere a todos os elementos que não agregam valor no produto final, o excesso de
equipamentos, estoques, pessoas e movimentações desnecessárias apenas aumentam os
custos.
De acordo com Campos (2004, p. 3) „„Para aumentar a produtividade de uma organização
humana, deve-se agregar o máximo de valor (máxima satisfação das necessidades dos
clientes) ao menor custo‟‟. Produzir mais e melhor com cada vez menos tem sido
permanentemente a busca das organizações, que tentam a todo custo eliminar desperdícios
dentro das operações, modificando suas plantas produtivas facilitando o fluxo produtivo das
operações.
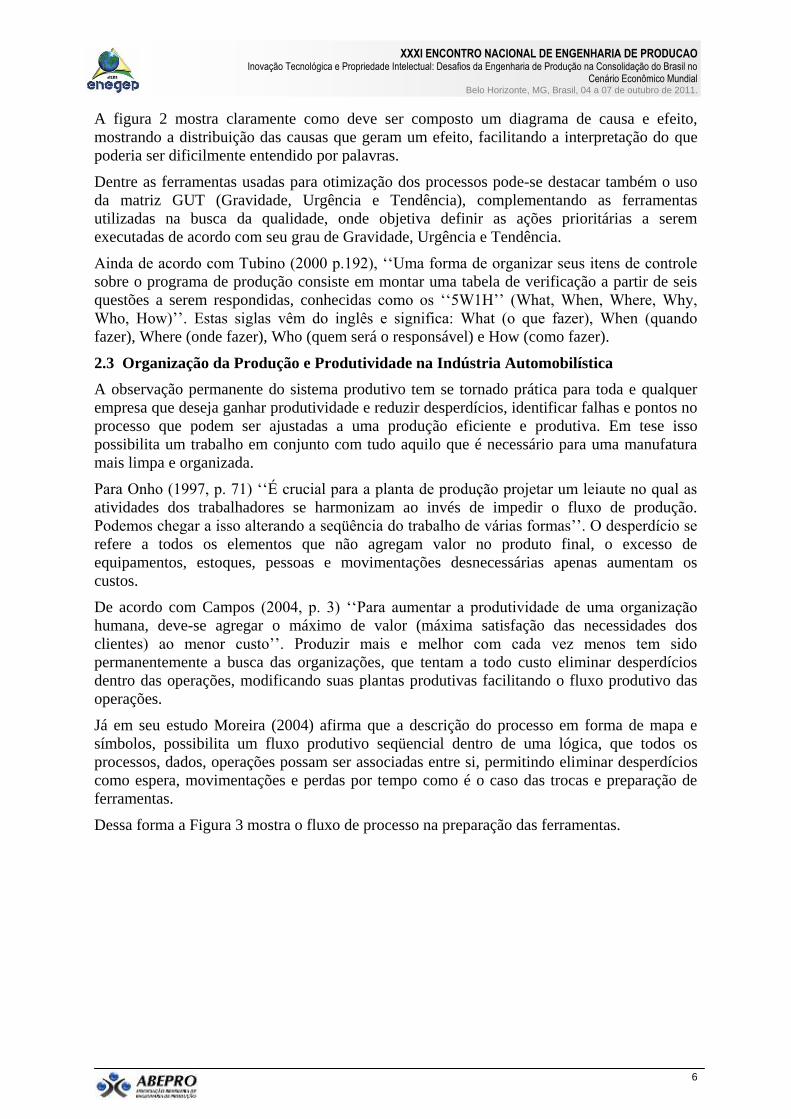
Já em seu estudo Moreira (2004) afirma que a descrição do processo em forma de mapa e
símbolos, possibilita um fluxo produtivo seqüencial dentro de uma lógica, que todos os
processos, dados, operações possam ser associadas entre si, permitindo eliminar desperdícios
como espera, movimentações e perdas por tempo como é o caso das trocas e preparação de
ferramentas.
Dessa forma a Figura 3 mostra o fluxo de processo na preparação das ferramentas.
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
7
Figura 3 – Fluxograma de Processo. Fonte: Dados da empresa
O aproveitamento máximo do processo é uma das principais características para redução de
custo e eliminação de desperdício, trazendo flexibilidade e segurança. O fluxo eficiente de
informações reduz o tempo das atividades que não agregam valor eliminando o retrabalho no
processo.
3. Metodologia de pesquisa
Este estudo é de natureza exploratória, utilizando como estratégia de pesquisa a metodologia
de estudo de caso. Segundo Gil (2007, p. 72, 73) „„O estudo de caso é caracterizado pelo
estudo profundo e exaustivo de um ou de poucos objetos, de maneira a permitir o seu
conhecimento amplo e detalhado, tarefa praticamente impossível mediante os outros tipos de
delineamentos considerados‟‟.
Apolinário (2004, p. 87) e Yin (2001, p.32) afirmam que: „„um estudo de caso é uma
investigação empírica que investiga um fenômeno contemporâneo dentro de seu contexto da
vida real, especialmente quando os limites entre o fenômeno e o contexto não estão
claramente definidos‟‟.
3.1 Instrumentos de coletas de dados
No processo de troca e preparação de ferramentas de corte na empresa estudada são
envolvidos 09 colaboradores, nos três turnos de trabalho. Durante os três turnos são
preparados em média de 220 cestos, onde 30% são cestos preparados com adaptadores BILZ,
20% com adaptadores ABS e os 50% restantes dos cestos com adaptadores HSK .
Devido ao alto índice de tempo gasto nas atividades de preparação de ferramentas e das
constantes queixas dos clientes internos, foi formado um grupo de trabalho com o intuito de
atender as necessidades do cliente.
Após a formação de um grupo de trabalho para obter dados, que fossem possíveis mensurar as
variáveis mais atenuantes no processo, para posteriormente definir as etapas com o intuito de
definir os objetivos do grupo.
As coletas de dados adquiridas neste trabalho está relacionada as 5 grandes perdas da mão-de-
obra, possibilitando uma avaliação do processo a fim de identificarmos as perdas e como
evitá-las ou reduzi-lás, que são:
(Organização do trabalho) Rendimento menor no
trabalho
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
8
Figura 4 – As 5 grandes perdas da mão-de-obra. Fonte: Manuais da Qualidade da empresa objeto da pesquisa
A organização do trabalho é uma maneira eficaz de criar seqüenciamento das atividades a fim
de não misturar as etapas e facilitar o controle de cada atividade.
O rendimento menor no trabalho pode influenciar no estado físico onde atividade
desenvolvida não tem harmonia com o executante, psicológica, pois pode ter influências
externas e comportamento incoerente para o desenvolvimento da atividade. Quanto o
comportamento emocional o envolvimento de situações particulares ou pessoais impedem o
desenvolvimento da atividade com o rendimento normal.
As esperas são atividades que estão desbalanceadas com o ciclo produtivo podendo gerar
desconforto e inatividade operacional. Os defeitos de qualidade podem gerar perdas por falta
de controle, planejamento inadequado dos pontos de controles e falta de estratégias de
contenção de peças defeituosas. As atividades sem valor agregado são atividades
preparatórias, como os deslocamentos em torno do posto de trabalho, logística, pré-montagem
e sistema de informatizado.
4. Apresentação e análise dos resultados dos resultados
4.1 Objetivo específico 1: tipos de perdas em deslocamentos para cada atividade de corte
e usinagem na empresa analisada através do diagrama de ISHIKAWA.
De acordo com a avaliação dos tipos de perdas ficou entendido que no sistema de gestão de
ferramentas as atividades sem valor agregado têm impacto determinante para a deficiência do
processo. Para tanto, foi utilizada a ferramenta da qualidade diagrama de Ishikawa, com o
intuito de estratificar as possíveis causas que levariam as perdas no processo de corte e
usinagem, conforme demonstrado na figura 5:

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
9
Elevado
tempo na
preparação
das
ferramentas
Máquina Material
Medição Mão de obra
Ferramentas
de corte
Bancada de
preparação
Deslocamento
Para limpeza de
ferramentas
Torque
Regeneração
no sistema SGF
Identificação de
ferramentas
crítica
Ferramentas
do processo
Deslocamento
para preparação de
ferramentas
Deslocamento para
identificar ferramentas
faltantes
Figura 5 – Diagrama de causa-efeito. Fonte: Dados da empresa
Com base na seqüência das atividades foram identificadas no diagrama, as múltiplas causas
relacionadas ao elevado tempo de preparação de ferramentas, sendo suporte para as etapas de
pesquisa posteriores.
4.2 Objetivo específico 2: tempo demandado nas trocas de ferramentas no setor de corte
e usinagem da empresa estudada.
Após o detalhamento das múltiplas causas do elevado tempo de preparação de ferramentas,
realizou-se a coleta dos tempos de cada etapa da preparação, levando em conta somente os
deslocamentos para execução de cada atividade, conforme é demonstrado na tabela 1.
Desenho Cesto Tempo deslocamento para preparação
em minutos
70004662 TC037 5
30123514 568 15
30149901 199 5
30148870 TC029 7
30148803 TS17 9
70004816 TC006 9
30148858 TC002 9
30148804 PS018 7
30148806 TS012 9
30148857 TC004 9
30148862 TC013 5
30148792 TS003 5
30148790 PS004 5
30122177 45 10
Fonte: Dados da empresa.
Tabela 1 – Tempos de preparação das ferramentas.
Através dos resultados obtidos pela coleta e identificado na tabela, percebe-se que o tempo
gasto, impacta no tempo de preparação das ferramentas, que é o deslocamento do colaborador
da bancada de preparação até o sistema informatizado e até o armário de ferramentas de corte.
Ainda de acordo com os resultados obtidos pela coleta e identificado na tabela, percebe-se que
o tempo gasto, impacta no tempo de preparação das ferramentas, que é o deslocamento do
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
10
colaborador da bancada de preparação até o sistema informatizado e até o armário de
ferramentas de corte.
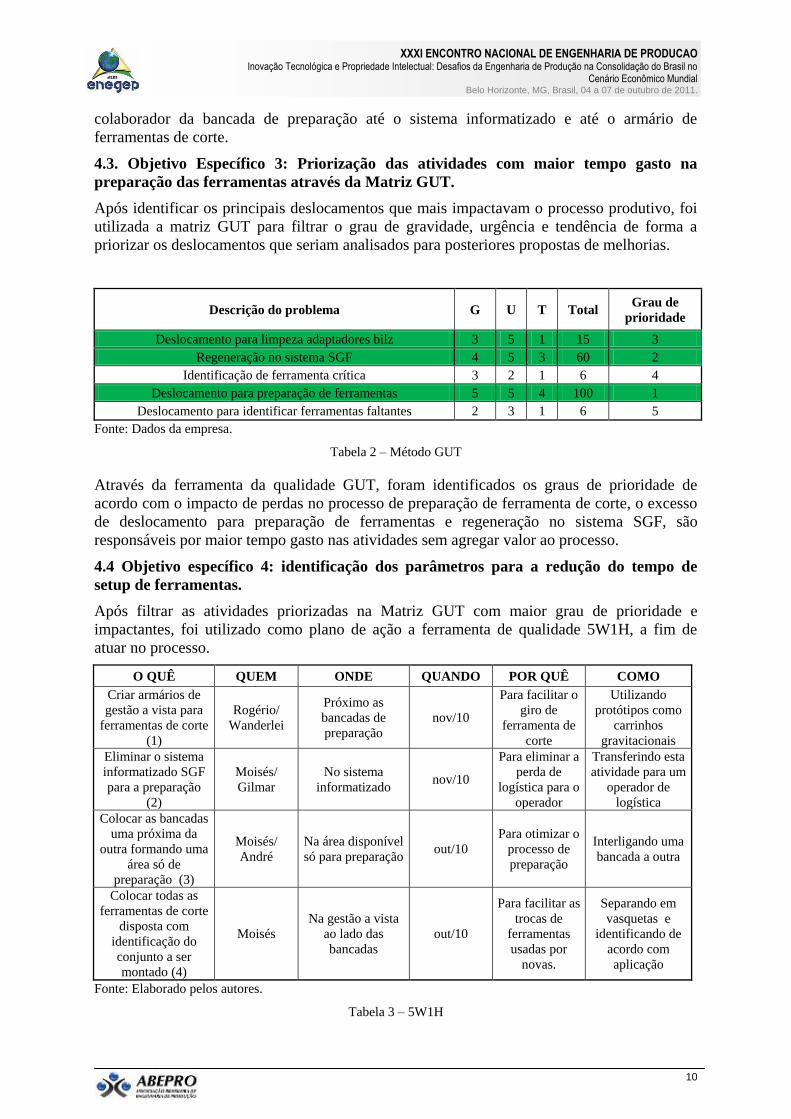
4.3. Objetivo Específico 3: Priorização das atividades com maior tempo gasto na
preparação das ferramentas através da Matriz GUT.
Após identificar os principais deslocamentos que mais impactavam o processo produtivo, foi
utilizada a matriz GUT para filtrar o grau de gravidade, urgência e tendência de forma a
priorizar os deslocamentos que seriam analisados para posteriores propostas de melhorias.
Descrição do problema G U T Total Grau de
prioridade
Deslocamento para limpeza adaptadores bilz 3 5 1 15 3
Regeneração no sistema SGF 4 5 3 60 2
Identificação de ferramenta crítica 3 2 1 6 4
Deslocamento para preparação de ferramentas 5 5 4 100 1
Deslocamento para identificar ferramentas faltantes 2 3 1 6 5
Fonte: Dados da empresa.
Tabela 2 – Método GUT
Através da ferramenta da qualidade GUT, foram identificados os graus de prioridade de
acordo com o impacto de perdas no processo de preparação de ferramenta de corte, o excesso
de deslocamento para preparação de ferramentas e regeneração no sistema SGF, são
responsáveis por maior tempo gasto nas atividades sem agregar valor ao processo.
4.4 Objetivo específico 4: identificação dos parâmetros para a redução do tempo de
setup de ferramentas.
Após filtrar as atividades priorizadas na Matriz GUT com maior grau de prioridade e
impactantes, foi utilizado como plano de ação a ferramenta de qualidade 5W1H, a fim de
atuar no processo.
O QUÊ QUEM ONDE QUANDO POR QUÊ COMO
Criar armários de
gestão a vista para
ferramentas de corte
(1)
Rogério/
Wanderlei
Próximo as
bancadas de
preparação
nov/10
Para facilitar o
giro de
ferramenta de
corte
Utilizando
protótipos como
carrinhos
gravitacionais
Eliminar o sistema
informatizado SGF
para a preparação
(2)
Moisés/
Gilmar
No sistema
informatizado nov/10
Para eliminar a
perda de
logística para o
operador
Transferindo esta
atividade para um
operador de
logística
Colocar as bancadas
uma próxima da
outra formando uma
área só de
preparação (3)
Moisés/
André
Na área disponível
só para preparação out/10
Para otimizar o
processo de
preparação
Interligando uma
bancada a outra
Colocar todas as
ferramentas de corte
disposta com
identificação do
conjunto a ser
montado (4)
Moisés
Na gestão a vista
ao lado das
bancadas
out/10
Para facilitar as
trocas de
ferramentas
usadas por
novas.
Separando em
vasquetas e
identificando de
acordo com
aplicação
Fonte: Elaborado pelos autores.
Tabela 3 – 5W1H
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
11
Utilizou-se da ferramenta da qualidade 5W1H para propostas de melhorias no processos em
cada etapa de atividades de preparação de ferramentas de corte, a saber:
(1) Criar armários de gestão a vista para ferramentas de corte. Através de consulta a
fabricantes de armários, conclui-se que a prateleira de exposição para ferramentas seria ideal,
porque as ferramentas ficariam expostas e facilitaria a identificação e o manuseio dos
colaboradores na execução das atividades.
(2) Eliminar o sistema informatizado SGF para a preparação de ferramentas de corte. O
sistema foi considerado muito burocrático. Ele monitorava todas as atividades através de
registros de: preparação de ferramentas, limpeza, troca de componentes, reuniões e paradas
extras desenvolvidas pelos colaboradores. Todo este processo tem o mesmo ritmo de área
produtiva onde o tempo de preparo das ferramentas, precisa ser compatível com a área
produtiva. No entanto, esta burocratização no sistema no setor de PRESET restringia o
processo e gerava parada de máquina na usinagem.
(3) Disponibilizar as bancadas uma próxima da outra formando uma área só de preparação.
Tal ação criaria uma ilha dedicada a atividade otimizando o fluxo de preparação e valorizando
o tempo de deslocamento.
(4) Colocar todas as ferramentas de corte disposta com identificação do conjunto a ser
montado. Essa iniciativa facilitaria para os operadores, pois as ferramentas não têm
embalagem e estão em uma locação com a identificação do conjunto a ser montado.
4.5 Objetivo específico 5: desenvolvimento de métodos e técnicas para redução dos
tempos de troca no setor de corte e usinagem da empresa analisada.
Nesta seção será demonstrado o resultado das etapas que foram propostas e implantadas
conforme elaboradas no plano de ação 5W1H, mostrando as reduções de setup equivalentes
aos objetivos que o estudo almeja.
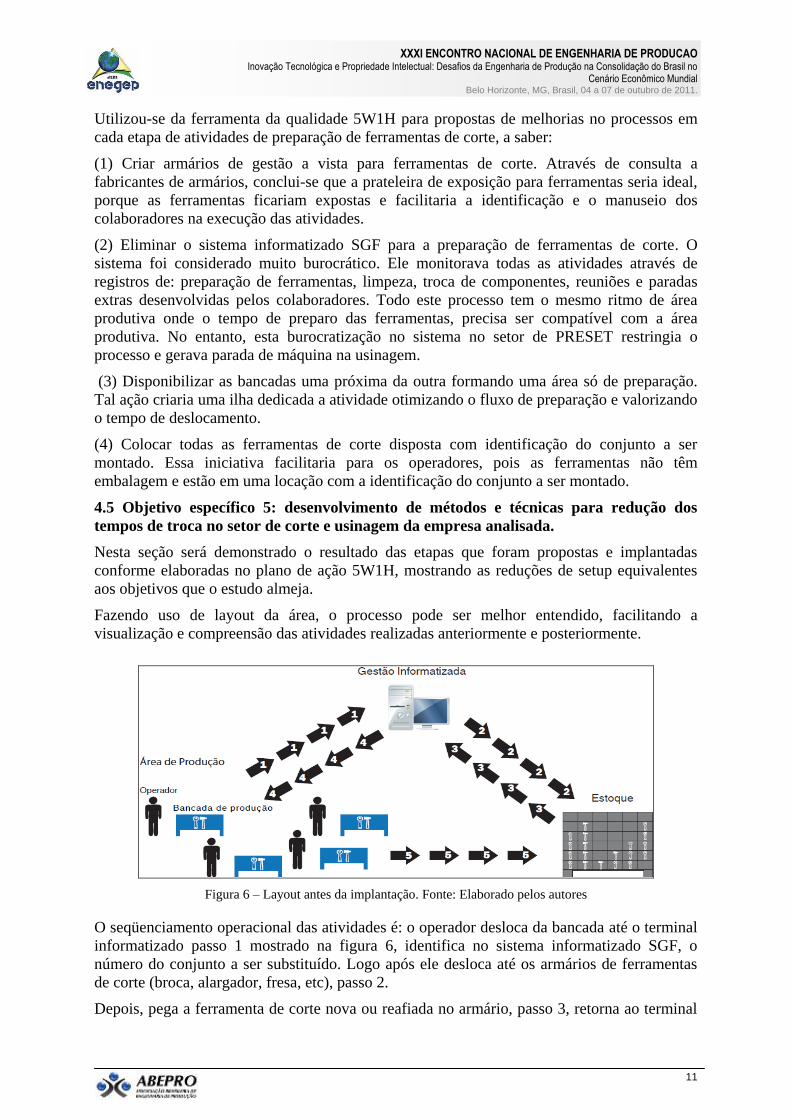
Fazendo uso de layout da área, o processo pode ser melhor entendido, facilitando a
visualização e compreensão das atividades realizadas anteriormente e posteriormente.
Figura 6 – Layout antes da implantação. Fonte: Elaborado pelos autores
O seqüenciamento operacional das atividades é: o operador desloca da bancada até o terminal
informatizado passo 1 mostrado na figura 6, identifica no sistema informatizado SGF, o
número do conjunto a ser substituído. Logo após ele desloca até os armários de ferramentas
de corte (broca, alargador, fresa, etc), passo 2.
Depois, pega a ferramenta de corte nova ou reafiada no armário, passo 3, retorna ao terminal
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
12
informatizado dando baixa no sistema SGF e conferindo a quantidade existente no meio físico
passo 4, então desloca-se até a bancada para efetuar a preparação do conjunto. Depois
desloca-se até o armário para realocar a ferramenta usada, passo 5.
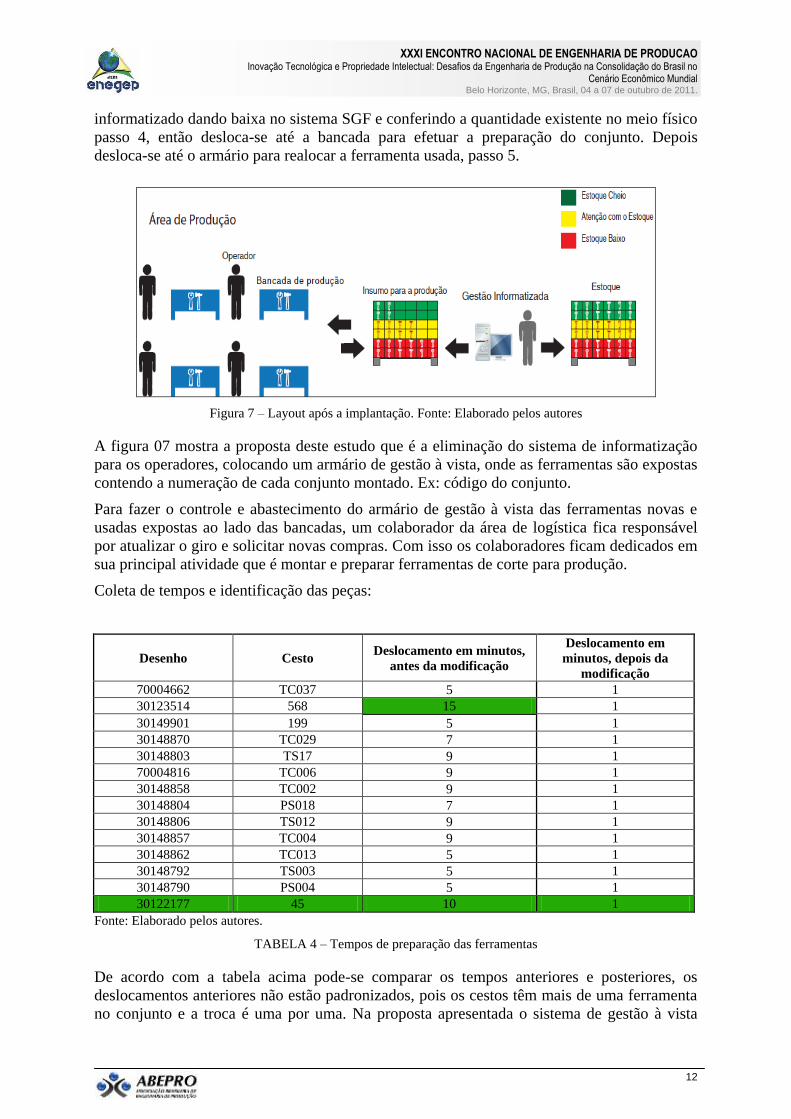
Figura 7 – Layout após a implantação. Fonte: Elaborado pelos autores
A figura 07 mostra a proposta deste estudo que é a eliminação do sistema de informatização
para os operadores, colocando um armário de gestão à vista, onde as ferramentas são expostas
contendo a numeração de cada conjunto montado. Ex: código do conjunto.
Para fazer o controle e abastecimento do armário de gestão à vista das ferramentas novas e
usadas expostas ao lado das bancadas, um colaborador da área de logística fica responsável
por atualizar o giro e solicitar novas compras. Com isso os colaboradores ficam dedicados em
sua principal atividade que é montar e preparar ferramentas de corte para produção.
Coleta de tempos e identificação das peças:
Desenho Cesto Deslocamento em minutos,
antes da modificação
Deslocamento em
minutos, depois da
modificação
70004662 TC037 5 1
30123514 568 15 1
30149901 199 5 1
30148870 TC029 7 1
30148803 TS17 9 1
70004816 TC006 9 1
30148858 TC002 9 1
30148804 PS018 7 1
30148806 TS012 9 1
30148857 TC004 9 1
30148862 TC013 5 1
30148792 TS003 5 1
30148790 PS004 5 1
30122177 45 10 1
Fonte: Elaborado pelos autores.
TABELA 4 – Tempos de preparação das ferramentas
De acordo com a tabela acima pode-se comparar os tempos anteriores e posteriores, os
deslocamentos anteriores não estão padronizados, pois os cestos têm mais de uma ferramenta
no conjunto e a troca é uma por uma. Na proposta apresentada o sistema de gestão à vista
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
13
permite a troca de várias ferramentas ao mesmo tempo com o mesmo deslocamento em um
tempo menor.
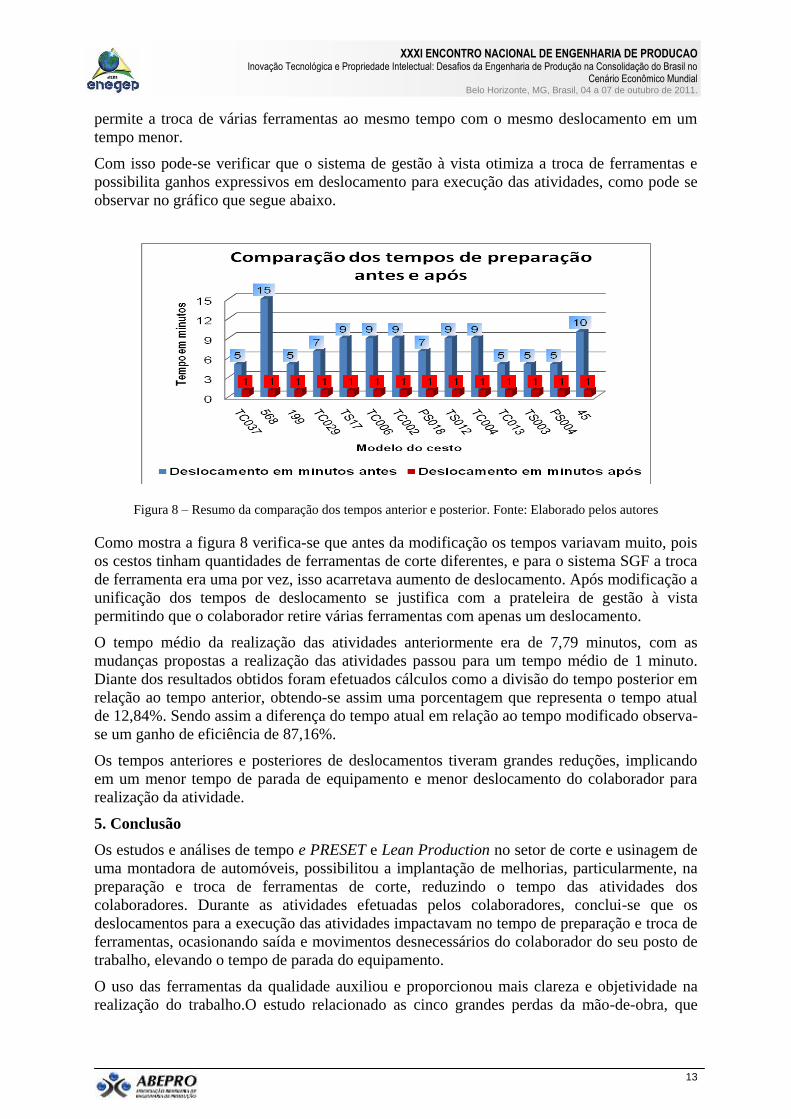
Com isso pode-se verificar que o sistema de gestão à vista otimiza a troca de ferramentas e
possibilita ganhos expressivos em deslocamento para execução das atividades, como pode se
observar no gráfico que segue abaixo.
Figura 8 – Resumo da comparação dos tempos anterior e posterior. Fonte: Elaborado pelos autores
Como mostra a figura 8 verifica-se que antes da modificação os tempos variavam muito, pois
os cestos tinham quantidades de ferramentas de corte diferentes, e para o sistema SGF a troca
de ferramenta era uma por vez, isso acarretava aumento de deslocamento. Após modificação a
unificação dos tempos de deslocamento se justifica com a prateleira de gestão à vista
permitindo que o colaborador retire várias ferramentas com apenas um deslocamento.
O tempo médio da realização das atividades anteriormente era de 7,79 minutos, com as
mudanças propostas a realização das atividades passou para um tempo médio de 1 minuto.
Diante dos resultados obtidos foram efetuados cálculos como a divisão do tempo posterior em
relação ao tempo anterior, obtendo-se assim uma porcentagem que representa o tempo atual
de 12,84%. Sendo assim a diferença do tempo atual em relação ao tempo modificado observa-
se um ganho de eficiência de 87,16%.
Os tempos anteriores e posteriores de deslocamentos tiveram grandes reduções, implicando
em um menor tempo de parada de equipamento e menor deslocamento do colaborador para
realização da atividade.
5. Conclusão
Os estudos e análises de tempo e PRESET e Lean Production no setor de corte e usinagem de
uma montadora de automóveis, possibilitou a implantação de melhorias, particularmente, na
preparação e troca de ferramentas de corte, reduzindo o tempo das atividades dos
colaboradores. Durante as atividades efetuadas pelos colaboradores, conclui-se que os
deslocamentos para a execução das atividades impactavam no tempo de preparação e troca de
ferramentas, ocasionando saída e movimentos desnecessários do colaborador do seu posto de
trabalho, elevando o tempo de parada do equipamento.
O uso das ferramentas da qualidade auxiliou e proporcionou mais clareza e objetividade na
realização do trabalho.O estudo relacionado as cinco grandes perdas da mão-de-obra, que
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
14
possibilitou a avaliação das perdas do processo. A ferramenta diagrama de Ishikawa foi
utilizada com o intuito de estratificar as possíveis causas que levariam as perdas no processo
de corte e usinagem, mostrando que os tempos de deslocamentos impactavam no processo.
Logo após foi utilizada a matriz GUT para filtrar o nível de gravidade, urgência e tendência
de forma a priorizar os deslocamentos que seriam analisados para posteriores propostas de
melhorias através da ferramenta 5W1H.
As propostas de melhorias proporcionaram a redução do deslocamento dos colaboradores
entre as etapas do processo, alterando a disponibilização de bancadas e prateleiras, eliminando
o sistema informatizado para os colaboradores na execução das atividades. O principal
resultado foi uma realocação da mão-de-obra utilizada na ampliação do setor, obtendo-se um
ganho de 288 horas/ano, que representa o acréscimo da nova demanda de 150 unidades de
ferramentas preparadas diariamente.
Referências
ANFAVEA. Anuário estatístico da indústria automobilística brasileira - São Paulo, 2009.
APPOLINÁRIO, FÁBIO. Dicionário de metodologia científica: um guia para a produção do conhecimento
científico. São Paulo: Atlas, 2004.
BARNES, RALPH MOSSER. Estudo de Movimentos e de Tempos: Projeto e medida do trabalho. São Paulo:
Edgard Blucher, 6º Ed. 1977.
CAMPOS, VICENTE FALCONI. TQC Controle da Qualidade Total (no estilo japonês). Belo Horizonte:
INDG, 2º Ed., 2004.
CONTADOR, J. C. (COORD). Gestão de operações: a engenharia de produção à serviço da modernização da
empresa. São Paulo: Vanzolini / Edgard Buicher, 1997.
DIAS, MARCO AURÉLIO P.. Administração de materiais: princípios, conceitos e gestão. São Paulo: Atlas,
5ª Ed., 2006.
GIL, ANTÔNIO CARLOS. Métodos e Técnicas de Pesquisa Social. São Paulo: Atlas, 5º Ed., 2007.
LIKER, JEFFREY K.; MEIER, DAVID. O Modelo Toyota: Manual de aplicação. Um guia prático para a
implementação dos 4PS da Toyota. Porto Alegre: Bookman, 2007.
MOREIRA, DANIEL A. Administração da Produção e Operações. São Paulo: Pioneira, 2004.
OHNO, T. O sistema toyota de produção: além da produção em larga escala. Porto Alegre: Bookman, 1997.
OLIVEIRA, ARTUR JOSÉ; AMORIM, FERNANDO SOARES; GONÇALVES, RICARDO
NASCIMENTO. Análise do Processo de Gestão de Materiais no Setor de Armazenagem Aplicado no Contexto
da Indústria de Refrigerantes. Belo Horizonte: FEAMIG, 2010.
SHINGO, SHIGEO. O Sistema Toyota de Produção: Do ponto de vista da engenharia de produção. Porto
Alegre: Bookman, 2º Ed. 1996.
SLACK, NIGEL; STUART, CHAMBERS; JOHNSTON, ROBERT. Administração da produção. São
Paulo: Atlas, 2º Ed. 2007.
TUBINO, DALVIO FERRARI. Manual de Planejamento e Controle da Produção. São Paulo: Atlas, 2º Ed.
2000.
TUBINO, DALVIO FERRARI. Planejamento e controle da produção: teoria e prática. São Paulo: Atlas,
2007.
Top Related