







Languages
Pages
Legal


Выполнила студентка гр. 11-ЗФАБКТс
А.В. Бутина
Руководитель М.Г. Серикова


Характеристика предприятия
Армавирский электромеханическийзавод (филиал ОАО «Элтеза»)расположен в западной части городаАрмавира. Особое развитие заводапришлось на 1991 год. Коллектив заводаосвоил одну из основных позицийоборудования - светофоры. Вкратчайшие сроки, выйдя на новыйтехнологический уровень, заводуспешно освоил выпуск всей гаммысветофорного оборудования. Быстро,качественно, с учетом модернизацииосвоены все элементы напольного
оборудования. Освоены все виды автошлагбаумов, все виды стрелочных
электроприводов. Сегодня АЭМЗ современное машиностроительное предприятие.
За последние 10 лет коллективом завода освоено и выпускается оборудование для
железных дорог России и ближнего зарубежья: стрелочные привода, шлагбаумы,
светофоры и др. Сегодня на заводе трудится более 500 высококвалифицированных
рабочих, техников, инженеров. Высокое качество продукции обеспечивается
применением станков с числовым программным управлением, обрабатывающих
центров, систем автоматического проектирования, экспресс диагностики на
различных участках производства, современных технологий обработки металлов,
а также повышением квалификации рабочих и инженерно-технического состава.

Термодиффузионный эффект был
открыт Л. Дюфуром в 1873 году. Он
открыл обратный, диффузионный
термоэффект: при взаимной
диффузии водорода и воздуха, а
также воздуха и диоксида углерода
через пористую перегородку
возникала разность температур.
Прямой термодиффузионный
эффект (для газов) заключается в
том, что при наличии постоянной
разницы температур по обе стороны
перегородки, разделяющей один и
тот же газ, возникает, растет и
становится постоянной разница
давлений, даже если вначале ее не
было. Таким образом, разница
(градиент) температур приводит к
разнице (градиенту) концентраций.
Это и есть термодиффузия.

Суть технологии термодиффузионногоцинкового покрытия состоит в том, чтоантикоррозионное покрытие формируется врезультате насыщения цинком поверхностиметаллических изделий в порошковойсреде при температуре 290-450 °C, причемвыбор температурного режима зависит оттипа стальных изделий, марки стали итребований производителей деталей. Такаятехнология позволяет получить любуютолщину покрытия в диапазоне от 6 до 100микрон по требования заказчика безизменения технологического процесса.Процесс происходит в закрытом контейнерес добавлением к обрабатываемым деталямспециальной насыщающей смеси.Пассивация (финишная обработка деталей)является обязательной частью процессатермодиффузионного цинкования.Пассивация предназначена дляпредотвращения образования белыхпродуктов коррозии на поверхностях,подвергаемых воздействию атмосфер свысокой влажностью, соленой воды,морских атмосфер или циклам конденсациии высыхания.
Рисунок 1 - Установка
термодиффузионного цинкования
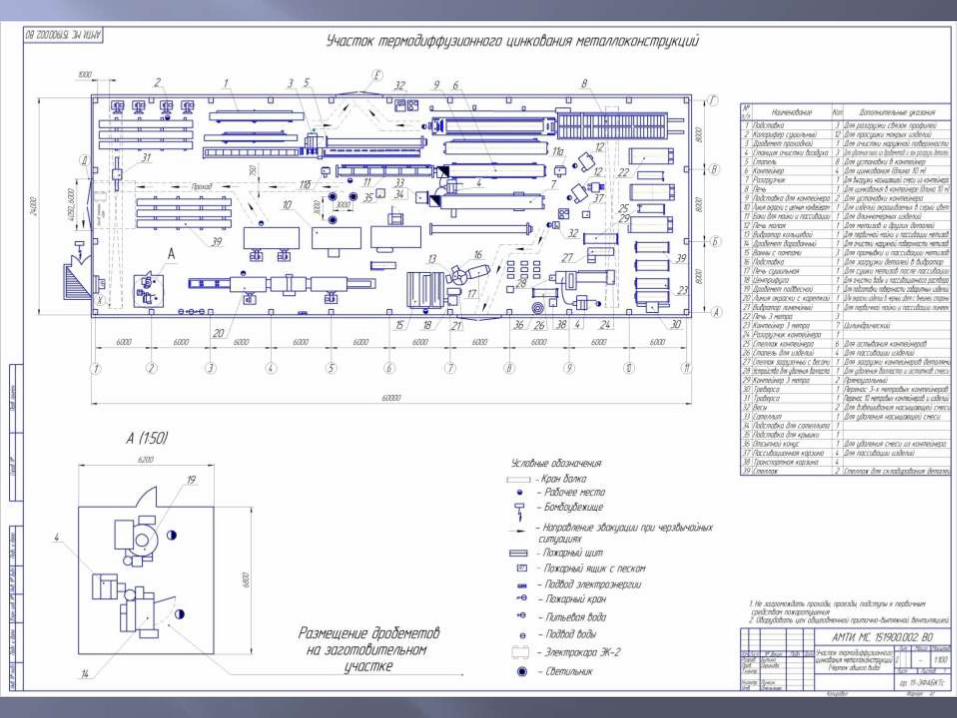



Устройство для очистки деталей от
остатков смеси
Щетки внутри устройства для очистки деталей от остатков смеси



№
п/п Показатели Проектный вариант
1 Капитальные затраты на освоение термодиффузионного
цинкования, млн.руб.16,48735
2 Дополнительная годовая прибыль в результате освоения
термодиффузионного цинкования, млн.руб.3,28
3 Срок окупаемости капитальных затрат у производителя
изделий повышенного качества, г.5
4 Коэффициент эффективности капитальных затрат у
производителя изделий повышенного качества0,2
5 Дополнительные капитальные затраты у потребителя,
связанные с использованием изделия повышенного качества,
млн.руб.
3,28
6 Годовая экономия эксплуатационных затрат у потребителя при
использовании изделий повышенного качества, млн.руб.1,57248
7 Срок окупаемости дополнительных затрат у потребителя,
связанные с использованием изделий повышенного качества, г.2,1
8 Коэффициент эффективности дополнительных капитальных
затрат у потребителя изделий повышенного качества0,48
Технико-экономические показатели проектного решения
Top Related