




Languages
Pages
Legal

高分子材料与工程专业实验:
实验 3 反应挤出实验——尼龙 /聚乙烯反应性共混
• 实验目的• 实验原理• 仪器和原料 • 实验步骤• 实验结果与讨论• 思考题
内 容:
• 了解并掌握改善聚合物共混体系相容性的 方法
• 掌握聚合物共混相容性的表征方法• 掌握尼龙 / 聚乙烯反应共混增容的工艺过程
一 实验目的
二 实验原理
• 尼龙是分子链上具有酰胺键的聚合物的总称,典型代表是 PA6 和 PA6,6
• 酰胺基团使得尼龙制品吸湿性较高,对制品尺寸稳定性、电性能、及机械强度有不利影响
• PA6 和 PA6,6 的低温韧性较差,低温下受力易发生脆性破坏;另外尼龙价格较高
• 以上不足一定程度上限制了尼龙的应用
• 采用聚乙烯 (PE) 与尼龙( PA)进行共混可弥补尼龙的不足;
• PE 可明显降低 PA的吸水率,从而提高制品的尺寸稳定性和电性能
• PE 对 PA 还可起到增韧作用,提高制品的干态和低温状态下的冲击强度,改善 PA的力学性能
• PE 还可以大幅度地降低 PA的应用成本
• PA 与 PE 的极性差异大,使二者共混时相容性差
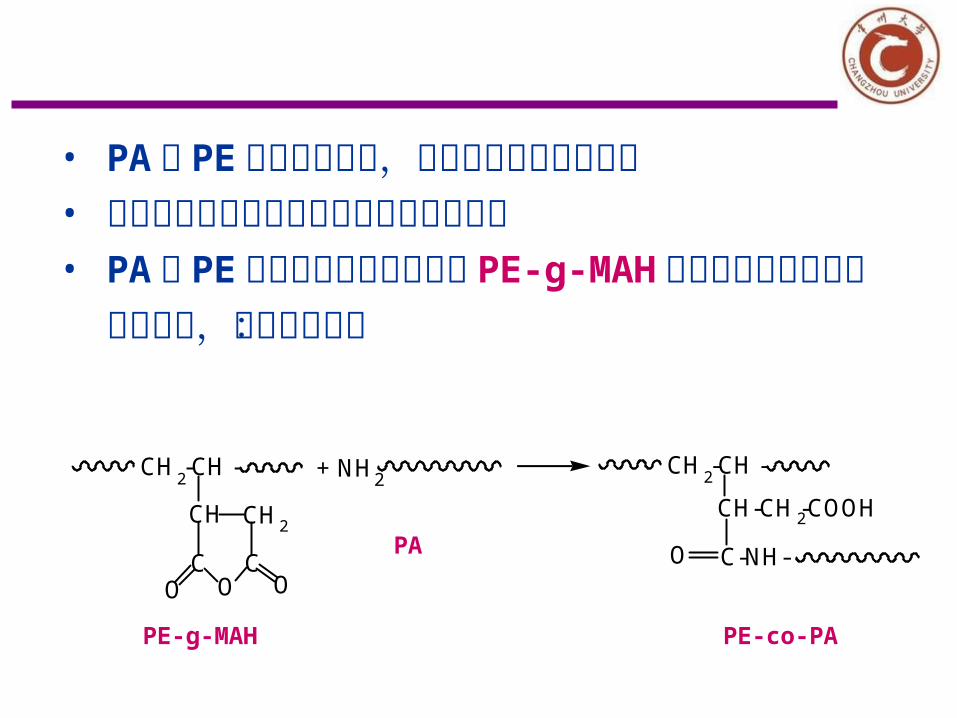
• 可以加入相容剂来改善二者的共混相容性• PA 与 PE 共混的相容剂可以通过 PE-g-MAH 与尼
龙进行反应性挤出来制取,其原理如下:
CH2-CH -
CHCH
C COO O
2
+ NH2CH
2-CH -
CH-CH -COOH2
O C-NH-
PE-g-MAH
PA
PE-co-PA
• 尼龙与聚乙烯的共聚物 (PE-co-PA) 在熔融挤出共混过程中可以对 PA和 PE 起到相容剂的作用
• 即:一方面通过降低尼龙与聚乙烯两相间的界面张力,提高两相的分散程度
• 另一方面增强两相间界面结合力,形成了具有良好分散和牢固界面结合的共混物形态
三 仪器和原料
HDPE , MFR 6.0 PA6 ,挤出级
HDPE-g-MAH
原料
仪器设备
高速分散混合机 1 台双螺杆挤出机组 1 台
气流干燥器 1 台

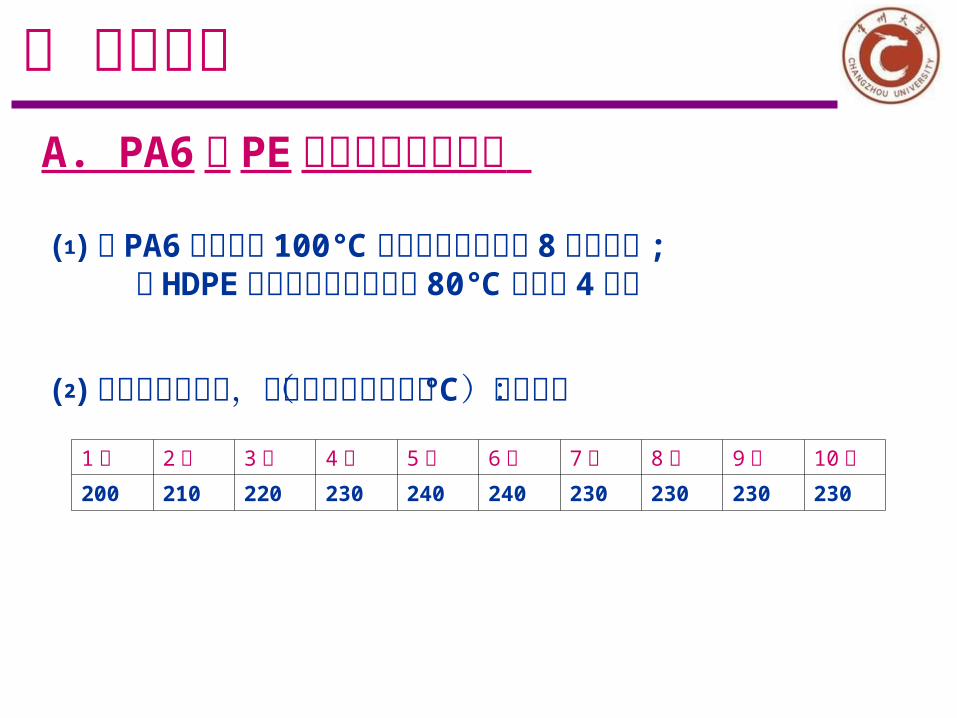
四 实验步骤 A. PA6 与 PE 的反应性挤出共混
⑴ 将 PA6 粒子置于 100℃气流干燥器中干燥 8 小时以上 ; 将 HDPE 置于普通干燥箱中于 80℃下干燥 4 小时
⑵ 打开挤出机电源,将挤出机各段温度(℃ )设定为:
1区 2区 3区 4区 5区 6区 7区 8区 9区 10区200 210 220 230 240 240 230 230 230 230
⑶ 分别称取干燥 PA6 树脂 1.2 Kg, HDPE 树脂 500g ,在高速混合机中混合 2min 后加入挤出机料斗。启动双螺杆挤出机主机,并调节变频器频率至 20Hz 。启动加料螺杆电机,调节螺杆转速为 30 rpm ,进行熔融共混挤出
⑷ 称取干燥 PA6 树脂 1.2 Kg 、 HDPE 树脂 300g 、 HDPE-g-
MAH 200g ,按照步骤 (3) 操作
⑸ 待物料全部挤出完毕后,用 1 公斤的 HDPE 对挤出机进行清洗,然后依次关闭加料电机、主机和各加热段,最后关闭挤出机电源
B. PA6/PE 共混相容性的表征
⑴Molau 实验——将由简单机械共混得到的 PA6/PE 共混物和通过反应性挤出得到的共混物切片各数十粒分别放入两只试管中,然后在试管中加入甲酸。试管在室温下放置 2 ~3 天后,两个试管内物料的状态发生了明显变化。请同学根据所观察到的现象,解释两种共混体系的相容程度
⑵ 扫描电子显微镜( SEM )——取简单机械共混物和反应性共混物的挤出料条各一根,将它们置于液氮中冷冻1 ~ 2min ,用钳子将其掰断,在断面上进行喷金处理后,使用扫描电子显微镜观察断面处的共混形态
C. PA6/PE 共混物的力学性能
⑴ 将 PA6 、 PA6/PE 共混物和反应性挤出共混物各 1.5Kg
置于气流干燥器中于 100℃下干燥 8 小时以上,以去除水份⑵ 打开塑料注塑机电源开关,将注塑机各段温度设定 ⑶ 将三种物料分别在注塑机上制备出供拉伸、冲击、弯曲试样各 10 根
⑷ 将试样在室温下放置一天。量取试样尺寸后,按照标准分别测定试样的拉伸强度、弯曲强度和简支梁缺口冲击强度
五 实验结果与讨论
• 将测得的三种物料的力学强度列表并比较,讨论PA6/PE 简单共混和 PA6/PE 反应性共混对 PA6 力学性能的影响情况
六 思考题
1. 不相容聚合物之间的简单机械共混为何得不到令人满意的共混形态和物理机械性能?
2. 可采用哪些方法来改善不相容共混体系的相容性?3. 如何表征和评价两相共混体系的相容性? 4. PA6/PE 共混物的形态结构如何?