WNT NEW Plaquettes de tournage et de fraisage new plaquettes de... · 2 Outils de tournage...
44
New Nouveaux produits pour les utilisateurs d´outils coupants WNT France S.A.S. • 20 rue Lavoisier • F-95300 Pontoise • Tél. : 0800 800 567 • Fax : 0800 800 578 • [email protected] • www.wnt.com Tournage Fraisage Novembre 2016 Nouvelles nuances, géométries et brise-copeaux pour augmenter votre productivité!
Transcript of WNT NEW Plaquettes de tournage et de fraisage new plaquettes de... · 2 Outils de tournage...

New Nouveaux produits pour les utilisateurs d́ outils coupants
WNT France S.A.S. • 20 rue Lavoisier • F-95300 Pontoise • Tél. : 0800 800 567 • Fax : 0800 800 578 • [email protected] • www.wnt.com
Tournage
Fraisage
Novembre 2016
Nouvelles nuances, géométries et brise-copeaux pour augmenter votre productivité!

2
Outils de tournageInformations relatives au nouveau brise-copeaux -NF15 3
Informations relatives aux nouvelles nuances pour fontes DCX3110 / HCF3120 4
Informations relatives aux utilisations universelles dans les aciers et les fontes 5
CNMG 6–8
DNMG 9+10
KNUX 11
SNMG 12–14
TNMG 15+16
VNMG 17
WNMG 18
CCMT 19
DCMT 20
RCMT 21
SCMT 22
TCMT 23
TPMR 24
VCMT 25
Porte-outils – DCLN / PCLN 95° 26
Conditions de coupe des plaquettes de tournage 27–29
Géométries et conseils d‘utilisation 30+31
Fraises à plaquettes amoviblesInformations relatives aux fraises à surfacer-dresser à 90° du système 4910 32
Système 4910 – SNHU 33
Système 2740 – OFHT 34
Système 2740 – OFHT 35
Système 2011 – XDKT 36
Système 4900 – SDNT 37
Système 2510 – RDHX / RPNX 38
Système C NF – CPMW / SPGW 39
Conditions de coupe des plaquettes de fraisage 40+41
Géométries 42+43
Table des matières
Des outils de qualité Premium pour de plus hautes performances. Les outils Premium de la ligne de produits WNT Mastertool Performance ont été conçus pour répondre aux exigences les plus élevées. Nous vous recommandons ce label Premium pour augmenter votre productivité.
... Le 1er choix pour l‘usinage des aciers, de non à fortement alliés
... Le 1er choix pour l‘usinage des aciers inoxydables austénitiques, ferritiques et martensitiques
... Le 1er choix pour l‘usinage de tous les alliages non ferreux abrasifs
... Le 1er choix pour l‘usinage des fontes grises, à graphite sphéroïdal ou lamellaire
... Le 1er choix pour l‘usinage des super alliages à base de Nickel, Chrome, Cobalt et Titane
Dragonskin – Un dragon approprié à chaque type de matières
Table des matièresPlaquettes de tournage et de fraisage
3
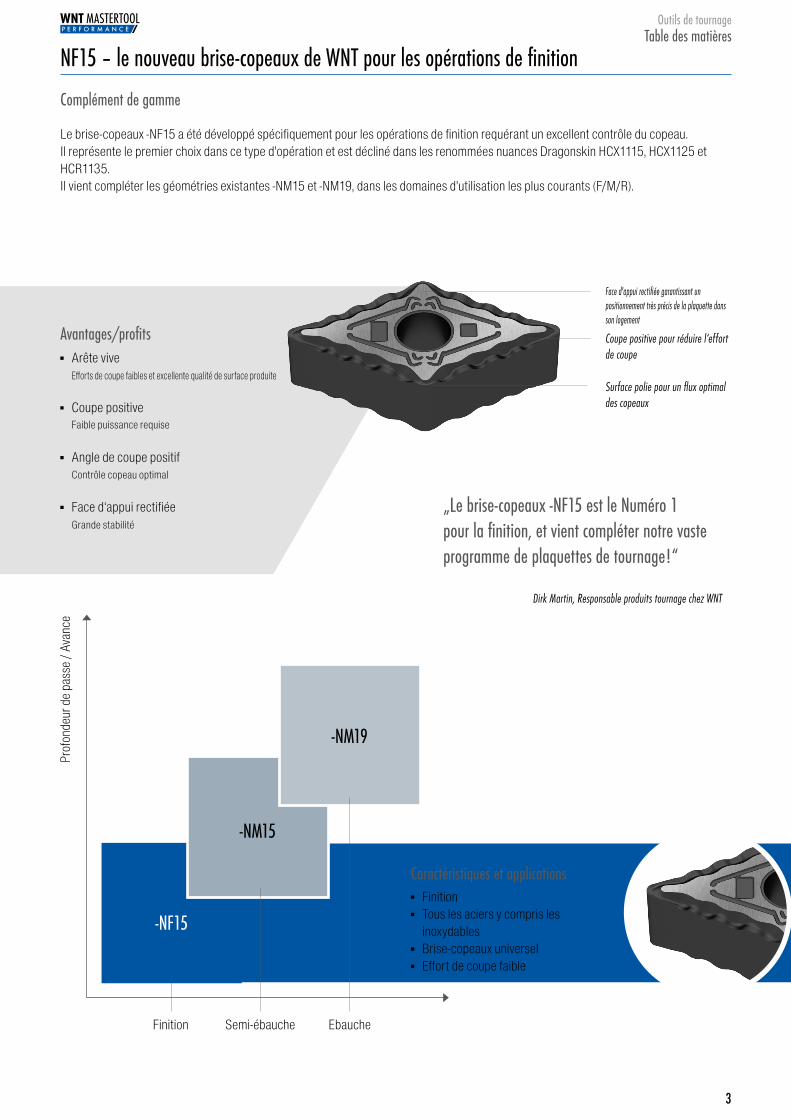
NF15 – le nouveau brise-copeaux de WNT pour les opérations de finition
Complément de gamme
Le brise-copeaux -NF15 a été développé spécifiquement pour les opérations de finition requérant un excellent contrôle du copeau. Il représente le premier choix dans ce type d'opération et est décliné dans les renommées nuances Dragonskin HCX1115, HCX1125 et HCR1135. Il vient compléter les géométries existantes -NM15 et -NM19, dans les domaines d'utilisation les plus courants (F/M/R).
Face d'appui rectifiée garantissant un positionnement très précis de la plaquette dans son logement
Surface polie pour un flux optimal des copeaux
-NM19
-NM15
-NF15
Finition Semi-ébauche Ebauche
Prof
onde
ur d
e pa
sse
/ Ava
nce
ĉ Finition ĉ Tous les aciers y compris les
inoxydables ĉ Brise-copeaux universel ĉ Effort de coupe faible
„Le brise-copeaux -NF15 est le Numéro 1 pour la finition, et vient compléter notre vaste programme de plaquettes de tournage!“
Dirk Martin, Responsable produits tournage chez WNT
ĉ Arête viveEfforts de coupe faibles et excellente qualité de surface produite
Faible puissance requise
Contrôle copeau optimal
Grande stabilité
ĉ Coupe positive
ĉ Angle de coupe positif
ĉ Face d‘appui rectifiée
Avantages/profits
Caractéristiques et applications
Coupe positive pour réduire l‘effort de coupe
Outils de tournageTable des matières

4
Nuance Dragonskin pour l‘usinage des fontes
Nouveau chez WNT
Nuance DCX3110
Extension de gamme HCF3120
La nuance universelle HCF3120 dont le domaine d‘application principal est de classification ISO K20 combine un substrat tenace et un revêtement Dragonskin qui conviennent particulièrement aux conditions instables et difficiles. Cette nuance offre une énorme sécurité de processus, y compris dans les pièces présentant d‘importantes interruptions de coupe.
La nouvelle nuance Dragonskin à hautes performances DCX3110 est spécialement dédiée au tournage des fontes. Son revêtement de dernière génération est extrêmement dur et apte aux hautes performances. Elle complète le programme existant de la nuance polyvalente HCF3120. Avec ces deux nuances, WNT propose une offre complète pour l'usinage de toutes les fontes et dans toutes les conditions, allant des coupes continues à hautes vitesses de coupe qui requièrent une résistance à l'usure très élevée, aux coupes fortement interrompues avec des conditions de coupe plus faibles qui nécessitent une ténacité très importante.
L'ultime nuance à hautes performances DCX3110 remplace le HCF3110. Elle augmentera encore votre productivité. La nuance DCX3110 réunit toutes les qualités de son prédecesseur tout en offrant une résistance à l'usure bien accrue. Ces améliorations sont dûes au dernier revêtement Dragonskin et au brossage des arêtes et surfaces de coupe qui améliorent leurs qualités tribologiques.
ĉ Pour les conditions d'usinage stables ĉ Pour les vitesses de coupe élevées ĉ Pour les coupes continues ou faiblement interrompues ĉ Pour l'usinage à sec ĉ Pour les fontes FGS, FGV, mais également les fontes Ft ĉ Excellente résistance à l'usure ĉ Domaine d'application principal K10 ĉ Extension d'utilisation dans le domaine P05
Surface polie pour des durées de vie plus importantes et un meilleur flux des copeaux
Nouveau revêtement Dragonskin
Revêtement oxyde d‘alumine pour une résistance maximale à l‘usure et aux hautes températures
Couche d‘accroche MT-TiCN évitant l‘altération du substrat et offrant une résistance aux basses températures
Substrat homogène parfaitement adapté à l‘usinage des fontes
Caractéristiques
ĉ Pour les conditions instables et difficiles ĉ 1er choix dan les fontes Ft, utilisation possible dans les
fontes GS et GV ĉ Domaine d'application principal K20 ĉ Domaine d'application étendu P10
Caractéristiques
Outils de tournageTable des matières

5
Vue d‘ensemble – Nuances pour le tournage des aciers et des fontes
Description des nuances
Domaine d’application ISO
Acie
rs
Font
es
05 15 25 35 45
01 10 20 30 40 50
P K
DCC1110●
○
HCX1115●
○
HCX1125●
○
HCR1135 ●
DCX3110●
●
HCF3120●
●
01 10 20 30 40 50 ● Application principale
05 15 25 35 45 ○ Utilisation possible
Résistance à l‘usure vc+ vc– Ténacité
Description des nuances
DCX 3110
HCF 3120
Nuance carbure revêtue Dragonskin, ISO – K10 / P05 Résistance à l'usure très élevée.
Nuance carbure revêtue Dragonskin, ISO – K20 / P10 Utilisation universelle pour l'ébauche et la finition des fontes
DCC 1110
Cermet revêtu Dragonskin, ISO – P10 Idéal pour la finition avec des vitesses de coupe maximales
HCX1115
Nuance carbure revêtue Dragonskin, ISO – P15 / K25. Pour les conditions stables et les coupes continues.
HCX1125
Nuance carbure revêtue Dragonskin, ISO – P25 / K30. Nuance universelle avec un large spectre d'utilisation.
HCR1135
Nuance carbure revêtue Dragonskin, ISO – P35. Pour les conditions difficiles et les opérations lourdes.
Outils de tournageTable des matières
6
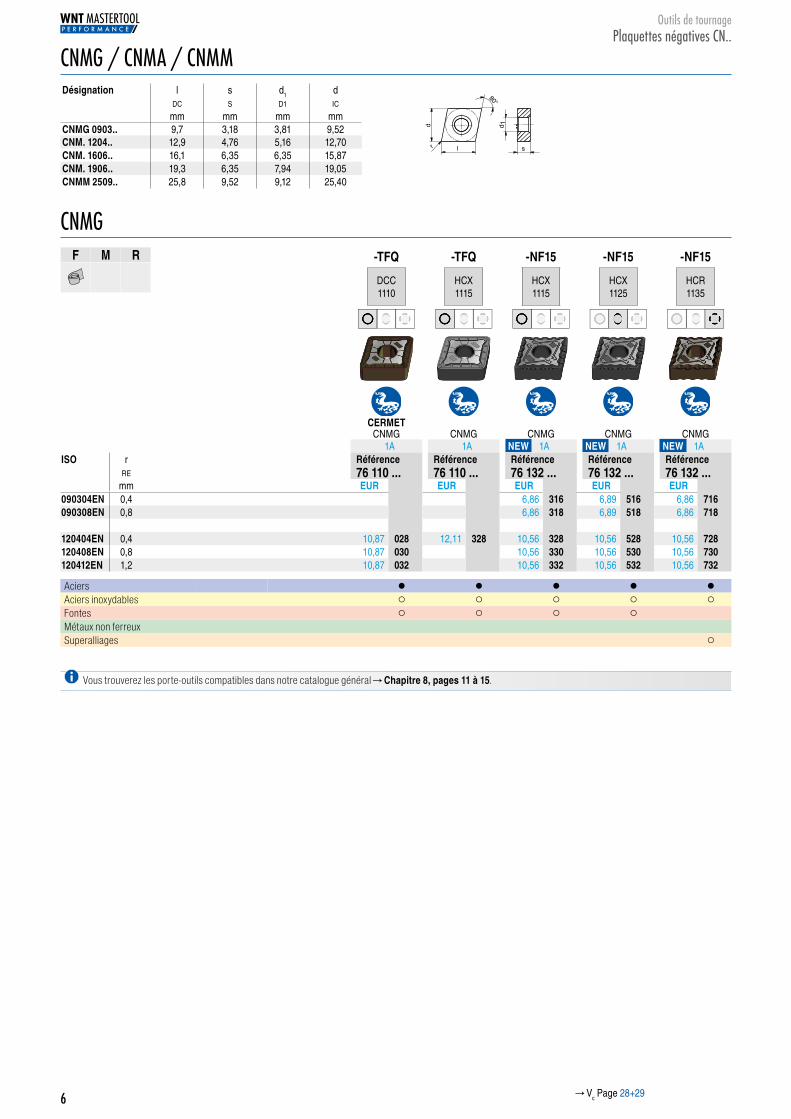
CNMGF M R
-TFQ -TFQ -NF15 -NF15 -NF15
DCC 1110
HCX 1115
HCX 1115
HCX 1125
HCR 1135
CERMETCNMG CNMG CNMG CNMG CNMG
1A 1A NEW 1A NEW 1A NEW 1AISO r Référence Référence Référence Référence Référence
RE 76 110 ... 76 110 ... 76 132 ... 76 132 ... 76 132 ...mm EUR EUR EUR EUR EUR
090304EN 0,4 6,86 76132316 6,89 76132516 6,86 76132716090308EN 0,8 6,86 76132318 6,89 76132518 6,86 76132718 120404EN 0,4 10,87 76110028 12,11 76110328 10,56 76132328 10,56 76132528 10,56 76132728120408EN 0,8 10,87 76110030 10,56 76132330 10,56 76132530 10,56 76132730120412EN 1,2 10,87 76110032 10,56 76132332 10,56 76132532 10,56 76132732
Aciers ● ● ● ● ●Aciers inoxydables ○ ○ ○ ○ ○Fontes ○ ○ ○ ○ Métaux non ferreux Superalliages ○
→ Vc Page 28+29
CNMG / CNMA / CNMMDésignation l s d1 d
DC S D1 IC
mm mm mm mmCNMG 0903.. 9,7 3,18 3,81 9,52CNM. 1204.. 12,9 4,76 5,16 12,70CNM. 1606.. 16,1 6,35 6,35 15,87CNM. 1906.. 19,3 6,35 7,94 19,05CNMM 2509.. 25,8 9,52 9,12 25,40
d 1
lr
d
80°
s
Vous trouverez les porte-outils compatibles dans notre catalogue général → Chapitre 8, pages 11 à 15.
Outils de tournagePlaquettes négatives CN..

7
CNMG / CNMAF M R
-NM15 -NM15 -NM19 -NM19 -NM19
DCX 3110
HCF 3120
HCR 1135
DCX 3110
HCF 3120
DCX 3110
HCF 3120
CNMG CNMG CNMG CNMG CNMG CNMA CNMANEW 1A NEW 1A 1A NEW 1A 1A NEW 1A 1A
ISO r Référence Référence Référence Référence Référence Référence RéférenceRE 70 132 ... 70 132 ... 76 119 ... 70 119 ... 70 119 ... 70 100 ... 70 100 ...
mm EUR EUR EUR EUR EUR EUR EUR120404EN 0,4 10,56 70132028 10,56 70100028 10,56 70100528120408EN 0,8 10,56 70132030 10,56 70132530 10,56 70119030 10,56 70100030120412EN 1,2 10,56 70132032 10,56 70132532 10,56 70119032 10,56 70100032120416EN 1,6 10,56 70119034 10,56 70100034 160608EN 0,8 17,08 76119742 17,08 70119042 17,08 70119542 17,08 70100042 17,08 70100542160612EN 1,2 17,08 70119044 17,08 70119544 17,08 70100044 17,08 70100544160616EN 1,6 17,08 70119046 17,08 70119546 17,08 70100046 17,08 70100546 190612EN 1,2 24,12 70119056 24,12 70119556 24,12 70100056 24,12 70100556190616EN 1,6 24,12 70119058 24,12 70119558 24,12 70100058 24,15 70100558
Aciers ● ● ● ● ● ● ●Aciers inoxydables ○ ○ ○ ○ ○ ○ ○Fontes ● ● ● ● ● ●Métaux non ferreux Superalliages ○
CNMMF M R
-NR14 -NR14 -NR14 -NR17 -NR17 -NR17
HCX 1115
HCX 1125
HCR 1135
HCX 1115
HCX 1125
HCR 1135
CNMM CNMM CNMM CNMM CNMM CNMM1A 1A 1A 1A 1A 1A
ISO r Référence Référence Référence Référence Référence RéférenceRE 76 114 ... 76 114 ... 76 114 ... 76 115 ... 76 115 ... 76 115 ...
mm EUR EUR EUR EUR EUR EUR120408EN 0,8 10,76 76115330 10,76 76115530120412EN 1,2 10,76 76114732120416EN 1,6 10,76 76114734 160612EN 1,2 17,08 76114744160624EN 2,4 17,08 76115348 17,08 76115548 190612EN 1,2 24,12 76115756190624EN 2,4 24,12 76114360 24,12 76114560 24,12 76114760 24,12 76115360 24,12 76115760
Aciers ● ● ● ● ● ●Aciers inoxydables ○ ○ ○ ○ ○ ○Fontes ○ ○ ○ ○ Métaux non ferreux Superalliages ○ ○
→ Vc Page 28+29
Vous trouverez les porte-outils compatibles dans notre catalogue général → Chapitre 8, pages 11 à 15.
Outils de tournagePlaquettes négatives CN..
8
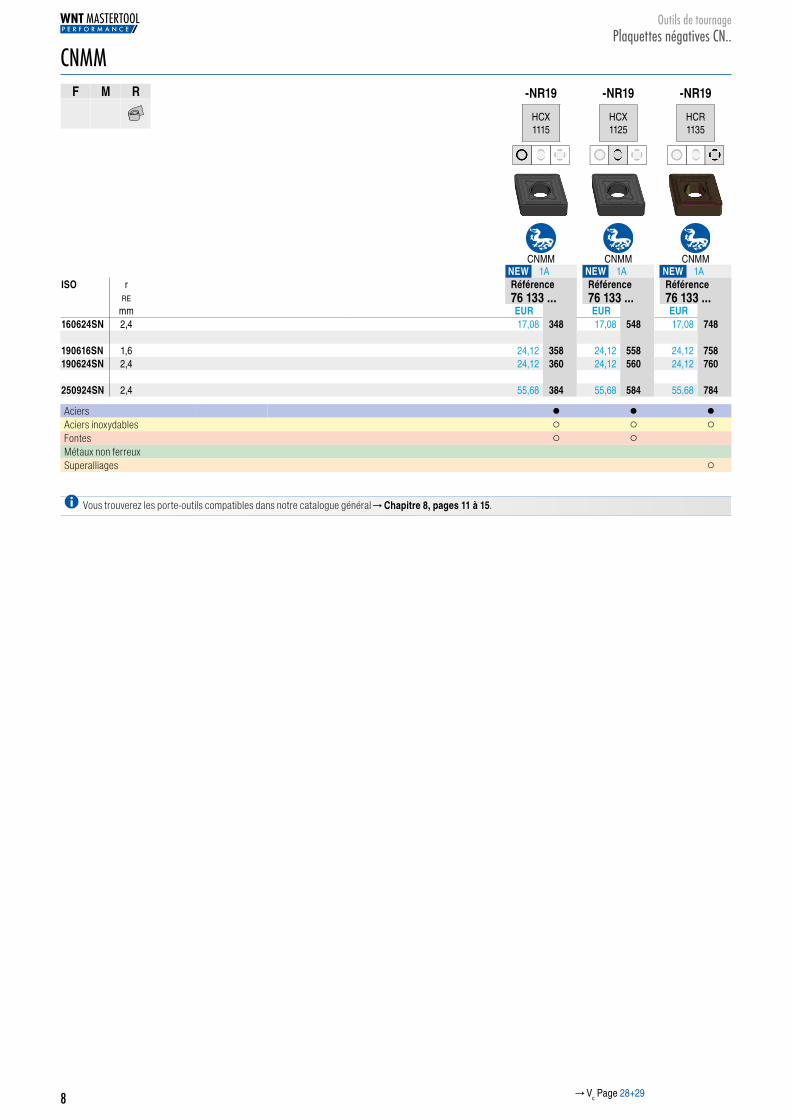
CNMMF M R
-NR19 -NR19 -NR19
HCX 1115
HCX 1125
HCR 1135
CNMM CNMM CNMMNEW 1A NEW 1A NEW 1A
ISO r Référence Référence RéférenceRE 76 133 ... 76 133 ... 76 133 ...
mm EUR EUR EUR160624SN 2,4 17,08 76133348 17,08 76133548 17,08 76133748 190616SN 1,6 24,12 76133358 24,12 76133558 24,12 76133758190624SN 2,4 24,12 76133360 24,12 76133560 24,12 76133760 250924SN 2,4 55,68 76133384 55,68 76133584 55,68 76133784
Aciers ● ● ●Aciers inoxydables ○ ○ ○Fontes ○ ○ Métaux non ferreux Superalliages ○
→ Vc Page 28+29
Vous trouverez les porte-outils compatibles dans notre catalogue général → Chapitre 8, pages 11 à 15.
Outils de tournagePlaquettes négatives CN..
9
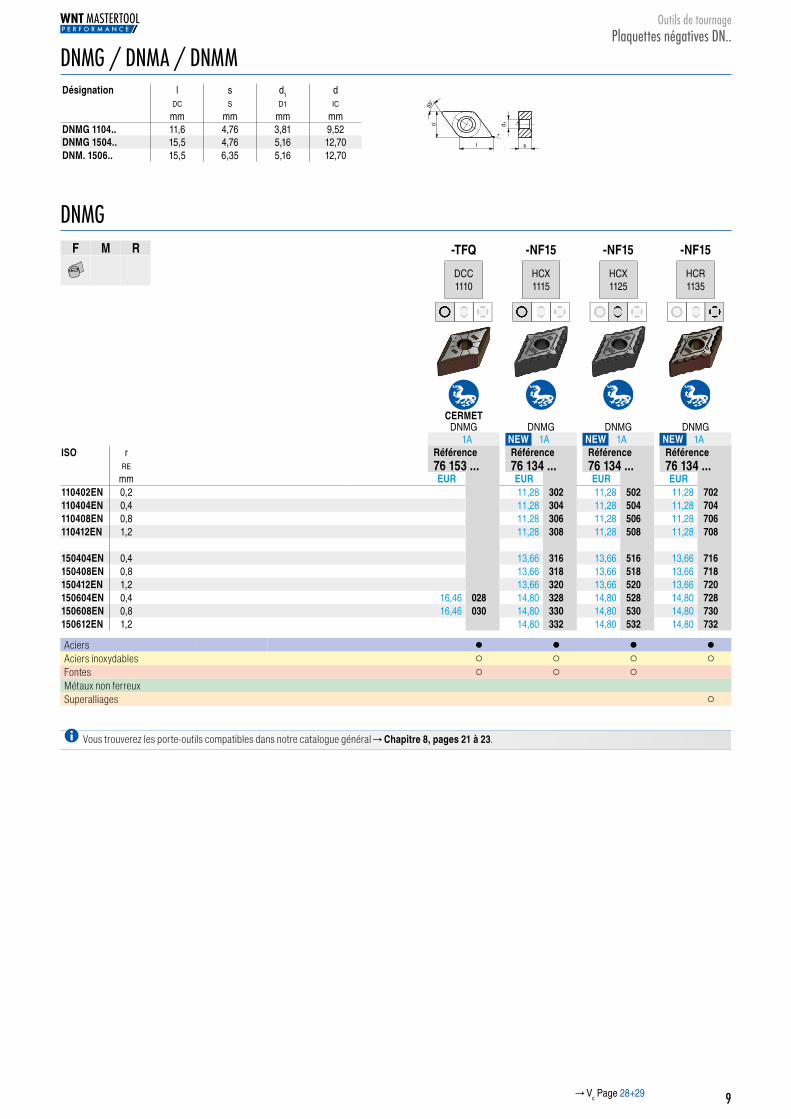
DNMG / DNMA / DNMMDésignation l s d1 d
DC S D1 IC
mm mm mm mmDNMG 1104.. 11,6 4,76 3,81 9,52DNMG 1504.. 15,5 4,76 5,16 12,70DNM. 1506.. 15,5 6,35 5,16 12,70
d
l
r
d 1
s
55°
DNMGF M R
-TFQ -NF15 -NF15 -NF15
DCC 1110
HCX 1115
HCX 1125
HCR 1135
CERMETDNMG DNMG DNMG DNMG
1A NEW 1A NEW 1A NEW 1AISO r Référence Référence Référence Référence
RE 76 153 ... 76 134 ... 76 134 ... 76 134 ...mm EUR EUR EUR EUR
110402EN 0,2 11,28 76134302 11,28 76134502 11,28 76134702110404EN 0,4 11,28 76134304 11,28 76134504 11,28 76134704110408EN 0,8 11,28 76134306 11,28 76134506 11,28 76134706110412EN 1,2 11,28 76134308 11,28 76134508 11,28 76134708 150404EN 0,4 13,66 76134316 13,66 76134516 13,66 76134716150408EN 0,8 13,66 76134318 13,66 76134518 13,66 76134718150412EN 1,2 13,66 76134320 13,66 76134520 13,66 76134720150604EN 0,4 16,46 76153028 14,80 76134328 14,80 76134528 14,80 76134728150608EN 0,8 16,46 76153030 14,80 76134330 14,80 76134530 14,80 76134730150612EN 1,2 14,80 76134332 14,80 76134532 14,80 76134732
Aciers ● ● ● ●Aciers inoxydables ○ ○ ○ ○Fontes ○ ○ ○ Métaux non ferreux Superalliages ○
→ Vc Page 28+29
Vous trouverez les porte-outils compatibles dans notre catalogue général → Chapitre 8, pages 21 à 23.
Outils de tournagePlaquettes négatives DN..
10
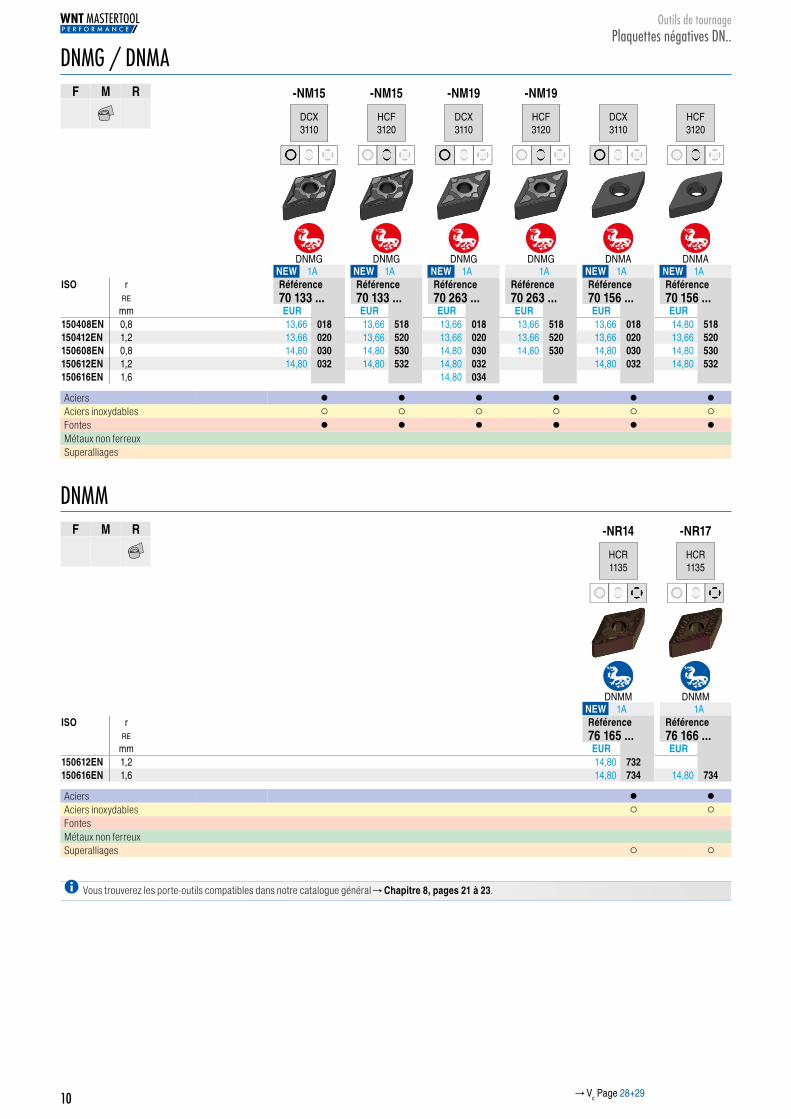
DNMG / DNMAF M R
-NM15 -NM15 -NM19 -NM19
DCX 3110
HCF 3120
DCX 3110
HCF 3120
DCX 3110
HCF 3120
DNMG DNMG DNMG DNMG DNMA DNMANEW 1A NEW 1A NEW 1A 1A NEW 1A NEW 1A
ISO r Référence Référence Référence Référence Référence RéférenceRE 70 133 ... 70 133 ... 70 263 ... 70 263 ... 70 156 ... 70 156 ...
mm EUR EUR EUR EUR EUR EUR150408EN 0,8 13,66 70133018 13,66 70133518 13,66 70263018 13,66 70263518 13,66 70156018 14,80 70156518150412EN 1,2 13,66 70133020 13,66 70133520 13,66 70263020 13,66 70263520 13,66 70156020 13,66 70156520150608EN 0,8 14,80 70133030 14,80 70133530 14,80 70263030 14,80 70263530 14,80 70156030 14,80 70156530150612EN 1,2 14,80 70133032 14,80 70133532 14,80 70263032 14,80 70156032 14,80 70156532150616EN 1,6 14,80 70263034
Aciers ● ● ● ● ● ●Aciers inoxydables ○ ○ ○ ○ ○ ○Fontes ● ● ● ● ● ●Métaux non ferreux Superalliages
DNMMF M R
-NR14 -NR17
HCR 1135
HCR 1135
DNMM DNMMNEW 1A 1A
ISO r Référence RéférenceRE 76 165 ... 76 166 ...
mm EUR EUR150612EN 1,2 14,80 76165732150616EN 1,6 14,80 76165734 14,80 76166734
Aciers ● ●Aciers inoxydables ○ ○Fontes Métaux non ferreux Superalliages ○ ○
→ Vc Page 28+29
Vous trouverez les porte-outils compatibles dans notre catalogue général → Chapitre 8, pages 21 à 23.
Outils de tournagePlaquettes négatives DN..
11
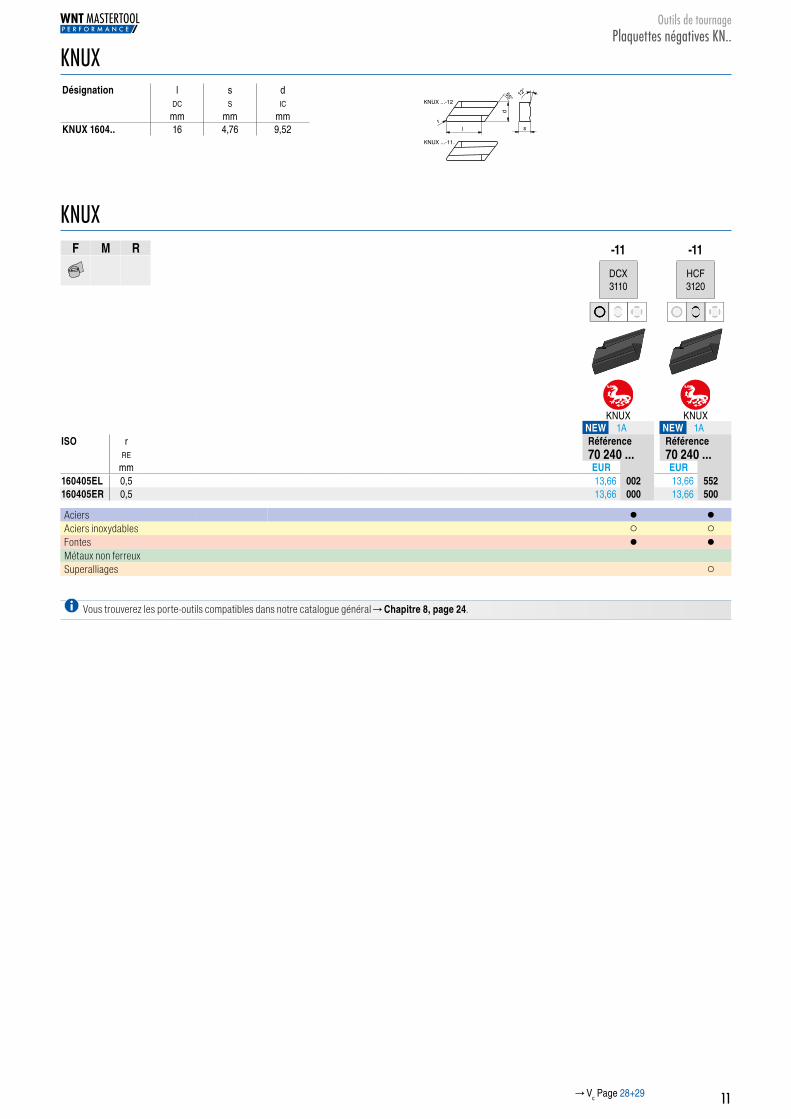
KNUXDésignation l s d
DC S IC
mm mm mmKNUX 1604.. 16 4,76 9,52
12°
slr
d
55°
KNUX ...-12
KNUX ...-11.
KNUXF M R
-11 -11
DCX 3110
HCF 3120
KNUX KNUXNEW 1A NEW 1A
ISO r Référence RéférenceRE 70 240 ... 70 240 ...
mm EUR EUR160405EL 0,5 13,66 70240002 13,66 70240552160405ER 0,5 13,66 70240000 13,66 70240500
Aciers ● ●Aciers inoxydables ○ ○Fontes ● ●Métaux non ferreux Superalliages ○
→ Vc Page 28+29
Vous trouverez les porte-outils compatibles dans notre catalogue général → Chapitre 8, page 24.
Outils de tournagePlaquettes négatives KN..
12
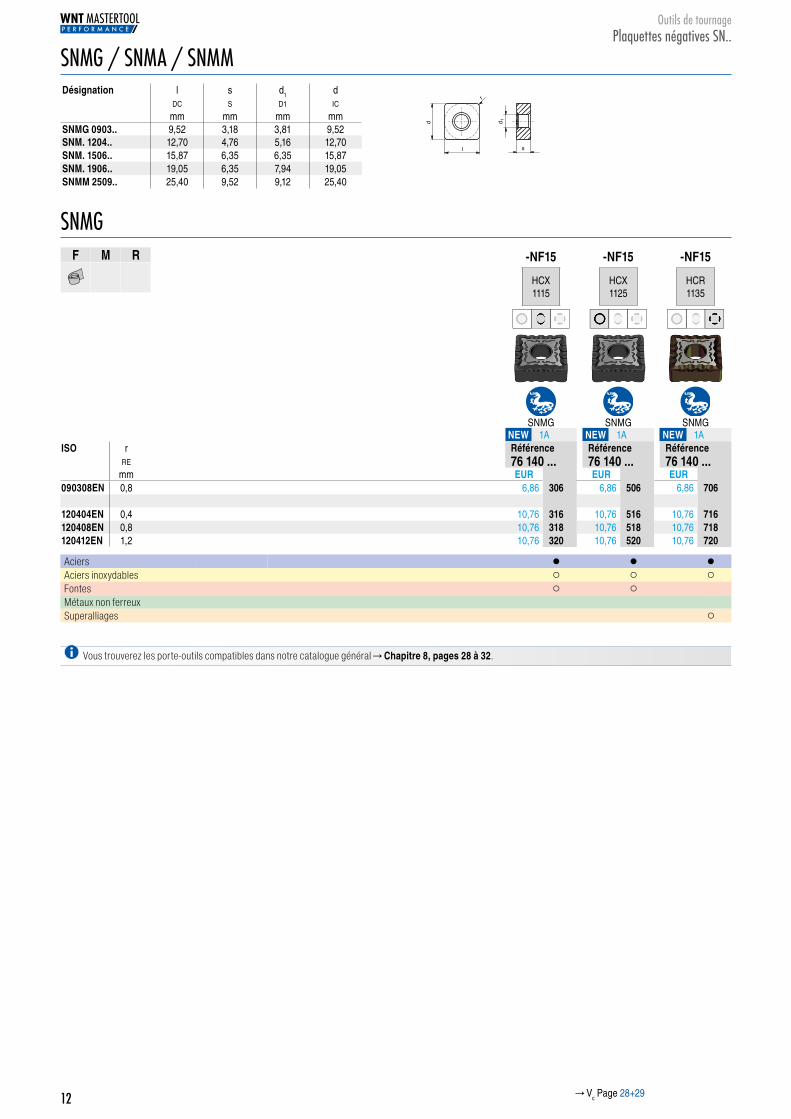
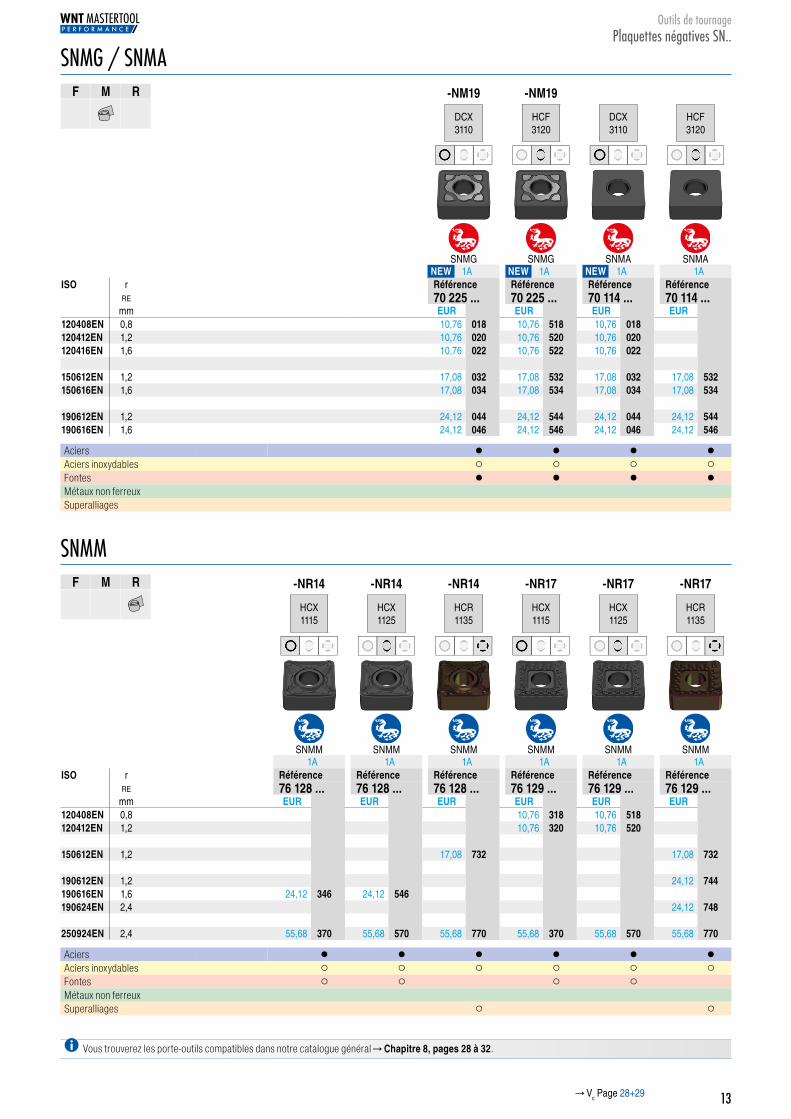
SNMG / SNMA / SNMMDésignation l s d1 d
DC S D1 IC
mm mm mm mmSNMG 0903.. 9,52 3,18 3,81 9,52SNM. 1204.. 12,70 4,76 5,16 12,70SNM. 1506.. 15,87 6,35 6,35 15,87SNM. 1906.. 19,05 6,35 7,94 19,05SNMM 2509.. 25,40 9,52 9,12 25,40
d 1
l s
d
r
SNMGF M R
-NF15 -NF15 -NF15
HCX 1115
HCX 1125
HCR 1135
SNMG SNMG SNMGNEW 1A NEW 1A NEW 1A
ISO r Référence Référence RéférenceRE 76 140 ... 76 140 ... 76 140 ...
mm EUR EUR EUR090308EN 0,8 6,86 76140306 6,86 76140506 6,86 76140706 120404EN 0,4 10,76 76140316 10,76 76140516 10,76 76140716120408EN 0,8 10,76 76140318 10,76 76140518 10,76 76140718120412EN 1,2 10,76 76140320 10,76 76140520 10,76 76140720
Aciers ● ● ●Aciers inoxydables ○ ○ ○Fontes ○ ○ Métaux non ferreux Superalliages ○
→ Vc Page 28+29
Vous trouverez les porte-outils compatibles dans notre catalogue général → Chapitre 8, pages 28 à 32.
Outils de tournagePlaquettes négatives SN..
13
SNMG / SNMAF M R
-NM19 -NM19
DCX 3110
HCF 3120
DCX 3110
HCF 3120
SNMG SNMG SNMA SNMANEW 1A NEW 1A NEW 1A 1A
ISO r Référence Référence Référence RéférenceRE 70 225 ... 70 225 ... 70 114 ... 70 114 ...
mm EUR EUR EUR EUR120408EN 0,8 10,76 70225018 10,76 70225518 10,76 70114018120412EN 1,2 10,76 70225020 10,76 70225520 10,76 70114020120416EN 1,6 10,76 70225022 10,76 70225522 10,76 70114022 150612EN 1,2 17,08 70225032 17,08 70225532 17,08 70114032 17,08 70114532150616EN 1,6 17,08 70225034 17,08 70225534 17,08 70114034 17,08 70114534 190612EN 1,2 24,12 70225044 24,12 70225544 24,12 70114044 24,12 70114544190616EN 1,6 24,12 70225046 24,12 70225546 24,12 70114046 24,12 70114546
Aciers ● ● ● ●Aciers inoxydables ○ ○ ○ ○Fontes ● ● ● ●Métaux non ferreux Superalliages
SNMMF M R
-NR14 -NR14 -NR14 -NR17 -NR17 -NR17
HCX 1115
HCX 1125
HCR 1135
HCX 1115
HCX 1125
HCR 1135
SNMM SNMM SNMM SNMM SNMM SNMM1A 1A 1A 1A 1A 1A
ISO r Référence Référence Référence Référence Référence RéférenceRE 76 128 ... 76 128 ... 76 128 ... 76 129 ... 76 129 ... 76 129 ...
mm EUR EUR EUR EUR EUR EUR120408EN 0,8 10,76 76129318 10,76 76129518120412EN 1,2 10,76 76129320 10,76 76129520 150612EN 1,2 17,08 76128732 17,08 76129732 190612EN 1,2 24,12 76129744190616EN 1,6 24,12 76128346 24,12 76128546190624EN 2,4 24,12 76129748 250924EN 2,4 55,68 76128370 55,68 76128570 55,68 76128770 55,68 76129370 55,68 76129570 55,68 76129770
Aciers ● ● ● ● ● ●Aciers inoxydables ○ ○ ○ ○ ○ ○Fontes ○ ○ ○ ○ Métaux non ferreux Superalliages ○ ○
→ Vc Page 28+29
Vous trouverez les porte-outils compatibles dans notre catalogue général → Chapitre 8, pages 28 à 32.
Outils de tournagePlaquettes négatives SN..
14
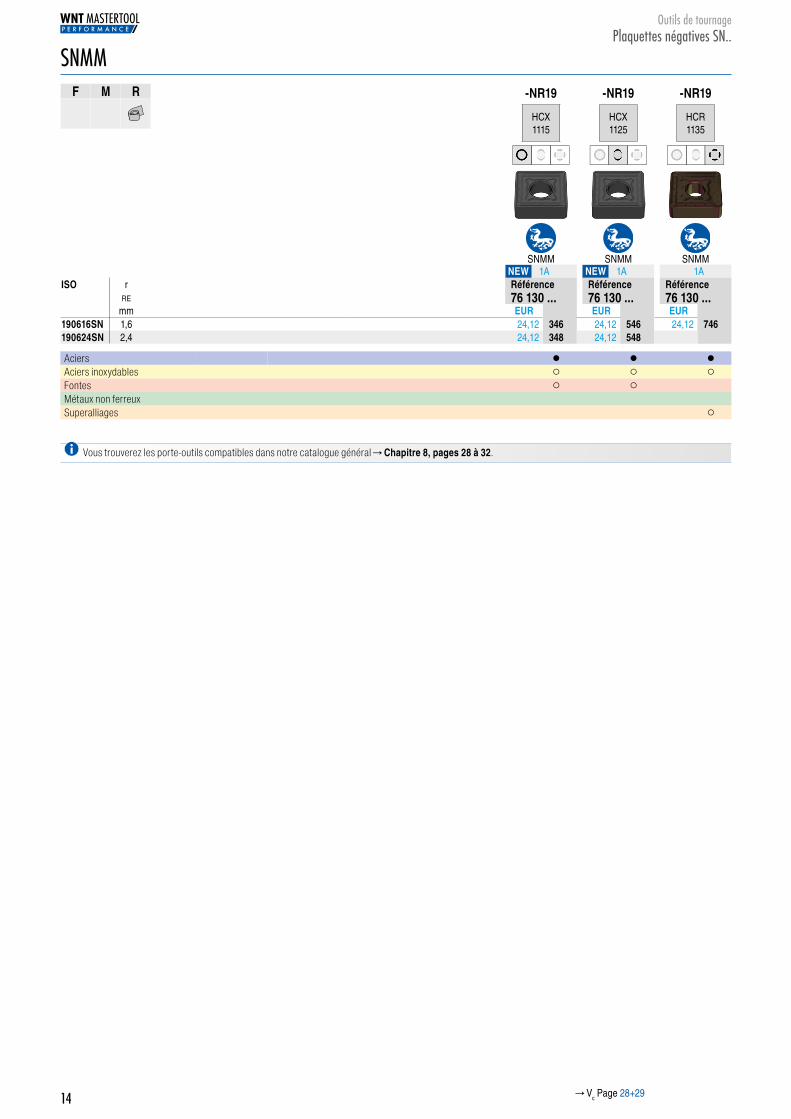
SNMMF M R
-NR19 -NR19 -NR19
HCX 1115
HCX 1125
HCR 1135
SNMM SNMM SNMMNEW 1A NEW 1A 1A
ISO r Référence Référence RéférenceRE 76 130 ... 76 130 ... 76 130 ...
mm EUR EUR EUR190616SN 1,6 24,12 76130346 24,12 76130546 24,12 76130746190624SN 2,4 24,12 76130348 24,12 76130548
Aciers ● ● ●Aciers inoxydables ○ ○ ○Fontes ○ ○ Métaux non ferreux Superalliages ○
→ Vc Page 28+29
Vous trouverez les porte-outils compatibles dans notre catalogue général → Chapitre 8, pages 28 à 32.
Outils de tournagePlaquettes négatives SN..

15
TNMG / TNMA / TNMMDésignation l s d1 d
DC S D1 IC
mm mm mm mmTNMG 1103.. 11,0 3,18 2,26 6,35TNM. 1604.. 16,5 4,76 3,81 9,52TNM. 2204.. 22,0 4,76 5,16 12,70
d 1d
r
l s
60°
TNMGF M R
-NF15 -NF15 -NF15
HCX 1115
HCX 1125
HCR 1135
TNMG TNMG TNMGNEW 1A NEW 1A NEW 1A
ISO r Référence Référence RéférenceRE 76 146 ... 76 146 ... 76 146 ...
mm EUR EUR EUR110304EN 0,4 5,96 76146304 5,96 76146504 5,96 76146704110308EN 0,8 5,96 76146306 5,96 76146506 5,96 76146706 160404EN 0,4 9,44 76146316 9,44 76146516 9,44 76146716160408EN 0,8 9,44 76146318 9,44 76146518 9,44 76146718160412EN 1,2 9,44 76146320 9,44 76146520 9,44 76146720
Aciers ● ● ●Aciers inoxydables ○ ○ ○Fontes ○ ○ Métaux non ferreux Superalliages ○
→ Vc Page 28+29
Vous trouverez les porte-outils compatibles dans notre catalogue général → Chapitre 8, pages 37 à 39.
Outils de tournagePlaquettes négatives TN..

16
TNMG / TNMAF M R
-NM19 -NM19
DCX 3110
HCF 3120
DCX 3110
TNMG TNMG TNMANEW 1A 1A NEW 1A
ISO r Référence Référence RéférenceRE 70 155 ... 70 155 ... 70 134 ...
mm EUR EUR EUR160408EN 0,8 9,44 70155018 9,44 70134018160412EN 1,2 9,44 70155020 9,44 70155520 9,44 70134020160416EN 1,6 9,44 70134022 220408EN 0,8 12,73 70155030 12,73 70134030220412EN 1,2 12,73 70155032 12,73 70134032220416EN 1,6 12,73 70155034 12,73 70134034
Aciers ● ● ●Aciers inoxydables ○ ○ ○Fontes ● ● ●Métaux non ferreux Superalliages
TNMMF M R
-NR14 -NR14 -NR14 -NR17 -NR17
HCX 1115
HCX 1125
HCR 1135
HCX 1115
HCX 1125
TNMM TNMM TNMM TNMM TNMMNEW 1A NEW 1A NEW 1A NEW 1A NEW 1A
ISO r Référence Référence Référence Référence RéférenceRE 76 154 ... 76 154 ... 76 154 ... 76 152 ... 76 152 ...
mm EUR EUR EUR EUR EUR220412EN 1,2 12,73 76152332 12,73 76152532220416EN 1,6 12,73 76154334 12,73 76154534 12,73 76154734
Aciers ● ● ● ● ●Aciers inoxydables ○ ○ ○ ○ ○Fontes ○ ○ ○ ○Métaux non ferreux Superalliages ○
→ Vc Page 28+29
Vous trouverez les porte-outils compatibles dans notre catalogue général → Chapitre 8, pages 37 à 39.
Outils de tournagePlaquettes négatives TN..
17
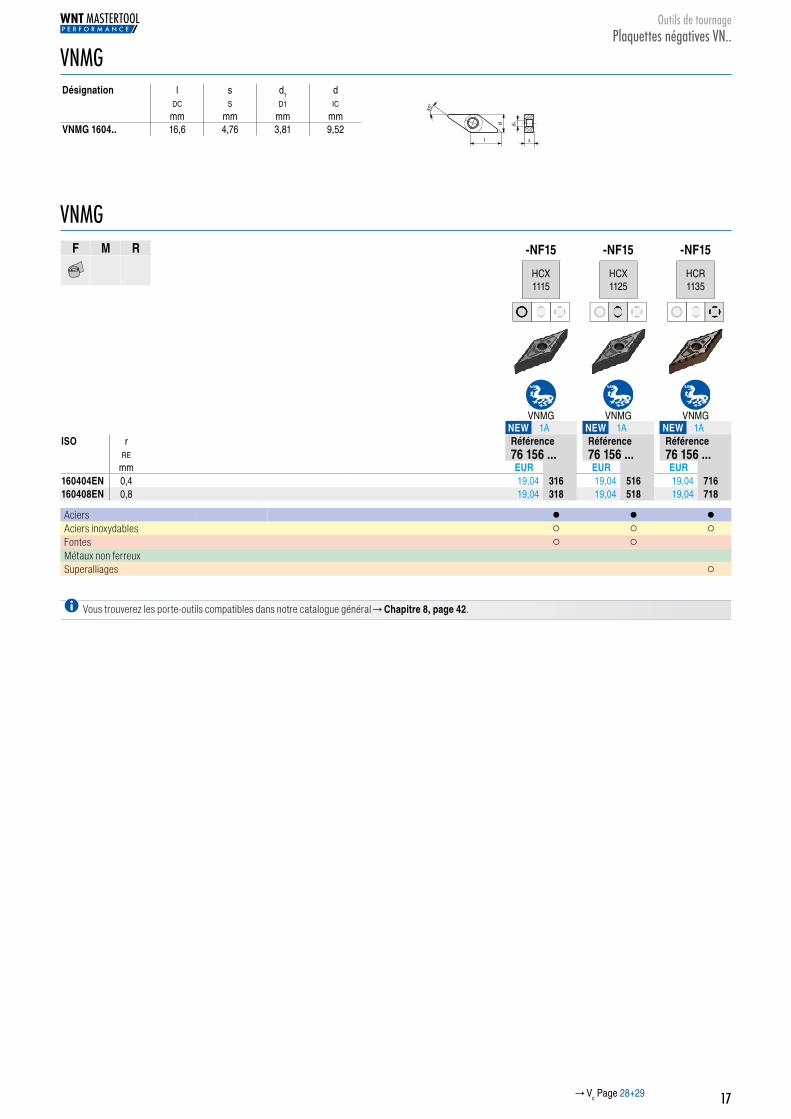
VNMGDésignation l s d1 d
DC S D1 IC
mm mm mm mmVNMG 1604.. 16,6 4,76 3,81 9,52 d 1d
l s
35°
VNMGF M R
-NF15 -NF15 -NF15
HCX 1115
HCX 1125
HCR 1135
VNMG VNMG VNMGNEW 1A NEW 1A NEW 1A
ISO r Référence Référence RéférenceRE 76 156 ... 76 156 ... 76 156 ...
mm EUR EUR EUR160404EN 0,4 19,04 76156316 19,04 76156516 19,04 76156716160408EN 0,8 19,04 76156318 19,04 76156518 19,04 76156718
Aciers ● ● ●Aciers inoxydables ○ ○ ○Fontes ○ ○ Métaux non ferreux Superalliages ○
→ Vc Page 28+29
Vous trouverez les porte-outils compatibles dans notre catalogue général → Chapitre 8, page 42.
Outils de tournagePlaquettes négatives VN..

18
WNMG / WNMADésignation l s d1 d
DC S D1 IC
mm mm mm mmWNMG 0604.. 6,5 4,76 3,81 9,52WNM. 0804.. 8,6 4,76 5,16 12,70
d 1
l
d
sr
WNMGF M R
-TFQ -TFQ -NF15 -NF15 -NF15
DCC 1110
HCX 1115
HCX 1115
HCX 1125
HCR 1135
CERMETWNMG WNMG WNMG WNMG WNMG
1A 1A NEW 1A NEW 1A NEW 1AISO r Référence Référence Référence Référence Référence
RE 76 177 ... 76 177 ... 76 157 ... 76 157 ... 76 157 ...mm EUR EUR EUR EUR EUR
060404EN 0,4 10,66 76177304 9,21 76157304 9,21 76157504 9,21 76157704060408EN 0,8 10,66 76177006 9,21 76157306 9,21 76157506 9,21 76157706 080404EN 0,4 13,35 76177016 11,59 76157316 11,59 76157516 11,59 76157716080408EN 0,8 13,35 76177018 11,59 76157318 11,59 76157518 11,59 76157718080412EN 1,2 11,59 76157320 11,59 76157520 11,59 76157720
Aciers ● ● ● ● ●Aciers inoxydables ○ ○ ○ ○ ○Fontes ○ ○ ○ ○ Métaux non ferreux Superalliages ○
WNMG / WNMAF M R
-NM15 -NM15 -NM19 -NM19
DCX 3110
HCF 3120
DCX 3110
HCR 1135
DCX 3110
HCF 3120
WNMG WNMG WNMG WNMG WNMA WNMANEW 1A NEW 1A NEW 1A 1A NEW 1A NEW 1A
ISO r Référence Référence Référence Référence Référence RéférenceRE 70 139 ... 70 139 ... 70 273 ... 76 273 ... 70 169 ... 70 169 ...
mm EUR EUR EUR EUR EUR EUR060412EN 1,2 9,21 76273708 080408EN 0,8 11,59 70139018 11,59 70139518 11,59 70273018 11,59 70169018 11,59 70169518080412EN 1,2 11,59 70139020 11,59 70139520 11,59 70273020 11,59 70169020 11,59 70169520080416EN 1,6 11,59 70273022 11,59 70169022 11,59 70169522
Aciers ● ● ● ● ● ●Aciers inoxydables ○ ○ ○ ○ ○ ○Fontes ● ● ● ● ●Métaux non ferreux Superalliages ○
→ Vc Page 28+29
Vous trouverez les porte-outils compatibles dans notre catalogue général → Chapitre 8, pages 47 à 48.
Outils de tournagePlaquettes négatives WN..
19
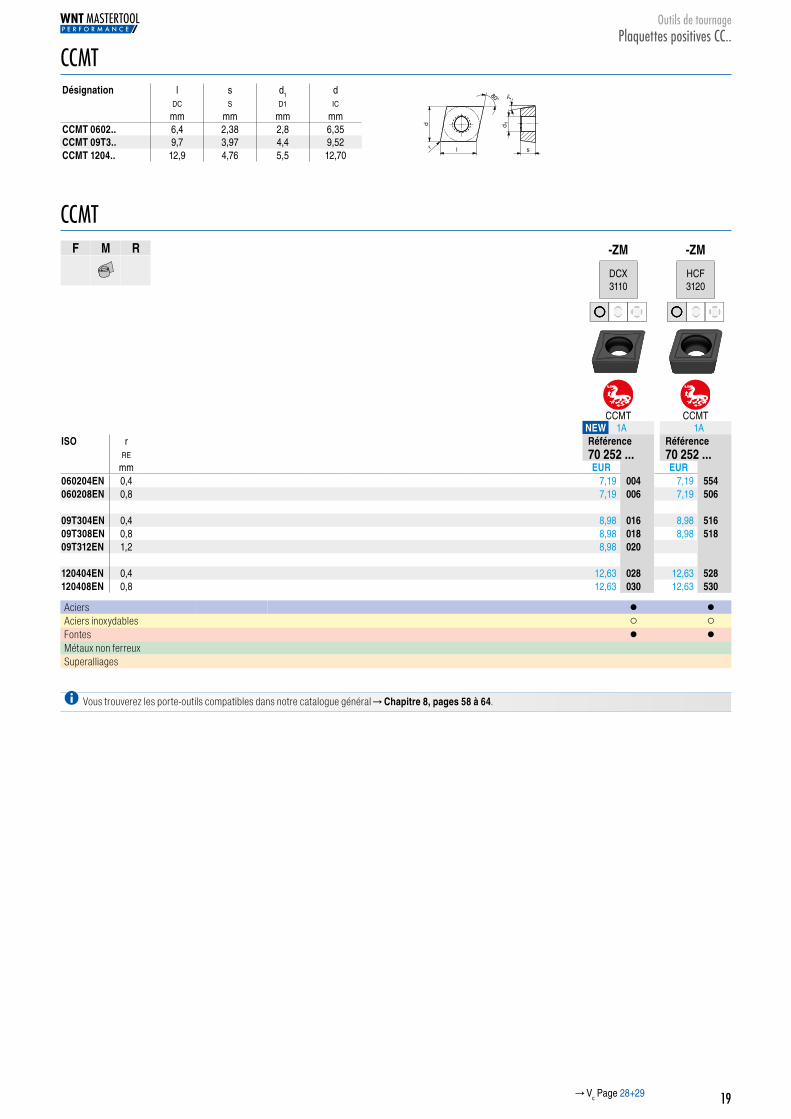
CCMTDésignation l s d1 d
DC S D1 IC
mm mm mm mmCCMT 0602.. 6,4 2,38 2,8 6,35CCMT 09T3.. 9,7 3,97 4,4 9,52CCMT 1204.. 12,9 4,76 5,5 12,70
d 1
lr
d
80°
s
7°
CCMTF M R
-ZM -ZM
DCX 3110
HCF 3120
CCMT CCMTNEW 1A 1A
ISO r Référence RéférenceRE 70 252 ... 70 252 ...
mm EUR EUR060204EN 0,4 7,19 70252004 7,19 70252554060208EN 0,8 7,19 70252006 7,19 70252506 09T304EN 0,4 8,98 70252016 8,98 7025251609T308EN 0,8 8,98 70252018 8,98 7025251809T312EN 1,2 8,98 70252020 120404EN 0,4 12,63 70252028 12,63 70252528120408EN 0,8 12,63 70252030 12,63 70252530
Aciers ● ●Aciers inoxydables ○ ○Fontes ● ●Métaux non ferreux Superalliages
→ Vc Page 28+29
Vous trouverez les porte-outils compatibles dans notre catalogue général → Chapitre 8, pages 58 à 64.
Outils de tournagePlaquettes positives CC..

20
DCMTDésignation l s d1 d
DC S D1 IC
mm mm mm mmDCMT 0702.. 7,75 2,38 2,8 6,35DCMT 11T3.. 11,60 3,97 4,4 9,52
d
l
r
d 1
s
55° 7°
DCMTF M R
-ZM -ZM
DCX 3110
HCF 3120
DCMT DCMTNEW 1A NEW 1A
ISO r Référence RéférenceRE 70 258 ... 70 258 ...
mm EUR EUR070204EN 0,4 7,19 70258004 7,19 70258554070208EN 0,8 7,19 70258006 7,19 70258506 11T304EN 0,4 10,11 70258016 10,11 7025851611T308EN 0,8 10,11 70258018 10,11 70258518
Aciers ● ●Aciers inoxydables ○ ○Fontes ● ●Métaux non ferreux Superalliages
→ Vc Page 28+29
Vous trouverez les porte-outils compatibles dans notre catalogue général → Chapitre 8, pages 74 à 79.
Outils de tournagePlaquettes positives DC..
21
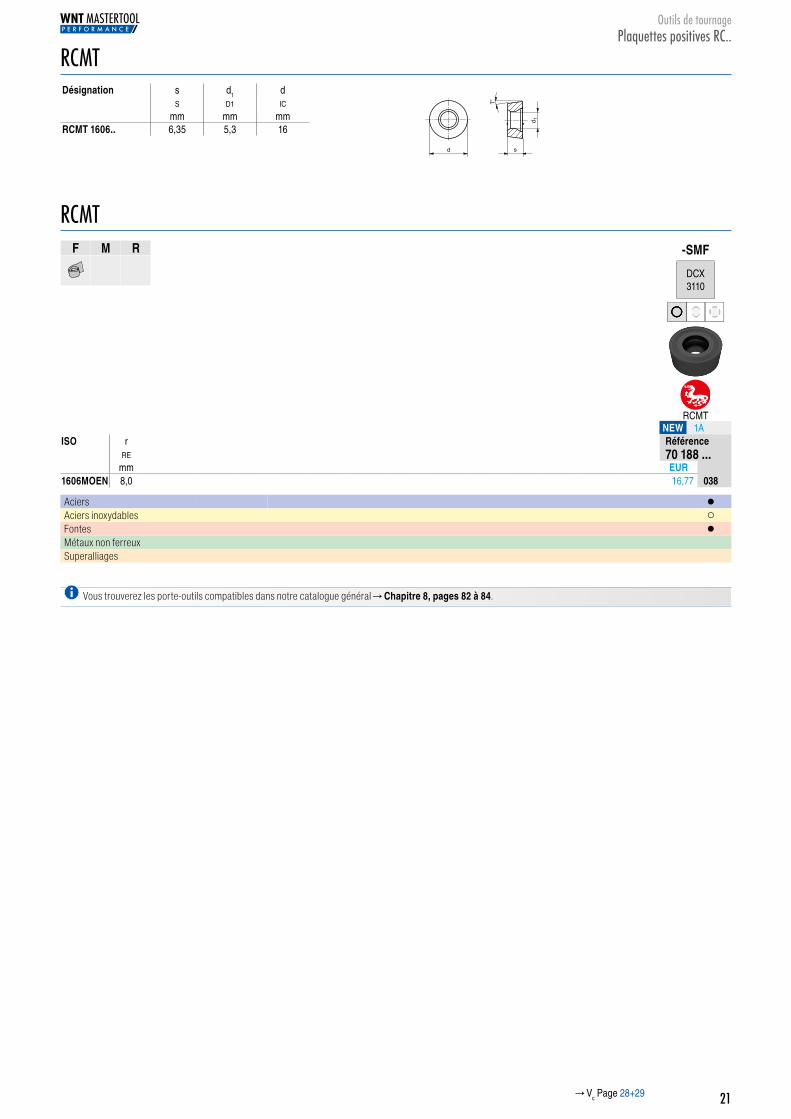
RCMTDésignation s d1 d
S D1 IC
mm mm mmRCMT 1606.. 6,35 5,3 16
d 1
s
7°
d
RCMTF M R
-SMF
DCX 3110
RCMTNEW 1A
ISO r RéférenceRE 70 188 ...
mm EUR1606MOEN 8,0 16,77 70188038
Aciers ●Aciers inoxydables ○Fontes ●Métaux non ferreux Superalliages
→ Vc Page 28+29
Vous trouverez les porte-outils compatibles dans notre catalogue général → Chapitre 8, pages 82 à 84.
Outils de tournagePlaquettes positives RC..
22
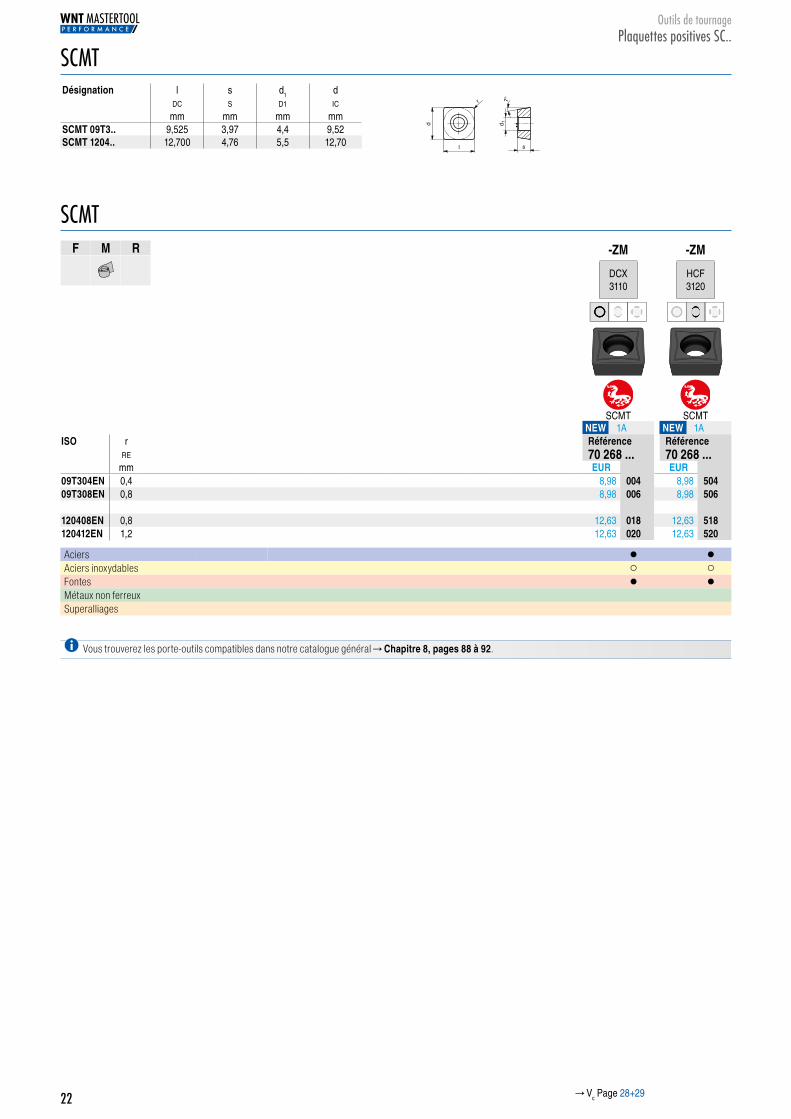
SCMTDésignation l s d1 d
DC S D1 IC
mm mm mm mmSCMT 09T3.. 9,525 3,97 4,4 9,52SCMT 1204.. 12,700 4,76 5,5 12,70
7°
d
l
r
d 1
s
SCMTF M R
-ZM -ZM
DCX 3110
HCF 3120
SCMT SCMTNEW 1A NEW 1A
ISO r Référence RéférenceRE 70 268 ... 70 268 ...
mm EUR EUR09T304EN 0,4 8,98 70268004 8,98 7026850409T308EN 0,8 8,98 70268006 8,98 70268506 120408EN 0,8 12,63 70268018 12,63 70268518120412EN 1,2 12,63 70268020 12,63 70268520
Aciers ● ●Aciers inoxydables ○ ○Fontes ● ●Métaux non ferreux Superalliages
→ Vc Page 28+29
Vous trouverez les porte-outils compatibles dans notre catalogue général → Chapitre 8, pages 88 à 92.
Outils de tournagePlaquettes positives SC..
23
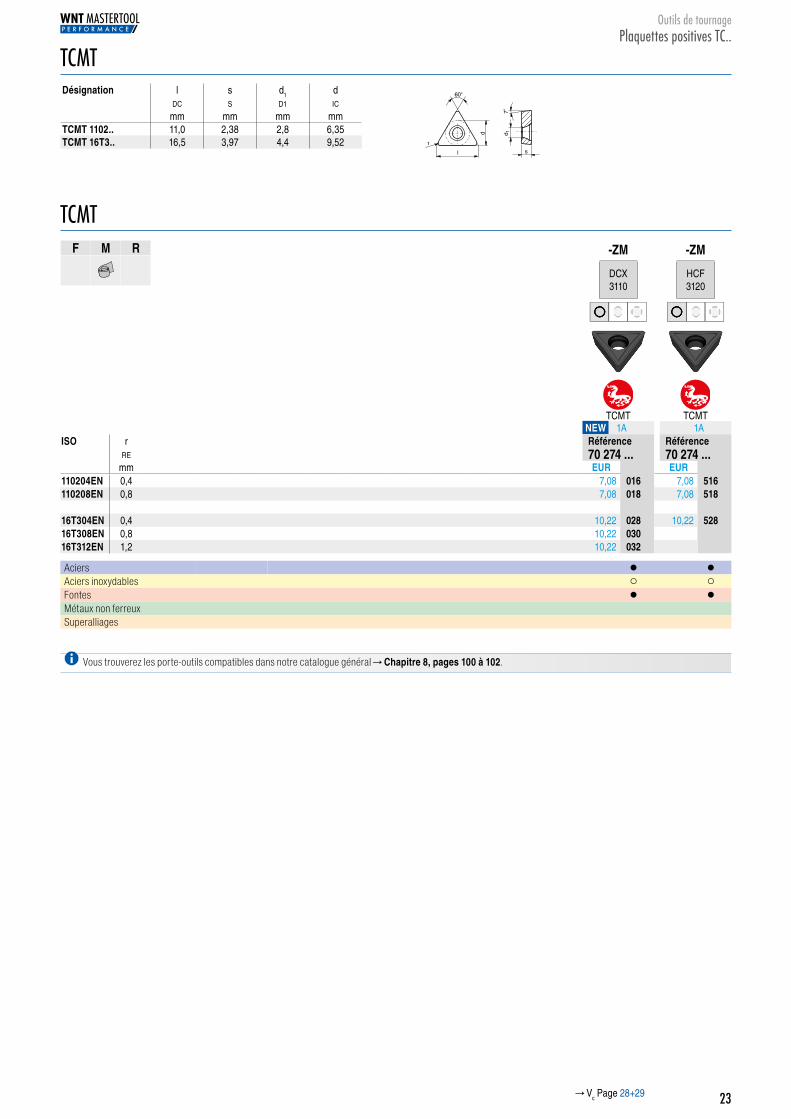
TCMTDésignation l s d1 d
DC S D1 IC
mm mm mm mmTCMT 1102.. 11,0 2,38 2,8 6,35TCMT 16T3.. 16,5 3,97 4,4 9,52
d
l s
7°
r
60°
d 1
TCMTF M R
-ZM -ZM
DCX 3110
HCF 3120
TCMT TCMTNEW 1A 1A
ISO r Référence RéférenceRE 70 274 ... 70 274 ...
mm EUR EUR110204EN 0,4 7,08 70274016 7,08 70274516110208EN 0,8 7,08 70274018 7,08 70274518 16T304EN 0,4 10,22 70274028 10,22 7027452816T308EN 0,8 10,22 7027403016T312EN 1,2 10,22 70274032
Aciers ● ●Aciers inoxydables ○ ○Fontes ● ●Métaux non ferreux Superalliages
→ Vc Page 28+29
Vous trouverez les porte-outils compatibles dans notre catalogue général → Chapitre 8, pages 100 à 102.
Outils de tournagePlaquettes positives TC..

24
TPMRDésignation l s d
DC S IC
mm mm mmTPMR 1603.. 16,5 3,18 9,52 d
l s
11°
r
60°
TPMRF M R
DCX 3110
TPMRNEW 1A
ISO r RéférenceRE 70 189 ...
mm EUR160308EN 0,8 8,59 70189008
Aciers ●Aciers inoxydables ○Fontes ●Métaux non ferreux Superalliages
→ Vc Page 28+29
Vous trouverez les porte-outils compatibles dans notre catalogue général → Chapitre 8, pages 104 à 105.
Outils de tournagePlaquettes positives TP..

25
VCMTDésignation l s d1 d
DC S D1 IC
mm mm mm mmVCMT 1604.. 16,6 4,76 4,4 9,52
l s
7°
d
35°
d 1
VCMTF M R
-ZM -ZM
DCX 3110
HCF 3120
VCMT VCMTNEW 1A NEW 1A
ISO r Référence RéférenceRE 70 278 ... 70 278 ...
mm EUR EUR160404EN 0,4 14,80 70278028 14,80 70278528160408EN 0,8 14,80 70278030 14,80 70278530160412EN 1,2 14,80 70278032 14,80 70278532
Aciers ● ●Aciers inoxydables ○ ○Fontes ● ●Métaux non ferreux Superalliages
→ Vc Page 28+29
Vous trouverez les porte-outils compatibles dans notre catalogue général → Chapitre 8, pages 111 à 113.
Outils de tournagePlaquettes positives VC..

26
XpressClamp – DCLN 95°
95°
95°f
l3
b
l1
h
Les illustrations montrent l'exécution à droite À gauche À droite2A 2A
Désignation ISO h b l1 l3 f Plaquette Référence RéférenceH B OAL LH WF 70 509 ... 70 508 ...
mm mm mm mm mm EUR EURDCLN R/L 4040 S25 40 40 250 60 50 CN.. 2509 140,80 70509440 140,80 70508440
2A
Cale support
RéférencePièces détachées 70 950 ...Pour référence EUR70 508 440 / 70 509 440 23,60 70950625
IsoClamp – PCLN 95°
l1
h
l3
bf
95°
Les illustrations montrent l'exécution à droite À gauche À droite2A 2A
Désignation ISO h b l1 l3 f Plaquette Référence RéférenceH B OAL LH WF 70 509 ... 70 508 ...
mm mm mm mm mm EUR EURPCLN R/L 4040 S25 40 40 250 50 50 CN.. 2509 140,80 70509340 140,80 70508340
2A 2A 2A 2A 2A
Rivet tubulaire Manchon de montage
Levier Vis Cale support
Référence Référence Référence Référence RéférencePièces détachées 70 950 ... 70 950 ... 70 950 ... 70 950 ... 70 950 ...Pour référence EUR EUR EUR EUR EUR70 508 340 / 70 509 340 1,07 70950621 1,81 70950623 24,63 70950620 2,18 70950622 23,60 70950624
Vous trouverez les pièces détachées compatibles dans notre catalogue général → Chapitre 8, page 11.
Outils de tournagePorte-outils pour usinage extérieur

27
Index Matières Résistance Code matière Désignation matière Code
matière Désignation matière Code matière Désignation matière
N/mm² / HB / HRC
P
1.1 Aciers de construction en géneral < 800 N/mm2 1.0037 E24-2 1.0060 A60-2 1.0570 E36-3
1.2 Aciers de décolletage < 800 N/mm2 1.0737 S300 Pb 1.0715 S250 1.0726 35 MF 4
1.3 Aciers de cémentation non alliés < 800 N/mm2 1.0001 AF 34 1.1121 XC 10 1.1141 XC18
1.4 Aciers de cémentation alliés < 1000 N/mm2 1.5919 16 NC 6 1.7131 16 MC 5 1.7325 25 CD4
1.5 Aciers trempés et revenus, non alliés < 850 N/mm2 1.1191 XC 48 1.1181 XC 38 1.0511 AF 60
1.6 Aciers trempés et revenus, non alliés < 1000 N/mm2 1.1203 XC 55 1.1221 XC 60 1.0601 CC 55
1.7 Aciers trempés et revenus, alliés < 800 N/mm2 1.7225 42 CD 4 1.7220 35 CD 4 1.6565 40 NCD 6
1.8 Aciers trempés et revenus, alliés < 1300 N/mm2 1.7735 15 CDV 6 1.3565 48 CD 4 1.8159 50 CV4
1.9 Aciers moulés < 850 N/mm2 0.9650 G-X 260 Cr 27 1.6750 GS-20 NiCrMo 3.7 1.6582 GS-34 CrNiMo 6
1.10 Aciers de nitruration < 1000 N/mm2 1.8507 30 CAD 6-12 1.8509 40 CAD 6-12 1.8504 35 CA 8
1.11 Aciers de nitruration < 1200 N/mm2 1.8515 30 CD 12 1.8519 31 CDV 9 1.8523 39 CDV 13-9
1.12 Aciers à roulements < 1200 N/mm2 1.3509 100 C 6 1.3543 Z100 CD 17 (440) 1.3520 100 CM 6
1.13 Aciers à ressorts < 1200 N/mm2 1.8159 50 CV 4 1.7176 55 C 3 1.1274 XC 100
1.14 Aciers rapides < 1300 N/mm2 1.3343 Z 85 WDCV 06-05-04-02 1.3247 Z 110 DKCWV 09-08-04 1.3294 Z85 WDCV 05-05-04
1.15 Aciers à outils, travail à froid < 1300 N/mm2 1.2312 40 CMD 8 1.2379 Z 160 CDV 12 1.2080 Z 200 C12
1.16 Aciers à outils, travail à chaud < 1300 N/mm2 1.2343 Z38 CDV 5 1.2714 55 NCDV 7 1.2344 Z 40 CDV 5
M
2.1 Aciers inoxydables moulés < 850 N/mm2 1.4006 Z 10 C13 M 1.4308 Z 6 CN 18-10 M 1.4004 Z 40 C14 M
2.2 Aciers inoxydables ferritiques < 750 N/mm2 1.4000 Z 6 C 13 (403) 1.4016 Z 8 C17 (430) 1.4512 Z 6 CT 12 (409)
2.3 Aciers inoxydables martensitiques < 900 N/mm2 1.4021 Z 20 C13 (420) 1.4006 Z 12 C 13 (410) 1.4122 Z38 CD 17-1
2.4 Aciers inoxydables ferro./martensit. <1100 N/mm2 1.4028 Z 30 C13 1.4104 Z10 CF 17 1.4313 Z 5 CN 13-4
2.5 Aciers inoxydables austéno./ferrit., Duplex et SuperDuplex < 850 N/mm2 1.4507 Z3 CNDU 25-07az (Uranus) 1.4542 Z7 CNU 17-04-04 (17-4PH) 1.4507 Z1 CNDU 20-18-06 az (F44)
2.6 Aciers inoxydables austénitiques < 750 N/mm2 1.4404 Z 3 CND 17-12-02 (316L) 1.4301 Z 6 CN 18-09 (304) 1.4306 Z 3 CN 18-10 (304L)
2.7 Aciers inoxydables réfractaires < 1100 N/mm2 1.4747 Z 80 CNS 20 1.4841 Z 15 CNS 25-20 1.4875 Z 10 NCAT 32-21
K
3.1 Fontes grises à graphite lamellaire 100–350 N/mm2 0.6015 Ft 15 D 0.6020 Ft 20 D 0.6025 Ft 25 D
3.2 Fontes grises à graphite lamellaire 300–500 N/mm2 0.6030 Ft 30 D 0.6035 Ft 35 D 0.6040 Ft 40D
3.3 Fontes à graphite sphéroïdal 300–500 N/mm2 0.7040 FGS 400-12 0.7043 FGS 370-17 0.7050 FGS 500-7
3.4 Fontes à graphite sphéroïdal 500–900 N/mm2 0.7060 FGS 600-3 0.7070 FGS 700-2 0.7080 FGS 800-2
3.5 Fontes malléables blanches 270–450 N/mm2 0.8035 GTW-35 0.8045 GTW-45
3.6 Fontes malléables blanches 500–650 N/mm2 0.8055 GTW-55 0.8065 GTW-65
3.7 Fontes malléables noires 300–450 N/mm2 0.8135 GTS-35 0.8145 GTS-45
3.8 Fontes malléables noires 500–800 N/mm2 0.8155 GTS-55 0.8170 GTS-70
N
4.1 Aluminium (non ou faiblement allié) < 350 N/mm2 3.0255 1050 A 3.0275 1070 A 3.0285 1080 A (A8)
4.2 Alliages d’aluminium < 0,5% Si < 500 N/mm2 3.1325 2017 A (AU4G) 3.4335 7005 (AZ5G) 3.4365 7075 (AZ5GU)
4.3 Alliages d‘aluminium 0,5 - 10% Si < 400 N/mm2 3.2315 A- G S1 3.2373 A-S9 G 3.2151 A-S 6 U4
4.4 Alliages d’aluminium 10 - 15% Si < 400 N/mm2 3.2581 A-S12 3.2583 A-S12 U
4.5 Alliages d‘aluminium > 15% Si < 400 N/mm2 A-S18 A-S17 U4
4.6 Cuivre (non ou faiblement allié) < 350 N/mm2 2.0040 Cu-c1 2.0060 Cu-a1 2.0090 Cu-b1
4.7 Alliages de cuivre corroyés < 700 N/mm2 2.1247 Cub2 (Cupro Berylium) 2.0855 CuN2S (Cupro Nickel) 2.1310 CU-Fe2P
4.8 Alliages de cuivre spéciaux < 200 HB 2.0916 Cu-A5 2.1525 Cu-S3 M Ampco 8 (Cu-A6Fe2)
4.9 Alliages de cuivre spéciaux < 300 HB 2.0978 Cu-Al11 Fe5 Ni5) Ampco 18 (Cu- A10 Fe3)
4.10 Alliages de cuivre spéciaux > 300 HB 2.1247 Cu Be2 Ampco M4
4.11 Laiton à copeaux courts, bronze, laiton rouge < 600 N/mm2 2.0331 Cu Zn36 Pb1,5 2.0380 Cu Zn39 Pb2 (Ms 56) 2.0410 Cu Zn44 Pb2
4.12 Laiton à copeaux longs < 600 N/mm2 2.0335 Cu Zn 36 (Ms63) 2.1293 Cu Cr1 Zr
4.13 Matières thermoplastiques PE PVC PS Polystyrène Plexiglas
4.14 Résines thermodurcissables PF Bakélite Pertinax
4.15 Matières plastiques renforcées par fibres Fibres de carbone Fibres de verre Fibre d'aramide (Kevlar)
4.16 Magnésium et alliages de magnésium < 850 N/mm2 3.5812 Mg A7 Z1 3.5662 Mg A9 3.5105 Mg Tr3 Z2 Zn 1
4.17 Graphite R8500X R8650 Technograph 15
4.18 Tungstène et alliages de tungstène W-Ni Fe (Densimet) W- Ni Cu (Inermet) Denal
4.19 Molybdène et alliages de molybdène TZM MHQ Mo W
S
5.1 Nickel pur 2.4066 Ni99 (Nickel 200) 2.4068 Lc Ni99 (Nickel 201)
5.2 Alliages Fer Nickel 1.3912 Fe-Ni36 (Invar) 1.3917 Fe -Ni42 (N42) 1.3922 Fe-Ni48 (N48)
5.3 Alliages Nickel < 850 N/mm2 2.4375 Ni Cu30 Al (Monel K500) 2.4360 Ni Cu30Fe (Monel 400) 2.4668
5.4 Alliages Nickel-Molybdène 2.4600 Ni Mo30Cr2 (Hastelloy B4) 2.4617 Ni Mo28 (Hastelloy B2) 2.4819 Ni Mo16Cr16 Hastell. C276
5.5 Alliages Nickel Chrome < 1300 N/mm2 2.4951 Ni Cr20TiAl (Nimonic 80A) 2.4858 Ni Cr21Mo (Inconel 825) 2.4856 Ni Cr22Mo9Nb Inconel 625
5.6 Alliages Cobalt Chrome < 1300 N/mm2 2.4964 Co Cr20 W15 Ni10 Co Cr20 Ni16 Mo7 Co Cr28 Mo 6
5.7 Superalliages < 1300 N/mm2 1.4718 Z45 C S 9-3 1.4747 Z80 CSN 20-02 1.4845 Z12 CN 25-20
5.8 Alliages Nickel-Chrome < 1400 N/mm2 2.4851 Ni Cr23Fe (Inconel 601) 2.4668 Ni Cr19NbMo (Inconel 718) 2.4602 Ni Cr21Mo14 Hastelloy C22
5.9 Titane pur < 900 N/mm2 3.7025 T35 (Titane Grade 1) 3.7034 T40 (Titane Grade 2) 3.7064 T60 (Titane Grade 4)
5.10 Alliages de titane < 700 N/mm2 T-A6-Nb7 (367) T-A5-Sn2-Mo4-Cr4 (Ti17) T-A3-V2,5 (Gr18)
5.11 Alliages de titane < 1200 N/mm2 3.7165 T-A6-V4 (Ta6V) T-A4-3V-Mo2-Fe2 (SP700) T-A5-Sn1-Zr1-V1-Mo (Gr32)
H
6.1
Aciers trempés
< 45 HRC
6.2 46–55 HRC
6.3 56–60 HRC
6.4 61–65 HRC
6.5 65–70 HRC
Exemples de matières
Outils de tournageConditions de coupe

28
Stratégie d‘usinage
F M R
DCC1110 HCX1115 HCX1125 HCR1135 DCX3110 HCF3120 HCR1135 DCX3110 HCF3120 HCX1115 HCX1125 HCR1135
Index Vc en m/min
1.1 300–370 260–350 200–270 180–220 270–340 230 –280 170–210 260–330 220–270 220–320 180–240 160–2001.2 400–520 280–360 230–280 190–240 270–350 230 –310 180–230 260–340 220–300 270–350 230–280 170–2201.3 350–400 220–350 240–290 170–210 250–340 210–280 160–200 230–320 190–260 220–350 240–290 150–1901.4 300–370 240–320 200–270 180–220 250–330 210–270 170–210 240–310 200–250 240–310 180–250 160–2001.5 400–440 230–300 220–260 160–210 240–320 200–260 150–200 230–310 190–250 230–300 200–240 140–1901.6 350–410 210–270 210–250 170–230 230–310 190–270 160–220 220–300 180–260 210–270 190–240 150–2101.7 250–300 240–320 210–280 170–210 200–280 160–230 160–200 190–270 150–210 240–300 180–260 150–1901.8 300–360 200–280 190–240 150–190 210–270 170–220 140–180 190–250 150–200 190–270 150–210 130–1701.9 200–320 200–300 170–240 170–200 230–310 190–260 160–190 210–290 170–240 190–280 140–200 150–1801.10 250–320 220–280 180–240 150–200 230–290 190 –240 140–190 210–270 170–220 200–260 170–220 130–1801.11 240–310 200–270 170–240 140–180 220–290 180–240 130–170 210–280 170–230 180–260 160–220 120–1601.12 240–310 210–300 200–270 160–200 250–310 210–260 150–200 230–290 190–240 200–280 170–240 140–1901.13 180–270 170–240 140–190 210–270 170–220 130–180 190–260 150–210 180–250 160–230 120–1701.14 180–250 180–230 130–180 220–280 180–230 120–160 210–270 170–220 170–230 150–190 110–1501.15 260–310 160–250 150–230 120–160 200–290 170–240 110–150 180–270 150–220 150–240 150–210 100–1401.16 260–310 150–240 140–220 120–170 200–280 170–230 110–150 180–260 150–210 130–220 150–190 100–1402.1 250–320 200–280 200–280 160–210 190–310 150–210 150–270 200–280 200–280 140–2002.2 250–320 200–280 200–280 160–210 190–320 150–200 150–260 200–280 200–280 140–1902.3 300–350 190–260 190–260 130–200 180–300 120–200 140–250 190–260 190–260 110–1902.4 210–250 190 –240 190–240 120–200 200–300 110–190 160–260 190 –240 190–240 100–1802.5 100–150 90–150 80–1502.6 210–250 60–80 60–80 55–752.7 210–250 60–80 60–80 55–753.1 340–480 220–280 200–260 260–310 220–260 220–280 170–240 140–220 130–1803.2 260–360 200–270 190–250 260–330 230–280 210–270 170–230 160–230 120–1703.3 360–520 180–250 170–240 330–450 320–410 300–350 260–310 150–200 130–1803.4 300–400 180–260 140–190 350–460 340–420 270–330 230–320 140–180 100–1603.5 330–500 260–320 240–290 380–460 360– 420 290–370 250–330 200–240 150–2003.6 180–320 200– 320 170–290 270–370 250–330 250–310 210–270 180–220 130–1803.7 330–500 240–320 240–290 350–430 320– 390 290–370 250–330 180–260 150–2003.8 180–320 210–320 170–290 260–350 240–310 250–370 210–330 160–240 130–1804.14.24.34.44.54.64.74.84.94.104.114.124.134.144.154.164.174.184.195.1 20–40 20–40 20–405.2 20–40 20–40 20–405.3 8–25 8–25 8–255.4 8–25 8–25 8–255.5 4–15 4–15 4–155.6 4–15 4–15 4–155.7 4–15 4–15 4–155.8 4–12 4–12 4–125.9 80–130 80–130 80–1305.10 15–35 15–35 15–355.11 15–35 15–35 15–356.16.26.36.46.5
Conditions de coupe
Les données de coupe dépendent fortement des conditions extérieures, p.ex. de la stabilité du serrage de l’outil et du montage de la pièce ainsi que de la matière et du type de machine. Les valeurs indiquées représentent des paramètres de coupe possibles qui doivent être ajustés en fonction de l’utilisation !
Outils de tournageConditions de coupe
29
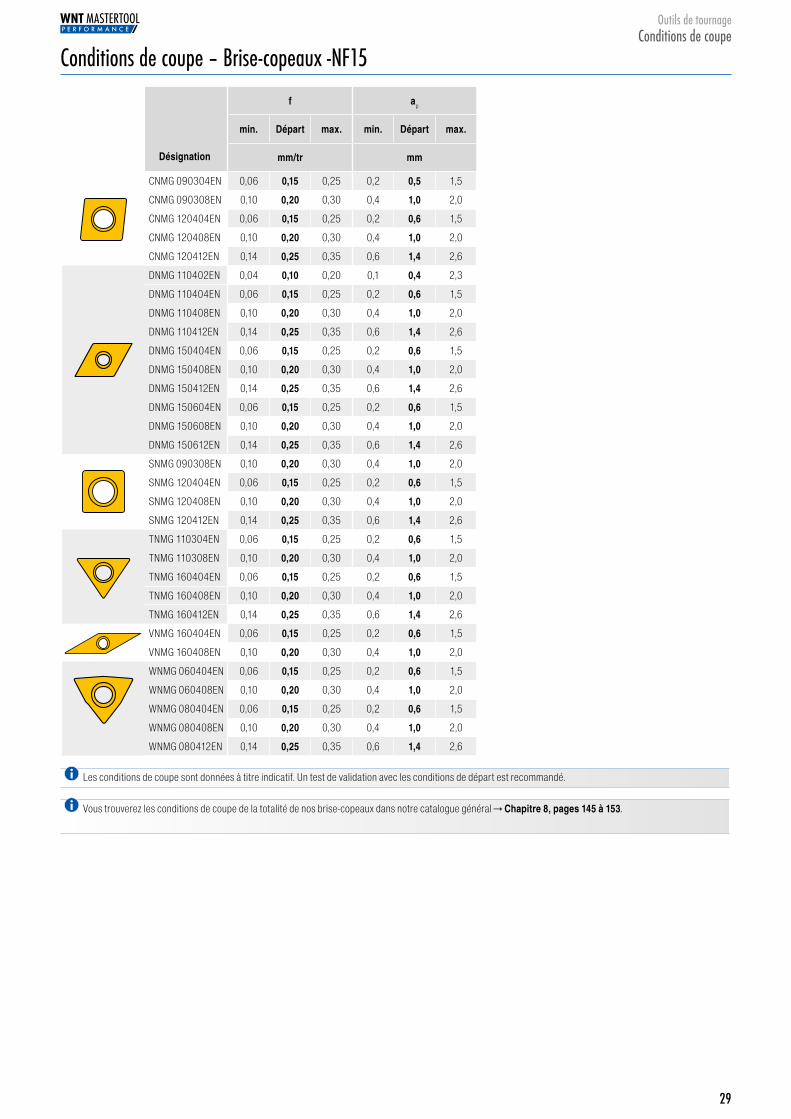
Désignation
f ap
min. Départ max. min. Départ max.
mm/tr mm
CNMG 090304EN 0,06 0,15 0,25 0,2 0,5 1,5
CNMG 090308EN 0,10 0,20 0,30 0,4 1,0 2,0
CNMG 120404EN 0,06 0,15 0,25 0,2 0,6 1,5
CNMG 120408EN 0,10 0,20 0,30 0,4 1,0 2,0
CNMG 120412EN 0,14 0,25 0,35 0,6 1,4 2,6
DNMG 110402EN 0,04 0,10 0,20 0,1 0,4 2,3
DNMG 110404EN 0,06 0,15 0,25 0,2 0,6 1,5
DNMG 110408EN 0,10 0,20 0,30 0,4 1,0 2,0
DNMG 110412EN 0,14 0,25 0,35 0,6 1,4 2,6
DNMG 150404EN 0,06 0,15 0,25 0,2 0,6 1,5
DNMG 150408EN 0,10 0,20 0,30 0,4 1,0 2,0
DNMG 150412EN 0,14 0,25 0,35 0,6 1,4 2,6
DNMG 150604EN 0,06 0,15 0,25 0,2 0,6 1,5
DNMG 150608EN 0,10 0,20 0,30 0,4 1,0 2,0
DNMG 150612EN 0,14 0,25 0,35 0,6 1,4 2,6
SNMG 090308EN 0,10 0,20 0,30 0,4 1,0 2,0
SNMG 120404EN 0,06 0,15 0,25 0,2 0,6 1,5
SNMG 120408EN 0,10 0,20 0,30 0,4 1,0 2,0
SNMG 120412EN 0,14 0,25 0,35 0,6 1,4 2,6
TNMG 110304EN 0,06 0,15 0,25 0,2 0,6 1,5
TNMG 110308EN 0,10 0,20 0,30 0,4 1,0 2,0
TNMG 160404EN 0,06 0,15 0,25 0,2 0,6 1,5
TNMG 160408EN 0,10 0,20 0,30 0,4 1,0 2,0
TNMG 160412EN 0,14 0,25 0,35 0,6 1,4 2,6
VNMG 160404EN 0,06 0,15 0,25 0,2 0,6 1,5
VNMG 160408EN 0,10 0,20 0,30 0,4 1,0 2,0
WNMG 060404EN 0,06 0,15 0,25 0,2 0,6 1,5
WNMG 060408EN 0,10 0,20 0,30 0,4 1,0 2,0
WNMG 080404EN 0,06 0,15 0,25 0,2 0,6 1,5
WNMG 080408EN 0,10 0,20 0,30 0,4 1,0 2,0
WNMG 080412EN 0,14 0,25 0,35 0,6 1,4 2,6
Conditions de coupe – Brise-copeaux -NF15
Vous trouverez les conditions de coupe de la totalité de nos brise-copeaux dans notre catalogue général → Chapitre 8, pages 145 à 153.
Les conditions de coupe sont données à titre indicatif. Un test de validation avec les conditions de départ est recommandé.
Outils de tournageConditions de coupe
30
Négative – Finition ProfilCoupe continue
Profondeur de coupe variable (faux rond)
Coupe interrompue Conditions de coupe
Géom
étrie
ap mm
f mm
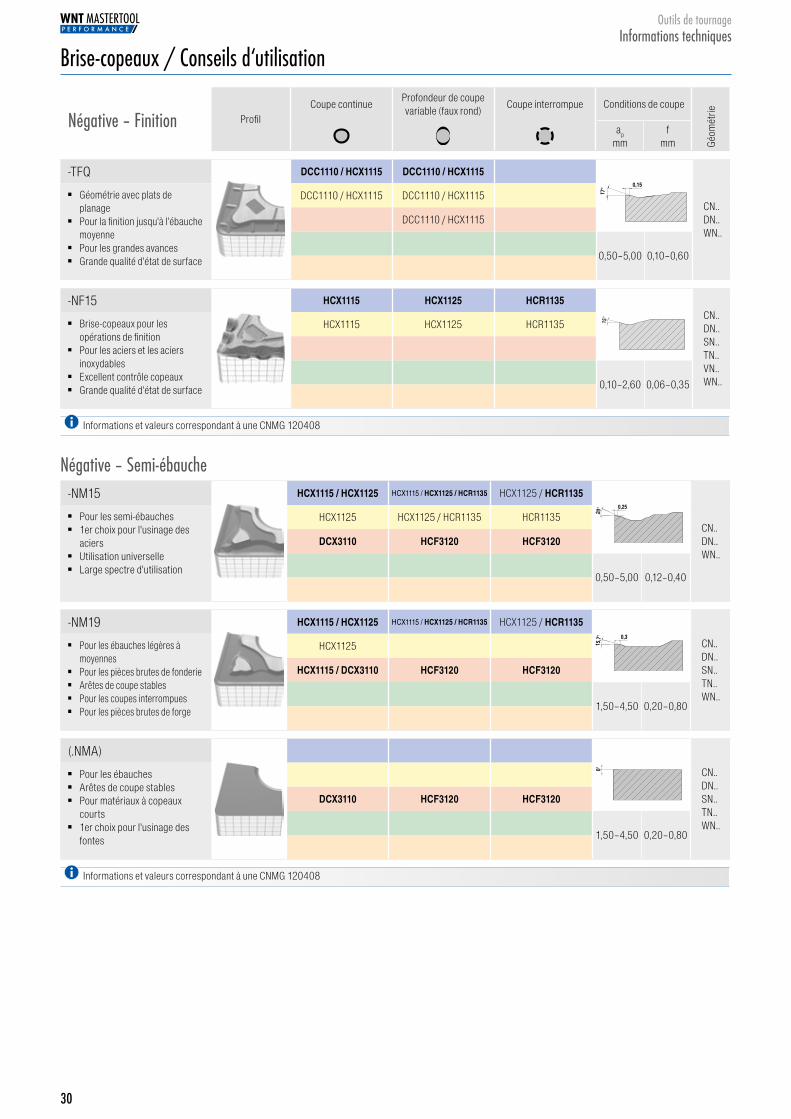
Brise-copeaux / Conseils d‘utilisation
Informations et valeurs correspondant à une CNMG 120408
-NM15 HCX1115 / HCX1125 HCX1115 / HCX1125 / HCR1135 HCX1125 / HCR1135
20° 0,25
CN..DN..WN..
ĉ Pour les semi-ébauches ĉ 1er choix pour l'usinage des
aciers ĉ Utilisation universelle ĉ Large spectre d'utilisation
HCX1125 HCX1125 / HCR1135 HCR1135
DCX3110 HCF3120 HCF3120
0,50–5,00 0,12–0,40
-NM19 HCX1115 / HCX1125 HCX1115 / HCX1125 / HCR1135 HCX1125 / HCR1135
15,7
° 0,3CN..DN..SN..TN..WN..
ĉ Pour les ébauches légères à moyennes
ĉ Pour les pièces brutes de fonderie ĉ Arêtes de coupe stables ĉ Pour les coupes interrompues ĉ Pour les pièces brutes de forge
HCX1125
HCX1115 / DCX3110 HCF3120 HCF3120
1,50–4,50 0,20–0,80
Négative – Semi-ébauche
-TFQ DCC1110 / HCX1115 DCC1110 / HCX1115
17° 0,15
CN..DN..WN..
ĉ Géométrie avec plats de planage
ĉ Pour la finition jusqu'à l'ébauche moyenne
ĉ Pour les grandes avances ĉ Grande qualité d'état de surface
DCC1110 / HCX1115 DCC1110 / HCX1115
DCC1110 / HCX1115
0,50–5,00 0,10–0,60
Informations et valeurs correspondant à une CNMG 120408
-NF15 HCX1115 HCX1125 HCR1135
15° CN..
DN..SN..TN..VN..WN..
ĉ Brise-copeaux pour les opérations de finition
ĉ Pour les aciers et les aciers inoxydables
ĉ Excellent contrôle copeaux ĉ Grande qualité d'état de surface
HCX1115 HCX1125 HCR1135
0,10–2,60 0,06–0,35
(.NMA)
0° CN..DN..SN..TN..WN..
ĉ Pour les ébauches ĉ Arêtes de coupe stables ĉ Pour matériaux à copeaux
courts ĉ 1er choix pour l'usinage des
fontes
DCX3110 HCF3120 HCF3120
1,50–4,50 0,20–0,80
Outils de tournageInformations techniques

31
Négative – Ebauche ProfilCoupe continue
Profondeur de coupe variable (faux rond)
Coupe interrompue Conditions de coupe
Géom
étrie
ap mm
f mm
Brise-copeaux / Conseils d‘utilisation
-NR14 HCX1115 / HCX1125 HCX1115 / HCX1125 HCX1125
20° 0,35
CN.. DN..SN..TN..
ĉ Arêtes de coupe droites et stables ĉ Pour les opérations de chariotage, de dressage et
de copiage ĉ Pour les profondeurs de passe variables ĉ Pour les aciers de résistance moyenne (< 800 N/mm2) ĉ Bon contrôle des copeaux
HCX1115 HCX1115 / HCX1125 HCX1125
1,00–12,00 0,25–0,80
-NR17 HCX1115 / HCX1125 HCX1115 / HCX1125 HCX1125
20° 0,35
CN..DN..SN..TN..
ĉ Géométrie pour les fortes ébauches ĉ Pour les opérations de chariotage et de
dressage ĉ Pour les coupes moyennement interrompues ĉ Faibles efforts de coupe ĉ Pour machines ou opérations instables
HCX1115 HCX1115 / HCX1125 HCX1125
1,50–12,00 0,30–1,20
-NR19 HCR11350,5
20°
CN..SN..
ĉ Géométrie pour ébauches lourdes ĉ Pour les opérations de chariotage et
de dressage ĉ Pour les grandes avances ĉ Pour les grosses profondeurs de passe ĉ Pour les coupes fortement interrompues
HCR1135
3,50–16,00 0,50–1,50HCR1135
Informations et valeurs correspondant à une CNMM 190616
Positive – Finition-SMF HCX1115 HCX1125 HCX1125 / HCR1135
13°
RC..
ĉ Pour les finitions et les semi-finitions
ĉ Faibles efforts de coupe ĉ Bon contrôle des copeaux ĉ Bonne qualité d'état de surface
HCX1125 HCR1135 HCR1135
HCX1115
0,10–2,50 0,08–0,30HCX1125
-ZM HCX1115 HCX1125 HCR1135
15° 0,1
CC..DC..SC..TC..VC..
ĉ Pour les semi-ébauches ĉ Pour une utilisation universelle ĉ Arêtes de coupe stables ĉ Pour les profondeurs de passe
variables ĉ Large champ d'application
HCX1125
DCX3110 HCF3120 HCF3120
0,05–5,00 0,15–0,45HCX1115 / HCX1125
Positive – Semi-ébauche
Informations et valeurs correspondant à une CCMT 09T304
Informations et valeurs correspondant à une CCMT 09T304
Outils de tournageInformations techniques

32
Système 4910 à surfacer dresser, à plaquettes réversibles
Flexibilité et diversité accrues
L'extension de la gamme de plaquettes désormais déclinées dans un choix important de rayons offre de nouvelles possibilités et combinaisons lors des opérations de surfaçage-dressage. Le système 4910 à plaquettes carrées réversibles présente 8 arêtes de coupe par plaquette et s'avère donc particulièrement économique. Ces nouveaux rayons permettent d'accroître encore la stabilité des arêtes.
Avec ce système 4910 à surfacer-dresser et à plaquettes réversibles qui génére des angles précis à 90°, nous garantissons des performances maximales associées à une sécurité de processus optimale!
Plaquettes revêtues Dragonskin pour l‘usinage de :
Aciers
Fontes
Précision du 90° – Pas d‘opérations ultérieures requises
Plaquettes rectifiées de précision pour une planéité et une concentricité optimales
Sécurité de processus très élevée, grâce aux plaquettes stables Durée de vie maximale grâce à cette stabilité et au revêtement Dragonskin
Economies substantielles grâce aux 8 arêtes par plaquette
New Nouveaux produits pour les utilisateurs d́ outils coupants
WNT France S.A.S. • 20 rue Lavoisier • F-95300 Pontoise • Tél. : 0800 800 567 • Fax : 0800 800 578 • [email protected] • www.wnt.com
Aciers Aciers inoxydables Fontes
Impressionnant –
Le nouveau système à surfacer-dresser de WNT
Pour l’usinage des
Avril 2016
90° x 8 arêtes de coupe + Dragonskin = 100 % plus puissant!
2
TOTAL TOOLING = QUALITÉ x SERVICE
Vous trouverez d'autres rayons de plaquettes et les corps d'outils dans la New → Impressionnant – Le nouveau système à surfacer-dresser de WNT.
r 1,2 r 1,6 r 2,0
R AYO N S P L US I M P O R TA N T SPour une meilleure stabilité et flexibilité
Vidéo de produit : Fraise à surfacer-dresser 4910
www.wnt.com/fr/4910
DPX1235
DCX3215
Aciers inoxydables
DPX2240
Fraises à plaquettes amoviblesSystème 4910
33
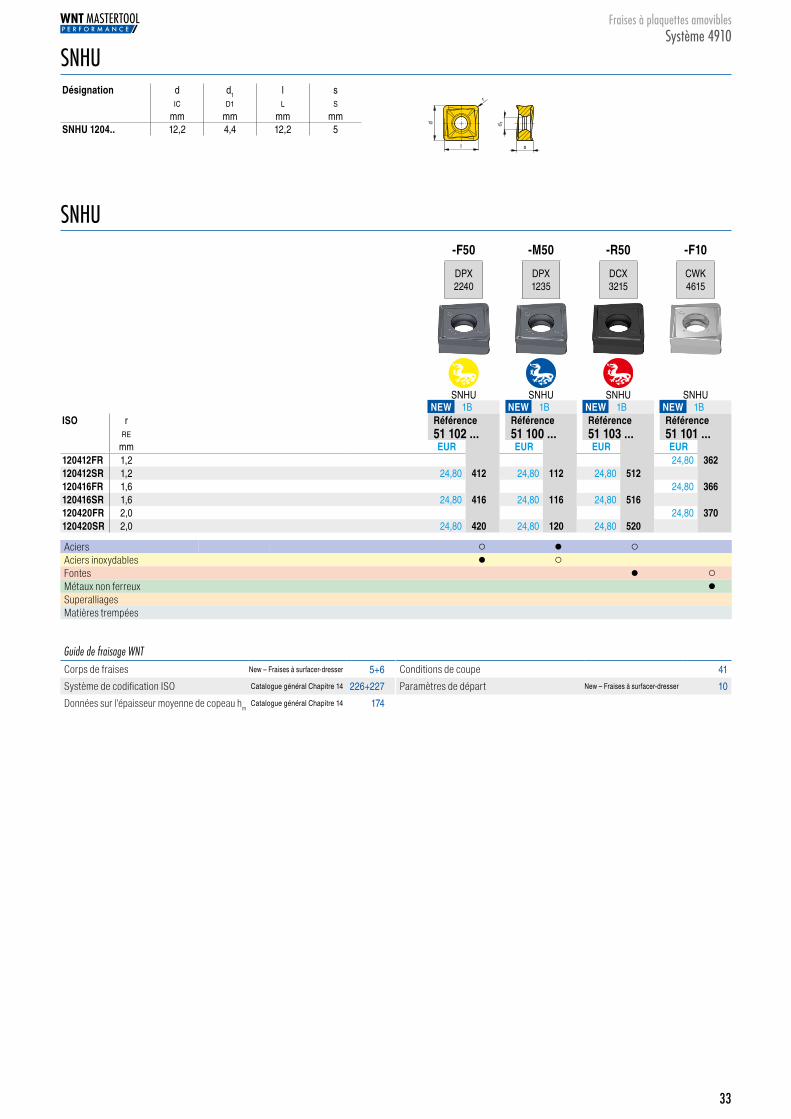
SNHUDésignation d d1 l s
IC D1 L S
mm mm mm mmSNHU 1204.. 12,2 4,4 12,2 5
s
d 1
l
r
d
SNHU-F50 -M50 -R50 -F10
DPX 2240
DPX 1235
DCX 3215
CWK 4615
SNHU SNHU SNHU SNHUNEW 1B NEW 1B NEW 1B NEW 1B
ISO r Référence Référence Référence RéférenceRE 51 102 ... 51 100 ... 51 103 ... 51 101 ...
mm EUR EUR EUR EUR120412FR 1,2 24,80 51101362120412SR 1,2 24,80 51102412 24,80 51100112 24,80 51103512120416FR 1,6 24,80 51101366120416SR 1,6 24,80 51102416 24,80 51100116 24,80 51103516120420FR 2,0 24,80 51101370120420SR 2,0 24,80 51102420 24,80 51100120 24,80 51103520
Aciers ○ ● ○ Aciers inoxydables ● ○ Fontes ● ○Métaux non ferreux ●Superalliages Matières trempées
Guide de fraisage WNTCorps de fraises New – Fraises à surfacer-dresser 5+6 Conditions de coupe 41
Système de codification ISO Catalogue général Chapitre 14 226+227 Paramètres de départ New – Fraises à surfacer-dresser 10
Données sur l'épaisseur moyenne de copeau hmCatalogue général Chapitre 14 174
Fraises à plaquettes amoviblesSystème 4910
34
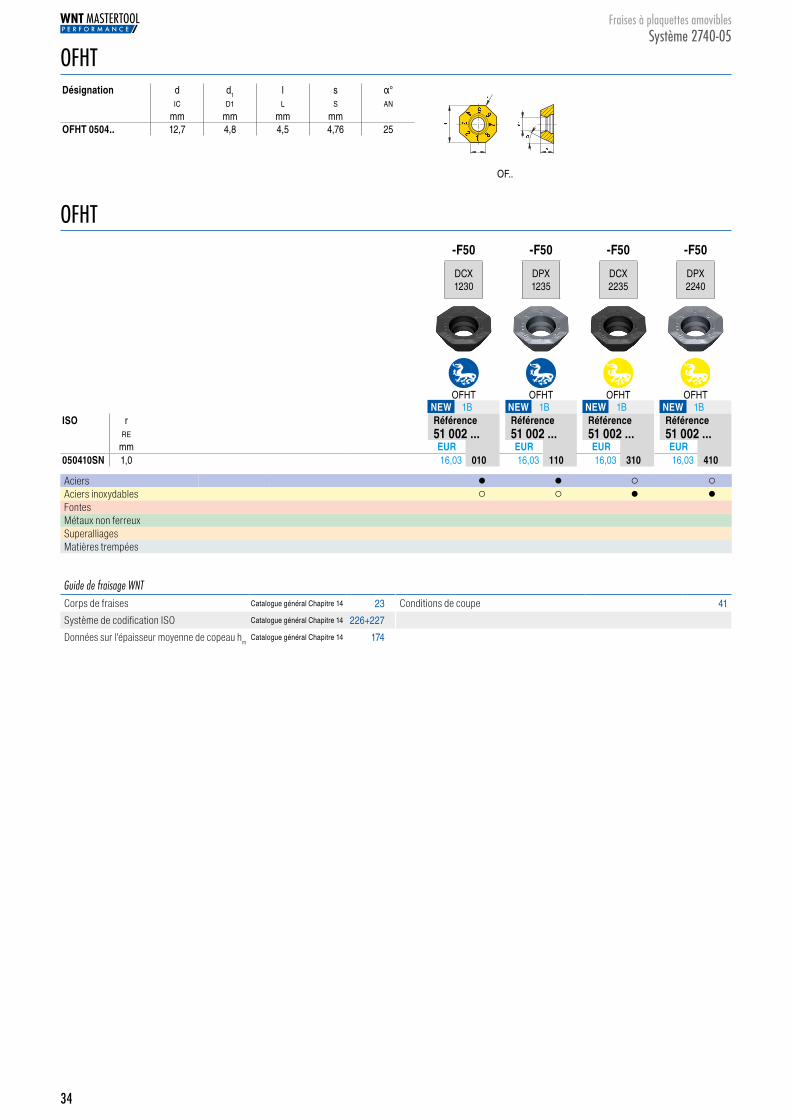
OFHTDésignation d d1 l s α°
IC D1 L S AN
mm mm mm mm OFHT 0504.. 12,7 4,8 4,5 4,76 25
OF..
OFHT-F50 -F50 -F50 -F50
DCX 1230
DPX 1235
DCX 2235
DPX 2240
OFHT OFHT OFHT OFHTNEW 1B NEW 1B NEW 1B NEW 1B
ISO r Référence Référence Référence RéférenceRE 51 002 ... 51 002 ... 51 002 ... 51 002 ...
mm EUR EUR EUR EUR050410SN 1,0 16,03 51002010 16,03 51002110 16,03 51002310 16,03 51002410
Aciers ● ● ○ ○Aciers inoxydables ○ ○ ● ●Fontes Métaux non ferreux Superalliages Matières trempées
Guide de fraisage WNTCorps de fraises Catalogue général Chapitre 14 23 Conditions de coupe 41
Système de codification ISO Catalogue général Chapitre 14 226+227
Données sur l'épaisseur moyenne de copeau hmCatalogue général Chapitre 14 174
Fraises à plaquettes amoviblesSystème 2740-05
35
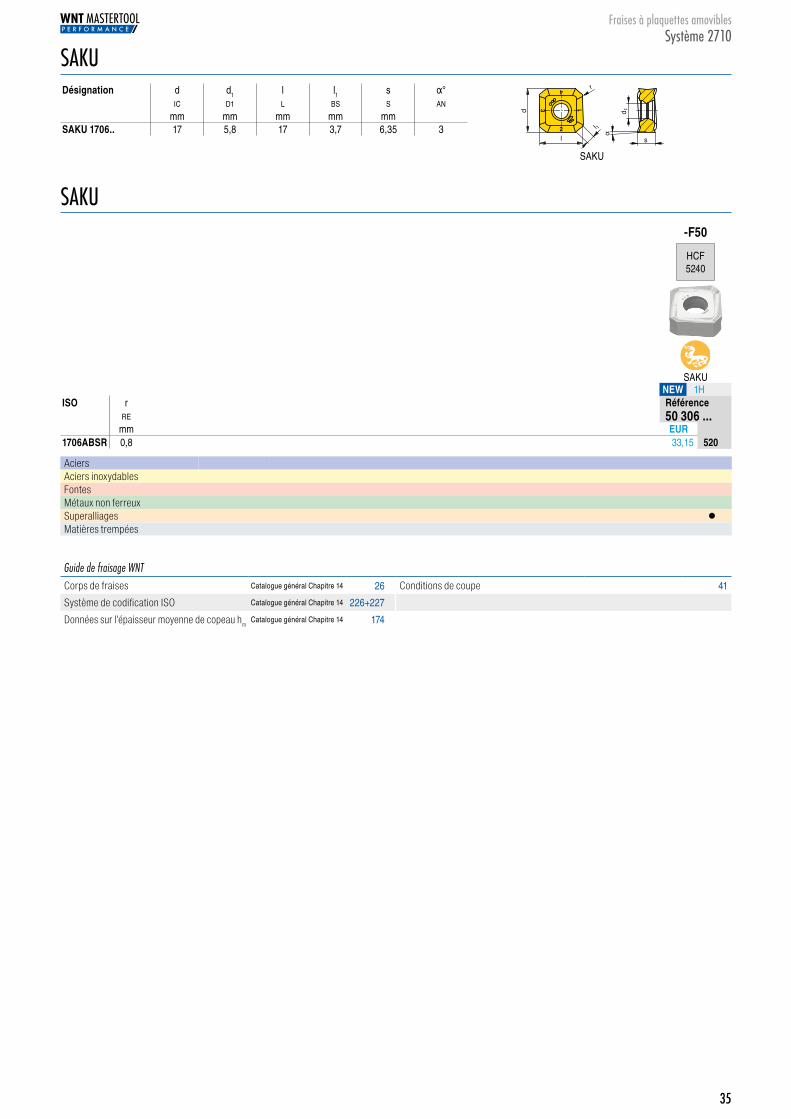
SAKUDésignation d d1 l l1 s α°
IC D1 L BS S AN
mm mm mm mm mm SAKU 1706.. 17 5,8 17 3,7 6,35 3
13
4
2
s
d1
l 1
l
r
d
α
SAKU
SAKU-F50
HCF 5240
SAKUNEW 1H
ISO r RéférenceRE 50 306 ...
mm EUR1706ABSR 0,8 33,15 50306520
Aciers Aciers inoxydables Fontes Métaux non ferreux Superalliages ●Matières trempées
Guide de fraisage WNTCorps de fraises Catalogue général Chapitre 14 26 Conditions de coupe 41
Système de codification ISO Catalogue général Chapitre 14 226+227
Données sur l'épaisseur moyenne de copeau hmCatalogue général Chapitre 14 174
Fraises à plaquettes amoviblesSystème 2710
36
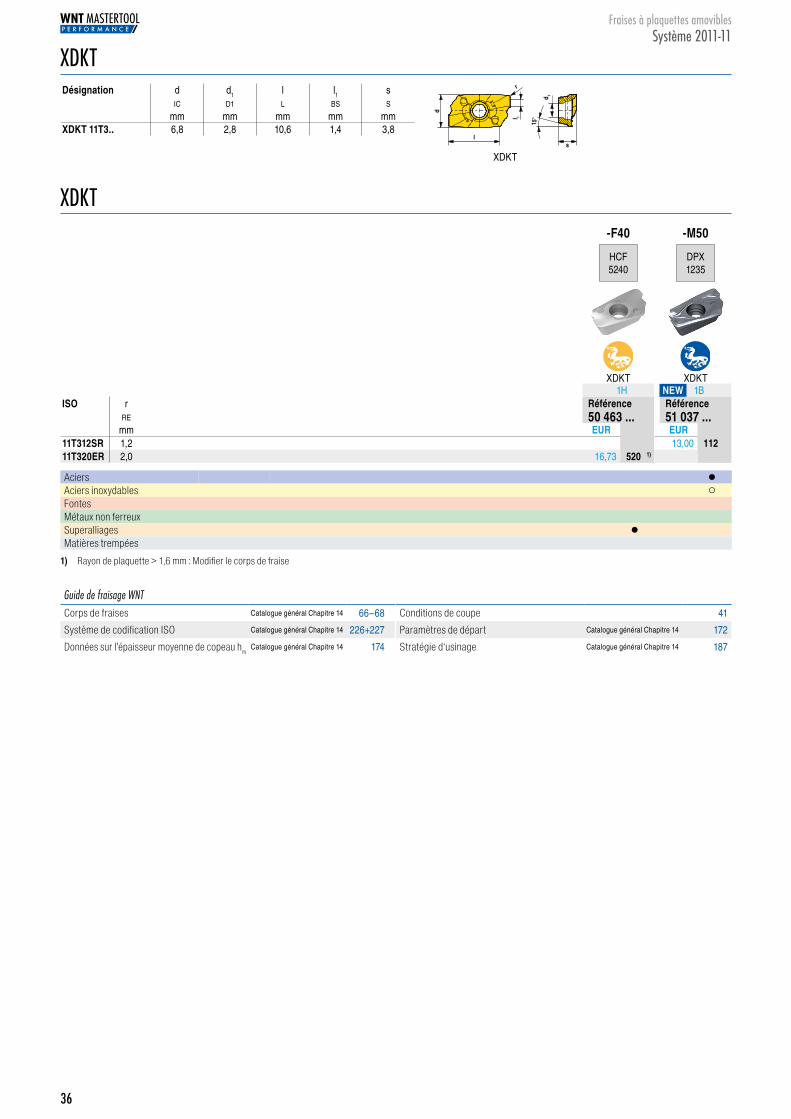
XDKTDésignation d d1 l l1 s
IC D1 L BS S
mm mm mm mm mmXDKT 11T3.. 6,8 2,8 10,6 1,4 3,8
r
s
d 1
15°
l
l 1
d
XDKT
XDKT-F40 -M50
HCF 5240
DPX 1235
XDKT XDKT1H NEW 1B
ISO r Référence RéférenceRE 50 463 ... 51 037 ...
mm EUR EUR11T312SR 1,2 13,00 5103711211T320ER 2,0 16,73 50463520 1)
Aciers ●Aciers inoxydables ○Fontes Métaux non ferreux Superalliages ● Matières trempées
1) Rayon de plaquette > 1,6 mm : Modifier le corps de fraise
Guide de fraisage WNTCorps de fraises Catalogue général Chapitre 14 66–68 Conditions de coupe 41
Système de codification ISO Catalogue général Chapitre 14 226+227 Paramètres de départ Catalogue général Chapitre 14 172
Données sur l'épaisseur moyenne de copeau hmCatalogue général Chapitre 14 174 Stratégie d‘usinage Catalogue général Chapitre 14 187
Fraises à plaquettes amoviblesSystème 2011-11
37
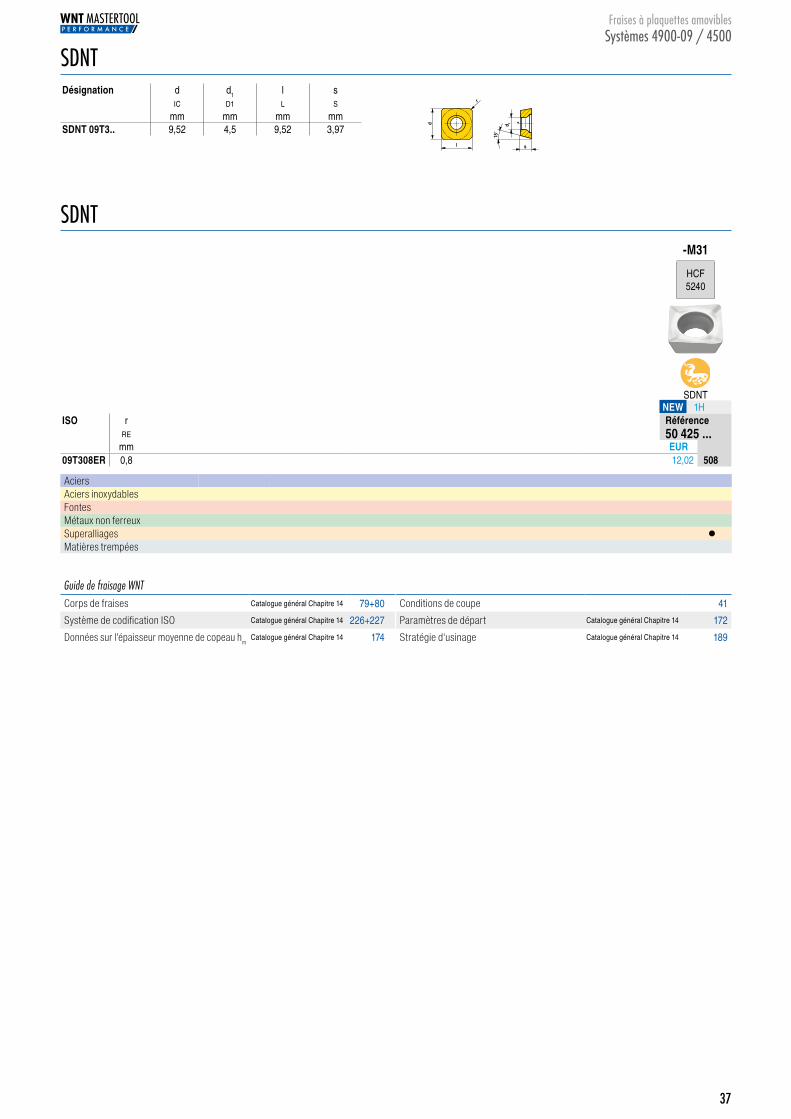
SDNTDésignation d d1 l s
IC D1 L S
mm mm mm mmSDNT 09T3.. 9,52 4,5 9,52 3,97
d
l
d 1
r
s
15°
SDNT-M31
HCF 5240
SDNTNEW 1H
ISO r RéférenceRE 50 425 ...
mm EUR09T308ER 0,8 12,02 50425508
Aciers Aciers inoxydables Fontes Métaux non ferreux Superalliages ●Matières trempées
Guide de fraisage WNTCorps de fraises Catalogue général Chapitre 14 79+80 Conditions de coupe 41
Système de codification ISO Catalogue général Chapitre 14 226+227 Paramètres de départ Catalogue général Chapitre 14 172
Données sur l'épaisseur moyenne de copeau hmCatalogue général Chapitre 14 174 Stratégie d‘usinage Catalogue général Chapitre 14 189
Fraises à plaquettes amoviblesSystèmes 4900-09 / 4500

38
RDHX / RPNXDésignation d d1 s
IC D1 S
mm mm mmRDHX 0802.. 8 2,8 2,38RPNX 1605.. 16 5,5 5,56
d
s
d 1
11°
RP.X 10T3.. / RP.X 1204.. / RP.X 1605.. / RPNX 2006..
RDHX 0501.. / RDHX0802..
RDHX-M31
HCN 5235
RDHX1H
ISO Référence50 481 ...EUR
0802M4EN 13,54 50481920
Aciers ○Aciers inoxydables ●Fontes Métaux non ferreux Superalliages ●Matières trempées
RPNX-M50 -M50
DCX 1230
DPX 1235
RPNX RPNXNEW 1B NEW 1B
ISO Référence Référence51 054 ... 51 054 ...EUR EUR
1605MOSN 14,11 51054030 14,11 51054130
Aciers ● ●Aciers inoxydables ○ ○Fontes Métaux non ferreux Superalliages Matières trempées
Guide de fraisage WNTCorps de fraises Catalogue général Chapitre 14 97–100 Conditions de coupe 41
Système de codification ISO Catalogue général Chapitre 14 226+227
Stratégie d‘usinage Catalogue général Chapitre 14 195
Fraises à plaquettes amoviblesSystèmes 2510 RS / 2510
39
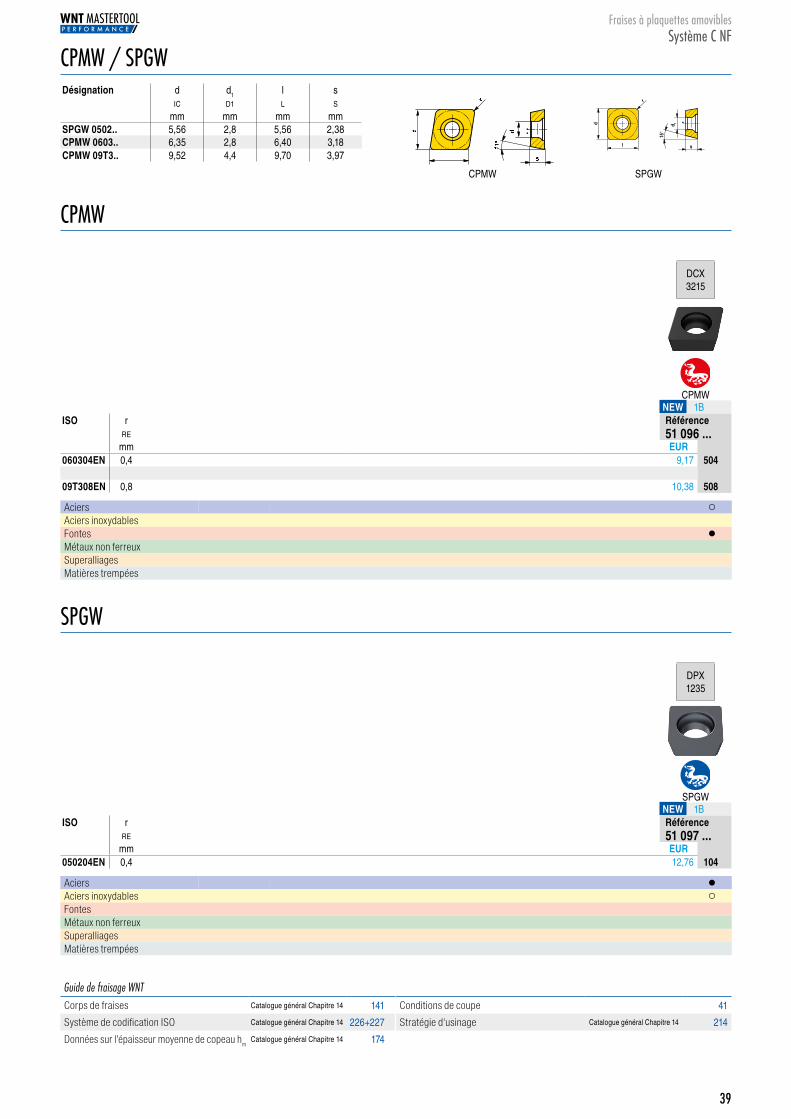
CPMW / SPGWDésignation d d1 l s
IC D1 L S
mm mm mm mmSPGW 0502.. 5,56 2,8 5,56 2,38CPMW 0603.. 6,35 2,8 6,40 3,18CPMW 09T3.. 9,52 4,4 9,70 3,97
d
l
d 1
r
s
15°
CPMW SPGW
CPMW
DCX 3215
CPMWNEW 1B
ISO r RéférenceRE 51 096 ...
mm EUR060304EN 0,4 9,17 51096504 09T308EN 0,8 10,38 51096508
Aciers ○Aciers inoxydables Fontes ●Métaux non ferreux Superalliages Matières trempées
SPGW
DPX 1235
SPGWNEW 1B
ISO r RéférenceRE 51 097 ...
mm EUR050204EN 0,4 12,76 51097104
Aciers ●Aciers inoxydables ○Fontes Métaux non ferreux Superalliages Matières trempées
Guide de fraisage WNTCorps de fraises Catalogue général Chapitre 14 141 Conditions de coupe 41
Système de codification ISO Catalogue général Chapitre 14 226+227 Stratégie d‘usinage Catalogue général Chapitre 14 214
Données sur l'épaisseur moyenne de copeau hmCatalogue général Chapitre 14 174
Fraises à plaquettes amoviblesSystème C NF
40
Index Matières Résistance Code matière Désignation matière Code
matière Désignation matière Code matière Désignation matière
N/mm² / HB / HRC
P
1.1 Aciers de construction en géneral < 800 N/mm2 1.0037 E24-2 1.0060 A60-2 1.0570 E36-3
1.2 Aciers de décolletage < 800 N/mm2 1.0737 S300 Pb 1.0715 S250 1.0726 35 MF 4
1.3 Aciers de cémentation non alliés < 800 N/mm2 1.0001 AF 34 1.1121 XC 10 1.1141 XC18
1.4 Aciers de cémentation alliés < 1000 N/mm2 1.5919 16 NC 6 1.7131 16 MC 5 1.7325 25 CD4
1.5 Aciers trempés et revenus, non alliés < 850 N/mm2 1.1191 XC 48 1.1181 XC 38 1.0511 AF 60
1.6 Aciers trempés et revenus, non alliés < 1000 N/mm2 1.1203 XC 55 1.1221 XC 60 1.0601 CC 55
1.7 Aciers trempés et revenus, alliés < 800 N/mm2 1.7225 42 CD 4 1.7220 35 CD 4 1.6565 40 NCD 6
1.8 Aciers trempés et revenus, alliés < 1300 N/mm2 1.7735 15 CDV 6 1.3565 48 CD 4 1.8159 50 CV4
1.9 Aciers moulés < 850 N/mm2 0.9650 G-X 260 Cr 27 1.6750 GS-20 NiCrMo 3.7 1.6582 GS-34 CrNiMo 6
1.10 Aciers de nitruration < 1000 N/mm2 1.8507 30 CAD 6-12 1.8509 40 CAD 6-12 1.8504 35 CA 8
1.11 Aciers de nitruration < 1200 N/mm2 1.8515 30 CD 12 1.8519 31 CDV 9 1.8523 39 CDV 13-9
1.12 Aciers à roulements < 1200 N/mm2 1.3509 100 C 6 1.3543 Z100 CD 17 (440) 1.3520 100 CM 6
1.13 Aciers à ressorts < 1200 N/mm2 1.8159 50 CV 4 1.7176 55 C 3 1.1274 XC 100
1.14 Aciers rapides < 1300 N/mm2 1.3343 Z 85 WDCV 06-05-04-02 1.3247 Z 110 DKCWV 09-08-04 1.3294 Z85 WDCV 05-05-04
1.15 Aciers à outils, travail à froid < 1300 N/mm2 1.2312 40 CMD 8 1.2379 Z 160 CDV 12 1.2080 Z 200 C12
1.16 Aciers à outils, travail à chaud < 1300 N/mm2 1.2343 Z38 CDV 5 1.2714 55 NCDV 7 1.2344 Z 40 CDV 5
M
2.1 Aciers inoxydables moulés < 850 N/mm2 1.4006 Z 10 C13 M 1.4308 Z 6 CN 18-10 M 1.4004 Z 40 C14 M
2.2 Aciers inoxydables ferritiques < 750 N/mm2 1.4000 Z 6 C 13 (403) 1.4016 Z 8 C17 (430) 1.4512 Z 6 CT 12 (409)
2.3 Aciers inoxydables martensitiques < 900 N/mm2 1.4021 Z 20 C13 (420) 1.4006 Z 12 C 13 (410) 1.4122 Z38 CD 17-1
2.4 Aciers inoxydables ferro./martensit. <1100 N/mm2 1.4028 Z 30 C13 1.4104 Z10 CF 17 1.4313 Z 5 CN 13-4
2.5 Aciers inoxydables austéno./ferrit., Duplex et SuperDuplex < 850 N/mm2 1.4507 Z3 CNDU 25-07az (Uranus) 1.4542 Z7 CNU 17-04-04 (17-4PH) 1.4507 Z1 CNDU 20-18-06 az (F44)
2.6 Aciers inoxydables austénitiques < 750 N/mm2 1.4404 Z 3 CND 17-12-02 (316L) 1.4301 Z 6 CN 18-09 (304) 1.4306 Z 3 CN 18-10 (304L)
2.7 Aciers inoxydables réfractaires < 1100 N/mm2 1.4747 Z 80 CNS 20 1.4841 Z 15 CNS 25-20 1.4875 Z 10 NCAT 32-21
K
3.1 Fontes grises à graphite lamellaire 100–350 N/mm2 0.6015 Ft 15 D 0.6020 Ft 20 D 0.6025 Ft 25 D
3.2 Fontes grises à graphite lamellaire 300–500 N/mm2 0.6030 Ft 30 D 0.6035 Ft 35 D 0.6040 Ft 40D
3.3 Fontes à graphite sphéroïdal 300–500 N/mm2 0.7040 FGS 400-12 0.7043 FGS 370-17 0.7050 FGS 500-7
3.4 Fontes à graphite sphéroïdal 500–900 N/mm2 0.7060 FGS 600-3 0.7070 FGS 700-2 0.7080 FGS 800-2
3.5 Fontes malléables blanches 270–450 N/mm2 0.8035 GTW-35 0.8045 GTW-45
3.6 Fontes malléables blanches 500–650 N/mm2 0.8055 GTW-55 0.8065 GTW-65
3.7 Fontes malléables noires 300–450 N/mm2 0.8135 GTS-35 0.8145 GTS-45
3.8 Fontes malléables noires 500–800 N/mm2 0.8155 GTS-55 0.8170 GTS-70
N
4.1 Aluminium (non ou faiblement allié) < 350 N/mm2 3.0255 1050 A 3.0275 1070 A 3.0285 1080 A (A8)
4.2 Alliages d’aluminium < 0,5% Si < 500 N/mm2 3.1325 2017 A (AU4G) 3.4335 7005 (AZ5G) 3.4365 7075 (AZ5GU)
4.3 Alliages d‘aluminium 0,5 - 10% Si < 400 N/mm2 3.2315 A- G S1 3.2373 A-S9 G 3.2151 A-S 6 U4
4.4 Alliages d’aluminium 10 - 15% Si < 400 N/mm2 3.2581 A-S12 3.2583 A-S12 U
4.5 Alliages d‘aluminium > 15% Si < 400 N/mm2 A-S18 A-S17 U4
4.6 Cuivre (non ou faiblement allié) < 350 N/mm2 2.0040 Cu-c1 2.0060 Cu-a1 2.0090 Cu-b1
4.7 Alliages de cuivre corroyés < 700 N/mm2 2.1247 Cub2 (Cupro Berylium) 2.0855 CuN2S (Cupro Nickel) 2.1310 CU-Fe2P
4.8 Alliages de cuivre spéciaux < 200 HB 2.0916 Cu-A5 2.1525 Cu-S3 M Ampco 8 (Cu-A6Fe2)
4.9 Alliages de cuivre spéciaux < 300 HB 2.0978 Cu-Al11 Fe5 Ni5) Ampco 18 (Cu- A10 Fe3)
4.10 Alliages de cuivre spéciaux > 300 HB 2.1247 Cu Be2 Ampco M4
4.11 Laiton à copeaux courts, bronze, laiton rouge < 600 N/mm2 2.0331 Cu Zn36 Pb1,5 2.0380 Cu Zn39 Pb2 (Ms 56) 2.0410 Cu Zn44 Pb2
4.12 Laiton à copeaux longs < 600 N/mm2 2.0335 Cu Zn 36 (Ms63) 2.1293 Cu Cr1 Zr
4.13 Matières thermoplastiques PE PVC PS Polystyrène Plexiglas
4.14 Résines thermodurcissables PF Bakélite Pertinax
4.15 Matières plastiques renforcées par fibres Fibres de carbone Fibres de verre Fibre d'aramide (Kevlar)
4.16 Magnésium et alliages de magnésium < 850 N/mm2 3.5812 Mg A7 Z1 3.5662 Mg A9 3.5105 Mg Tr3 Z2 Zn 1
4.17 Graphite R8500X R8650 Technograph 15
4.18 Tungstène et alliages de tungstène W-Ni Fe (Densimet) W- Ni Cu (Inermet) Denal
4.19 Molybdène et alliages de molybdène TZM MHQ Mo W
S
5.1 Nickel pur 2.4066 Ni99 (Nickel 200) 2.4068 Lc Ni99 (Nickel 201)
5.2 Alliages Fer Nickel 1.3912 Fe-Ni36 (Invar) 1.3917 Fe -Ni42 (N42) 1.3922 Fe-Ni48 (N48)
5.3 Alliages Nickel < 850 N/mm2 2.4375 Ni Cu30 Al (Monel K500) 2.4360 Ni Cu30Fe (Monel 400) 2.4668
5.4 Alliages Nickel-Molybdène 2.4600 Ni Mo30Cr2 (Hastelloy B4) 2.4617 Ni Mo28 (Hastelloy B2) 2.4819 Ni Mo16Cr16 Hastell. C276
5.5 Alliages Nickel Chrome < 1300 N/mm2 2.4951 Ni Cr20TiAl (Nimonic 80A) 2.4858 Ni Cr21Mo (Inconel 825) 2.4856 Ni Cr22Mo9Nb Inconel 625
5.6 Alliages Cobalt Chrome < 1300 N/mm2 2.4964 Co Cr20 W15 Ni10 Co Cr20 Ni16 Mo7 Co Cr28 Mo 6
5.7 Superalliages < 1300 N/mm2 1.4718 Z45 C S 9-3 1.4747 Z80 CSN 20-02 1.4845 Z12 CN 25-20
5.8 Alliages Nickel-Chrome < 1400 N/mm2 2.4851 Ni Cr23Fe (Inconel 601) 2.4668 Ni Cr19NbMo (Inconel 718) 2.4602 Ni Cr21Mo14 Hastelloy C22
5.9 Titane pur < 900 N/mm2 3.7025 T35 (Titane Grade 1) 3.7034 T40 (Titane Grade 2) 3.7064 T60 (Titane Grade 4)
5.10 Alliages de titane < 700 N/mm2 T-A6-Nb7 (367) T-A5-Sn2-Mo4-Cr4 (Ti17) T-A3-V2,5 (Gr18)
5.11 Alliages de titane < 1200 N/mm2 3.7165 T-A6-V4 (Ta6V) T-A4-3V-Mo2-Fe2 (SP700) T-A5-Sn1-Zr1-V1-Mo (Gr32)
H
6.1
Aciers trempés
< 45 HRC
6.2 46–55 HRC
6.3 56–60 HRC
6.4 61–65 HRC
6.5 65–70 HRC
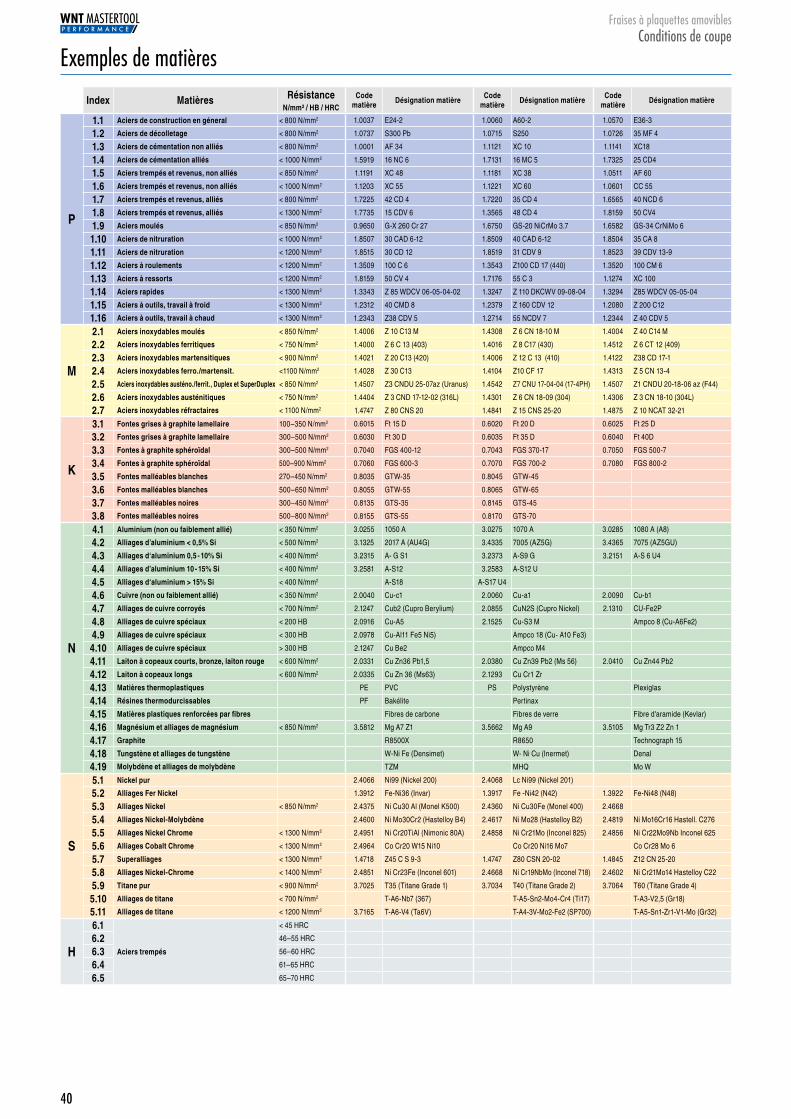
Exemples de matières
Fraises à plaquettes amoviblesConditions de coupe

41
Matériau de coupe dur (vc↑) → tenace (vc↓)
Index
DCX1230 DPX1235 DCX2235 DPX2240 DCX3215 CWK 4615 HCN 5235 HCF 5240
1.1 280 170 240 140 240 140 220 130 350 2101.2 230 140 190 110 190 110 170 100 300 1801.3 280 170 240 140 240 140 220 130 350 2101.4 250 150 220 130 210 130 200 1201.5 250 150 210 130 210 130 190 110 320 1901.6 250 150 210 130 210 130 190 110 320 1901.7 250 150 220 130 210 130 200 1201.8 190 110 160 100 150 90 140 801.9 230 140 200 120 200 120 180 100 300 1801.10 250 150 220 130 210 130 200 1201.11 140 90 120 70 100 60 100 601.12 250 150 220 130 210 130 200 1201.13 250 150 210 130 210 130 190 110 320 1901.14 100 60 90 50 120 70 90 501.15 130 80 110 70 150 90 120 70 1201.16 130 80 110 70 150 90 120 70 1202.1 90 60 80 50 110 70 80 50 280 1502.2 130 80 110 70 150 90 120 70 280 1502.3 90 60 80 50 110 70 80 50 280 1502.4 130 80 110 70 150 90 120 70 280 1102.5 190 110 250 140 190 110 200 1102.6 190 110 260 150 210 120 200 1802.7 190 110 260 150 210 120 1103.1 360 160 80 803.2 360 160 80 803.3 230 140 80 803.4 160 100 80 803.5 250 150 80 803.6 250 150 80 803.7 210 130 80 803.8 210 130 80 804.1 2804.2 2504.3 8004.4 8004.5 5004.6 2004.7 80 804.8 80 804.9 80 804.10 70 704.11 80 804.12 80 804.13 80 804.14 80 804.15 80 804.16 80 1104.17 80 804.18 904.19 1305.1 50 505.2 40 505.3 40 505.4 30 405.5 30 405.6 30 405.7 30 405.8 30 405.9 905.10 605.11 606.16.26.36.46.5
Conditions de coupe
Vous trouverez toutes les conditions de coupe et les informations relatives aux technologies de nos différents systèmes de fraisage dans notre catalogue général → Chapitre 14 pages 172 à 194.
Conditions de coupeFraises à plaquettes amovibles
42
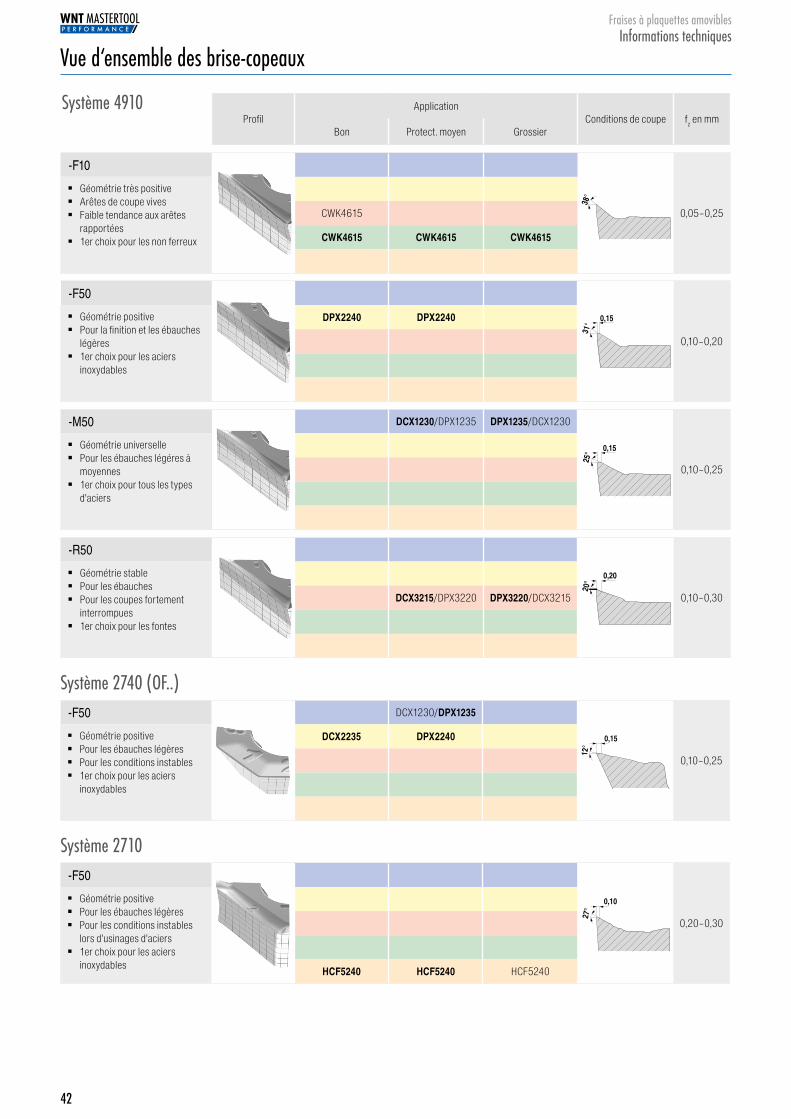
Système 4910Profil
ApplicationConditions de coupe fz en mm
Bon Protect. moyen Grossier
-F10
38°
0,05–0,25
ĉ Géométrie très positive ĉ Arêtes de coupe vives ĉ Faible tendance aux arêtes
rapportées ĉ 1er choix pour les non ferreux
CWK4615
CWK4615 CWK4615 CWK4615
-F50
31°
0,15
0,10–0,20
ĉ Géométrie positive ĉ Pour la finition et les ébauches
légères ĉ 1er choix pour les aciers
inoxydables
DPX2240 DPX2240
-M50 DCX1230/DPX1235 DPX1235/DCX1230
0,15
25°
0,10–0,25
ĉ Géométrie universelle ĉ Pour les ébauches légéres à
moyennes ĉ 1er choix pour tous les types
d'aciers
-R50
0,2020
°
0,10–0,30
ĉ Géométrie stable ĉ Pour les ébauches ĉ Pour les coupes fortement
interrompues ĉ 1er choix pour les fontes
DCX3215/DPX3220 DPX3220/DCX3215
Vue d‘ensemble des brise-copeaux
Système 2740 (OF..)
Système 2710
-F50 DCX1230/DPX1235
12°
0,15
0,10–0,25
ĉ Géométrie positive ĉ Pour les ébauches légères ĉ Pour les conditions instables ĉ 1er choix pour les aciers
inoxydables
DCX2235 DPX2240
-F50
0,10
27°
0,20–0,30
ĉ Géométrie positive ĉ Pour les ébauches légères ĉ Pour les conditions instables
lors d'usinages d'aciers ĉ 1er choix pour les aciers
inoxydables HCF5240 HCF5240 HCF5240
Informations techniquesFraises à plaquettes amovibles
43
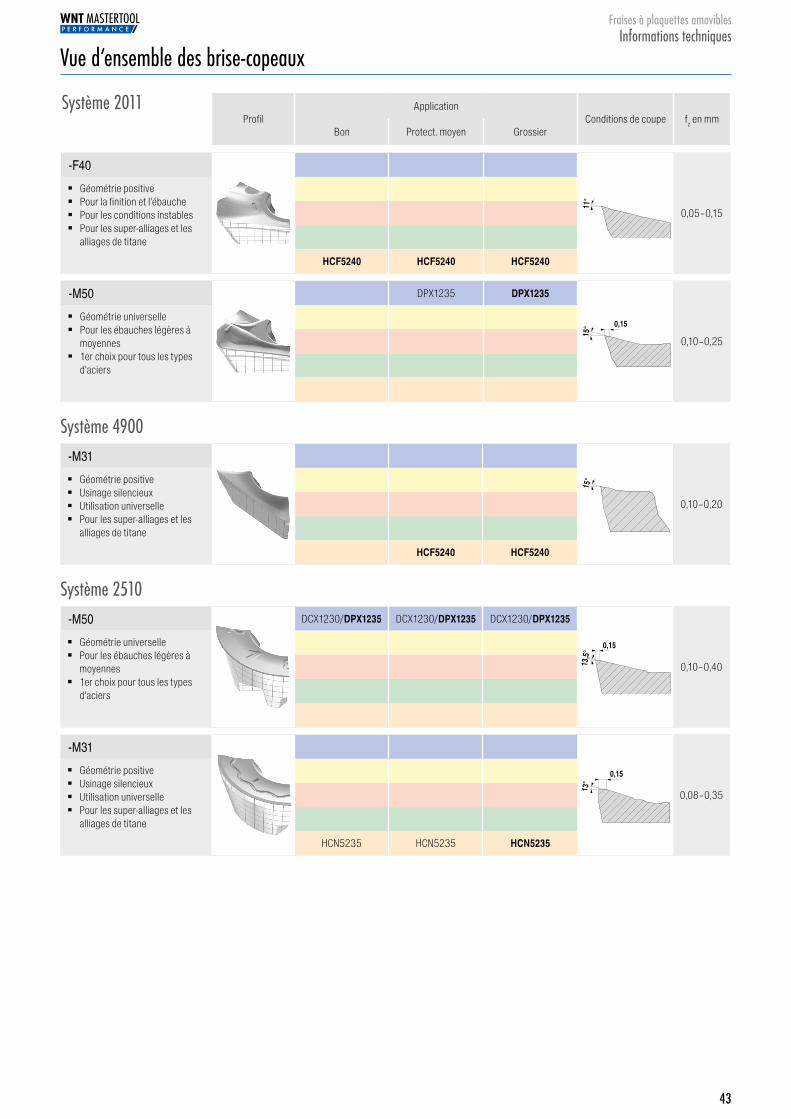
Système 2011Profil
ApplicationConditions de coupe fz en mm
Bon Protect. moyen Grossier
-F40
11°
0,05–0,15
ĉ Géométrie positive ĉ Pour la finition et l'ébauche ĉ Pour les conditions instables ĉ Pour les super-alliages et les
alliages de titane
HCF5240 HCF5240 HCF5240
-M50 DPX1235 DPX1235
15° 0,15
0,10–0,25
ĉ Géométrie universelle ĉ Pour les ébauches légères à
moyennes ĉ 1er choix pour tous les types
d'aciers
Vue d‘ensemble des brise-copeaux
Système 4900-M31
15°
0,10–0,20
ĉ Géométrie positive ĉ Usinage silencieux ĉ Utilisation universelle ĉ Pour les super-alliages et les
alliages de titane
HCF5240 HCF5240
Système 2510-M50 DCX1230/DPX1235 DCX1230/DPX1235 DCX1230/DPX1235
0,15
13,5
°
0,10–0,40
ĉ Géométrie universelle ĉ Pour les ébauches légères à
moyennes ĉ 1er choix pour tous les types
d'aciers
-M31
0,15
13°
0,08–0,35
ĉ Géométrie positive ĉ Usinage silencieux ĉ Utilisation universelle ĉ Pour les super-alliages et les
alliages de titane
HCN5235 HCN5235 HCN5235
Informations techniquesFraises à plaquettes amovibles
2TOTAL TOOLING = QUALITÉ x SERVICE
11/2
016
- 99
028
0020
5
www.wnt.com