When you design a process or factory you always need to...
15
When you design a process or factory you always need to take the economy of the project into account. Today I will show some very simple methods for cost estimation. 1
Transcript of When you design a process or factory you always need to...
When you design a process or factory you always need to take the economy of the project into account. Today I will show some very simple methods for cost estimation.
1
The methods I describe here are not described in the course compendium but in chapter 6 in the book Chemical Engineering Design written by R. K. Sinnott which is volume 6 in the series Coulson & Richardson’s Chemical Engineering. The book can be found in the Process Design & Systems Engineering laboratory library in several editions but also in the Åbo Akademi university course book library (3:d edition). I have scanned in chapter 6 from the 4:th edition and placed the password protected file on the course website. The password is bpdcourse. This you can use for reading and for data for the exercise.
2
I assume that you have noticed that the price of goods changes. What you get for a certain amount of money at different times is not the same. This is what is called inflation if the value of money decreases (or the price of goods increases) and deflation if the opposite occurs. The money that you use for buying equipment when building a factory is sometimes a loan from someone with more money. Those who borrow money to you want you to pay back the money with interest – in other words they want you to pay them for taking the risk of borrowing you money for your project. This means that you have to take into account both the changing cost and the required interest in your project and make sure that you can pay back the money. The cost of equipment and raw materials (or products) varies due to inflation. The change in equipment cost can be seen in statistical data and used for cost estimation in cost indexes. The indexes can be used estimation of cost for equipment of different sizes at different points in time.
3
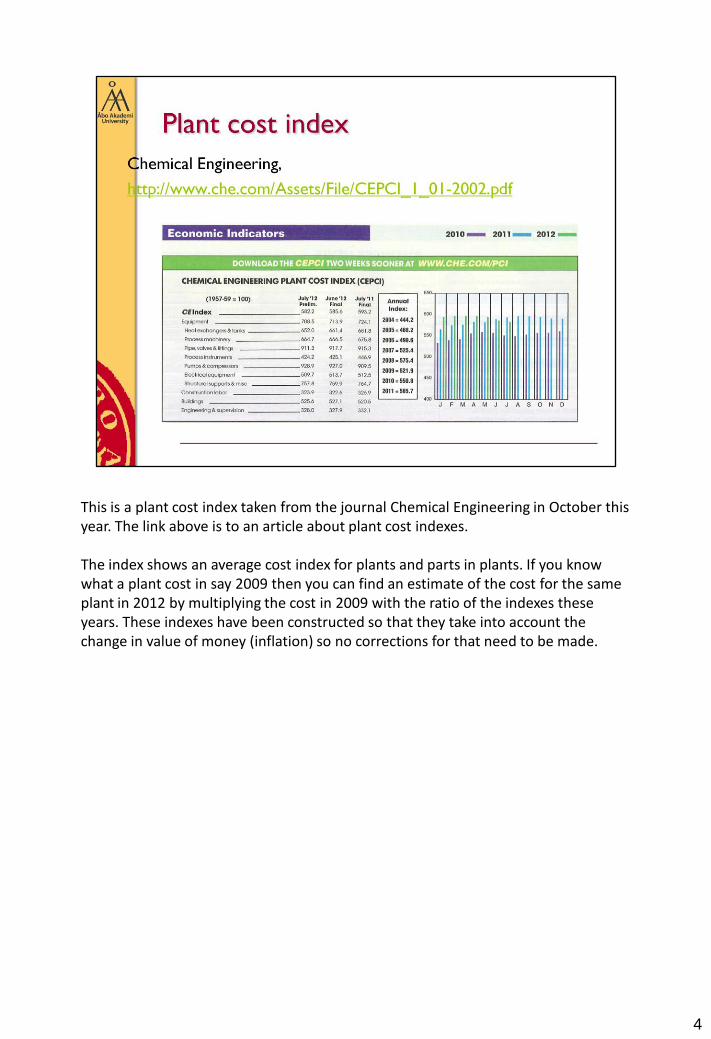
This is a plant cost index taken from the journal Chemical Engineering in October this year. The link above is to an article about plant cost indexes. The index shows an average cost index for plants and parts in plants. If you know what a plant cost in say 2009 then you can find an estimate of the cost for the same plant in 2012 by multiplying the cost in 2009 with the ratio of the indexes these years. These indexes have been constructed so that they take into account the change in value of money (inflation) so no corrections for that need to be made.
4
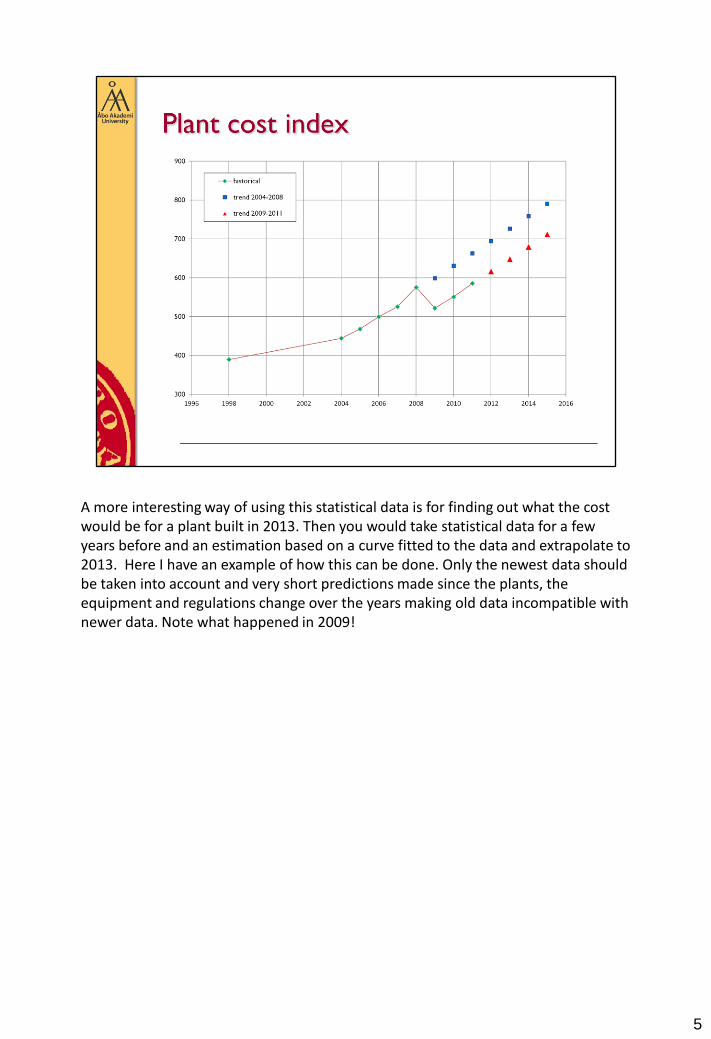
A more interesting way of using this statistical data is for finding out what the cost would be for a plant built in 2013. Then you would take statistical data for a few years before and an estimation based on a curve fitted to the data and extrapolate to 2013. Here I have an example of how this can be done. Only the newest data should be taken into account and very short predictions made since the plants, the equipment and regulations change over the years making old data incompatible with newer data. Note what happened in 2009!
5
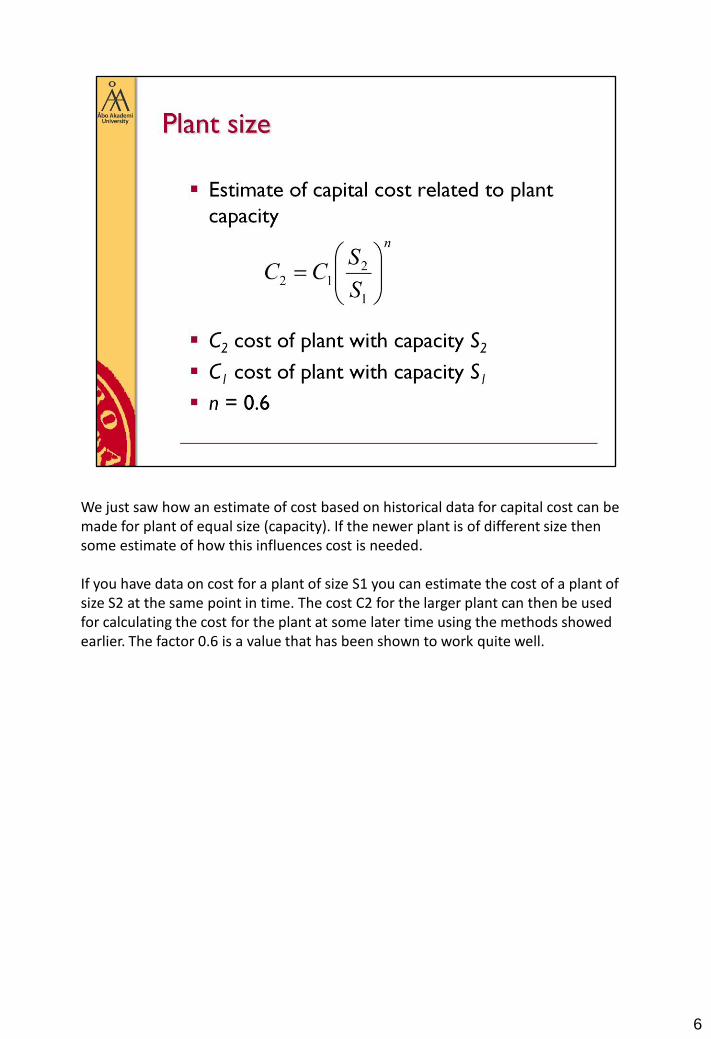
We just saw how an estimate of cost based on historical data for capital cost can be made for plant of equal size (capacity). If the newer plant is of different size then some estimate of how this influences cost is needed. If you have data on cost for a plant of size S1 you can estimate the cost of a plant of size S2 at the same point in time. The cost C2 for the larger plant can then be used for calculating the cost for the plant at some later time using the methods showed earlier. The factor 0.6 is a value that has been shown to work quite well.
6
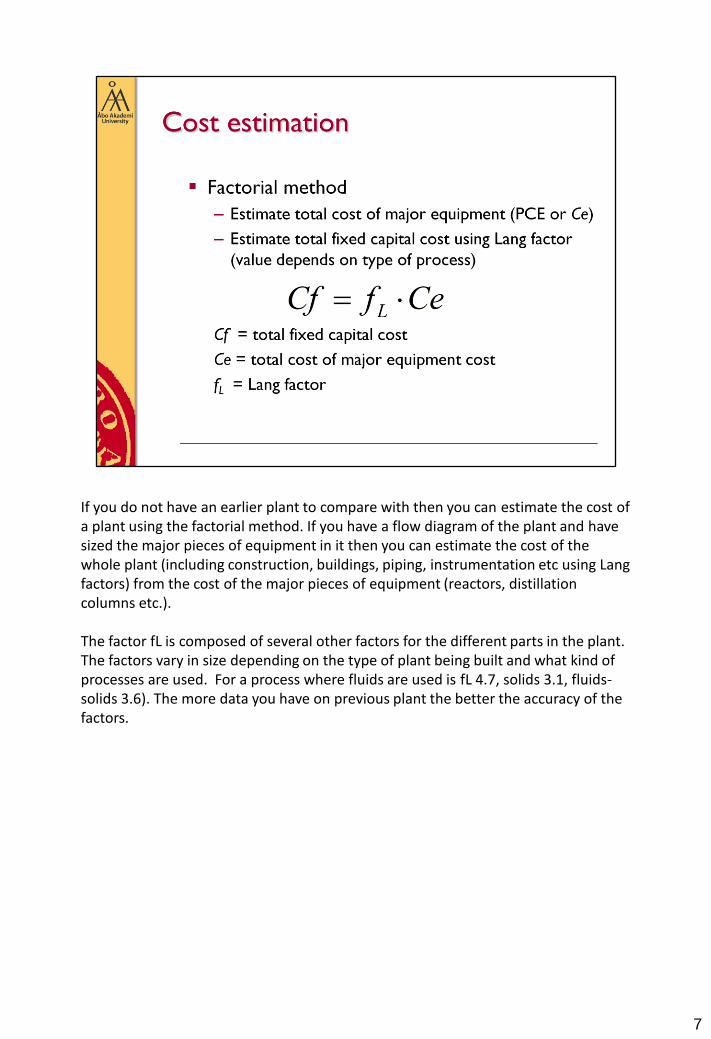
If you do not have an earlier plant to compare with then you can estimate the cost of a plant using the factorial method. If you have a flow diagram of the plant and have sized the major pieces of equipment in it then you can estimate the cost of the whole plant (including construction, buildings, piping, instrumentation etc using Lang factors) from the cost of the major pieces of equipment (reactors, distillation columns etc.). The factor fL is composed of several other factors for the different parts in the plant. The factors vary in size depending on the type of plant being built and what kind of processes are used. For a process where fluids are used is fL 4.7, solids 3.1, fluids-solids 3.6). The more data you have on previous plant the better the accuracy of the factors.
7
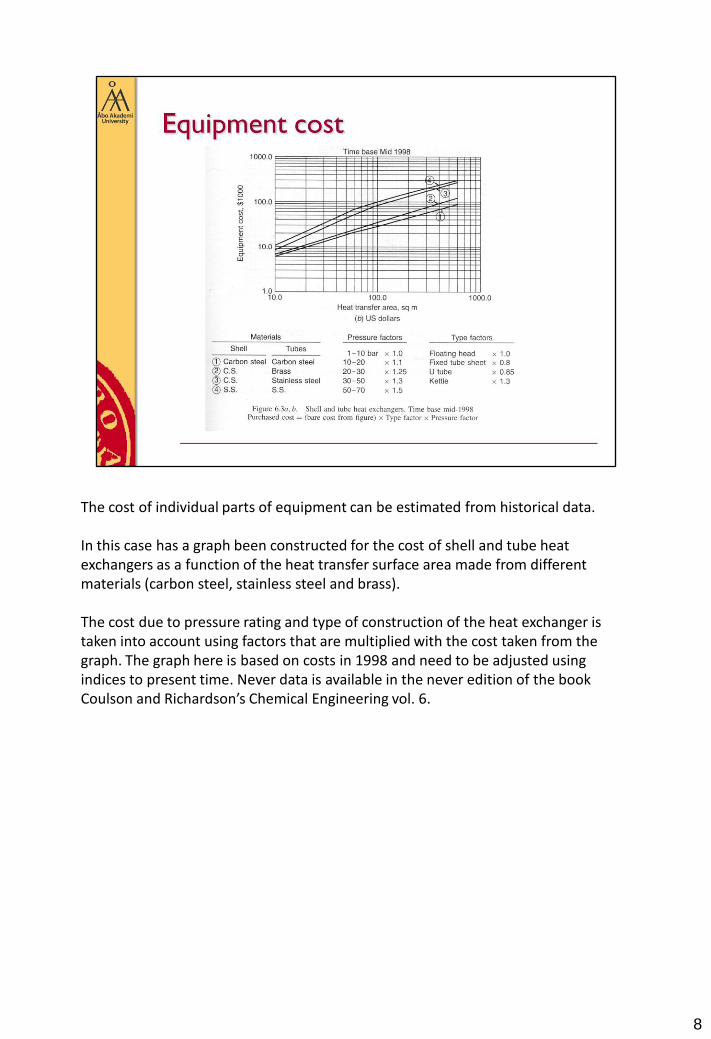
The cost of individual parts of equipment can be estimated from historical data. In this case has a graph been constructed for the cost of shell and tube heat exchangers as a function of the heat transfer surface area made from different materials (carbon steel, stainless steel and brass). The cost due to pressure rating and type of construction of the heat exchanger is taken into account using factors that are multiplied with the cost taken from the graph. The graph here is based on costs in 1998 and need to be adjusted using indices to present time. Never data is available in the never edition of the book Coulson and Richardson’s Chemical Engineering vol. 6.
8
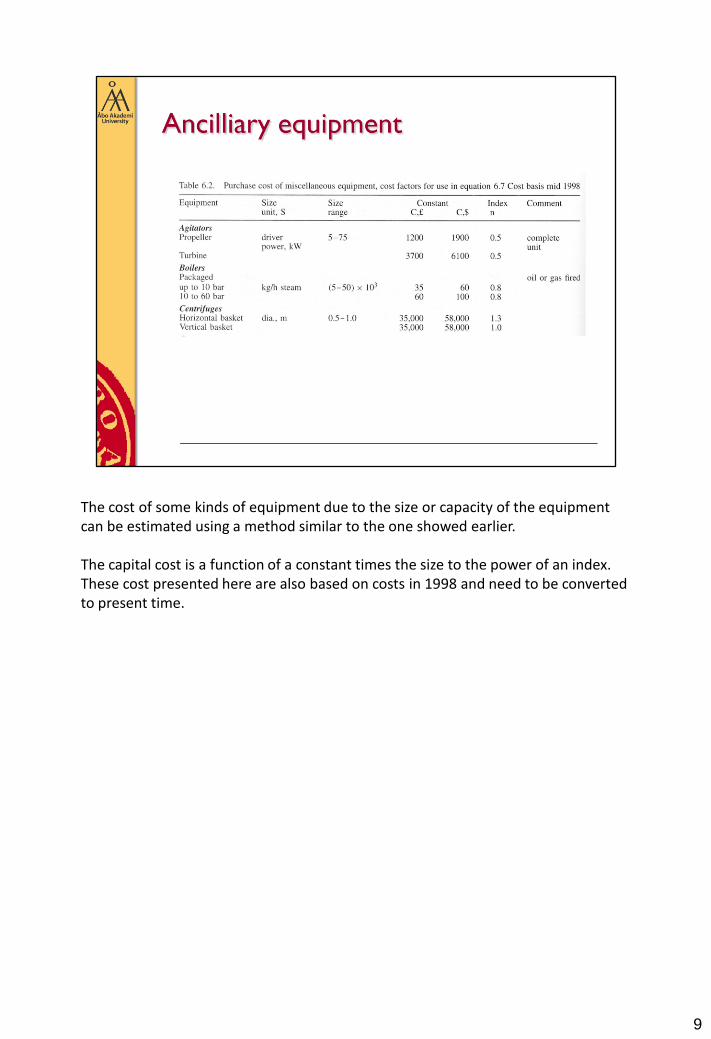
The cost of some kinds of equipment due to the size or capacity of the equipment can be estimated using a method similar to the one showed earlier. The capital cost is a function of a constant times the size to the power of an index. These cost presented here are also based on costs in 1998 and need to be converted to present time.
9
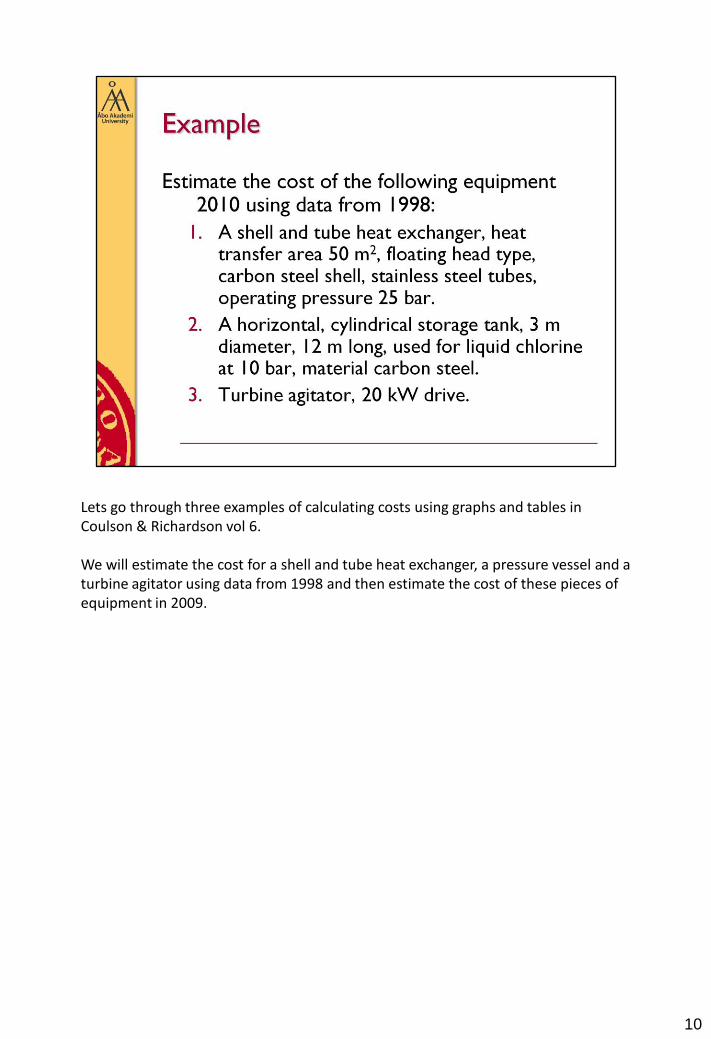
Lets go through three examples of calculating costs using graphs and tables in Coulson & Richardson vol 6. We will estimate the cost for a shell and tube heat exchanger, a pressure vessel and a turbine agitator using data from 1998 and then estimate the cost of these pieces of equipment in 2009.
10
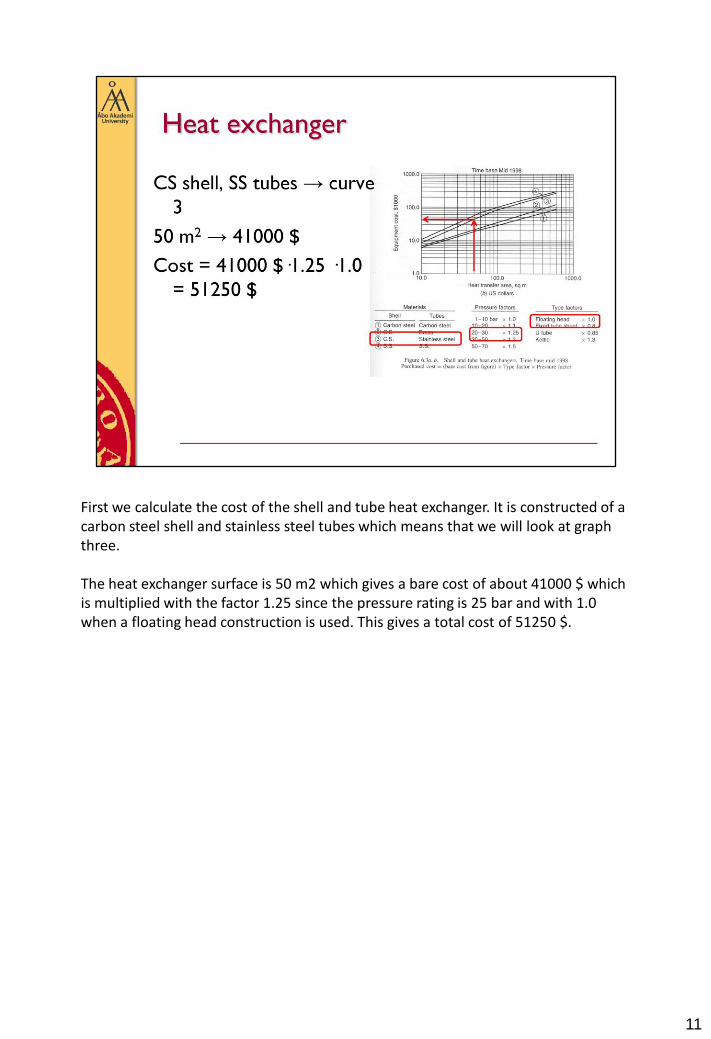
First we calculate the cost of the shell and tube heat exchanger. It is constructed of a carbon steel shell and stainless steel tubes which means that we will look at graph three. The heat exchanger surface is 50 m2 which gives a bare cost of about 41000 $ which is multiplied with the factor 1.25 since the pressure rating is 25 bar and with 1.0 when a floating head construction is used. This gives a total cost of 51250 $.
11
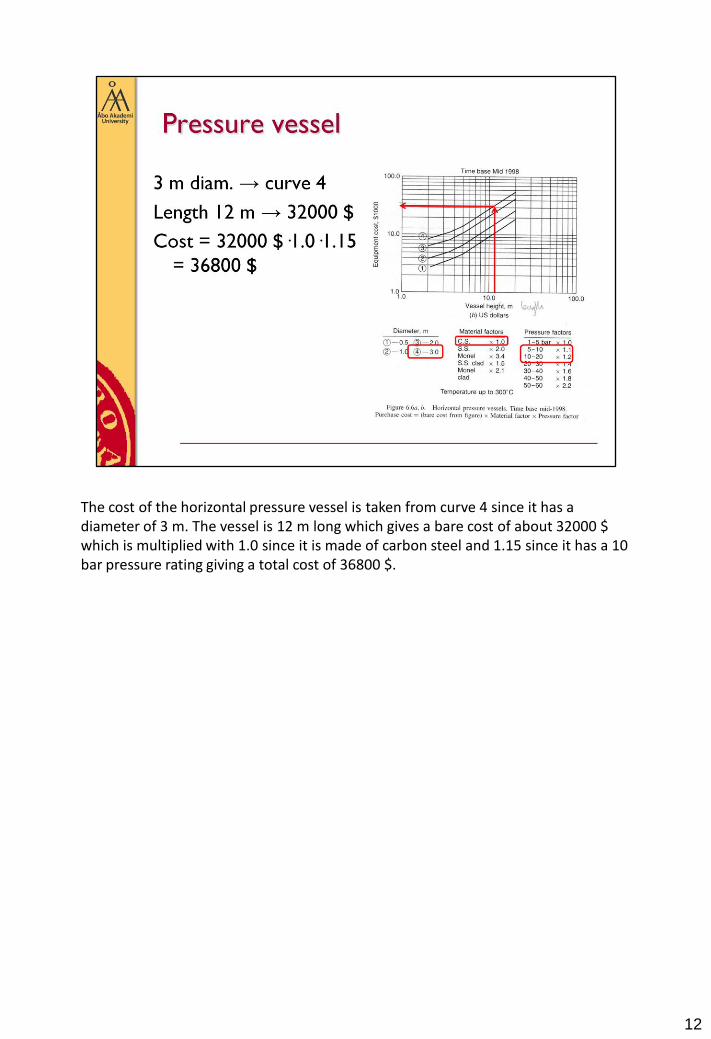
The cost of the horizontal pressure vessel is taken from curve 4 since it has a diameter of 3 m. The vessel is 12 m long which gives a bare cost of about 32000 $ which is multiplied with 1.0 since it is made of carbon steel and 1.15 since it has a 10 bar pressure rating giving a total cost of 36800 $.
12
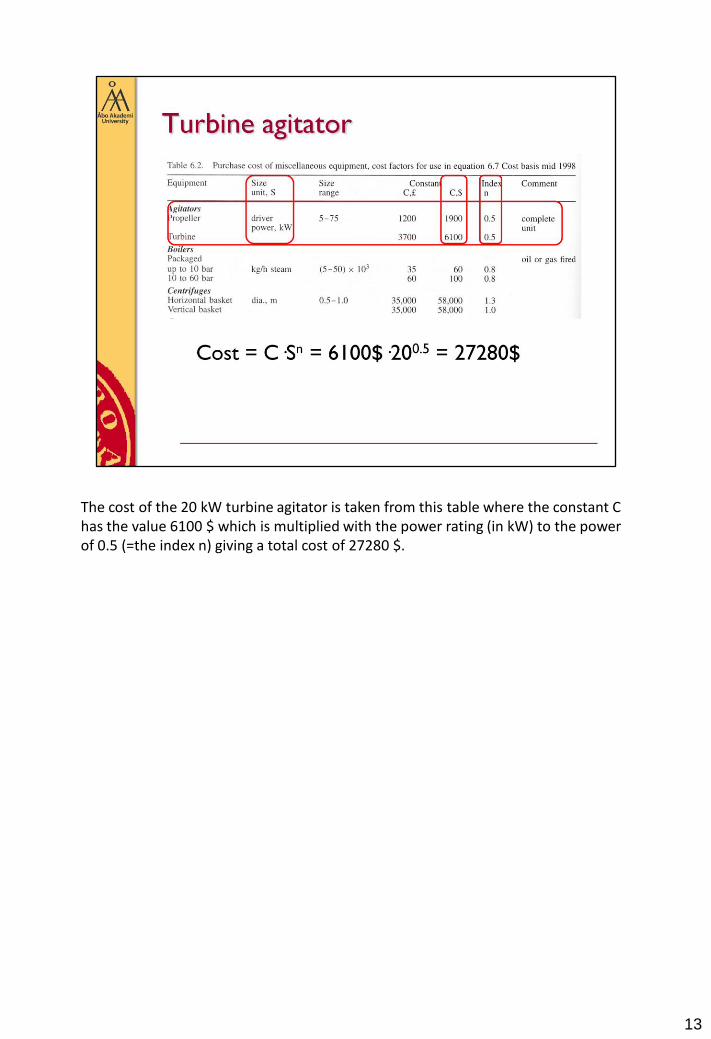
The cost of the 20 kW turbine agitator is taken from this table where the constant C has the value 6100 $ which is multiplied with the power rating (in kW) to the power of 0.5 (=the index n) giving a total cost of 27280 $.
13
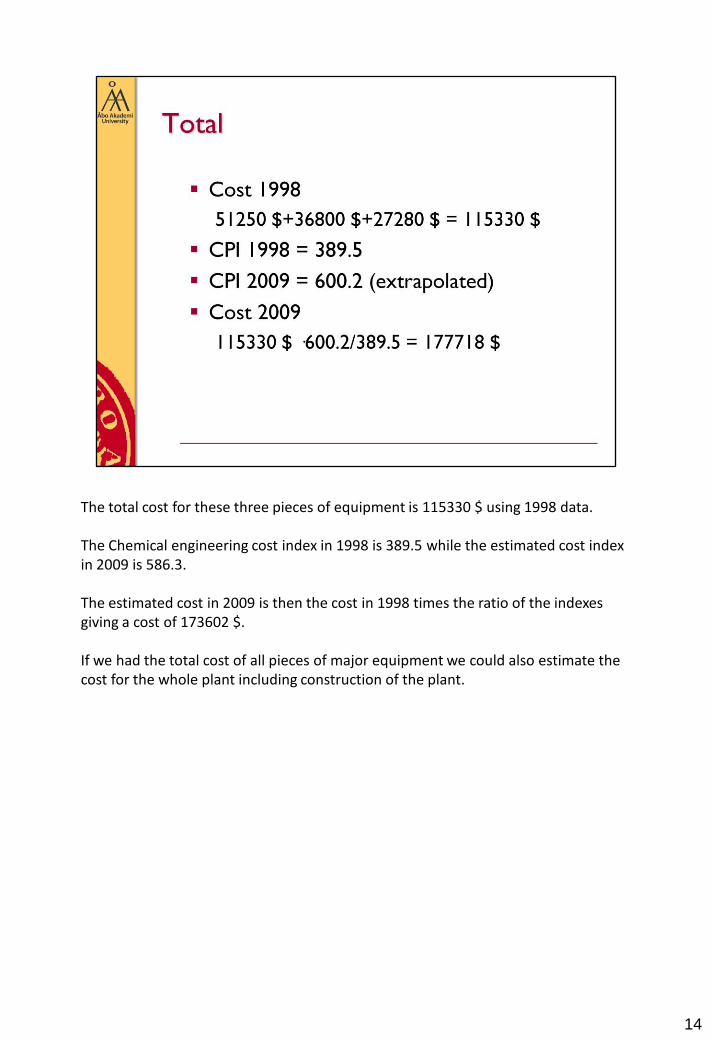
The total cost for these three pieces of equipment is 115330 $ using 1998 data. The Chemical engineering cost index in 1998 is 389.5 while the estimated cost index in 2009 is 586.3. The estimated cost in 2009 is then the cost in 1998 times the ratio of the indexes giving a cost of 173602 $. If we had the total cost of all pieces of major equipment we could also estimate the cost for the whole plant including construction of the plant.
14
15