
Werkzeugmaschinenlabor der Rheinisch-Westfälischen ...€¦ · Sweep-Verfahren Bei dem Verfahren...
42
Fabrikplanung – Sommersemester 2011 Logistik I V 11/12, S. 0 Vorlesung 11 und 12 Werkzeugmaschinenlabor der Rheinisch-Westfälischen Technischen Hochschule Aachen Lehrstuhl für Produktionssystematik Prof. Dr.-Ing. Dipl.-Wirt. Ing. G. Schuh Fabrikplanung Vorlesungsverantwortlicher: Dipl.-Wirt.-Ing. A. Maue Steinbachstr. 54A Raum 414 Tel.: 0241-80-28215 [email protected] Vorlesung 11 und 12 - Logistik I Logistikplanung
Transcript of Werkzeugmaschinenlabor der Rheinisch-Westfälischen ...€¦ · Sweep-Verfahren Bei dem Verfahren...

Fabrikplanung – Sommersemester 2011
Logistik I V 11/12, S. 0
Vorlesung 11 und 12
Werkzeugmaschinenlaborder Rheinisch-Westfälischen Technischen Hochschule Aachen
Lehrstuhl für ProduktionssystematikProf. Dr.-Ing. Dipl.-Wirt. Ing. G. Schuh
Fabrikplanung
Vorlesungsverantwortlicher:
Dipl.-Wirt.-Ing. A. Maue
Steinbachstr. 54ARaum 414Tel.: [email protected]
Vorlesung 11 und 12 - Logistik ILogistikplanung

Fabrikplanung – Sommersemester 2011
Logistik I V 11/12, S. 1
Vorlesung 11 und 12
Inhaltsverzeichnis:Inhaltsverzeichnis Seite 1
Vorlesungslandschaft Seite 2
Terminübersicht Seite 3
Gliederung der Vorlesungsreihe Seite 4
Begleitende Workshops Seite 5
Glossar Seite 6
Ziele der Vorlesung Seite 7
VorlesungInhalte Seite 8
Einführung in die fabrikplanungsbezogene Logistik Seite 9
Entwicklungsphasen der Logistikkonzeption Seite 10
Leitbilder einer Logistikstrategie Seite 12
Planungsprobleme in der logistischen Kette Seite 14
Beschaffungslogistik Seite 15
- Versorgungskonzepte Seite 16
- Materialklassifizierung Seite 18
Produktionslogistik Seite 19
- Lagerstrategien Seite 20
- Bereitstellungsprinzipien Seite 21
- Lagersysteme Seite 23
- Auswahl geeigneter Lagersysteme Seite 25
- Ein- und Auslagerung Seite 26
- Auswahl Fördermittel Seite 27
Distributionslogistik Seite 28
- Strukturierung von Distributionssystemen Seite 29
- Kostenminimale Lagergröße Seite 31
- Tourenplanung Seite 33
Entsorgungslogistik Seite 35
- Entsorgungsstrategien und Ziele Seite 36
- Behältermehrwegsystem Seite 37
Bilanz der Vorlesung Seite 38
Fragen zur Vorlesung Seite 39
Literaturhinweise Seite 40
Fabrikplanung – Sommersemester 2011
Logistik I V 11/12, S. 2
Vorlesung 11 und 12
Anmerkungen zur Folie:
Seite 2© WZL/Fraunhofer IPT
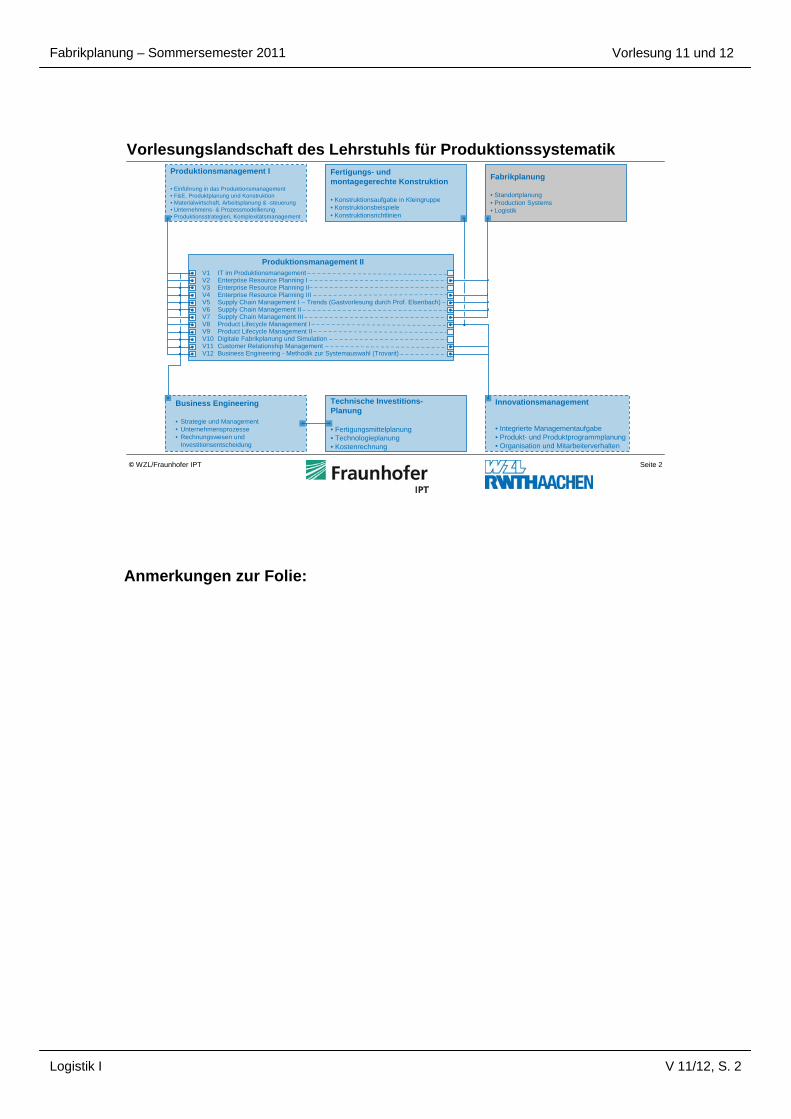
Vorlesungslandschaft des Lehrstuhls für Produktionssystematik
Business Engineering
• Strategie und Management• Unternehmensprozesse• Rechnungswesen und
Investitionsentscheidung
Produktionsmanagement I
• Einführung in das Produktionsmanagement• F&E, Produktplanung und Konstruktion• Materialwirtschaft, Arbeitsplanung & -steuerung• Unternehmens- & Prozessmodellierung• Produktionsstrategien, Komplexitätsmanagement
Technische Investitions-Planung
• Fertigungsmittelplanung• Technologieplanung• Kostenrechnung
Fertigungs- undmontagegerechte Konstruktion
• Konstruktionsaufgabe in Kleingruppe• Konstruktionsbeispiele• Konstruktionsrichtlinien
Innovationsmanagement
• Integrierte Managementaufgabe• Produkt- und Produktprogrammplanung• Organisation und Mitarbeiterverhalten
Fabrikplanung
• Standortplanung• Production Systems• Logistik
Produktionsmanagement IIV1 IT im ProduktionsmanagementV2 Enterprise Resource Planning IV3 Enterprise Resource Planning IIV4 Enterprise Resource Planning IIIV5 Supply Chain Management I – Trends (Gastvorlesung durch Prof. Elsenbach)V6 Supply Chain Management IIV7 Supply Chain Management IIIV8 Product Lifecycle Management IV9 Product Lifecycle Management IIV10 Digitale Fabrikplanung und SimulationV11 Customer Relationship ManagementV12 Business Engineering - Methodik zur Systemauswahl (Trovarit)

Fabrikplanung – Sommersemester 2011
Logistik I V 11/12, S. 3
Vorlesung 11 und 12
Terminübersicht:Vorlesung: Mo, 08:00 - 09:30 AH III
Übung: Mo, 09:45 - 11:15 AH III
lfd. Nr. Datum Verantwortlich
V1 18.04.2011Hr. NowackiTel. 0241 80 27394
V2 18.04.2011Hr. NowackiTel. 0241 80 27394
V3 02.05.2011Hr. KupkeTel. 0241 80 28210
V4 02.05.2011Hr. KupkeTel. 0241 80 28210
V5 09.05.2011Fr. VarandaniTel. 0241 80 27424
V6 09.05.2011Fr. VarandaniTel. 0241 80 27424
V7 16.05.2011Hr. SwistTel. 0241 80 28101
V8 16.05.2011Hr. SwistTel. 0241 80 28101
V9 23.05.2011Hr. PetersohnTel. 0241 80 20615
V10 23.05.2011Hr. PetersohnTel. 0241 80 20615
V11 30.05.2011Hr. MaueTel. 0241 80 28215
V12 30.05.2011Hr. MaueTel. 0241 80 28215
V13 + Industrie 06.06.2011Hr. MaueTel. 0241 80 28215
V14 06.06.2011Hr. MaueTel. 0241 80 28215
Industrie 20.06.2011 Prof. Elsenbach
V15 + Industrie 27.06.2011Hr. NowackiTel. 0241 80 27394
SS 11 Vorlesungsverantwortlicher: Hr. Nowacki Tel. 80-27394Updated Klausurverantwortlicher: Hr. Rudolf Tel. 80-2737917.04.2011
Logistik I - Logistikplanung
Logistik II - Layoutplanung + Externer Fachvortrag Reorganisation einer Fabrik
Highlights und externe Fachvorträge
Logistik I - Logistikplanung
Logistik II - Layoutplanung
Fabrikplanung
- Deutsch -
Vorlesungsthema
Einführung in die Fabrikplanung
Einführung in die Fabrikplanung
Standortplanung I - Planung des Wertschöpfungsumfangs
Standortplanung II - Standortwahl
Externer Fachvortrag - Nearshoring von Produktionssystemen
Production Systems I - Ressourcenplanung
Standortplanung I -Wertschöpfung und Wertschöpfungsdimensionen
Standortplanung II - Standortstrukturplanung
Production Systems II - Aufbauorganisation und Produktionsformen
Production Systems I - Prozessplanung
Production Systems II - Organisationsgestaltung und Lean Production

Fabrikplanung – Sommersemester 2011
Logistik I V 11/12, S. 4
Vorlesung 11 und 12
Seite 4© WZL/Fraunhofer IPT
Gliederung der Vorlesungsreihe Fabrikplanung
V = Vorlesung
Standortplanung I, II
V3/4 V5/6
V1/2: Einführung
V15: SummaryHighlights
Anforderungen an die Fabrikplanung
Einordnung in die Unternehmensplanung
Beispiele
Fabrikplanungsprozesse
Branchenspezifika
Production Systems I, II
V7/8 V9/10
Logistik I, II
V11/12 V13/14
Case: Eickhoff
StandortwahlPlanung desWertschöpfungs-umfangs
Beschaffungs-logistik
Materialfluss
Produktions-netze
Verteilung von Wertschöpfungs-umfängen
Betriebsmittel
Prozesse
Technologie
Personal Distributions-logistik
Gebäude
StandorttypenMake or Buy
Organisation in der Produktion
Lean Production
Produktions-prinzipien
Produktions-logistik
Layoutkonzepte
Anmerkungen zur Folie:
Die Vorlesungsreihe gliedert sich in ihrem Hauptteil in die Standortplanung, die Festlegung des Produktionskonzeptes und die Definition der Logistik. Dabei umfasst die Standortplanung einerseits die Festlegung des Wertschöpfungsumfangs und andererseits die Standortwahl, wobei zu beachten ist, dass die Lebensdauer einer Fabrik viel höher ist als die eines Produktes. Aufgrund der nicht exakten Planbarkeit eines Produktes muss über ein breites Spektrum geplant werden. Die Konzeption des ProductionSystems schließt die Prozess- und Ressourcenplanung mit ein. Die Ge-staltung der Logistik beinhaltet neben der Layoutgestaltung auch die Lagerplanung.
Fabrikplanung – Sommersemester 2011
Logistik I V 11/12, S. 5
Vorlesung 11 und 12
Seite 5© WZL/Fraunhofer IPT
Begleitende Workshops zur Vorlesung Fabrikplanung im Rahmen des "Partizipativen Lernkonzepts“ Workshop: Layoutplanung mit „Fabrikplanungs-ppt“
– Donnerstag, 5. Mai: 09:00 – 12:00– Montag, 16. Mai: 10:00 – 13:00– Donnerstag, 30. Juni: 10:00 – 13:00– Jeweils im Raum 101a, 53B Herwart-Opitz-Haus
Workshop: „Kanban Spiel“– Donnerstag, 19. Mai: 09:00 – 13:00– Mittwoch, 29. Juni: 09:00 – 13:00– Jeweils im Raum ADITEC 011, ADITEC-Gebäude
EMBA-Case (Gruppenarbeit)– Auslegung Produktionskonzept/ Layoutgestaltung am
Fabrikplanungstisch– Dienstag, 07. Juni: 10:00 – 16:00– Mittwoch, 08 Juni: 09:00 – 15:00– Jeweils im Raum ADITEC 011, ADITEC-Gebäude
Workshop: „Lean Managment“ von Capgemini Consulting– Montag, 23. Mai: 13:00 – 18:00– Raum ADITEC 004, ADITEC-Gebäude
Die Workshops sind nicht klausurrelevant

Fabrikplanung – Sommersemester 2011
Logistik I V 11/12, S. 6
Vorlesung 11 und 12
Glossar:
FIFO
First in – First out, bezeichnet jegliche Verfahren der Speicherung, bei denen diejenigen Elemente, die zuerst gespeichert wurden, auch zuerst wieder aus dem Speicher entnommen werden. Das gegenteilige Prinzip wird als Last in - First Out-Verfahren (LIFO) bezeichnet.
LIFO
Last in – First out, FIFO
Savings-Verfahren
Ausgangspunkt dieses Verfahrens ist die Überlegung, alle Kunden zunächst einzeln zu beliefern. Kunden werden nur dann in einer Tour zusammengelegt, wenn die daraus resultierende Länge der Strecke kürzer ist, als die, welche auftritt, wenn die Kunden einzeln beliefert werden.
Sweep-Verfahren
Bei dem Verfahren überstreicht ein Radiusstrahl das gesamte Liefergebiet. Die Kunden werden in der Reihenfolge beliefert, wie der Radiusstrahl die einzelnen Standorte überstreicht.

Fabrikplanung – Sommersemester 2011
Logistik I V 11/12, S. 7
Vorlesung 11 und 12
Ziele der Vorlesung:
• Überblick über die Aufgaben der Logistik
• Methoden der Logistik

Fabrikplanung – Sommersemester 2011
Logistik I V 11/12, S. 8
Vorlesung 11 und 12
Seite 8© WZL/Fraunhofer IPT
Gliederung
Einführung in die fabrikplanungsbezogene Logistik1
Beschaffungslogistik2
Produktionslogistik3
Distributionslogistik4
Entsorgungslogistik5

Fabrikplanung – Sommersemester 2011
Logistik I V 11/12, S. 9
Vorlesung 11 und 12
Seite 9© WZL/Fraunhofer IPT
Zusammenwirken von Layout- und Logistikplanung
Beschaffungs-logistik
Produktions-logistik
Distributions-logistik
Entsorgungs-logistik
Einführung in die fabrikplanungsbezogene Logistik
Anforderungen
Ziele
Betriebsmittel (V7 / V8)
LagerMaterial-
fluss
Fördermittel
Layout (V13/ V14)
Bed
ing
un
gen
Res
trik
tio
ne
n
Anmerkungen zur Folie:
Im Sinne einer systemtheoretisch orientierten Fabrikplanung müssen im Rahmen der Layoutplanung eine Vielzahl unterschiedlicher Rahmenbedingungen, Parameter und Gestaltungsmerkmale berücksichtigt werden. Als Basis für die anschließende Layoutplanung sollen in dieser Vorlesung die logistischen Gestaltungsmerkmale vorgestellt werden.
Im ersten Abschnitt wird auf generelle Entwicklungstendenzen undAnforderungen seitens der intralogistischen Planung eingegangen. Im Anschluss daran werden die Aspekte der Materialflussplanung, derLagerplanung und der Transportplanung differenziert dargestellt.
Fabrikplanung – Sommersemester 2011
Logistik I V 11/12, S. 10
Vorlesung 11 und 12
Seite 10© WZL/Fraunhofer IPT
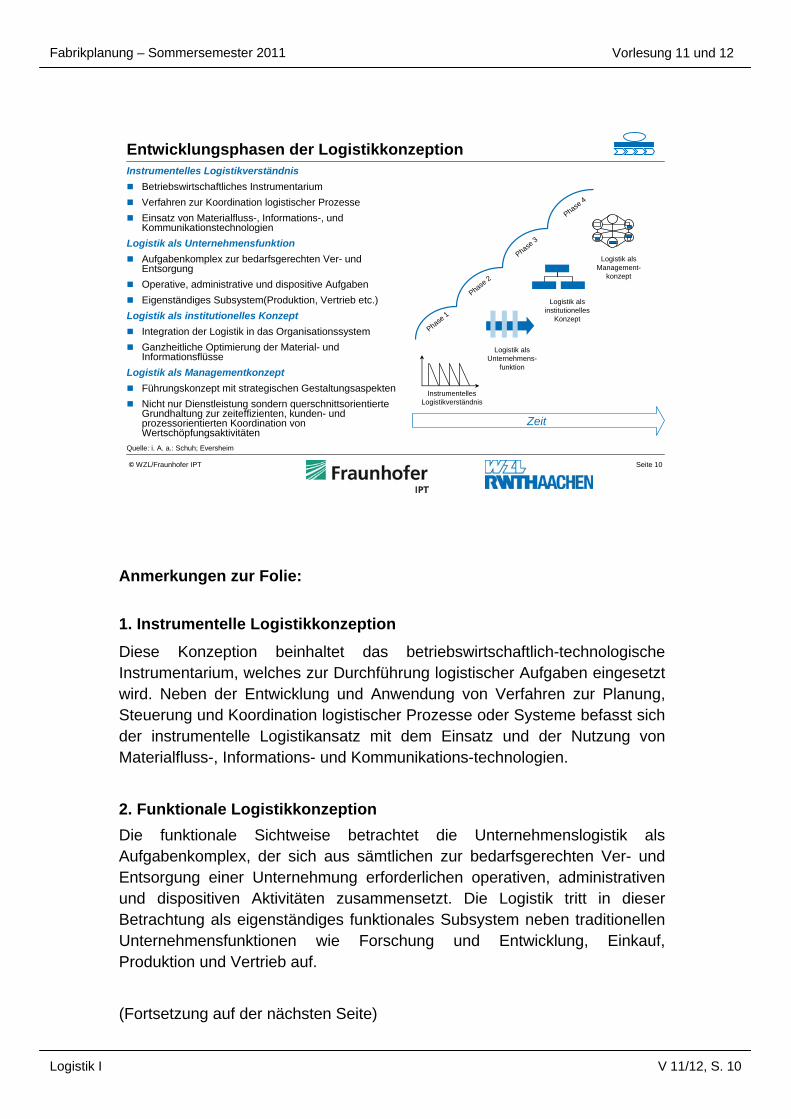
Entwicklungsphasen der Logistikkonzeption
Quelle: i. A. a.: Schuh; Eversheim
Instrumentelles Logistikverständnis
Betriebswirtschaftliches Instrumentarium
Verfahren zur Koordination logistischer Prozesse
Einsatz von Materialfluss-, Informations-, und Kommunikationstechnologien
Logistik als Unternehmensfunktion
Aufgabenkomplex zur bedarfsgerechten Ver- und Entsorgung
Operative, administrative und dispositive Aufgaben
Eigenständiges Subsystem(Produktion, Vertrieb etc.)
Logistik als institutionelles Konzept
Integration der Logistik in das Organisationssystem
Ganzheitliche Optimierung der Material- und Informationsflüsse
Logistik als Managementkonzept
Führungskonzept mit strategischen Gestaltungsaspekten
Nicht nur Dienstleistung sondern querschnittsorientierte Grundhaltung zur zeiteffizienten, kunden- und prozessorientierten Koordination von Wertschöpfungsaktivitäten
Phase 1
Phase 2
Phase 3
Phase 4
Instrumentelles Logistikverständnis
Logistik als Unternehmens-
funktion
Logistik als institutionelles
Konzept
Logistik als Management-
konzept
Zeit
Anmerkungen zur Folie:
1. Instrumentelle Logistikkonzeption
Diese Konzeption beinhaltet das betriebswirtschaftlich-technologische Instrumentarium, welches zur Durchführung logistischer Aufgaben eingesetzt wird. Neben der Entwicklung und Anwendung von Verfahren zur Planung, Steuerung und Koordination logistischer Prozesse oder Systeme befasst sich der instrumentelle Logistikansatz mit dem Einsatz und der Nutzung von Materialfluss-, Informations- und Kommunikations-technologien.
2. Funktionale Logistikkonzeption
Die funktionale Sichtweise betrachtet die Unternehmenslogistik als Aufgabenkomplex, der sich aus sämtlichen zur bedarfsgerechten Ver- und Entsorgung einer Unternehmung erforderlichen operativen, administrativen und dispositiven Aktivitäten zusammensetzt. Die Logistik tritt in dieser Betrachtung als eigenständiges funktionales Subsystem neben traditionellen Unternehmensfunktionen wie Forschung und Entwicklung, Einkauf, Produktion und Vertrieb auf.
(Fortsetzung auf der nächsten Seite)

Fabrikplanung – Sommersemester 2011
Logistik I V 11/12, S. 11
Vorlesung 11 und 12
Anmerkungen zur Folie (Fortsetzung):
3. Institutionelle Logistikkonzeption
Der institutionelle Logistikansatz behandelt die Einordnung der Unternehmenslogistik in das Organisationssystem und die aufbauorganisatorische Strukturierung der Logistik. Obwohl die primär funktionsintegrierende Sichtweise der Logistik die Bildung eigenständiger organisatorischer Strukturen nicht präjudiziert, wird die Reorganisation bestehender Organisationsstrukturen als wesentliche Schlüsselgröße zur erfolgreichen Umsetzung der Logistikkonzeption angesehen. Durch die Bündelung von Aufgaben und Kompetenzen in selbstständigen Organisationseinheiten sollen die Voraussetzungen für eine ganzheitliche Optimierung der Material- und Informationsflüsse geschaffen werden.
4. Managementorientierte Logistikkonzeption
Die managementorientierte Perspektive betrachtet die Unternehmenslogistik als Führungskonzept und stellt strategische Gestaltungsaspekte in den Vordergrund. Die Logistik wird nicht als eine auf die Steuerung, Abwicklung und Überwachung von Material- und Informationsflussaktivitäten beschränkte Dienstleistungsfunktion angesehen, sondern als querschnittsorientierte Grundhaltung zur zeiteffizienten, kunden- und prozessorientierten Koordination von Wertschöpfungsaktivitäten. Das managementorientierte Logistikverständnis geht über den eigentlichen Logistikbereich hinaus. Er impliziert logistisches Denken und Handeln in sämtlichen Unternehmenseinheiten und Hierarchiestufen.

Fabrikplanung – Sommersemester 2011
Logistik I V 11/12, S. 12
Vorlesung 11 und 12
Seite 12© WZL/Fraunhofer IPT
Leitbilder einer Logistikstrategie
Bestandsoptimierung versus Bestandsreduzierung
Abdeckung möglicher Risiken, Ausfallsicherheit, hohe Auslastung
Rationalisierungspotenziale, Offenlegung von störanfälligen Prozessen, unabgestimmten Kapazitäten, Lieferproblemen, etc.
Primat der Planung versus Primat der Problemlösung
Planung sämtlicher Einflussgrößen und Prozesse (Operations Research, Statistik, Prognosetechnik)
Unbeherrschbare Umweltbedingungen können nicht im Planungsmodell abgebildet werden, operative Problembeherrschung
Bringschuld versus Holpflicht
Bereitstellung der Materialien aufgrund zentral geplanter Termine, Mengen und Kapazitäten (Push-Prinzip)
Material wird vom Verbraucher geholt und stößt Nachproduktion an (Pull-Prinzip)
Ansicht Europa
Ansicht Japan
Bestände ermöglichen:
• Überbrückung von Störungen
• Liefertermintreue
• Hohe Auslastung
Bestände verdecken:
• Störanfällige Prozesse
• Unabgestimmte KapazitätenQuelle: i. A. a.: Schuh; Eversheim
Anmerkungen zur Folie:
1. Bestandsoptimierung vs. BestandsreduzierungIm Rahmen der Just-in-case-Strategie gelten Lagerbestände als Voraussetzung für die Erfüllung logistischer Transformationsprozesse. Sie werden zur Abdeckung von möglichen Risiken und als Ergebnis ökonomischer Optimierungskalküle vorgehalten. Durch die Optimierung sämtlicher Bestandskategorien auf allen Stufen der logistischen Kette soll gleichzeitig ein bedarfsgerechtes Versorgungsniveau, eine kontinuierliche und reibungslose Produktion sowie eine konstant hohe Kapazitätsauslastung sichergestellt werden. Demgegenüber betrachtet die Just-in-time-StrategieBestände als Mittel zur nachhaltigen Erschließung von Rationalisierungspotentialen, da sie störanfällige Prozesse, unabgestimmte Kapazitäten, mangelnde Flexibilität und Lieferfähigkeit sowie strukturelle Schwächen bei der Koordination von Material- und Informationsflussaktivitäten verdecken und infolgedessen eine flussgerechte Gestaltung der logistischen Kette verhindern.
(Fortsetzung auf der nächsten Seite)

Fabrikplanung – Sommersemester 2011
Logistik I V 11/12, S. 13
Vorlesung 11 und 12
Anmerkungen zur Folie (Fortsetzung):
2. Primat der Planung vs. Primat der ProblemlösungDer Just-in-case-Ansatz geht von der Prämisse aus, dass sämtliche Einflussgrößen und Prozesse innerhalb der Wertschöpfungskette grundsätzlich plan- und steuerbar sind. Diesem Verständnis liegt ein streng analytischer Denkansatz zugrunde, der in der Anwendung von Methoden des Operations Research, der Statistik, der Prognosetechnik oder in der Entwicklung von Lagerhaltungsmodellen seine Entsprechung findet. Dem stark vorstrukturierenden Ansatz der Just-in-case-Strategie stellt die Just-in-time-Logistik die These gegenüber, dass bei unbeherrschten, stochastischen Umweltbedingungen „eine noch so komplexe übergestülpte Planung, Steuerung und Betriebsdatenerfassung keine wesentliche Verbesserung bringen kann“. Es wird die Forderung erhoben, die unvermeidbaren Folgen eingeschränkter Beherrschbarkeit nicht an den Symptomen mittels Perfektionierung der Planungs- und Organisations-instrumente zu verbessern, sondern an den Ursachen einzugrenzen.
3. Bringschuld vs. HolpflichtAusgehend von einer deterministischen Planungslogik verfolgt die Just-in-case-Strategie bei der Auftragssteuerung und Materialversorgung das Prinzip der Bringschuld. Aufträge und Materialien werden von einer zentralen Planungs- und Steuerungsinstanz auf der Grundlage geplanter Termine, Mengen und Kapazitäten in die Produktion „geschoben“, nach ihrer Bearbeitung an eine Zentralinstanz zurückgemeldet und zum nächsten Arbeitsplatz gebracht. Der Impuls zur Initiierung des logistischen Transformationsprozess wird am Anfang der Logistikkette ausgelöst. Im Gegensatz hierzu liegt die Grundidee der Just-in-time-Strategie in einer nachfrageinduzierten Selbststeuerung nach dem Holprinzip. Die logistische Kette ist als Netzwerk dezentraler, vermaschter Regelkreise konzipiert. Ausschließlich das tatsächlich benötigte Material wird vom Verbraucher bei einer vorgelagerten, externen oder internen Produktionsstufe geholt, wobei eine Entnahme gleichzeitig die Nachproduktion in der vorgelagertenProduktionsstufe anstößt.
Fabrikplanung – Sommersemester 2011
Logistik I V 11/12, S. 14
Vorlesung 11 und 12
Seite 14© WZL/Fraunhofer IPT
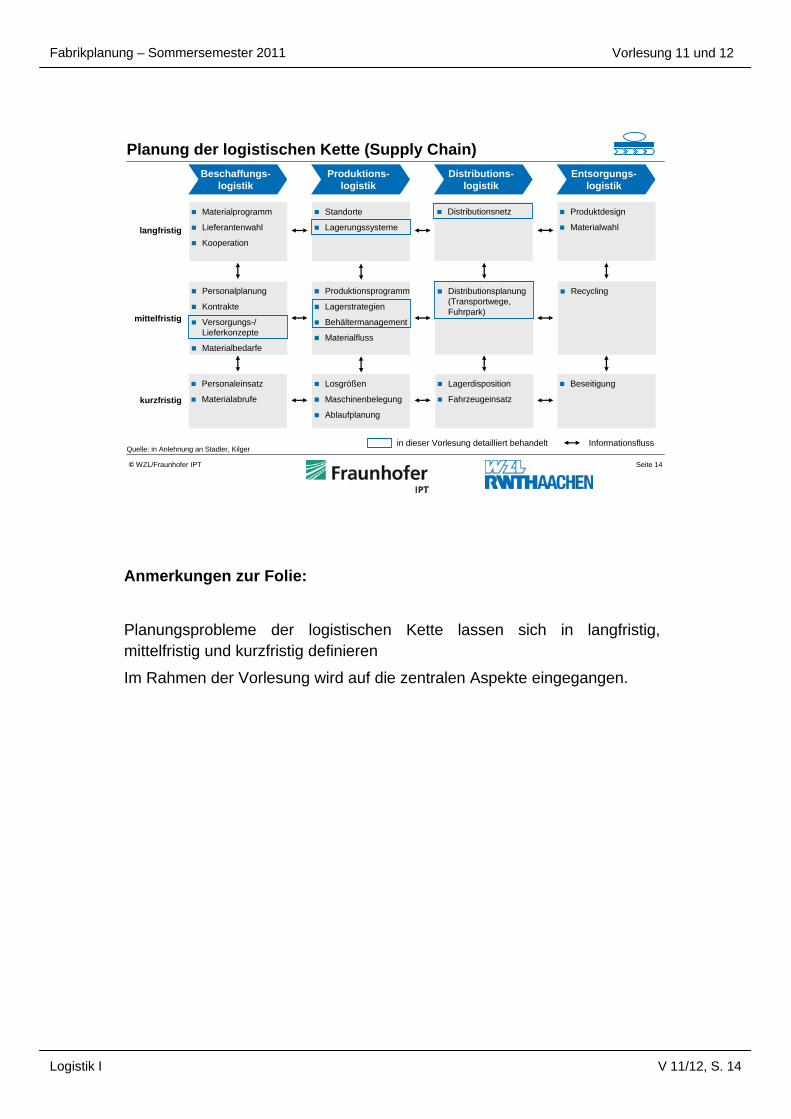
Planung der logistischen Kette (Supply Chain)
Quelle: in Anlehnung an Stadler, Kilger
Beschaffungs-logistik
Produktions-logistik
Distributions-logistik
Entsorgungs-logistik
langfristig
mittelfristig
kurzfristig
Beseitigung Lagerdisposition
Fahrzeugeinsatz
Losgrößen
Maschinenbelegung
Ablaufplanung
Personaleinsatz
Materialabrufe
Distributionsplanung (Transportwege, Fuhrpark)
Produktdesign
Materialwahl
Materialprogramm
Lieferantenwahl
Kooperation
Standorte
Lagerungssysteme
Distributionsnetz
Recycling
Behälterkonzept
Produktionsprogramm
Lagerstrategien
Behältermanagement
Materialfluss
Personalplanung
Kontrakte
Versorgungs-/ Lieferkonzepte
Materialbedarfe
in dieser Vorlesung detailliert behandelt
Recycling
Informationsfluss
Anmerkungen zur Folie:
Planungsprobleme der logistischen Kette lassen sich in langfristig, mittelfristig und kurzfristig definieren
Im Rahmen der Vorlesung wird auf die zentralen Aspekte eingegangen.

Fabrikplanung – Sommersemester 2011
Logistik I V 11/12, S. 15
Vorlesung 11 und 12
Seite 15© WZL/Fraunhofer IPT
Gliederung
Einführung in die fabrikplanungsbezogene Logistik1
Beschaffungslogistik2
Produktionslogistik3
Distributionslogistik4
Entsorgungslogistik5

Fabrikplanung – Sommersemester 2011
Logistik I V 11/12, S. 16
Vorlesung 11 und 12
Seite 16© WZL/Fraunhofer IPT
Beschaffungslogistik: VersorgungskonzepteEinzelbeschaffung im Bedarfsfall
Auftragsbezogene Einzelfertigung
Unregelmäßig sporadische Bedarfe
Bestellung erst bei Kundenauftrag lange Wiederbeschaffungszeiten
Vorratsbeschaffung
Verbraucher und Beschaffungsmarkt durch Puffer entkoppelt
Hohe Materialverfügbarkeit, Mengenrabatte
Hohe Kapitalbindung, Lagerhaltungskosten, Risiko
Produktionssynchrone Beschaffung
Verbrauchsorientierte Anlieferung
Produktionsplan des Abnehmers bestimmt Lieferfrequenz und -menge
Die Auswahl des Versorgungskonzepts hat einen großen Einfluss auf die Logistikleistung und –kosten eines Unternehmens
Anmerkungen zur Folie:
1. Einzelbeschaffung im Bedarfsfall
Diese Form der Beschaffung findet insbesondere bei einer auftragsbezogenen Einzelfertigung Anwendung, wenn für ein Kaufteil unregelmäßige, sporadische Bedarfe vorliegen. Die Beschaffung erfolgt erstzu dem Zeitpunkt, wenn ein mit einem Kundenauftrag verbundener Bedarf vorliegt. Lange Wiederbeschaffungszeiten solcher Bauteile können dazu führen, dass der Beschaffungsvorgang auf dem kritischen Zeitpfad liegt, die Wiederbeschaffungszeit der Kaufteile also die Lieferzeit der Endprodukte determiniert. Demzufolge bewirken Lieferverzögerungen der Lieferanten unmittelbar Verzögerungen bei der Fertigung und teilweise bei der Auslieferung der Endprodukte. Der externen Materialflussgestaltung wird in diesen Fällen weniger Planungsaufwand gewidmet. Die Disposition und der Einkauf erfolgt fallweise.
(Fortsetzung auf der nächsten Seite)

Fabrikplanung – Sommersemester 2011
Logistik I V 11/12, S. 17
Vorlesung 11 und 12
Anmerkungen zur Folie (Fortsetzung):
2. Vorratsbeschaffung
Bei der Vorratsbeschaffung wird die Fertigung des Abnehmers durch Materialpuffer vom Beschaffungsmarkt entkoppelt. Nicht zu synchronisierende Materialströme zwischen dem Beschaffungsmarkt und der Fertigung machen diese Pufferung erforderlich. Vorteile der Vorratsbeschaffung bestehen in einer gesteigerten Materialverfügbarkeit sowie der Möglichkeit, durch Mengenrabatte oder Mengenvorteile beim Transport die Einstandskosten zu senken. Demgegenüber entstehen Nachteile durch erhöhte Kapitalbindung und Lagerhaltungskosten sowie das Risiko obsoleter Bestände. Die durch Kundenwünsche erhöhte Spezifität der Kaufteile führt dazu, dass aufgrund von Planungsunsicherheiten das benötigte Kaufteil nicht im Lager ist. Die Vorteile einer höheren Materialverfügbarkeit werden daher häufig mit hohen Beständen erkauft.
3. Produktionssynchrone Beschaffung
Unter produktionssynchroner Beschaffung wird eine verbrauchsorientierte Anlieferung von Kaufteilen verstanden. Der Produktionsplan des Abnehmers bestimmt somit die Anlieferfrequenz und -menge der Kaufteile. Auf diese Weise soll teilespezifisch die Versorgungssicherheit des Abnehmers mit der Optimierung von Bestandsreichweiten kombiniert werden.

Fabrikplanung – Sommersemester 2011
Logistik I V 11/12, S. 18
Vorlesung 11 und 12
Seite 18© WZL/Fraunhofer IPT
Beschaffungslogistik: Materialklassifizierung
Quelle: i. A. a.: Schuh; Eversheim; Thommen; Wirth
hoher Verbrauchswert
A-Material
mittlerer Verbrauchswert
B-Material
niedriger Verbrauchswert
C-Material
hohe Vorhersage-genauigkeit
X-Gruppemittlere
Vorhersage-genauigkeit
Y-Gruppeniedrige
Vorhersage-genauigkeit
Z-Gruppe
Vor-hersage-genauigkeit
Verbrauchs-wert
produktio
nssynchrone
Beschaffung
Einzelbeschaffung
Vo
rratsb
escha
ffun
g u
nd
L
age
rha
ltun
g
[€]
ABC-Analyse
Wer
tan
teil
[%]
Mengenanteil [%]
100ca.95
ca.80
A B C
XYZ-Analyse
ZeitX - Teil
Be
dar
f
Y - Teil
ABC-XYZ-Analyse
Anmerkungen zur Folie:
Sowohl ABC-Analyse als auch XYZ-Analyse sind Hilfsmittel zur Bildung von Artikelklassen auf Basis der Verteilung einer Merkmalsausprägung in Abhängigkeit von einem anderen Merkmal. Bei der ABC-Analyse wird der Verbrauchswert zugrunde gelegt, bei der XYZ-Analyse ist das Ziel eine Differenzierung des Artikelspektrums im Hinblick auf die Prognostizierbarkeit des Verbrauchs.
Je nach Positionierung der Artikel im kombinierten ABC-XYZ-Diagramm kann eine geeignete Beschaffungsstrategie (Anlieferungsstrategie) ermittelt werden.
Einzelbeschaffung im Bedarfsfall: Diese Form der Beschaffung findet insbesondere bei einer auftragsbezogenen Einzelfertigung Anwendung, wenn für ein Kaufteil unregelmäßige, sporadische Bedarfe vorliegen.
Vorratsbeschaffung: Bei der Vorratsbeschaffung wird die Fertigung durch Materialpuffer vom Beschaffungsmarkt entkoppelt.
Verbrauchssynchrone Beschaffung: Durch verbrauchsorientierte Anlieferung soll teilespezifisch die Versorgungssicherheit des Abnehmers mit der Optimierung von Bestandsreichweiten kombiniert werden.
Fabrikplanung – Sommersemester 2011
Logistik I V 11/12, S. 19
Vorlesung 11 und 12
Seite 19© WZL/Fraunhofer IPT
Gliederung
Einführung in die fabrikplanungsbezogene Logistik1
Beschaffungslogistik2
Produktionslogistik3
Distributionslogistik4
Entsorgungslogistik5
Praxisbeispiel6

Fabrikplanung – Sommersemester 2011
Logistik I V 11/12, S. 20
Vorlesung 11 und 12
Seite 20© WZL/Fraunhofer IPT
Produktionslogistik: Gestaltungsfelder der Bereitstellung im Spannungsfeld zwischen Servicegrad und Kosten
Bereitstellungsprinzip
Lager- und TransportsystemeBestand
Kosten
Servicegrad
Bestandskosten vs. Servicegrad Flexibilität vs. Standardisierung
Entkopplung vs. Synchronisation
Anmerkungen zur Folie:
Bereitstellungsprinzip (Entkopplung vs. Synchronisation):
Bei der synchronen Bereitstellung wird die Produktion unmittelbar versorgt. Wird die Bereitstellung jedoch entkoppelt, werden beschaffte Waren zwischengelagert, was eine Verbesserung der Lieferfähigkeit, aber in der Regel höhere Kosten verursacht.
Bestand (Bestandskosten vs. Servicegrad):
Eine Reduzierung des Bestands hat sinkende Kosten, häufig jedoch auch eine Reduzierung des Servicegrads zur Folge.
Lager- und Transportsysteme (Flexibilität vs. Standardisierung):
Beispielsweise können durch eine hohe Automatisierung der Bereitstellung die Kosten gesenkt werden, jedoch nimmt damit die Flexibilität der Produktion ab.
Fabrikplanung – Sommersemester 2011
Logistik I V 11/12, S. 21
Vorlesung 11 und 12
Seite 21© WZL/Fraunhofer IPT
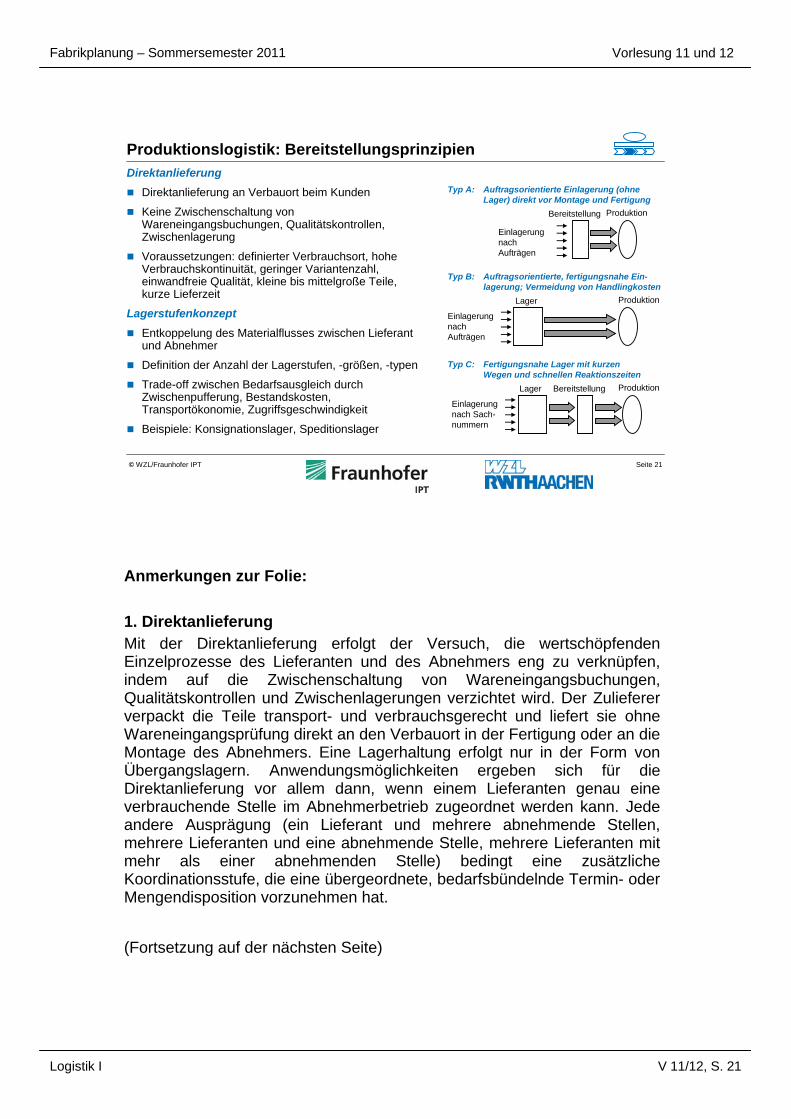
Produktionslogistik: BereitstellungsprinzipienDirektanlieferung
Direktanlieferung an Verbauort beim Kunden
Keine Zwischenschaltung von Wareneingangsbuchungen, Qualitätskontrollen, Zwischenlagerung
Voraussetzungen: definierter Verbrauchsort, hohe Verbrauchskontinuität, geringer Variantenzahl, einwandfreie Qualität, kleine bis mittelgroße Teile, kurze Lieferzeit
Lagerstufenkonzept
Entkoppelung des Materialflusses zwischen Lieferant und Abnehmer
Definition der Anzahl der Lagerstufen, -größen, -typen
Trade-off zwischen Bedarfsausgleich durch Zwischenpufferung, Bestandskosten, Transportökonomie, Zugriffsgeschwindigkeit
Beispiele: Konsignationslager, Speditionslager
ProduktionLager Bereitstellung
Einlagerung nach Sach-nummern
Typ C: Fertigungsnahe Lager mit kurzenWegen und schnellen Reaktionszeiten
ProduktionLager
Einlagerung nach Aufträgen
Typ B: Auftragsorientierte, fertigungsnahe Ein-lagerung; Vermeidung von Handlingkosten
Produktion
Einlagerung nach Aufträgen
Typ A: Auftragsorientierte Einlagerung (ohne Lager) direkt vor Montage und Fertigung
Bereitstellung
Anmerkungen zur Folie:
1. DirektanlieferungMit der Direktanlieferung erfolgt der Versuch, die wertschöpfendenEinzelprozesse des Lieferanten und des Abnehmers eng zu verknüpfen, indem auf die Zwischenschaltung von Wareneingangsbuchungen, Qualitätskontrollen und Zwischenlagerungen verzichtet wird. Der Zulieferer verpackt die Teile transport- und verbrauchsgerecht und liefert sie ohne Wareneingangsprüfung direkt an den Verbauort in der Fertigung oder an die Montage des Abnehmers. Eine Lagerhaltung erfolgt nur in der Form von Übergangslagern. Anwendungsmöglichkeiten ergeben sich für die Direktanlieferung vor allem dann, wenn einem Lieferanten genau eine verbrauchende Stelle im Abnehmerbetrieb zugeordnet werden kann. Jede andere Ausprägung (ein Lieferant und mehrere abnehmende Stellen, mehrere Lieferanten und eine abnehmende Stelle, mehrere Lieferanten mit mehr als einer abnehmenden Stelle) bedingt eine zusätzliche Koordinationsstufe, die eine übergeordnete, bedarfsbündelnde Termin- oder Mengendisposition vorzunehmen hat.
(Fortsetzung auf der nächsten Seite)

Fabrikplanung – Sommersemester 2011
Logistik I V 11/12, S. 22
Vorlesung 11 und 12
Anmerkungen zur Folie (Fortsetzung):
2. LagerstufenkonzepteKann eine Direktanlieferung von Kaufteilen nicht realisiert werden, sind geeignete Lagerstufen zu definieren. Eine Lagerstufe entkoppelt den Materialfluss innerhalb der vertikalen Warenverteilungsstruktur zwischen Lieferant und Abnehmer. Bei der Ausgestaltung der vertikalen Warenverteilungsstruktur ist zu klären, wie viele Lagerstufen zwischen Lieferant und Abnehmer zu implementieren sind. Da die Einrichtung einer zusätzlichen Lagerstufe immer einer Unterbrechung des Materialflusses entspricht und von Stufe zu Stufe zusätzliche Sicherheiten in Form von Beständen eingeplant werden, ist die Anzahl der Lagerstufen möglichst gering zu halten. Verschiedene Motive sprechen dennoch für die Lagerung von Kaufteilen zwischen Lieferant und Abnehmer, beispielsweise, wenn aus Gründen der Transportökonomie eine bestimmte Auslastung der Transportmittel angestrebt wird. Eine Kongruenz zwischen Transportmenge und der Bedarfssituation beim Abnehmer ist selten gegeben. Allerdings bestehen Abnehmer oft auf einer unmittelbaren Nähe des Lagers zu ihrer Fertigungsstätte. Manche Abnehmer gehen sogar so weit, Lager in der unmittelbaren Nähe der jeweils abnehmenden Verbrauchstellen zu fordern. Als Gründe für dieses Verhalten können eine angestrebte Sicherung des Materialflusses und die Reduktion von Handlingaufwand für den Abnehmer genannt werden.

Fabrikplanung – Sommersemester 2011
Logistik I V 11/12, S. 23
Vorlesung 11 und 12
Seite 23© WZL/Fraunhofer IPT
Produktionslogistik: Übersicht Lagersysteme
beliebigFIFO&
LIFO
Lagergut bewegt Lagergestell fest
dynamisch
beliebigbeliebigbeliebigLIFO&
FIFO
Säulen-zugriff
beliebig (Säule LIFO)
Front-säulen
beliebig, in Säule LIFO
Lagergut mit Lagergestell bewegt
Lagergut auf Fördermittel
Zeilen-lager
Block-lager
Zeilen-lager
Block-lager
mit Lagergestellohne Lagergestellmit Lagergestellohne Lagergestell
statisch
LIFO: Last in - First out
Verschie-beregal-
lager
Tunnellager Umlauf-regal-lager
Kreis- oder Schlepp-
kreisförderer
Hoch-regal-lager
Einfahr-regal-lager
Boden-zeilen-lager
Boden-block-lager
Anmerkungen zur Folie:
Die Gliederung der Lagertechniken kann nach verschiedenen Gesichtspunkten erfolgen. So gibt die Lagerbauform Auskunft über den eingesetzten Gebäudetyp. Man unterscheidet: Freiläger, Silos und Bunker, Gebäudeläger.
Diese werden noch einmal unterteilt in Hallen- und Etagenläger, Gebäudeläger in Silobauweise und Traglufthallenläger.
Bei der Lagerbauweise unterscheidet die Höhe den Lagertyp. Als Flachlager werden Läger bis zu einer Höhe von 7m bezeichnet, über 12 m werden diese als Hochläger bezeichnet. Die Lagerbauweise hat Einfluss auf die Art der eingesetzten Fördermittel und ist maßgebend für die Gültigkeit verschiedener gesetzlicher Rahmenvorschriften.
Die Systematisierung der Läger nach dem Lagergut unterscheidet zunächst grundsätzlich zwischen Schütt- und Stückgutlägern. Beim Stückgut wird weiterhin nach Kleinteil-, Paletten- und Langgutlägern differenziert. Unterschiedliche Gefahrenklassen der eingelagerten Güter (z.B. infektiöse, radioaktive, explosive, giftige, ätzende, wassergefährdernde oder feuergefährliche Stoffe) kennzeichnen die Gefahrgutläger, wobei besondere Sicherheitsvorschriften gelten.
(Fortsetzung auf der nächsten Seite)

Fabrikplanung – Sommersemester 2011
Logistik I V 11/12, S. 24
Vorlesung 11 und 12
Anmerkungen zur Folie (Fortsetzung):
Die Gliederung der Lager nach Lagerbauformen, der Lagerbauweise oder dem Lagergut ergeben nur eine sehr grobe Struktur. Zur feineren Systematisierung der Stückgutlager bietet sich die Differenzierung nach eingesetzten Lagermitteln (Stapelhilfsmittel, Regale usw.) an.
Nach der Art der Lagermittel unterscheidet man zwischen statischer und dynamischer Lagerung. Bei statischer Lagerung befindet sich das Lagergut vom Zeitpunkt der Einlagerung bis zur Auslagerung in Ruhe. Bei dynamischer Lagerung hingegen wird das Lagergut während des Lagerprozesses bewegt. Sowohl statische als auch dynamische Lager lassen sich hinsichtlich der Verwendung von Lagergestellen weiter differenzieren. Statische Lager werden darüber hinaus hinsichtlich der Anordnung der Lagereinheiten bzw. der Lagergestelle in die Block- und Zeilenlagerung gegliedert. Dynamische Lager werden nach Art und Weise der Lagergutbewegung während des Lagerprozesses weiter differenziert. Man unterscheidet zwischen „Lagergut im Lagergestell bewegt“, „Lagergut mit Lagergestell bewegt“ und „Lagerung auf Fördermitteln“. Fast alle dynamischen Lager ermöglichen einen beliebigen Zugriff auf die Lagereinheiten.
Fabrikplanung – Sommersemester 2011
Logistik I V 11/12, S. 25
Vorlesung 11 und 12
Seite 25© WZL/Fraunhofer IPT
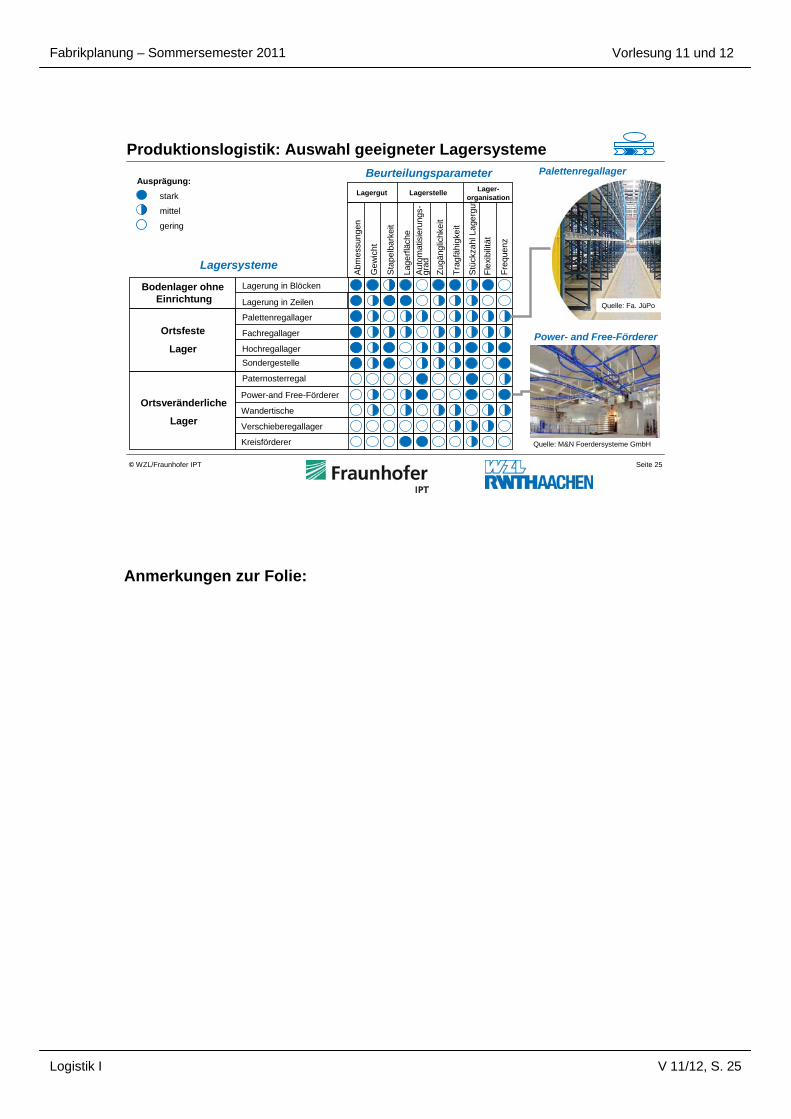
Produktionslogistik: Auswahl geeigneter Lagersysteme
Power- and Free-Förderer
Quelle: Fa. JüPo
Palettenregallager
Bodenlager ohneEinrichtung
Power-and Free-Förderer
Wandertische
Verschieberegallager
Kreisförderer
Paternosterregal
Palettenregallager
Fachregallager
Hochregallager
Sondergestelle
Lagerung in Zeilen
Lagerung in Blöcken
Ortsveränderliche
Lager
Ortsfeste
Lager
Lagersysteme
Ge
wic
ht
Abm
essu
ngen
Lage
rflä
che
Sta
pelb
ark
eit
Zug
ängl
ichk
eit
Stü
ckza
hl L
age
rgu
t
Tra
gfä
hig
keit
Fle
xib
ilitä
t
Fre
quen
z
Au
tom
atis
ieru
ngs-
gra
d
Beurteilungsparameter
Lagergut Lagerstelle Lager-organisation
Ausprägung:
stark
gering
mittel
Quelle: M&N Foerdersysteme GmbH
Anmerkungen zur Folie:

Fabrikplanung – Sommersemester 2011
Logistik I V 11/12, S. 26
Vorlesung 11 und 12
Seite 26© WZL/Fraunhofer IPT
Produktionslogistik: Strategien Ein- und Auslagerung und Lagerplatzvergabe
Fahrwegminimierung
Erhöhte Raumnutzung, weniger Rücklagerung
Auslagerung von vollen und angebrochenen Ladeeinheiten
entsprechend der Auftragsmenge
Mengen-anpassung
Vermeidung von AlterungAuslagerung der zuerst eingelagerten Ladeeinheit
FIFO
Erhöhte Ausnutzung der Lagerkapazität
Lagerung auf beliebigen freien Lagerplätzen
Chaotische Lagerung
Völlig freie Lager-platzvergabe
Zugriffssicherheit bei Ausfall eines Fördermittels
Lagerung eines Artikel über mehrer Gänge
Querverteilung
Erhöhte Umschlags-leistungLagerung entsprechend der Umschlaghäufigkeit
ZonungFreie Lagerplatz-vergabe innerhalb
fester Bereich
Zugriffssicherheit bei Verlust der Vollplatzdatei
Fester Lagerplatz für jeden ArtikelFestplatz-lagerung
Feste Lagerplatz-vergabe
Auslagerung des Artikels mit kürzestem Bedienweg
Wegoptimierte Lagerung
Lage
rpla
tz-
verg
abe
stra
teg
ien
Ein
-un
d A
usla
geru
ngs-
stra
teg
ien
FIFO: First In - First OutQuelle: i. A. a.: Schuh; Eversheim
VorteilKurzbeschreibungStrategie
Anmerkungen zur Folie:
Strategien der Lagerplatzvergabe sowie die Ein- und Auslagerungsstrategien bestimmen die Effektivität eines Lagers. Sie ermöglichen die Minimierung der Lagerbedienwege, eine gleichmäßige Auslastung der Lagerkapazitäten und vermeiden eine Überalterung der gelagerten Güter. Die Auswahl bestimmter Strategien hat Auswirkungen auf die Auswahl und die Gestaltung der Systemelemente eines Lagers. Die Lagerplatzvergabe kann dabei fest, innerhalb fester Bereiche oder völlig frei (chaotische Lagerung) erfolgen. Die Lagerplatzvergabe innerhalb fester Bereiche bildet z.B. die Zonung nach sog. Schnell- und Langsamdrehern, die sog. ABC-Verteilung oder die Querverteilung, die gleiche Artikel über mehrere Gänge eines Lagers verteilt, um eine Zugriffsmöglichkeit auch bei Ausfall eines fest installierten Fördermittels zu sichern. Bei den Ein- und Auslagerungsstrategien unterscheidet man das First-in-first-out-Prinzip, um eine Alterung der Güter zu verhindern, weiterhin kann eine Wegoptimierung vorliegen oder ggf. systembedingt, das Last-in-first-out-Prinzip.
Fabrikplanung – Sommersemester 2011
Logistik I V 11/12, S. 27
Vorlesung 11 und 12
Seite 27© WZL/Fraunhofer IPT
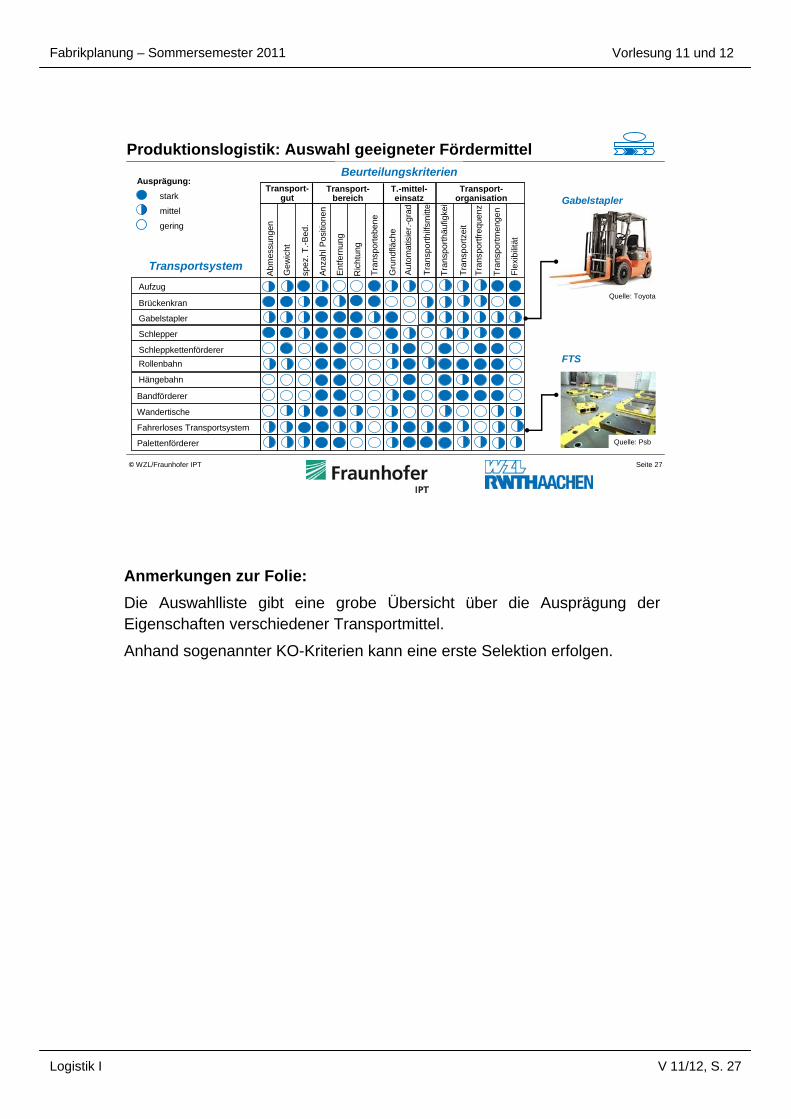
Produktionslogistik: Auswahl geeigneter Fördermittel
Quelle: PsbT
rans
port
häu
figke
it
Tra
nspo
rtfr
eque
nz
Tra
nspo
rtze
it
Tra
nspo
rtm
enge
n
Fle
xib
ilitä
t
Bandförderer
Wandertische
Fahrerloses Transportsystem
Palettenförderer
Brückenkran
Aufzug
Gabelstapler
Schlepper
Schleppkettenförderer
Rollenbahn
Hängebahn
Ge
wic
ht
Abm
essu
ngen
Anz
ahl P
ositi
onen
spez
. T.-
Bed
.
Ric
htu
ng
En
tfern
ung
Gru
ndflä
che
Tra
nspo
rteb
ene
BeurteilungskriterienTransport-
gutTransport-
bereichT.-mittel-einsatz
Au
tom
atis
ier.
-gra
d
Tra
nspo
rth
ilfsm
ittel
Transportsystem
Transport-organisation
Quelle: Toyota
Gabelstapler
FTS
Ausprägung:
stark
gering
mittel
Anmerkungen zur Folie:
Die Auswahlliste gibt eine grobe Übersicht über die Ausprägung der Eigenschaften verschiedener Transportmittel.
Anhand sogenannter KO-Kriterien kann eine erste Selektion erfolgen.

Fabrikplanung – Sommersemester 2011
Logistik I V 11/12, S. 28
Vorlesung 11 und 12
Seite 28© WZL/Fraunhofer IPT
Gliederung
Einführung in die fabrikplanungsbezogene Logistik1
Beschaffungslogistik2
Produktionslogistik3
Distributionslogistik4
Entsorgungslogistik5
Praxisbeispiel6
Fabrikplanung – Sommersemester 2011
Logistik I V 11/12, S. 29
Vorlesung 11 und 12
Seite 29© WZL/Fraunhofer IPT
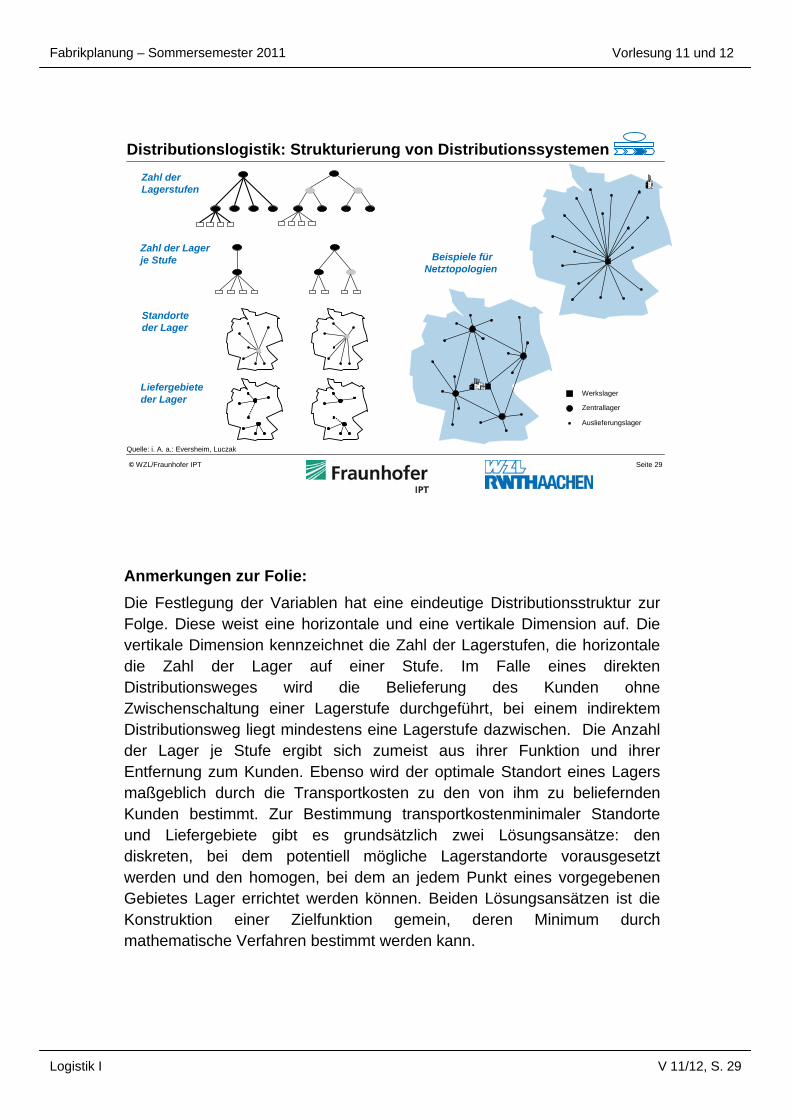
Distributionslogistik: Strukturierung von Distributionssystemen
Werkslager
Zentrallager
Auslieferungslager
Beispiele für Netztopologien
Zahl der Lager je Stufe
Zahl der Lagerstufen
Liefergebiete der Lager
Standorte der Lager
Quelle: i. A. a.: Eversheim, Luczak
Anmerkungen zur Folie:
Die Festlegung der Variablen hat eine eindeutige Distributionsstruktur zur Folge. Diese weist eine horizontale und eine vertikale Dimension auf. Die vertikale Dimension kennzeichnet die Zahl der Lagerstufen, die horizontale die Zahl der Lager auf einer Stufe. Im Falle eines direkten Distributionsweges wird die Belieferung des Kunden ohne Zwischenschaltung einer Lagerstufe durchgeführt, bei einem indirektem Distributionsweg liegt mindestens eine Lagerstufe dazwischen. Die Anzahl der Lager je Stufe ergibt sich zumeist aus ihrer Funktion und ihrer Entfernung zum Kunden. Ebenso wird der optimale Standort eines Lagers maßgeblich durch die Transportkosten zu den von ihm zu belieferndenKunden bestimmt. Zur Bestimmung transportkostenminimaler Standorte und Liefergebiete gibt es grundsätzlich zwei Lösungsansätze: den diskreten, bei dem potentiell mögliche Lagerstandorte vorausgesetzt werden und den homogen, bei dem an jedem Punkt eines vorgegebenen Gebietes Lager errichtet werden können. Beiden Lösungsansätzen ist die Konstruktion einer Zielfunktion gemein, deren Minimum durch mathematische Verfahren bestimmt werden kann.
Fabrikplanung – Sommersemester 2011
Logistik I V 11/12, S. 30
Vorlesung 11 und 12
Seite 30© WZL/Fraunhofer IPT
Distributionslogistik: Strukturierung von Distributionssystemen
Quelle: Eversheim, Luczak
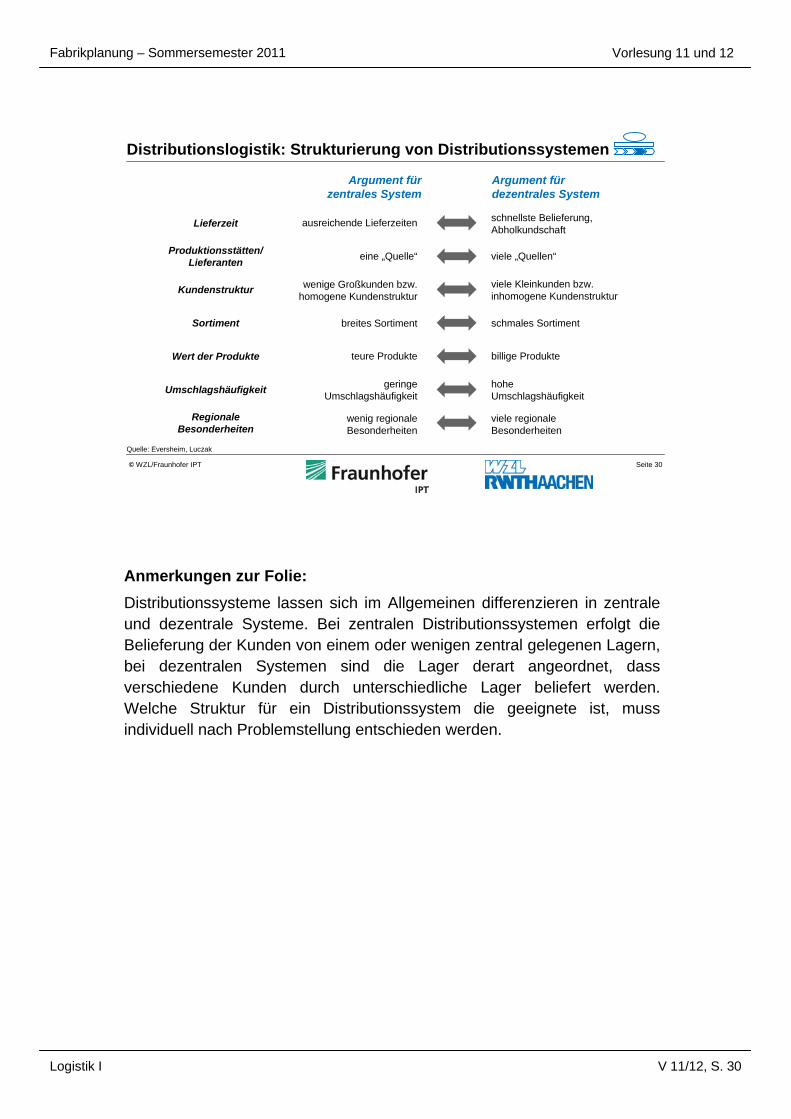
viele Kleinkunden bzw. inhomogene Kundenstruktur
ausreichende Lieferzeiten schnellste Belieferung, Abholkundschaft
eine „Quelle“ viele „Quellen“
wenige Großkunden bzw. homogene Kundenstruktur
breites Sortiment schmales Sortiment
teure Produkte billige Produkte
geringe Umschlagshäufigkeit
hohe Umschlagshäufigkeit
wenig regionale Besonderheiten
viele regionale Besonderheiten
Lieferzeit
Produktionsstätten/ Lieferanten
Kundenstruktur
Sortiment
Wert der Produkte
Umschlagshäufigkeit
Regionale Besonderheiten
Argument für zentrales System
Argument für dezentrales System
Anmerkungen zur Folie:
Distributionssysteme lassen sich im Allgemeinen differenzieren in zentrale und dezentrale Systeme. Bei zentralen Distributionssystemen erfolgt die Belieferung der Kunden von einem oder wenigen zentral gelegenen Lagern, bei dezentralen Systemen sind die Lager derart angeordnet, dass verschiedene Kunden durch unterschiedliche Lager beliefert werden. Welche Struktur für ein Distributionssystem die geeignete ist, muss individuell nach Problemstellung entschieden werden.

Fabrikplanung – Sommersemester 2011
Logistik I V 11/12, S. 31
Vorlesung 11 und 12
Seite 31© WZL/Fraunhofer IPT
Distributionslogistik: Kostenminimale Lagergröße
Quelle: i. A. a.: Pfohl; WisniowskiLagergröße [Umschlagsmenge]
Ko
ste
n/ U
msc
hla
gse
inh
eit
Lager- und Warenkosten bei höherem Mechanisierungsgrad 2)
Auslieferungskosten bei geringer Umsatzdichte1)
Lager-Versorgungskosten bei größerer Entfernung 3)
Auslieferungskosten
Lager- und Warenkosten
Lager-Verwaltungskosten
Lager-Leistungskosten
Lager-Versorgungskosten
Gesamtkosten (verschoben)
kostenminimale Lagergröße
Anmerkungen zur Folie:
Legende:
1) Auslieferungskosten bei geringer Umsatzdichte im Distributionsgebiet des Lagers2) Lager- und Warenmanipulationskosten bei höherem Mechanisierungsgrad im Lager3) Lager-Versorgungskosten bei größerer Entfernung zwischen Lager und Zentrallager
Eine zunehmende Zentralisierung hat eine Verringerung der Stufenanzahl und eine Verringerung der Zahl der Lager je Stufe zur Folge. Um die Gesamtumschlagmenge konstant zu halten, müssen die verbleibenden Lager vergrößert werden, wodurch sich die Zusammensetzung der Gesamtkosten eines Lagers ändert:
Die Auslieferungskosten pro Stück steigen, da die durchschnittliche Entfernung zwischen den Lagern und den Kunden größer wird. Sie lässt sich durch folgende Formel abschätzen:
D = durchschnittliche Entfernung zwischen Kunde und Lager; k = Konstante;F = geografische Ausdehnung des bedienten Marktes; n = Lageranzahl
(Fortsetzung nächste Seite)
nFkD /

Fabrikplanung – Sommersemester 2011
Logistik I V 11/12, S. 32
Vorlesung 11 und 12
Anmerkungen zur Folie (Fortsetzung):
Die Versorgungskosten pro Stück eines Lagers sinken, da die Beschaffungsvolumina ansteigen und somit Skaleneffekte ausgenutzt werden können. Die Lagerleistungs- und die Lagerverwaltungskosten sinken, da man bis zu einem gewissen Umfang bei größerem Lagerdurchsatz Skaleneffekte nutzen kann.
Die Lager- und Warenhaltungskosten pro Stück sinken, weil der durchschnittliche Lagerbestand zur Gewährleistung einer vorgegebenen Lieferbereitschaft in einem Markt um so niedriger ist, je geringer die Zahl der Lager ist, in denen Bestände vorgehalten werden. Er lässt sich durch folgende Formel abschätzen:
sn = gesamter Durchschnittsbestand bei n Lagerns1 = durchschnittlicher Lagerbestand zur Befriedigung der Nachfrage durch ein Lager n = Zahl der Lager, wenn diese Nachfrage von mehreren Lagern befriedigt werden soll
nssn 1

Fabrikplanung – Sommersemester 2011
Logistik I V 11/12, S. 33
Vorlesung 11 und 12
Seite 33© WZL/Fraunhofer IPT
Distributionslogistik: Eröffnungsverfahren zur Tourenplanung
Quelle: i. A. a.: Eversheim, Luczak
Verfahren des nächsten Nachfolgers
Sweep-Verfahren
Savings-Verfahren
Radiusstrahl
dj dk
djk
Sjk=dj+dk-djk
Lager Kunde Fahrstrecke
Anmerkungen zur Folie:Viele mathematische Optimierungsprobleme lassen sich nur mit unverhältnismäßig hohem Rechenaufwand exakt lösen. Das ist insbesondere bei kombinatorischen Problemen der Fall wie z.B. bei Problemen der ganzzahligen linearen Planungsrechung, bei Reihenfolgeproblemen, bei speziellen Zuordnungsproblemen und bei der Maschinebelegungsplanung. Ist der für die exakte Lösung dieser Probleme erforderliche Rechenaufwand nicht mehr vertretbar, so verwendet man so genannte heuristische Verfahren oder Näherungsverfahren. Diese bestehen aus bestimmten Vorgehensregeln zur Lösungsfindung, die hinsichtlich des angestrebten Ziels und unter Berücksichtigung der Problemstruktur als sinnvoll und erfolgversprechend erscheinen, aber nicht immer die optimale Lösung hervorbringen. Der Rechenaufwand ist dafür meistens gering.
Das Ziel der Tourenplanung ist es, alle Kunden eines Liefergebietes von einem Lager aus, unter Berücksichtigung der Gesamttransportkosten und der Gesamttransportdistanz zu beliefern. Im folgenden werden die wichtigsten grafischen Eröffnungsverfahren für die Tourenplanung kurz aufgeführt:
Verfahren des nächsten Nachfolgers: Die Touren werden konstruiert, indem derjenige als zunächst zu beliefernder Kunde ausgewählt wird, der dem vorherigen Kunden am nächsten liegt.
Sweep-Verfahren: Bei dem Verfahren überstreicht ein Radiusstrahl das gesamte Liefergebiet. Die Kunden werden in der Reihenfolge beliefert, wie der Radiusstrahl die einzelnen Standorte überstreicht.
Savings-Verfahren: Ausgangspunkt dieses Verfahrens ist die Überlegung, alle Kunden zunächst einzeln zu beliefern. Kunden werden nur dann in einer Tour zusammengelegt, wenn die daraus resultierende Länge der Strecke kürzer ist, als die, welche auftritt, wenn die Kunden einzeln beliefert werden.
Fabrikplanung – Sommersemester 2011
Logistik I V 11/12, S. 34
Vorlesung 11 und 12
Seite 34© WZL/Fraunhofer IPT
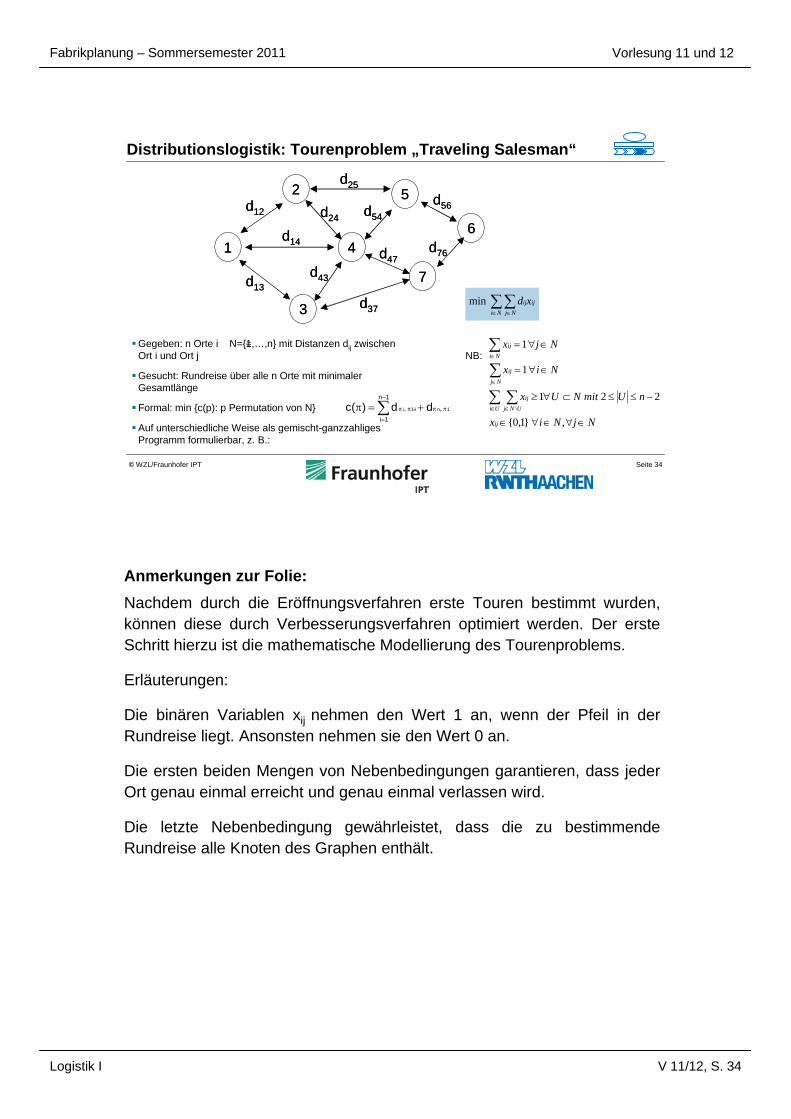
Distributionslogistik: Tourenproblem „Traveling Salesman“
NjNix
nUmitNUx
Nix
Njx
xd
ij
Ui UNj
ij
Nj
ij
Ni
ij
Ni Nj
ijij
,}1,0{
22 1
1
1
min
\
Gegeben: n Orte i N={1,…,n} mit Distanzen dij zwischen Ort i und Ort j
Gesucht: Rundreise über alle n Orte mit minimaler Gesamtlänge
Formal: min {c(p): p Permutation von N}
Auf unterschiedliche Weise als gemischt-ganzzahliges Programm formulierbar, z. B.:
1ni1i ,,
1n
1i
dd)(c
NB:
2
4
3
5
7
61
d25
d12
d13
d24
d14
d47
d43
d54
d37
d56
d76
2
4
3
5
7
61
d25
d12
d13
d24
d14
d47
d43
d54
d37
d56
d76
Anmerkungen zur Folie:
Nachdem durch die Eröffnungsverfahren erste Touren bestimmt wurden, können diese durch Verbesserungsverfahren optimiert werden. Der erste Schritt hierzu ist die mathematische Modellierung des Tourenproblems.
Erläuterungen:
Die binären Variablen xij nehmen den Wert 1 an, wenn der Pfeil in der Rundreise liegt. Ansonsten nehmen sie den Wert 0 an.
Die ersten beiden Mengen von Nebenbedingungen garantieren, dass jeder Ort genau einmal erreicht und genau einmal verlassen wird.
Die letzte Nebenbedingung gewährleistet, dass die zu bestimmende Rundreise alle Knoten des Graphen enthält.

Fabrikplanung – Sommersemester 2011
Logistik I V 11/12, S. 35
Vorlesung 11 und 12
Seite 35© WZL/Fraunhofer IPT
Gliederung
Einführung in die fabrikplanungsbezogene Logistik1
Beschaffungslogistik2
Produktionslogistik3
Distributionslogistik4
Entsorgungslogistik5
Praxisbeispiel6

Fabrikplanung – Sommersemester 2011
Logistik I V 11/12, S. 36
Vorlesung 11 und 12
Seite 36© WZL/Fraunhofer IPT
Entsorgungslogistik: Strategien und Ziele
Quelle: Klauke, A.
Abfallwirtschaftliche Prioritätenfolge Ziele der Entsorgungslogistik
Ökonomische Ziele– Reduzierung der
Logistikkosten– Reduzierung der
Abfallbeseitigungskosten– Verminderung des
Rohstoffeinsatzes durch Recycling
Ökologische Ziele– Schonung der natürlichen
Ressourcen– Minimierung der
Emissionen
Aufgrund der Verknappung natürlicher Ressourcen gewinnt derWirtschaftliche Aspekt des Recyclings immer mehr an Bedeutung
Abfallbeseitigung
Abfallverwertung
Abfallverminderung
Abfallvermeidung
Anmerkungen zur Folie:
Gemäß der abfallwirtschaftlichen Prioritätenfolge, die im Abfallgesetz gefordert wird, sind die Produktionsprozesse und ihre Ergebnisse zunächst so zu gestalten, dass umweltgefährdende Rückstände so weit als möglich vermieden werden. Mit nachrangiger Priorität sind die Strategien der Abfallverminderung und der Abfallverwertung (Recycling) zu überprüfen. Eine Beseitigung der entstehenden Rückstände ist als ultima ratio erst dann zulässig, wenn keine der vorgenannten Entsorgungsstrategien greift. Diese Zielhierarchie impliziert die Verpflichtung zu einem ressourcen- und umweltschonenden Umgang mit den Einsatz- und Reststoffen der Produktions- und Konsumptionsprozesse. Geht man von einer engen Begriffsdefinition aus, so sind die Strategien der Vermeidung und der Verminderung zunächst nicht als Entsorgungsstrategien zu bezeichnen, da hier keiner oder nur ein verminderter Abfall entsteht, der einer Entsorgung zugeführt werden muss. Gleiches gilt für die Verwertungsstrategie. Auch hier wird der ursprüngliche Abfall durch entsprechende Verwertungsmaßnahmen wieder zu einem Wirtschaftsgut, welches erst nach Ende seiner Wieder- oder Weiternutzung zu Abfall wird und dann der Entsorgung bedarf. Im weiteren Sinne sind diese Strategien allerdings durchaus der Entsorgung zuzuordnen, da letztendlich die entstandene und damit zu entsorgende Abfallmenge als Resultat dieser Aktivitäten präventiv reduziert wird.

Fabrikplanung – Sommersemester 2011
Logistik I V 11/12, S. 37
Vorlesung 11 und 12
Seite 37© WZL/Fraunhofer IPT
Entsorgungslogistik: Behälter-Mehrwegsystem
Steigendes Umweltbewusstsein, Veränderte Gesetzgebungen und Kosten sind die wichtigsten Argumente für die Einführung von Behälter-Mehrwegsystemen
Versender
Ladungsträger-hersteller
Entsorgung
Zwischenstufe
Empfänger
Dienstleister
Anmerkungen zur Folie:
Sowohl Sonderladungsträger als auch Universalladungsträger sind heutzutage zum größten Teil wieder verwendbar und somit für Mehrwegsysteme ausgelegt. Aufgrund der zunehmenden Vernetzung international agierender Unternehmen und einem zunehmenden Interesse an der Umwelt, ist es im Bereich des Materialflusses notwendig wieder verwendbare Ladungsträger zu nutzen. Dies wird durch die Einführung von Mehrwegsystemen, die einen geschlossenen Behälterkreislauf mit Leergutrückführung darstellen, erzielt. Der Einsatz von Mehrwegladungsträgern wird jedoch nicht nur durch gesellschaftliche und wirtschaftliche Interesses umgesetzt, sondern wird auch vom Gesetzgeber vorgegeben. Die Intention dieser Gesetzgebungen liegt in der Reduzierung ausgedienter Verpackungen und Transportbehälter sowie die natürlichen Ressourcen durch den Mehrweggedanken zu schonen.

Fabrikplanung – Sommersemester 2011
Logistik I V 11/12, S. 38
Vorlesung 11 und 12
Bilanz der Vorlesung:
Diese Vorlesung beschäftigt sich mit den Aufgaben und Methoden der überbetrieblichen und innerbetrieblichen Logistik.
Zuerst wird der Begriff Logistik näher betrachtet. Anschließend werden die Bereiche der Beschaffungs-, Produktions-, Distributions-, und Entsorgungslogistik erläutert.
Im Bereich der Beschaffungslogistik wird auf die Versorgungskonzepte- und Lieferkonzepte eingegangen, die die Organisation des Materialflusses innerbetrieblich wesentlich beeinflussen und gleichzeitig die Schnittstelle zur überbetrieblichen Logistikkoordination darstellen.
Die Produktionslogistik stellt den Kern der Logistikplanung und damit der Vorlesung dar. Sowohl Bevorratungsebenen, als auch Lagerstrategien, Fördermittel und Lagermittel werden vorgestellt und entsprechende Auswahlkriterien aufgezeigt.
Ein weiterer Bereich ist die Distributionslogistik, die für die Lagerung und den Transport der Waren nach der Fertigstellung verantwortlich ist. Sie beinhaltet die Strukturierung des Distributionssystems und die Tourenplanung zur optimalen Versorgung der Kunden. Neben der Transportaufgabe wird auch hier auf die überbetrieblichen Logistikaufgaben (Supply-Chain) eingegangen.
Abschließend verdeutlichen verschiedene Strategien der Entsorgungslogistik die ökonomische und ökologische Relevanz.

Fabrikplanung – Sommersemester 2011
Logistik I V 11/12, S. 39
Vorlesung 11 und 12
Fragen zur Vorlesung:
Was unterscheidet das europäische und das japanische Verständnis von Beständen?
Welche Versorgungs- und Lieferkonzepte können in der Logistik unterschieden werden?
Wie lässt sich das „Traveling Salesman Problem“ lösen, wenn der Rechenaufwand zu groß wird?

Fabrikplanung – Sommersemester 2011
Logistik I V 11/12, S. 40
Vorlesung 11 und 12
Literaturhinweise:
Aggteleky, B.: Fabrikplanung – Werksentwicklung und Betriebs-rationalisierung, Band 3 Carl Hanser Verlag, München Wien, 1990.
Arnold, D.: Materialfluss in Logistiksystemen - 5. Auflage Springer-Verlag, Berlin, 2007.
Ballou, R.H.: Heuristics - Rules of Thumb for Logistics Decision Making In: Journal of Business Logistics 10, 1989.
Dyckhoff, H.: Grundzüge der Produktionswirtschaft - 5. Auflage Springer-Verlag, Berlin, 2006.
Eßig, M.: Logistik - Vorlesungsskript Universität der Bundeswehr München, Institut für Logistik und Informationsmanagement.
Gudehus, T.: Logistik – Grundlagen – Strategien – Anwendungen 3., neu bearbeitete Auflage Springer-Verlag, Berlin, 2006.
Göpfert, I.: Logistik Führungskonzeption - Franz Vahlen Verlag, München, 2004.
Grundig, C.-G.: Fabrikplanung – Planungssystematik, Methoden, Anwendungen 2. aktualisierte Auflage Carl Hanser Verlag, München Wien 2006.
Heinzl, A.: Prozessmanagement - Vorlesungsskript Universität Mannheim, Wirtschaftsinformatik 2.
Krippendorf, H.: Erstes deutsches Materialfluss- und Transporthandbuch, Verlag Moderne Industrie, 1967.
Lasch, R.: Produktion I/Logistik I – Vorlesungsskript TU Dresden, Lehrstuhl für BWL, insb. Logistik – Prof. Dr. Rainer Lasch.
Pfohl, H.-Chr.: Logistiksysteme – Betriebswirtschaftliche Grundlagen 7. überarbeitete Auflage Springer-Verlag, Berlin, 2003.
Rüttgers, M., Stich, V.: Industrielle Logistik - 8. überarbeitete Auflage Wissenschaftsverlag Mainz in Aachen 2007.
Schuh, G., Eversheim, W.: Betriebshütte - Produktion und Management 7, völlig neu bearbeitete Auflage Springer-Verlag, Berlin, 1999.
Schulte, Ch.: Logistik - 3. Auflage Franz Vahlen Verlag, München, 2005.
Tempelmeier, H.; Arnold, D.; Isermann, H,; Kuhn, A.: Handbuch Logistik –Springer Verlag, Berlin Heidelberg, 2003.
Tempelmeier, H; Günther, H.-O.: Produktion und Logistik - 6. Auflage Springer-Verlag, Berlin, 2007.

Fabrikplanung – Sommersemester 2011
Logistik I V 11/12, S. 41
Vorlesung 11 und 12
Literaturhinweise:
Thommen, J.P.: Prozessmanagement - Vorlesungsskript Universität Mannheim, Wirtschaftsinformatik 2, Prof. Dr. Armin Heinzl.
Weber, J.: Erstes deutsches Materialfluss- und Transporthandbuch, Verlag Moderne Industrie, 1967.
Kern W.; Schröder H.H., ; Weber J.: Logistik, In: Handwörterbuch der Produktionswirtschaft - 2. Auflage, Springer-Verlag, Stuttgart, 1996.
Wiendahl, H.-P.: Betriebsorganisation für Ingenieure - Hanser Verlag, München Wien, 2004.
Wiendahl, H.-P.: Erfolgsfaktor Logistikqualität – Vorgehen, Methoden und Werkzeuge zur Verbesserung der Logistikleistung 2. Auflage Springer-Verlag, Berlin Heidelberg 2002.
Wirth, S.: Logistik I – Materialfluss und Logistik Vorlesungs- und Übungsskript Institut für Betriebswirtschaften und Fabriksysteme -Technische Universität Chemnitz.
Wirth, S.: Werkstätten- und Produktionssystemprojektierung Vorlesungsskript Institut für Betriebswirtschaften und Fabriksysteme Technische Universität Chemnitz.
Wisniowski, M.: Direkte oder indirekte Warenverteilung - In: Distribution 31, 1972.


















