Walter Cut – Rainurer et tronçonner tout simplement · 2 Walter Cut : Tronçonnage, rainurage et...
80
Compétence produits Rainurage, tronçonnage et tournage de gorges _ COMPÉTENCE DANS LE DOMAINE DE L’USINAGE Walter Cut – Rainurer et tronçonner tout simplement
Transcript of Walter Cut – Rainurer et tronçonner tout simplement · 2 Walter Cut : Tronçonnage, rainurage et...

Compétence produits
Rainurage, tronçonnage et tournage de gorges
_COMPÉTENCE DANS LE DOMAINE DE L’USINAGE
Walter Cut – Rainurer et tronçonner tout simplement
Prin
ted
in G
erm
any
6648
816
(06/
2014
) FR
Walter France Soultz-sous-Forêts, France +33 (0) 3 88 80 20 00, [email protected] Walter Benelux N.V./S.A. Zaventem, Belgique (B) +32 (02) 7258500 (NL) +31 (0) 900 26585-22 [email protected] Walter (Schweiz) AG Solothurn, Suisse +41 (0) 32 617 40 72, [email protected]
Walter AG
Derendinger Straße 53, 72072 Tübingen Postfach 2049, 72010 Tübingen Allemagne www.walter-tools.com

1Walter Cut – Rainurer et tronçonner tout simplement
Contenu
Walter Cut – Rainurer et tronçonner tout simplement
2 Description du programme Walter Cut
Outils Walter Cut 2
Matériaux de coupe Tiger·tec® Silver 12
Géométries Walter Cut 16
20 Plaquettes de coupe Walter Cut
Codes de désignation 20
Walter Select 23
Plaquettes de coupe SX 26
Plaquettes de coupe GX 27
36 Outils de rainurage/tronçonnage Walter Cut
Descriptif de la gamme 36
Codes de désignation 38
Outils de rainurage/tronçonnage 40
56 Informations techniques
Paramètres de coupe 56
Tableaux d’application des matériaux de coupe 58
Vue d’ensemble des géométries de plaquettes de coupe 59
Informations d’utilisation 62
Guide de l’utilisateur– Tronçonnage 64– Rainurage 68– Tournage de gorges 69– Rainurage axial 72
Analyse d’usure 72
Profondeurs de coupe en fonction de diamètre 73
Tableau de correspondance des duretés 74
Formules de calcul 75
Efforts de coupe des groupes d’usinage Walter 76

2
Walter Cut : Tronçonnage, rainurage et tournage de gorges.
1. G1551 – outil monobloc pour plaquette GX avec un angle d’attaque de 45° pour de faibles profondeurs de coupe
– dimensions des carrés 20 x 20 à 25 x 25 mm– largeurs de coupe de 3 à 6 mm– profondeurs de coupe jusqu’à 6 mm avec
un seul outil– évacuation optimale des copeaux grâce
à une faible hauteur de la tête d’outil– vis accessible par le dessus et le dessous
de l’outil– page 53
2. NCAI – outil avec plaquette GX pour le rainurage intérieur
– dimensions des outils du Ø 20 au Ø 50 mm– largeurs de coupe de 0,6 à 6 mm– profondeur de coupe max. 19 mm– page A 246 du catalogue général Walter 2012
3. G1111 – outil monobloc avec plaquette GX pour le rainurage axial
– dimensions des carrés 25 x 25 mm– largeurs de coupe de 3 à 6 mm– profondeur de coupe max. 25 mm– évacuation optimale des copeaux grâce
à une faible hauteur de la tête d’outil– vis accessible par le dessus et le dessous
de l’outil– page 54
4. G1511 – outil monobloc avec plaquette GX pour de faibles profondeurs de coupe
– dimensions des carrés 20 x 20 à 25 x 25 mm– largeurs de coupe de 2 à 6 mm– profondeurs de coupe jusqu’à 6 mm– évacuation optimale des copeaux grâce
à une faible hauteur de la tête d’outil– vis accessible par le dessus et le dessous
de l’outil– page 52
5. G2042N – lame de tronçonnage avec plaquette SX
– hauteur de lame de 26 à 46 mm– largeurs de coupe de 2 à 6 mm– solution de tronçonnage économique
à une arête de coupe jusqu’au Ø 160 mm– page 43
6. G2012 – outil monobloc avec plaquette SX à lubrification interne
– dimensions des carrés 12 x 12 à 25 x 25 mm– largeurs de coupe de 1,5 à 6 mm– pour le rainurage et le tronçonnage jusqu’au Ø 80 mm– à lubrification interne via des raccords G1/8“– page 42
1
2
3
4
5
6

3Walter Cut – Rainurer et tronçonner tout simplement
7. G1521 – outil monobloc pour plaquette GX avec un angle d’attaque à 90° pour de faibles profondeurs de coupe
– dimensions des carrés 20 x 20 à 25 x 25 mm– largeurs de coupe de 2 à 6 mm et profondeurs
de coupe jusqu’à 6 mm avec un seul outil– évacuation optimale des copeaux grâce à une
faible hauteur de la tête d’outil– vis accessible par le dessus et le dessous
de l’outil– page 52
8. G1011 – outil monobloc avec plaquette GX
– dimensions des carrés 12 x 12 à 32 x 32 mm– largeurs de coupe de 2 à 8 mm– profondeur de coupe max. de 32 mm– vis accessible par le dessus et le’dessous
de l’outil– évacuation optimale des copeaux grâce à une
faible hauteur de tête– page 40
9. NCOE – outil avec plaquette GX pour le rainurage axial
– dimensions des carrés 25 x 25 à 25 x 32 mm– largeurs de coupe de 3 à 6 mm– profondeur de coupe max. de 21 mm– à partir de la page 232 du catalogue général
Walter 2012
10. G2042R/L – lame à tronçonner avec plaquette SX version renforcée
– hauteur de lame de 26 et 32 mm– largeurs de coupe de 1,5 à 4 mm– pour le rainurage et le tronçonnage jusqu’au
Ø 65 mm– disponible en version Contra– page 44
11. G1041 – lame à tronçonner avec plaquette GX version renforcée
– hauteur de lame de 26 et 32 mm– largeurs de coupe de 1,5 à 4 mm– pour le rainurage et le tronçonnage jusqu’au
Ø 65 mm– disponible en version Contra– page 46
12. XLDE – outil monobloc avec plaquette GX spécialement conçu pour la fabrication de petites pièces ‘décolletage’
– dimensions des carrés 10 x 10 à 20 x 20 mm– largeurs de coupe de 1,5 à 3,0 mm– pour des diamètres de tronçonnage de Ø 10 à Ø 32 mm– pour une utilisation sur des tours automatiques et multibroches– manipulation simple grâce à la vis de serrage inclinée– page 50
12
11
10
9
87

4
LES OUTILS
– lubrification interne – G2012 dans les dimensions de carrés 1212, 1616, 2020 et 2525 mm
– largeurs de coupe de 2, 3, 4, 5 et 6 mm – tronçonnage de diamètres jusqu’à 80 mm
L’APPLICATION
– utilisation sur tours de tous types et en particulier sur les :• tours automatiques pour pièces longues • tours automatiques pour pièces courtes• machines multibroches• tours avec embarreur
– convient de façon optimale à la fabrication de petites pièces et au décolletage système de serrage optimisé
VOS AVANTAGES
– une technologie de pointe en matière de rainurage et de tronçonnage
– canal de lubrification droit et sortie du lubrifiant sur l’arête de coupe pour un refroidissement optimal
– des durées de vie et une productivité plus élevées grâce à un refroidissement optimal
– pas de temps d’arrêt dus à des copeaux trop longs lors de l’usinage
– système de serrage facile à manipuler pour un changement de plaquette plus rapide
largeurs de coupe de 2, 3, 4, 5 et 6 mm
Walter Cut G2012 – outils monoblocs avec plaquette SX à lubrification interne pour tours automatiques à poupée mobile ou fixe et multibroches.
sécurité du process dû à la forme spécifique du logement de plaquette, et donc aucune perte de la plaquette
pendant l’usinage
les efforts de coupe sont absorbés par la partie fixe de l’outil et non
par la partie flexible
forces de maintien extrêmement élevées grâce au système de serrage par pincement optimisé
MODE DE FONCTIONNEMENT

5Walter Cut – Rainurer et tronçonner tout simplement
raccord de lubrification interne
G 1/8˝
Outils monoblocs à lubrification interne Type : G2012dimensions des carrés 1212 et 1616 mm
raccord de lubrification interne G 1/8˝
Outils monoblocs à lubrification interne Type : G2012dimensions des carrés 2020 et 2525 mm
Visionner la vidéo produit : scanner le code QR ou directement
sous http://goo.gl/jJ2nMS
Visionner la vidéo produit : scanner le code QR ou directement
sous http://goo.gl/viJ9A

6
LES OUTILS
– lames à tronçonner G2042R/L et G1041R/L avec lame renforcée
– hauteur de lame de 26 et 32 mm – largeurs de coupe 1,5 à 4 mm – disponible en version gauche et version droite – rainurage jusqu’à une profondeur de 33 mm et tronçonnage jusqu’à un diamètre de 65 mm
– disponible en version Contra
VOS AVANTAGES
– durées de vie élevées – faible tendance aux vibrations grâce à la lame renforcée
– utilisable sur tous les blocs de serrage conventionnels
– sécurité de process élevée grâce à la conception stable de l’outil
Lame à tronçonner Walter Cut Type : G2042R/L
Lame à tronçonner Walter Cut Type : G1041R/L
Walter Cut G1041R/L et G2042R/L : lames à tronçonner renforcées pour encore plus de stabilité.
L’APPLICATION
– pour le rainurage et le tronçonnage sur tous types de tours – lors d’opérations de tronçonnage avec contre-broche dans un espace restreint
– pour un tronçonnage avec porte-à-faux important pour une meilleur stabilité
– le premier choix en matière de lames à tronçonner
Outil à droite
Outil à gauche
Standard
Standard
Contra
Contra
plaquette de coupe SX à une arête de coupe
système de serrage mécanique
plaquette de coupe GX à deux arêtes de coupe
serrage par vis

7Walter Cut – Rainurer et tronçonner tout simplement
Lame à tronçonner Walter Cut Type : G2042N
Lame de rainurage profond Walter Cut Type : G1042N
LES OUTILS
– lames G2042N et G1042N pour rainurage profond avec système de serrage par pincement mécanique
– hauteur de lame de 26, 32 et 46 mm – largeurs de coupe 2,0 à 6 mm – rainurage jusqu’à une profondeur de 80 mm et tronçonnage jusqu’à un diamètre de 160 mm
– dispositif d’auto-serrage, simple d’utilisation
L’APPLICATION
– pour le rainurage et le tronçonnage sur tous types de tours – convient pour tous les secteurs : l’industrie automobile, l’industrie aéronautique et aérospatiale, la construction mécanique générale etc.
VOS AVANTAGES
– utilisation universelle – stabilité maximale entre la plaquette de coupe et l’outil grâce au système de serrage optimisé
– deux logements de plaquette sur le corps d’outil – porte-à-faux réglable de l’outil
Walter Cut G1042N et G2042N : lames à tronçonner.
plaquette de coupe SX à une arête de coupe
système de serrage par pincement mécanique
système de serrage par pincement mécanique à 4 points d’appui
plaquette de coupe GX à deux arêtes de coupe
deuxième logement de plaquette
deuxième logement de plaquette
8
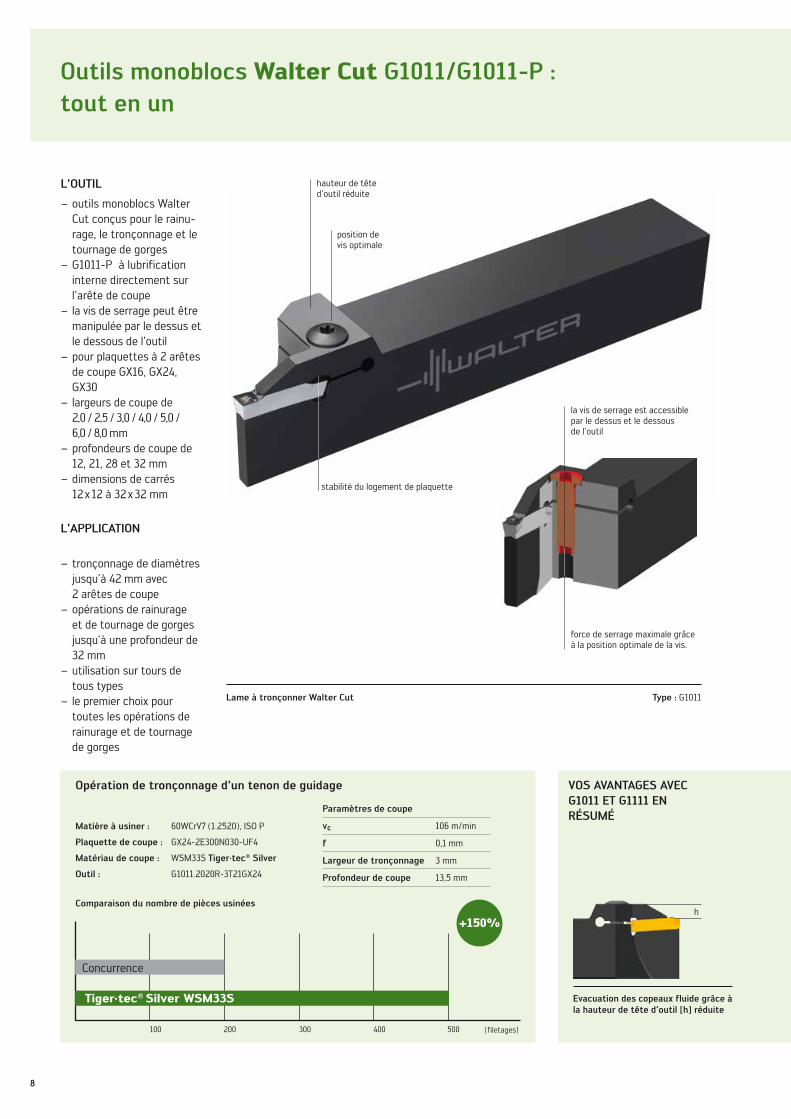
hauteur de tête d’outil réduite
la vis de serrage est accessible par le dessus et le dessous de l’outil
force de serrage maximale grâce à la position optimale de la vis.
stabilité du logement de plaquette
position de vis optimale
L’OUTIL
– outils monoblocs Walter Cut conçus pour le rainu-rage, le tronçonnage et le tournage de gorges
– G1011-P à lubrification interne directement sur l’arête de coupe
– la vis de serrage peut être manipulée par le dessus et le dessous de l’outil
– pour plaquettes à 2 arêtes de coupe GX16, GX24, GX30
– largeurs de coupe de 2,0 / 2,5 / 3,0 / 4,0 / 5,0 / 6,0 / 8,0 mm
– profondeurs de coupe de 12, 21, 28 et 32 mm
– dimensions de carrés 12 x 12 à 32 x 32 mm
L’APPLICATION
– tronçonnage de diamètres jusqu’à 42 mm avec 2 arêtes de coupe
– opérations de rainurage et de tournage de gorges jusqu’à une profondeur de 32 mm
– utilisation sur tours de tous types
– le premier choix pour toutes les opérations de rainurage et de tournage de gorges
100 200 400 500300
Evacuation des copeaux fluide grâce à la hauteur de tête d’outil [h] réduite
Paramètres de coupe
vc 106 m/min
f 0,1 mm
Largeur de tronçonnage 3 mm
Profondeur de coupe 13,5 mm
[filetages]
Opération de tronçonnage d’un tenon de guidage
Matière à usiner : 60WCrV7 (1.2520), ISO P
Plaquette de coupe : GX24-2E300N030-UF4
Matériau de coupe : WSM33S Tiger·tec® Silver
Outil : G1011.2020R-3T21GX24
Concurrence
Tiger·tec® Silver WSM33S
Comparaison du nombre de pièces usinéesh
Outils monoblocs Walter Cut G1011/G1011-P : tout en un
+150%
VOS AVANTAGES AVEC G1011 ET G1111 EN RÉSUMÉ
Lame à tronçonner Walter Cut Type : G1011
9Walter Cut – Rainurer et tronçonner tout simplement
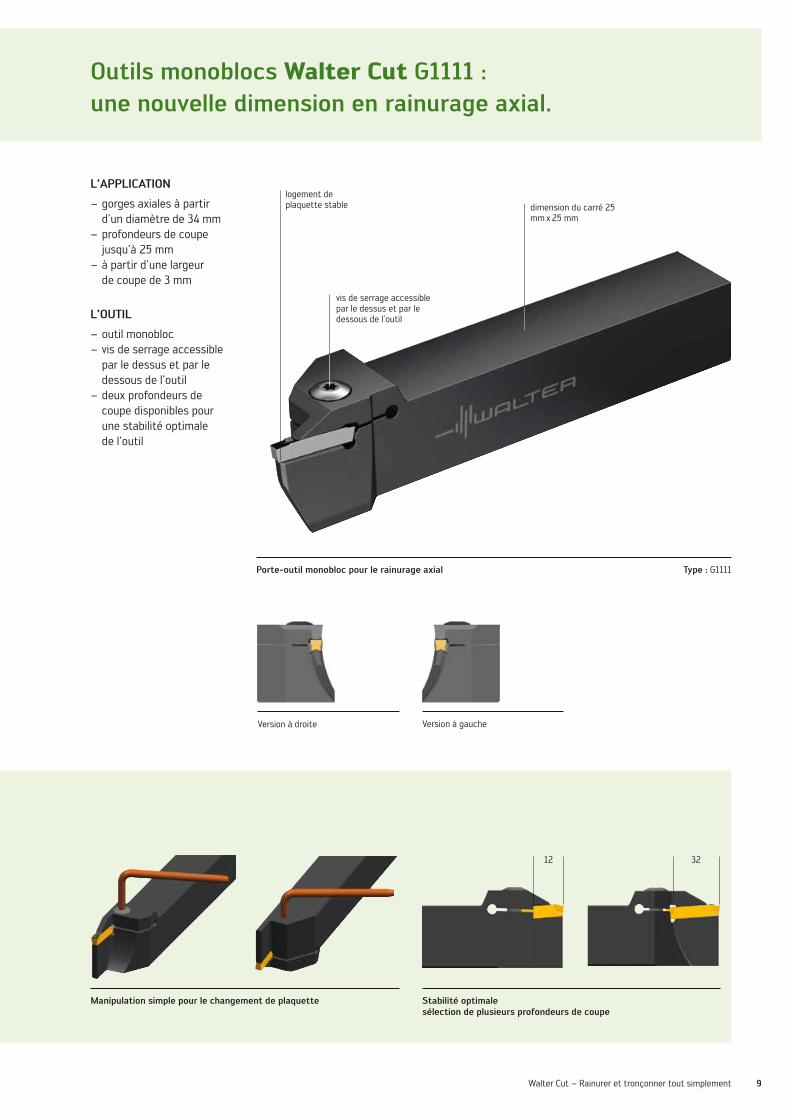
Stabilité optimale sélection de plusieurs profondeurs de coupe
Manipulation simple pour le changement de plaquette
12 32
L’APPLICATION
– gorges axiales à partir d’un diamètre de 34 mm
– profondeurs de coupe jusqu’à 25 mm
– à partir d’une largeur de coupe de 3 mm
L’OUTIL
– outil monobloc – vis de serrage accessible par le dessus et par le dessous de l’outil
– deux profondeurs de coupe disponibles pour une stabilité optimale de l’outil
dimension du carré 25 mm x 25 mm
vis de serrage accessible par le dessus et par le dessous de l’outil
Version à droite Version à gauche
logement de plaquette stable
Outils monoblocs Walter Cut G1111 : une nouvelle dimension en rainurage axial.
Porte-outil monobloc pour le rainurage axial Type : G1111

10
Porte-outil monobloc G1511 – version à droite
Porte-outil monobloc G1521 – avec angle à 90°
Porte-outil monobloc G1551 – avec angle d’attaque à 45°
VOS AVANTAGES
– faibles frais de stockage grâce au corps d’outil utilisable pour diverses largeurs de coupe
– manipulation simple de l’outil grâce à la vis de serrage accessible par le dessus et par le dessous
– une productivité maximale en association avec les matériaux de coupe Tiger·tec® Silver
LES OUTILS
Porte-outil monobloc G1511
– pour profondeurs de coupe jusqu’à 6 mm – pour plaquettes de coupe GX16 et GX24 – pour le rainurage radial et axial ainsi que le tronçonnage – un même outil utilisable pour toutes les largeurs de coupe de 2 à 6 mm
G1521 - porte-outil monobloc avec un angle à 90°
– outil avec angle de 90° – pour profondeurs de coupe jusqu’à 6 mm – pour plaquettes de coupe GX16 et GX24 – pour le rainurage radial et axial et le tronçonnage – un même outil utilisable pour toutes les largeurs de coupe de 2 à 6 mm
G1551 - porte-outil monobloc avec un angle à 45°
– outil avec un angle d’attaque à 45° – pour profondeurs de coupe jusqu’à 6 mm – pour plaquettes de coupe GX24 – pour encoches, rainures de dégagement et applications de copiage
– un même outil utilisable pour toutes les largeurs de coupe de 3 à 6 mm
L’APPLICATION
– pour le rainurage avec une faible profondeur de coupe, par ex. :• gorges de circlips• gorges de joint torique• gorges de dégagement de filetage
– pour le rainurage axial et radial – utilisation sur tous types de tours
Outils monoblocs Walter Cut G15XX : utilisation flexible pour de faibles profondeurs de coupe.

11Walter Cut – Rainurer et tronçonner tout simplement
Outils monoblocs Walter Cut XLDE : spécialement conçus pour la fabrication de petites pièces.
LES VERSIONS D’OUTIL
L’OUTIL
– outils monoblocs Walter Cut spécialement mis au point pour le tronçonnage
– vis de serrage à double inclinaison de 20° dans le sens axial et radial
– pour plaquette de tronçonnage GX16 à deux arêtes de coupe – largeurs de coupe : 1,5 / 2,0 / 2,5 / 3,0 mm – dimensions de carrés : 10 x 10, 12 x 12, 16 x 16, 20 x 20 mm
L’APPLICATION
– tronçonnage de diamètres jusqu’à 32 mm – utilisation sur tout type de tours et en particulier sur les • tours automatiques pour pièces longues• tours automatiques à poupée mobile (type suisse)• tours multibroches• tours avec embarreur
– convient parfaitement pour la fabrication de petites pièces de l’industrie du décolletage mais également pour la mécanique de précision
Matériaux de coupe Tiger·tec® Silver
appui de la plaquette stable
Vis de serrage inclinée : 20° dans le sens axial20° dans le sens radial
500 2500 3000 35001000 20001500
Paramètres de coupe
vc 85 m/min
f 0,06 mm
s 2 mm
D 10 mm
Tronçonnage de pistons
Matière à usiner : HS6–5–2 (1.3343), ISO P
Plaquette de coupe : GX16–1E200 N020–CF6
Matériau de coupe : WSM43S Tiger·tec® Silver
Outil : XLDE R 1212K–GX16–1
[filetages]
Concurrence
Tiger·tec® Silver WSM43S
+ 25%
Comparaison du nombre de pièces usinées
Changement de plaquettes sur machines sans dépose de l’outil
XLDE L … C XLDE L
XLDE R … CXLDE R
Porte outil à tronçonner Walter Cut Type : XLDE
12
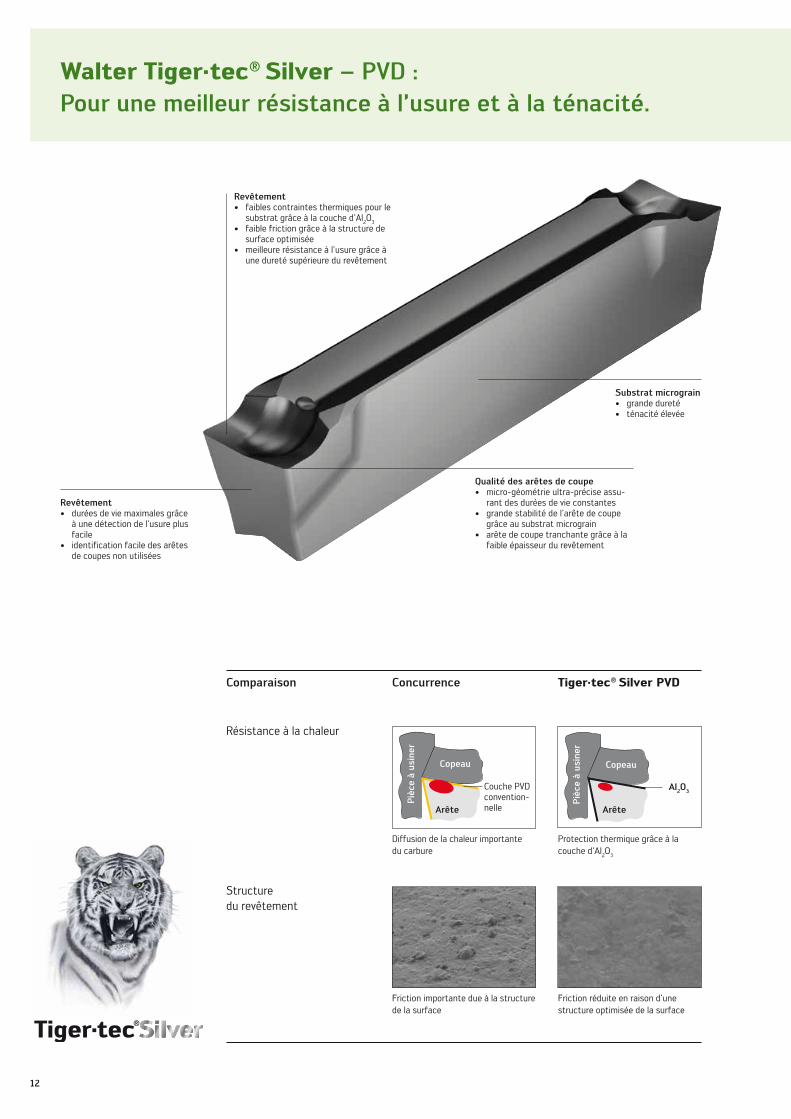
Walter Tiger·tec® Silver – PVD : Pour une meilleur résistance à l’usure et à la ténacité.
Substrat micrograin• grande dureté• ténacité élevée
Revêtement • durées de vie maximales grâce
à une détection de l’usure plus facile
• identification facile des arêtes de coupes non utilisées
Revêtement• faibles contraintes thermiques pour le
substrat grâce à la couche d’Al2O3• faible friction grâce à la structure de
surface optimisée• meilleure résistance à l’usure grâce à
une dureté supérieure du revêtement
Qualité des arêtes de coupe• micro-géométrie ultra-précise assu-
rant des durées de vie constantes• grande stabilité de l’arête de coupe
grâce au substrat micrograin• arête de coupe tranchante grâce à la
faible épaisseur du revêtement
Résistance à la chaleur
Structure du revêtement
Comparaison Concurrence Tiger·tec® Silver PVD
Diffusion de la chaleur importante du carbure
Protection thermique grâce à la couche d’Al2O3
Friction importante due à la structure de la surface
Friction réduite en raison d’une structure optimisée de la surface
Copeau
Arête Arête
Copeau
Al2O3
Pièc
e à
usin
er
Pièc
e à
usin
er
Couche PVD convention-nelle

bonne
moyenne médiocre
13Walter Cut – Rainurer et tronçonner tout simplement
Résistance à l’usure
Ténacité
PVD-Al203
Tiger·tec® Silver PVD
LES NOUVELLES NUANCES
WSM13S – (ISO P10, ISO M10, ISO S10)
– résistance maximale à l’usure et à la chaleur lors de l’usinage d’aciers ou d’alliages résistants à la corrosion et aux températures extrêmes
– pour la finition et l’ébauche moyenne en coupe continue
WSM23S – (ISO P20, ISO M20, ISO S20)
– résistance à l’usure et à la chaleur lors de l’usinage d’aciers ou d’alliages résistants à la corrosion et aux températures extrêmes
– pour une utilisation dans des conditions stables, à des vitesses de coupe élevées avec lubrifiant
WSM33S – (ISO P30, ISO M30, ISO S30)
– premier choix pour l’usinage d’acier et d’alliages résistants aux températures extrêmes
– pour une utilisation dans des conditions normales – couvre la majorité des applications – association d’une excellente résistance à l’usure et d’une ténacité élevée
WSM43S – (ISO P40, ISO M40, ISO S40)
– ténacité et sécurité du process maximale lors de l’usinage d’aciers ou d’alliages résistants à la corrosion et aux tempé-ratures extrêmes
– la nuance adaptée pour les opérations d’usinage à coupe interrompue avec de faibles vitesses de coupe en présence de conditions défavorables, instables
VOS AVANTAGES
– la combinaison unique de résistance à la chaleur et de ténacité assure une rentabilité hors du commun
– sécurité du process maximale grâce à l’amélioration de la stabilité des arêtes de coupe
– faible formation d’arêtes rapportées grâce à la structure de surface optimisée et à l’arête de coupe tranchante avec revêtement Tiger·tec® Silver PVD-Al2O3
– durées de vie plus longues grâce à la dureté améliorée du revêtement
– matériau de coupe universel convenant pour différents groupes de matériaux ISO
– résultats d’usinage optimaux grâce à l’utilisation de la technologie PVD Tiger·tec® Silver en combinaison avec les géométries Walter Cut
Visionner la vidéo produit : scanner le code QR
ou directement sous http://goo.gl/u3dxw
Nuances PVD jusqu’à présent
Vue d’ensemble des nuances Tiger·tec® Silver
Rési
stan
ce à
l’us
ure
Ténacité
WSM13S
WSM23S
WSM33S
WSM43S

14
Walter Tiger·tec® Silver – CVD : nuances hautes performances spécialement conçues pour le rainurage et le chariotage.
L’APPLICATION
Application principale ISO P :
– aciers typiques tels que 42CrMo4, 100Cr6 et C45
Application principale ISO K :
– tous les matériaux à base de fonte tels que fonte grise (EN-GJL), fonte grise nodulaire (EN-GJS) et fonte à graphite vermiculaire (EN-GJV)
LES NOUVELLES NUANCES CVD
WKP13S (ISO P10, ISO K20)
– excellente résistance à l’usure et vitesse de coupe élevée
– coupe continue
WKP23S (ISO P20, ISO K25)
– excellente résistance à l’usure et vitesse de coupe élevée
– de la coupe continue aux légères interruptions de coupe
– nuance universelle adaptée dans env. 80 % des cas d’usinage
WKP33S (ISO P30, ISO K30)
– excellente résistance à l’usure et ténacité élevée
– conditions défavorables ou interruptions de coupe
bonne
moyenne médiocre
Rési
stan
ce à
l’us
ure
Ténacité
WKP13STiger·tec® Silver
WKP23STiger·tec® Silver
WKP33STiger·tec® Silver
Revêtement Tiger·tec® Silver CVD• oxyde d’aluminium à microstructure optimisée
pour une résistance à l’usure en cratère et une vitesse de coupe maximales
• post-traitement mécanique générant des contraintes de compression qui empêchent l’écaillage de l’arête de coupe

15Walter Cut – Rainurer et tronçonner tout simplement
LES GEOMETRIES
Les nouvelles nuances WKP13S, WKP23S et WKP33S sont combinées aux géométries de tournage de gorge UD4, UA4, UF4 et RD4 et aux géométries de rainurage et tronçonnage GD3 et CE4. La nouvelle technologie Tiger·tec® Silver est ainsi associée à la longue expérience de nos géométries existantes.
VOS AVANTAGES
– productivité maximale grâce à l’augmentation des paramètres de coupe associée à une durée de vie plus longue grâce à la tout nouvelle technologie Tiger·tec® Silver
– matériau de coupe résistant à l’usure en alternative avec nos nuances WSM
Matière à usiner : C45 (1.0503)
Plaquette de coupe : GX24-3E400N04-UD4
Matériau de coupe : WKP23S Tiger·tec® Silver
Outil : G1111.2525R-5T12-040GX24
Rainurage axial 2 x 4 mm Pièce forgée
Paramètres de coupeConcurrenceCVD
Tiger·tec® Silver WKP23S
vc 250 m/min 250 m/min
f 0,15 mm 0,20 mm
Profondeur de coupe 4 mm 4 mm
Durée de vie d’outil, nombre de pièces
300 pièces 400 pièces
Durée d’usinage 36 sec 30 sec
Remarque : très bon fractionnement des copeaux grâce à la géométrie UD4, grande sécurité du process
-20 %
Comparaison du nombre de pièces usinées
0 100 200 300
Tiger·tec® Silver UD4 WKP23S 400
Concurrence 300
400
+33 %
Visionner la vidéo produit : scanner le code QR ou directement
sous http://goo.gl/dcyLLa
Revêtement • face de dépouille argentée facilitant
la détection de l’usure• identification facile des arêtes non
utilisées

16
LES GEOMETRIES
CF6 – la tranchante
– formation minimale de bavures – arêtes de coupe gauche et droite disponibles pour le tronçonnage
– pour les petits diamètres et les tubes à paroi mince – plaquettes de tronçonnage avec angle d’attaque à 15°, 7° et 6° pour un tronçonnage sans bavures
CF5 – la positive
– faible formation de bavures – arêtes de coupe gauche et droite disponibles pour le tronçonnage
– pour les matériaux à copeaux longs – plaquettes de tronçonnage avec angle d’attaque à 15°, 7° et 6° pour un tronçonnage sans bavures
CE4 – l’universelle
– arête de coupe stable pour des avances maximales – arêtes de coupe gauche et droite disponibles – enroulement optimal des copeaux
Tronçonnage - bague de roulement
800 900 10007006005004003002001000
Matière à usiner : 100Cr6 (1.3505)
Plaquette de coupe : GX16-1E200N020–CE4
Matériau de coupe : WSM33S – Tiger·tec® Silver
Outil : G1011.2020L-2T8GX16
Paramètres de coupe
Concurrence Tiger·tec® Tiger·tec® Silvervc 150 m/min 150 m/min 170 m/minf 0,08 mm 0,1 mm 0,1 mmProfondeur de coupe 8 mm 8 mm 8 mmDurée de vie d’outil, nombre de pièces 450 pièces 800 pièces 950 pièces
Remarque : – durée de vie plus stable– planéité améliorée des surfaces tronçonnées– excellent contrôle des copeaux
Comparaison du nombre de pièces usinées
Arête de coupe
Avance
CF6
faible élevée
tran
chan
te
stab
le
CF5
CE4
Domaines d’application / géométries
Visionner la vidéo produit : scanner le code QR ou directement
sous http://goo.gl/e8wZy
Concurrence 450
Tiger·tec® 800
Tiger·tec® Silver 950
+ 111 %*
+ 77 %*
* par rapport à la concurrence
Walter Cut géométries de tronçonnage GX et SX
VOS AVANTAGES
– 3 brise-copeaux pour couvrir toutes les opé-rations d’usinage
– des durées de vie maximales grâce au nouveau matériau de coupe Tiger·tec® Silver en version PVD
17Walter Cut – Rainurer et tronçonner tout simplement
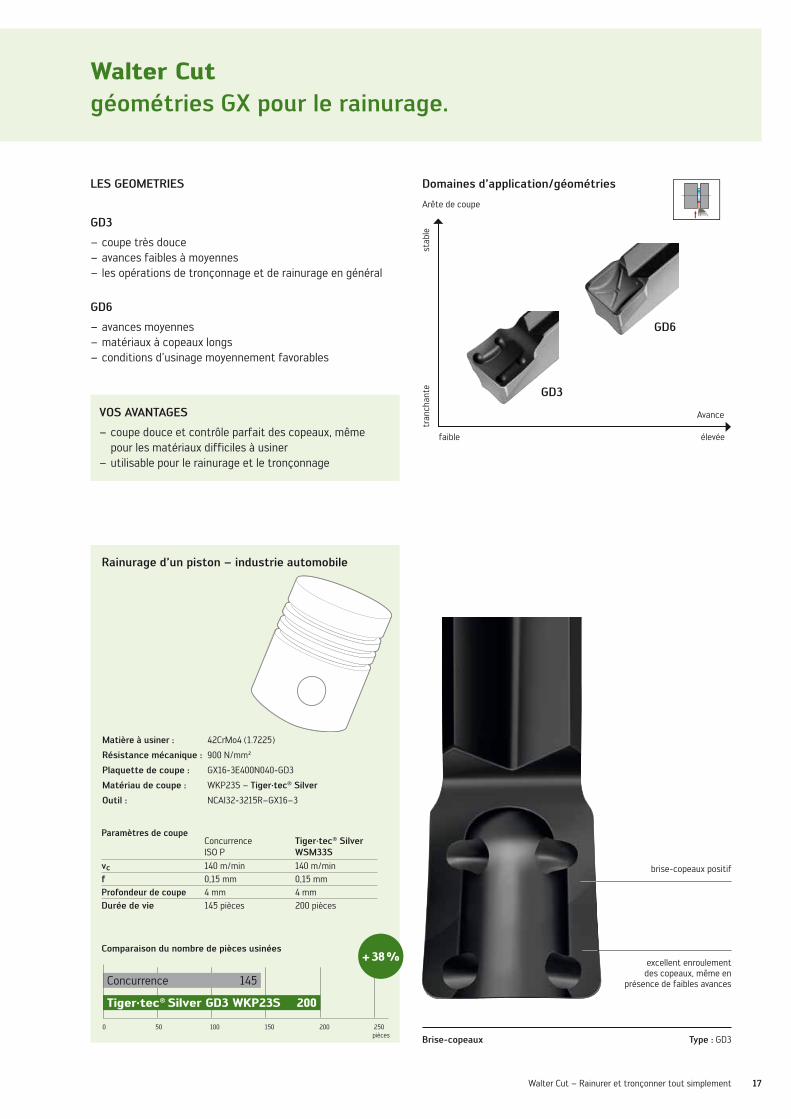
LES GEOMETRIES
GD3
– coupe très douce – avances faibles à moyennes – les opérations de tronçonnage et de rainurage en général
GD6
– avances moyennes – matériaux à copeaux longs – conditions d’usinage moyennement favorables
Arête de coupe
Avance
GD3
faible élevéetr
anch
ante
st
able
GD6
Domaines d’application/géométries
VOS AVANTAGES
– coupe douce et contrôle parfait des copeaux, même pour les matériaux difficiles à usiner
– utilisable pour le rainurage et le tronçonnage
Matière à usiner : 42CrMo4 (1.7225)
Résistance mécanique : 900 N/mm²
Plaquette de coupe : GX16-3E400N040-GD3
Matériau de coupe : WKP23S – Tiger·tec® Silver
Outil : NCAI32-3215R–GX16–3
Paramètres de coupeConcurrenceISO P
Tiger·tec® Silver WSM33S
vc 140 m/min 140 m/minf 0,15 mm 0,15 mmProfondeur de coupe 4 mm 4 mmDurée de vie 145 pièces 200 pièces
Comparaison du nombre de pièces usinées
0 50 150100 200
Concurrence 145
Tiger·tec® Silver GD3 WKP23S 200
pièces250
+ 38 %
Rainurage d’un piston – industrie automobile
Walter Cut géométries GX pour le rainurage.
excellent enroulement des copeaux, même en
présence de faibles avances
brise-copeaux positif
Brise-copeaux Type : GD3

18
Arête de coupe
Avance
faible élevée
tran
chan
te
stab
le
UD6
UA4
UD4
Domaines d’application/géométriesLES GEOMETRIES
UD6
– le rainurage d’acier inoxy-dable
– plage d’avances moyenne – coupe douce
UF4
– toutes les opérations de rainurage ou de tronçonnage
– bon contrôle des copeaux – plage d’avances moyenne – coupe positive
UD4
– Large champs d’applica-tion de fractionnement des copeaux
– fractionnement optimal des copeaux lors de l’usinage de pièces forgées
– arête de coupe stable – pour des avances moyennes à élevées
UA4
– pour l’usinage des fontes – pour des avances moyennes à élevées
– stabilité maximale
VOS AVANTAGES
– des durées de vie maximales grâce au nouveau matériau de coupe Tiger·tec® Silver en versions PVD et CVD
– brise-copeaux universels convenant pour tous les types d’usinage
Matière à usiner : 16MnCr5 (1.71315)
Résistance mécanique : 600 N/mm²
Plaquette de coupe : GX24-4E600N05-UD4
Matériau de coupe : WSM33S – Tiger·tec® Silver
Outil : G1521.2525L-T6GX24
Paramètres de coupeConcurrenceISO P
Tiger·tec® Silver WSM33S
vc 240–350 m/min 240–350 m/minf 0,1–0,3 mm 0,2–0,3 mmap 1,0–1,5 mm 1,0–1,5 mmDurée de vie 150 pièces 270 pièces
Remarque : excellent fractionnement des copeaux avec la géométrie UD4. Grande sécurité du process.
Comparaison du nombre de pièces usinées
0 50 200150100 250
Concurrence 150
Tiger·tec® Silver UD4 WSM33S 270
pièces300
+ 80 %
Rainurage radial d’un moyeu – industrie automobile
brise-copeaux d’ébauche chariotage ap : 1 à 4 mm
brise-copeaux de finition chariotage ap : 0,5 à 1 mm
brise copeau pour le rainurage radial
Visionner la vidéo produit : scanner le code QR ou
directement sous http://goo.gl/0cOzB
Walter Cut géométries GX universelles pour le rainurage et le chariotage.
UF4
Géométrie universelle Type : UD4
19Walter Cut – Rainurer et tronçonner tout simplement
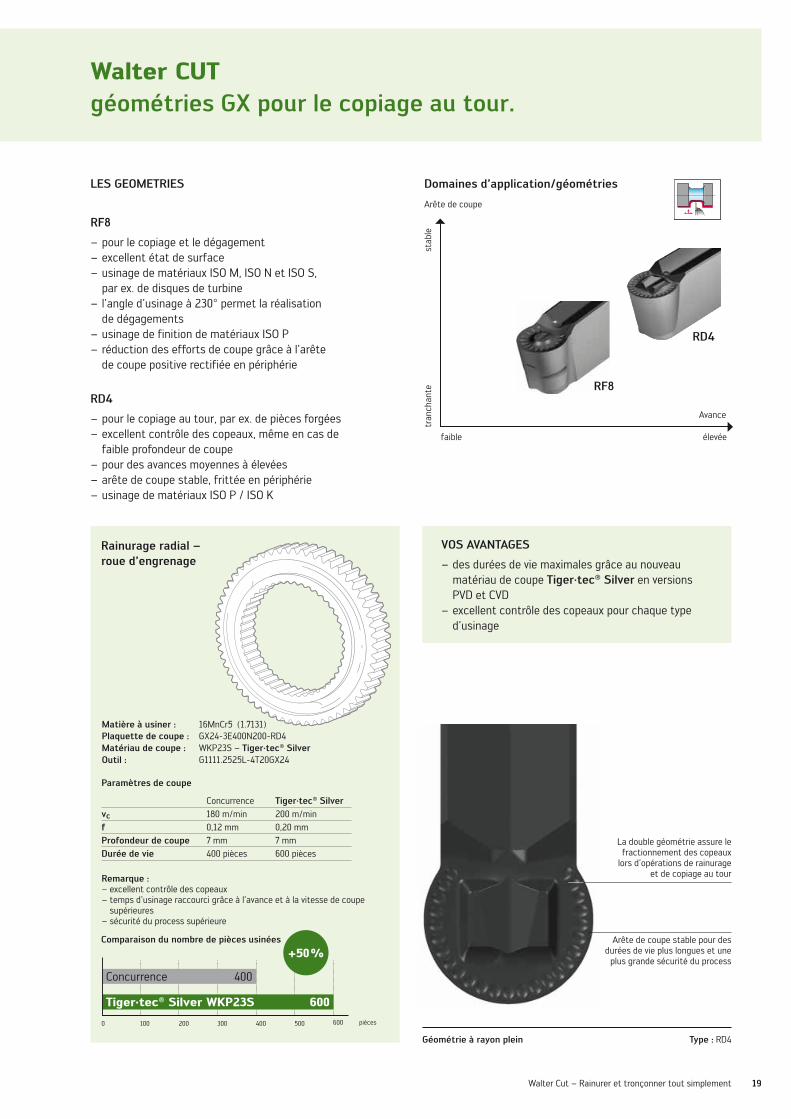
LES GEOMETRIES
RF8
– pour le copiage et le dégagement – excellent état de surface – usinage de matériaux ISO M, ISO N et ISO S, par ex. de disques de turbine
– l’angle d’usinage à 230° permet la réalisation de dégagements
– usinage de finition de matériaux ISO P – réduction des efforts de coupe grâce à l’arête de coupe positive rectifiée en périphérie
RD4
– pour le copiage au tour, par ex. de pièces forgées – excellent contrôle des copeaux, même en cas de faible profondeur de coupe
– pour des avances moyennes à élevées – arête de coupe stable, frittée en périphérie – usinage de matériaux ISO P / ISO K
VOS AVANTAGES
– des durées de vie maximales grâce au nouveau matériau de coupe Tiger·tec® Silver en versions PVD et CVD
– excellent contrôle des copeaux pour chaque type d’usinage
La double géométrie assure le fractionnement des copeaux
lors d’opérations de rainurage et de copiage au tour
Arête de coupe stable pour des durées de vie plus longues et une
plus grande sécurité du process
Walter CUTgéométries GX pour le copiage au tour.
Rainurage radial – roue d’engrenage
Matière à usiner : 16MnCr5 (1.7131)Plaquette de coupe : GX24-3E400N200-RD4Matériau de coupe : WKP23S – Tiger·tec® SilverOutil : G1111.2525L-4T20GX24
Paramètres de coupe
Concurrence Tiger·tec® Silvervc 180 m/min 200 m/minf 0,12 mm 0,20 mmProfondeur de coupe 7 mm 7 mmDurée de vie 400 pièces 600 pièces
Comparaison du nombre de pièces usinées
0 300200100 600 pièces500400
Concurrence 400
+50 %
Tiger·tec® Silver WKP23S 600
Remarque : – excellent contrôle des copeaux– temps d’usinage raccourci grâce à l’avance et à la vitesse de coupe
supérieures– sécurité du process supérieure
Arête de coupe
Avance
faible élevéetr
anch
ante
st
able
Domaines d’application/géométries
RD4
RF8
Géométrie à rayon plein Type : RD4

20
Plaquettes de coupe Walter Cut
8
Application
Codes de désignation des plaquettes de coupe
Exemple
GX 24 – 2 E 300 N 03 – U F 41 2 3 4 5 6 7 8 9 10
1
Type de plaquette
4
Forme de base
GX
SX
E
F
R
S
2
Longueur de la plaquette l [mm]
09 l = 9
16 l = 16
24 l = 24
30 l = 30
3
Catégorie de largeur
0
1
2
3
4
5
C Tronçonnage– Tronçonnage– Rainurage radial
G Rainurage– Rainurage radial– Rainurage axial– Tronçonnage
R Rayon plein– Rainurage radial– Rainurage axial– Chariotage– Dressage
U Universelle– Chariotage– Rainurage radial– Rainurage axial– Dressage– Tronçonnage Chariotage
Rayon Tronçonnage
Rainurage radial
Rainurage axial
Dressage

21Walter Cut – Rainurer et tronçonner tout simplement
Plaquettes de coupe Walter Cut
χ
9
Angle de coupe
plus petit
plus grand
A
D
F
K
10
Arête de coupe
stable
tranchante
1
3
4
6
8
5
Largeur de plaquette de tronçonnage s [mm]
7
Rayon de bec r [mm] / angle d’attaque χ [°]
par exemple :
200 s = 2,0
220 s = 2,2
250 s = 2,5
300 s = 3,0
310 s = 3,1
etc.
02 r = 0,2
03 r = 0,3
04 r = 0,4
05 r = 0,5
etc.
6 χ = 6°
7 χ = 7°
15 χ = 15°
etc.
6
Version
Rainurage R
L
N
Tronçonnage R
L
droite
gauche
neutre
droite
gauche

22

23Walter Cut – Rainurer et tronçonner tout simplement
Plaquettes de coupe Walter Cut
ETAPE 1Déterminez la matière à usiner à partir de la page H 8 dans le catalogue général Walter 2012.
Notez le groupe d’usinage correspon-dant au matériau que vous souhaitez usiner.Par ex. : P10.
ETAPE 2Déterminez la forme de base de la plaquette de coupe :
ETAPE 3Déterminez les conditions d’usinage :
Lettres d’identifi-
cationGroupe
d’usinage Groupes des matériaux à usiner
P P1–P15 Acier Tous les types d’acier, y compris l’acier moulé, sauf l’acier inoxydable à structure austénitique
M M1–M3 Acier inoxydableAcier inoxydable austénitique, acier austénitique-ferritique et acier moulé
K K1–K7 FonteFonte grise, fonte nodulaire, fonte malléable, fonte à graphite vermiculaire
N N1–N10 Métaux non ferreuxAluminium et autres métaux non ferreux, matériaux non ferreux
S S1–S10Superalliages et alliages de titane
Alliages spéciaux réfractaires à base de fer, de nickel et de cobalt, titane et alliages de titane
H H1–H4 Matériaux dursAcier trempé, matériaux en fonte moulée traitée, fonte en coquille
O O1–O6 AutresMatières plastiques, fibres de verre et de carbone, matières plastiques renforcées, graphite
Stabilité de la machine, du serrage et de la pièce
Type d’attaque de l’arête très bonne bonne moyenne
Coupe continuetronçonnage/gorge peu profond a b c
Coupe continueTronçonnage jusqu’à l’axe b c
Interruptions de coupe b c c
Profondeur de coupe [T]
Diamètre de tronçonnage
plaquettes de coupe GX à deux arêtes
GX … E …
GX … F …
SX …
plaquettes de coupe à une arête
+
+
–
–
Walter Select pour plaquettes de coupe de tronçonnageEtape par étape : la plaquette de coupe adéquate
24
Plaquettes de coupe Walter Cut
M / SP
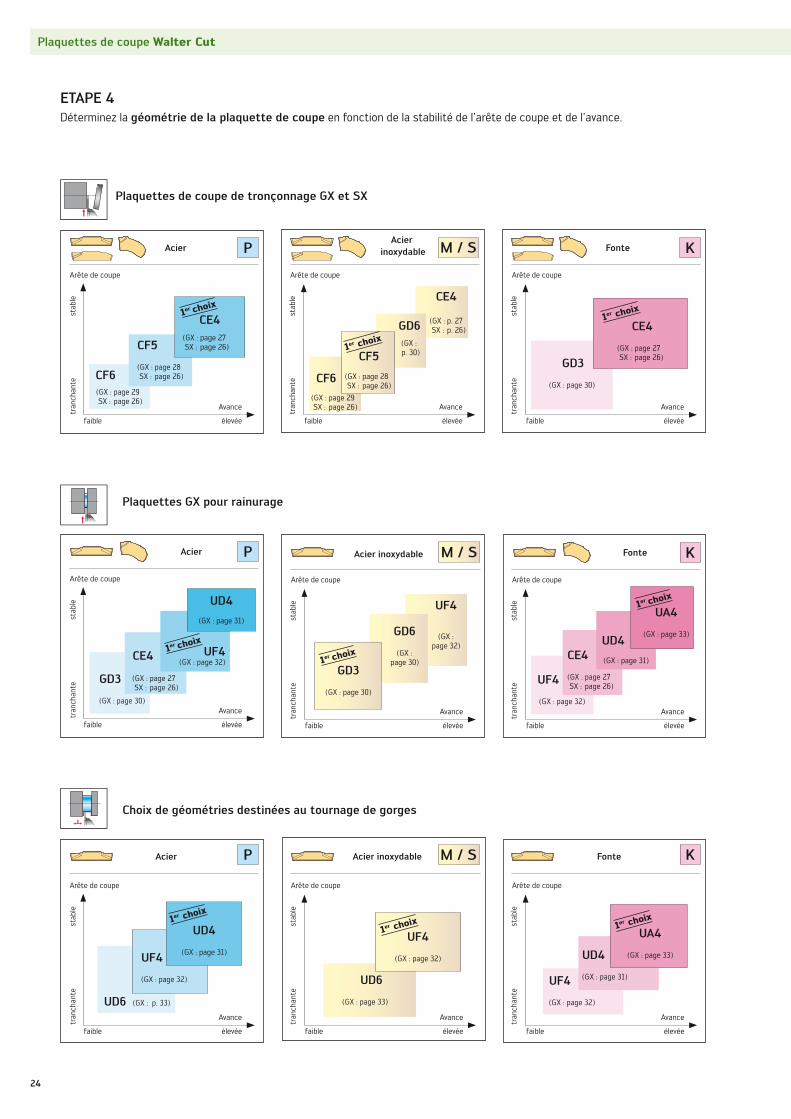
CE4
tran
chan
te
stab
le
tran
chan
te
stab
le
faible élevée
CF6
CF5
(GX : page 28 SX : page 26)
CE4
Avance
Arête de coupe Arête de coupe
GD6
AcierAcier
inoxydable
faible élevée
Avance
CF6
CF5
1er choix
1er choix
ETAPE 4Déterminez la géométrie de la plaquette de coupe en fonction de la stabilité de l’arête de coupe et de l’avance.
Plaquettes de coupe de tronçonnage GX et SX
K
tran
chan
te
stab
le
Arête de coupe
GD3
(GX : page 30)
CE4
(GX : page 27 SX : page 26)
Fonte
faible élevée
Avance
1er choix
P M / S
UD6 (GX : p. 33)
UF4
(GX : page 32) UD6
(GX : page 33)
tran
chan
te
stab
le
tran
chan
te
stab
le
faible élevée
Avance
Arête de coupe
faible élevée
Avance
Arête de coupe
Acier Acier inoxydable
UF4
(GX : page 32)
UD4
(GX : page 31)
1er choix
M / S
tran
chan
te
stab
le
Arête de coupe
Acier inoxydable
faible élevée
Avance
UF4
(GX : page 32)
GD6
(GX : page 30)
GD3
(GX : page 30)
1er choix
1er choix
K
Arête de coupe
UF4
(GX : page 32)
CE4
(GX : page 27 SX : page 26)
Fonte
faible élevée
Avancetran
chan
te
stab
le
UA4
(GX : page 33)
1er choix
UD4
(GX : page 31)
K
UF4
(GX : page 32)
faible élevée
Avance
Arête de coupe
Fonte
tran
chan
te
stab
le
UD4
(GX : page 31)
UA4
(GX : page 33)
1er choix
P
tran
chan
te
stab
le
faible élevée
GD3
(GX : page 30)Avance
Arête de coupe
Acier
CE4 UF4(GX : page 32)
1er choix
UD4
(GX : page 31)
Plaquettes GX pour rainurage
Choix de géométries destinées au tournage de gorges
(GX : page 29 SX : page 26)
(GX : page 27 SX : page 26)
(GX : page 27 SX : page 26)
(GX : page 29 SX : page 26)
(GX : page 28 SX : page 26)
(GX : p. 27 SX : p. 26)
(GX : p. 30)
25Walter Cut – Rainurer et tronçonner tout simplement
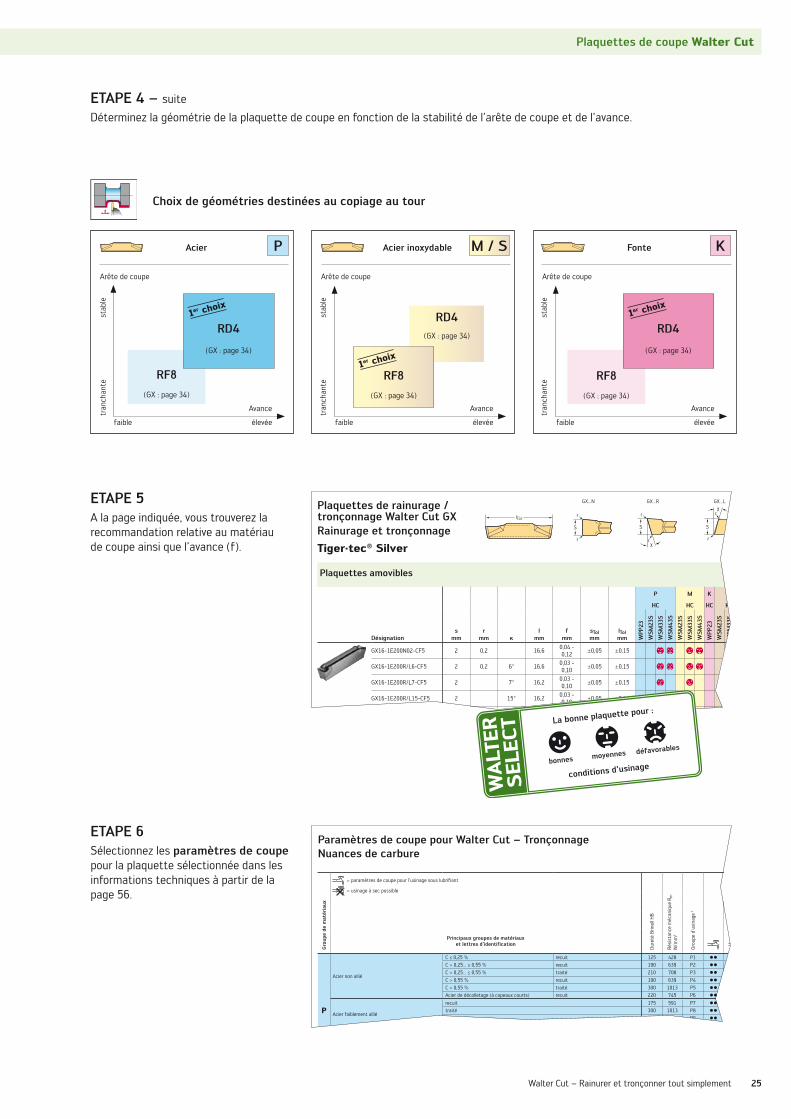
Plaquettes de coupe Walter Cut
P M / S K
RF8
(GX : page 34)
RF8
(GX : page 34)
tran
chan
te
stab
le
tran
chan
te
stab
le
faible élevée
Avance
Arête de coupe
faible élevée
Avance
Arête de coupe
faible élevée
Avance
Arête de coupe
Acier Acier inoxydable Fonte
RD4(GX : page 34)
RD4
(GX : page 34)
RD4
(GX : page 34)
1er choix1er choix
tran
chan
te
stab
le
ETAPE 4 – suite
Déterminez la géométrie de la plaquette de coupe en fonction de la stabilité de l’arête de coupe et de l’avance.
Choix de géométries destinées au copiage au tour
ETAPE 6Sélectionnez les paramètres de coupe pour la plaquette sélectionnée dans les informations techniques à partir de la page 56.
ETAPE 5A la page indiquée, vous trouverez la recommandation relative au matériau de coupe ainsi que l’avance (f).
A-142
Informations techniques – Rainurage / tronçonnage
Paramètres de coupe pour Walter Cut – TronçonnageNuances de carbure
Gro
upe
de m
atér
iaux
= paramètres de coupe pour l’usinage sous lubrifiant
= usinage à sec possible
Dure
té B
rinel
l HB
Rési
stan
ce m
écan
ique
Rm
N/m
m2
Gro
upe
d’us
inag
e 1
Nuances
Valeurs de départ pour la vitesse de coupe vc [m/min]
HC HW
Principaux groupes de matériaux et lettres d’identification
WPP23 WSM13S WSM23S WSM33S WSM43S WSM33 WSP43 WAM20 WXM33 WK1
P
Acier non allié
C ≤ 0,25 % recuit 125 428 P1 C C C 190 190 180 170 160 170 160 170C > 0,25... ≤ 0,55 % recuit 190 639 P2 C C C 170 180 170 160 150 160 150 170C > 0,25... ≤ 0,55 % traité 210 708 P3 C C C 160 160 150 140 130 140 130 150C > 0,55 % recuit 190 639 P4 C C C 170 180 170 160 150 160 150 170C > 0,55 % traité 300 1013 P5 C C C 140 150 140 130 120 130 120 90Acier de décolletage (à copeaux courts) recuit 220 745 P6 C C C 170 180 170 160 150 160 150 170
Acier faiblement allié
recuit 175 591 P7 C C C 170 180 170 150 140 150 140 150traité 300 1013 P8 C C C 140 150 140 100 90 100 90 120traité 380 1282 P9 C C C 140 150 140 90 90 90 90 80traité 430 1477 P10
Acier fortement allié et acier à outils fortement allié
recuit 200 675 P11 C C C 120 130 120 110 100 110 100 90trempé et revenu 300 1013 P12 C C C 100 110 100 80 70 80 70trempé et revenu 400 1361 P13
Acier inoxydableferritique / martensitique, recuit 200 675 P14 C C C 180 170 150 130 150 130 170 160martensitique, traité 330 1114 P15 C C C 100 90 70 50 70 50 100 70
M Acier inoxydableausténitique, trempé 200 675 M1 C C C 170 160 140 120 140 120 150 130austénitique, à durcissement par précipitation (PH) 300 1013 M2 C C C 100 90 70 50 70 50 100 70austénito-ferritique, duplex 230 778 M3 C C C 150 140 120 100 120 100 130 110
K
Fonte malléableferritique 200 675 K1 C C C 180 180 170 160 160perlitique 260 867 K2 C C C 160 160 150 140 140
Fonte griseà faible résistance mécanique 180 602 K3 C C C 230 230 220 210 210à haute résistance mécanique / austénitique 245 825 K4 C C C 190 190 180 170 170
Fonte nodulaireferritique 155 518 K5 C C C 210 210 200 190 190perlitique 265 885 K6 C C C 170 170 160 150 150
FGV (CGI) 200 675 K7 C C C 190
N
Alliages d’aluminium de corroyagenon durcissables par vieillissement 30 – N1 C C C 900trempables, durcis par vieillissement 100 343 N2 C C C 600
Alliages d’aluminium de fonderie≤ 12 % Si, non durcissables par vieillissement 75 260 N3 C C C 350≤ 12 % Si, trempables, durcis par vieillissement 90 314 N4 C C C 250> 12 % Si, non durcissables 130 447 N5
Alliages de magnésium 70 250 N6
Cuivre et alliages de cuivre(bronze / laiton)
non allié, cuivre électrolytique 100 343 N7 C C C 400Laiton, bronze, laiton rouge 90 314 N8 C C C 300Alliages Cu, à copeaux courts 110 382 N9 C C C 200à haute résistance, Ampco 300 1013 N10
S
Alliages réfractaires
base Ferecuits 200 675 S1 C C C 100 90 80 70 80 70durcis par vieillissement 280 943 S2 C C C 50 40 30 25 30 20
base Ni ou Corecuits 250 839 S3 C C C 80 70 60 50 60 50durcis par vieillissement 350 1177 S4 C C C 70 60 50 40 50 40moulés 320 1076 S5 C C C 70 60 50 40 50 40
Alliages de titaneTitane pur 200 675 S6 C C C 150 140 130 110 130 120Alliages α et β durcis par vieillissement 375 1262 S7 C C C 50 40 30 25 30 25Alliages β 410 1396 S8 C C C 40 30 25 25 20
Alliages de tungstène 300 1013 S9Alliages de molybdène 300 1013 S10
H Acier trempétrempé et revenu 50 HRC – H1trempé et revenu 55 HRC – H2trempé et revenu 60 HRC – H3
Fonte traitée trempé et revenu 55 HRC – H4
O
Matériaux thermoplastiques sans charges abrasives O1Matériaux thermodurcissables sans charges abrasives O2Plastique renforcé de fibres de verre GFRP O3Plastique renforcé de fibres de carbone CFRP O4Plastique renforcé de fibres d’aramide AFRP O5Graphite (technique) 80 Shore O6
C C application recommandée (les paramètres de coupe indiquées valent comme valeurs de départ pour l’application recommandée)C application possible
1 Vous trouverez le classement par groupes d’usinage à partir de la page H 8 dans le catalogue général Walter 2012.
HC = carbure revêtuHW = carbure non revêtu
A-70
Rainurage / tronçonnage
a b c nouveautés au sein de la gamme
A-140
Plaquettes de rainurage / tronçonnage Walter Cut GX
Tiger·tec® Silver
GX...N GX...R GX...L
lTol.
χr
r
S
χ
r
r
S
r
r
SRainurage et tronçonnage
Plaquettes amovibles
P M K S
HC HC HC HC
Désignations
mmr
mm κl
mmf
mmsTolmm
lTolmm W
PP23
WS
M23
S
WS
M33
S
WS
M43
S
WS
M23
S
WS
M33
S
WS
M43
S
WPP
23
WS
M23
S
WS
M33
S
WS
M43
S
GX16-1E200N02-CF5 2 0,2 16,6 0,04 - 0,12 ±0,05 ±0,15 b c a b b c
GX16-1E200R/L6-CF5 2 0,2 6° 16,6 0,03 - 0,10 ±0,05 ±0,15 b c a b b c
GX16-1E200R/L7-CF5 2 7° 16,2 0,03 - 0,10 ±0,05 ±0,15 b a b
GX16-1E200R/L15-CF5 2 15° 16,20,03 - 0,10
±0,05 ±0,15 b a b
GX16-1E250N02-CF5 2,5 0,2 16,6 0,05 - 0,15 ±0,05 ±0,15 b c a b b c
GX16-1E250R/L6-CF5 2,5 0,2 6° 16,6 0,03 - 0,12 ±0,05 ±0,15 b c a b b c
GX16-2E300N02-CF5 3 0,2 16,60,08 - 0,20
±0,05 ±0,15 b c a b b c
GX16-2E300R/L6-CF5 3 0,2 6° 16,60,04 - 0,16
±0,05 ±0,15 b c a b b c
GX16-2E300R/L7-CF5 3 7° 16,20,04 - 0,13 ±0,05 ±0,15 b a b
GX16-2E300R/L15-CF5 3 15° 16,2 0,04 - 0,13 ±0,05 ±0,15 b a b
GX24-2E300N02-CF5 3 0,2 240,08 - 0,20 ±0,05 ±0,15 b c a b b c
GX24-2E300R/L6-CF5 3 0,2 6° 24,60,04 - 0,16 ±0,05 ±0,15 b c a b b c
GX24-3E400N02-CF5 4 0,2 24 0,10 - 0,22 ±0,05 ±0,15 b c a b b c
GX24-3E400R/L6-CF5 4 0,2 6° 24,6 0,10 - 0,18 ±0,05 ±0,15 b c a b b c
GX24-3E500N03-CF5 5 0,3 24 0,10 - 0,25
±0,05 ±0,15 b c a b b c
GX16-1F200N02-CF5 2 0,2 160,03 - 0,12 ±0,05 ±0,15 b c a b b c
GX16-1F250N02-CF5 2,5 0,2 16 0,03 - 0,15
±0,05 ±0,15 b c a b b c
GX24-2F300N02-CF5 3 0,2 23,70,04 - 0,20 ±0,05 ±0,15 b c a b b c
GX24-3F400N02-CF5 4 0,2 23,70,10 - 0,22 ±0,05 ±0,15 b c a b b c
GX24-3F500N03-CF5 5 0,3 23,7 0,10 - 0,25 ±0,05 ±0,15 b c a b b c
lTol = reproductibilité en cas de changement de plaquette amovible HC = carbure revêtuTolérance du rayon rTol = ± 0,05Avec ces plaquettes (l = 16,6 mm), possibilité de tronçonnage jusqu’au Ø 32 mm.
bonnes moyennes défavorables
conditions d’usinage
La bonne plaquette pour :
RF8
(GX : page 34)
1er choix

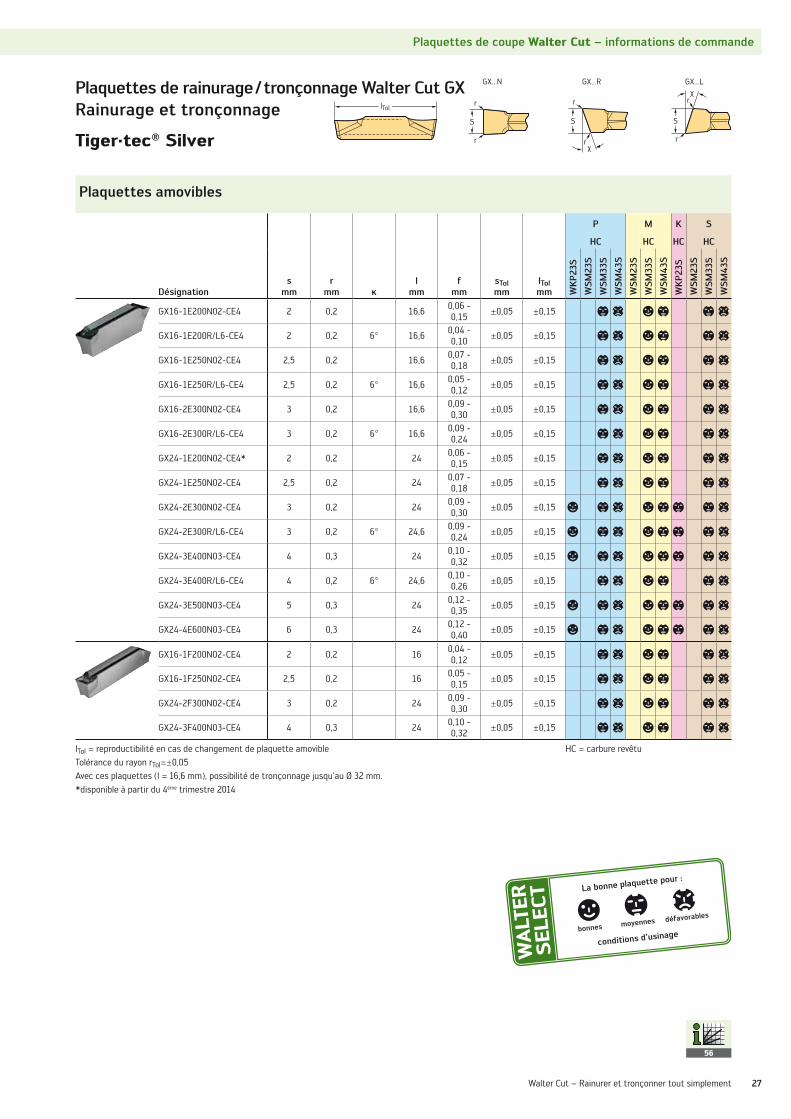
Plaquettes de coupe Walter Cut – informations de commande
26
56
Plaquettes de rainurage / tronçonnage SX Walter Cut
Tiger·tec® Silver
Rainurage et tronçonnage
Plaquettes amovibles
P M M S
HC HC HC HC
Désignations
mmr
mm κf
mmsTol mm
lTol mm W
KP2
3S
WS
M23
S
WS
M33
S
WS
M43
S
WS
M23
S
WS
M33
S
WS
M43
S
WK
P23S
WS
M23
S
WS
M33
S
WS
M43
S
SX-1E150N01-CE4* 1,5 0,1 0,03 - 0,12 ±0,05 ±0,1 b c a b b c
SX-1E15R/L6-CE4* 1,5 0,1 6° 0,03 - 0,08 ±0,05 ±0,1 b c a b b c
SX-2E200N02-CE4 2 0,2 0,06 - 0,15 ±0,05 ±0,1 a b c a b b b c
SX-2E200R/L6-CE4* 2 0,2 6° 0,06 - 0,10 ±0,05 ±0,1 b c a b b c
SX-3E300N02-CE4 3 0,2 0,09 - 0,30 ±0,05 ±0,1 a b c a b b b c
SX-3E300R/L6-CE4* 3 0,2 6° 0,06 - 0,20 ±0,05 ±0,1 b c a b b c
SX-4E400N02-CE4 4 0,2 0,10 - 0,32 ±0,05 ±0,1 a b c a b b b c
SX-4E400R/L6-CE4* 4 0,2 6° 0,08 - 0,22 ±0,05 ±0,1 b c a b b c
SX-5E500N04-CE4 5 0,4 0,12 - 0,35 ±0,05 ±0,1 a b c a b b b c
SX-5E500R/L6-CE4* 5 0,4 6° 0,10 - 0,25 ±0,05 ±0,1 b c a b b c
SX-6E600N04-CE4 6 0,4 0,12 - 0,40 ±0,05 ±0,1 a b c a b b b c
SX-6E600R/L6-CE4* 6 0,4 6° 0,12 - 0,30 ±0,05 ±0,1 b c a b b c
SX-1E150N01-CF5* 1,5 0,1 0,03 - 0,10 ±0,05 ±0,1 b c a b b c
SX-1E150R/L6-CF5* 1,5 0,1 6° 0,03 - 0,08 ±0,05 ±0,1 b c a b b c
SX-1E150R/L7-CF5* 1,5 7° 0,03 - 0,08 ±0,02 ±0,1 b c a b b c
SX-1E150R/L15-CF5* 1,5 15° 0,03 - 0,08 ±0,02 ±0,1 b c a b b c
SX-2E200N02-CF5 2 0,2 0,04 - 0,12 ±0,05 ±0,1 b c a b b c
SX-2E200R/L6-CF5* 2 0,2 6° 0,03 - 0,10 ±0,05 ±0,1 b c a b b c
SX-2E200R/L7-CF5* 2 7° 0,03 - 0,10 ±0,02 ±0,1 b c a b b c
SX-2E200R/L15-CF5* 2 15° 0,03 - 0,10 ±0,02 ±0,1 b c a b b c
SX-3E300N02-CF5 3 0,2 0,08 - 0,20 ±0,05 ±0,1 b c a b b c
SX-3E300R/L6-CF5* 3 0,2 6° 0,04 - 0,16 ±0,05 ±0,1 b c a b b c
SX-3E300R/L7-CF5* 3 7° 0,04 - 0,13 ±0,02 ±0,1 b c a b b c
SX-3E300R/L15-CF5* 3 15° 0,04 - 0,13 ±0,02 ±0,1 b c a b b c
SX-4E400N02-CF5 4 0,2 0,10 - 0,22 ±0,05 ±0,1 b c a b b c
SX-4E400R/L6-CF5* 4 0,2 6° 0,08 - 0,18 ±0,05 ±0,1 b c a b b c
SX-5E500N04-CF5 5 0,4 0,10 - 0,25 ±0,05 ±0,1 b c a b b c
SX-5E500R/L6-CF5* 5 0,4 6° 0,10 - 0,20 ±0,05 ±0,1 b c a b b c
SX-6E600N04-CF5 6 0,4 0,10 - 0,30 ±0,05 ±0,1 b c a b b c
SX-1E150N01-CF6* 1,5 0,1 0,03 - 0,10 ±0,05 ±0,1 b c a b b c
SX-2E200N02-CF6 2 0,2 0,03 - 0,12 ±0,05 ±0,1 b c a b b c
SX-3E300N02-CF6 3 0,2 0,04 - 0,20 ±0,05 ±0,1 b c a b b c
lTol = reproductibilité en cas de changement de plaquette amovible HC = carbure revêtuTolérance du rayon rTol=±0,05*disponible à partir du 4ème trimestre 2014
SX...N SX...R SX...L
χr
r
S
χ
r
r
S
r
r
S
6°
Plaquettes de coupe Walter Cut – informations de commande
27Walter Cut – Rainurer et tronçonner tout simplement
56
Plaquettes de rainurage / tronçonnage Walter Cut GX
Tiger·tec® Silver
GX...N GX...R GX...L
lTol.
χr
r
S
χ
r
r
S
r
r
SRainurage et tronçonnage
Plaquettes amovibles
P M K S
HC HC HC HC
Désignations
mmr
mm κl
mmf
mmsTol mm
lTol mm W
KP2
3S
WS
M23
S
WS
M33
S
WS
M43
S
WS
M23
S
WS
M33
S
WS
M43
S
WK
P23S
WS
M23
S
WS
M33
S
WS
M43
S
GX16-1E200N02-CE4 2 0,2 16,60,06 - 0,15
±0,05 ±0,15 b c a b b c
GX16-1E200R/L6-CE4 2 0,2 6° 16,60,04 - 0,10 ±0,05 ±0,15 b c a b b c
GX16-1E250N02-CE4 2,5 0,2 16,6 0,07 - 0,18 ±0,05 ±0,15 b c a b b c
GX16-1E250R/L6-CE4 2,5 0,2 6° 16,6 0,05 - 0,12 ±0,05 ±0,15 b c a b b c
GX16-2E300N02-CE4 3 0,2 16,6 0,09 - 0,30 ±0,05 ±0,15 b c a b b c
GX16-2E300R/L6-CE4 3 0,2 6° 16,6 0,09 - 0,24 ±0,05 ±0,15 b c a b b c
GX24-1E200N02-CE4* 2 0,2 24 0,06 - 0,15 ±0,05 ±0,15 b c a b b c
GX24-1E250N02-CE4 2,5 0,2 24 0,07 - 0,18 ±0,05 ±0,15 b c a b b c
GX24-2E300N02-CE4 3 0,2 24 0,09 - 0,30 ±0,05 ±0,15 a b c a b b b c
GX24-2E300R/L6-CE4 3 0,2 6° 24,6 0,09 - 0,24 ±0,05 ±0,15 a b c a b b b c
GX24-3E400N03-CE4 4 0,3 24 0,10 - 0,32 ±0,05 ±0,15 a b c a b b b c
GX24-3E400R/L6-CE4 4 0,2 6° 24,6 0,10 - 0,26 ±0,05 ±0,15 b c a b b c
GX24-3E500N03-CE4 5 0,3 24 0,12 - 0,35 ±0,05 ±0,15 a b c a b b b c
GX24-4E600N03-CE4 6 0,3 24 0,12 - 0,40 ±0,05 ±0,15 a b c a b b b c
GX16-1F200N02-CE4 2 0,2 16 0,04 - 0,12 ±0,05 ±0,15 b c a b b c
GX16-1F250N02-CE4 2,5 0,2 16 0,05 - 0,15 ±0,05 ±0,15 b c a b b c
GX24-2F300N02-CE4 3 0,2 24 0,09 - 0,30
±0,05 ±0,15 b c a b b c
GX24-3F400N03-CE4 4 0,3 240,10 - 0,32 ±0,05 ±0,15 b c a b b c
lTol = reproductibilité en cas de changement de plaquette amovible HC = carbure revêtuTolérance du rayon rTol=±0,05Avec ces plaquettes (l = 16,6 mm), possibilité de tronçonnage jusqu’au Ø 32 mm.*disponible à partir du 4ème trimestre 2014
bonnes moyennes défavorables
conditions d’usinage
La bonne plaquette pour :

Plaquettes de coupe Walter Cut – informations de commande
28
56
Plaquettes de rainurage / tronçonnage Walter Cut GX
Tiger·tec® Silver
GX...N GX...R GX...L
lTol.
χr
r
S
χ
r
r
S
r
r
SRainurage et tronçonnage
Plaquettes amovibles
P M K S
HC HC HC HC
Désignations
mmr
mm κl
mmf
mmsTol mm
lTol mm W
KP2
3S
WS
M23
S
WS
M33
S
WS
M43
S
WS
M23
S
WS
M33
S
WS
M43
S
WK
P23S
WS
M23
S
WS
M33
S
WS
M43
S
GX16-1E200N02-CF5 2 0,2 16,60,04 - 0,12
±0,05 ±0,15 b c a b b c
GX16-1E200R/L6-CF5 2 0,2 6° 16,60,03 - 0,10 ±0,05 ±0,15 b c a b b c
GX16-1E200R/L7-CF5 2 7° 16,2 0,03 - 0,10 ±0,02 ±0,15 b a b
GX16-1E200R/L15-CF5 2 15° 16,2 0,03 - 0,10 ±0,02 ±0,15 b a b
GX16-1E250N02-CF5 2,5 0,2 16,6 0,05 - 0,15 ±0,05 ±0,15 b c a b b c
GX16-1E250R/L6-CF5 2,5 0,2 6° 16,6 0,03 - 0,12 ±0,05 ±0,15 b c a b b c
GX16-2E300N02-CF5 3 0,2 16,6 0,08 - 0,20 ±0,05 ±0,15 b c a b b c
GX16-2E300R/L6-CF5 3 0,2 6° 16,6 0,04 - 0,16 ±0,05 ±0,15 b c a b b c
GX16-2E300R/L7-CF5 3 7° 16,2 0,04 - 0,13 ±0,02 ±0,15 b a b
GX16-2E300R/L15-CF5 3 15° 16,2 0,04 - 0,13 ±0,02 ±0,15 b a b
GX24-1E200N02-CF5* 2 0,2 24 0,04 - 0,12 ±0,05 ±0,15 b c a b b c
GX24-1E250N02-CF5* 2,5 0,2 24 0,05 - 0,15 ±0,05 ±0,15 b c a b b c
GX24-2E300N02-CF5 3 0,2 24 0,08 - 0,20 ±0,05 ±0,15 b c a b b c
GX24-2E300R/L6-CF5 3 0,2 6° 24,6 0,04 - 0,16 ±0,05 ±0,15 b c a b b c
GX24-3E400N02-CF5 4 0,2 24 0,10 - 0,22 ±0,05 ±0,15 b c a b b c
GX24-3E400R/L6-CF5 4 0,2 6° 24,6 0,10 - 0,18 ±0,05 ±0,15 b c a b b c
GX24-3E500N03-CF5 5 0,3 24 0,10 - 0,25
±0,05 ±0,15 b c a b b c
GX16-1F200N02-CF5 2 0,2 160,03 - 0,12 ±0,05 ±0,15 b c a b b c
GX16-1F250N02-CF5 2,5 0,2 16 0,03 - 0,15 ±0,05 ±0,15 b c a b b c
GX24-2F300N02-CF5 3 0,2 23,7 0,04 - 0,20 ±0,05 ±0,15 b c a b b c
GX24-3F400N02-CF5 4 0,2 23,7 0,10 - 0,22 ±0,05 ±0,15 b c a b b c
GX24-3F500N03-CF5 5 0,3 23,7 0,10 - 0,25 ±0,05 ±0,15 b c a b b c
lTol = reproductibilité en cas de changement de plaquette amovible HC = carbure revêtuTolérance du rayon rTol=±0,05Avec ces plaquettes (l = 16,6 mm), possibilité de tronçonnage jusqu’au Ø 32 mm.*disponible à partir du 4ème trimestre 2014
Plaquettes de coupe Walter Cut – informations de commande
29Walter Cut – Rainurer et tronçonner tout simplement
56
Plaquettes de rainurage / tronçonnage Walter Cut GX
Tiger·tec® Silver
GX...N GX...R GX...L
lTol.
χr
r
S
χ
r
r
S
r
r
SRainurage et tronçonnage
Plaquettes amovibles
P M K S
HC HC HC HC
Désignations
mmr
mm κl
mmf
mmsTol mm
lTol mm W
KP2
3S
WS
M23
S
WS
M33
S
WS
M43
S
WS
M23
S
WS
M33
S
WS
M43
S
WK
P23S
WS
M23
S
WS
M33
S
WS
M43
S
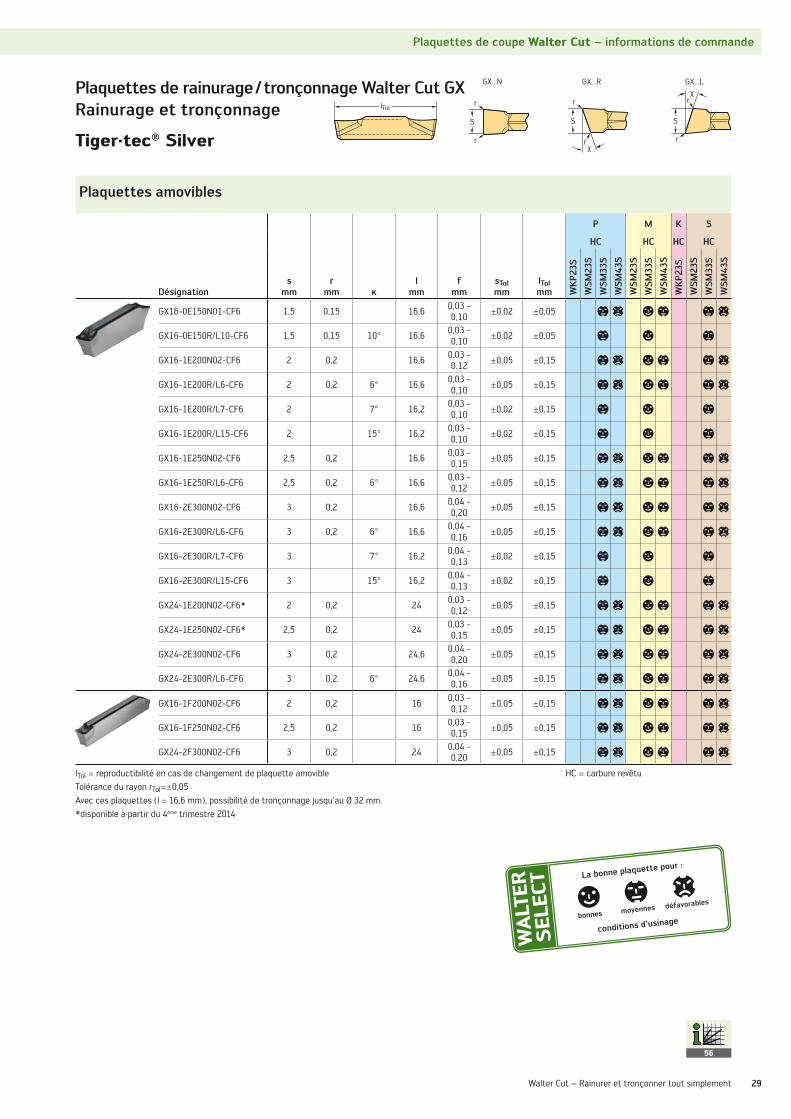
GX16-0E150N01-CF6 1,5 0,15 16,60,03 - 0,10
±0,02 ±0,05 b c a b b c
GX16-0E150R/L10-CF6 1,5 0,15 10° 16,60,03 - 0,10 ±0,02 ±0,05 b a b
GX16-1E200N02-CF6 2 0,2 16,6 0,03 - 0,12 ±0,05 ±0,15 b c a b b c
GX16-1E200R/L6-CF6 2 0,2 6° 16,6 0,03 - 0,10 ±0,05 ±0,15 b c a b b c
GX16-1E200R/L7-CF6 2 7° 16,2 0,03 - 0,10 ±0,02 ±0,15 b a b
GX16-1E200R/L15-CF6 2 15° 16,2 0,03 - 0,10 ±0,02 ±0,15 b a b
GX16-1E250N02-CF6 2,5 0,2 16,6 0,03 - 0,15 ±0,05 ±0,15 b c a b b c
GX16-1E250R/L6-CF6 2,5 0,2 6° 16,6 0,03 - 0,12 ±0,05 ±0,15 b c a b b c
GX16-2E300N02-CF6 3 0,2 16,6 0,04 - 0,20 ±0,05 ±0,15 b c a b b c
GX16-2E300R/L6-CF6 3 0,2 6° 16,6 0,04 - 0,16 ±0,05 ±0,15 b c a b b c
GX16-2E300R/L7-CF6 3 7° 16,2 0,04 - 0,13 ±0,02 ±0,15 b a b
GX16-2E300R/L15-CF6 3 15° 16,2 0,04 - 0,13 ±0,02 ±0,15 b a b
GX24-1E200N02-CF6* 2 0,2 24 0,03 - 0,12 ±0,05 ±0,15 b c a b b c
GX24-1E250N02-CF6* 2,5 0,2 24 0,03 - 0,15 ±0,05 ±0,15 b c a b b c
GX24-2E300N02-CF6 3 0,2 24,6 0,04 - 0,20 ±0,05 ±0,15 b c a b b c
GX24-2E300R/L6-CF6 3 0,2 6° 24,6 0,04 - 0,16 ±0,05 ±0,15 b c a b b c
GX16-1F200N02-CF6 2 0,2 16 0,03 - 0,12
±0,05 ±0,15 b c a b b c
GX16-1F250N02-CF6 2,5 0,2 160,03 - 0,15 ±0,05 ±0,15 b c a b b c
GX24-2F300N02-CF6 3 0,2 24 0,04 - 0,20 ±0,05 ±0,15 b c a b b c
lTol = reproductibilité en cas de changement de plaquette amovible HC = carbure revêtuTolérance du rayon rTol=±0,05Avec ces plaquettes (l = 16,6 mm), possibilité de tronçonnage jusqu’au Ø 32 mm.*disponible à partir du 4ème trimestre 2014
bonnes moyennes défavorables
conditions d’usinage
La bonne plaquette pour :

Plaquettes de coupe Walter Cut – informations de commande
30
56
Plaquettes de rainurage / tronçonnage Walter Cut GX
Tiger·tec® Silver
GX...N GX...R GX...L
lTol.
χr
r
S
χ
r
r
S
r
r
SRainurage et tronçonnage
Plaquettes amovibles
P M K S
HC HC HC HC
Désignations
mmr
mm κl
mmf
mmsTol mm
lTol mm W
KP2
3S
WS
M23
S
WS
M33
S
WS
M43
S
WS
M23
S
WS
M33
S
WS
M43
S
WK
P23S
WS
M23
S
WS
M33
S
WS
M43
S
GX09-1E200N02-GD3 2 0,2 90,04 - 0,12
±0,02 ±0,05 a b c b c b b c
GX09-1E250N02-GD3 2,5 0,2 90,04 - 0,14 ±0,02 ±0,05 a b c b c b b c
GX09-2E300N03-GD3 3 0,3 9 0,06 - 0,18 ±0,02 ±0,05 a b c b c b b c
GX09-2E350N03-GD3 3,5 0,3 9 0,06 - 0,18 ±0,02 ±0,05 a b c b c b b c
GX16-1E200N02-GD3 2 0,2 16 0,04 - 0,12 ±0,02 ±0,05 a b c b c b b c
GX16-1E250N02-GD3 2,5 0,2 16 0,04 - 0,14 ±0,02 ±0,05 a b c b c b b c
GX16-2E300N03-GD3 3 0,3 16 0,06 - 0,18 ±0,02 ±0,05 a b c b c b b c
GX16-3E400N04-GD3 4 0,4 16 0,10 - 0,20 ±0,02 ±0,05 a b c b c b b c
GX16-3E500N04-GD3 5 0,4 16 0,12 - 0,25 ±0,02 ±0,05 a b c b c b b c
GX16-4E600N05-GD3 6 0,5 16 0,14 - 0,28 ±0,02 ±0,05 b c b c b c
GX24-2E300N03-GD3 3 0,3 24 0,06 - 0,18 ±0,05 ±0,15 a b c b c b b c
GX24-3E400N04-GD3 4 0,4 24 0,10 - 0,20 ±0,05 ±0,15 a b c b c b b c
GX24-3E500N04-GD3 5 0,4 24 0,12 - 0,25 ±0,05 ±0,15 a b c b c b b c
GX24-4E600N05-GD3 6 0,5 24 0,14 - 0,28 ±0,05 ±0,15 a b c b c b b c
GX16-1E200N02-GD6 2 0,2 16 0,04 - 0,12 ±0,05 ±0,15 a b a a a b
GX16-1E250N02-GD6 2,5 0,2 16 0,06 - 0,17 ±0,05 ±0,15 a b a a a b
GX16-2E300N03-GD6 3 0,3 16 0,08 - 0,18
±0,05 ±0,15 a b a a a b
GX16-3E400N04-GD6 4 0,4 160,10 - 0,22 ±0,05 ±0,15 a b a a a b
GX16-3E500N04-GD6 5 0,4 16 0,12 - 0,24 ±0,05 ±0,15 a b a a a b
GX16-4E600N05-GD6 6 0,5 16 0,14 - 0,30 ±0,05 ±0,15 a b a a a b
GX24-2E300N03-GD6 3 0,3 24 0,08 - 0,18 ±0,05 ±0,15 a b a a a b
GX24-3E400N04-GD6 4 0,4 24 0,10 - 0,22 ±0,05 ±0,15 a b a a a b
GX24-3E500N04-GD6 5 0,4 24 0,12 - 0,24 ±0,05 ±0,15 a b a a a b
GX24-4E600N05-GD6 6 0,5 24 0,14 - 0,30 ±0,05 ±0,15 a b a a a b
lTol = reproductibilité en cas de changement de plaquette amovible HC = carbure revêtuTolérance du rayon rTol=±0,05

Plaquettes de coupe Walter Cut – informations de commande
31Walter Cut – Rainurer et tronçonner tout simplement
56
Plaquettes de rainurage / tronçonnage Walter Cut GX
Tiger·tec® Silver
GX...N
lTol.
r
r
SRainurage et chariotage
bonnes moyennes défavorables
conditions d’usinage
La bonne plaquette pour :
Plaquettes amovibles
P M K S
HC HC HC
Désignations
mmr
mml
mmf
mmap
mmsTol mm
lTol mm W
KP1
3S
WK
P23S
WK
P33S
WS
M23
S
WS
M33
S
WS
M43
S
WS
M23
S
WS
M33
S
WS
M43
S
WK
P13S
WK
P23S
WK
P33S
WS
M23
S
WS
M33
S
WS
M43
S
GX16-1E200N02-UD4 2 0,2 160,10 - 0,15
0,3 - 1,2
±0,05 ±0,15 a b b b b
GX16-2E300N03-UD4 3 0,3 160,10 - 0,20
0,4 - 2,0 ±0,05 ±0,15 a b b b b
GX16-3E400N04-UD4 4 0,4 16 0,10 - 0,30
0,5 - 2,8 ±0,05 ±0,15 a b b b b
GX16-3E500N04-UD4 5 0,4 16 0,12 - 0,35
0,5 - 3,0 ±0,05 ±0,15 a b b b b
GX24-2E300N03-UD4 3 0,3 24 0,10 - 0,20
0,4 - 2,0 ±0,05 ±0,15 a a b b b a b c b
GX24-2E318N03-UD4* 3,2 0,3 24 0,10 - 0,20
0,4 - 2,0 ±0,05 ±0,15 a b b b b
GX24-3E400N04-UD4 4 0,4 24 0,10 - 0,30
0,5 - 2,8 ±0,05 ±0,15 a a b b b a b c b
GX24-3E400N08-UD4 4 0,8 24 0,10 - 0,30
0,9 - 2,8 ±0,05 ±0,15 a a b b b a b c b
GX24-3E500N04-UD4 5 0,4 24 0,12 - 0,35
0,5 - 3,0 ±0,05 ±0,15 a a b b b a b c b
GX24-3E500N08-UD4 5 0,8 24 0,12 - 0,35
0,9 - 3,0 ±0,05 ±0,15 a a b b b a b c b
GX24-4E600N05-UD4 6 0,5 24 0,14 - 0,40
0,6 - 3,5 ±0,05 ±0,15 a a b b b a b c b
GX24-4E600N08-UD4 6 0,8 24 0,14 - 0,40
0,9 - 3,5 ±0,05 ±0,15 a a b b b a b c b
GX30-5E800N08-UD4* 8 0,8 30 0,14 - 0,40
0,9 - 3,5 ±0,05 ±0,15 a a b b b a b c b
GX30-5E800N12-UD4* 8 1,2 30 0,14 - 0,40
1,0 - 3,5 ±0,05 ±0,15 a a b b b a b c b
lTol = reproductibilité en cas de changement de plaquette amovible HC = carbure revêtuTolérance du rayon rTol=±0,05*disponible à partir du 4ème trimestre 2014

Plaquettes de coupe Walter Cut – informations de commande
32
56
Plaquettes de rainurage / tronçonnage Walter Cut GX
Tiger·tec® Silver
Rainurage et chariotage
GX...N
lTol.
r
r
S
Plaquettes amovibles
P M K S
HC HC HC
Désignations
mmr
mml
mmf
mmap
mmsTol mm
lTol mm W
KP1
3S
WK
P23S
WK
P33S
WS
M23
S
WS
M33
S
WS
M43
S
WS
M23
S
WS
M33
S
WS
M43
S
WK
P13S
WK
P23S
WK
P33S
WS
M23
S
WS
M33
S
WS
M43
S
GX09-1E200N02-UF4 2 0,2 90,10 - 0,15
0,3 - 1,0
±0,05 ±0,15 b c b c b c
GX09-2E300N03-UF4 3 0,3 90,10 - 0,20
0,4 - 1,5 ±0,05 ±0,15 b c b c b c
GX16-1E200N02-UF4 2 0,2 16 0,10 - 0,15
0,3 - 1,2 ±0,05 ±0,15 a b c b c b b c
GX16-1E239N02-UF4 2,4 0,2 16 0,10 - 0,18
0,3 - 1,3 ±0,05 ±0,15 b c b c b c
GX16-1E250N02-UF4 2,5 0,2 16 0,10 - 0,18
0,3 - 1,3 ±0,05 ±0,15 a b c b c b b c
GX16-2E300N03-UF4 3 0,3 16 0,10 - 0,20
0,4 - 2,0 ±0,05 ±0,15 a b c b c b b c
GX16-3E400N04-UF4 4 0,4 16 0,10 - 0,30
0,5 - 2,8 ±0,05 ±0,15 a b c b c b b c
GX16-3E500N04-UF4 5 0,4 16 0,12 - 0,35
0,5 - 3,0 ±0,05 ±0,15 a b c b c b b c
GX16-4E600N05-UF4 6 0,5 16 0,14 - 0,40
0,6 - 3,5 ±0,05 ±0,15 a b c b c b b c
GX24-2E300N03-UF4 3 0,3 24 0,10 - 0,20
0,4 - 2,0 ±0,05 ±0,15 a b c b c b b c
GX24-2E318N03-UF4 3,2 0,3 24 0,10 - 0,20
0,4 - 2,0 ±0,05 ±0,15 a b c b c b b c
GX24-3E400N04-UF4 4 0,4 24 0,10 - 0,30
0,5 - 2,8 ±0,05 ±0,15 a b c b c b b c
GX24-3E400N08-UF4 4 0,8 24 0,10 - 0,30
0,9 - 2,8 ±0,05 ±0,15 a b b b b
GX24-3E475N04-UF4 4,8 0,4 24 0,12 - 0,35
0,5 - 3,0 ±0,05 ±0,15 a b c b c b b c
GX24-3E500N04-UF4 5 0,4 24 0,12 - 0,35
0,5 - 3,0 ±0,05 ±0,15 a b c b c b b c
GX24-3E500N08-UF4 5 0,8 24 0,12 - 0,35
0,9 - 3,0 ±0,05 ±0,15 a b b b b
GX24-4E600N05-UF4 6 0,5 24 0,14 - 0,40
0,6 - 3,5
±0,05 ±0,15 a b c b c b b c
GX24-4E600N08-UF4 6 0,8 240,14 - 0,40
0,8 - 3,5 ±0,05 ±0,15 a b b b b
GX24-4E635N05-UF4 6,4 0,5 24 0,15 - 0,60
0,6 - 3,5 ±0,05 ±0,15 a b c b c b b c
lTol = reproductibilité en cas de changement de plaquette amovible HC = carbure revêtuTolérance du rayon rTol=±0,05
Plaquettes de coupe Walter Cut – informations de commande
33Walter Cut – Rainurer et tronçonner tout simplement
56
Plaquettes de rainurage / tronçonnage Walter Cut GX
Tiger·tec® Silver
Rainurage et chariotage
Plaquettes amovibles
P M K S
HC HC HC HC
Désignations
mmr
mml
mmf
mmap
mmsTol mm
lTol mm W
KP1
3S
WS
M23
S
WK
P33S
WS
M33
S
WS
M43
S
WS
M23
S
WS
M33
S
WS
M43
S
WK
P13S
WK
P33S
WS
M23
S
WS
M33
S
WS
M43
S
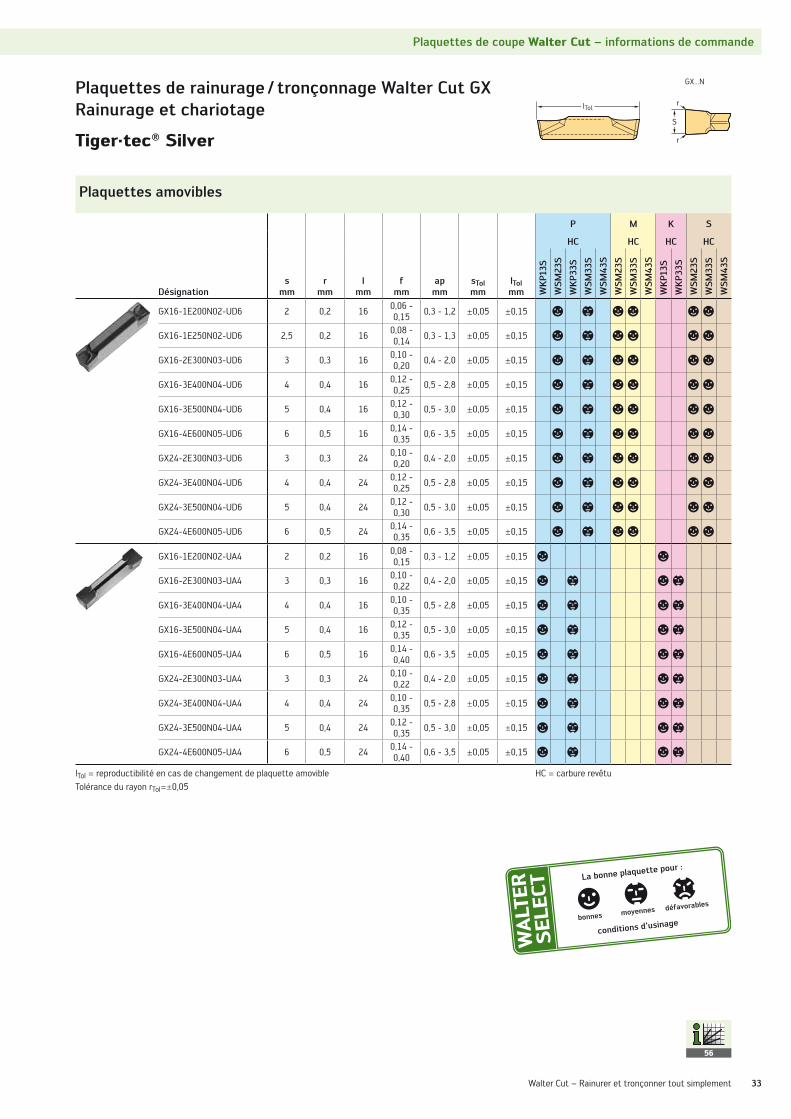
GX16-1E200N02-UD6 2 0,2 160,06 - 0,15
0,3 - 1,2 ±0,05 ±0,15 a b a a a a
GX16-1E250N02-UD6 2,5 0,2 160,08 - 0,14 0,3 - 1,3 ±0,05 ±0,15 a b a a a a
GX16-2E300N03-UD6 3 0,3 16 0,10 - 0,20 0,4 - 2,0 ±0,05 ±0,15 a b a a a a
GX16-3E400N04-UD6 4 0,4 16 0,12 - 0,25 0,5 - 2,8 ±0,05 ±0,15 a b a a a a
GX16-3E500N04-UD6 5 0,4 16 0,12 - 0,30 0,5 - 3,0 ±0,05 ±0,15 a b a a a a
GX16-4E600N05-UD6 6 0,5 16 0,14 - 0,35 0,6 - 3,5 ±0,05 ±0,15 a b a a a a
GX24-2E300N03-UD6 3 0,3 24 0,10 - 0,20 0,4 - 2,0 ±0,05 ±0,15 a b a a a a
GX24-3E400N04-UD6 4 0,4 24 0,12 - 0,25 0,5 - 2,8 ±0,05 ±0,15 a b a a a a
GX24-3E500N04-UD6 5 0,4 24 0,12 - 0,30 0,5 - 3,0 ±0,05 ±0,15 a b a a a a
GX24-4E600N05-UD6 6 0,5 24 0,14 - 0,35 0,6 - 3,5 ±0,05 ±0,15 a b a a a a
GX16-1E200N02-UA4 2 0,2 16 0,08 - 0,15 0,3 - 1,2 ±0,05 ±0,15 a a
GX16-2E300N03-UA4 3 0,3 16 0,10 - 0,22 0,4 - 2,0 ±0,05 ±0,15 a b a b
GX16-3E400N04-UA4 4 0,4 16 0,10 - 0,35 0,5 - 2,8 ±0,05 ±0,15 a b a b
GX16-3E500N04-UA4 5 0,4 16 0,12 - 0,35 0,5 - 3,0 ±0,05 ±0,15 a b a b
GX16-4E600N05-UA4 6 0,5 16 0,14 - 0,40 0,6 - 3,5 ±0,05 ±0,15 a b a b
GX24-2E300N03-UA4 3 0,3 24 0,10 - 0,22 0,4 - 2,0 ±0,05 ±0,15 a b a b
GX24-3E400N04-UA4 4 0,4 24 0,10 - 0,35
0,5 - 2,8 ±0,05 ±0,15 a b a b
GX24-3E500N04-UA4 5 0,4 240,12 - 0,35 0,5 - 3,0 ±0,05 ±0,15 a b a b
GX24-4E600N05-UA4 6 0,5 24 0,14 - 0,40 0,6 - 3,5 ±0,05 ±0,15 a b a b
lTol = reproductibilité en cas de changement de plaquette amovible HC = carbure revêtuTolérance du rayon rTol=±0,05
GX...N
lTol.
r
r
S
bonnes moyennes défavorables
conditions d’usinage
La bonne plaquette pour :

Plaquettes de coupe Walter Cut – informations de commande
34
56
Plaquettes de rainurage / tronçonnage Walter Cut GX
Tiger·tec® Silver
S
GX...N GX...R GX...LTmax
rTmax
r
r
S
lTol.
SRainurage et chariotage
Plaquettes amovibles
P M K N S
HC HC HC HW HC
Désignations
mmr
mml
mmf
mmap
mmsTol mm
lTol mm W
KP2
3S
WS
M13
S
WS
M23
S
WS
M33
S
WS
M13
S
WS
M23
S
WS
M33
S
WS
M33
WK
P23S
WK
P33S
WK
1
WS
M13
S
WS
M23
S
WS
M33
S
GX16-1E200N10-RD4 2 1 160,08 - 0,25
0,2 - 1,0 ±0,05 ±0,15 a b b b b b b b
GX16-1E239N12-RD4 2,39 1,2 160,08 - 0,25 0,2 - 1,0 ±0,05 ±0,15 a b b b b
GX24-2E300N15-RD4 3 1,5 24 0,10 - 0,35 0,5 - 1,5 ±0,05 ±0,15 a b b b b b b b
GX24-2E318N16-RD4 3,18 1,59 24 0,08 - 0,35 1,6 ±0,05 ±0,15 a b b b b
GX24-3E400N20-RD4 4 2 24 0,15 - 0,50 0,5 - 2,0 ±0,05 ±0,15 a b b b b
GX24-3E475N24-RD4 4,75 2,38 24 0,10 - 0,40 2,4 ±0,05 ±0,15 a b b b b
GX24-3E500N25-RD4 5 2,5 24 0,17 - 0,70 0,5 - 2,5 ±0,05 ±0,15 a b b b b
GX24-4E600N30-RD4 6 3 24 0,17 - 0,70 0,5 - 3,0 ±0,05 ±0,15 a b b b b
GX24-4E635N32-RD4 6,35 3,18 24 0,15 - 0,60 3 ±0,05 ±0,15 a b b b b
GX24-2E300N15-RF8 3 1,5 24 0,10 - 0,30 0,1 - 1,5 ±0,02 ±0,02 a b a b a b
GX24-3E400N20-RF8 4 2 24 0,12 - 0,45 0,1 - 2,0 ±0,02 ±0,02 a b a b a b
GX24-3E500N25-RF8 5 2,5 24 0,15 - 0,50 0,1 - 2,5 ±0,02 ±0,02 a b a b a b
GX24-4E600N30-RF8 6 3 24 0,15 - 0,55 0,1 - 3,0 ±0,02 ±0,02 a b a b a b
GX24-4R300N-RK8 6 3 25,4 0,10 - 0,30 4 ±0,02 ±0,05 a
GX24-5R400N-RK8 8 4 25,4 0,10 - 0,35 5 ±0,02 ±0,05 a
lTol = reproductibilité en cas de changement de plaquette amovible HC = carbure revêtuTolérance du rayon rTol=±0,05 HW = carbure non revêtu
Plaquettes de coupe Walter Cut – informations de commande
35Walter Cut – Rainurer et tronçonner tout simplement
bonnes moyennes défavorables
conditions d’usinage
La bonne plaquette pour :
56
Plaquettes de rainurage / tronçonnage Walter Cut GX GX...N GX...R GX...LTmax
Tmax
lTol.
r
S SSGorges de circlips
Plaquettes amovibles
P M K S
HC HC HC HC
Désignations
mmr
mmTmax mm
l mm
f mm
sTol mm
lTol mm W
SM
23S
WS
M33
S
WTA
33
WS
M23
S
WS
M33
S
WTA
33
WS
M23
S
WS
M33
S
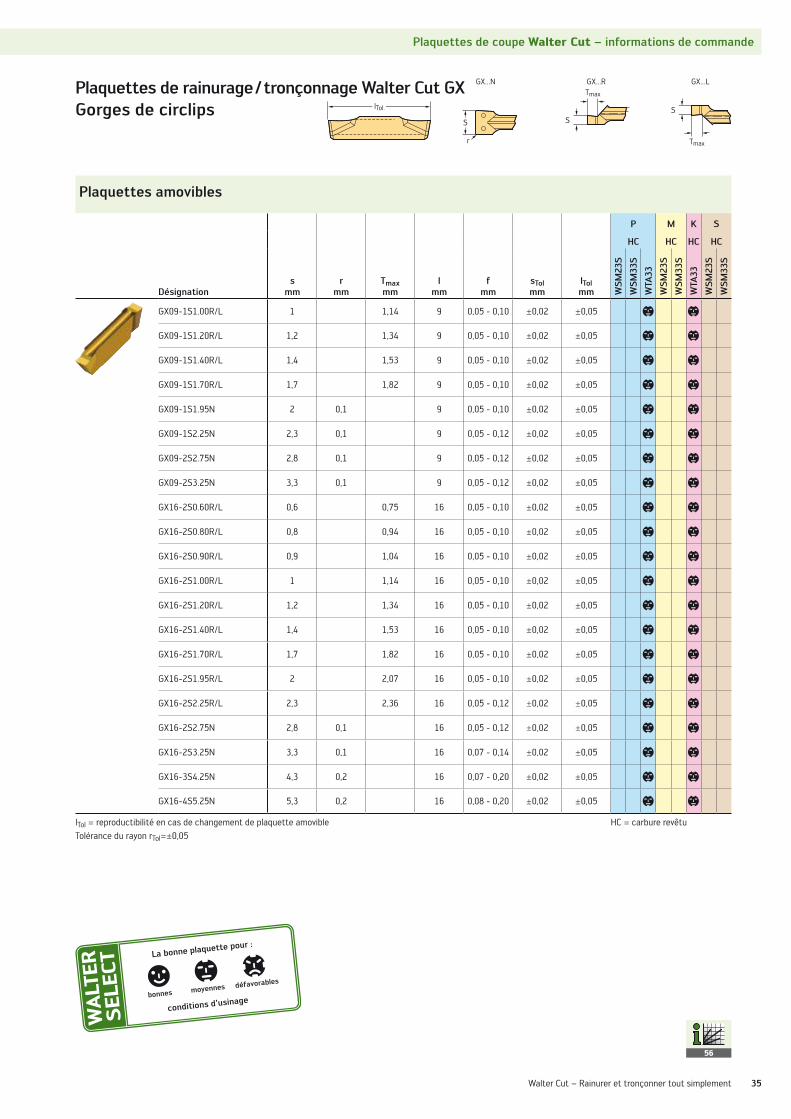
GX09-1S1.00R/L 1 1,14 9 0,05 - 0,10 ±0,02 ±0,05 b b
GX09-1S1.20R/L 1,2 1,34 9 0,05 - 0,10 ±0,02 ±0,05 b b
GX09-1S1.40R/L 1,4 1,53 9 0,05 - 0,10 ±0,02 ±0,05 b b
GX09-1S1.70R/L 1,7 1,82 9 0,05 - 0,10 ±0,02 ±0,05 b b
GX09-1S1.95N 2 0,1 9 0,05 - 0,10 ±0,02 ±0,05 b b
GX09-1S2.25N 2,3 0,1 9 0,05 - 0,12 ±0,02 ±0,05 b b
GX09-2S2.75N 2,8 0,1 9 0,05 - 0,12 ±0,02 ±0,05 b b
GX09-2S3.25N 3,3 0,1 9 0,05 - 0,12 ±0,02 ±0,05 b b
GX16-2S0.60R/L 0,6 0,75 16 0,05 - 0,10 ±0,02 ±0,05 b b
GX16-2S0.80R/L 0,8 0,94 16 0,05 - 0,10 ±0,02 ±0,05 b b
GX16-2S0.90R/L 0,9 1,04 16 0,05 - 0,10 ±0,02 ±0,05 b b
GX16-2S1.00R/L 1 1,14 16 0,05 - 0,10 ±0,02 ±0,05 b b
GX16-2S1.20R/L 1,2 1,34 16 0,05 - 0,10 ±0,02 ±0,05 b b
GX16-2S1.40R/L 1,4 1,53 16 0,05 - 0,10 ±0,02 ±0,05 b b
GX16-2S1.70R/L 1,7 1,82 16 0,05 - 0,10 ±0,02 ±0,05 b b
GX16-2S1.95R/L 2 2,07 16 0,05 - 0,10 ±0,02 ±0,05 b b
GX16-2S2.25R/L 2,3 2,36 16 0,05 - 0,12 ±0,02 ±0,05 b b
GX16-2S2.75N 2,8 0,1 16 0,05 - 0,12 ±0,02 ±0,05 b b
GX16-2S3.25N 3,3 0,1 16 0,07 - 0,14 ±0,02 ±0,05 b b
GX16-3S4.25N 4,3 0,2 16 0,07 - 0,20 ±0,02 ±0,05 b b
GX16-4S5.25N 5,3 0,2 16 0,08 - 0,20 ±0,02 ±0,05 b b
lTol = reproductibilité en cas de changement de plaquette amovible HC = carbure revêtuTolérance du rayon rTol=±0,05
36
Outils de tronçonnage/rainurage Walter Cut
* Les numéros de page en italique se rapportent au catalogue général Walter 2012.
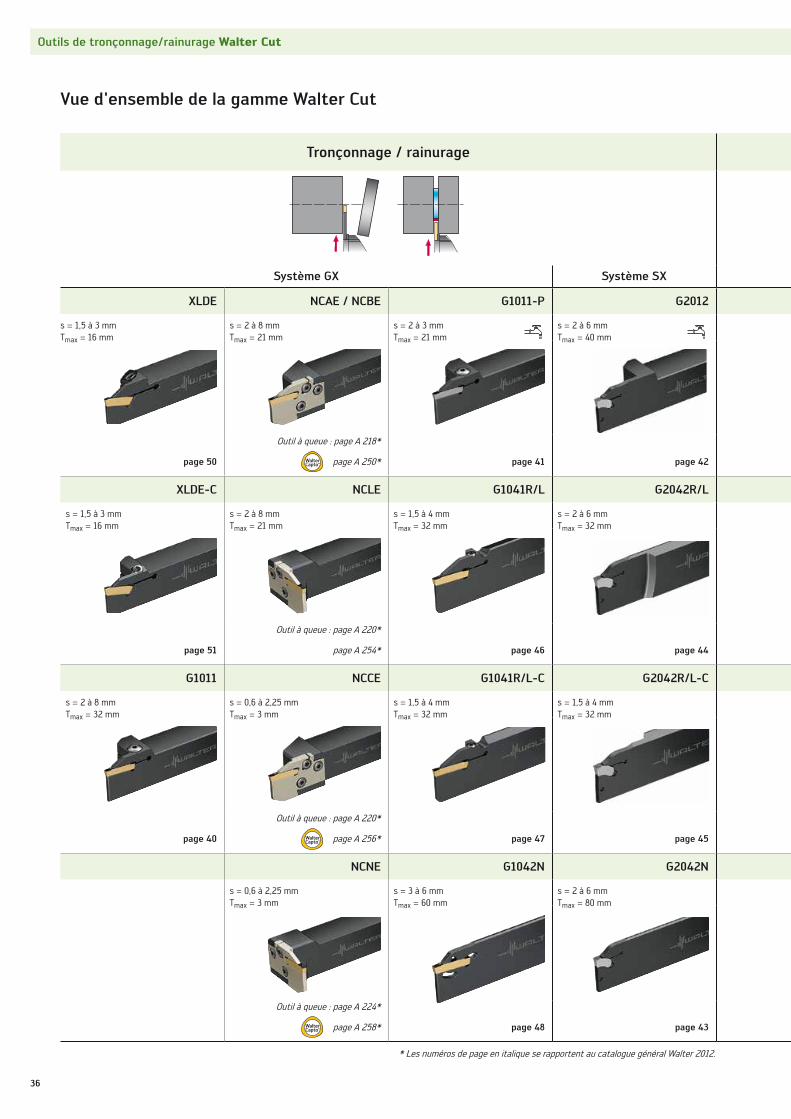
Vue d'ensemble de la gamme Walter Cut
Tronçonnage / rainurage Rainurage / tournage de gorges Rainurage axial Rainurage intérieur
Système GX Système SX Système GX Système GX Système GX
XLDE NCAE / NCBE G1011-P G2012 G1011 G1511 G1111 I 12
s = 1,5 à 3 mmTmax = 16 mm
s = 2 à 8 mmTmax = 21 mm
s = 2 à 3 mmTmax = 21 mm
s = 2 à 6 mmTmax = 40 mm
s = 2 à 8 mmTmax = 32 mm
s = 2 à 6 mmTmax = 6 mm
s = 3 à 6 mmTmax = 25 mm
s = 1,95 à 2,5 mmTmax = 3 mm
page 50
Outil à queue : page A 218*
page A 250* page 41 page 42 page 40 page 52 page 54 page A 245*
XLDE-C NCLE G1041R/L G2042R/L G1521 G1551 NCEE NCHE NCAI
s = 1,5 à 3 mmTmax = 16 mm
s = 2 à 8 mmTmax = 21 mm
s = 1,5 à 4 mmTmax = 32 mm
s = 2 à 6 mmTmax = 32 mm
s = 2 à 6 mmTmax = 6 mm
s = 3 à 6 mmTmax = 6 mm
s = 3 à 6 mmTmax = 15 mm
s = 3 à 6 mmTmax = 15 mm
s = 1,95 à 6 mmTmax = 19 mm
page 51
Outil à queue : page A 220*
page A 254* page 46 page 44
page 52 page 53 Outil à queue : page A 232*
page A 264*
Outil à queue : page A 234*
page A 266*
page A 246*
G1011 NCCE G1041R/L-C G2042R/L-C NCAE / NCBE NCCE NCFE NCOE NCCI
s = 2 à 8 mmTmax = 32 mm
s = 0,6 à 2,25 mmTmax = 3 mm
s = 1,5 à 4 mmTmax = 32 mm
s = 1,5 à 4 mmTmax = 32 mm
s = 2 à 8 mmTmax = 21 mm
s = 0,6 à 2,25 mmTmax = 3 mm
s = 3 à 6 mmTmax = 21 mm
s = 3 à 6 mmTmax = 21 mm
s = 0,6 à 3,25 mmTmax = 3 mm
page 40
Outil à queue : page A 220*
page A 256* page 47 page 45
Outil à queue : page A 218*
page A 250*
Outil à queue : page A 222*
page A 256*
Outil à queue : page A 236*
page A 268*
Outil à queue : page A 240*
page A 270* page A 248*
NCNE G1042N G2042N NCLE NCNE NCFE-C NCOE-C
s = 0,6 à 2,25 mmTmax = 3 mm
s = 3 à 6 mmTmax = 60 mm
s = 2 à 6 mmTmax = 80 mm
s = 2 à 8 mmTmax = 21 mm
s = 0,6 à 2,25 mmTmax = 3 mm
s = 3 à 6 mmTmax = 21 mm
s = 3 à 6 mmTmax = 21 mm
Outil à queue : page A 224*
page A 258* page 48 page 43
Outil à queue : page A 220*
page A 254*
Outil à queue : page A 224*
page A 258*
Outil à queue : page A 240*
page A 272*
Outil à queue : page A 242*
page A 274*

37Walter Cut – Rainurer et tronçonner tout simplement
Outils de tronçonnage/rainurage Walter Cut
Tronçonnage / rainurage Rainurage / tournage de gorges Rainurage axial Rainurage intérieur
Système GX Système SX Système GX Système GX Système GX
XLDE NCAE / NCBE G1011-P G2012 G1011 G1511 G1111 I 12
s = 1,5 à 3 mmTmax = 16 mm
s = 2 à 8 mmTmax = 21 mm
s = 2 à 3 mmTmax = 21 mm
s = 2 à 6 mmTmax = 40 mm
s = 2 à 8 mmTmax = 32 mm
s = 2 à 6 mmTmax = 6 mm
s = 3 à 6 mmTmax = 25 mm
s = 1,95 à 2,5 mmTmax = 3 mm
page 50
Outil à queue : page A 218*
page A 250* page 41 page 42 page 40 page 52 page 54 page A 245*
XLDE-C NCLE G1041R/L G2042R/L G1521 G1551 NCEE NCHE NCAI
s = 1,5 à 3 mmTmax = 16 mm
s = 2 à 8 mmTmax = 21 mm
s = 1,5 à 4 mmTmax = 32 mm
s = 2 à 6 mmTmax = 32 mm
s = 2 à 6 mmTmax = 6 mm
s = 3 à 6 mmTmax = 6 mm
s = 3 à 6 mmTmax = 15 mm
s = 3 à 6 mmTmax = 15 mm
s = 1,95 à 6 mmTmax = 19 mm
page 51
Outil à queue : page A 220*
page A 254* page 46 page 44
page 52 page 53 Outil à queue : page A 232*
page A 264*
Outil à queue : page A 234*
page A 266*
page A 246*
G1011 NCCE G1041R/L-C G2042R/L-C NCAE / NCBE NCCE NCFE NCOE NCCI
s = 2 à 8 mmTmax = 32 mm
s = 0,6 à 2,25 mmTmax = 3 mm
s = 1,5 à 4 mmTmax = 32 mm
s = 1,5 à 4 mmTmax = 32 mm
s = 2 à 8 mmTmax = 21 mm
s = 0,6 à 2,25 mmTmax = 3 mm
s = 3 à 6 mmTmax = 21 mm
s = 3 à 6 mmTmax = 21 mm
s = 0,6 à 3,25 mmTmax = 3 mm
page 40
Outil à queue : page A 220*
page A 256* page 47 page 45
Outil à queue : page A 218*
page A 250*
Outil à queue : page A 222*
page A 256*
Outil à queue : page A 236*
page A 268*
Outil à queue : page A 240*
page A 270* page A 248*
NCNE G1042N G2042N NCLE NCNE NCFE-C NCOE-C
s = 0,6 à 2,25 mmTmax = 3 mm
s = 3 à 6 mmTmax = 60 mm
s = 2 à 6 mmTmax = 80 mm
s = 2 à 8 mmTmax = 21 mm
s = 0,6 à 2,25 mmTmax = 3 mm
s = 3 à 6 mmTmax = 21 mm
s = 3 à 6 mmTmax = 21 mm
Outil à queue : page A 224*
page A 258* page 48 page 43
Outil à queue : page A 220*
page A 254*
Outil à queue : page A 224*
page A 258*
Outil à queue : page A 240*
page A 272*
Outil à queue : page A 242*
page A 274*

38
Outils de tronçonnage/rainurage Walter Cut
Codes de désignation des outils de rainurage et de tronçonnage Walter Cut
G 1 1 11 - 2020 R-3 T33 -090 GX24 -P1 2 3 4 5 6 7 8 9 10 11
1
Groupe d'outils
4
Type d'outil
2
Génération
1 GX
2 SXG Rainurage
3
Type d'outil
0 Outil de rainurage radial
1 Outil de rainurage axial
5Outil de rainurage/tronçonnage sans support
11 avec angle à 0° vis de serrage droite
12 avec angle à 0° dispositif d’auto-serrage
21 avec angle à 90° vis de serrage droite
41 lame à tronçonner vis de serrage
42 lame à tronçonner dispositif d’auto-serrage
51 avec angle à 45° vis de serrage droite
8
Profondeur de coupe /diamètre de tronçonnage
T06 6 mm
T12 12 mm
T21 21 mm
T32 32 mm
D16 Ø 16 mm
D32 Ø 32 mm
9
Diamètre de rainurage axial le plus faible
034 Ø 34 mm
042 Ø 42 mm
054 Ø 54 mm
067 Ø 67 mm
090 Ø 90 mm
130 Ø 130 mm
220 Ø 220 mm
GX09
GX16
GX24
GX30
SXDmax
DminTmax
Dmax
10
Type de plaquette
16 mm
24 mm
30 mm
9 mm

39Walter Cut – Rainurer et tronçonner tout simplement
Outils de tronçonnage/rainurage Walter Cut
6
Version de porte-outil
R droite
L gauche
N neutre
7
Largeur de coupe
2 2 mm
3 3 mm
4 4 mm
5 5 mm
6 6 mm
8 8 mm
11
Version
C Contra
PLubrification haute pression
5
Dimensions de carrés
queue carrée
1010 10 x 10 mm
1212 12 x 12 mm
1616 16 x 16 mm
2020 20 x 20 mm
2525 25 x 25 mm
3232 32 x 32 mm
h
h1
RL

Outils de tronçonnage/rainurage Walter Cut – informations de commande
40
5627
Pièces de montageType GX 16-1E2/F2 . .-GX 30-5E8..
Vis de serrage pour plaquette de rainurage / tronçonnage Couple de serrage
FS2118 (Torx 20IP) 5,0 Nm
Clé mâle coudée FS1464 (Torx 20IP)
OutilDésignation
s mm
Tmax mm
Dmax mm
h=h1 mm
b mm
f1 mm
l1 mm
l4 mm
s1 mm Type
s1
Tmax
Dmaxs
b
l1
h
h1
l4
f1f
G1011.1212R/L-2T8GX16
2
8 12 12 11 122 32 1,6
GX 16-1E2/F2 . .
G1011.1212R/L-2T12GX16 12 12 12 11 122 32 1,6G1011.1616R/L-2T8GX16 8 16 16 15 132 36 1,6G1011.1616R/L-2T15GX16 16 16 16 15 136 36 1,6G1011.2020R/L-2T8GX16 8 20 20 19 142 32 1,6G1011.2020R/L-2T15GX16 16 20 20 19 146 36 1,6G1011.2525R/L-2T8GX16 8 25 25 24 142 32 1,6G1011.2525R/L-2T15GX16 16 25 25 24 146 36 1,6G1011.1616R/L-2T21GX24
221 16 16 15 150 40 1,6
GX 24-1E2 . .G1011.2020R/L-2T21GX24 21 20 20 19 150 40 1,6G1011.1616R/L-3T12GX24
3
12 16 16 15 135 35 2,4
GX 24-2E3/F3 . .
G1011.1616R/L-3T21GX24 21 80 16 16 15 150 40 2,4G1011.2020R/L-3T12GX24 12 20 20 19 145 35 2,4G1011.2012R/L-3T21GX24 21 80 20 12 11 150 40 2,4G1011.2020R/L-3T21GX24 21 80 20 20 19 150 40 2,4G1011.2525R/L-3T12GX24 12 25 25 24 145 35 2,4G1011.2525R/L-3T21GX24 21 80 25 25 24 150 40 2,4G1011.1616R/L-4T12GX24
4
12 16 16 14 135 35 3,4
GX 24-3E4/F4 . .
G1011.1616R/L-4T21GX24 21 80 16 16 14 150 40 3,4G1011.2020R/L-4T12GX24 12 20 20 18 145 35 3,4G1011.2012R/L-4T21GX24 21 80 20 12 10 150 40 3,4G1011.2020R/L-4T21GX24 21 80 20 20 18 150 40 3,4G1011.2525R/L-4T12GX24 12 25 25 23 145 35 3,4G1011.2525R/L-4T21GX24 21 80 25 25 23 150 40 3,4G1011.2525R/L-4T32GX24 32 25 25 23 165 55 3,4G1011.2020R/L-5T12GX24
5
12 20 20 18 145 35 4,2
GX 24-3E5/F5 . .G1011.2020R/L-5T21GX24 21 80 20 20 18 150 40 4,2G1011.2525R/L-5T12GX24 12 25 25 23 145 35 4,2G1011.2525R/L-5T21GX24 21 80 25 25 23 150 40 4,2G1011.2525R/L-5T32GX24 32 120 25 25 23 165 55 4,2G1011.2020R/L-6T12GX24
6
12 20 20 17 145 35 5,2
GX 24-4E6/F6 . .G1011.2020R/L-6T21GX24 21 80 20 20 17 150 40 5,2G1011.2525R/L-6T12GX24 12 25 25 22 145 35 5,2G1011.2525R/L-6T21GX24 21 80 25 25 22 150 40 5,2G1011.2525R/L-6T32GX24 32 120 25 25 22 165 55 5,2G1011.2525R/L-8T28GX30
828 120 25 25 22 165 55 6,1
GX 30-5E8..G1011.3232R/L-8T28GX30 28 120 32 32 29 165 55 6,1
Tmax pour des diamètres plus importants que Dmax, voir les informations techniques page 73.f = f1+s/2Exemple de commande : outil à queue à droite : G1011.2020R-3T12GX24 / outil à queue à gauche : G1011.2020L-3T12GX24La désignation des outils comprend le corps ainsi que les pièces de rechange sans les plaquettes.
Walter CutG1011
- usinage extérieur- rainurage radial 0°- outil à queue monobloc- pour le rainurage, le tournage de gorges et le tronçonnage- pour plaquettes de coupe GX
RL
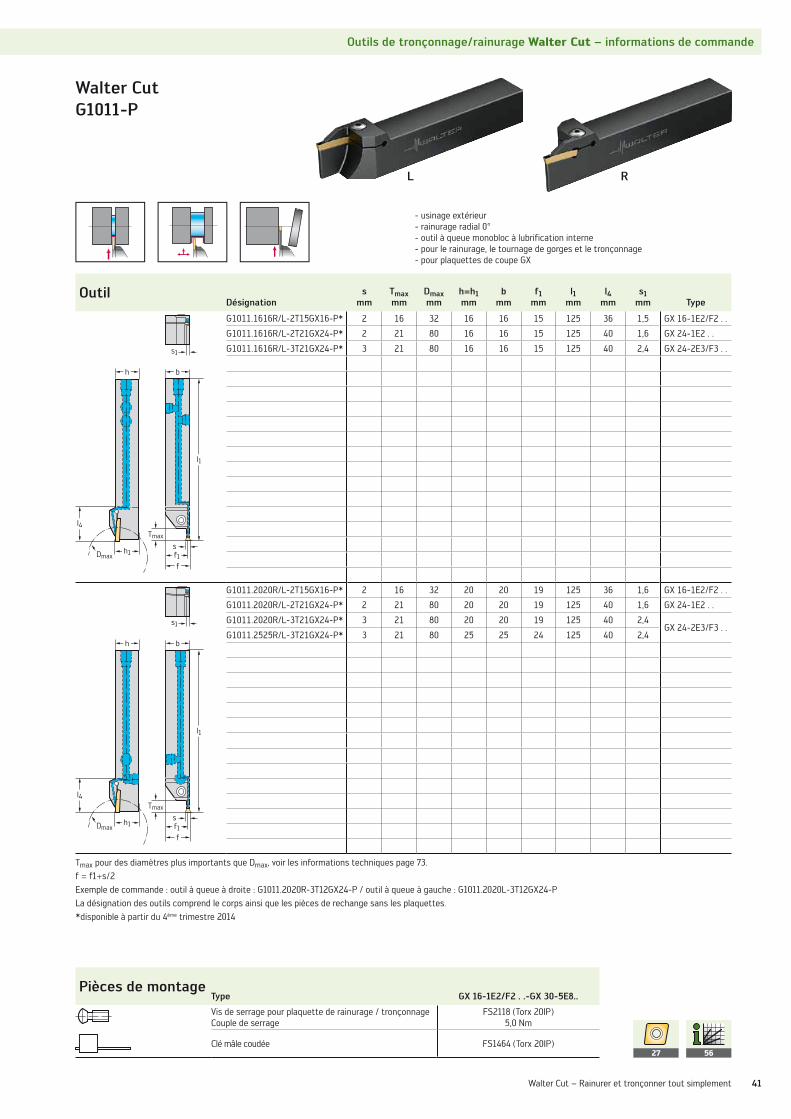
Outils de tronçonnage/rainurage Walter Cut – informations de commande
41Walter Cut – Rainurer et tronçonner tout simplement
5627
Pièces de montageType GX 16-1E2/F2 . .-GX 30-5E8..
Vis de serrage pour plaquette de rainurage / tronçonnage Couple de serrage
FS2118 (Torx 20IP) 5,0 Nm
Clé mâle coudée FS1464 (Torx 20IP)
OutilDésignation
s mm
Tmax mm
Dmax mm
h=h1 mm
b mm
f1 mm
l1 mm
l4 mm
s1 mm Type
s1
Tmax
Dmaxs
b
l1
h
h1
l4
f1f
G1011.1616R/L-2T15GX16-P* 2 16 32 16 16 15 125 36 1,5 GX 16-1E2/F2 . .
G1011.1616R/L-2T21GX24-P* 2 21 80 16 16 15 125 40 1,6 GX 24-1E2 . .
G1011.1616R/L-3T21GX24-P* 3 21 80 16 16 15 125 40 2,4 GX 24-2E3/F3 . .
s1
Tmax
Dmaxs
b
l1
h
h1
l4
f1f
G1011.2020R/L-2T15GX16-P* 2 16 32 20 20 19 125 36 1,6 GX 16-1E2/F2 . .
G1011.2020R/L-2T21GX24-P* 2 21 80 20 20 19 125 40 1,6 GX 24-1E2 . .
G1011.2020R/L-3T21GX24-P* 3 21 80 20 20 19 125 40 2,4GX 24-2E3/F3 . .
G1011.2525R/L-3T21GX24-P* 3 21 80 25 25 24 125 40 2,4
Tmax pour des diamètres plus importants que Dmax, voir les informations techniques page 73.f = f1+s/2Exemple de commande : outil à queue à droite : G1011.2020R-3T12GX24-P / outil à queue à gauche : G1011.2020L-3T12GX24-PLa désignation des outils comprend le corps ainsi que les pièces de rechange sans les plaquettes.*disponible à partir du 4ème trimestre 2014
Walter CutG1011-P
- usinage extérieur- rainurage radial 0°- outil à queue monobloc à lubrification interne- pour le rainurage, le tournage de gorges et le tronçonnage- pour plaquettes de coupe GX
RL

Outils de tronçonnage/rainurage Walter Cut – informations de commande
42
Accessoires Typeh = mm
SX-1 . .12–20
SX-2 . .–SX-3 . .12–16
SX-2 . .–SX-6 . .20–25
Clé de montage pour plaquette de rainurage / tronçonnage FS2249 FS2249 FS1494
Pièces de montage
Obturateur 1/8’’ FS2258
Walter CutG2012
- usinage extérieur- rainurage radial 0°- outil à queue monobloc à lubrification interne- pour le rainurage et le tronçonnage- pour plaquettes de coupe SX
5626
R
OutilDésignation
s mm
Tmax mm
h=h1 mm
b mm
f1 mm
l1 mm
l4 mm Type
l1
s1
bh
h1
l4
sf1f
G2012.1212R/L-1.5T15SX1,5
15 12 12 11,4 120 25SX-1 . .
G2012.1616R/L-1.5T15SX 15 16 16 15,4 120 25
G2012.1212R/L-2T16SX-P2
16 12 12 11 120 25SX-2 . .
G2012.1616R/L-2T16SX-P 16 16 16 15 120 25
G2012.1212R/L-3T16SX-P3
16 12 12 11 120 25SX-3 . .
G2012.1616R/L-3T16SX-P 16 16 16 15 120 25
l1
s1
bh
h1
l4
sf1f
G2012.2020R/L-1,5T15SX 1,5 15 20 20 19,4 120 25 SX-1 . .
G2012.2020R/L-2T20SX-P 2 20 20 20 19 125 37 SX-2 . .
G2012.2020R/L-3T22SX-P3
22 20 20 20 125 38SX-3 . .
G2012.2525R/L-3T33SX-P 33 25 25 25 125 43
G2012.2020R/L-4T29SX-P4
29 20 20 20 125 45SX-4 . .
G2012.2525R/L-4T33SX-P 33 25 25 25 125 48
G2012.2020R/L-5T29SX-P5
29 20 20 18 125 44SX-5 . .
G2012.2525R/L-5T40SX-P 40 25 25 18 125 44
G2012.2525R/L-6T40SX-P 6 40 25 25 22 125 51 SX-6 . .
Instructions pour le changement de plaquette, voir page 62. Kit de raccordement pour alimentation en lubrifiant avec filetage G G18”, voir page 63.f = f1+s/2Exemple de commande : outil à queue à droite : G2012.2020R-3T22SX-P / outil à queue à gauche : G2012.2020L-3T22SX-P
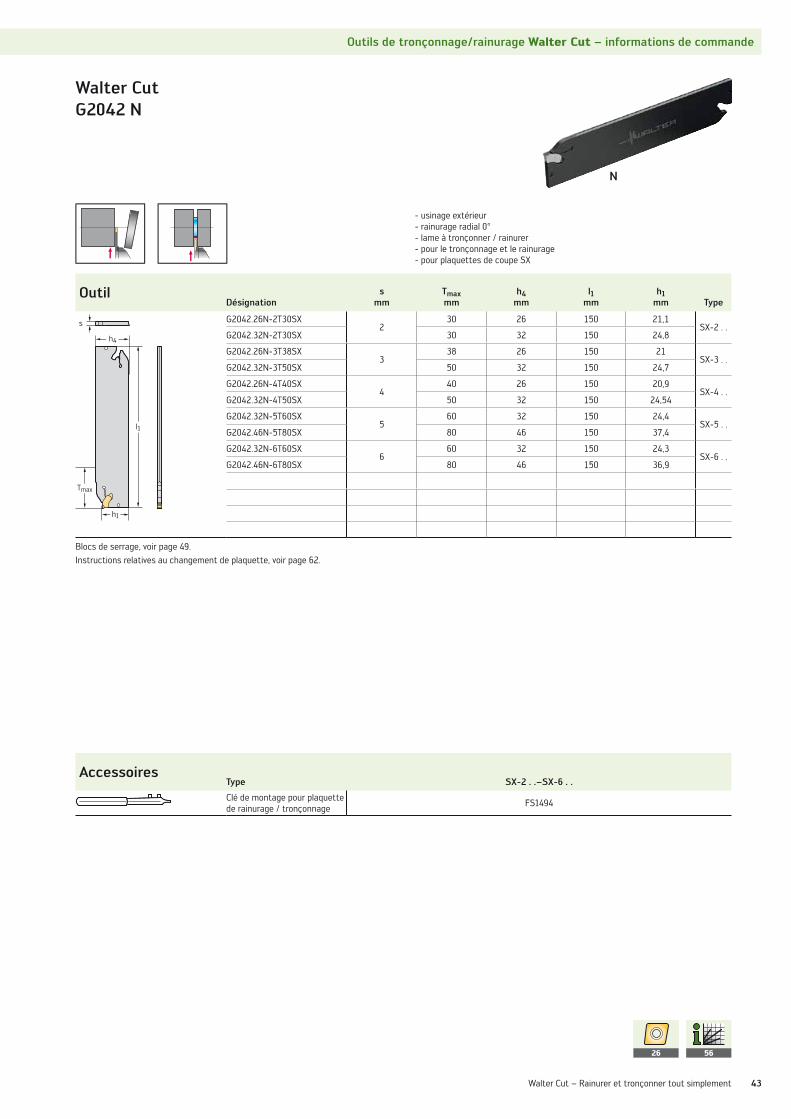
Outils de tronçonnage/rainurage Walter Cut – informations de commande
43Walter Cut – Rainurer et tronçonner tout simplement
N
AccessoiresType SX-2 . .–SX-6 . .
Clé de montage pour plaquette de rainurage / tronçonnage FS1494
OutilDésignation
s mm
Tmax mm
h4 mm
l1 mm
h1 mm Type
s
Tmax
l1
h1
h4
G2042.26N-2T30SX2
30 26 150 21,1SX-2 . .
G2042.32N-2T30SX 30 32 150 24,8
G2042.26N-3T38SX3
38 26 150 21SX-3 . .
G2042.32N-3T50SX 50 32 150 24,7
G2042.26N-4T40SX4
40 26 150 20,9SX-4 . .
G2042.32N-4T50SX 50 32 150 24,54
G2042.32N-5T60SX5
60 32 150 24,4SX-5 . .
G2042.46N-5T80SX 80 46 150 37,4
G2042.32N-6T60SX6
60 32 150 24,3SX-6 . .
G2042.46N-6T80SX 80 46 150 36,9
Blocs de serrage, voir page 49.Instructions relatives au changement de plaquette, voir page 62.
Walter CutG2042 N
- usinage extérieur- rainurage radial 0°- lame à tronçonner / rainurer- pour le tronçonnage et le rainurage- pour plaquettes de coupe SX
5626

Outils de tronçonnage/rainurage Walter Cut – informations de commande
44
AccessoiresType SX-1 . . SX-2 . . – SX-4 . .
Clé de montage pour plaquette de rainurage / tronçonnage FS2249 FS1494
OutilDésignation
s mm
Tmax mm
h4 mm
l1 mm
h1 mm Type
Tmax
h1
h4
l1
sG2042.26L/R-1,5T20SX*
1,520 26 110 21
SX-1E15 . .G2042.32L/R-1,5T20SX* 20 32 110 24,6
G2042.26L/R-2T26SX2
26 26 110 21SX-2E2 . .
G2042.32L/R-2T26SX 26 32 110 24,65
G2042.26L/R-3T33SX3
33 26 110 21SX-3E3 . .
G2042.32L/R-3T33SX 33 32 110 24,65
G2042.32L/R-4T33SX 4 33 32 110 24,65 SX-4E4 . .
Blocs de serrage, voir page 49.Instructions relatives au changement de plaquette, voir page 62.*disponible à partir du 4ème trimestre 2014
Walter CutG2042 R/L
5626
RL
- usinage extérieur- rainurage radial 0°- lame à tronçonner / rainurer- pour le tronçonnage et le rainurage- pour plaquettes de coupe SX

Outils de tronçonnage/rainurage Walter Cut – informations de commande
45Walter Cut – Rainurer et tronçonner tout simplement
AccessoiresType SX-1 . . SX-2 . . – SX-4 . .
Clé de montage pour plaquette de rainurage / tronçonnage FS2249 FS1494
OutilDésignation
s mm
Tmax mm
h4 mm
l1 mm
h1 mm Type
Tmax
h1
h4
l1
sG2042.26L/R-1,5T20SX-C*
1,520 26 110 21
SX-1E15 . .G2042.32L/R-1,5T20SX-C* 20 32 110 24,6
G2042.26L/R-2T26SX-C2
26 26 110 21SX-2E2 . .
G2042.32L/R-2T26SX-C 26 32 110 24,6
G2042.26L/R-3T33SX-C3
33 26 110 21SX-3E3 . .
G2042.32L/R-3T33SX-C 33 32 110 24,6
G2042.32L/R-4T33SX-C 4 33 32 110 24,6 SX-4E4 . .
Blocs de serrage, voir page 49.Instructions relatives au changement de plaquette, voir page 62.*disponible à partir du 4ème trimestre 2014
Walter CutG2042 R/L-CVersion Contra
5626
RL
- usinage extérieur- rainurage radial 0°- lame à tronçonner / rainurer- pour le tronçonnage et le rainurage- pour plaquettes de coupe SX

Outils de tronçonnage/rainurage Walter Cut – informations de commande
46
Pièces de montageType GX16-0E . . –GX24-3E . .
Vis de serrage pour plaquette de rainurage / tronçonnage Couple de serrage
FS2164 (Torx 15IP) 3,5 Nm
AccessoiresType GX16-0E . . –GX24-3E . .
Tournevis FS1485 (Torx 15IP)
OutilDésignation
s mm
Tmax mm
h4 mm
l1 mm
h1 mm Type
s
Tmax
l1
h1 h4
G1041.26R/L-1.5T16GX16 1,5 16 26 110 21 GX16-0E..
G1041.26R/L-2T16GX162
16 26 110 21GX16-1E2/F2..
G1041.32R/L-2T23GX16 23 32 110 24,6
G1041.26R/L-2T23GX24*
2
23 26 110 21
GX24-1E2..G1041.26R/L-2T32GX24* 32 26 110 21
G1041.32R/L-2T23GX24* 23 32 110 24,6
G1041.32R/L-2T32GX24* 32 32 110 24,6
G1041.26R/L-3T16GX16
3
16 26 110 21 GX16-2E3/F3..
G1041.26R/L-3T23GX24 23 26 110 21
GX24-2E3/F3..G1041.32R/L-3T23GX24 23 32 110 24,6
G1041.32R/L-3T32GX24 32 32 110 24,6
G1041.32R/L-4T32GX24 4 32 32 110 24,6 GX24-3E4/F4..
Blocs de serrage, voir page 49.Description des versions Contra / Standard, voir page 62.La désignation des outils comprend le corps ainsi que les pièces de rechange sans les plaquettes.*disponible à partir du 4ème trimestre 2014
Walter CutG1041 R/L
- usinage extérieur- rainurage radial 0°- lame à tronçonner / rainurer- pour le tronçonnage et le rainurage- pour plaquettes de coupe GX
5627
RL

Outils de tronçonnage/rainurage Walter Cut – informations de commande
47Walter Cut – Rainurer et tronçonner tout simplement
Pièces de montageType GX16-0E . . –GX24-3E . .
Vis de serrage pour plaquette de rainurage / tronçonnage Couple de serrage
FS2164 (Torx 15IP) 3,5 Nm
AccessoiresType GX16-0E . . –GX24-3E . .
Tournevis FS1485 (Torx 15IP)
OutilDésignation
s mm
Tmax mm
h4 mm
l1 mm
h1 mm Type
h1
Tmax
s
h4
l1
G1041.26R/L-1.5T16GX16C 1,5 16 26 110 21 GX16-0E . .
G1041.26R/L-2T16GX16C2
16 26 110 21GX16-1E2/F2 . .
G1041.32R/L-2T23GX16C 23 32 110 24,6
G1041.26R/L-2T23GX24C*
2
23 26 110 21
GX24-1E2..G1041.26R/L-2T32GX24C* 32 26 110 21
G1041.32R/L-2T23GX24C* 23 32 110 24,6
G1041.32R/L-2T32GX24C* 32 32 110 24,6
G1041.26R/L-3T16GX16C
3
16 26 110 21 GX16-2E3/F3 . .
G1041.26R/L-3T23GX24C 23 26 110 21
GX24-2E3/F3 . .G1041.32R/L-3T23GX24C 23 32 110 24,6
G1041.32R/L-3T32GX24C 32 32 110 24,6
G1041.32R/L-4T32GX24C 4 32 32 110 24,6 GX24-3E4/F4 . .
Blocs de serrage, voir page 49.Description des versions Contra / Standard, voir page 62.La désignation des outils comprend le corps ainsi que les pièces de rechange sans les plaquettes.*disponible à partir du 4ème trimestre 2014
Walter CutG1041 R/L-CVersion Contra
- usinage extérieur- rainurage radial 0°- lame à tronçonner / rainurer- pour le tronçonnage et le rainurage- pour plaquettes de coupe GX
5627
RL
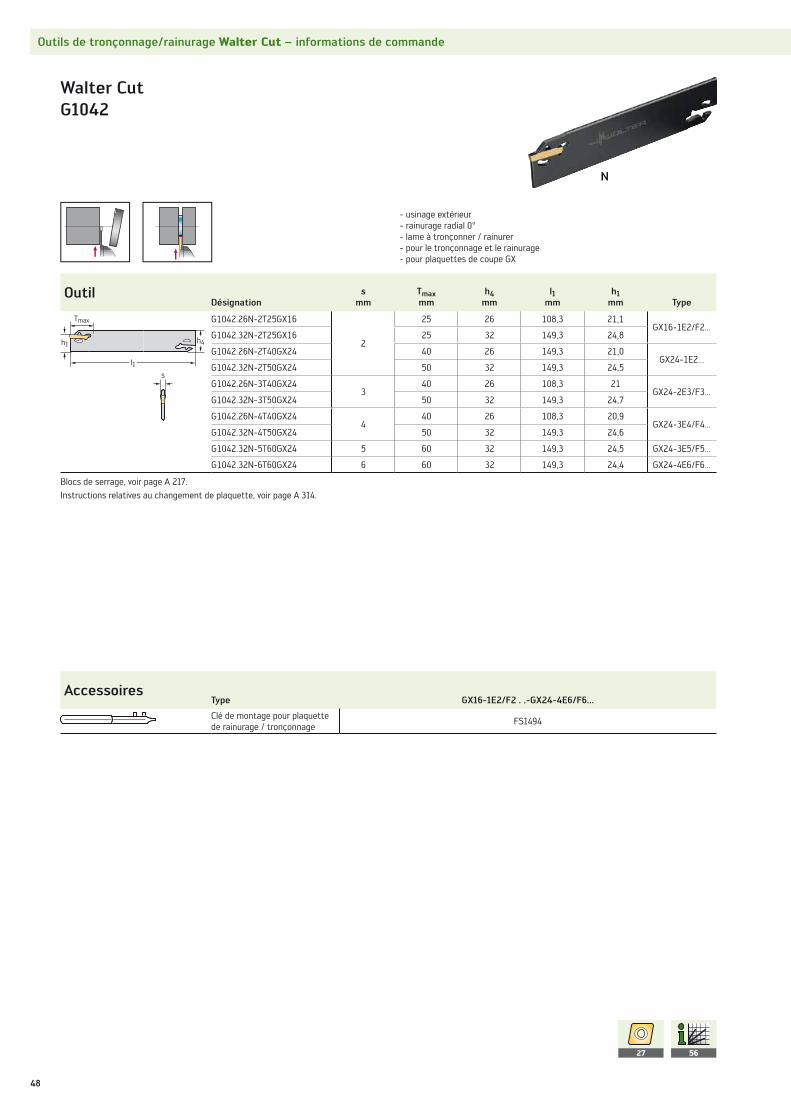
Outils de tronçonnage/rainurage Walter Cut – informations de commande
48
AccessoiresType GX16-1E2/F2 . .-GX24-4E6/F6...
Clé de montage pour plaquette de rainurage / tronçonnage FS1494
OutilDésignation
s mm
Tmax mm
h4 mm
l1 mm
h1 mm Type
h1
s
Tmax
l1
h4
G1042.26N-2T25GX16
2
25 26 108,3 21,1GX16-1E2/F2...
G1042.32N-2T25GX16 25 32 149,3 24,8
G1042.26N-2T40GX24 40 26 149,3 21,0GX24-1E2...
G1042.32N-2T50GX24 50 32 149,3 24,5
G1042.26N-3T40GX243
40 26 108,3 21GX24-2E3/F3...
G1042.32N-3T50GX24 50 32 149,3 24,7
G1042.26N-4T40GX244
40 26 108,3 20,9GX24-3E4/F4...
G1042.32N-4T50GX24 50 32 149,3 24,6
G1042.32N-5T60GX24 5 60 32 149,3 24,5 GX24-3E5/F5...
G1042.32N-6T60GX24 6 60 32 149,3 24,4 GX24-4E6/F6...
Blocs de serrage, voir page A 217.Instructions relatives au changement de plaquette, voir page A 314.
Walter CutG1042
- usinage extérieur- rainurage radial 0°- lame à tronçonner / rainurer- pour le tronçonnage et le rainurage- pour plaquettes de coupe GX
5627
N
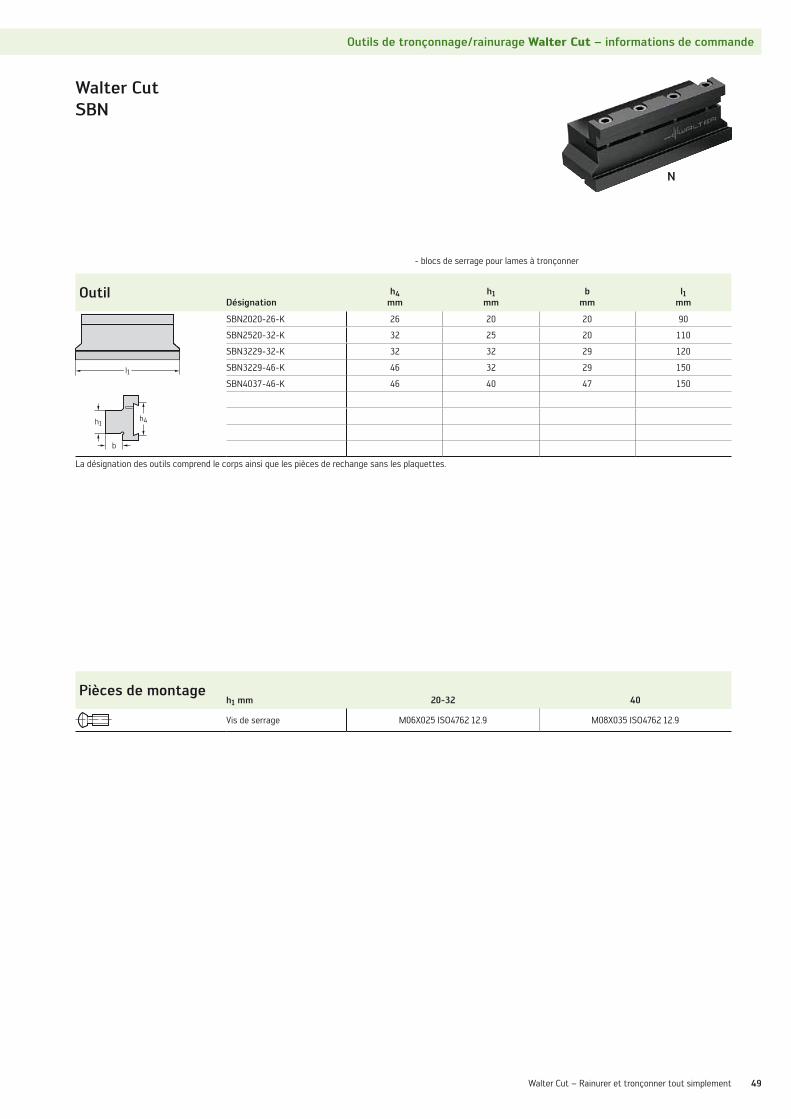
Outils de tronçonnage/rainurage Walter Cut – informations de commande
49Walter Cut – Rainurer et tronçonner tout simplement
Pièces de montageh1 mm 20-32 40
Vis de serrage M06X025 ISO4762 12.9 M08X035 ISO4762 12.9
OutilDésignation
h4 mm
h1 mm
b mm
l1 mm
b
h4h1
l1
SBN2020-26-K 26 20 20 90
SBN2520-32-K 32 25 20 110
SBN3229-32-K 32 32 29 120
SBN3229-46-K 46 32 29 150
SBN4037-46-K 46 40 47 150
La désignation des outils comprend le corps ainsi que les pièces de rechange sans les plaquettes.
Walter CutSBN
- blocs de serrage pour lames à tronçonner
N
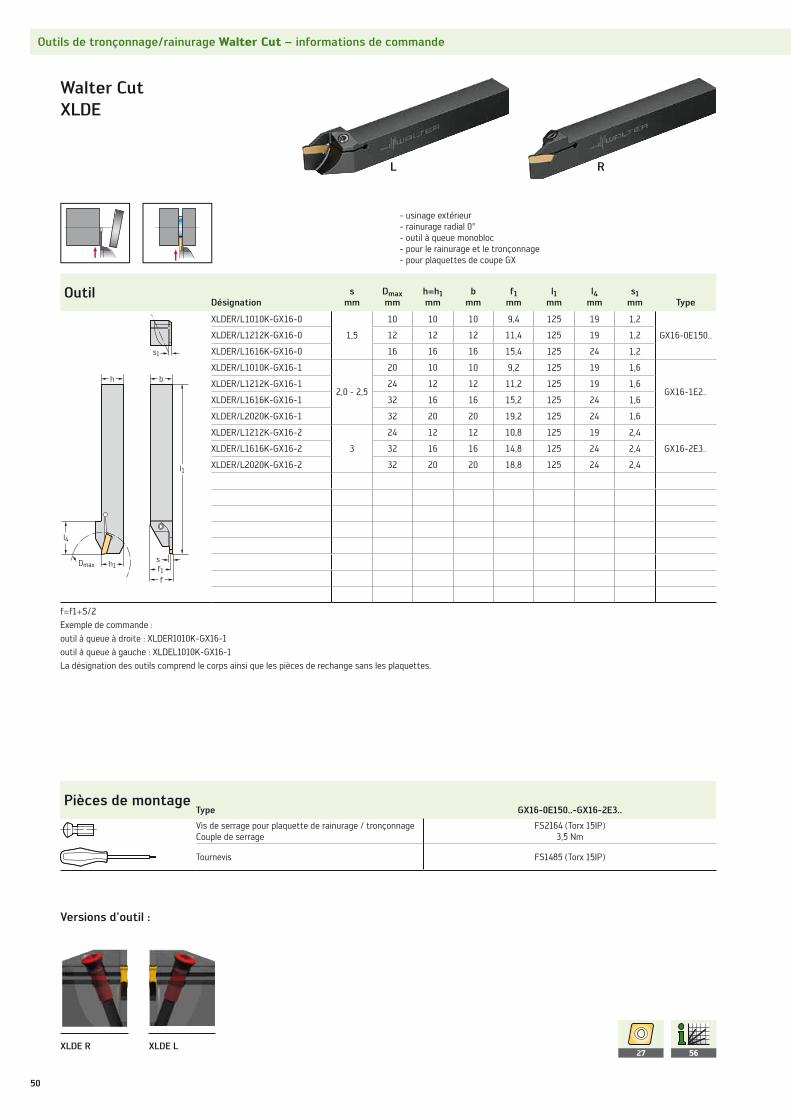
Outils de tronçonnage/rainurage Walter Cut – informations de commande
50
Pièces de montageType GX16-0E150..-GX16-2E3..
Vis de serrage pour plaquette de rainurage / tronçonnage Couple de serrage
FS2164 (Torx 15IP) 3,5 Nm
Tournevis FS1485 (Torx 15IP)
OutilDésignation
s mm
Dmax mm
h=h1 mm
b mm
f1 mm
l1 mm
l4 mm
s1 mm Type
s1
l4
sDmax h1 f1f
l1
bh
XLDER/L1010K-GX16-0
1,5
10 10 10 9,4 125 19 1,2
GX16-0E150..XLDER/L1212K-GX16-0 12 12 12 11,4 125 19 1,2
XLDER/L1616K-GX16-0 16 16 16 15,4 125 24 1,2
XLDER/L1010K-GX16-1
2,0 - 2,5
20 10 10 9,2 125 19 1,6
GX16-1E2..XLDER/L1212K-GX16-1 24 12 12 11,2 125 19 1,6
XLDER/L1616K-GX16-1 32 16 16 15,2 125 24 1,6
XLDER/L2020K-GX16-1 32 20 20 19,2 125 24 1,6
XLDER/L1212K-GX16-2
3
24 12 12 10,8 125 19 2,4
GX16-2E3..XLDER/L1616K-GX16-2 32 16 16 14,8 125 24 2,4
XLDER/L2020K-GX16-2 32 20 20 18,8 125 24 2,4
f=f1+S/2Exemple de commande :outil à queue à droite : XLDER1010K-GX16-1outil à queue à gauche : XLDEL1010K-GX16-1La désignation des outils comprend le corps ainsi que les pièces de rechange sans les plaquettes.
Walter CutXLDE
- usinage extérieur- rainurage radial 0°- outil à queue monobloc- pour le rainurage et le tronçonnage- pour plaquettes de coupe GX
5627
RL
Versions d'outil :
XLDE LXLDE R
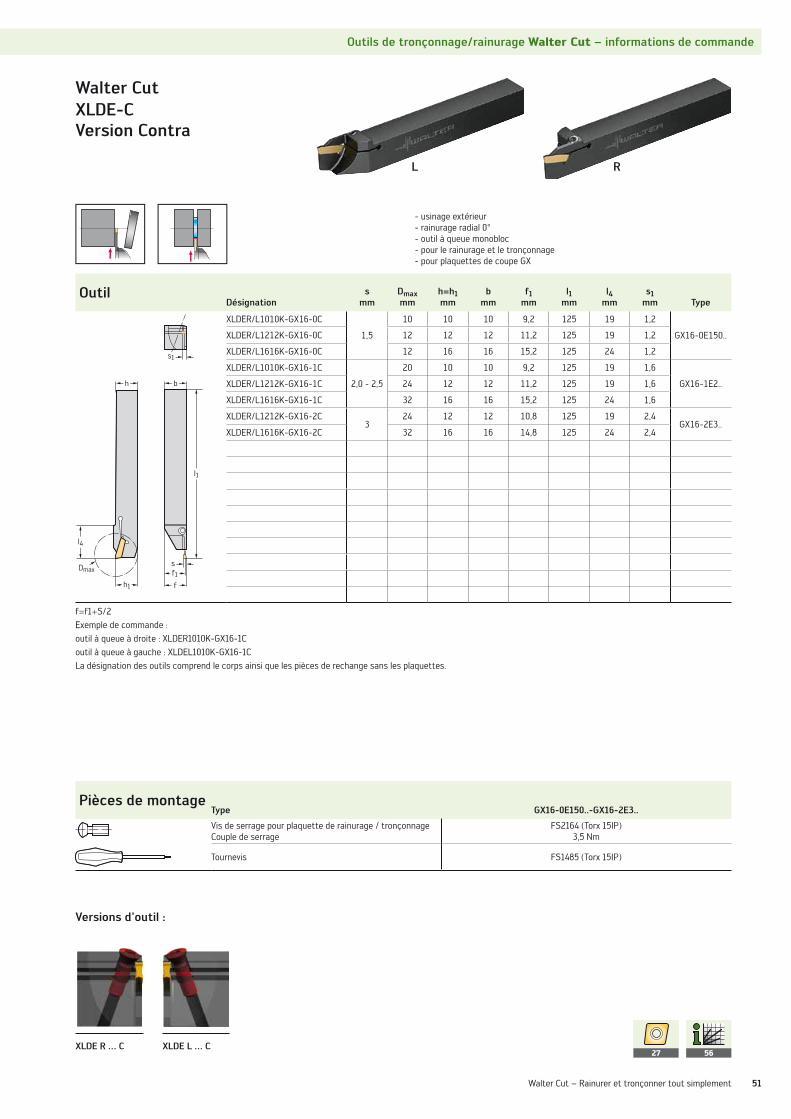
Outils de tronçonnage/rainurage Walter Cut – informations de commande
51Walter Cut – Rainurer et tronçonner tout simplement
Pièces de montageType GX16-0E150..-GX16-2E3..
Vis de serrage pour plaquette de rainurage / tronçonnage Couple de serrage
FS2164 (Torx 15IP) 3,5 Nm
Tournevis FS1485 (Torx 15IP)
OutilDésignation
s mm
Dmax mm
h=h1 mm
b mm
f1 mm
l1 mm
l4 mm
s1 mm Type
sf1
f
l4
Dmax
b
s1
h
h1
l1
XLDER/L1010K-GX16-0C
1,5
10 10 10 9,2 125 19 1,2
GX16-0E150..XLDER/L1212K-GX16-0C 12 12 12 11,2 125 19 1,2
XLDER/L1616K-GX16-0C 12 16 16 15,2 125 24 1,2
XLDER/L1010K-GX16-1C
2,0 - 2,5
20 10 10 9,2 125 19 1,6
GX16-1E2..XLDER/L1212K-GX16-1C 24 12 12 11,2 125 19 1,6
XLDER/L1616K-GX16-1C 32 16 16 15,2 125 24 1,6
XLDER/L1212K-GX16-2C3
24 12 12 10,8 125 19 2,4GX16-2E3..
XLDER/L1616K-GX16-2C 32 16 16 14,8 125 24 2,4
f=f1+S/2Exemple de commande :outil à queue à droite : XLDER1010K-GX16-1Coutil à queue à gauche : XLDEL1010K-GX16-1CLa désignation des outils comprend le corps ainsi que les pièces de rechange sans les plaquettes.
Walter CutXLDE-CVersion Contra
- usinage extérieur- rainurage radial 0°- outil à queue monobloc- pour le rainurage et le tronçonnage- pour plaquettes de coupe GX
5627
RL
Versions d'outil :
XLDE L … CXLDE R … C

Outils de tronçonnage/rainurage Walter Cut – informations de commande
52
Pièces de montageType GX16- . .-GX24- . .
Vis de serrage pour plaquette de rainurage / tronçonnage Couple de serrage
FS2118 (Torx 20IP) 5,0 Nm
Clé mâle coudée FS1464 (Torx 20IP)
OutilDésignation
s mm
Tmax mm
h=h1 mm
b mm
f mm
f1 mm
l21 mm
l1 mm
l4 mm
s1 mm Type
Tmax
s
b
l1
f1
f
h
h1
l4
G1511.1212R/L-T4GX16
2,0 - 6,0
4 12 12 9,9 131,5 31,5 4,5
GX16- . .G1511.1616R/L-T4GX16 4 16 16 13,9 141,5 31,5 4,5
G1511.2020R/L-T4GX16 4 20 20 17,9 141,5 31,5 4,5
G1511.2525R/L-T4GX16 4 25 25 22,9 141,5 31,5 4,5
G1511.1616R/L-T6GX243,0 - 6,0
6 16 16 13,9 143,5 33,5 4,5
GX24- . .G1511.2020R/L-T6GX24 6 20 20 17,9 143,5 33,5 4,5
G1511.2525R/L-T6GX24 6 25 25 22,9 143,5 33,5 4,5
Tmax
s
b
l1
f
h
l4
l21
G1521.1616R/L-T4GX162,0 - 6,0
4 16 16 20,5 12,5 134,9 27
GX16- . .G1521.2020R/L-T4GX16 4 20 20 24,5 14,5 134,9 27
G1521.2525R/L-T4GX16 4 25 25 29,5 17 134,9 27
G1521.2020R/L-T6GX24 3,0 - 6,0
6 20 20 26,5 16,5 134,9 27GX24- . .
G1521.2525R/L-T6GX24 6 25 25 31,5 19 134,9 27
G1511 : f = f1+s/2G1521 : l1=l21+S/2Exemple de commande :outil à queue à droite : G1511.1212R-T4GX16outil à queue à gauche : G1511.1212L-T4GX16
La désignation des outils comprend le corps ainsi que les pièces de rechange sans les plaquettes.
Walter CutG1511/G1521
- usinage extérieur- rainurage radial 0° / 90°- rainurage axial 0° / 90°- outil à queue monobloc- pour le rainurage, le tournage de gorges et le tronçonnage- pour plaquettes de coupe GX
Largeur de plaquette de rainurage s
mm
Diamètre de rainurage minimum Dmin [mm]
GX16 GX24
3 81 65
4 75 62
5 63 51
6 53 43
5627
G1511RG1521R

Outils de tronçonnage/rainurage Walter Cut – informations de commande
53Walter Cut – Rainurer et tronçonner tout simplement
Pièces de montageType GX24- . .
Vis de serrage pour plaquette de rainurage / tronçonnage Couple de serrage
FS2118 (Torx 20IP) 5,0 Nm
Clé mâle coudée FS1464 (Torx 20IP)
OutilDésignation
s mm
Tmax mm
h=h1 mm
b mm
f mm
f1 mm
l21 mm
l4 mm Type
Tmax
45°
s
b
l1 l21
h
l4
f1f
G1551.2020R/L-T6GX243,0 - 6,0
6 20 20 23,2 13,2 143,1 33,1GX24- . .
G1551.2525R/L-T6GX24 6 25 25 28,2 15,7 143,1 33,1
G1551 : l1=l21+0,707 x s/2f=f1+0,707 x S/2Exemple de commande :outil à queue à droite : G1551.2020R-T6GX24outil à queue à gauche : G1551.2020L-T6GX24
Walter CutG1551
- usinage extérieur- rainurage 45°- copiage au tour- outil à queue monobloc- pour le rainurage, le tournage de gorges et le copiage au tour- pour plaquettes de coupe GX
5627
RL
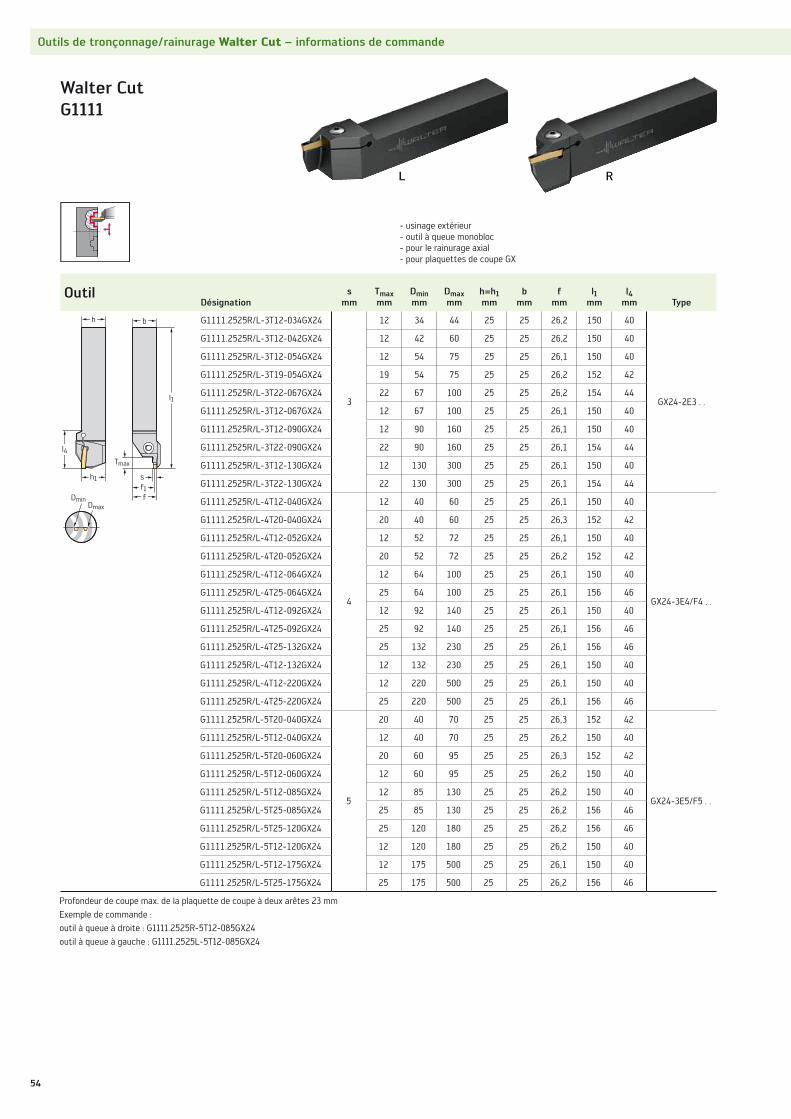
Outils de tronçonnage/rainurage Walter Cut – informations de commande
54
OutilDésignation
s mm
Tmax mm
Dmin mm
Dmax mm
h=h1 mm
b mm
f mm
l1 mm
l4 mm Type
Tmax
s
DmaxDmin
b
l1
f1f
h
h1
l4
G1111.2525R/L-3T12-034GX24
3
12 34 44 25 25 26,2 150 40
GX24-2E3 . .
G1111.2525R/L-3T12-042GX24 12 42 60 25 25 26,2 150 40
G1111.2525R/L-3T12-054GX24 12 54 75 25 25 26,1 150 40
G1111.2525R/L-3T19-054GX24 19 54 75 25 25 26,2 152 42
G1111.2525R/L-3T22-067GX24 22 67 100 25 25 26,2 154 44
G1111.2525R/L-3T12-067GX24 12 67 100 25 25 26,1 150 40
G1111.2525R/L-3T12-090GX24 12 90 160 25 25 26,1 150 40
G1111.2525R/L-3T22-090GX24 22 90 160 25 25 26,1 154 44
G1111.2525R/L-3T12-130GX24 12 130 300 25 25 26,1 150 40
G1111.2525R/L-3T22-130GX24 22 130 300 25 25 26,1 154 44
G1111.2525R/L-4T12-040GX24
4
12 40 60 25 25 26,1 150 40
GX24-3E4/F4 . .
G1111.2525R/L-4T20-040GX24 20 40 60 25 25 26,3 152 42
G1111.2525R/L-4T12-052GX24 12 52 72 25 25 26,1 150 40
G1111.2525R/L-4T20-052GX24 20 52 72 25 25 26,2 152 42
G1111.2525R/L-4T12-064GX24 12 64 100 25 25 26,1 150 40
G1111.2525R/L-4T25-064GX24 25 64 100 25 25 26,1 156 46
G1111.2525R/L-4T12-092GX24 12 92 140 25 25 26,1 150 40
G1111.2525R/L-4T25-092GX24 25 92 140 25 25 26,1 156 46
G1111.2525R/L-4T25-132GX24 25 132 230 25 25 26,1 156 46
G1111.2525R/L-4T12-132GX24 12 132 230 25 25 26,1 150 40
G1111.2525R/L-4T12-220GX24 12 220 500 25 25 26,1 150 40
G1111.2525R/L-4T25-220GX24 25 220 500 25 25 26,1 156 46
G1111.2525R/L-5T20-040GX24
5
20 40 70 25 25 26,3 152 42
GX24-3E5/F5 . .
G1111.2525R/L-5T12-040GX24 12 40 70 25 25 26,2 150 40
G1111.2525R/L-5T20-060GX24 20 60 95 25 25 26,3 152 42
G1111.2525R/L-5T12-060GX24 12 60 95 25 25 26,2 150 40
G1111.2525R/L-5T12-085GX24 12 85 130 25 25 26,2 150 40
G1111.2525R/L-5T25-085GX24 25 85 130 25 25 26,2 156 46
G1111.2525R/L-5T25-120GX24 25 120 180 25 25 26,2 156 46
G1111.2525R/L-5T12-120GX24 12 120 180 25 25 26,2 150 40
G1111.2525R/L-5T12-175GX24 12 175 500 25 25 26,1 150 40
G1111.2525R/L-5T25-175GX24 25 175 500 25 25 26,2 156 46
Profondeur de coupe max. de la plaquette de coupe à deux arêtes 23 mmExemple de commande :outil à queue à droite : G1111.2525R-5T12-085GX24outil à queue à gauche : G1111.2525L-5T12-085GX24
Walter CutG1111
- usinage extérieur- outil à queue monobloc- pour le rainurage axial- pour plaquettes de coupe GX
RL

Outils de tronçonnage/rainurage Walter Cut – informations de commande
55Walter Cut – Rainurer et tronçonner tout simplement
Pièces de montageType GX24-2E3 . .-GX24-4E6/F6 . .
Vis de serrage pour plaquette de rainurage / tronçonnage Couple de serrage
FS2118 (Torx 20IP) 4,0 Nm
Clé mâle coudée FS1464 (Torx 20IP)
OutilDésignation
s mm
Tmax mm
Dmin mm
Dmax mm
h=h1 mm
b mm
f mm
l1 mm
l4 mm Type
Tmax
s
DmaxDmin
b
l1
f1f
h
h1
l4
G1111.2525R/L-6T12-040GX24
6
12 40 70 25 25 26,2 150 40
GX24-4E6/F6 . .
G1111.2525R/L-6T20-040GX24 25 40 70 25 25 26,3 152 42
G1111.2525R/L-6T12-058GX24 12 58 100 25 25 26,2 150 40
G1111.2525R/L-6T25-058GX24 25 58 100 25 25 26,2 156 46
G1111.2525R/L-6T12-088GX24 12 88 180 25 25 26,2 150 40
G1111.2525R/L-6T25-088GX24 25 88 180 25 25 26,2 156 46
G1111.2525R/L-6T12-168GX24 12 168 400 25 25 26,2 150 40
G1111.2525R/L-6T25-168GX24 25 168 400 25 25 26,2 156 46
Profondeur de coupe max. de la plaquette de coupe à deux arêtes 23 mmExemple de commande :f = f1+s/2outil à queue à droite : G1111.2525R-5T12-085GX24outil à queue à gauche : G1111.2525L-5T12-085GX24
Walter CutG1111
- usinage extérieur- outil à queue monobloc- pour le rainurage axial- pour plaquettes de coupe GX
Suite
5627
RL

Informations techniques
56
Gro
upe
de m
atér
iaux
= paramètres de coupe pour l’usinage sous lubrifiant
= usinage à sec possible
Dure
té B
rinel
l HB
Rési
stan
ce m
écan
ique
Rm
N
/mm
2
Gro
upe
d’us
inag
e 1
Nuances Nuances
Valeurs de départ pour la vitesse de coupe
vc [m/min]Valeurs de départ pour la vitesse de coupe vc [m/min]
Principaux groupes de matériaux et lettres d’identification
HC HC HW
WSM13S WSM23S WSM33S WSM43S WTA33 WKP13S WKP23S WKP33S WSM13S WSM23S WSM33S WSM43S WKP23S WK1
P
Acier non allié
C ≤ 0,25 % recuit 125 428 P1 C C C 200 190 180 170 190 220 200 180 190 180 170 160 190C > 0,25... ≤ 0,55 % recuit 190 639 P2 C C C 180 170 170 160 180 200 180 170 180 170 160 150 170C > 0,25... ≤ 0,55 % traité 210 708 P3 C C C 170 160 150 140 160 190 170 160 160 150 140 130 160C > 0,55 % recuit 190 639 P4 C C C 190 180 170 160 180 200 180 170 180 170 160 150 170C > 0,55 % traité 300 1013 P5 C C C 160 150 140 130 120 170 150 150 150 140 130 120 140Acier de décolletage (à copeaux courts) recuit 220 745 P6 C C C 190 180 170 160 180 200 180 170 180 170 160 150 170
Acier faiblement allié
recuit 175 591 P7 C C C 190 180 160 150 180 200 180 160 180 170 150 140 170traité 300 1013 P8 C C C 160 150 110 100 150 170 150 150 150 140 100 90 140traité 380 1282 P9 C C C 160 150 100 100 130 170 150 130 150 140 90 90 140traité 430 1477 P10 C C C 100 80 60
Acier fortement allié et acier à outils fortement allié
recuit 200 675 P11 C C C 140 130 120 110 180 180 170 160 130 120 110 100 120trempé et revenu 300 1013 P12 C C C 120 110 90 80 140 160 150 140 110 100 80 70 100trempé et revenu 400 1361 P13 C C C 100 80 60
Acier inoxydableferritique / martensitique, recuit 200 675 P14 C C C 190 180 160 140 180 200 180 160 180 170 150 130martensitique, traité 330 1114 P15 C C C 120 100 80 60 100 130 120 110 100 90 70 50
M Acier inoxydableausténitique, trempé 200 675 M1 C C C 190 170 150 130 150 170 160 140 120austénitique, à durcissement par précipitation (PH) 300 1013 M2 C C C 120 100 80 60 100 130 120 110 100 90 70 50austénito-ferritique, duplex 230 778 M3 C C C 170 150 130 110 130 150 140 120 100
K
Fonte malléableferritique 200 675 K1 C C C 190 180 170 100 190 160 140 180 170 160 180perlitique 260 867 K2 C C C 170 160 150 60 170 130 100 160 150 140 160
Fonte griseà faible résistance mécanique 180 602 K3 C C C 220 210 200 260 350 330 250 230 220 210 230à haute résistance mécanique / austénitique 245 825 K4 C C C 180 170 160 210 310 300 290 190 180 170 190
Fonte nodulaireferritique 155 518 K5 C C C 220 210 200 240 300 290 280 210 200 190 210perlitique 265 885 K6 C C C 180 170 160 190 260 250 240 170 160 150 170
FGV (CGI) 200 675 K7 C C C 220 200 180 190
N
Alliages d’aluminium de corroyagenon durcissables par vieillissement 30 – N1 C C C 900trempables, durcis par vieillissement 100 343 N2 C C C 600
Alliages d’aluminium de fonderie≤ 12 % Si, non durcissables 75 260 N3 C C C 350≤ 12 % Si, durcissables par vieillissement, durcis 90 314 N4 C C C 250> 12% Si, non durcissables 130 447 N5
Alliages de magnésium 70 250 N6
Cuivre et alliages de cuivre (bronze/laiton)
non allié, cuivre électrolytique 100 343 N7 C C C 400Laiton, bronze, laiton rouge 90 314 N8 C C C 300Alliages Cu, à copeaux courts 110 382 N9 C C C 200à haute résistance, Ampco 300 1013 N10
S
Alliages réfractaires
Base Ferecuits 200 675 S1 C C C 110 100 90 80 100 90 80 70durcis par vieillissement 280 943 S2 C C C 60 50 40 30 50 40 30 25
Base Ni ou Corecuits 250 839 S3 C C C 90 80 70 60 80 70 60 50durcis par vieillissement 350 1177 S4 C C C 80 70 60 50 70 60 50 40moulés 320 1076 S5 C C C 80 70 60 50 70 60 50 40
Alliages de titaneTitane pur 200 675 S6 C C C 160 150 130 120 150 140 130 110Alliages α- et β durcis par vieillissement 375 1262 S7 C C C 45 40 35 30 50 40 30 25Alliages β 410 1396 S8 C C C 35 30 25 40 30 25
Alliages de tungstène 300 1013 S9Alliages de molybdène 300 1013 S10
H Acier trempétrempé et revenu 50 HRC – H1trempé et revenu 55 HRC – H2trempé et revenu 60 HRC – H3
Fonte traitée trempée et revenue 55 HRC – H4
O
Matériaux thermoplastiques sans charges abrasives O1Matériaux thermodurcissables sans charges abrasives O2Plastique renforcé de fibres de verre GFRP O3Plastique renforcé de fibres de carbone CFRP O4Plastique renforcé de fibres d’aramide AFRP O5Graphite (technique) 80 Shore O6
C C application recommandée (les paramètres de coupe indiquées valent comme valeurs de départ pour l’application recommandée)C application possible
1 Vous trouverez le classement par groupes d’usinage à partir de la page H 8 dans le catalogue général 2012 de Walter.
HC = carbure revêtuHW = carbure non revêtu
Paramètres de coupe pour Walter Cut
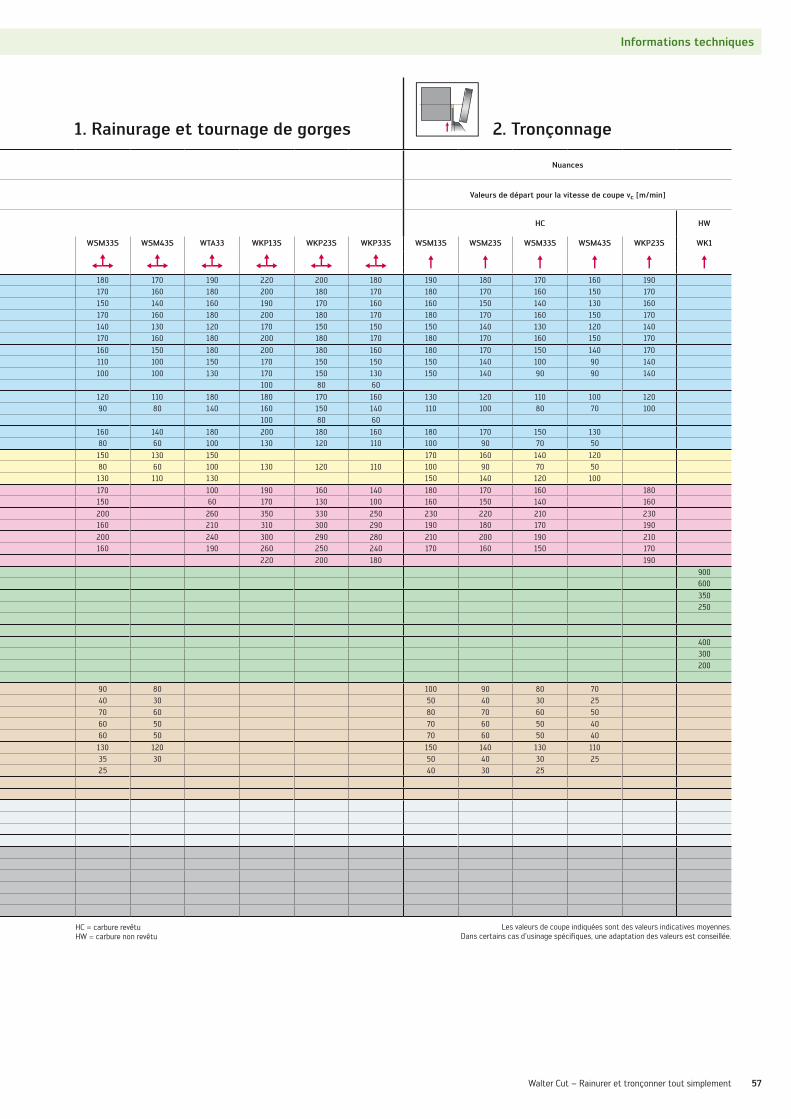
Informations techniques
57Walter Cut – Rainurer et tronçonner tout simplement
Gro
upe
de m
atér
iaux
= paramètres de coupe pour l’usinage sous lubrifiant
= usinage à sec possible
Dure
té B
rinel
l HB
Rési
stan
ce m
écan
ique
Rm
N
/mm
2
Gro
upe
d’us
inag
e 1
Nuances Nuances
Valeurs de départ pour la vitesse de coupe
vc [m/min]Valeurs de départ pour la vitesse de coupe vc [m/min]
Principaux groupes de matériaux et lettres d’identification
HC HC HW
WSM13S WSM23S WSM33S WSM43S WTA33 WKP13S WKP23S WKP33S WSM13S WSM23S WSM33S WSM43S WKP23S WK1
P
Acier non allié
C ≤ 0,25 % recuit 125 428 P1 C C C 200 190 180 170 190 220 200 180 190 180 170 160 190C > 0,25... ≤ 0,55 % recuit 190 639 P2 C C C 180 170 170 160 180 200 180 170 180 170 160 150 170C > 0,25... ≤ 0,55 % traité 210 708 P3 C C C 170 160 150 140 160 190 170 160 160 150 140 130 160C > 0,55 % recuit 190 639 P4 C C C 190 180 170 160 180 200 180 170 180 170 160 150 170C > 0,55 % traité 300 1013 P5 C C C 160 150 140 130 120 170 150 150 150 140 130 120 140Acier de décolletage (à copeaux courts) recuit 220 745 P6 C C C 190 180 170 160 180 200 180 170 180 170 160 150 170
Acier faiblement allié
recuit 175 591 P7 C C C 190 180 160 150 180 200 180 160 180 170 150 140 170traité 300 1013 P8 C C C 160 150 110 100 150 170 150 150 150 140 100 90 140traité 380 1282 P9 C C C 160 150 100 100 130 170 150 130 150 140 90 90 140traité 430 1477 P10 C C C 100 80 60
Acier fortement allié et acier à outils fortement allié
recuit 200 675 P11 C C C 140 130 120 110 180 180 170 160 130 120 110 100 120trempé et revenu 300 1013 P12 C C C 120 110 90 80 140 160 150 140 110 100 80 70 100trempé et revenu 400 1361 P13 C C C 100 80 60
Acier inoxydableferritique / martensitique, recuit 200 675 P14 C C C 190 180 160 140 180 200 180 160 180 170 150 130martensitique, traité 330 1114 P15 C C C 120 100 80 60 100 130 120 110 100 90 70 50
M Acier inoxydableausténitique, trempé 200 675 M1 C C C 190 170 150 130 150 170 160 140 120austénitique, à durcissement par précipitation (PH) 300 1013 M2 C C C 120 100 80 60 100 130 120 110 100 90 70 50austénito-ferritique, duplex 230 778 M3 C C C 170 150 130 110 130 150 140 120 100
K
Fonte malléableferritique 200 675 K1 C C C 190 180 170 100 190 160 140 180 170 160 180perlitique 260 867 K2 C C C 170 160 150 60 170 130 100 160 150 140 160
Fonte griseà faible résistance mécanique 180 602 K3 C C C 220 210 200 260 350 330 250 230 220 210 230à haute résistance mécanique / austénitique 245 825 K4 C C C 180 170 160 210 310 300 290 190 180 170 190
Fonte nodulaireferritique 155 518 K5 C C C 220 210 200 240 300 290 280 210 200 190 210perlitique 265 885 K6 C C C 180 170 160 190 260 250 240 170 160 150 170
FGV (CGI) 200 675 K7 C C C 220 200 180 190
N
Alliages d’aluminium de corroyagenon durcissables par vieillissement 30 – N1 C C C 900trempables, durcis par vieillissement 100 343 N2 C C C 600
Alliages d’aluminium de fonderie≤ 12 % Si, non durcissables 75 260 N3 C C C 350≤ 12 % Si, durcissables par vieillissement, durcis 90 314 N4 C C C 250> 12% Si, non durcissables 130 447 N5
Alliages de magnésium 70 250 N6
Cuivre et alliages de cuivre (bronze/laiton)
non allié, cuivre électrolytique 100 343 N7 C C C 400Laiton, bronze, laiton rouge 90 314 N8 C C C 300Alliages Cu, à copeaux courts 110 382 N9 C C C 200à haute résistance, Ampco 300 1013 N10
S
Alliages réfractaires
Base Ferecuits 200 675 S1 C C C 110 100 90 80 100 90 80 70durcis par vieillissement 280 943 S2 C C C 60 50 40 30 50 40 30 25
Base Ni ou Corecuits 250 839 S3 C C C 90 80 70 60 80 70 60 50durcis par vieillissement 350 1177 S4 C C C 80 70 60 50 70 60 50 40moulés 320 1076 S5 C C C 80 70 60 50 70 60 50 40
Alliages de titaneTitane pur 200 675 S6 C C C 160 150 130 120 150 140 130 110Alliages α- et β durcis par vieillissement 375 1262 S7 C C C 45 40 35 30 50 40 30 25Alliages β 410 1396 S8 C C C 35 30 25 40 30 25
Alliages de tungstène 300 1013 S9Alliages de molybdène 300 1013 S10
H Acier trempétrempé et revenu 50 HRC – H1trempé et revenu 55 HRC – H2trempé et revenu 60 HRC – H3
Fonte traitée trempée et revenue 55 HRC – H4
O
Matériaux thermoplastiques sans charges abrasives O1Matériaux thermodurcissables sans charges abrasives O2Plastique renforcé de fibres de verre GFRP O3Plastique renforcé de fibres de carbone CFRP O4Plastique renforcé de fibres d’aramide AFRP O5Graphite (technique) 80 Shore O6
C C application recommandée (les paramètres de coupe indiquées valent comme valeurs de départ pour l’application recommandée)C application possible
1 Vous trouverez le classement par groupes d’usinage à partir de la page H 8 dans le catalogue général 2012 de Walter.
HC = carbure revêtuHW = carbure non revêtu
2. Tronçonnage1. Rainurage et tournage de gorges
Les valeurs de coupe indiquées sont des valeurs indicatives moyennes.Dans certains cas d’usinage spécifiques, une adaptation des valeurs est conseillée.
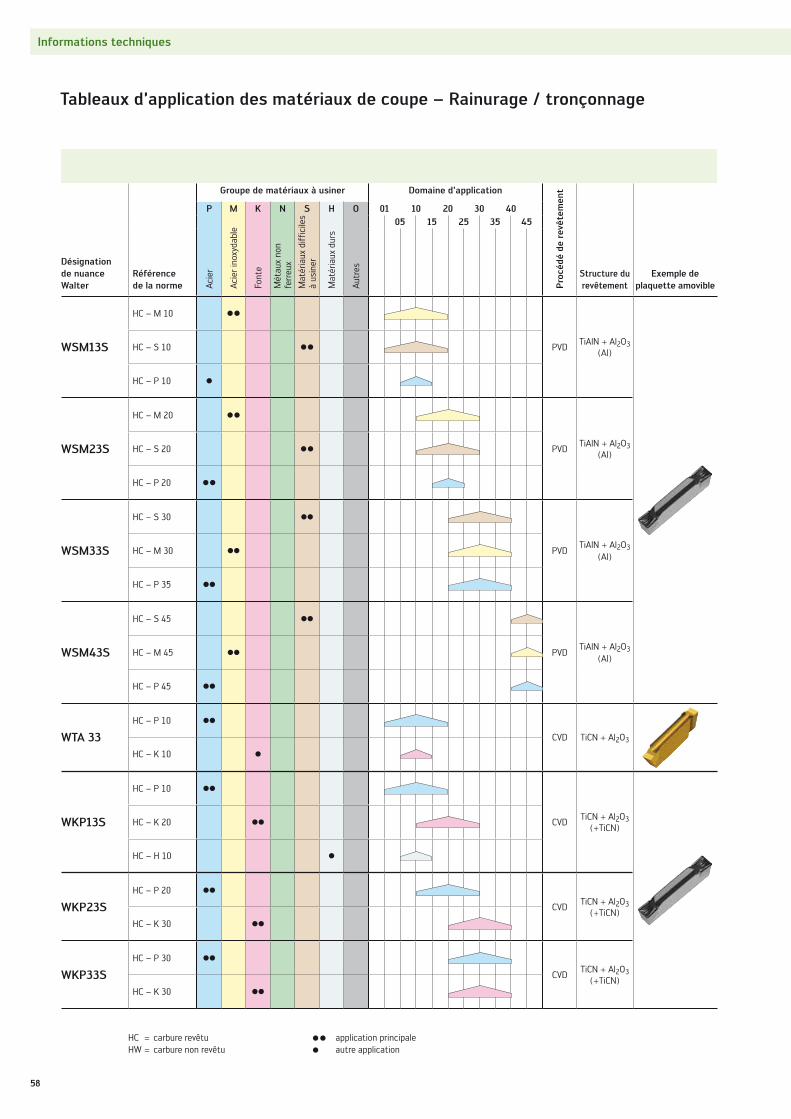
Informations techniques
58
Tableaux d’application des matériaux de coupe – Rainurage / tronçonnage
Désignation de nuance Walter
Référence de la norme
Groupe de matériaux à usiner Domaine d’application
Proc
édé
de r
evêt
emen
t
Structure du revêtement
Exemple de plaquette amovible
P M K N S H O 01 10 20 30 40Ac
ier
Acie
r ino
xyda
ble
Font
e
Mét
aux
non
ferr
eux
Mat
éria
ux d
iffic
iles
à us
iner
Mat
éria
ux d
urs
Autr
es
05 15 25 35 45
WSM13S
HC – M 10 C C
PVDTiAlN + Al2O3
(Al)HC – S 10 C C
HC – P 10 C
WSM23S
HC – M 20 C C
PVDTiAlN + Al2O3
(Al)HC – S 20 C C
HC – P 20 C C
WSM33S
HC – S 30 C C
PVDTiAlN + Al2O3
(Al)HC – M 30 C C
HC – P 35 C C
WSM43S
HC – S 45 C C
PVDTiAlN + Al2O3
(Al)HC – M 45 C C
HC – P 45 C C
WTA 33HC – P 10 C C
CVD TiCN + Al2O3
HC – K 10 C
WKP13S
HC – P 10 C C
CVDTiCN + Al2O3
(+TiCN)HC – K 20 C C
HC – H 10 C
WKP23SHC – P 20 C C
CVDTiCN + Al2O3
(+TiCN)HC – K 30 C C
WKP33SHC – P 30 C C
CVDTiCN + Al2O3
(+TiCN)HC – K 30 C C
HC = carbure revêtuHW = carbure non revêtu
C C application principale C autre application

Informations techniques
59Walter Cut – Rainurer et tronçonner tout simplement
Vue d’ensemble des géométries de plaquettes de coupe
Système SX pour le rainurage et le tronçonnage
GéométrieRemarques / domaine d’application
Groupe de matériaux à usiner
Vue en coupede l’arête principale
Vue de face de l’arête principale
s [mm]
f [mm]
P M K N S H O
Acie
r
Acie
r ino
xyda
ble
Font
e
Mét
aux
non
ferr
eux
Mat
éria
ux ré
frac
taire
s et
di
ffic
ilem
ent u
sina
bles
Mat
éria
ux d
urs
Autr
es
CF6 – avances faibles – faible formation de bavures / tétons de coupe – faibles efforts de coupe
C C C C C C C C C
19°
6°
1,5 0,03 –0,10
2 0,03 –0,12
3 0,04–0,20
CF5 – opérations de rainurage et de tronçonnage – avances faibles à moyennes – bon contrôle des copeaux – faible formation de bavures / tétons de coupe
C C C C C C C C C C
18°
6°
1,5 0,03–0,13
2 0,04–0,15
3 0,08–0,20
4 0,10–0,20
5 0,10–0,25
6 0,12–0,28
CE4 – opérations de rainurage et de tronçonnage – avances moyennes à élevées – enroulement optimal des copeaux – arête de coupe stable
C C C C C C C C
20° 12°
6°
1,5 0,05–0,13
2 0,06–0,15
3 0,09–0,30
4 0,10–0,32
5 0,12–0,35
6 0,12–0,40
C C application principale C autre application
Système GX pour le rainurage et le tronçonnage
GéométrieRemarques / domaine d’application
Groupe de matériaux à usiner
Vue en coupede l’arête principale
Vue de face de l’arête principale
s [mm]
f [mm]
P M K N S H O
Acie
r
Acie
r ino
xyda
ble
Font
e
Mét
aux
non
ferr
eux
Mat
éria
ux ré
frac
taire
s et
di
ffic
ilem
ent u
sina
bles
Mat
éria
ux d
urs
Autr
es
CF6 – avances faibles – faible formation de bavures / tétons de coupe – faibles efforts de coupe
C C C C C C C C C
19°
6°
1,5 0,03–0,10
2 0,03–0,12
2,5 0,03–0,15
3 0,04–0,20
CF5 – opérations de rainurage et de tronçonnage – avances faibles à moyennes – bon contrôle des copeaux – faible formation de bavures / tétons de coupe
C C C C C C C C C C
18°
6°
2 0,04–0,15
2,5 0,05–0,15
3 0,08–0,20
4 0,10–0,22
5 0,10–0,25
CE4 – opérations de rainurage et de tronçonnage – avances moyennes à élevées – enroulement optimal des copeaux – arête de coupe stable
C C C C C C C C
20° 12°
6°
2 0,06–0,15
2,5 0,07–0,18
3 0,09–0,30
4 0,10–0,32
5 0,12–0,35
6 0,12–0,40
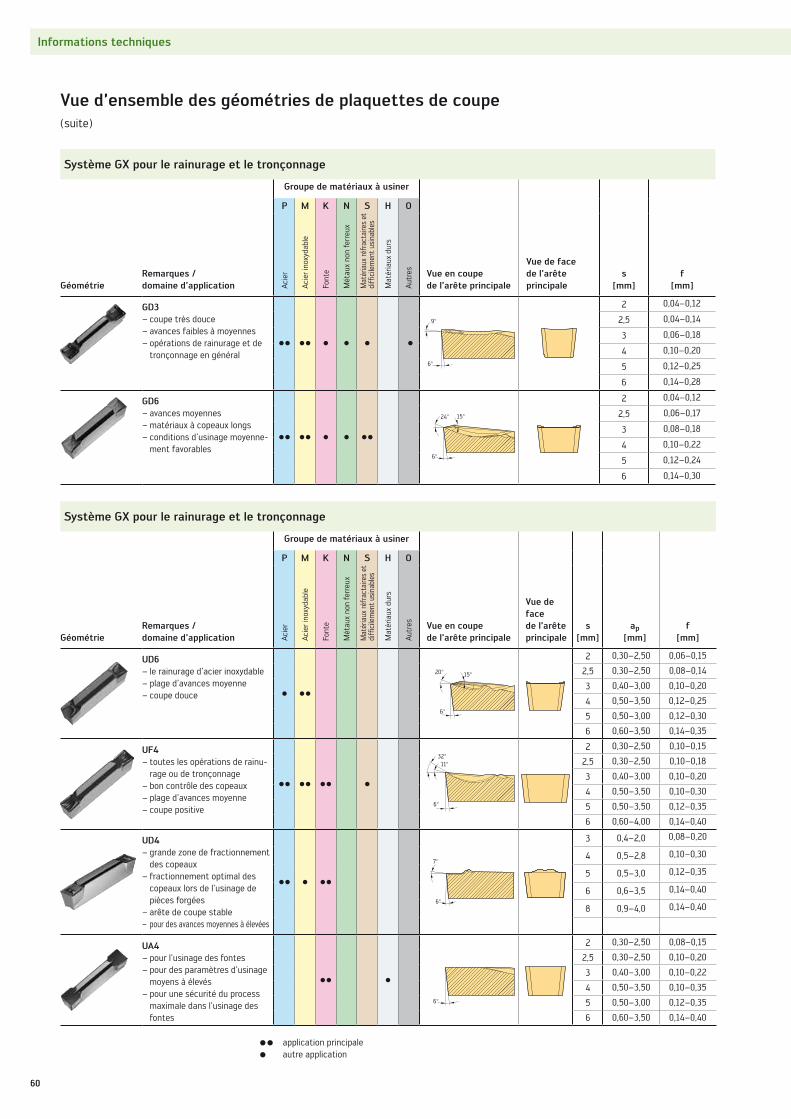
Informations techniques
60
Vue d’ensemble des géométries de plaquettes de coupe(suite)
Système GX pour le rainurage et le tronçonnage
GéométrieRemarques / domaine d’application
Groupe de matériaux à usiner
Vue en coupede l’arête principale
Vue de face de l’arête principale
s [mm]
f [mm]
P M K N S H O
Acie
r
Acie
r ino
xyda
ble
Font
e
Mét
aux
non
ferr
eux
Mat
éria
ux ré
frac
taire
s et
di
ffic
ilem
ent u
sina
bles
Mat
éria
ux d
urs
Autr
es
GD3 – coupe très douce – avances faibles à moyennes – opérations de rainurage et de tronçonnage en général
C C C C C C C C
9°
6°
2 0,04–0,12
2,5 0,04–0,14
3 0,06–0,18
4 0,10–0,20
5 0,12–0,25
6 0,14–0,28
GD6 – avances moyennes – matériaux à copeaux longs – conditions d’usinage moyenne-ment favorables
C C C C C C C C
6°
24° 15°
2 0,04–0,12
2,5 0,06–0,17
3 0,08–0,18
4 0,10–0,22
5 0,12–0,24
6 0,14–0,30
Système GX pour le rainurage et le tronçonnage
GéométrieRemarques / domaine d’application
Groupe de matériaux à usiner
Vue en coupede l’arête principale
Vue de face de l’arête principale
s [mm]
ap [mm]
f [mm]
P M K N S H O
Acie
r
Acie
r ino
xyda
ble
Font
e
Mét
aux
non
ferr
eux
Mat
éria
ux ré
frac
taire
s et
di
ffic
ilem
ent u
sina
bles
Mat
éria
ux d
urs
Autr
es
UD6 – le rainurage d’acier inoxydable – plage d’avances moyenne – coupe douce C C C
6°
20° 15°
2 0,30–2,50 0,06–0,15
2,5 0,30–2,50 0,08–0,14
3 0,40–3,00 0,10–0,20
4 0,50–3,50 0,12–0,25
5 0,50–3,00 0,12–0,30
6 0,60–3,50 0,14–0,35
UF4 – toutes les opérations de rainu-rage ou de tronçonnage – bon contrôle des copeaux – plage d’avances moyenne – coupe positive
C C C C C C C
6°
32°11°
2 0,30–2,50 0,10–0,15
2,5 0,30–2,50 0,10–0,18
3 0,40–3,00 0,10–0,20
4 0,50–3,50 0,10–0,30
5 0,50–3,50 0,12–0,35
6 0,60–4,00 0,14–0,40
UD4 – grande zone de fractionnement des copeaux – fractionnement optimal des copeaux lors de l’usinage de pièces forgées – arête de coupe stable – pour des avances moyennes à élevées
C C C C C
7°
6°
3 0,4–2,0 0,08–0,20
4 0,5–2,8 0,10–0,30
5 0,5–3,0 0,12–0,35
6 0,6–3,5 0,14–0,40
8 0,9–4,0 0,14–0,40
UA4 – pour l’usinage des fontes – pour des paramètres d’usinage moyens à élevés – pour une sécurité du process maximale dans l’usinage des fontes
C C C
6°
2 0,30–2,50 0,08–0,15
2,5 0,30–2,50 0,10–0,20
3 0,40–3,00 0,10–0,22
4 0,50–3,50 0,10–0,35
5 0,50–3,00 0,12–0,35
6 0,60–3,50 0,14–0,40
C C application principale C autre application

Informations techniques
61Walter Cut – Rainurer et tronçonner tout simplement
Vue d’ensemble des géométries de plaquettes de coupe(suite)
Plaquettes de coupe à rayon complet du système GX
GéométrieRemarques / domaine d’application
Groupe de matériaux à usiner
Vue en coupede l’arête principale
Vue de face de l’arête principale
s [mm]
ap[mm] f
[mm]
P M K N S H O
Acie
r
Acie
r ino
xyda
ble
Font
e
Mét
aux
non
ferr
eux
Mat
éria
ux ré
frac
taire
s et
di
ffic
ilem
ent u
sina
bles
Mat
éria
ux d
urs
Autr
es
max
RD4 – pour le copiage au tour – excellent contrôle des copeaux lors du rainurage – pour des avances moyennes à élevées – contour fritté
C C C C C C
7°
6°
3 1,50 0,08–0,35
4 2,00 0,10–0,40
5 2,50 0,12–0,50
6 3,00 0,15–0,60
RF8 – pour le copiage et le déta-lonnage – rectifiée en périphérie – excellent état de surface – arête de coupe stable
C C C C C C C
17° 10°
6°
3 0,1–1,5 0,10–0,30
4 0,1–2,0 0,12–0,45
5 0,1–2,5 0,15–0,50
6 0,1–3,0 0,15–0,55
RK8 – face de coupe polie – arête de coupe tranchante – rectifiée en périphérie – très positive
C C C
20°
11°
6 4,00 0,10–0,30
8 5,00 0,10–0,35
C C application principale C autre application
Système GX pour le rainurage de gorges de circlips
GéométrieRemarques / domaine d’application
Groupe de matériaux à usiner
Vue en coupede l’arête principale
Vue de face de l’arête principale
s [mm]
f [mm]
P M K N S H O
Acie
r
Acie
r ino
xyda
ble
Font
e
Mét
aux
non
ferr
eux
Mat
éria
ux ré
frac
taire
s et
di
ffic
ilem
ent u
sina
bles
Mat
éria
ux d
urs
Autr
es
Plaquettes de coupe pour gorges de circlips
– états de surface optimaux – circlips courants de tout type – une faible formation de bavures
C C C C C
6°
10°
0,6-1,99 0,05–0,10
2-2,99 0,05–0,12
3-3,99 0,07–0,14
4-4,99 0,07–0,20
5-5,990,08–0,20
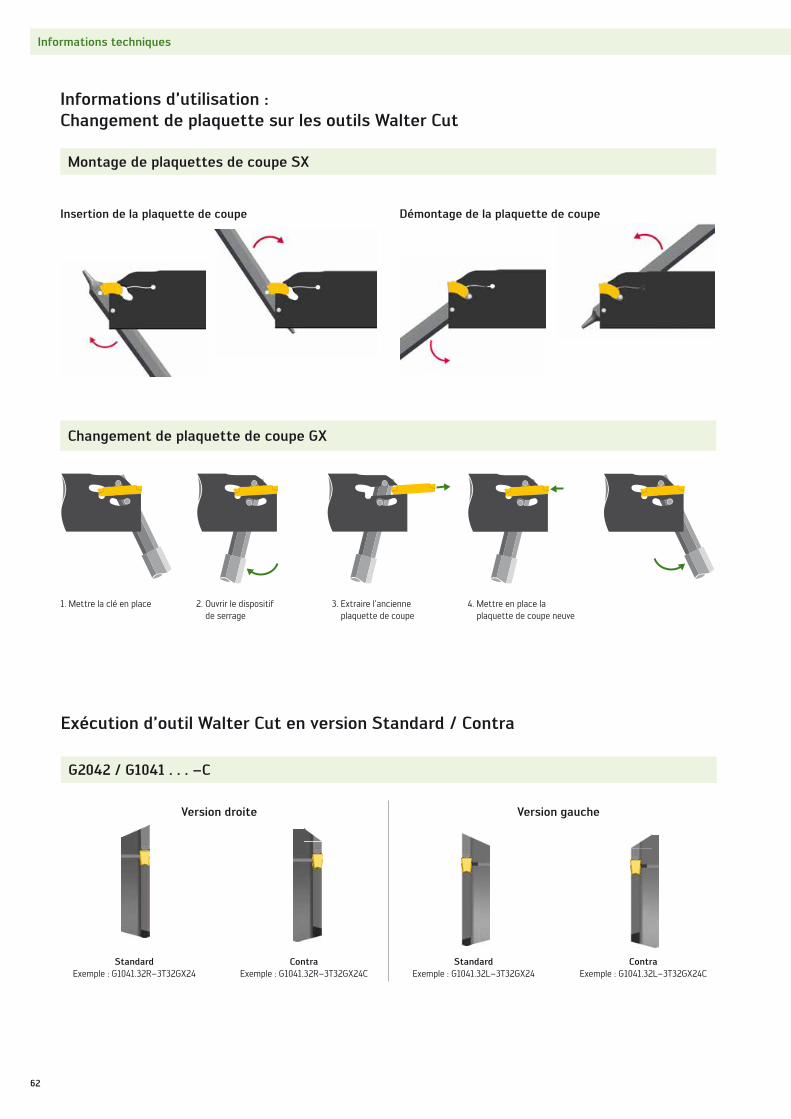
Informations techniques
62
Exécution d’outil Walter Cut en version Standard / Contra
G2042 / G1041 . . . –C
Version droite Version gauche
StandardExemple : G1041.32R–3T32GX24
StandardExemple : G1041.32L–3T32GX24
ContraExemple : G1041.32R–3T32GX24C
ContraExemple : G1041.32L–3T32GX24C
Informations d’utilisation : Changement de plaquette sur les outils Walter Cut
Insertion de la plaquette de coupe Démontage de la plaquette de coupe
Montage de plaquettes de coupe SX
Changement de plaquette de coupe GX
1. Mettre la clé en place 2. Ouvrir le dispositif de serrage
3. Extraire l’ancienne plaquette de coupe
4. Mettre en place la plaquette de coupe neuve
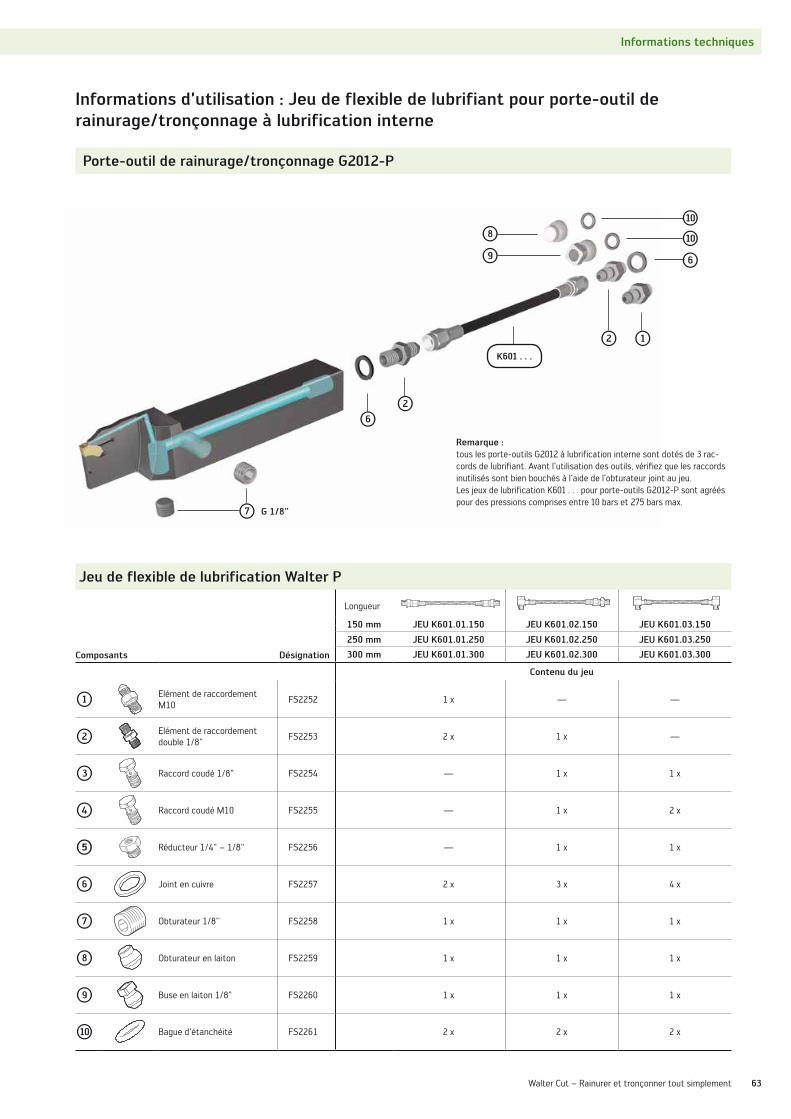
Informations techniques
63Walter Cut – Rainurer et tronçonner tout simplement
Informations d’utilisation : Jeu de flexible de lubrifiant pour porte-outil de rainurage/tronçonnage à lubrification interne
Porte-outil de rainurage/tronçonnage G2012-P
Jeu de flexible de lubrification Walter P
Longueur
150 mm JEU K601.01.150 JEU K601.02.150 JEU K601.03.150
Composants Désignation
250 mm JEU K601.01.250 JEU K601.02.250 JEU K601.03.250
300 mm JEU K601.01.300 JEU K601.02.300 JEU K601.03.300
Contenu du jeu
① Elément de raccordement M10
FS2252 1 x — —
② Elément de raccordement double 1/8"
FS2253 2 x 1 x —
③ Raccord coudé 1/8" FS2254 — 1 x 1 x
④ Raccord coudé M10 FS2255 — 1 x 2 x
⑤ Réducteur 1/4" – 1/8" FS2256 — 1 x 1 x
⑥ Joint en cuivre FS2257 2 x 3 x 4 x
⑦ Obturateur 1/8’’ FS2258 1 x 1 x 1 x
⑧ Obturateur en laiton FS2259 1 x 1 x 1 x
⑨ Buse en laiton 1/8" FS2260 1 x 1 x 1 x
⑩ Bague d’étanchéité FS2261 2 x 2 x 2 x
Remarque :tous les porte-outils G2012 à lubrification interne sont dotés de 3 rac-cords de lubrifiant. Avant l’utilisation des outils, vérifiez que les raccords inutilisés sont bien bouchés à l’aide de l’obturateur joint au jeu. Les jeux de lubrification K601 . . . pour porte-outils G2012-P sont agréés pour des pressions comprises entre 10 bars et 275 bars max.
K601 . . .
G 1/8"
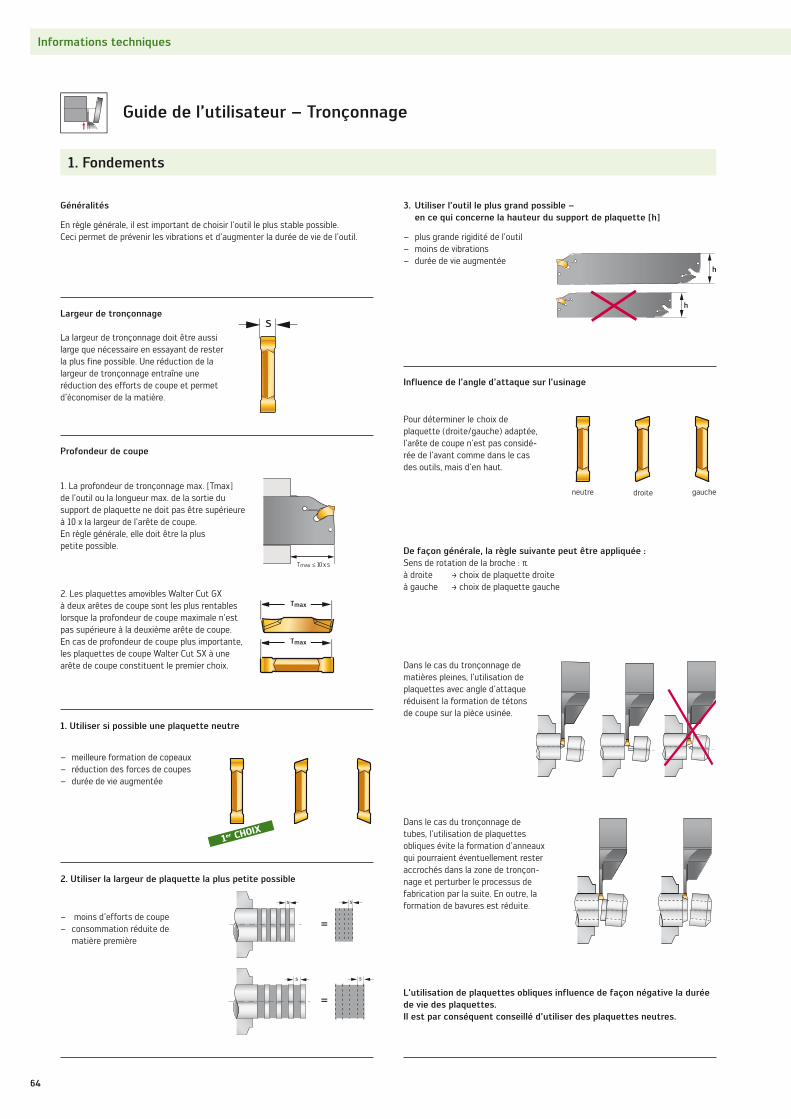
Informations techniques
64
Largeur de tronçonnage
La largeur de tronçonnage doit être aussi large que nécessaire en essayant de rester la plus fine possible. Une réduction de la largeur de tronçonnage entraîne une réduction des efforts de coupe et permet d’économiser de la matière.
1. Utiliser si possible une plaquette neutre
– meilleure formation de copeaux – réduction des forces de coupes – durée de vie augmentée
2. Utiliser la largeur de plaquette la plus petite possible
– moins d'efforts de coupe – consommation réduite de
matière première
3. Utiliser l’outil le plus grand possible – en ce qui concerne la hauteur du support de plaquette [h]
– plus grande rigidité de l’outil – moins de vibrations – durée de vie augmentée
Guide de l’utilisateur – Tronçonnage
Généralités
En règle générale, il est important de choisir l’outil le plus stable possible. Ceci permet de prévenir les vibrations et d’augmenter la durée de vie de l’outil.
Profondeur de coupe
1. La profondeur de tronçonnage max. [Tmax] de l’outil ou la longueur max. de la sortie du support de plaquette ne doit pas être supérieure à 10 x la largeur de l’arête de coupe. En règle générale, elle doit être la plus petite possible.
2. Les plaquettes amovibles Walter Cut GX à deux arêtes de coupe sont les plus rentables lorsque la profondeur de coupe maximale n’est pas supérieure à la deuxième arête de coupe. En cas de profondeur de coupe plus importante, les plaquettes de coupe Walter Cut SX à une arête de coupe constituent le premier choix.
1er CHOIX
Influence de l’angle d’attaque sur l’usinage
neutre droite gauche
Pour déterminer le choix de plaquette (droite/gauche) adaptée, l’arête de coupe n’est pas considé-rée de l’avant comme dans le cas des outils, mais d’en haut.
Dans le cas du tronçonnage de matières pleines, l’utilisation de plaquettes avec angle d’attaque réduisent la formation de tétons de coupe sur la pièce usinée.
Dans le cas du tronçonnage de tubes, l’utilisation de plaquettes obliques évite la formation d’anneaux qui pourraient éventuellement rester accrochés dans la zone de tronçon-nage et perturber le processus de fabrication par la suite. En outre, la formation de bavures est réduite.
L’utilisation de plaquettes obliques influence de façon négative la durée de vie des plaquettes. Il est par conséquent conseillé d’utiliser des plaquettes neutres.
De façon générale, la règle suivante peut être appliquée :Sens de rotation de la broche : πà droite ‡ choix de plaquette droiteà gauche ‡ choix de plaquette gauche
1. Fondements
=
=
S
S S
S
Tmax
Tmax
S
h
h

Informations techniques
65Walter Cut – Rainurer et tronçonner tout simplement
(suite: 2. Influence de l’angle d’attaque sur l’usinage)
Stabilité et durée de vie bonnes mauvaises
Efforts de coupe radiaux (positifs) élevés faibles
Efforts de coupe axiaux (négatifs) faibles élevés
Formation de tétons résiduels / bavures importante faible
Risque de vibrations faible élevé
Qualité de surface et planéité bonne mauvaise
Evacuation des copeaux bon mauvais
Les valeurs d’avance doivent être réduites d’env. 30% étant donné que l’outil tend à dévier de sa trajectoire en raison de la force axiale [Fn]. Ceci provoque des vibrations ainsi que la formation des surfaces concaves.
Influences sur l’usinage
En cas de tronçonnage avec des plaquettes à angle d'attaque R/L, il faut s’attendre à ce que la formation de copeaux soit plus mauvaise. Le copeau s’enroule à 90° par rap-port à l’arête principale et ne prend ainsi pas la forme d’un ressort de montre (comme dans le cas d’une plaquette neutre), mais d’hélice.
Il est possible de guider le copeau en interrompant brièvement la coupe lorsqu’une profondeur de tronçonnage de 1–2 x s est atteinte. Lorsque la coupe reprend, le copeau s’évacu par la rainure déjà existante.
Insérer l’outil de façon à ce que la partie coupante de l’outil soit la plus courte possible
– meilleure planéité – tendance aux vibrations réduite – durées de vie allongées
Réduction de l’avance
A partir d’un diamètre de 1,5 x s mm, réduire l’avance [f] d’env. 50 à 75%. Ne pas tronçonner au-delà du centre, risque de casse. Rayon de bec max. pour tronçonner au-delà du centre : +0,1 mm.par ex. rayon de bec de 0,3 mm x = –0,4 mm Vitesse de coupe constante avec limitation de la vitesse de rotation (vitesse de rotation max. du chargeur de barres)
L’outil doit être orienté à 90° par rapport à l’axe de rotation
– plus grande planéité – tendance aux vibrations réduite
Contrôler la hauteur de la pointe
– durées de vie augmentée/plus constantes – moins de formation de tétons/bavures
Lors de l’usinage, l’angle de coupe effectif varie en fonction de la position de l’outil par rapport au centre de la pièce usinée (au-dessus ou en dessous).
Fixer la pièce à usiner de façon à ce que la zone de tronçonnage soit le plus proche possible du dispositif de serrage.
1. Fondements (suite) 2. Conseils d’utilisation
Plaquette de coupe neutre
Plaquette de coupe avec angle d'attaque
R/L
FP
A
FN
B C
FP
FP
A
FN
B C
FP
L L
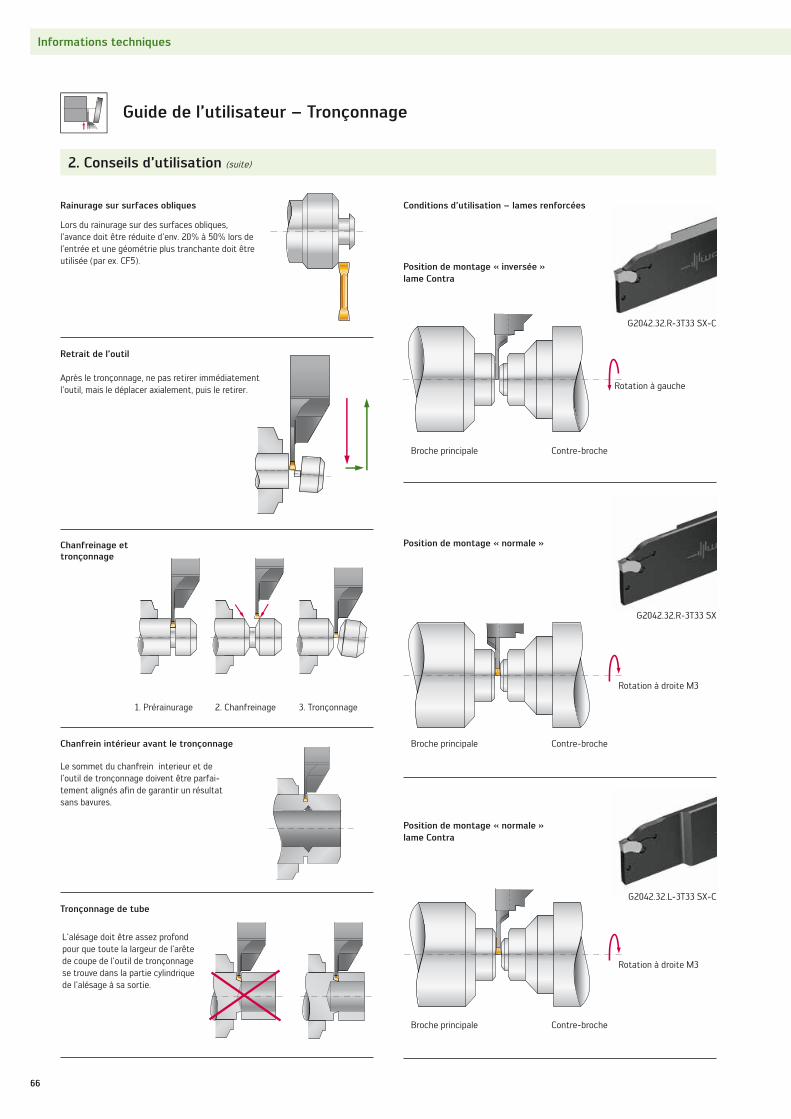
Informations techniques
66
Chanfreinage et tronçonnage
Tronçonnage de tube
1. Prérainurage
Broche principale
Broche principale
Broche principale Contre-broche
Contre-broche
Contre-broche
Rotation à gauche
Rotation à droite M3
Rotation à droite M3
2. Chanfreinage 3. Tronçonnage
L’alésage doit être assez profond pour que toute la largeur de l’arête de coupe de l’outil de tronçonnage se trouve dans la partie cylindrique de l’alésage à sa sortie.
Chanfrein intérieur avant le tronçonnage
Le sommet du chanfrein interieur et de l’outil de tronçonnage doivent être parfai-tement alignés afin de garantir un résultat sans bavures.
Rainurage sur surfaces obliques
Lors du rainurage sur des surfaces obliques, l’avance doit être réduite d’env. 20% à 50% lors de l’entrée et une géométrie plus tranchante doit être utilisée (par ex. CF5).
Retrait de l’outil
Après le tronçonnage, ne pas retirer immédiatement l’outil, mais le déplacer axialement, puis le retirer.
Conditions d’utilisation – lames renforcées
Position de montage « inversée »lame Contra
Position de montage « normale »
Position de montage « normale »lame Contra
Guide de l’utilisateur – Tronçonnage
2. Conseils d’utilisation (suite)
G2042.32.R-3T33 SX-C
G2042.32.R-3T33 SX
G2042.32.L-3T33 SX-C
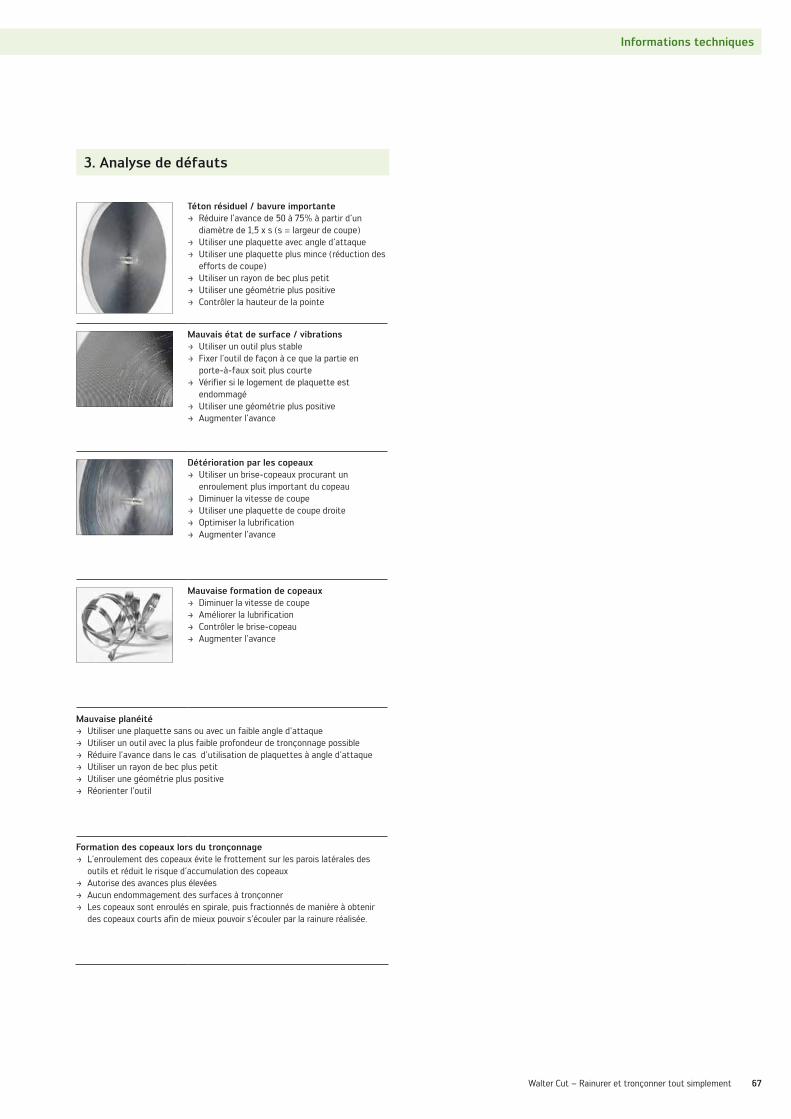
Informations techniques
67Walter Cut – Rainurer et tronçonner tout simplement
Téton résiduel / bavure importante ‡ Réduire l’avance de 50 à 75% à partir d’un
diamètre de 1,5 x s (s = largeur de coupe) ‡ Utiliser une plaquette avec angle d’attaque ‡ Utiliser une plaquette plus mince (réduction des
efforts de coupe) ‡ Utiliser un rayon de bec plus petit ‡ Utiliser une géométrie plus positive ‡ Contrôler la hauteur de la pointe
Mauvais état de surface / vibrations ‡ Utiliser un outil plus stable ‡ Fixer l’outil de façon à ce que la partie en
porte-à-faux soit plus courte ‡ Vérifier si le logement de plaquette est
endommagé ‡ Utiliser une géométrie plus positive ‡ Augmenter l’avance
Détérioration par les copeaux ‡ Utiliser un brise-copeaux procurant un
enroulement plus important du copeau ‡ Diminuer la vitesse de coupe ‡ Utiliser une plaquette de coupe droite ‡ Optimiser la lubrification ‡ Augmenter l’avance
Mauvaise formation de copeaux ‡ Diminuer la vitesse de coupe ‡ Améliorer la lubrification ‡ Contrôler le brise-copeau ‡ Augmenter l’avance
Mauvaise planéité ‡ Utiliser une plaquette sans ou avec un faible angle d’attaque ‡ Utiliser un outil avec la plus faible profondeur de tronçonnage possible ‡ Réduire l’avance dans le cas d'utilisation de plaquettes à angle d’attaque ‡ Utiliser un rayon de bec plus petit ‡ Utiliser une géométrie plus positive ‡ Réorienter l’outil
Formation des copeaux lors du tronçonnage ‡ L’enroulement des copeaux évite le frottement sur les parois latérales des
outils et réduit le risque d’accumulation des copeaux ‡ Autorise des avances plus élevées ‡ Aucun endommagement des surfaces à tronçonner ‡ Les copeaux sont enroulés en spirale, puis fractionnés de manière à obtenir
des copeaux courts afin de mieux pouvoir s’écouler par la rainure réalisée.
3. Analyse de défauts

Informations techniques
68
Lors du rainurage, uniquement une arête de coupe est utilisée. Comme pour d’autres techniques, il est nécessaire de respecter certaines procé-dures en fonction de l’usinage à effectuer afin d’obtenir un résultat optimal.
Réalisation d’une rainure étroite chanfreinée
Réalisation d’une rainure large par rainurage
Rainurer en laissant une surépaisseur de 0,1 mm sur le diamètre
PrérainurageLargeur de dent = s–2xr
Chanfreiner et effectuer la finition du 1er flanc
Prérainurage
Chanfreiner et effectuer la finition du 2nd flanc
Finitionapmax = r
s = largeur de coupe / r = rayon de bec / apmax = profondeur de coupe max.
Guide de l’utilisateur – Rainurage
2. Conseils d’utilisation
Rainurage moins profond décalé latéralementl [s]–[r]
Pour le rainurage moins profond et décalé sur le côté, il convient d’utiliser, si possible, une géométrie universelle en “U”. Tenir également compte du fait que la largeur de coupe entre s/2 et la largeur de l’arête de coupe doit être d’au moins s–1 x r.
ap min : 0,5 x sap max : s–r
Exemple :s = 3,0 mmr = 0,2 mmap min : 1,5 mmap max : 2,8 mm
1. Fondements
Rainurage
Tournage de gorges
Rainurage ou tournage de gorges ?
Le choix de la stratégie d’usinage dépend de la forme et de la taille de la rainure à usiner. En gros, les critères suivants permettent de décider :
Tournage de gorges : La largeur de rainure est 1,5 fois supérieure à la profondeur de rainure
Rainurage : La profondeur de rainure est 1,5 fois supérieure à la largeur de rainure
Généralités L’utilisation d’outils de tournage de gorges permet de réunir plusieurs opérations d’usinage en une seule et d’économiser des outils. Ces outils sont particulièrement adaptés à l’usinage entre épaulements ou en cas de nombre d’emplacements d’outils limité.
Stratégie d’usinage
En principe, on différencie deux stratégies d’usinage : le rainurage et le tournage de gorges.
Dans le cas du rainurage le mouvement d’avance ne s’effectue que dans un sens.Lors de l’usinage de finition un mouvement de chariotage de faible hauteur (env. 0,1–0,3 mm) est cependant possible.
Le tournage de gorges combine des mouvements de rainurage et de chariotage.
La liaison mécanique entre la plaquette et le loge-ment de plaquette permet d’absorber aussi bien les forces radiales qu’axiales.
Ceci rend possible, en utilisant des géométries de coupe adaptées, des opérations de rainurage et de chariotage. Les géométries universelles, par ex. UD4, UF4, s’y prêtent de manière optimale.
Rainurage
Tournage de gorges
12 453 12 453 12 453
s
r
r
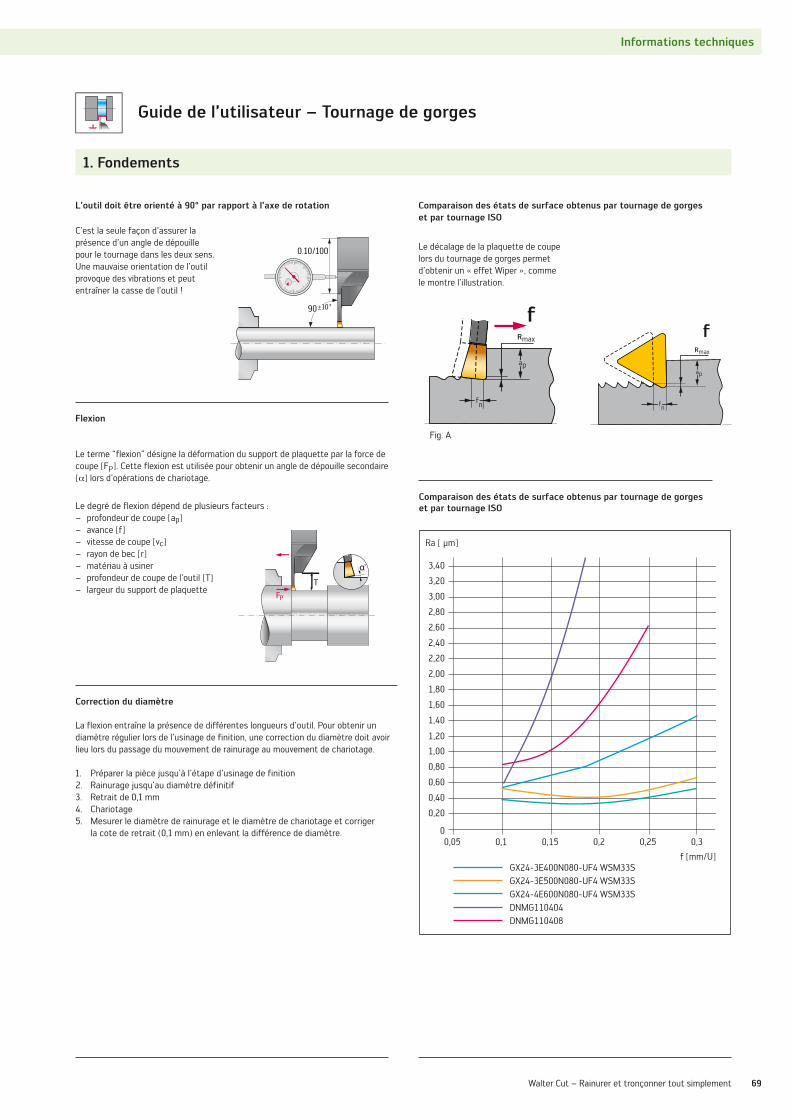
Informations techniques
69Walter Cut – Rainurer et tronçonner tout simplement
L’outil doit être orienté à 90° par rapport à l’axe de rotation
C’est la seule façon d’assurer la présence d’un angle de dépouille pour le tournage dans les deux sens.Une mauvaise orientation de l’outil provoque des vibrations et peut entraîner la casse de l’outil !
Comparaison des états de surface obtenus par tournage de gorges et par tournage ISO
Le décalage de la plaquette de coupe lors du tournage de gorges permet d’obtenir un « effet Wiper », comme le montre l’illustration.
Flexion
Le terme “flexion” désigne la déformation du support de plaquette par la force de coupe [FP]. Cette flexion est utilisée pour obtenir un angle de dépouille secondaire [a] lors d’opérations de chariotage.
Le degré de flexion dépend de plusieurs facteurs : – profondeur de coupe [ap] – avance [f] – vitesse de coupe [vc] – rayon de bec [r] – matériau à usiner – profondeur de coupe de l’outil [T] – largeur du support de plaquette
Correction du diamètre
La flexion entraîne la présence de différentes longueurs d’outil. Pour obtenir un diamètre régulier lors de l’usinage de finition, une correction du diamètre doit avoir lieu lors du passage du mouvement de rainurage au mouvement de chariotage.
1. Préparer la pièce jusqu’à l’étape d’usinage de finition2. Rainurage jusqu’au diamètre définitif3. Retrait de 0,1 mm4. Chariotage 5. Mesurer le diamètre de rainurage et le diamètre de chariotage et corriger la cote de retrait (0,1 mm) en enlevant la différence de diamètre.
0,1 0,15 0,2 0,25 0,3 0,35
3,00
3,40
3,20
2,80
2,40
2,00
1,60
1,20
0,80
0,40
0,05
0,20
0
0,60
1,00
1,40
1,80
2,20
2,60
GX24-3E400N080-UF4 WSM33SGX24-3E500N080-UF4 WSM33SGX24-4E600N080-UF4 WSM33SDNMG110404DNMG110408
f [mm/U]
Ra [ µm]
Guide de l’utilisateur – Tournage de gorges
Fig. A
Comparaison des états de surface obtenus par tournage de gorges et par tournage ISO
1. Fondements

Informations techniques
70
Tournage de gorges
Certaines procédures doivent être respectées pour garantir une sécurité d’usinage optimale. L’outil ne doit par exemple pas être soumis à des efforts simultanément dans deux directions. Toujours veiller à ce qu’après le rainurage la plaquette soit dégagée avant de commencer l’opération de chario-tage. De même, la plaquette doit être dégagée pour passer du chariotage au rainurage.
Formule de base pour le tournage de gorges :fstart 0,05 x sfmax 0,07 x sapmin R+0,1 mmapmax 0,7 x s
Ordre des opérations d’usinage
A la fin d’une opération de chario-tage, retirer l’outil d’au moins 0,1 mm du diamètre usiné en agissant contre la direction d’avance. La plaquette peut ainsi reprendre sa position initiale.
L’opération de rainurage suivante peut alors être effectuée. L’outil doit de nouveau être retiré d’env. 0,1 mm avant de passer à l’opération de chariotage.
Chariotage
Prévention de la formation d’anneaux
1. Ebauche
2. Finition
1. Rainurage (ap mouvement de chariotage)
2. Retrait de 0,1 mm
7. Charioter jusqu’à ce que l’outil se trouve à env. 0,5 mm de l’épaulement
8. Retirer de 0,1 mm dans deux directions
3. Chariotage4. Retirer de 0,1 mm dans deux directions
5. Plongée6. Retrait de 0,1 mm
1. Prérainurer au diamètre définitif au niveau de la fin de rayon
2. Finition du 1er épaulement et copiage du rayon
3. Retirer l’outil de la hauteur de la cote d’égalisation du diamètre
4. Charioter jusqu’à la fin du rayon5. Retirer de 0,1 mm dans deux directions
6. Finition du 2nd épaulement et copiage du rayon
1. Charioter jusqu’à ce que l’outil se trouve à env. 0,5 à 1,5 mm de la fin de son parcours
2. Sortir l’outil en bas de l’angle
3. Positionner l’outil au-dessus de l’anneau
4. Supprimer l’anneau par rainurage
Guide de l’utilisateur – Tournage de gorges
2. Conseils d’utilisation
s
r
r
1
2 3 4

Informations techniques
71Walter Cut – Rainurer et tronçonner tout simplement
Comment éviter les vibrations lors du copiage au tour – Le rayon de la plaquette de coupe doit toujours être inférieur à celui de la pièce
à usiner. – Diminuer l’avance au niveau du rayon de la pièce à usiner de 50 % par rapport à
la coupe longitudinale.
Rayon de la plaquette = Rayon de la pièce à usiner Non recommandé !
Rayon de la plaquette < Rayon de la pièce à usinerRecommandé !
fn1 = coupes longitudinales – épaisseur de copeau max. 0,15-0,40 mmfn2 = usinage du rayon – 50% de l’épaisseur de copeau max.
– Vérifier que le logement de plaquette est propre et en bon état avant de mettre en place la plaquette de coupe.
– Introduire la plaquette de coupe en la faisant glisser le long des faces prismatiques du logement de plaquette et veiller à ce qu’il n’y ait pas de résistance.
– Utiliser la clé fournie pour serrer la vis de serrage. Il est conseillé d’utiliser une clé dynamométrique. Les valeurs suivantes sont recommandées :
OutilCouple de serrage
G15 . . 5,0 Nm
G1011 5,0 Nm
G1111 4,0 Nm
G1041 3,5 Nm
XLDE 3,5 Nm
2. Conseils d’utilisation (suite) 3. Analyse de défauts – Tournage de gorges
Vibrations lors du tournage ‡ Contrôler l’orientation de l’outil (voir page 65) ‡ Flexion trop faible de la plaquette (voir page 65) ‡ Utiliser une plaquette plus mince (plus flexible) ‡ Utiliser un rayon de bec plus petit ‡ Fixer la pièce de façon à ce que la zone de
coupe se trouve plus près du dispositif de serrage
Epaulement sur le diamètre de tournage ‡ Corriger la cote de retrait avant l’usinage
de finition ‡ Assurer une surépaisseur régulière ‡ Vérifier si le logement de plaquette est
endommagé ‡ Augmenter la vitesse de coupe ‡ Utiliser une géométrie plus positive
Détérioration par les copeaux ‡ Utiliser un brise-copeaux avec un meilleur
enroulement du copeau ‡ Diminuer la vitesse de coupe ‡ Optimiser la lubrification
Formation d’anneaux ‡ Contrôler la bonne strategie d'usinage
(voir page 70)
Mauvaise formation de copeaux ‡ Diminuer la vitesse de coupe ‡ Augmenter l’avance ‡ Améliorer la lubrification ‡ Contrôler le brise-copeau
Utilisation de l’outil

Informations techniques
72
Choix de la version d’outil
Choisir la plage de diamètre la plus grande possible pour la première passe.
Tournage d'une rainure axiale
1. Première passe sur le diamètre le plus grand possible
Plus la plage de dia-mètre de la première passe est grande, plus l’évacuation des copeaux est bonne
2. Elargissement vers l’intérieur
3. Elargissement vers l’extérieur
Outil à gaucheOutil à droite
Analyse d’usure
Usure en dépouille ‡ Utiliser une nuance résistant mieux à l’usure ‡ Réduire la vitesse de coupe ‡ Améliorer la lubrification
Déformation plastique ‡ Utiliser une nuance résistant mieux à l’usure ‡ Réduire l’avance ‡ Optimiser la lubrification ‡ Réduire la vitesse de coupe
Ecaillages ‡ Utiliser une nuance de carbure plus tenace ‡ Utiliser un outil plus stable ‡ Utiliser une géométrie plus stable ‡ Utiliser éventuellement une plaquette plus large
Formation d’arêtes rapportées ‡ Augmenter la vitesse de coupe ‡ Utiliser une géométrie plus positive ‡ Optimiser la lubrification
Usure en cratère ‡ Réduire la vitesse de coupe ‡ Utiliser une géométrie plus positive ‡ Utiliser une nuance résistant mieux à l’usure ‡ Optimiser la lubrification
Oxydation ou effets d’entaille ‡ Réduire la vitesse de coupe ‡ Diminuer l’avance
Le rainurage en généralGuide de l’utilisateur – rainurage axial
Fondements
ø max.
Ø min.
ø max.
Ø min.
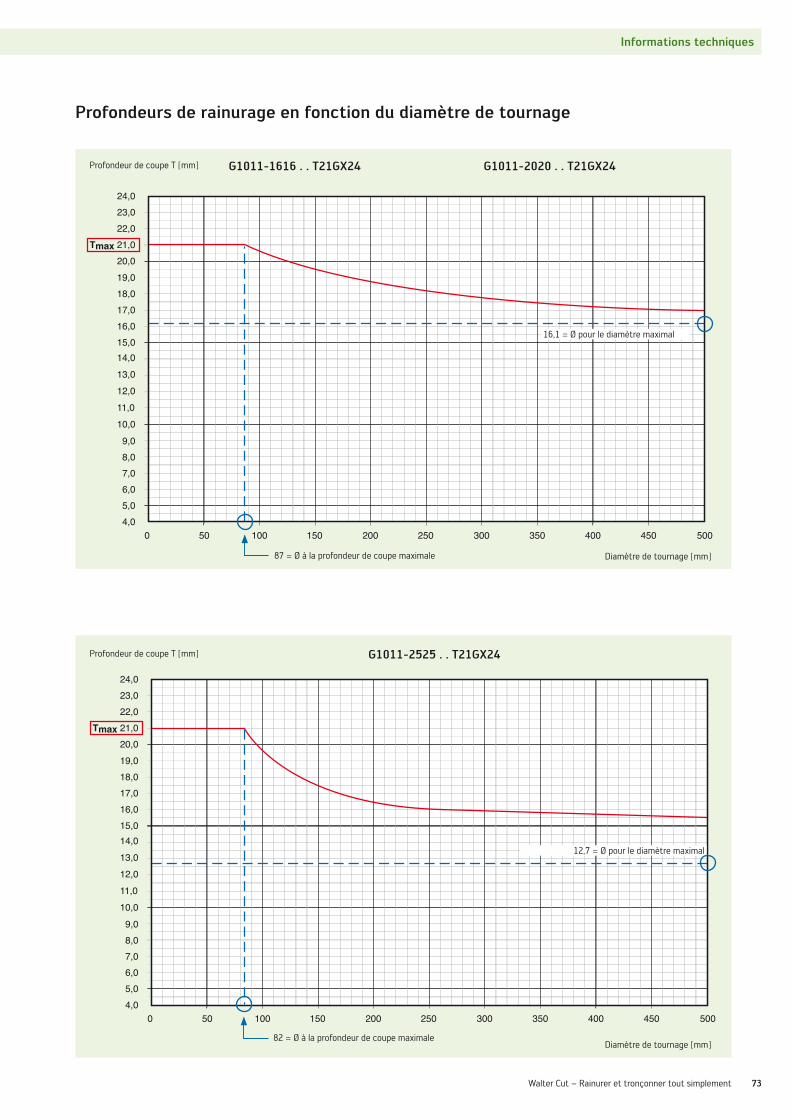
Informations techniques
73Walter Cut – Rainurer et tronçonner tout simplement
Profondeurs de rainurage en fonction du diamètre de tournage
04,05,06,07,08,09,0
10,0
11,0
12,0
13,0
14,015,016,017,018,019,0
20,0Tmax 21,0
22,023,024,0
50 100 150 200 250 300 350 400 450 500
G1011-2525 . . T21GX24Profondeur de coupe T [mm]
Diamètre de tournage [mm]82 = Ø à la profondeur de coupe maximale
12,7 = Ø pour le diamètre maximal
04,05,06,07,08,09,0
10,0
11,0
12,0
13,0
14,015,016,017,018,019,0
20,0Tmax 21,0
22,023,024,0
50 100 150 200 250 300 350 400 450 500
G1011-1616 . . T21GX24 G1011-2020 . . T21GX24Profondeur de coupe T [mm]
Diamètre de tournage [mm]87 = Ø à la profondeur de coupe maximale
16,1 = Ø pour le diamètre maximal
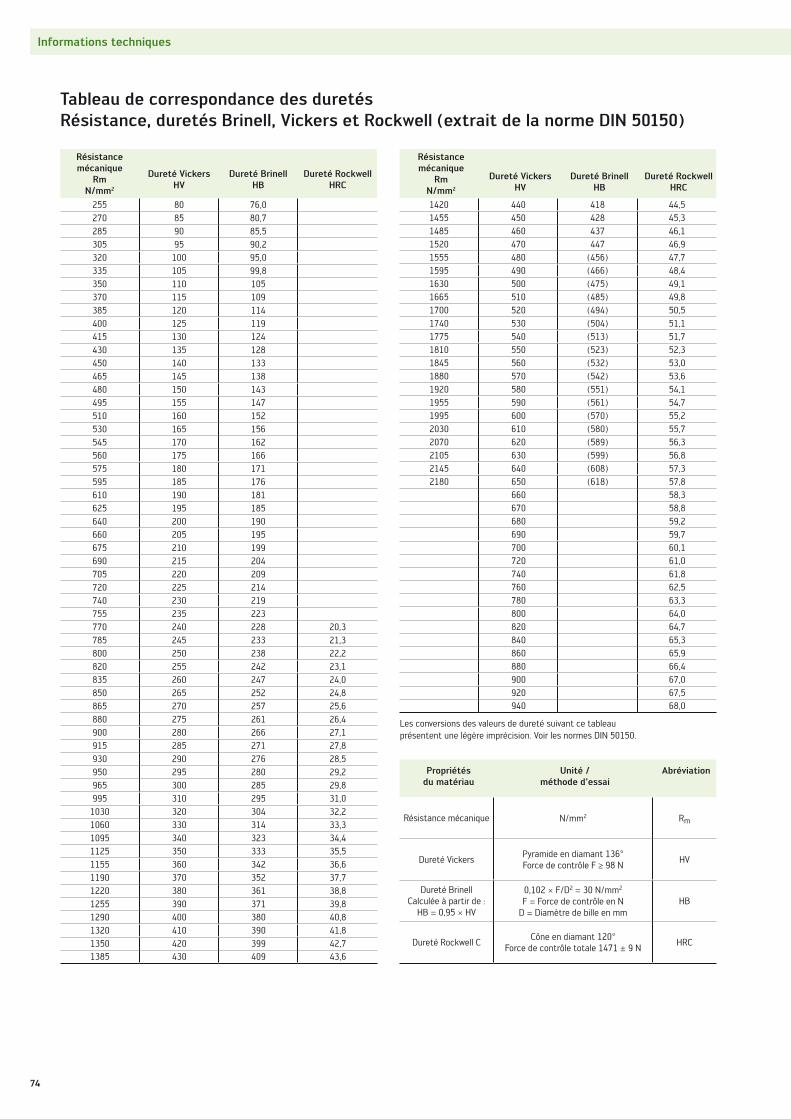
Informations techniques
74
Tableau de correspondance des duretésRésistance, duretés Brinell, Vickers et Rockwell (extrait de la norme DIN 50150)
Résistance mécanique
Rm N/mm2
Dureté Vickers
HV
Dureté Brinell
HB
Dureté Rockwell
HRC
255 80 76,0270 85 80,7285 90 85,5305 95 90,2320 100 95,0335 105 99,8350 110 105370 115 109385 120 114400 125 119415 130 124430 135 128450 140 133465 145 138480 150 143495 155 147510 160 152530 165 156545 170 162560 175 166575 180 171595 185 176610 190 181625 195 185640 200 190660 205 195675 210 199690 215 204705 220 209720 225 214740 230 219755 235 223770 240 228 20,3785 245 233 21,3800 250 238 22,2820 255 242 23,1835 260 247 24,0850 265 252 24,8865 270 257 25,6880 275 261 26,4900 280 266 27,1915 285 271 27,8930 290 276 28,5950 295 280 29,2965 300 285 29,8995 310 295 31,0
1030 320 304 32,21060 330 314 33,31095 340 323 34,41125 350 333 35,51155 360 342 36,61190 370 352 37,71220 380 361 38,81255 390 371 39,81290 400 380 40,81320 410 390 41,81350 420 399 42,71385 430 409 43,6
Résistance mécanique
Rm N/mm2
Dureté VickersHV
Dureté BrinellHB
Dureté RockwellHRC
1420 440 418 44,51455 450 428 45,31485 460 437 46,11520 470 447 46,91555 480 (456) 47,71595 490 (466) 48,41630 500 (475) 49,11665 510 (485) 49,81700 520 (494) 50,51740 530 (504) 51,11775 540 (513) 51,71810 550 (523) 52,31845 560 (532) 53,01880 570 (542) 53,61920 580 (551) 54,11955 590 (561) 54,71995 600 (570) 55,22030 610 (580) 55,72070 620 (589) 56,32105 630 (599) 56,82145 640 (608) 57,32180 650 (618) 57,8
660 58,3670 58,8680 59,2690 59,7700 60,1720 61,0740 61,8760 62,5780 63,3800 64,0820 64,7840 65,3860 65,9880 66,4900 67,0920 67,5940 68,0
Les conversions des valeurs de dureté suivant ce tableau présentent une légère imprécision. Voir les normes DIN 50150.
Propriétés du matériau
Unité / méthode d’essai
Abréviation
Résistance mécanique N/mm2 Rm
Dureté VickersPyramide en diamant 136°Force de contrôle F ≥ 98 N
HV
Dureté BrinellCalculée à partir de :
HB = 0,95 × HV
0,102 × F/D2 = 30 N/mm2
F = Force de contrôle en ND = Diamètre de bille en mm
HB
Dureté Rockwell CCône en diamant 120°
Force de contrôle totale 1471 ± 9 NHRC
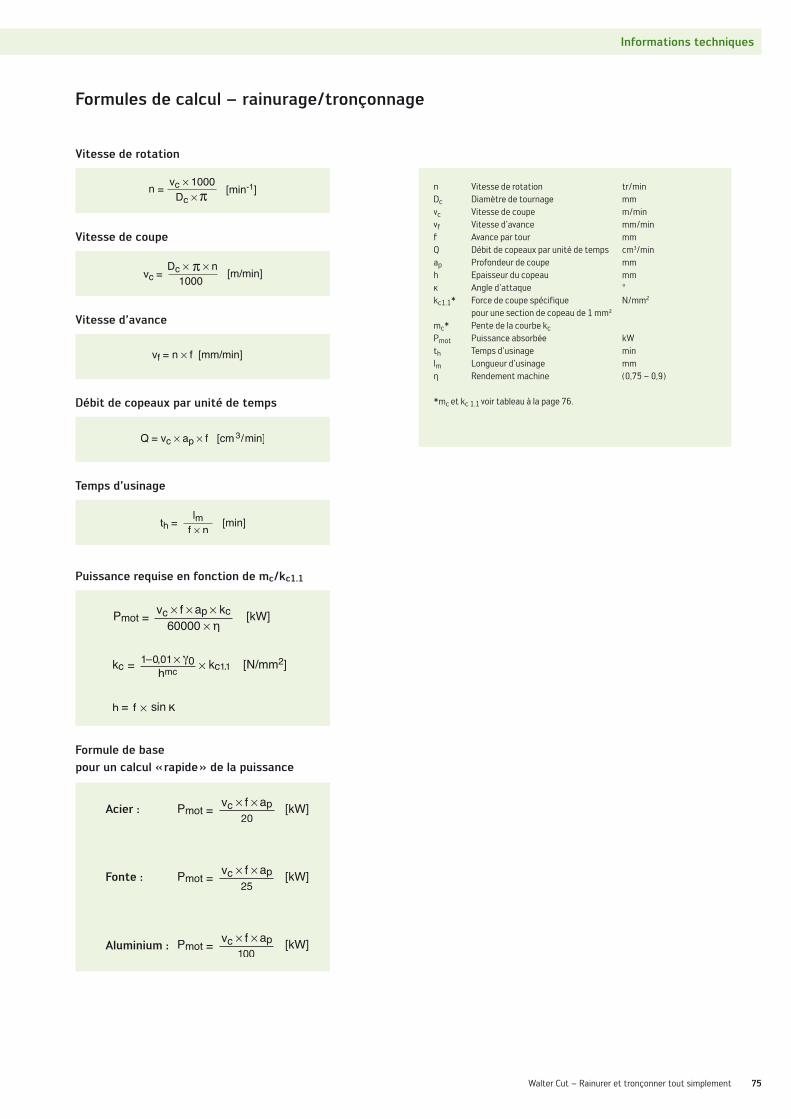
Informations techniques
75Walter Cut – Rainurer et tronçonner tout simplement
Formules de calcul – rainurage/tronçonnage
Vitesse de rotation
Vitesse de coupe
Vitesse d’avance
Débit de copeaux par unité de temps
Temps d’usinage
Puissance requise en fonction de mc/kc1.1
Pmot
к
Formule de base pour un calcul « rapide » de la puissance
Acier :
Fonte :
Aluminium :
n Vitesse de rotation tr/minDc Diamètre de tournage mmvc Vitesse de coupe m/minvf Vitesse d’avance mm/minf Avance par tour mmQ Débit de copeaux par unité de temps cm3/minap Profondeur de coupe mmh Epaisseur du copeau mmκ Angle d’attaque °kc1.1* Force de coupe spécifique N/mm2
pour une section de copeau de 1 mm²mc* Pente de la courbe kc Pmot Puissance absorbée kWth Temps d’usinage minlm Longueur d’usinage mmη Rendement machine (0,75 – 0,9)
*mc et kc 1.1 voir tableau à la page 76.
Pmot
Pmot
Pmot
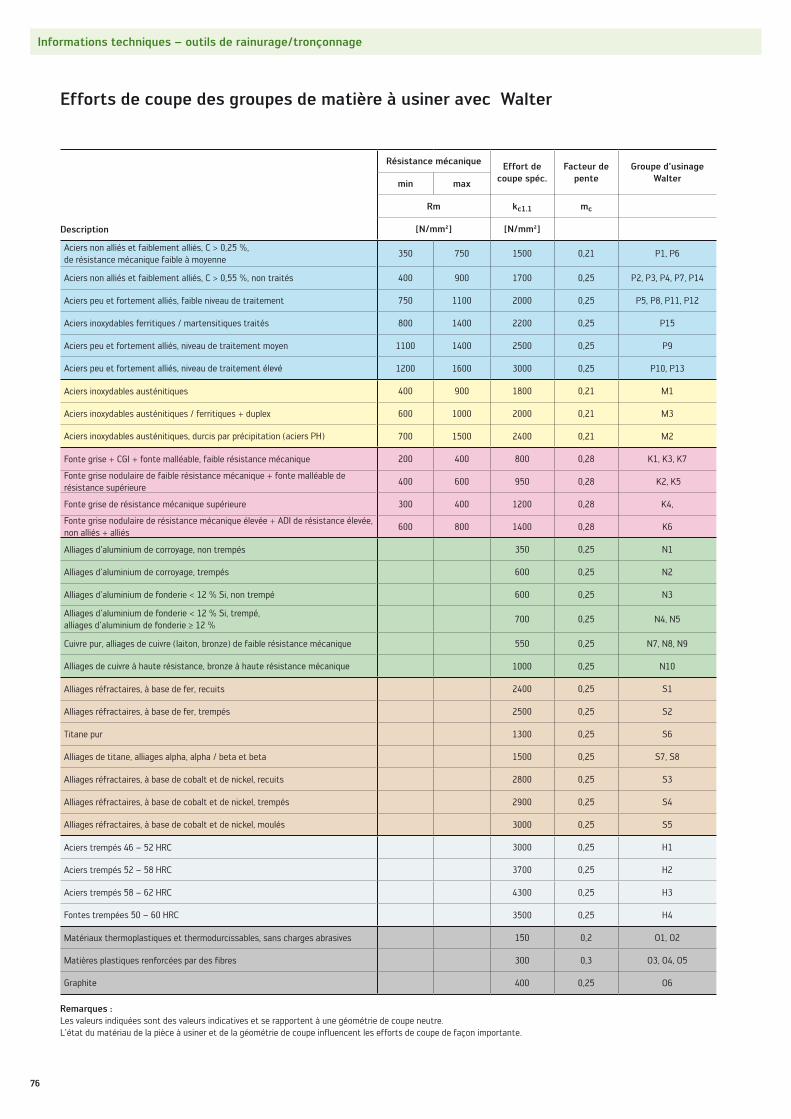
76
Informations techniques – outils de rainurage/tronçonnage
Efforts de coupe des groupes de matière à usiner avec Walter
Description
Résistance mécanique Effort de coupe spéc.
Facteur de pente
Groupe d’usinage Waltermin max
Rm kc1.1 mc
[N/mm²] [N/mm²]
Aciers non alliés et faiblement alliés, C > 0,25 %, de résistance mécanique faible à moyenne
350 750 1500 0,21 P1, P6
Aciers non alliés et faiblement alliés, C > 0,55 %, non traités 400 900 1700 0,25 P2, P3, P4, P7, P14
Aciers peu et fortement alliés, faible niveau de traitement 750 1100 2000 0,25 P5, P8, P11, P12
Aciers inoxydables ferritiques / martensitiques traités 800 1400 2200 0,25 P15
Aciers peu et fortement alliés, niveau de traitement moyen 1100 1400 2500 0,25 P9
Aciers peu et fortement alliés, niveau de traitement élevé 1200 1600 3000 0,25 P10, P13
Aciers inoxydables austénitiques 400 900 1800 0,21 M1
Aciers inoxydables austénitiques / ferritiques + duplex 600 1000 2000 0,21 M3
Aciers inoxydables austénitiques, durcis par précipitation (aciers PH) 700 1500 2400 0,21 M2
Fonte grise + CGI + fonte malléable, faible résistance mécanique 200 400 800 0,28 K1, K3, K7
Fonte grise nodulaire de faible résistance mécanique + fonte malléable de résistance supérieure
400 600 950 0,28 K2, K5
Fonte grise de résistance mécanique supérieure 300 400 1200 0,28 K4,
Fonte grise nodulaire de résistance mécanique élevée + ADI de résistance élevée, non alliés + alliés
600 800 1400 0,28 K6
Alliages d’aluminium de corroyage, non trempés 350 0,25 N1
Alliages d’aluminium de corroyage, trempés 600 0,25 N2
Alliages d’aluminium de fonderie < 12 % Si, non trempé 600 0,25 N3
Alliages d’aluminium de fonderie < 12 % Si, trempé, alliages d’aluminium de fonderie ≥ 12 %
700 0,25 N4, N5
Cuivre pur, alliages de cuivre (laiton, bronze) de faible résistance mécanique 550 0,25 N7, N8, N9
Alliages de cuivre à haute résistance, bronze à haute résistance mécanique 1000 0,25 N10
Alliages réfractaires, à base de fer, recuits 2400 0,25 S1
Alliages réfractaires, à base de fer, trempés 2500 0,25 S2
Titane pur 1300 0,25 S6
Alliages de titane, alliages alpha, alpha / beta et beta 1500 0,25 S7, S8
Alliages réfractaires, à base de cobalt et de nickel, recuits 2800 0,25 S3
Alliages réfractaires, à base de cobalt et de nickel, trempés 2900 0,25 S4
Alliages réfractaires, à base de cobalt et de nickel, moulés 3000 0,25 S5
Aciers trempés 46 – 52 HRC 3000 0,25 H1
Aciers trempés 52 – 58 HRC 3700 0,25 H2
Aciers trempés 58 – 62 HRC 4300 0,25 H3
Fontes trempées 50 – 60 HRC 3500 0,25 H4
Matériaux thermoplastiques et thermodurcissables, sans charges abrasives 150 0,2 O1, O2
Matières plastiques renforcées par des fibres 300 0,3 O3, O4, O5
Graphite 400 0,25 O6
Remarques :Les valeurs indiquées sont des valeurs indicatives et se rapportent à une géométrie de coupe neutre.L’état du matériau de la pièce à usiner et de la géométrie de coupe influencent les efforts de coupe de façon importante.


Compétence produits
Rainurage, tronçonnage et tournage de gorges
_COMPÉTENCE DANS LE DOMAINE DE L’USINAGE
Walter Cut – Rainurer et tronçonner tout simplement
Prin
ted
in G
erm
any
6648
816
(06/
2014
) FR
Walter France Soultz-sous-Forêts, France +33 (0) 3 88 80 20 00, [email protected] Walter Benelux N.V./S.A. Zaventem, Belgique (B) +32 (02) 7258500 (NL) +31 (0) 900 26585-22 [email protected] Walter (Schweiz) AG Solothurn, Suisse +41 (0) 32 617 40 72, [email protected]
Walter AG
Derendinger Straße 53, 72072 Tübingen Postfach 2049, 72010 Tübingen Allemagne www.walter-tools.com