Výzkum vlivu extrémních podmínek deformace na submikrostrukturu kovů
34
Výzkum vlivu extrémních podmínek deformace na submikrostrukturu kovů a zkušebních metod pro diagnostiku jejich technologických vlastností Věcná náplň projektu v programu Trvalá prosperita, ev. č. 2A-1TP1/124, řešeného v průběhu let 2006 až 2011 řešitelé: Ing. Vít Michenka, Ing. Milan Gottwald, Ing. Karel Malaník, CSc. Laboratoře a zkušebny, VUHZ a. s. Prof. Ing. Stanislav Rusz, CSc. VŠB – TUO, Fakulta strojní
-
Upload
addison-pennington -
Category
Documents
-
view
32 -
download
2
description
Výzkum vlivu extrémních podmínek deformace na submikrostrukturu kovů a zkušebních metod pro diagnostiku jejich technologických vlastností Věcná náplň projektu v programu Trvalá prosperita, ev . č. 2A-1TP1/124, řešeného v průběhu let 2006 až 2011. řešitelé: - PowerPoint PPT Presentation
Transcript of Výzkum vlivu extrémních podmínek deformace na submikrostrukturu kovů
Výzkum vlivu extrémních podmínek deformace na submikrostrukturu kovů
a zkušebních metod pro diagnostiku jejich technologických vlastností Věcná náplň projektu v programu Trvalá prosperita, ev. č. 2A-1TP1/124, řešeného v průběhu let 2006 až 2011
řešitelé:
Ing. Vít Michenka, Ing. Milan Gottwald, Ing. Karel Malaník, CSc.Laboratoře a zkušebny, VUHZ a. s.
Prof. Ing. Stanislav Rusz, CSc.VŠB – TUO, Fakulta strojní

PŘEDMĚT ŘEŠENÍ PROJEKTUvytýčené cíle
a) oblast technologie tváření b) oblast materiálového zkušebnictví
ad a)Vyhodnocení průběhů a intenzity deformace vybraných materiálů na bázi hliníku v
průběhu tvářecího procesu ECAP, návrhy úprav geometrie tvářecího nástroje vedoucích ke zvýšení efektivity procesu, jejich realizace, praktické ověření a vyhodnocení výsledků.
Vypracování výrobní dokumentace prototypu zařízení tvářecího procesu DRECE, realizace a uvedení zařízení do zkušebního provozu, hodnocení vlivu tvářecího procesu na výstupní vlastnosti materiálů na bázi hliníku, mědi a vybrané třídy oceli.
ad b)Zhotovení jednotných návrhů pro hodnocení kvalitativních vlastností UFG materiálů:
aplikace zkoušky tahem s použitím zkušebních těles malých rozměrů, aplikace tzv. penetrační zkoušky, zkušební postup pro hodnocení mikrostrukturní stability a tvařitelnosti. Zpracování zkušebních postupů do závazných dokumentů normativního charakteru, zavedení metod v rámci praktických experimentálních prací.

Princip protlačování pravoúhlým rovnostranným kanálem ECAP
p - zatížení - úhel přechodu dvou kanálů - úhel vnějšího zaoblení kanálu
R1 - vnější poloměr
R2 - vnitřní poloměrb - šířka kanálu
b1 - šířka kanálu mezi zaoblením
Obr. 2 Parametry kanáluObr. 1 Úhly kanálu
p
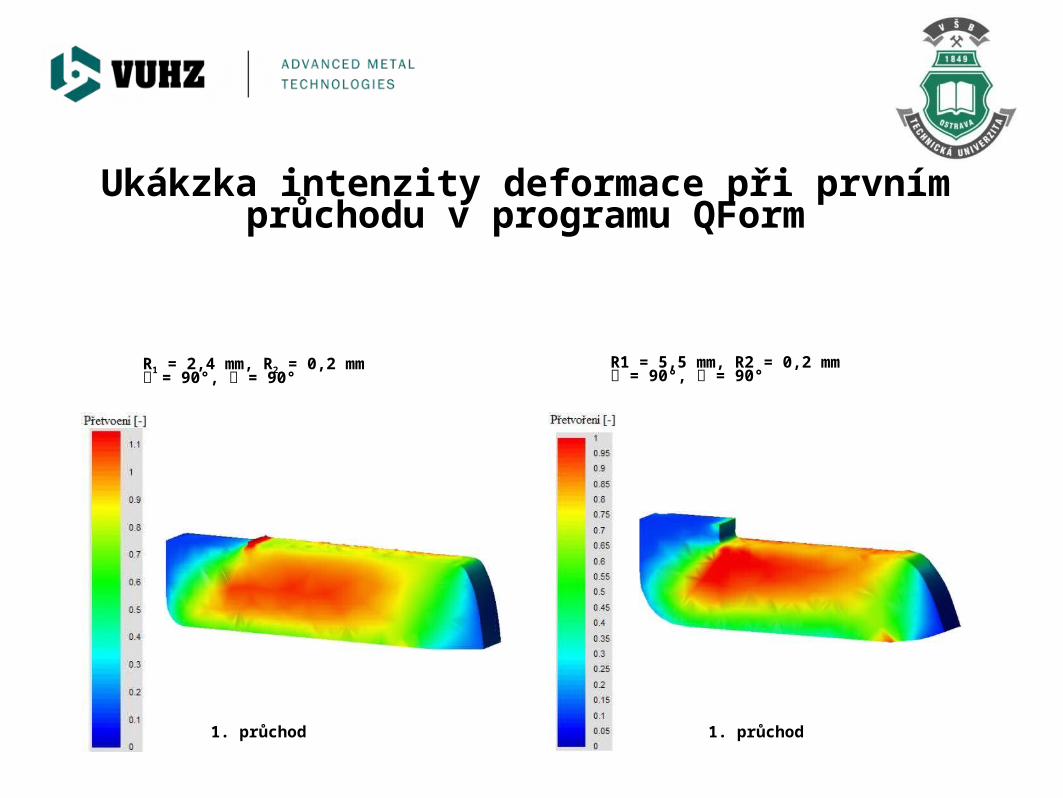
Ukákzka intenzity deformace při prvním průchodu v programu QForm
1. průchod 1. průchod
R1 = 5,5 mm, R2 = 0,2 mm = 90°, = 90°
R1 = 2,4 mm, R2 = 0,2 mm = 90°, = 90°
Návrh změny geometrie na dosažený stupeň deformace
• Zvýšení stupně deformace v prvním průchodu tvářecím nástrojem změnou cesty deformace
• Optimalizace podmínek protlačovacího procesu
• Snižování tření mezi nástrojem a vzorkem
• Snížení počtu průchodů nástrojem ECAP
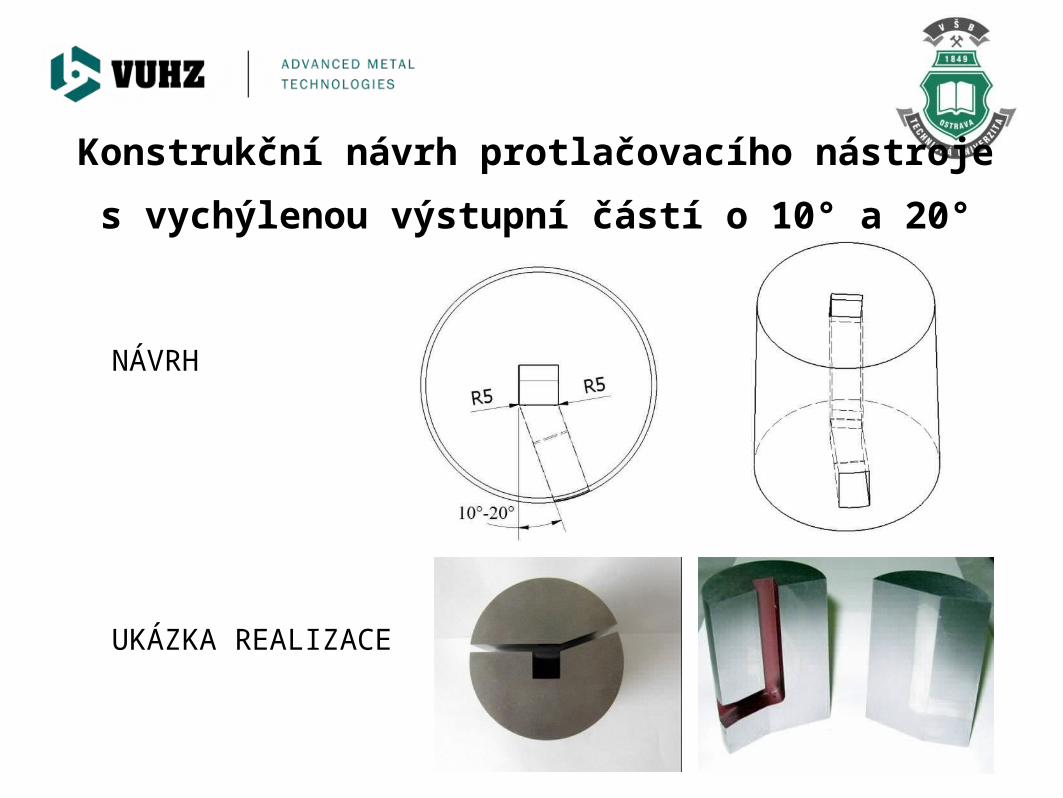
Konstrukční návrh protlačovacího nástroje s vychýlenou výstupní částí o 10° a 20°
NÁVRH
UKÁZKA REALIZACE
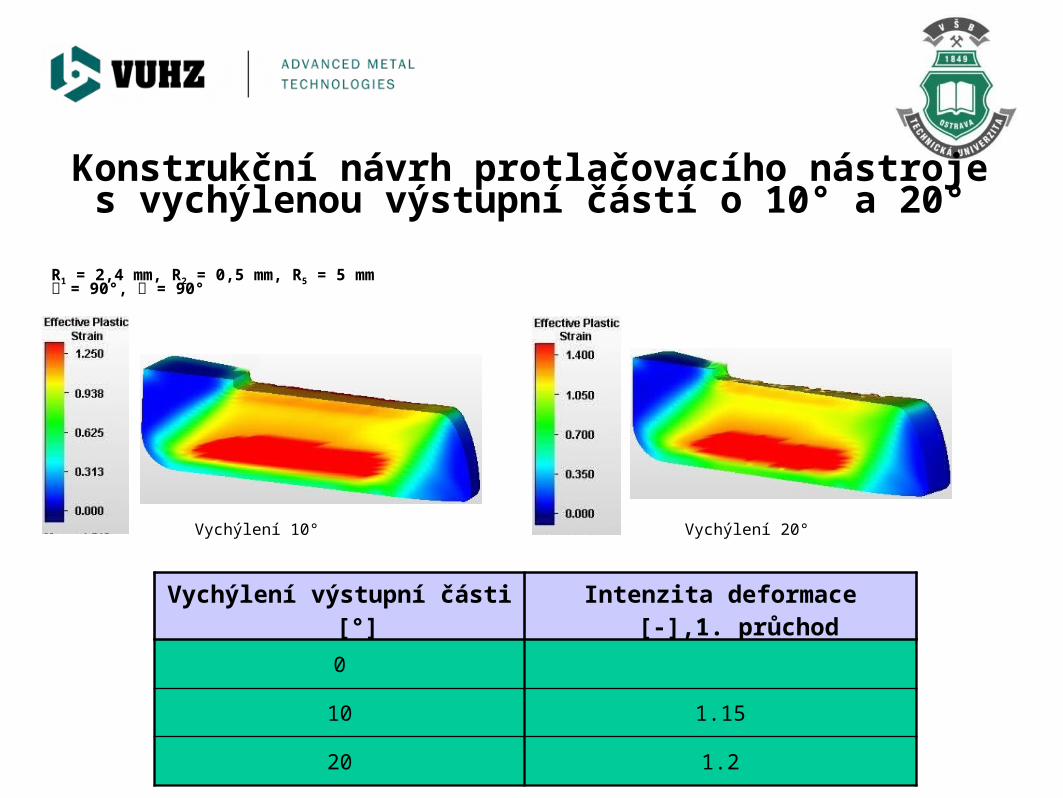
Vychýlení 10° Vychýlení 20°
Vychýlení výstupní části [°] Intenzita deformace [-],1. průchod
0
10 1.15
20 1.2
R1 = 2,4 mm, R2 = 0,5 mm, R5 = 5 mm = 90°, = 90°
Konstrukční návrh protlačovacího nástrojes vychýlenou výstupní částí o 10° a 20°

Efektivní plastická deformace slitiny AlMn1Cu při 20°C po 4 průchodech, vychýlení 20°
1. průchod 2. průchod
3. průchod 4. průchod
Efektivní plastická deformace
Efektivní plastická deformaceEfektivní plastická deformace
Efektivní plastická deformace

Další nová konstrukce nástroje ECAP s vloženou šroubovicí v horizontální části kanálu
(úhel stoupání 10° a 30°)
10° 30°
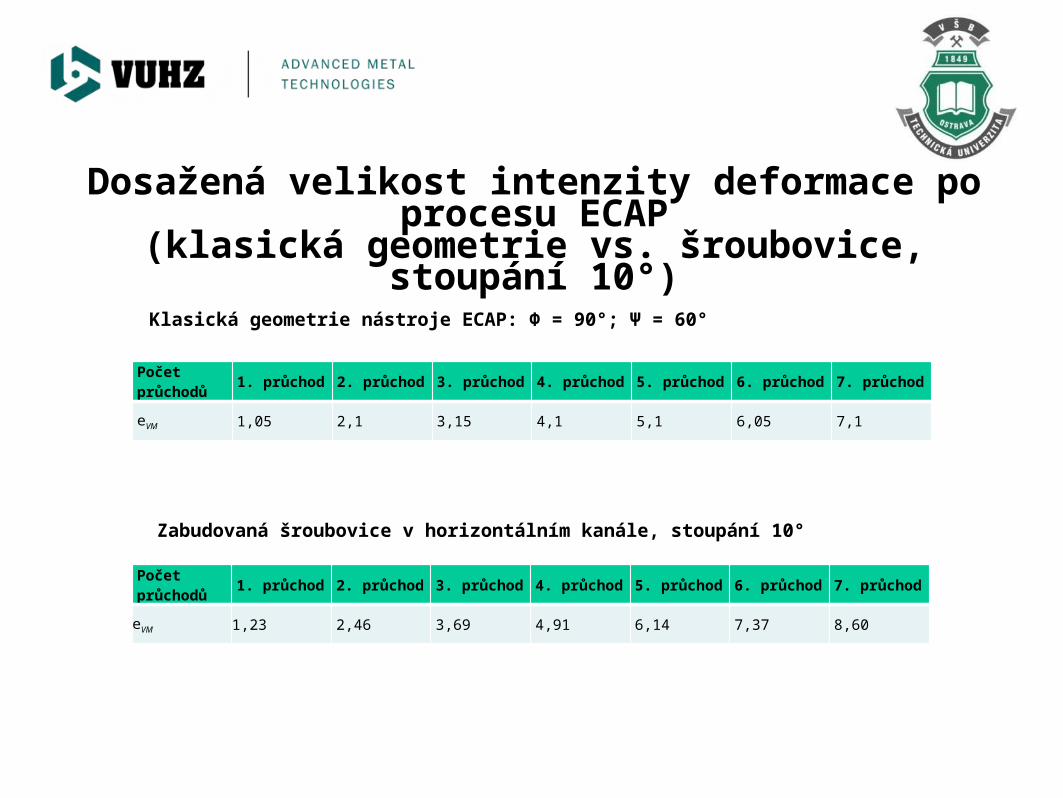
Počet průchodů 1. průchod 2. průchod 3. průchod 4. průchod 5. průchod 6. průchod 7. průchod
eVM 1,23 2,46 3,69 4,91 6,14 7,37 8,60
Počet průchodů
1. průchod 2. průchod 3. průchod 4. průchod 5. průchod 6. průchod 7. průchod
eVM 1,05 2,1 3,15 4,1 5,1 6,05 7,1
Klasická geometrie nástroje ECAP: Φ = 90°; Ψ = 60°
Zabudovaná šroubovice v horizontálním kanále, stoupání 10°
Dosažená velikost intenzity deformace po procesu ECAP
(klasická geometrie vs. šroubovice, stoupání 10°)
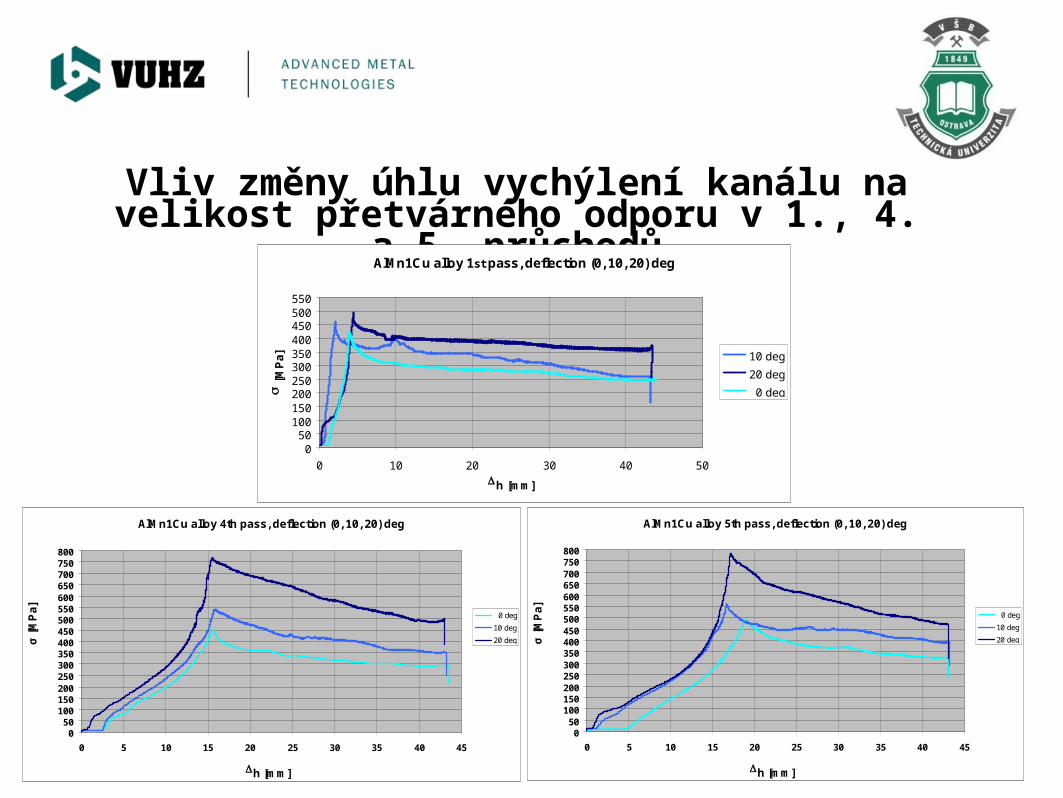
Vliv změny úhlu vychýlení kanálu na velikost přetvárného odporu v 1., 4. a 5. průchodů
AlMn1Cu alloy 4th pass, deflection (0, 10, 20) deg
050
100150200250300350400450500550600650700750800
0 5 10 15 20 25 30 35 40 45
h [mm]
σ [
MP
a]
0 deg
10 deg
20 deg
AlMn1Cu alloy 5th pass, deflection (0, 10, 20) deg
050
100150200250300350400450500550600650700750800
0 5 10 15 20 25 30 35 40 45
h [mm]
σ [
MP
a]
0 deg
10 deg
20 deg
AlMn1Cu alloy 1st pass, deflection (0, 10, 20) deg
050
100150200250300350400450500550
0 10 20 30 40 50
h [mm]
s [
MP
a] 10 deg
20 deg
0 deg

Příklad mikrostrukturní analýzy naTEM a metodou SAED u slitiny AlMn1Cu
TEM analýza SAED analýza
1. průchod, příčný směr, vychýlení kanálu 20°
5. průchod, příčný směr, vychýlení kanálu 20°
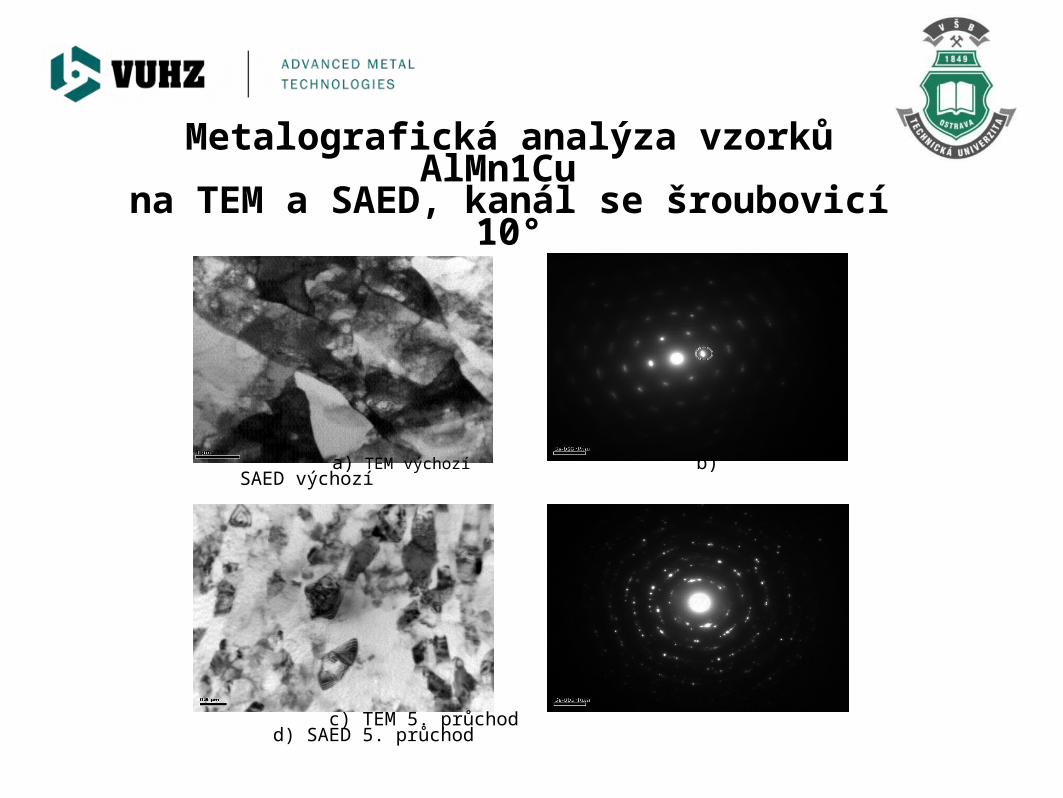
Metalografická analýza vzorků AlMn1Cu na TEM a SAED, kanál se šroubovicí 10°
a) TEM výchozí b) SAED výchozí
c) TEM 5. průchod d) SAED 5. průchod
Závěry
• Pomocí matematické simulace i experimentálním ověřením bylo jednoznačně prokázáno, že změna cesty deformace v prvním průchodu nástrojem ECAP zvyšuje stupeň deformace
• při vychýlení kanálu - 10° o cca 10%
• při vychýlení kanálu - 20° o cca 15%
• Při zavedení šroubovice (10°) do vertikální části kanálu – o cca 25%

Konstrukční návrh a prototypové zařízení procesu DRECE
Základní technické parametry
Fmax = 72 kN (síla vyvozená hlavním podávacím válcem)
Fs = 120 kN (přítlačná síla válců)
st = 480 MPa (napětí indikované ve tvářeném materiálu)
frekvenční měnič řízení otáček motorurychlost protlačování v = 0,5 – 100 (mm.s-1)
Daný prototyp zařízení se skládá z těchto hlavních funkčních částí:hlavní pracovní válec, přítlačné válce, distanční deska, vlastní dvoudílný protlačovací nástroj, 2 uchycovací desky.Pás plechu rozměrů 60 x 1,5 1000 mm je zasouván silou vyvozenou pracovním válcem do tvářecího nástroje. Ve finální fázi je pás plechu vytažen ze zařízení pomocí speciální čelisti ovládané hydraulickým válcem (dané zařízení je samostatné a není uvedeno v uvedené výkresovém schéma
Proces DRECE je progresivním typem tvářecího procesu – jedná se o dosažení vysokého stupně deformace technologii protlačování pásu plechu při zachování konstantní velikosti příčného průřezu. Zásadním rozdílem mezi konvenčním válcováním a procesem DRECE je různá podstata tvářecího pochodu. U procesu DRECE je pás plechu vtlačován podávacím válcem a pomocí dvou válců přitlačován do vlastního tvářecího nástroje (dva kusy tvořící funkční matrici). V pásmu deformace dochází k vysokému přetvoření materiálu v důsledku vzniku střižných napětí, což vede ke zjemnění zrna, jehož důsledkem je podstatné zvýšení mechanických vlastností. Mezi dvěma přítlačnými válci je umístěn vodící segment, aby nedocházelo ke zvlňování plechu. Při vlastním tvářecím procesu nedochází ke změně příčného průřezu pásu (tzn. ani šířky, ani tloušťky).
Konstrukční schéma zařízení DRECE
Vlastní zařízení DRECE - fotodokumentace
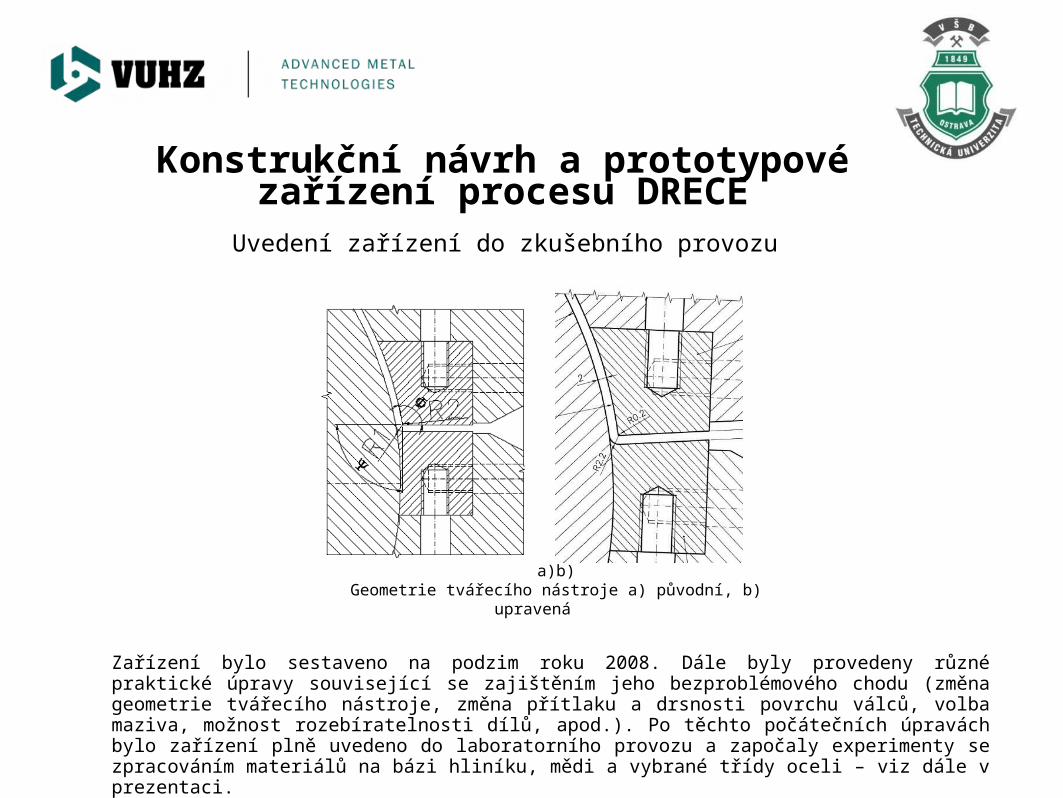
Uvedení zařízení do zkušebního provozu
Zařízení bylo sestaveno na podzim roku 2008. Dále byly provedeny různé praktické úpravy související se zajištěním jeho bezproblémového chodu (změna geometrie tvářecího nástroje, změna přítlaku a drsnosti povrchu válců, volba maziva, možnost rozebíratelnosti dílů, apod.). Po těchto počátečních úpravách bylo zařízení plně uvedeno do laboratorního provozu a započaly experimenty se zpracováním materiálů na bázi hliníku, mědi a vybrané třídy oceli – viz dále v prezentaci.
Konstrukční návrh a prototypové zařízení procesu DRECE
a)b)Geometrie tvářecího nástroje a) původní, b)
upravená
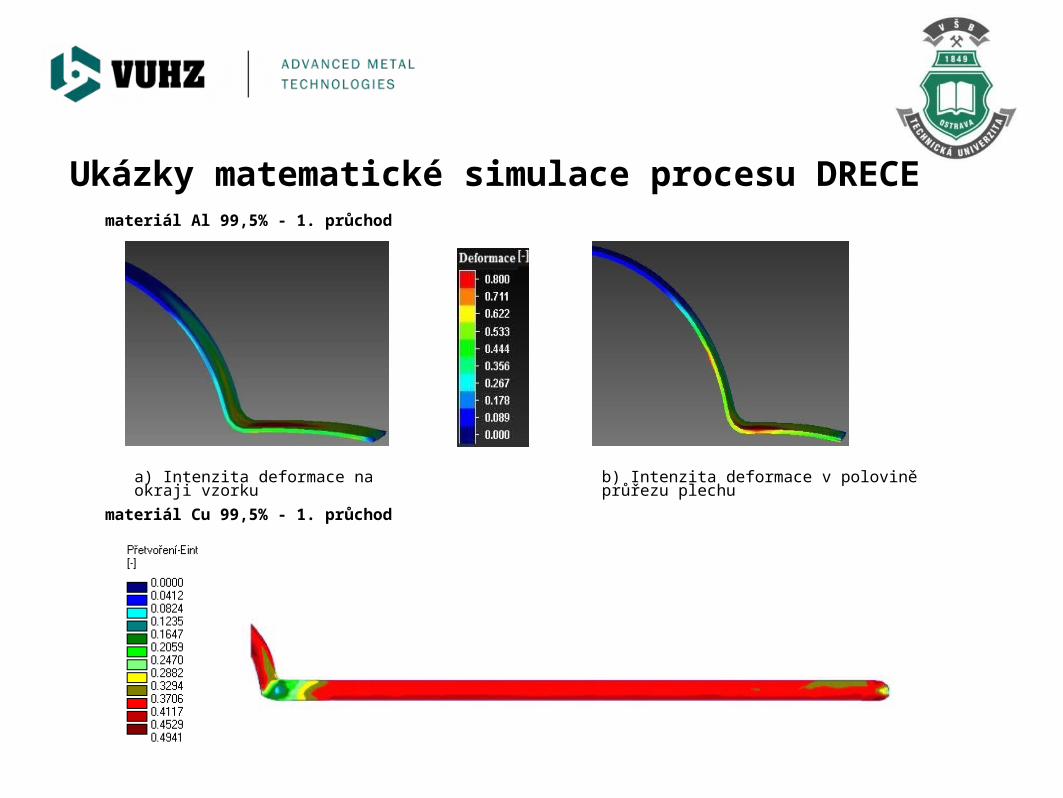
a) Intenzita deformace na okraji vzorku b) Intenzita deformace v polovině průřezu plechu
Ukázky matematické simulace procesu DRECE materiál Al 99,5% - 1. průchod
materiál Cu 99,5% - 1. průchod
Navržené směry řešení pro komplexní hodnocení kvalitativních vlastností UFG
a) navržení a verifikace zkušebního postupu pro provádění zkoušky tahem za okolní teploty s použitím malého zkušebního tělesa,
b) použití tzv. penetrační zkoušky pro UFG materiály,
c) metodika hodnocení mikrostrukturní stability a tvařitelnosti.
Zkouška tahem za okolní teploty s použitím malých zkušebních těles
Postup řešení:
a) návrh 6 potenciálních zkušebních těles různého rozměru a geometrie,
b) hodnocení vlivu navržené geometrie a rozměrů srovnáním s výsledky standardizovaných zkoušek dle ISO 6892-1 (resp. dříve dle EN 1002-1) s použitím materiálu na bázi Al slitiny – návrh finálního zkušebního tělesa,
c) stanovení deformační rychlosti pro vybrané zkušební těleso srovnáním se standardizovaným postupem s použitím materiálů na bázi Al slitin v různým stavu deformace struktury.

Zkouška tahem za okolní teploty s použitím malých zkušebních těles – zkušební postup
Zkušební podmínky:
Výlučné použití uvedeného zkušebního tělesa
Zkušební (resp. deformační) rychlost:0,3 mm.s-1 ±20 %, 0,02 s-1 ±20 %
Použití smluvní tažnosti A5mm
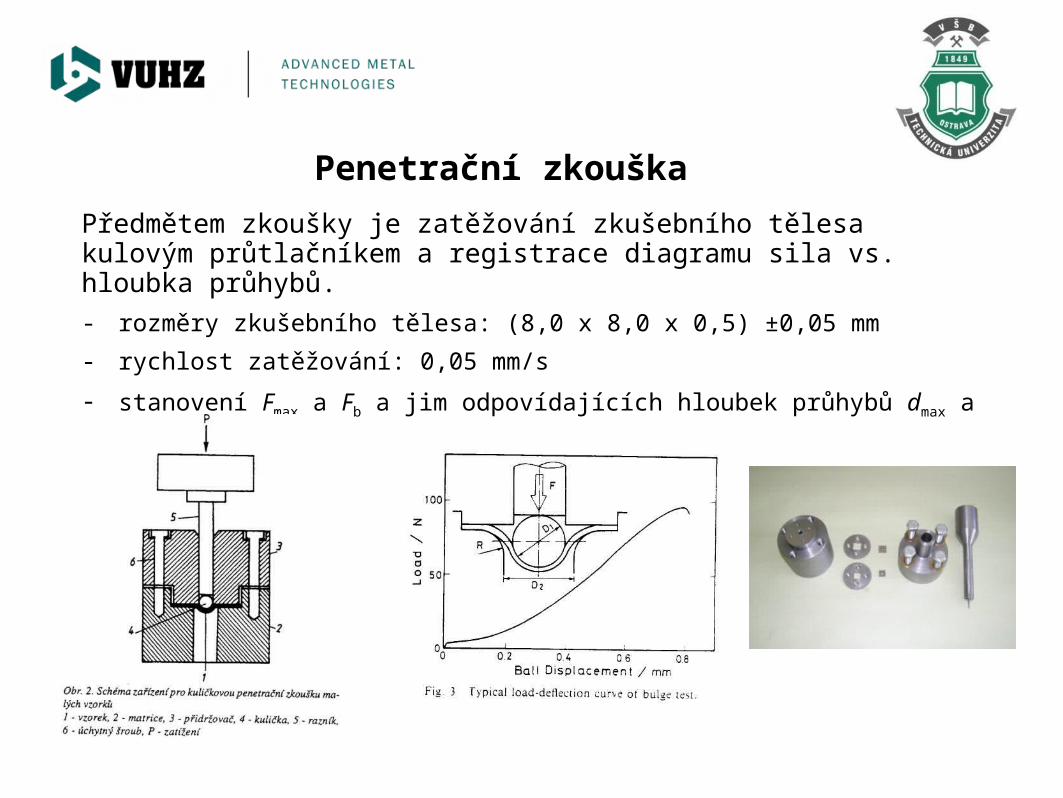
Penetrační zkouška
Předmětem zkoušky je zatěžování zkušebního tělesa kulovým průtlačníkem a registrace diagramu sila vs. hloubka průhybů.
- rozměry zkušebního tělesa: (8,0 x 8,0 x 0,5) ±0,05 mm
- rychlost zatěžování: 0,05 mm/s
- stanovení Fmax a Fb a jim odpovídajících hloubek průhybů dmax a db
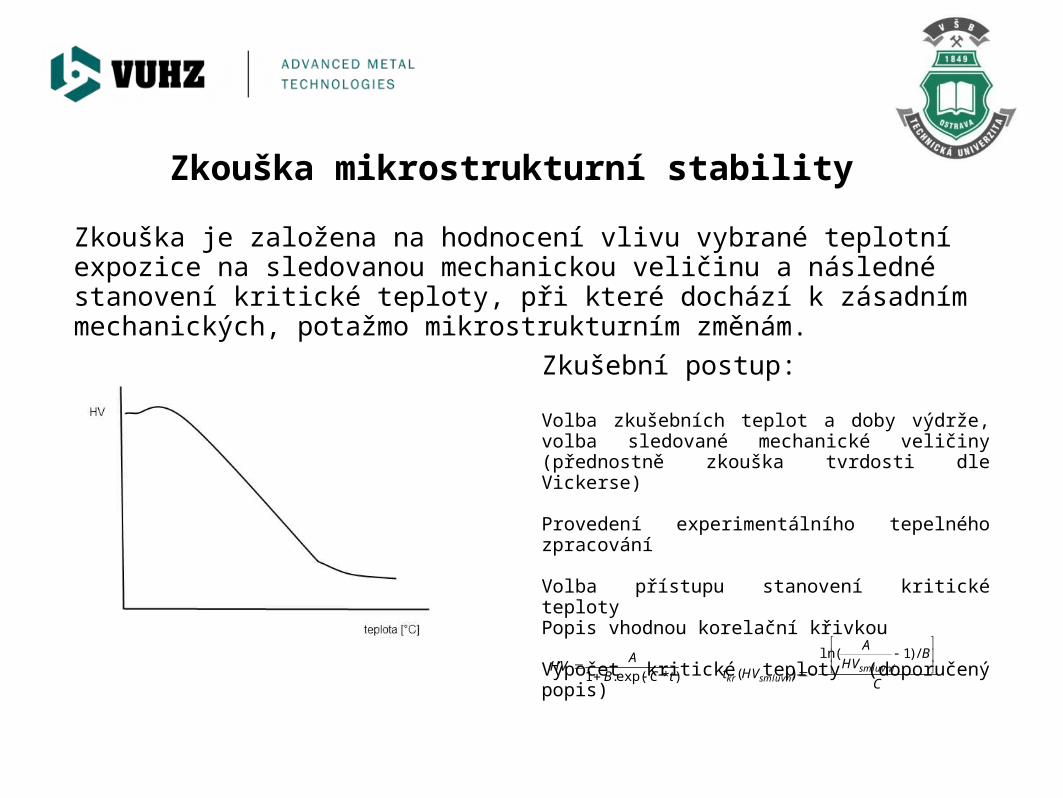
Zkouška mikrostrukturní stability
Zkouška je založena na hodnocení vlivu vybrané teplotní expozice na sledovanou mechanickou veličinu a následné stanovení kritické teploty, při které dochází k zásadním mechanických, potažmo mikrostrukturním změnám.
Zkušební postup:
Volba zkušebních teplot a doby výdrže, volba sledované mechanické veličiny (přednostně zkouška tvrdosti dle Vickerse)
Provedení experimentálního tepelného zpracování
Volba přístupu stanovení kritické teplotyPopis vhodnou korelační křivkou
Výpočet kritické teploty (doporučený popis)
)*exp(.1 tCB
AHV
C
BHV
A
HVt smluvnísmluvnikr
/)1(ln
)(

Zkouška tvařitelnosti
Navržený přístup hodnocení tvařitelnosti vychází z popisu a stanovení deformační energie v průběhu zkoušky tahem.
11
2*1
0
2*
1212ny
nf
yn
n
KE
n
KEP
f
y
y
Kde:P je stanovený parametr plasticity v JE* je Youngův modul pružnosti v tahu v MPaEpsilon je deformace (y – na mezi kluzu, f – lomová deformace), bezrozměrnán a K jsou popisné materiálové konstanty Ramberg-Osgoodovy rovnice

Praktické ukázky výsledkůZkouška tahem – malé těleso
pozn: *materiál tvářen dvoustupňově, tzn. rozdílná historie procesu válcování
Míra deformaceza studena
Standard Mikro zk. těleso
Rp0,2
[MPa]
Rm
[MPa]
A[%]
Rp0,2
[MPa]
Rm
[MPa]
A[%]
33 % 201 215 8,3 208 220 8,5
33 % * 206 220 9,7 210 220 9,1
80 % 202 216 5,2 208 224 8,0
50 % 185 199 11,5 190 201 9,9
Míra deformaceza studena
Standard Mikro zk. těleso
Rp0,2
[MPa]
Rm
[MPa]
A[%]
Rp0,2
[MPa]
Rm
[MPa]
A[%]
Výchozí 76 110 24,8 80 119 25,2
33 % 139 148 13,8 142 153 11,0
50 % 152 161 12,6 160 170 10,5
AlMn1Cu1Cu
AlFe1,5Mn1Cu

Penetrační zkouška
MateriálVyoseníkanálu
Početprůchodů
Fmax[N]
dmax[mm]
Fb[N]
df[mm]
AlMn1Cu
výchozí stav*
směr x 386 1,80 194 2,11
směr y 386 1,50 194 1,83
20°
1 425 1,63 213 2,17
4 445 1,59 222 1,99
5 487 1,56 244 1,99
10°
1 344 1,61 173 2,08
4 381 1,50 191 1,93
5 531 1,35 266 1,82
AleFe1,5Mn
výchozí stav*
směr x 344 1,77 160 2,12
směr y 350 1,77 165 2,07
0°
1 357 1,57 179 2,07
4 437 1,59 219 2,00
5 490 1,90 246 2,08
20°
1 449 1,53 226 2,09
4 491 1,53 246 1,94
5 528 1,59 265 2,06
Praktické ukázky výsledků
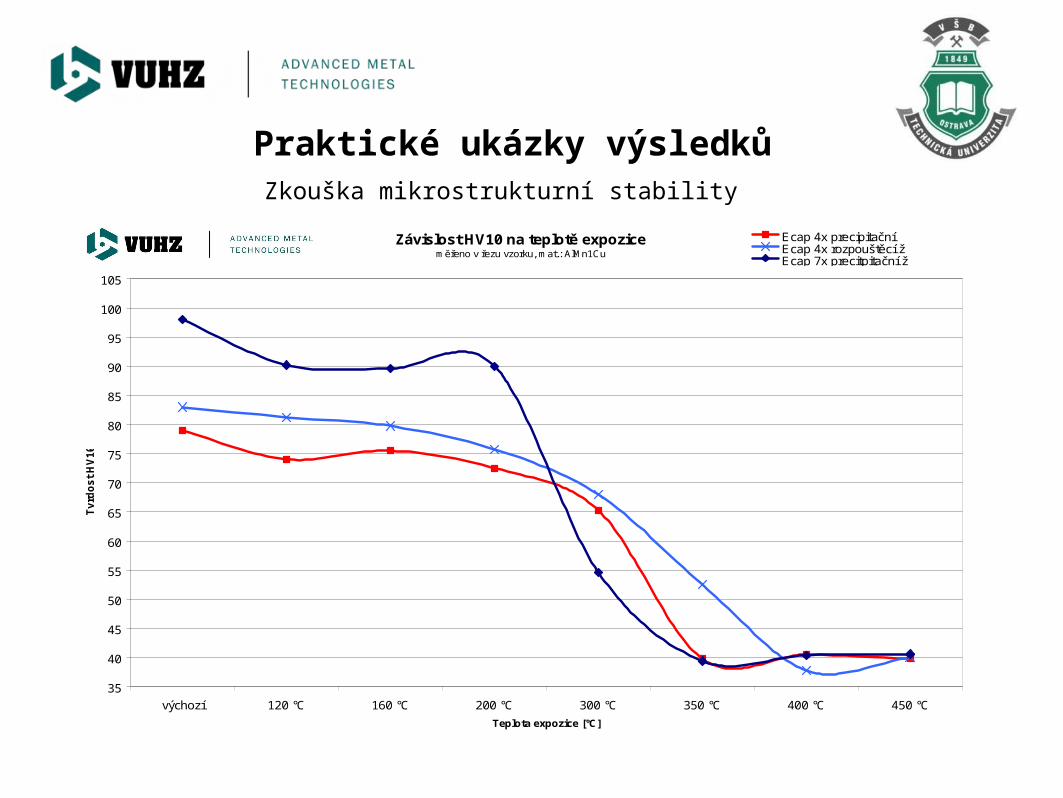
Zkouška mikrostrukturní stability
Závislost HV10 na teplotě expoziceměřeno v řezu vzorku, mat.: AlMn1Cu
35
40
45
50
55
60
65
70
75
80
85
90
95
100
105
výchozí 120 °C 160 °C 200 °C 300 °C 350 °C 400 °C 450 °C
Teplota expozice [°C]
Tv
rdo
st
HV
10
Ecap 4x precipitačníEcap 4x rozpouštěcí žEcap 7x precitpitační ž
Praktické ukázky výsledků
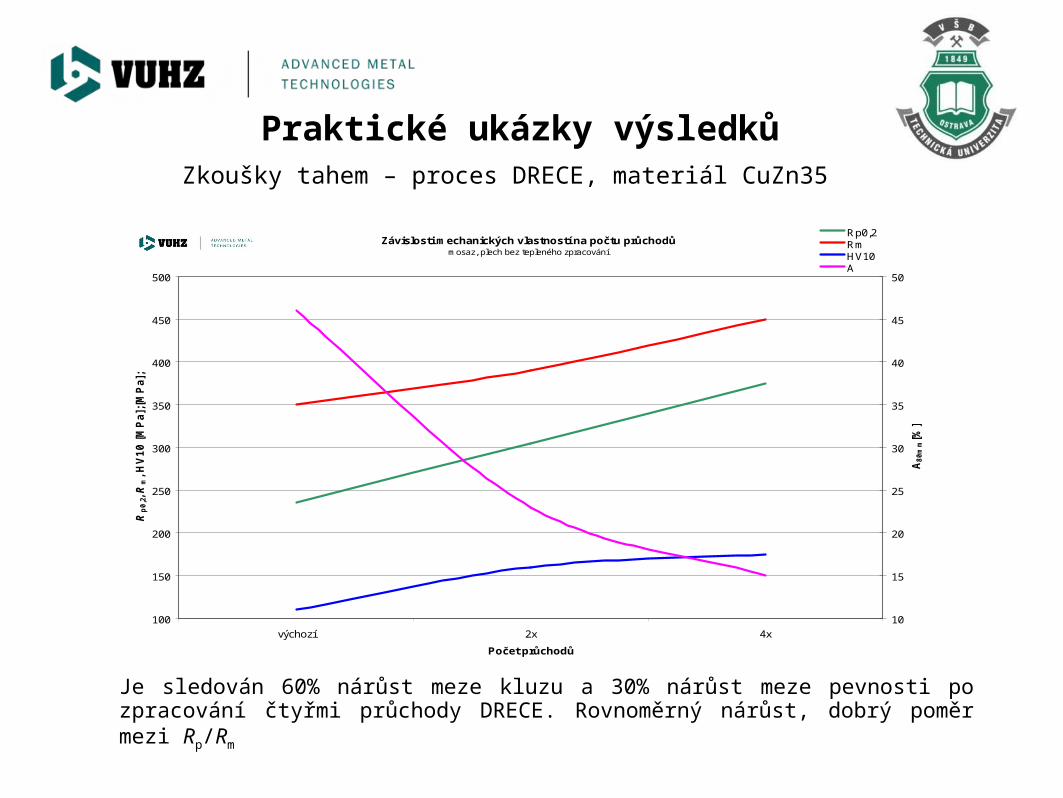
Zkoušky tahem – proces DRECE, materiál CuZn35
Závislosti mechanických vlastností na počtu průchodůmosaz, plech bez tepleného zpracování
100
150
200
250
300
350
400
450
500
výchozí 2x 4x
Počet průchodů
Rp
0,2, R
m,
HV
10 [
MP
a];
[MP
a];
[-]
10
15
20
25
30
35
40
45
50
A8
0m
m [%
]
Rp0,2RmHV10A
Je sledován 60% nárůst meze kluzu a 30% nárůst meze pevnosti po zpracování čtyřmi průchody DRECE. Rovnoměrný nárůst, dobrý poměr mezi Rp/Rm
Praktické ukázky výsledků

Zkoušky tahem – proces DRECE, materiál CuZn35, žíháno po procesu
Po navrženém post tepelném zpracování dochází pouze k cca 10% až 15% poklesu pevnostních hodnot, avšak v závislosti na počtu průchodů je sledován nárůst tažnosti až 100 %.
Praktické ukázky výsledků
2x 4x 6x100
150
200
250
300
350
400
450
0.0
5.0
10.0
15.0
20.0
25.0
30.0
Rp0,2 Rm A
Počet průchodů
Rp
0,2,
Rm
, H
V10
[M
Pa]
;[M
Pa]
;[-]
A80
mm
[%
]

Zkoušky tahem – proces DRECE, materiál CuZn35, žíháno po procesunásledná druhá série zpracování procesem DRECE – celkově 8 průchodů
Z provedeného experiment vyplývá, že zpracování vybraným mezioperačním žíháním nepřináší oproti standardnímu postupu pozitivní přínos. Daný režim tepelného zpracování je tedy vhodný pouze jako proces vedoucí k částečnému snížení pevnostních hodnot, který však vede k zásadnímu navýšení tažnosti, což je pro následnou aplikaci výrobní technologie (ohýbání, skružování…) velmi žádoucí. Následné zpracování další sérií procesem DRECE tedy nemá pro daný materiál opodstatnění.
Praktické ukázky výsledků
2x 4x 6x100
150
200
250
300
350
400
450
500
0.0
5.0
10.0
15.0
20.0
25.0
30.0
Rp0,2 Rm HV10 A
Výchozí počet průchodů
Rp
0,2,
Rm
, H
V10
[M
Pa]
;[M
Pa]
;[-]
A80
mm
[%
]

Zkoušky tahem – proces DRECE, ocel 11321
Je sledován 115% až 140% nárůst meze kluzu a 35% nárůst meze pevnosti po zpracování DRECE. Optimum mezi 3 až 4 průchody, dostatečné hodnoty tažnosti i hlubokotažnosti.
Praktické ukázky výsledků
Početprůchodů
Rp0,2 [MPa]
Rm
[MPa]A80mm
[%]HV10
Výchozí stav 173 311 50,3 932x 370 391 22,6 1224x 383 411 15,8 1356x 390 415 14,8 1338x 415 419 6,0 149
Počet průchodů IE [mm]výchozí 14,35
2x 12,604x 12,156x 12,108x 12,00
pozn.: zkouška hlubokotažnosti – standardní zkouška dle ISO 8490
výchozí 2x 4x 6x 8x0
50
100
150
200
250
300
350
400
450
Rp0,2 Rm A80mm HV10
Počet průchodů
Rp
0,2
, R
m,
HV
10 [
MP
a];
[MP
a];
[-]
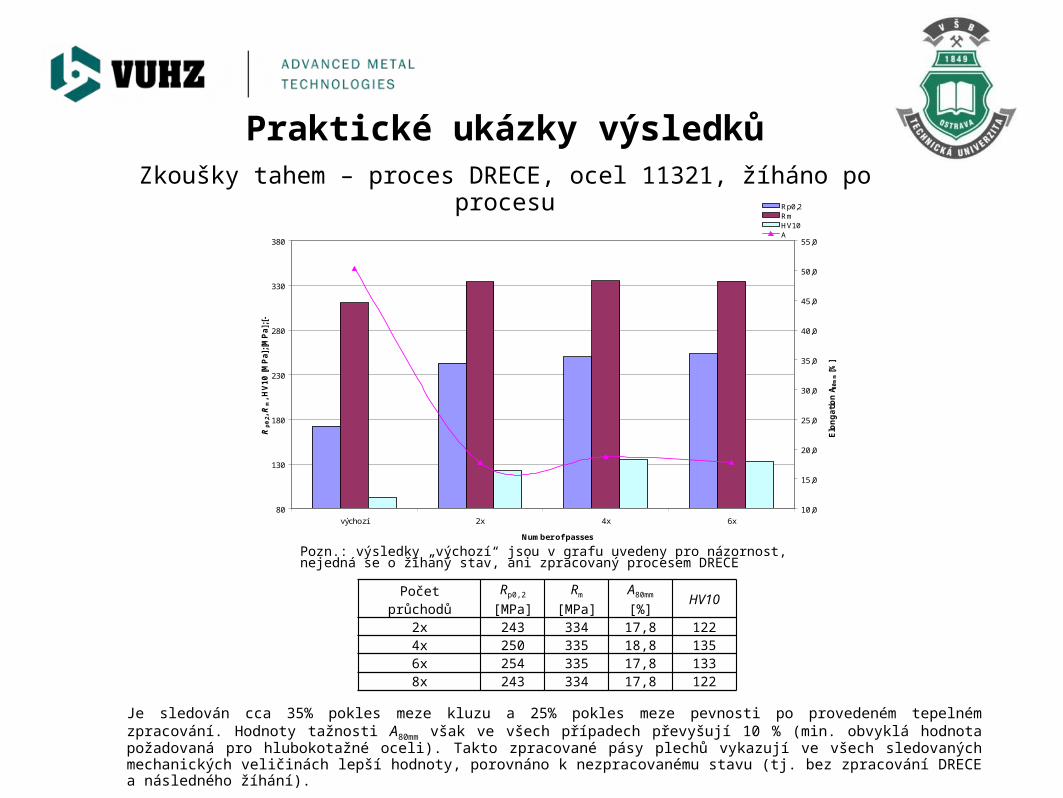
Zkoušky tahem – proces DRECE, ocel 11321, žíháno po procesu
Je sledován cca 35% pokles meze kluzu a 25% pokles meze pevnosti po provedeném tepelném zpracování. Hodnoty tažnosti A80mm však ve všech případech převyšují 10 % (min. obvyklá hodnota požadovaná pro hlubokotažné oceli). Takto zpracované pásy plechů vykazují ve všech sledovaných mechanických veličinách lepší hodnoty, porovnáno k nezpracovanému stavu (tj. bez zpracování DRECE a následného žíhání).
Praktické ukázky výsledků
Početprůchodů
Rp0,2 [MPa]
Rm
[MPa]A80mm
[%]HV10
2x 243 334 17,8 1224x 250 335 18,8 1356x 254 335 17,8 1338x 243 334 17,8 122
80
130
180
230
280
330
380
výchozí 2x 4x 6x
Number of passes
Rp
0,2, R
m, H
V10 [
MP
a];
[MP
a];
[-]
10,0
15,0
20,0
25,0
30,0
35,0
40,0
45,0
50,0
55,0
Elo
ng
ati
on
A8
0m
m [%
]
Rp0,2RmHV10A
Pozn.: výsledky „výchozí“ jsou v grafu uvedeny pro názornost, nejedná se o žíhaný stav, ani zpracovaný procesem DRECE

• Aktivní účasti na významných světových vědeckých konferencích (Plasticity 2009, TMT 2010, AMME 2010, ICOD 2011, METAL
2010, 2011 a zejména pak BNM (Bulc Nano Materials) 2011 (23 - 26. 8. 2011) v Ufě byla potvrzena správnost vývoje daných typů tvářecích nástrojů a zařízení pro výrobu materiálů s UFG (velmi jemnozrnnou) strukturou,
• Významní světoví odborníci – prof. Valiev (Rusko), prof. Dobatkin (Rusko) prof. Kim (Korea), prof. Wang (Čína), prof. Wilde (Německo), prof. Zehetbauer (Rakousko) apod. projevili zájem o spolupráci při vývoji materiálů s UFG strukturou na daných zařízeních,
• Z výše uvedených poznatků a srovnání vyplývá, že výzkum v oblasti výroby polotovarů s UFG strukturou je velmi perspektivní a proveditelný na výše uvedených zařízeních a odpovídá požadavkům průmyslové praxe.
Porovnání dosažených výsledků se světovým vývojem dané oblasti tváření

a) bylo provedeno rozsáhlé zmapování tvářecího procesu ECAP z prohledu průběhu intenzity deformace, byly navrženy geometrické úpravy tvářecího nástroje, tyto úpravy byly realizovány a vyhodnocovány,
b) byl navržen, zkonstruován a zaveden do zkušebního provozu prototyp zařízení tvářecího procesu DRECE,
c) byly provedeny návrhy a verifikace zkušebních postupů pro hodnocení jakosti UFG materiálů – formou jednotné prováděcí dokumentace byly zpracovány zkušební postupy pro zkoušku tahem za okolní teploty s použitím zkušebních těles zmenšených rozměrů, dále pro tzv. penetrační zkoušku, zkoušku mikrostrukturní stability a zkoušku tvařitelnosti, tyto zkušební postupy byly v rámci praktických experimentů plně zavedeny do užívání,
d) byla provedena četná hodnocení materiálů na bázi hliníku, mědi a vybrané třídy oceli po zpracování uvedenými SPD technologiemi – standardní i nestandardní zkoušky, metalografická hodnocení s použitím optické i elektronové mikroskopie,
e) byla prokázána správnost navržených úprav tvářecího nástroje ECAP i úspěšné výsledky se zpracováním materiálů na bázi mědi a vybrané třídy oceli procesem DRECE,
f) v průběhu řešení bylo vyhotoveno více než 50 dílčích zpráv, výsledky byly publikovány na tuzemských i zahraničních odborných konferencích s pozitivním ohlasem.
Souhrn výsledků řešení