VÝVOJ MIKROŠTRUKTÚRY A NÁVRH HODNOTENIA PRECIPITA V … · VÝVOJ MIKROŠTRUKTÚRY A NÁVRH...
14
Acta Metallurgica Slovaca, 14, 2008, 2 (195 - 208) 195 VÝVOJ MIKROŠTRUKTÚRY A NÁVRH HODNOTENIA PRECIPITAČNÝCH ZMIEN V OCELI T24 VPLYVOM CREEPOVEJ EXPLOATÁCIE Zifčák P. 1 , Brziak P. 1 , Balog M. 2 , Bošanský J. 3 , Srnka M. 4 1 Výskumný ústav zváračský, Račianska 71, 832 59 Bratislava, Slovensko, [email protected] 2 Ústav anorganickej chémie, Slovenská academia vied, Bratislava, Slovensko, [email protected] 3 Integrita a bezpečnosť oceľových konštrukcií, a.s. Pionierska 15, 831 02 Bratislava, Slovensko, [email protected] 4 Železiarne Podbrezová, a.s. Kolkáreň 31, 976 81 Podbrezová, Slovensko, [email protected] THE INFLUENCE OF CREEP CONDITIONS TO MICROSTRUCTURE EVOLUTION AND SUGESTION OF PRECIPITATION CHANGES ASSESSMENT IN THE T24 STEEL Zifčák P. 1 , Brziak P. 1 , Balog M. 2 , Bošanský J. 3 , Srnka M. 4 1 Welding Research Institute-Industrial Institute of SR, Račianska 71, 832 59 Bratislava, Slovakia, [email protected] 2 Institute of Inorganic Chemistry, Slovak Academy of Sciences, Bratislava, Slovakia, [email protected] 3 Integrity and safety of steel constructions , a.s. Pionierska 15, 831 02 Bratislava, Slovakia, [email protected] 4 Železiarne Podbrezová, a.s. Kolkáreň 31, 976 81 Podbrezová, Slovensko, [email protected] Abstract The present paper deals with the microstructure evaluation of T24 steel during creep exposition. Material of T24 pipe’s diameter 114, 3 x 13mm was made by Železiarne Podbrezová a.s. The given steel was subjected to the creep test under constant load 140 MPa and temperature 575 °C with time to rupture 12 609 hour. The microstructure of as - received and as - crept material was studied in detail by means of light microscopy, scanning electron microscopy and transmission electron microscopy. Microstructure of the material after creep test was studied in three sections of the creep sample, fracture surface, area in distant 0,5 - 1 mm from the fracture surface and head. The aim was to study the influence of both testing temperature and local stresses on the micro-structural changes. In as - received material, carbide phases M 23 C 6 were found to precipitates along the grain boundaries and M 7 C 3 mainly along the sub-grain boundaries. The precipitation of the new carbide phases was observed in the material after the creep test. Carbides M 6 C precipitates along the grain boundaries while M 2 C were distributed inside of the grains. In the all states studied fine dispersion MX matrix carbides were observed. The particle sizes of M 7 C 3 , M 6 C, M 2 C carbides changed evidently and their chemical compositions changed slightly during the creep test. On the contrary carbides M 23 C 6 are more dimensioned stable but their chemical composition has changed significantly during the creep test. New evaluation’s methods of secondary phase precipitation in steel T24 were designed. Key words: steel T24, precipitation, carbides
Transcript of VÝVOJ MIKROŠTRUKTÚRY A NÁVRH HODNOTENIA PRECIPITA V … · VÝVOJ MIKROŠTRUKTÚRY A NÁVRH...

Acta Metallurgica Slovaca, 14, 2008, 2 (195 - 208) 195
VÝVOJ MIKROŠTRUKTÚRY A NÁVRH HODNOTENIA PRECIPITA ČNÝCH ZMIEN V OCELI T24 VPLYVOM CREEPOVEJ EXPLOATÁCIE Zifčák P.1, Brziak P.1, Balog M.2, Bošanský J.3, Srnka M.4 1 Výskumný ústav zváračský, Račianska 71, 832 59 Bratislava, Slovensko, [email protected] 2 Ústav anorganickej chémie, Slovenská academia vied, Bratislava, Slovensko, [email protected] 3 Integrita a bezpečnosť oceľových konštrukcií, a.s. Pionierska 15, 831 02 Bratislava, Slovensko, [email protected] 4 Železiarne Podbrezová, a.s. Kolkáreň 31, 976 81 Podbrezová, Slovensko, [email protected] THE INFLUENCE OF CREEP CONDITIONS TO MICROSTRUCTURE EVOLUTION AND SUGESTION OF PRECIPITATION CHANGES ASSESSMENT IN THE T24 STEEL Zifčák P.1, Brziak P.1, Balog M.2, Bošanský J.3, Srnka M.4 1 Welding Research Institute-Industrial Institute of SR, Račianska 71, 832 59 Bratislava, Slovakia, [email protected] 2 Institute of Inorganic Chemistry, Slovak Academy of Sciences, Bratislava, Slovakia, [email protected] 3 Integrity and safety of steel constructions , a.s. Pionierska 15, 831 02 Bratislava, Slovakia, [email protected] 4 Železiarne Podbrezová, a.s. Kolkáreň 31, 976 81 Podbrezová, Slovensko, [email protected] Abstract The present paper deals with the microstructure evaluation of T24 steel during creep exposition. Material of T24 pipe’s diameter 114, 3 x 13mm was made by Železiarne Podbrezová a.s. The given steel was subjected to the creep test under constant load 140 MPa and temperature 575 °C with time to rupture 12 609 hour. The microstructure of as - received and as - crept material was studied in detail by means of light microscopy, scanning electron microscopy and transmission electron microscopy. Microstructure of the material after creep test was studied in three sections of the creep sample, fracture surface, area in distant 0,5 - 1 mm from the fracture surface and head. The aim was to study the influence of both testing temperature and local stresses on the micro-structural changes. In as - received material, carbide phases M23C6 were found to precipitates along the grain boundaries and M7C3 mainly along the sub-grain boundaries. The precipitation of the new carbide phases was observed in the material after the creep test. Carbides M6C precipitates along the grain boundaries while M2C were distributed inside of the grains. In the all states studied fine dispersion MX matrix carbides were observed. The particle sizes of M7C3, M6C, M2C carbides changed evidently and their chemical compositions changed slightly during the creep test. On the contrary carbides M23C6 are more dimensioned stable but their chemical composition has changed significantly during the creep test. New evaluation’s methods of secondary phase precipitation in steel T24 were designed.
Key words: steel T24, precipitation, carbides

Acta Metallurgica Slovaca, 14, 2008, 2 (195 - 208) 196
Abstrakt V predloženej práci sa detailne študujú mikroštruktúrne zmeny v oceli T24 vplyvom creepovej exploatácie. Materiál rúry T24 (114,3 x 13 mm) bol vyrobený v podmienkach Železiarní Podbrezová, a.s.. Predmetná oceľ sa podrobila creepovej skúške pri teplote 575°C a konštantnom zaťažení 140 MPa s časom do lomu 12 609 h. Mikroštruktúra materiálu v stave pred a po creepe bola detailne študovaná metódami svetelnej mikroskopie, rastrovacej elektrónovej mikroskopie a transmisnej elektrónovej mikroskopie. Mikroštruktúra materiálu po creepe bola študovaná v troch miestach creepového telieska, lomový povrch, oblasť vzdialená 0,5-1 mm od lomového povrchu a hlava. Cieľom bolo sledovať vplyv testovacej teploty a lokálnych napätí na prebiehajúce zmeny v mikroštruktúre. Vo východzom materiály sa identifikovali karbidy M23C6 precipitujúce na hraniciach zŕn a M7C3 prevažne na hraniciach subzŕn. V materiále po creepovej skúške sa identifikovali nové častice. Karbidy M6C precipitovali po hraniciach zŕn zatiaľ čo M2C boli rozložené vo vnútri zŕn. Vo všetkých sledovaných stavoch boli prítomné disperzné MX karbidy, ktoré precipitujú v matrici. Zistilo sa že karbidy M7C3, M6C, M2C menia svoju veľkosť, pričom ich chemické zloženie sa mení minimálne vplyvom creepovej skúšky. Naopak M23C6 sú rozmerovo stabilnejšie pričom ich chemické zloženie sa mení výraznejšie vplyvom creepovej skúšky. Na základe vykonaných experimentov bol navrhnutý postup analýzy štrukturálnych zmien – precipitácie sekundárnych karbidických fáz v oceliach T24.
1. Úvod (rozbor stavu poznania, ciele riešenia) Požiadavky na zníženie ceny energetických zariadení a zvýšenie ich účinnosti viedli k vývoju nových typov feritických ocelí. Vývoj chemického zloženia týchto nových ocelí vychádza z celosvetovej potreby modernizovať klasické fosílne elektrárne a tým zvýšiť ich prevádzkovú životnosť, tepelnú výkonnosť, redukovať emisie, najmä CO2, SO2 a oxidy dusíka. [1]. Pre súčasnú energetiku je charakteristická teplota pary na vstupe do turbíny 540 – 565ºC. V posledných rokoch však dochádza k zvyšovaniu teploty pracovného média nad 565ºC. V niektorých prípadoch sa využíva vodná para s teplotou až 600ºC. V prípade použitia pary v stave superkritických parametrov (610ºC/30MPa) v porovnaní so súčasnými parametrami vodnej pary (540ºC/180MPa) je možné dosiahnuť zvýšenie účinnosti energetických zariadení až o 8% pri súčasnom znížení emisií CO2 až o 20% [2, 3]. Na využívanie vodnej pary ako energo nosiča pri takýchto extrémnych podmienkach je nutné zlepšiť vlastnosti samotných energetických zariadení. Z tohto dôvodu sa pozornosť materiálového výskumu orientovala na vývoj nových typov ocelí so zlepšenými vlastnosťami [4]. Súčasným produktom výskumu v skupine nízkolegovaných ocelí sú tri typy ocelí, ktoré vychádzajú zo štandardného chemického zloženia ocele T22 (2.25Cr1Mo). Tieto nové ocele sú známe pod komerčným označením T23, TEMPALOY F-2W a T24. Význam týchto ocelí spočíva v ich pomerne nízkom obsahu Cr a slabej prekaliteľnosti vďaka nízkemu obsahu uhlíka. V porovnaní s pôvodnými 2.25Cr1Mo oceľami dosahujú novo vyvinuté ocele (T23, T24, TEMPALOY F-2W) vyššiu žiarupevnosť. Nové typy ocelí sú predurčené na zvárane membránových stien prehrievačov pary bez predohrevu, a keď je to možné, aj bez tepelného spracovania (popúšťania) po zváraní [5, 6]. Aby sa zaručila bezpečnosť prevádzkovania týchto materiálov v energetických zariadeniach dôležité je poznať ich životnosť, ktorá je determinovaná creepovými vlastnosťami

Acta Metallurgica Slovaca, 14, 2008, 2 (195 - 208) 197
materiálu. Jeden zo spôsobov, ako zvýšiť úroveň hodnotenia životnosti žiarupevných materiálov je štúdium mikroštruktúrnych zmien vplyvom creepovej exploatácie [7]. Predložená práca sa preto venuje hodnoteniu zmien v precipitácii karbidických fáz ich zmien v chemickom zložení a veľkosti vplyvom creepovej skúšky. Bola navrhnutá detailná metodika hodnotenia takýchto zmien v oceli T24.
2. Materiály a použité experimentálne metodiky Výroba tavby modelovej ocele triedy T24 sa realizovala v technologickom slede EAF (elektrická oblúková pec), LF (pánvová pec), CC (kontinuálne odlievanie). Výroba ocele bola uskutočnená s použitím titánovej dezoxidácie s následným mimopecným spracovaním vo vákuovacom zariadení a odliatím do kokíl. Chemické zloženie modelovej tavby je uvedené v Tab.1. Obsah vodíka prekročil hranicu stanovenú ASTM.
Table 1 Chemical composition of investigated steel T24. Mass contents of elements are given in %. For comparison composition ranges according to ASTM are also given.
Chemical composition in weight % Cast
C Mn Si P S Cr Mo Ti Ni V Nb B N H
Model steel
0,07 0,33 0,17 0,008 0,002 2,54 0,97 0,067 0,39 0,23 0,008 0,003 90ppm 7,0 ppm
ASTM 0,05 ↓
0,1
0,3 ↓
0,7
0,15 ↓
0,45
max. 0,02
max. 0,01
2,2 ↓
2,6
0,7 ↓
1,1
0,06 ↓
0,1 -
0,2 ↓
0,3 -
0,0015 ↓
0,007
max. 120ppm
max. 2ppm
Pripravená modelová oceľ triedy T24 bola podrobená tepelnému spracovaniu uvedenému v Tab.2. Creepové skúšky boli vykonané pri teplote 575ºC. Detailná mikroštruktúrna analýza sa robila na creepovom teliesku, ktoré sa skúšalo pri parametroch 575ºC/ 140MPa. K pretrhnutiu creepového telieska pri uvedených parametroch došlo po 12 609 hodinách (Tab.2).
Table 2 Experimental material subjected to the detail microstructe analysis Material T24 Heat treatment/test conditions
Before creep Tube
(114,3x13 mm)
Without austenization after rolling cooling: free on air
heat treatment: 750ºC/1,5 h After creep Fractured creep sample 575ºC/140MPa/12 609 h
Mikroštruktúra materiálu T24 pred a po creepe bola študovaná metódami svetelnej mikroskopie, rastrovacej elektrónovej mikroskopie a transmisnej elektrónovej mikroskopie. Zmeny v mikroštruktúre po creepe boli študované v rôznych častiach creepového telieska (Fig.1): FS (fracture surface)/ LP – lomový povrch creepového telieska Section 1/ Rez 1 – vzdialený od lomového povrchu (LP) cca 0,5 – 1 mm. Napätie a deformácia je v tomto reze menšia v porovnaní so stavom v reze LP. Section 2/ Rez 2 – vzdialenosť od lomového plovrchu nie je dôležitá. Je to oblasť v závite creepového telieska, kde nedošlo k deformácii materiálu. Štúdium karbidickej fázy sa uskutočnilo pomocou uhlíkových replík. Po naparení tenkej uhlíkovej vrstvy na metalograficky pripravenú vzorku sa táto elektrolyticky odleptala

Acta Metallurgica Slovaca, 14, 2008, 2 (195 - 208) 198
z povrchu vzoriek pomocou 4% HNO3 pri parametroch odleptávania T=20˚C, U= 8-10 V, I<150 mA.
Fig.1 Positions of studied sections in creep specimen
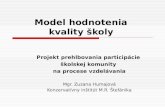
Postup prípravy uhlíkových replík z lomu creepového telieska bol odlišný. Z lomového povrchu sa odstránila oxidická vrstva elektrolytickým leštením v elektrolyte kyseliny octovej + kyseliny chloristej v pomere 9 (C2H4O2) : 1 (HClO4). Leštenie sa realizovalo pri parametroch T = 0-5˚C, U = 8-10 V, I<150 mA. Ďalšie čistenie od oxidov prebiehalo v ultrazvukovej čističke. Uvedený proces odstraňovania oxidov sa opakoval pokiaľ lomový povrch nebol lesklý. Vyleštený lomový povrch sa leptal v nitale cca. 1 min a intenzívne naparil uhlíkovou vrstvou na dvakrát s rozličným uhlom naparovania, vzhľadom na členitosť lomu. Po naparení uhlíkovej vrstvy sa táto elektrolyticky odleptala z povrchu lomu v rovnakom elektrolyte a pri tých istých parametroch, ktoré sa použili pri leštení lomového povrchu. Uhlíkové repliky boli pozorované na transmisnom elektrónovom mikroskope JEOL 200CX s urýchľovacím napätím 200 kV. Chemická analýza extrahovaných častíc sa uskutočnila pomocou energiovo-disperzného analyzátora EDAX 9900 (prvky s atómovým číslom Z ≥ 11). Jednotlivé fázy boli verifikované pomocou selekčnej difrakčnej analýzy. Z miesta, ktoré reprezentovalo pozorovanú vzorku sa odfotili štyri obrázky pri zväčšení 7300x. Vyskladaním štyroch obrázkov v programe Image Pro Plus (ďalej iba IPP) sa vytvoril kompletný obraz analyzovanej plochy (Fig.2a). Vytvorený obraz zároveň slúžil ako orientačná mapa pri EDX analýzach. Na základe bodovej chemickej analýzy konkrétnej častice sa do vytvorenej mapy vyznačilo, o aký typ častice sa jedná (Fig.2b). Týmto spôsobom je možné klasifikovať každú časticu na vytvorenej mape. Zároveň získavame informácie o chemickom zložení, tvare, veľkosti a polohe častice v korelácií s okolitými časticami. Na jednej vzorke sa urobilo od 40 do 70 meraní pričom výsledky chemického zloženia jednej fázy sú priemernou hodnotou minimálne desiatich meraní. Čierne častice v pozadí (Fig.2b) zodpovedajú objektom, na ktorých sa bodová chemická analýza nerobila. Ďalšie meranie bolo robené pomocou plug-inu programu IPP Materials-Pro Analyzer, ktorým bola identifikovaná veľkosť sekundárnej fázy podľa ASTM E112 v rozsahu od 18 do 30 [8]. Veľkosť častíc sa vypočítaná pomocou analýzy „Measure ALA Grain Size“. Ukážka grafického výstupu z tejto analýzy je na Fig.3. Na Fig.3a je dokumentované spracovanie fotografie pred meraním veľkosti častíc. V prípade ak sa častice navzájom prekrývali, boli od seba oddelené. Na Fig.3b je vyhodnotená veľkosť častíc podľa ASTM E112 v programe IPP.

Acta Metallurgica Slovaca, 14, 2008, 2 (195 - 208) 199
Zachovaním častíc jedného typu (napr.M2C_čierna legenda na Fig.3b) sa odmeria veľkosť častíc zvolenej fázy.
Fig.2a Microstructure obtained by TEM
Fig.2b Map of carbides distribution
Fig.3a Fig.3b Fig.3 Demonstration of particle size measurement a) picture after split up particles b) picture after
measurement in the programme IPP according ASTM E112
3. Analýza výsledkov 3.1 Mikroštrukturna analýza Mikroštruktúru materiálu modelovej tavby pred a po creepovej skúške dokumentujú Fig.4 (SM), Fig.5 (REM) a Fig.6 (TEM). Mikroštruktúra východzieho materiálu t.j pred creepom je bainitická (Fig.4a, 5a, 6a). Veľkosť pôvodného austenitického zrna je 36,5 µm. Vo vnútri primárneho austenitické zrna je vidieť latky (dosky) bainitu (Fig.4a; Fig.5a; Fig.6a). Bainitické latky (dosky) majú pretiahnutý nepravidelný tvar. Mikroštruktúra po creepe sa významne nelíši od predchádzajúcej klasifikácie východiskové stavu. Výraznejšia je však precipitácia vo vnútri a na hraniciach zŕn, ako v stave pred creepom (Fig.6). Zo vzájomného porovnania mikroštruktúr pred a po creepe vyplýva, že dôsledkom creepovej exploatácie sa vo vnútri zŕn formovali subzrná s vlastnými hranicami a výraznou precipitáciou (označené šípkami na Fig.4b, 4c, 5b, 6b, 6c ). Subzrná často vytvárali paralelné hranice, pripomínajúce hranice dvojčiat (Fig.4b, 5b, 6b, 6c), alebo paralelné hranice oddeľujúce jednotlivé bloky v zrne (Fig.4c). Okrem toho v reze 1 a na lomovej ploche (po creepe) bola zaznamenaná prítomnosť kavít na hraniciach zŕn a subzŕn (Fig.4c, 5c).

Acta Metallurgica Slovaca, 14, 2008, 2 (195 - 208) 200
Before creep After creep
Fig.4a As- received Fig.4b Section 2 Fig.4c Section 1
Fig.4 Characteristic microstructure before and after creep observed by light microscopy (LM)
Fig.5a. As- received Fig.5b Fracture surface (FS) Fig.5c Fracture surface (FS)
Fig.5 Characteristic microstructure before and after creep observed by scaning electron microscopy (SEM)
Fig.6a As- received Fig.6b Section 2 Fig.6c Fracture surface (FS)
Fig.6 Characteristic microstructure before and after creep observed by transmision electron microscopy (TEM) 3.2 Precipitácia, chemické zloženie a veľkosť karbidických fáz Výsledky fázovej analýzy v materiáli pred creepom sú dokumentované na Fig.7. Častice na báze Fe-Cr a Cr-Fe boli identifikované metódou elektrónovej difrakcie ako karbidy M23C6 a M7C3. Častice M23C6 sa nachádzajú prevažne na hraniciach pôvodných austenitických zŕn a hraniciach subzŕn. Pozorované karbidy M23C6 majú zväčša oválny tvar a sú väčšie ako karbidy M7C3 rozložené prevažne na hraniciach subzŕn. Častice M7C3 sú jemné a tiež majú oválny tvar.

Acta Metallurgica Slovaca, 14, 2008, 2 (195 - 208) 201
Detailné chemické zloženie identifikovaných fáz v stave pred creepom je uvedené v Tab.3
Table 3 Chemical composition of precipitates before creep (as- received conditions) Composition in wt.%.
Sample Phase Fe Cr Mo V
M 23C6 (Fe-Cr) 57,72 31,84 7,68 1,86 Befor creep M7C3 (Cr-Fe) 34,64 51 8,52 5,84
Fig.7 Carbides distribution in as- received material/ Rozloženie karbidov v materiále pred creepom
Fig.8 Carbides distribution on fracture surface (FS) after creep/ Rozloženie karbidov na lomovom povrchu po creepe
Fig.9 Carbides distribution in section 1 after creep/ Rozloženie karbidov v reze 1 po creepe

Acta Metallurgica Slovaca, 14, 2008, 2 (195 - 208) 202
Fig.10 Carbides distribution in section 2 (head) after creep/ Rozloženie karbidov v reze 2 (hlava) po creepe
Do skupiny karbidov pozorovaných pred creepom (M23C6 a M7C3) vstupujú po creepe ďalšie karbidy a to na báze MoFe (M6C) a na báze MoCr (M2C). Detailné chemické zloženie sledovaných karbidických fáz je uvedené v Tab.4. Karbidy M6C sú hrubé častice s oválnym až nepravidelným tvarom (Fig.8, 9, 10). Vylučujú sa po hraniciach zŕn a subzŕn. Jemné karbidy M2C sa vylučujú v matrici, majú paličkovitý alebo oválny tvar. Jemné častice MX boli identifikované vo všetkých skúmaných stavoch. Ich priemerná veľkosť bola cca 20-30 nm s chemickým zložením cca 80 hm.% V + zvyšok hm. % Cr, Fe, Mo. Table 4 Chemical composition of precipitates after creep
Chemical composition in wt.% Analyses Phase
Fe Cr Mo V
M 6C (Mo-Fe) 41,38 9,22 44,55 4,84
M 2C (Mo-Cr) 1,23 19,49 62,00 17,27
M 23C6 (Fe-Cr) 51,00 39,84 6,75 2,41 Fracture surface
M7C3 (Cr-Fe) 35,25 55,90 4,92 4,75
M 6C (Mo-Fe) 44,6 7,74 43,16 4,24
M 2C (Mo-Cr) 1,32 20,19 60,12 18,37 Section 1
M 23C6 (Fe-Cr) 51,92 40,80 5,51 1,76
M 6C (Mo-Fe) 43,07 7,71 45,43 3,58
M 2C (Mo-Cr) 0,93 17,22 65,53 16,08 Section 2
M 23C6 (Fe-Cr) 52,57 36,24 8,014 2,12
Veľkostná distribúcia všetkých karbidických častíc v rámci analyzovanej plochy na vzorkách pred a po creepových testoch je graficky dokumentované na Fig.11. Približne rovnaké zastúpenie najhrubších karbidov (ASTM 18, 19) sa pozorovalo vo východzom stave a v stave po creepe v oblasti lomového povrchu (rez LP, rez 1). Okrem toho v závislosti od lokálnej deformácie sa v oblasti lomu (rez LP, rez1) pozorovali hrubšie karbidy (ASTM 18, 19, 20) v porovnaní s rezom 2. Na druhej strane zo vzrastajúcou vzdialenosťou od LP sa v štruktúre (rez 1 a v rez 2) zväčšuje podiel menších častíc (ASTM 22, 23, 24). Podiel menších častíc sa zväčšil aj v porovnaní s východiskovým stavom (Fig.11).

Acta Metallurgica Slovaca, 14, 2008, 2 (195 - 208) 203
0
5
10
15
20
25
30
18 19 20 21 22 23 24Particle size according to ASTM
Am
ount
[pcs
]
FS
Section 1
Section 2
As receivedfs
Fig.11 Precipitates size before and after creep in dependence their amount in carbon replicas
Veľkostná distribúcia karbidických častíc jedného typu je dokumentovaná na Fig.12 až Fig.15. Veľkosť karbidov M23C6 (Fig.12) a M7C3 (Fig.13) sa merala na vzorkách pred a po creepe. Veľkosť karbidov M6C (Fig.14) a M2C (Fig.15) sa merala iba na vzorkách po creepe, vzhľadom na to, že ich precipitácia je podmienená creepovou expozíciou.
0
2
4
6
8
10
12
18 19 20 21 22 23 24
Particle size according to ASTM
Am
ount
[pcs
]
M23C6_ FS
M23C6_ Section 1
M23C6_ Section 2
M23C6_ As received
Fig.12 The size of M23C6 carbides in as received condition and after creep exposure at 575ºC
0
1
2
3
4
5
6
7
8
9
19 20 21 22 23 24
Particle size according to ASTM
Am
ount
[pcs
]
M7C3_ FS
M7C3_ Section 1
M7C3_ Section 2
M7C3_ As received
Fig.13 The size of M7C3 carbides in as received condition and after creep exposure at 575ºC

Acta Metallurgica Slovaca, 14, 2008, 2 (195 - 208) 204
0
2
4
6
8
10
12
14
16
18 19 20 21 22 23 24Particle size according to ASTM
Am
ount
[pcs
]
M6C_ FS
M6C_ Section1
M6C_ Section2
Fig.14 The size of M6C carbides in as received condition and after creep exposure at 575ºC
0
2
4
6
8
10
12
21 22 23 24 25 26Particle size according to ASTM
Am
ount
[pcs
]
M2C_ FS
M2C_ Section 1
M2C_ Section 2
Fig.15 The size of M2C carbides in as received condition and after creep exposure at 575ºC
V prípade karbidu M23C6 sa nameralo rovnaké zastúpenie najhrubších karbidov (ASTM 18) v stave pred creepom a po creepe len v reze 2 (Fig.12). Na druhej strane sa zvýšil podiel menších častíc (ASTM 21, 22, 23, 24) vo všetkých sledovaných rezoch v porovnaní s východiskovým stavom. Dôvodom takéhoto správania je pravdepodobne rozpúšťanie týchto častíc (Fig.12). V karbide M7C3 (Fig.13) mali v oblasti LP najväčšie zastúpenie častice s menším rozmerom (ASTM 23). V porovnaní s východiskovým materiálom sa v oblasti lomového povrchu (rez LP, rez 1) nameral nižší podiel hrubých častíc M7C3 (ASTM 20, 21). Najhrubšie karbidy (ASTM 19) sa vyskytovali iba vo východzom stave To znamená, že v dôsledku creepovej exploatácie došlo k výraznému rozpúšťaniu fázy M7C3. Naopak zhrubnutie resp. väčší podiel hrubších karbidov v oblasti lomového povrchu sa pozoroval v prípade karbidu M6C (ASTM 18, 19, 20) (Fig.14) a v prípade karbidu M2C (ASTM 21, 22, 23) (Fig.15) v porovnaní s veľkosťou uvedených karbidov nameranou v reze 2.
3.3 Diskusia k dosiahnutým výsledkom Výsledky meraní, chemického zloženia a veľkosti identifikovaných fáz možno zhrnúť takto:

Acta Metallurgica Slovaca, 14, 2008, 2 (195 - 208) 205
Ukázalo sa, že v karbide M23C6 rastie obsah Cr na úkor Fe, pravdepodobne v dôsledku zvýšenej lokálnej deformácie počas creepovej exploatácie. Obsah Mo sa významne nemení čo platí aj o veľkosti častíc v materiáli po creepe v porovnaní s východiskovým materiálom (Fig.16). Minimálne rozdiely vo veľkosti M23C6 pred a po creepe svedčia o vysokej rozmerovej stabilite tohto karbidu. Vplyvom tejto vlastnosti M23C6 budú zohrávať dôležitú úlohu v procese zotavovania štrutkúry, v ktorej bránia pohybu dislokácii a ďalšiemu narastaniu bainitických latiek (subzŕn). Takéto správanie M23C6 sa spája s prítomnosťou bóru v oceli T24, aj keď nie je úplne známe akým mechanizmom prebieha tento proces [9, 10]. V prípade M7C3 bol zaznamenaný pokles priemernej veľkosti častíc na vzorkách po creepe v porovnaní s východiskovým stavom. To znamená, že dochádza k ich rozpúšťaniu vplyvom creepovej exploatácie. Proces rozpúšťania je navyše podporovaný aj narastajúcou úrovňou lokálnej deformácie (napätí) (Fig.17). So zmenou priemernej veľkosti M7C3 nedochádza k významný zmenám v chemickom zložení tejto fázy, t.j. v zmene obsahu Cr, Fe, Mo (Fig.17). Počas creepovej exploatácie došlo k následnej precipitácií ďalších karbidických fáz, M2C a M6C. V prípade M6C a M2C sa potvrdilo hrubnutie častíc vplyvom narastajúcej lokálnej deformácie (napätí) pričom nedošlo k výraznej zmene ich chemického zloženia, t.j. v zmene obsahu Mo, Fe, Cr, V (Fig.18, Fig.19). Na materiále T24 konvenkčne tepelne spracovanom (austenitizácia + popustenie) skúšanom v podmienkach creepu pri rovnakej teplote 575ºC, ako v tejto štúdii sa potvrdilo, že častice M2C a M6C sa začnú vylučovať v časovom rozmedzí 3000 až 7000 hod [7]. Vyprecipitovanie nových častíc je sprevádzané ich rastom a následným hrubnutím vplyvom dlhšej creepovej expozície. Tento jav je často spájaný s degradáciou creepových vlastností feritických žiarupevných materiálov, v ktorých dochádza k ochudobňovaniu matrice o Mo a následnému substitučnému odpevneniu tuhého roztoku [10, 11]. Môžme predpokladať, že hrubnutie častíc M6C a M2C je podmienené nielen narastajúcou urovňou lokálnych napätí, ale aj dlhšou creepovou expozíciou. Meranie veľkosti častíc ďalej ukázalo, že najhrubšie karbidy (ASTM 18) sa pozorovali v stave pred aj po creepe (Fig.11). Separatným meraním jednotlivých fáz sme zistili, že veľkosť ASTM 18 dosahujú karbidy M23C6 (as received, section 1) (Fig.12) a karbidy M6C (FS) (Fig.14). Na základe meraní veľkosti častíc a predpoklade, že M6C hrubnú nielen vplyvom narastajúcich lokálnych napätí (Fig.18), ale aj vplyvom dlhšej creepovej expozície [10, 11], sa javí, že M6C dosiahli po (575ºC/140MPa/12 609 h) creepovej exploatácii rovnakú veľkosť ako M23C6 vo východzom stave, ktoré sa vplyvom creepu postupne rozpúšťajú (Fig.16). V obidvoch prípadoch sa precipitácia M23C6 a M6C realizuje na hranicich pôvodných austenitických zŕn a hraniciach subzŕn. Z uvedených meraní je teda evidentný vplyv tepelno - mechanického namáhania počas creepovej skúšky na chemické zloženie a veľkostnú distribúciu precipitátov v oceliach triedy T24. Meranie veľkosti častíc sekundárnych fáz ukázalo, že v dôsledku creepovej exploatácie dochádza k ich zmenám. Na základe dosiahnutých výsledkov a získaných skúseností navrhujeme nasledovný postup na charakterizáciu precipitačných zmien ocele T24 v podmienkach creepu.

Acta Metallurgica Slovaca, 14, 2008, 2 (195 - 208) 206
575ºC/ 140 MPa/ 12 609 h
20
25
30
35
40
45
50
55
60
Asreceived
Section 2Section 1 FS
Con
tent
( w
eigh
t %)
18,5
19
19,5
20
20,5
21
21,5
22
22,5
23
Ave
rage
siz
e ac
cord
ing
to A
ST
M
Fe in M23C6 Cr in M23C6
Mo in M23C6 Average size of M23C6
Fig.16 The chemical composition and average size of M23C6 carbides before and after creep
575şC/ 140 MPa/12 609 h
20
25
30
35
40
45
50
55
60
As received Section 2 Section 1 FS
Con
tent
(wei
ght %
)
20,5
21
21,5
22
22,5
23
23,5
24
Ave
rage
siz
e ac
cord
ing
to A
STM
Cr in M7C3 Fe in M7C3
Mo in M7C3 Average size of M7C3
Fig.17 The chemical composition and average size of M7C3 carbides before and after creep
575ºC/140 MPa/12 609 h
20
25
30
35
40
45
50
Section 2 Section 1 FS
Con
tent
(w
eigh
t %)
19,5
20
20,5
21
21,5
22
22,5
Ave
rage
siz
e ac
cord
ing
to
AS
TM
Mo in M6C Fe in M6C
Cr in M6C Average size of M6C
Fig.18 The chemical composition and average size of M6C carbides after creep

Acta Metallurgica Slovaca, 14, 2008, 2 (195 - 208) 207
10
20
30
40
50
60
70
Section 2 Section 1 FS
Con
tent
(w
eigh
t %)
22
22,5
23
23,5
24
24,5
Ave
rage
siz
e ac
cord
ing
to A
ST
M
Mo in M2C Cr in M2C V in M2C Average size of M2C
Fig.19 The chemical composition and average size of M2C carbides after creep
Je nutné dodržať presný metodický postup prípravy a vyhodnotenia všetkých vzoriek. To znamená:
1. Pri príprave uhlíkových replík je nevyhnutnou podmienkou dodržať rovnaké časy leptania materiálu s presnosťou na 1 sekundu, t.j. cca 20 s v prípade leptania ocele T24 v 4% Nitale
2. Vybrať reprezentatívnu oblasť mikroštruktúry na vzorkách pred a po creepe a náhodným spôsobom identifikovať a analyzovať chemické zloženie min. 20 častíc z každej skupiny prítomných fáz.
3. Merania urobiť v reze 1 a v reze 2, ako je zobrazené na obrázku Fig.1. Kvôli spresneniu je možné vykonať ďalšie merania na rezoch nachádzajúcich sa medzi rezom 1 a rezom 2.
4. Stanoviť priemernú hodnotu zisteného chemického zloženia, priemernú veľkosť častíc (z min. 20 identifikovaných pre jednu fázu). Tieto hodnoty reprezentujú priemerné chemické zloženie/veľkosti danej fázy v reze 1, v reze 2 a vo východzom materiále.
5. Tieto údaje číselne vyjadrujú stav materiálu v terciálnej oblasti svojej životnosti. Výsledky meraní v ďalších rezoch majú tiež svoj význam, nielen z pohľadu vzájomného porovnania. Týmto spôsobom vytvoríme istý priebeh hrubnutia, rozpúšťania fáz v závislosti od lokálnej deformácie (napätí). Takýto prístup umožní lepšie eliminovať rozdiely vo vlastnostiach mikroštruktúry reálnych komponentov, ktoré sú výsledkom fluktuácie teplôt a napätí, čím sa súčasne zvýši kvalita hodnotenia životnosti.
4. Záver Pripravená modelová tavba ocele T24 bola termo mechanicky spracovaná a následne skúšaná v podmienkach creepu pri teplote 575°C a napätí 140 MPa. K pretrhnutiu testovaného telieska došlo po 12 609 h. Pokiaľ ide o precipitáciu sekundárnych fáz zistilo sa, že:
• Východzí materiál pred creepom obsahoval karbidy na báze M23C6 a M7C3. • Materiál po creepe obsahoval karbidy na báze M23C6, M7C3, M6C a M2C. • Disperzné častice MX boli identifikované vo všetkých skúmaných stavoch.

Acta Metallurgica Slovaca, 14, 2008, 2 (195 - 208) 208
• Karbidy M7C3 sa rozpúšťajú, pričom ich chemické zloženie sa mení minimálne vplyvom creepovej exploatácie a vplyvom rôznej úrovne lokálnej deformácie (napätí). Naopak M23C6 sú rozmerovo stabilnejšie a chemické zloženie sa mení výraznejšie vplyvom creepu a vplyvom lokálnej deformácie (napätí).
• Karbidy M6C, M2C hrubnú s rastúcou úrovňou lokálnych napätí, pričom ich chemické zloženie sa mení minimálne.
• Najväčšie rozmery častíc (ASTM18) sa namerali na karbidoch M23C6 v stave pred aj po creepe a karbidoch M6C v oblasti lomovej plochy.
• V obidvoch prípadoch (M23C6 aj M6C) sa precipitácia realizuje na hraniciach pôvodných austenitických zŕn a hraniciach subzŕn. Karbidy M7C3 precipitujú prevažne na hraniciach subzŕn a karbidy M2C a MX v matrici.
Literatúra [1] Farrar J.C.M., Marshall A.W.: Smartweld – an overview. Doc. IX-2077, 2003. [2] Marlow, B.A.: Advanced Steam Turbines. Proc. Conf. Advances in Turbine Materials,
Design an Manufacturing. p.36. Newcastle upon Tyne, 1997. [3] Kehlohfer R.: Power engineering, status and trends. Proc. Conf. Materials for Advanced
Power Engineering 1998. p.3. Eds. J.Lecomte-Becker et al., Forschungszentrum Jülich GmbH, 1998.
[4] Fleming A.: New materials for high temperature service in power generation. OMMI, 2002, vol.1, Issue 2.
[5] Foldyna V., Koukal J.: Vývoj ocelí pro energetiku a chemické strojírenství na bázi 2 až 3% Cr. Zváranie č 1-2, s.3-8, 2003.
[6] Hakl J., Vlasák T., Brziak P., Zifčák P.: Contrubution to the investigation of advanced low-alloy P23 steel creep behaviour, Proc. Conf. Materials for Advanced Power Engineering 2006. p.985. Eds. J.Lecomte-Becker et al., Forschungszentrum Jőlich GmbH, 2006.
[7] Zifčák P.: Fyzikálna metalurgia modifikovaných 2.25Cr1Mo ocelí, Dizertačná práca, STU MtF Trnava, Bratislava 2006
[8] http://www.mediacy.com/tech/ipuml/ipu1998.q3/0060.html [9] Spiradek K., Bauer R., Zeiler G.: Microstructural changes during the creep deformation of
9% Cr- steel, Material for advanced power engineering 1994, Proceedings of the 7th Liège Conference, Október 1994, Part I, p 251-262
[10] Brziak P.: Štúdium vplyvu parametrov tepelného spracovania a technológie zvárania na vybrané mechanické a štruktúrne vlastnosti 9Cr1Mo ocelí, Dizertačná práca. STU MtF Trnava, Bratislava, 1999.
[11] Vodárek V.: Fyzikální metalurgie modifikovných (9-12%Cr) ocelí, Ostrava: Technická univerzita Ostrava, 2003.