UNIVERSIDAD TECNOLÓGICA EQUINOCCIALrepositorio.ute.edu.ec/bitstream/123456789/14593/1/65853_1.pdfde...
157
Transcript of UNIVERSIDAD TECNOLÓGICA EQUINOCCIALrepositorio.ute.edu.ec/bitstream/123456789/14593/1/65853_1.pdfde...


UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL
FACULTAD DE CIENCIAS DE LA INGENIERÍA E INDUSTRIAS
CARRERA DE INGENIERÍA MECATRÓNICA
DISEÑO, ANÁLISIS Y SIMULACIÓN POR EL MÉTODO DE ELEMENTOS FINITOS DEL TÚNEL DE CALOR DE UN
SISTEMA DE IMPRESIÓN TIPO OFFSET CON TINTAS UV PARA TARJETAS PVC Y AUTOMATIZACIÓN DE LA BANDA
DE TRANSPORTE.
TRABAJO PREVIO A LA OBTENCIÓN DEL TÍTULO DE INGENIERO MECATRÓNICO
KATHERINE ELIZABETH MUÑOZ CRESPO
DIRECTOR: ING. VLADIMIR BONILLA. MSc.
Quito, Mayo 2016

© Universidad Tecnológica Equinoccial 2016.
Reservados todos los derechos de reproducción

DECLARACIÓN
Yo KATHERINE ELIZABETH MUÑOZ CRESPO, declaro que el trabajo aquí
descrito es de mi autoría; que no ha sido previamente presentado para ningún
grado o calificación profesional; y, que he consultado las referencias
bibliográficas que se incluyen en este documento.
La Universidad Tecnológica Equinoccial puede hacer uso de los derechos
correspondientes a este trabajo, según lo establecido por la Ley de Propiedad
Intelectual, por su Reglamento y por la normativa institucional vigente.
_________________________
Katherine Elizabeth Muñoz Crespo
C.I. 1720504693.

CERTIFICACIÓN
Certifico que el presente trabajo que lleva por título “Diseño, análisis y
simulación por el método de elementos finitos del túnel de calor de un sistema
de impresión tipo offset con tintas UV para tarjetas PVC y automatización de
la banda de transporte”, que, para aspirar al título de Ingeniero Mecatrónico
fue desarrollado por Katherine Elizabeth Muñoz Crespo, bajo mi dirección y
supervisión, en la Facultad de Ciencias de la Ingeniería; y cumple con las
condiciones requeridas por el reglamento de Trabajos de Titulación artículos
18 y 25.

AUSPICIO

DEDICATORIA
Dedico este trabajo a Dios por permitirme llegar a este momento tan
importante de mi formación profesional. A mi madre, por ser el pilar más
importante, por demostrarme siempre su cariño y apoyo sin importar nuestras
diferencias de opiniones. A mi padre, que ha sabido formarme con buenos
sentimientos y valores, lo cual me ha ayudado a salir adelante en situaciones
difíciles. A mis hermanos Estefanía y Andrés por ser el ejemplo de esfuerzo y
fortaleza. A mis abuelitas, tías y tíos, por compartir momentos significativos
conmigo y por estar siempre dispuestos a escucharme y ayudarme, quienes
con sus consejos han sabido guiarme para culminar mi carrera profesional. A
Marcelo Moya que ha estado junto a mí, brindándome su amor y apoyo
durante estos años.

AGRADECIMIENTO
Quiero expresar un cordial agradecimiento a la Universidad Tecnológica
Equinoccial, por haberme brindado la oportunidad de culminar mi preparación
universitaria con un modelo de educación de excelencia.
Agradezco a toda mi familia que con su demostración ejemplar me han
enseñado a ser una buena persona, no desfallecer y siempre perseverar a
través de sus sabios consejos.
A los gerentes de la empresa Spondylus Cía. Ltda. por confiar en mí para
realizar este proyecto, sin su apoyo y colaboración no se hubiera podido
realizar el mismo.
Al Ing. Vladimir Bonilla, director de mi tesis, por su valiosa guía y
asesoramiento para la realización de la misma.
Gracias a todas las personas que ayudaron directa o indirectamente en la
realización de este proyecto

FORMULARIO DE REGISTRO BIBLIOGRÁFICO
PROYECTO DE TITULACIÓN
DATOS DE CONTACTO
CÉDULA DE IDENTIDAD: 1720504693
APELLIDO Y NOMBRES: MUÑOZ CRESPO KATHERINE
ELIZABETH
DIRECCIÓN: MANUELA SAENZ N 34-346 Y
ABELARDO MONCAYO
EMAIL: [email protected]
TELÉFONO FIJO: 6035579
TELÉFONO MOVIL: 0958870804
DATOS DE LA OBRA
TITULO: DISEÑO, ANÁLISIS Y SIMULACIÓN POR EL MÉTODO DE ELEMENTOS FINITOS
DEL TÚNEL DE CALOR DE UN SISTEMA DE IMPRESIÓN TIPO OFFSET CON
TINTAS UV PARA TARJETAS PVC Y AUTOMATIZACIÓN DE LA BANDA DE
TRANSPORTE.
AUTOR O AUTORES: KATHERINE ELIZABETH MUÑOZ
CRESPO
FECHA DE ENTREGA DEL PROYECTO
DE TITULACIÓN:
mayo, 2016
DIRECTOR DEL PROYECTO DE
TITULACIÓN:
ING. VLADIMIR BONILLA. MSc.
PROGRAMA PREGRADO POSGRADO
TITULO POR EL QUE OPTA: INGENIERO MECATRÓNICO
RESUMEN: Mínimo 250 palabras El proyecto desarrollado tiene como
objetivo principal la obtención de un
modelo virtual de un túnel de calor
con banda de transporte para la
implementación. Se analizaron los
procesos de pre-impresión, impresión
y post-impresión para una planta tipo
offset con tintas UV en tarjetas PVC.

El diseño se centró en la etapa de
sedación del barniz UV y en el
sistema de transporte entre las
etapas. Se utilizó una metodología
concurrente y simultánea con los
requerimientos y restricciones de
ingeniería. Con el diseño planteado
se modeló el sistema mediante un
programa CAD. El sistema de control
de la banda de transporte,
temperatura y ventilación del túnel de
calor se elaboró usando
programación de diagramas de
bloques. La mecánica de fluidos y de
temperatura del túnel de calor se
simularon por el método de
elementos finitos en un software CAE
para validar el comportamiento del
flujo de aire laminar y de la
temperatura dentro del túnel de calor
diseñado. Se realizaron las pruebas
para observar la respuesta de los
sensores y actuadores con la
simulación de la planta prototipo. Con
el análisis y estudio realizado se
obtuvo un modelo de la planta de
impresión offset con tintas UV.
PALABRAS CLAVES: Simulación
Método de elementos finitos
Control

ABSTRACT:
The present project have focus in the design a virtual model of a heat tunnel with transport band to join an offset printer with the UV lamp. The aim of this work is to design a prototype of a heat tunnel with a transport band. The band will transport the PVC cards from the offset printer to the UV lamp and the heat tunnel produces the UV cured varnish. The technology of heat tunnel is convective using hot-air. The convective heat tunnels use a re-circulating air design in order to improve the curate process of the UV varnish. The methodology used in the present work is based on the mechanical design and 3D model using a CAD software, control design with block code using block programming, flow and thermal simulation were developed with a CAE software and finally the software developed was tested using Hardware in the Loop simulation. The proposed design provides a model of continuous PVC offset printing system with high quality and fast production.
KEYWORDS
Simulation
finite method elements
Control
Se autoriza la publicación de este Proyecto de Titulación en el Repositorio
Digital de la Institución.
f:__________________________________________
MUÑOZ CRESPO KATHERINE ELIZABETH.
1720504693

DECLARACIÓN Y AUTORIZACIÓN
Yo, MUÑOZ CRESPO KATHERINE ELIZABETH , CI 1720504693 autor/a del proyecto
titulado: DISEÑO, ANÁLISIS Y SIMULACIÓN POR EL MÉTODO DE ELEMENTOS FINITOS
DEL TÚNEL DE CALOR DE UN SISTEMA DE IMPRESIÓN TIPO OFFSET CON TINTAS UV
PARA TARJETAS PVC Y AUTOMATIZACIÓN DE LA BANDA DE TRANSPORTE previo a
la obtención del título de GRADO ACADÉMICO COMO APRECE EN EL CERTIFICADO DE
EGRESAMIENTO en la Universidad Tecnológica Equinoccial.
1. Declaro tener pleno conocimiento de la obligación que tienen las Instituciones de Educación
Superior, de conformidad con el Artículo 144 de la Ley Orgánica de Educación Superior, de
entregar a la SENESCYT en formato digital una copia del referido trabajo de graduación para
que sea integrado al Sistema Nacional de información de la Educación Superior del Ecuador
para su difusión pública respetando los derechos de autor.
2. Autorizo a la BIBLIOTECA de la Universidad Tecnológica Equinoccial a tener una copia del
referido trabajo de graduación con el propósito de generar un Repositorio que democratice la
información, respetando las políticas de propiedad intelectual vigentes.
Quito,30 de mayo de 2016.
f:__________________________________________
MUÑOZ CRESPO KATHERINE ELIZABETH.
1720504693

Quito, 30 de mayo de 2016.
CARTA DE AUTORIZACIÓN
Yo, Aguilar Cevallos Gloria Cleotilde con cédula de identidad N.-1705828265
en calidad de Gerente General de la empresa Spondylus Cia. Ltda. autorizo a
MUÑOZ CRESPO KATHERINE ELIZABETH, realizar la investigación para la
elaboración de su proyecto de titulación “DISEÑO, ANÁLISIS Y SIMULACIÓN
POR EL MÉTODO DE ELEMENTOS FINITOS DEL TÚNEL DE CALOR DE
UN SISTEMA DE IMPRESIÓN TIPO OFFSET CON TINTAS UV PARA
TARJETAS PVC Y AUTOMATIZACIÓN DE LA BANDA DE TRANSPORTE
”, basada en la información proporcionada por la compañía.
f:__________________________________________
AGUILAR CEVALLOS GLORIA CLEOTILDE
1705828265

i
ÍNDICE DE CONTENIDOS
PÁGINA
RESUMEN.................................................................................................... ix
ABSTRACT ................................................................................................... x
1. INTRODUCCIÓN
2. MARCO TEÓRICO
2.2.1 DISEÑO ASISTIDO POR COMPUTADORA- CAD ............... 4
2.2.2 INGENIERÍA ASISTIDA POR COMPUTADORA- CAE ........ 5
2.3.1 GEOMETRÍA ....................................................................... 7
2.3.2 MALLADO ............................................................................ 8
2.4.1 ECUACIÓN DE LA CONTINUIDAD ................................... 11
2.4.2 ECUACIONES DE MOVIMIENTO ...................................... 12
2.4.3 ECUACIONES DE NAVIER-STOKES ................................ 12
2.5.1 DISTRIBUCIÓN DE TEMPERATURAS ............................. 14
2.5.2 EQUILIBRIO TÉRMICO ..................................................... 14
2.8.1 OFFSET ............................................................................. 16
2.8.2 OFFSET SIN AGUA ........................................................... 18
2.9.1 SENTIDO DE LECTURA DE LA IMAGEN.......................... 19

ii
2.9.2 LA MÁQUINA DE IMPRESIÓN .......................................... 19
2.9.3 REGISTRO DEL IMPRESO ............................................... 20
2.9.4 SUJECIÓN DEL IMPRESO ................................................ 21
3. METODOLOGIA
3.2.1 CONCEPTO DE OPERACION Y
ESPECIFICACIÓNES DEL SISTEMA ................................ 39
3.2.2 MODELADO DE PLANTAS Y DISEÑO MECÁNICO .......... 39
3.2.3 DISEÑO ELÉCTRICO ELECTRÓNICO ............................. 40
3.2.4 DISEÑO DE CONTROL ..................................................... 41
3.2.5 DISEÑO INTEGRADO HARDWARE Y SOFTWARE ......... 41
3.2.6 PROTOTIPO VIRTUAL ...................................................... 41
3.2.7 PROTOTIPO FÍSICO Y PROTOCOLO DE
PRUEBAS DEL DISEÑO DEL SISTEMA ............................ 42
3.2.8 PROTOCOLO DE VALIDACIÓN ........................................ 43
4. DISEÑO

iii
5. ANÁLISIS DE RESULTADOS
6. IMPACTO AMBIENTAL
7. CONCLUSIONES Y RECOMENDACIONES
BIBLIOGRAFÍA ........................................................................................... 97
ANEXOS ................................................................................................... 103

iv
ÍNDICE DE FIGURAS
PÁGINA
Figura 1. Dominio bidimensional y elemento finito. ....................................... 8
Figura 2. Elementos usados para mallar geometrías
tridimensionales. ........................................................................... 8
Figura 3. Tipos de mallado ............................................................................ 9
Figura 4. Refinamiento de mallas .................................................................. 9
Figura 5. Diferencias del comportamiento de un líquido y un sólido
frente a una fuerza cortante aplicada. ......................................... 10
Figura 6. Impresión Offset ........................................................................... 17
Figura 7. Comparativa entre las planchas offset y offset sin agua............... 18
Figura 8. Sentido de lectura de imagen directo e indirecto .......................... 19
Figura 9. Maquina impresora a pedal .......................................................... 20
Figura 10. Registro del impreso en pliegos ................................................. 20
Figura 11. Impresora digital con guías para hojas. ...................................... 21
Figura 12. Máquina de imprenta offset. ....................................................... 22
Figura 13. Colores básicos de cuatricromía. ............................................... 24
Figura 14. Máquina offset de cuatro cabezas. ............................................. 25
Figura 15. Campana con lámpara UV. ........................................................ 25
Figura 16. Lámparas UV. ............................................................................ 28
Figura 17. Variedad de lámparas fluorescentes. ......................................... 28
Figura 18. Banda trasportadora. ................................................................. 29
Figura 19. Sistema concurrente. ................................................................. 31
Figura 20. Sistema contracorriente. ............................................................ 31
Figura 21. Ventiladores centrífugos y axiales. ............................................. 32
Figura 22. Diagrama de un sistema de control. ........................................... 33
Figura 23. Diagrama de un sistema de control con retroalimentación. ........ 34
Figura 24. Diagrama de un sistema de control en lazo abierto. ................... 34
Figura 25. Diagrama de un sistema de control en lazo cerrado................... 35
Figura 26. Sensores. ................................................................................... 35

v
Figura 27. Actuadores. ................................................................................ 36
Figura 28. Proceso de sedación de barniz UV en tarjetas PVC .................. 38
Figura 29. Metodología en V ....................................................................... 39
Figura 30. Maquina offset modelo Solna 132 – Monocolor.......................... 45
Figura 31. Transmisión por bandas. ............................................................ 46
Figura 32. Diagrama de fuerzas del eje del cilindro en el eje XZ. ................ 49
Figura 33. Diagrama de fuerzas cortantes y momentos flectores
del eje del cilindro en el plano XZ. .............................................. 51
Figura 34. Diagrama de fuerzas del eje del cilindro en el plano XY. ............ 52
Figura 35. Diagrama de fuerzas cortantes y momentos flectores
del eje del cilindro en el plano XY. .............................................. 54
Figura 36. Cálculo de vida útil y capacidad de carga dinámica. .................. 58
Figura 37. Ejemplo de viga ......................................................................... 63
Figura 38. Valores de K para obtener longitud efectiva en
columnas. ................................................................................... 67
Figura 39. Isometría en 3D del túnel de calor con banda de
transporte. ................................................................................... 68
Figura 40. Diseño CAD para simulación de flujo de aire. ............................ 69
Figura 41. Mallado de túnel de calor para simulación de flujo
de aire. ........................................................................................ 69
Figura 42. Límites de frontera del modelo CAD. ......................................... 70
Figura 43. Definición del dominio para simulación de flujo. ......................... 70
Figura 44. Configuración de entrada de flujo............................................... 71
Figura 45. Configuración CFX termal .......................................................... 71
Figura 46. Diseño CAD para simulación térmico. ........................................ 72
Figura 47. Mallado de túnel de calor para simulación térmica ..................... 72
Figura 48. Definición del dominio para simulación de temperatura ............. 73
Figura 49. Configuración de entrada y salida de temperaturas ................... 73
Figura 50. Simulación del sistema de control de la planta de
sedación de barniz UV. ............................................................... 74
Figura 51. Control de temperatura por histéresis en
Matlab-Simulink. ......................................................................... 75

vi
Figura 52. Diagrama de control de temperatura. ......................................... 75
Figura 53. Diagrama de control de la banda de transporte.......................... 76
Figura 54. Interface Matlab-Arduino. ........................................................... 77
Figura 55. Hardware de prueba .................................................................. 77
Figura 56. Fases para la obtención de tarjetas PVC. .................................. 79
Figura 57. Solución del flujo laminar en el programa CFX........................... 81
Figura 58. Simulación de flujo laminar. ....................................................... 82
Figura 59. Velocidad de flujo vs posición .................................................... 82
Figura 60. Vista lateral de la simulación de flujo del fluido .......................... 83
Figura 61. Solución térmica en el programa CFX. ....................................... 83
Figura 62. Simulación térmica del túnel de calor en la zona exterior. .......... 84
Figura 63. Simulación térmica del túnel de calor en la zona interior. ........... 84
Figura 64. Simulación térmica del túnel de calor en la zona exterior. .......... 85
Figura 65. Comportamiento de la temperatura ............................................ 85
Figura 66. Simulación térmica del túnel de calor en la zona interior. ........... 86
Figura 67. Simulación del sistema de control. ............................................. 86
Figura 68. Simulación del sistema de control con una
temperatura menor a 40 grados Celsius. .................................... 87
Figura 69. Simulación del sistema de control con una temperatura
mayor a 40 grados Celsius.......................................................... 87
Figura 70. Simulación de la planta con niquelina activada. ......................... 88
Figura 71. Simulación de la planta con la niquelina desactivada. ................ 89

vii
INDICE DE TABLAS
PÁGINA
Tabla 1. Rodamiento del eje. ....................................................................... 59
Tabla 2. Propiedades del aire a 40 grados Celsius...................................... 60
Tabla 3. Características técnicas de ventilador marca Xilence. ................... 61
Tabla 4. Masa y peso de los componentes del sistema del túnel
de calor ....................................................................................... 64
Tabla 5. Datos para cálculo de vigas estáticamente determinadas
en un software CAE. ................................................................... 64
Tabla 6. Resultados de vigas estáticamente determinadas obtenidos
del software MDesign.................................................................. 65
Tabla 7. Masa y peso de los componentes del sistema de transporte,
túnel de calor y vigas. ................................................................. 66
Tabla 8. Datos para cálculo de vigas estáticamente determinadas
en el software MDesign. .............................................................. 66
Tabla 9. Resultados de diseño de columnas mediante un software
CAE. ........................................................................................... 67
Tabla 10. Ficha de información del proyecto. .............................................. 90

viii
INDICE DE ANEXOS
PÁGINA
ANEXO 1
Especificaciones técnicas de la banda de transporte ................................. 103
ANEXO 2
Hoja técnica de pintura y barniz uv ............................................................ 104
ANEXO 3
Especificaciones técnicas de las tarjetas pvc............................................. 105
ANEXO 4
Especificaciones técnicas del motorreductor ............................................. 106
ANEXO 5
Datos para la selección de rodamientos .................................................... 107
ANEXO 6
Hoja técnica del ventilador ......................................................................... 108
ANEXO 7
Planos del túnel de calor............................................................................ 109
ANEXO 8
Datos técnicos de la niquelina tubular........................................................ 109
ANEXO 9
Hoja técnica del sensor de temperatura……………………………………....111
ANEXO 10
Transferencia de calor por convección en el túnel………………………..…112
ANEXO 11
Matrices de impacto ambiental…………………………………………………113

ix
RESUMEN
El proyecto desarrollado tiene como objetivo principal la obtención de un
modelo virtual de un túnel de calor con banda de transporte para la
implementación. Se analizaron los procesos de pre-impresión, impresión y
post-impresión para una planta tipo offset con tintas UV en tarjetas de
identificación. El diseño se centró en la etapa de sedación del barniz UV y en
el sistema de transporte entre las etapas. Se utilizó una metodología
concurrente y simultánea con los requerimientos y restricciones de ingeniería.
Con el diseño planteado se modeló el sistema mediante un programa CAD.
El sistema de control de la banda de transporte, temperatura y ventilación del
túnel de calor se elaboró usando programación de diagramas de bloques. La
mecánica de fluidos y de temperatura del túnel de calor se simularon por el
método de elementos finitos en un software CAE para validar el
comportamiento del flujo de aire laminar y de la temperatura dentro del túnel
de calor diseñado. Se realizaron las pruebas para observar la respuesta de
los sensores y actuadores con la simulación de la planta prototipo. Con el
análisis y estudio realizado se obtuvo un modelo de la planta de impresión
offset con tintas UV.

x
ABSTRACT
The present project have focus in the design a virtual model of a heat tunnel
with transport band to join an offset printer with the UV lamp. The aim of this
work is to design a prototype of a heat tunnel with a transport band. The band
will transport the PVC cards from the offset printer to the UV lamp and the heat
tunnel produces the UV cured varnish. The technology of heat tunnel is
convective using hot-air. The convective heat tunnels use a re-circulating air
design in order to improve the curate process of the UV varnish. The
methodology used in the present work is based on the mechanical design and
3D model using a CAD software, control design with block code using block
programming, flow and thermal simulation were developed with a CAE
software and finally the software developed was tested using Hardware in the
Loop simulation. The proposed design provides a model of continuous PVC
offset printing system with high quality and fast production.

1. INTRODUCCIÓN

1
Las tarjetas de identificación o tarjetas PVC son muy utilizadas en el diseño
de credenciales para distinguir e identificar al personal de una organización,
la empresa a la que pertenece, el cargo dentro de la misma, para uso de
cajeros automáticos, membresías, presentación, descuentos, etc. Estas
tarjetas muchas veces requieren parámetros de seguridad para los usuarios,
empresas y organizaciones; es por esto que actualmente la tecnología permite
implementar numerosos sistemas de personalización para la eficiente y
segura identificación de las personas que utilizan estas credenciales o tarjetas
(Asnaghi, 2010).
SPONDYLUS CIA. LTDA es una compañía especializada en comunicación y
publicidad con interés en realizar productos con tarjetas plásticas PVC, con
impresión en calidad offset con tintas UV. Algunos productos a incluirse en su
portafolio son carnets o credenciales, tarjetas de membresía, tarjetas de
regalo, tarjetas VIP o de cliente preferido, tarjetas de seguro, tarjetas
promocionales, tarjetas de presentación, calendarios sobre tarjetas PVC,
tarjetas con chip, tarjetas con banda magnética. La empresa desea desarrollar
un equipo fiable de impresión para evitar los inconvenientes en la emisión de
tarjetas, dando soluciones de identidad seguras, versátiles y rentables,
cubriendo una amplia gama de aplicaciones y mercados, desde tarjetas de
identificación sencillas hasta tarjetas de seguridad sofisticadas.
Tanto en empresas grandes como pequeñas, el diseño de un producto
consiste en la preparación de modelos analíticos y físicos del mismo, como
ayuda se deben revisar factores tales como las fuerzas, los esfuerzos, las
deflexiones y la forma óptima de la pieza. Los modelos a realizarse dependen
de la complejidad del producto. Actualmente, el estudio de modelos analíticos
se ha simplificado mediante el uso de herramientas como el diseño asistido
por computadora, ingeniería asistida por computadora y manufactura asistida
por computadora. (Moro Vallina, 2002)
Debido al incremento en la complejidad de los procesos de producción, y con
el objetivo de reducir el tiempo entre el diseño, la fabricación e introducción al
mercado de un producto, se han implementado nuevas técnicas para el

2
desarrollo y pruebas de sistemas mediante simulaciones de los distintos
diseños, lo cual facilita el desarrollo de prototipos de forma paralela a la etapa
de diseño y pruebas de funcionamiento (Casellas, Piqué, Martínez, & Velasco,
2014).
Se han desarrollado muchos proyectos tecnológicos orientados a la mejora de
la producción para que las empresas sean competitivas con sus productos. La
automatización y control de procesos ayuda a que las actividades se realicen
de manera sencilla con mejores resultados, aumentando la versatilidad para
desarrollar los productos en sus diferentes etapas de fabricación. Las ventajas
ofrecidas de la aplicación de la ingeniería en el campo de la automatización y
control han sido indiscutibles ya que ofrecen soluciones para aumentar la
producción y optimizar la competitividad (Torres Luna, 2013).
Varias empresas relacionadas con las artes gráficas disponen todos sus
recursos para satisfacer los requerimientos y necesidades del cliente, para
lograrlo realizan mejoras en los procesos de producción. Resulta conveniente
considerar la optimización y automatización para realizar una producción
mayor (Cano, 1999).
La producción de tarjetas de identificación con impresión tipo offset con tintas
UV es un proceso que se realiza en varias etapas individuales, por lo cual se
limita la producción de las mismas. La creación de un solo sistema para la
producción de estas es una solución a la problemática de la empresa.
Existen varias limitaciones por lo que no se ha implementado el proyecto
debido a que la elaboración de las tarjetas se realiza en varias etapas y en el
mercado local no existen sistemas que permitan optimizar el ciclo de
impresión, lo que implica mucho tiempo para la producción de las tarjetas.
Debido a que es necesario buscar una solución en la planta de la empresa se
propone realizar el diseño, análisis y simulación por el método de elementos
finitos del túnel de calor de un sistema de impresión tipo offset con tintas UV
para tarjetas de identificación y automatización de la banda de transporte.

3
El objetivo general presentado en este proyecto es:
Diseñar, analizar y simular por el método de elementos finitos el túnel de
calor de un sistema de impresión tipo offset con tintas UV para tarjetas
PVC y automatizar la banda de transporte.
Los objetivos específicos que se buscan alcanzar en el proyecto son:
Analizar el proceso para la obtención de las tarjetas PVC mediante
impresión tipo offset con tintas UV.
Analizar las diferentes cargas mecánicas que se generan en la banda de
transporte para generar el control automático de transporte para las
tarjetas PVC.
Diseñar un modelo mecánico en un software CAD.
Diseñar y simular por el método de elementos finitos un sistema de
control de temperatura para la etapa de sedación de barniz UV de las
tarjetas con un software CAE.
Realizar una simulación de planta (Hardware in Loop)
La finalidad de este proyecto de tesis es buscar una solución en la planta de
la empresa realizando el diseño, análisis y simulación por el método de
elementos finitos del túnel de calor de un sistema de impresión tipo offset con
tintas UV para tarjetas de identificación y automatización de la banda de
transporte. Con el análisis y estudio realizado se pretenderá fabricar la
máquina con estas características en un futuro.

2. MARCO TEÓRICO

4
Se definieron los conceptos básicos para el desarrollo del proyecto, luego se
realizó la descripción de los fundamentos de impresión así como sus
características, se trató principalmente la impresión tipo offset, luego se
mostraron los dispositivos tanto electrónicos, mecánicos y de control usados
en la obtención de tarjetas de identificación con impresión de calidad tipo
offset y el proceso de obtención de las mismas. Se investigó sobre la
simulación por el método de elementos finitos.
2.1 INGENIERÍA CONCURRENTE
Es un procedimiento sistemático para lograr un diseño integrado, concurrente
con el producto y su adecuado proceso de fabricación y servicio. Realizando
las diferentes actividades para llegar al bien deseado de forma paralela,
teniendo en cuenta todos los elementos del ciclo de vida del producto,
tomando en cuenta desde el diseño conceptual hasta su disponibilidad,
calidad, costos, etc. Las metas esenciales de la ingeniería concurrente son
reducir los cambios en el diseño e ingeniería de producto y reducir el tiempo
entre el diseño e introducción en el mercado, así como los costos asociados
a ese tiempo (Muñoz, 2011).
2.2 INGENIERÍA DE MANUFACTURA
Es la ciencia que estudia los procesos de conformado y fabricación de
componentes mecánicos con la adecuada precisión dimensional, así como la
maquinaria, herramientas, materiales con el fin de optimizar la tasa de
producción, la calidad del producto y minimizar el costo (Groover, 1997).
2.2.1 DISEÑO ASISTIDO POR COMPUTADORA- CAD
Se trata de una tecnología que implica el uso de un ordenador para realizar
las tareas de creación, modificación, análisis y optimización de un diseño.
Cualquier aplicación que incluya una interfaz gráfica para realizar tareas de

5
ingeniería se considera un software CAD, tienen herramientas de modelado
geométrico hasta herramientas de análisis u optimización de productos
específicos. Un sistema de computadora utilizado para elaborar dibujos, lista
de materiales y otras instrucciones como bases de datos gráficas de piezas,
dibujos, simulaciones gráficas interactivas, almacenamiento, acceso a
documentos, y edición de documentos técnicos, en donde la función principal
es la definición de la geometría debido a que es esencial para continuar con
las etapas posteriores en las que se realizan las tareas de ingeniería y
fabricación (Hurtado, Valencia, & Muñoz, 2011).
2.2.2 INGENIERÍA ASISTIDA POR COMPUTADORA- CAE
Se refiere a las tareas de análisis, evaluación, simulación y optimización de
un producto, usando los modelos CAD, empleando sistemas informáticos para
analizar la geometría, permiten simular y estudiar el comportamiento del
producto para refinar y optimizar el diseño. Existen varias herramientas para
los amplios rangos de análisis, implica la creación de una base de datos que
permite que varias aplicaciones compartan la información de la misma, entre
estas aplicaciones se encentra: el análisis de elementos finitos, la generación,
almacenamiento y recuperación de variables de control, diseño de circuitos
integrados, dispositivos electrónicos, etc. El método de análisis por elementos
finitos (FEM, Finite Element Method) es muy utilizado en ingeniería para
determinar tensiones, deformaciones, distribución de campos magnéticos,
transmisión de calor, flujo de fluidos, entre otros problemas de campos
continuos imposibles de resolver por otros métodos. La estructura se
representa por un modelo de análisis con elementos interconectados que
dividen el problema en elementos manejables en el ordenador (Escalona,
2014).
La simulación en un ordenador de la planta permite someter a la misma a
ciertos parámetros y situaciones extremas evitando dañar un modelo real. Se
reduce el costo del desarrollo de prototipos parciales de los distintos
elementos. En este proceso se proporcionan variables a un sistema de control

6
mediante la prueba y desarrollo de una la representación matemática de todos
los sistemas dinámicos relacionados. El Hardware in loop es una forma de
simulación en tiempo real que tiene como parámetros de entrada los datos
reales calculados previamente en el diseño del sistema (R. Casellas, Piqué,
Martínez, & Velasco, 2014).
2.3 MÉTODO DE LOS ELEMENTOS FINITOS
Es el método numérico aplicable al análisis de estructuras de cualquier tipo,
sometidas a requerimientos mecánicos y térmicos tanto estacionarias como
transitorias, involucra geometrías complejas, determinación de propiedades
de materiales y cargas no distribuidas. Soluciona problemas dadas las
relaciones matemáticas exactas en forma diferencial, y plantea su integración
con condiciones iniciales y de contorno para obtener funciones que definen
las variables particulares del comportamiento de la estructura. Realiza un
modelo matemático de cálculo del sistema real, el análisis predice como un
objeto real reaccionará a fuerzas de calor, vibración, flujo de fluidos,
fenómenos eléctricos y magnéticos, entre otros para verificar si existe alguna
falla o si trabajará como indica el diseño. Existe una gran cantidad de
programas que permiten realizar cálculos con elementos finitos mediante la
formulación matemática, debido a los avances informáticos ha experimentado
un gran desarrollo. El correcto manejo de los programas requiere
conocimiento no solo del material del prototipo virtual con el que se trabaja,
los principios del método, las condiciones de trabajo para garantizar la validez
de los resultados obtenidos. Al momento de analizar un elemento mecánico
se puede usar un método computarizado de elementos finitos el cual
considera a la estructura como n ensamblaje de partículas de tamaño finito
cuyo comportamiento y su estructura global es definido de la formulación de
un sistema de ecuaciones algebraicas que pueden ser resueltas (Neira, 2011).
La simulación de procesos representa un proceso mediante otro, cuando no
se puede obtener una solución analítica a partir de expresiones matemáticas
como ecuaciones diferenciales. Los puntos que conectan a los elementos

7
finitos se llaman nodos, forman superficies que se comportan como
volúmenes de control independiente y el procedimiento para su selección se
denomina discretización o modelado. Los diversos coeficientes de un modelo
son calculados de forma automática por el programa a partir de la geometría
y propiedades físicas de los elementos, existen datos que el usuario debe
definir para indicar la discretización que se va a utilizar para representar de
forma adecuada un modelo (A. Rodriguez, 2010).
Los problemas con valor de frontera son problemas matemáticos donde uno
o más variables dependientes deben satisfacer una ecuación diferencial
dentro del dominio de variables independientes y satisfacer condiciones
específicas en la frontera del dominio también conocidos como problemas de
campo, dependiendo del tipo de problema físico que se está analizando, las
variables de campo pueden incluir el desplazamiento físico, temperatura, flujo
de calor, la velocidad del fluido, etc (Llumiguisin, 2015).
2.3.1 GEOMETRÍA
Los sistemas que son sometidos un análisis tienes diferentes partes: el
dominio es el espacio geométrico donde se va a analizar el sistema. Las
condiciones de contorno son las variables conocidas, que condicionan el
comportamiento del sistema, como restricciones de movimiento, cargas,
desplazamiento, temperatura, voltaje, etc. Las incógnitas; variables del
sistema que se desea conocer (Fluent, 2009).
La discretización puede representarse mediante puntos en el caso lineal,
mediante líneas en el caso bidimensional y superficies en el tridimensional,
de forma que el dominio total se aproxime a partir del conjunto de elementos
subdivididos (Barrachina, Miró, Vicent, Verdú, & Martínez, 2011)
Se muestran en la Figura 1 las técnicas generales y los términos de análisis
de elementos finitos, Se representa un volumen con un material con
propiedades físicas conocidas. El volumen representa el dominio de contorno
(A. Rodriguez, 2010).

8
Figura 1. Dominio bidimensional y elemento finito. (Llumiguisin, 2015)
Los sistemas pueden ser discretos cuando están compuestos por elementos
físicamente diferenciables, conectados por nodos y que están definidos a un
conjunto de acciones como por ejemplo estructuras, redes hidráulicas, redes
eléctricas, edificaciones. Los sistemas continuos se dividen en elementos no
diferenciados de forma clara, lo cual lleva a un modelo matemático expresado
en ecuaciones diferenciales (Barrachina et al., 2011).
2.3.2 MALLADO
La geometría depende del número de dimensiones y de las características del
problema, es unidimensional cuando los segmentos de línea forman el
dominio. Bidimensional, Cuando triángulos o cuadriláteros se ajustan a los
dominios. Como se muestra en la Figura 2, para geometrías tridimensionales
se usan tetraedros, pirámides, hexaedros y prismas, siendo los hexaedros los
que mejor se ajustan al dominio (Barrachina et al., 2011).
Figura 2. Elementos usados para mallar geometrías tridimensionales. (Neira, 2011)
Como se muestra en la Figura 3 el mallado puede ser de dos tipos según los
ejes coordenados, si los nodos coinciden con el contorno del dominio es

9
mallado tipo body-fitted y cuando las líneas son paralelas a los ejes
cartesianos sin tomar en cuenta la frontera es del tipo mallado en coordenadas
cartesianas (Elsitdié, Gerardo, & Carrillo Sánchez, 2011).
Figura 3. Tipos de mallado (J. A. Cedillo, 2015)
Existen varios métodos para discretizar las ecuaciones Navier- Stokes, que
requieren la selección de un mallado estructurado cuando cada nodo se
identifica con los índices i, j, k del sistema de coordenadas cartesianas, las
celdas son cuadriláteros en dominios bidimensionales y hexaedros en casos
tridimensionales. El mallado no-estructurado no tiene celdas ni nodos en n
orden específico, las celdas son triángulos y cuadriláteros para casos
bidimensionales y para casos tridimensionales puede ser cualquier elemento
como son tetraedros, pirámides, prismas y hexaedros (Neira, 2011).
Se puede realizar un refinamiento para que reduzca de forma efectiva el
tamaño de los elementos localmente. Como se muestra en la Figura 4, los
métodos de refinamiento son la inserción de puntos cuando se inserta un nodo
en un elemento existente y las plantillas cuando se descompone un triángulo
en varios similares generando varios nodos a cada intersección (Llumiguisin,
2015).
Figura 4. Refinamiento de mallas (Llumiguisin, 2015)

10
La complejidad física involucrada junto con el tamaño del dominio definen a
grandes rasgos al problema y la potencia necesaria de cálculo, Una
simulación en tres dimensiones se pueden usar modos automáticos que
combinan a los elementos usados (Neira, 2011).
2.4 MÉTODO DE ELEMENTOS EN LA MECÁNICA DE
FLUIDOS
Estudia las leyes del movimiento de los fluidos y sus procesos de interacción
con los cuerpos sólidos. La característica principal de los fluidos es la
denominada fluidez, cambia de forma de manera continua si se somete a un
esfuerzo cortante. La facilidad de su movimiento está dada por la viscosidad,
relacionada con la acción de fuerzas de rozamiento.(Mataix, 2006).
Un sólido experimenta un desplazamiento definido o se rompe debido a la
acción de una fuerza cortante, un fluidos experimenta grandes deformaciones
no elásticas de volumen. Como se muestra en la Figura 5, un sólido bajo una
fuerza cortante alcanza un ángulo de deformación determinado y constante.
En un fluido se habla de una velocidad de deformación constante o no,
producida de forma continua (Orellana, 2015).
Figura 5. Diferencias del comportamiento de un líquido y un sólido frente a una fuerza cortante aplicada.
(Orellana, 2015)
La viscosidad es la resistencia al movimiento del fluido y es una respuesta al
rozamiento en el movimiento de sólidos. Todos los fluidos son viscosos, pero
no siempre es necesario tomarla en cuenta. En los fluidos ideales o no
viscosos el efecto que causan es pequeño y no se considera, en el caso de
los fluidos reales o viscosos su efecto es importante y no se puede despreciar
su valor (Orellana, 2015).

11
Las partículas de un fluido en movimiento se describen por el método de la
función de Lagrange o el método de Euler. Como se muestra en la Ecuación
1, en la función de Lagrange, las coordenadas de movimiento de una partícula
son representadas como funciones del tiempo, es decir, que algún tiempo
arbitrario t0, las coordenadas de una partícula (x0, y0, z0) son identificadas. La
posición de una partícula en cualquier instante de tiempo está dada por un
conjunto de ecuaciones (Orellana, 2015).
𝑥 = 𝑓1(𝑥0, 𝑦0, 𝑧𝑜, 𝑡) 𝑦 = 𝑓2(𝑥0, 𝑦0, 𝑧𝑜, 𝑡) 𝑧 = 𝑓3(𝑥0, 𝑦0, 𝑧𝑜, 𝑡) [1]
En la Ecuación 2, el método de Euler, se observa las características del flujo
en la vecindad de un punto fijo, así como las partículas que pasan por el
mismo. Las velocidades en varios puntos son expresados como funciones del
tiempo (Orellana, 2015).
𝑢 = 𝑓1(𝑥, 𝑦, 𝑧, 𝑡) 𝑣 = 𝑓2(𝑥, 𝑦, 𝑧, 𝑡) 𝑤 = 𝑓3(𝑥, 𝑦0, 𝑧, 𝑡) [2]
El cambio de velocidad en la vecindad de un punto en la dirección 𝑥 está dado
por la Ecuación 3 (Orellana, 2015).
𝑑𝑢 =𝜕𝑢
𝜕𝑡𝑑𝑡 +
𝜕𝑢
𝜕𝑥𝑑𝑥 +
𝜕𝑢
𝜕𝑦𝑑𝑦 +
𝜕𝑢
𝜕𝑧𝑑𝑧 [ 3]
La velocidad se encuentra derivando a la posición, de la misma forma se
puede calcular la aceleración derivando a la velocidad (Orellana, 2015).
2.4.1 ECUACIÓN DE LA CONTINUIDAD
La Ecuación 4, representa la forma diferencial de ecuación de la continuidad
tridimensional para un fluido en flujo no estacionario, conserva la masa
(Streeter, Wylie, Bedford, & Saldarriaga, 1988).
𝜕𝜌
𝜕𝑡+ �⃗� ∙ 𝜌�⃗� = 0 [4]
Donde:
: densidad

12
t: tiempo
V: velocidad del fluido
2.4.2 ECUACIONES DE MOVIMIENTO
El impulso es obtenido aplicando la segunda ley de Newton a un volumen
diferencial (𝑑𝑥, 𝑑𝑦, 𝑑𝑧) de una masa fija 𝑑𝑚. Las velocidades se expresan en
varios puntos como funciones del tiempo como se muestra en la Ecuación 5
(Llumiguisin, 2015).
𝑑𝐹𝑥 = (𝜌 𝑑𝑥 𝑑𝑦 𝑑𝑧)𝐵𝑥 − 𝜎𝑥𝑑𝑦𝑑𝑧 + (𝜎𝑥 +𝜕𝜎𝑥
𝜕𝑥𝑑𝑥)𝑑𝑦𝑑𝑧 − 𝜏𝑥𝑦𝑑𝑥𝑑𝑧 + ⋯
+(𝜏𝑥𝑦 +𝜕𝜏𝑥𝑦
𝜕𝑦𝑑𝑦)𝑑𝑥𝑑𝑧 − 𝜏𝑥𝑧𝑑𝑥𝑑𝑦 + (𝜏𝑥𝑧 +
𝜕𝜏𝑥𝑧
𝜕𝑧𝑑𝑧)𝑑𝑥𝑑𝑦 [ 5]
Donde:
𝜎𝑥 componente del esfuerzo que actúa normal al plano yz en la dirección x
𝜏𝑥𝑦 esfuerzo cortante que actúa paralelo al plano yz en la dirección y
𝜏𝑥𝑧 esfuerzo cortante que actúa paralelo al plano yz en la dirección z
𝜏𝑦𝑧 esfuerzo cortante que actúa paralelo al plano xz en la dirección z
A continuación se dividiendo para el volumen infinitesimal finalmente se
obtiene la Ecuación 6
𝜌𝐵𝑥 +𝜕𝜏𝑥
𝜕𝑥+
𝜕𝜏𝑦𝑥
𝜕𝑦+
𝜕𝜏𝑧𝑥
𝜕𝑧= 𝜌𝑎𝑥 [6]
Se pude generalizar para las otras direcciones y son aplicables a cualquier
fluido con fuerzas del tipo gravitacional (Llumiguisin, 2015).
2.4.3 ECUACIONES DE NAVIER-STOKES
La Ecuación 7, Ecuación 8 y Ecuación 9 se usa en fluidos newtonianos
compresibles en la forma cartesiana. Se obtienen aplicando los principios de
conservación de la mecánica y termodinámica a un volumen fluido.

13
𝜌𝑎𝑥 = 𝜌𝐵𝑥 −𝜕𝑝
𝜕𝑥+
𝜕
𝜕𝑥(2𝜇
𝜕𝑢
𝜕𝑥−
2
3𝜇�⃗� ∙ �⃗� ) + [𝜇 (
𝜕𝑣
𝜕𝑥+
𝜕𝑢
𝜕𝑦)] +
𝜕
𝜕𝑧[𝜇 (
𝜕𝑢
𝜕𝑧+
𝜕𝑤
𝜕𝑥)] [7]
𝜌𝑎𝑦 = 𝜌𝐵𝑦 −𝜕𝑝
𝜕𝑦+
𝜕
𝜕𝑥[𝜇 (
𝜕𝑢
𝜕𝑦+
𝜕𝑣
𝜕𝑥)] +
𝜕
𝜕𝑦(2𝜇
𝜕𝑣
𝜕𝑦−
2
3𝜇�⃗� ∙ �⃗� ) +
𝜕
𝜕𝑧[𝜇 (
𝜕𝑣
𝜕𝑧+
𝜕𝑤
𝜕𝑦)] [8]
𝜌𝑎𝑧 = 𝜌𝐵𝑧 −𝜕𝑝
𝜕𝑧+
𝜕
𝜕𝑥[𝜇 (
𝜕𝑤
𝜕𝑥+
𝜕𝑢
𝜕𝑧)] +
𝜕
𝜕𝑦[𝜇 (
𝜕𝑣
𝜕𝑧+
𝜕𝑤
𝜕𝑦)] +
𝜕
𝜕𝑧(2𝜇
𝜕𝑤
𝜕𝑧−
2
3𝜇�⃗� ∙ �⃗� ) [9]
Donde el lado izquierdo de la igualdad indica las fuerzas de inercia en cada
dirección, el término 𝜌𝐵𝑖 es la fuerza del cuerpo, 𝜕𝑝
𝜕𝑡 es la fuerza de la presión
y el último término es la fuerza viscosa.
(Varela & Calleja, 2006).
2.5 MÉTODO DE ELEMENTOS FINITOS EN TRANSFERENCIA
DE CALOR
La transferencia de calor es la energía en movimiento debido a la variación de
temperaturas en un cuerpo o entre cuerpos diferentes. La energía se
transfiere de la zona de mayor temperatura a la de menor temperatura. Las
leyes de la termodinámica tratan de la transferencia de energía. Estas leyes
se aplican para conocer si los sistemas se encuentran en equilibrio, pero no
sirven para predecir el tiempo con que se producen estos cambios (Orellana,
2015).
En una transferencia entre dos superficies planas, como la pérdida de calor a
través de las paredes de una casa como se muestra en la Ecuación 10, la tasa
de transferencia de calor por conducción es:
𝑄
𝑡=
𝑘𝐴(𝑇ℎ𝑜𝑡−𝑇𝑐𝑜𝑙𝑑)
𝑑 [10]
Dónde:
𝑄 calor transferido en el tiempo (t).
𝑘 conductividad térmica de las barreras.
A área

14
T temperatura
d grosor de la barrera
2.5.1 DISTRIBUCIÓN DE TEMPERATURAS
La solución para la temperatura instantánea T(t) es la que corresponde a todos
los puntos del interior del sistema, se supone que la resistencia térmica es
despreciable. En la Ecuación 11, se define la Distribución de temperaturas
(Streeter et al., 1988).
𝜕𝑇
𝜕𝑇= −
ℎ𝐴{𝑇(𝑡)−𝑇𝑓
𝜌 𝑉 𝐶𝑝 [11]
Predice la historia de la relación entre el tiempo y la temperatura. Se obtiene
el equilibrio cuando la variación de energía interna es cero, régimen
estacionario (Streeter et al., 1988).
2.5.2 EQUILIBRIO TÉRMICO
Equilibrio en un elemento de volumen unidad entre el calor que entra , el calor
generado en el material por unidad de volumen aportado al material y el calor
acumulado en el material, como se muestra en la Ecuación 12.
− [𝜕𝑞𝑥
𝜕𝑥+
𝜕𝑞𝑦
𝜕𝑦] + 𝑄 = 𝑐
𝜕𝑇
𝜕𝑡 [12]
El mecanismo para que se produzca la transferencia de energía del sistema
de mayor al de menor temperatura no es otro que los choques entre pares de
moléculas a través de la pared común (Ogata, 2010).
2.6 SIMULACIÓN DE LA PLANTA- HIL
También llamado “Hardware in the loop” es un método de simulación en el
que las partes de un sistema físico, se acoplan con ciertas partes virtuales del
sistema utilizando modelos matemáticos en computadores en tiempo real, es

15
decir que mediante elementos de hardware y software hay una interacción
que se refleja en forma física en la planta prototipo (Bermúdez, 2015).
Una unidad de control es la encargada de enviar parámetros y generar el
comportamiento de las entradas y salidas de un sistema físico, mostrando la
efectividad para un prototipo rápido, prueba de motores, emulación de cargas
mecánicas y evaluación del control diseñado. Un montaje común para una
prueba de control consiste en un controlador conectado a un computador y
una plana modelo. Las entradas son generalmente actuadores como motores,
válvulas, amplificadores, etc. Las salidas son sensores que trasladan los
parámetros del sistema a variables eléctricas. El fin es validar el
funcionamiento del software sobre un prototipo físico y ver si el desempeño
de entradas y salidas es factible. Se utiliza la simulación de la planta en el
desarrollo de productos con procesos complejos o con un coso elevado
(Martinez & Andrade, 2013).
2.7 IMPRESIÓN
Es la reproducción de textos o imágenes sobre un material utilizando tinta,
existen varios sistemas que aplican técnicas específicas logrando resultados
con calidades variables. Es la actividad central de cualquier proceso
productivo que consiste en multiplicar un diseño original las veces que se
requiera para satisfacer las demandas del cliente (Lecta, 2013).
En esta actividad se reproduce la imagen sobre un material o soporte con
ayuda de un porta-imagen manejando la tinta colocada por presión sobre un
sustrato, las diferentes técnicas utilizadas definen las características sobre la
superficie utilizada, existen varios sistemas que aplican los métodos
específicos. Una vez realizados los porta-imágenes se instalan en las
impresoras para realizar la operación. Según el método de impresión usado,
los porta-imágenes pueden ser entre otros, planchas litográficas o
flexográficas, tipográficos, cilindros de rotograbado y serigráficos. Pueden
tener varios tamaños y formas (Higuera, Avila, & Cruz, 2010).

16
2.8 SISTEMAS DE IMPRESIÓN
Existen varios sistemas de impresión cuyos elementos definen el tipo de
impresión, estos elementos son los soportes o sustratos, el medio, la forma
impresora y las herramientas. El soporte o sustrato es el material sobre el que
se imprime como es el papel, cartón, tela, plástico. El medio o la tinta es el
material coloreado que se adhiere al soporte como son las tintas líquidas,
translúcidas de secado rápido, espesas, opacas, tintas y barnices UV. La
forma impresora es la matriz porta-imágenes que transfiere la tinta al soporte
y contiene la ubicación de la imagen a reproducir, pueden ser de metal,
plástico, madera, papel, etc. Las herramientas son las máquinas de impresión
que se usan para llevar a cabo el proceso (Higuera et al., 2010).
Los procesos tradicionales se pueden clasificar por el tipo de forma impresora
en altorrelieve cuando la forma impresora tiene dos alturas dando como
resultado textos e imágenes por encima de la superficie de la plancha,
bajorrelieve si la información a imprimir se encuentra por debajo de la
superficie de la plancha, plano si la forma de impresión es lisa y estarcido
cuando la forma de impresión es una malla y la tinta pasa a través de las
aperturas en la misma. Por la transferencia de la imagen se clasifica en
directos cuando la forma impresora transfiere la imagen directamente sobre el
soporte e indirectos cuando la forma impresora transfiere la imagen a uno o
varios elementos intermedios para finalmente adherirse al soporte. La
clasificación por el aporte de tinta es directa cuando la tinta se aporta
directamente a la forma impresora e indirecto si la tinta se aporta a través de
un elemento intermedio (García de Oteyza, 2012).
2.8.1 OFFSET
Es un tipo de impresión que reproduce de forma indirecta debido a que
transfiere la imagen por medio de un cilindro recubierto de caucho o placas
de superficie plana, basado en el principio físico de que las tintas y el agua no

17
son miscibles y dado que en la plancha las áreas de imagen y no imagen están
al mismo nivel, las zonas de imagen son hidrófobas, por lo tanto, la tinta a
base de aceite se adhiere al material de la placa, mientras que las zonas
donde no hay imagen son hidrófilas que repelen la tinta. El equilibrio entre el
agua y la tinta garantiza la impresión (Rodríguez, 2013).
Maneja un sistema planográfico ya que la forma impresora no tiene relieve y
da como resultado una impresión plana, es decir, sin altos ni bajos relieves en
los bordes por lo cual no se distingue la zona de impresión de la de no
impresión a diferencia de otros tipos de impresión como son la tipografía, el
huecograbado o la flexografía (Jimbo, 2011).
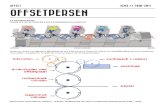
Como se ve en la Figura 6, las imágenes con tinta se transfieren a otro rodillo
conocido como mantilla, el cual va a adherir la imagen al soporte. Las
Máquinas que imprimen en offset están basadas en el proceso de rotación por
medio de fuerza motriz, combinando el movimiento de rotación, fuerza de
succión de compresor, la distribución del agua para humectación; la aplicación
correcta de la tinta, da como resultado el ajuste preciso de impresión.
Figura 6. Impresión Offset (García de Oteyza, 2012).
Las ventajas del offset son la versatilidad en soportes admitidos y formatos,
fácil preparación, la buena reproducción, rapidez de impresión y que es
económico. Entre los inconvenientes se encuentra la variación de color en la

18
tirada debido al equilibrio agua-tinta, problemas en el secado de las tintas y
posibles dilataciones en el papel por a la humedad. Este sistema de impresión
se utiliza para muchas aplicaciones, libros, impresos, etiquetas, etc (Jiménez,
2008).
2.8.2 OFFSET SIN AGUA
Es una variante del offset húmedo que utiliza una capa de silicona en vez de
agua para distinguir las áreas de la plancha impresoras de las no impresoras,
mediante planchas especiales recubiertas de silicona como se muestra en la
Figura 7 .Al eliminar el agua es necesario que las máquinas vengan equipadas
con un sistema de refrigeración y control de temperatura entre 24 y 35 grados
Celsius que permita mantener la tinta en los valores adecuados para mantener
la calidad de la impresión (García de Oteyza, 2012).
Figura 7. Comparativa entre las planchas offset y offset sin agua (Gráfica, 2008).
Las ventajas son la buena reproducción de los detalles y color, así como la
estabilidad a lo largo de la tirada. Los inconvenientes son que requiere
refrigeración de las planchas y estas son más costosas que las de offset
convencional (Velduque, 2011).
2.9 ELEMENTOS COMUNES A TODOS LOS SISTEMAS DE
IMPRESIÓN.
Existen varios elementos que permiten el funcionamiento en los sistemas de
impresión que son muy importantes y son comunes a los sistemas de

19
impresión mencionados anteriormente donde destacan el sentido de lectura
de la imagen, que trabajan mediante una máquina de impresión, el registro y
la sujeción del impreso (Velduque, 2011).
2.9.1 SENTIDO DE LECTURA DE LA IMAGEN
Como se indica en la Figura 8, los sistemas de impresión pueden ser directos
o indirectos dependiendo si la forma impresora se encuentra en contacto
directo con el soporte como en el caso de la flexografía, serigrafía y
huecograbado o no se encuentra en contacto con el sustrato como el offset y
la tampografía. Según el sistema de impresión se obtienen imágenes con
sentido de lectura de lado anverso o reverso (Cruz, 2014).
Figura 8. Sentido de lectura de imagen directo e indirecto (Digitales, 2010)
El sentido de lectura de la forma impresora es al revés cuando el sistema de
impresión es directo. El sentido de lectura de la forma impresora es al derecho
cuando el sistema de impresión es indirecto (Velduque, 2011).
2.9.2 LA MÁQUINA DE IMPRESIÓN
Según el sistema de impresión la estructura de la máquina cambia debido a
que está condicionada por la forma impresora, el soporte a imprimir, el medio

20
utilizado y se debe considerar si imprime en bobina, en pliego o en producto
confeccionado, por ejemplo en la Figura 9 se muestra una máquina que
funciona a pedal (Cano, 1999).
Figura 9. Maquina impresora a pedal (Jimbo, 2011)
Existe en el mercado una amplia gama de equipos para realizar impresiones,
se debe tomar en cuenta la calidad de impresión y la versatilidad de sustratos
que permiten, las ventajas de los equipos automatizados es que se pueden
obtener impresiones rápidas (Higuera et al., 2010).
2.9.3 REGISTRO DEL IMPRESO
El impreso para ser estampado necesita apoyarse en la máquina en dos
puntos, los tacones de altura y el tacón del costado, Estos elementos alinean
al sustrato durante la impresión como se muestra en la Figura 10 (Asnaghi,
2010).
Figura 10. Registro del impreso en pliegos (Velduque, 2011)

21
Los tacones de altura por el lado más largo del impreso consiguen que el
soporte describa una línea recta y el tacón del costado que por el lado más
corto mantenga un apoyo a 90 grados del anterior para que el impreso
mecánicamente se desplace en una escuadra perfecta, y la imagen tomada
será impresa de igual forma en todos los pliegos (Piqué, 2010).
2.9.4 SUJECIÓN DEL IMPRESO
Después del registro en los tacones el impreso es sujetado por pinzas
ubicadas en el cilindro impresor, mientras se produce la estampación como
se muestra en la Figura 11 (Jimbo, 2011).
Figura 11. Impresora digital con guías para hojas. (Asnaghi, 2010)
Esta zona de papel es necesaria para esta operación, pero es una franja no
útil para imprimir imagen, se denomina blanco de pinzas y su ancho varía
según la máquina como por ejemplo las guías para hojas de una impresora
digital (M. Rodriguez, 2015).
2.10 IMPRESIÓN TIPO OFFSET EN LAS ARTES GRÁFICAS
La industria de las Artes Gráficas elaboran productos que se usan
frecuentemente entre ellos se destaca la elaboración de libros, catálogos,
anuncios, billetes de banco, tarjetas de plástico, billetes, formularios,

22
etiquetas, etc. También se diseña en objetos muy diversos como en telas,
latas de refrescos o maderas. Para la creación de los productos mencionados
es necesario reconocer el sistema de impresión se utilizada para cada
producto (García de Oteyza, 2012).
Llevar a cabo la actividad del diseño gráfico posibilita comunicar gráficamente
ideas, hechos y valores en términos de forma y comunicación, factores
sociales, económicos, culturales, estéticos y tecnológicos. La impresión con
calidad offset es un proceso utilizado en mayor proporción ofrece ventajas
debido a que logran los impresos más comunes usando máquinas de diversos
tamaños y rendimientos variables como la máquina offset mostrada en la
Figura 12 (Jimbo, 2011).
Figura 12. Máquina de imprenta offset. (Copel, 2014)
Las reproducciones de tarjetas plásticas impresas con diseños para uso de
los clientes se pueden obtener de forma que sean idénticas en un corto
tiempo, mediante un sistema tipo offset sobre un sustrato llamado tarjetas de
identificación con variedad de tamaños, formas y colores (Copel, 2014).
2.11 TINTA
Es una mezcla homogénea de substancia colorante, disolventes, resinas y
aditivos. Reproduce una imagen sobre un soporte. Originalmente los
componentes eran naturales pero han evolucionado a productos sintéticos
que proveen mejores prestaciones técnicas (AIDO, 2006).

23
Compuestas básicamente por los cuatro elementos: la base, las resinas, los
aditivos y los tintes o pigmentos. Las tintas tendrán propiedades dependiendo
de la naturaleza de cada uno de estos elementos básicos (Jiménez, 2008).
Las tintas UV son usadas sobre materiales complejos debido a que su secado
con luz UV es instantáneo. No requiere extractor de gases, proporciona mayor
saturación de color, curado rápido, reducción de tareas de mantenimiento en
maquinaria. Las limitaciones con materiales flexibles, texturas no deseadas o
falta compatibilidad con el soporte son algunos inconvenientes encontrados al
usar de forma equivocada este producto (Morales & Rodríguez, 2012).
2.12 BARNIZ
Formada por una o más resinas en un disolvente. Al entrar en contacto con el
aire seca fácilmente, el disolvente se evapora. Existen barnices naturales o
sintéticos. La calidad mejora aplicando calor en el barniz para que este se
expanda en la superficie del soporte logrando un acabado liso y brilloso
(Morales & Rodríguez, 2012).
Crea una película protectora sólida en fracciones de segundo. Protege las
superficies evitando el desgaste por corrosión, agua, abrasión, entre otros
daños, aumenta la absorción del color y se acelera el secado. Se utiliza para
decoración aportando brillo a detalles que se quiera destacar en artes
gráficas. La película se forma por un enlace químico logrado por la irradiación
de rayos UV a una longitud de onda entre 250 a 400nm (Jimbo, 2011).
2.13 PROCESOS EN OFFSET
El proceso productivo de tarjetas con diseño personalizado con impresión tipo
offset utiliza varias etapas para obtener un acabado permanente y de calidad.
Conlleva tres partes: pre-impresión, impresión y post-impresión. La pre-
impresión constituye del fotograbado, fotocomposición, fotomecánica,
maquetación, diseño y edición electrónica; en esta fase se encuentra el diseño

24
y elaboración del producto base y la creación de los moldes para la máquina
offset que son planchas generalmente metálicas con zonas impresoras
hidrófilas que retienen tinta y no impresoras hidrófobas que cuando se
distribuye la tinta, se humedece previamente y estas zonas la rechazan
(Suárez & Toscano, 2010).
La impresión utiliza tintas transparentes, los colores originales se
reconstruyen después en la fase de impresión, cuando se imprimen las partes
marcadas de cada plancha con su tinta respectiva, es decir, imprimir por
separaciones de color y cada plancha refleja una separación distinta. Los
colores básicos de las tintas UV, como se observa en la Figura 13, son los
colores de cuatricromía formados por el amarillo, magenta y cian, el color
negro se obtiene como mezcla de estos 3 colores pero para facilitar la
impresión se lo usa como cuarto color (Díaz & Saboyá, 2003).
Figura 13. Colores básicos de cuatricromía. (Copel, 2014)
Es importante el tipo de máquina que se elige para llevar a cabo la impresión,
en el mercado existe variedad en marcas y modelos de máquinas tipo Offset.
Existen máquinas de una cabeza que tienen una sola batería de cilindros,
además una sola fuente de humectación y de tinta; se caracterizan por
imprimir un color a la vez, si se desea imprimir más de un color u otra
tonalidad, se debe limpiar la máquina, esperar que seque el primer color en el
material impreso, aplicar otra tinta en la máquina y volver a iniciar el proceso
con la misma o diferente placa impresora dependiendo las zonas a imprimir.

25
Las máquinas de dos o más cabezas tienen la característica que el material
entra a la máquina offset y puede ser impreso con dos, tres o cuatro colores
en serie dependiendo de la cantidad de cabezas que la máquina offset posea
como se muestra en la Figura 14 (Rodríguez, 2013).
Figura 14. Máquina offset de cuatro cabezas. (Gráfica, 2008)
En todo proceso debe existir una presión muy precisa para garantizar la
correcta transferencia de tinta para cubrir la superficie en forma uniforme, para
realizar un trabajo completo en una máquina offset es necesario imprimir al
menos cuatro veces por la razón que los colores se van imprimiendo uno a
uno. La impresión tipo offset sobre las tarjetas se realiza con tintas UV que
pasan por una lámpara UV para que se seque la tinta aplicada como se
observa en la Figura 15 (Cruz, 2014).
Figura 15. Campana con lámpara UV. (Díaz & Saboyá, 2003)
La etapa de post-impresión es aquella donde se realizan diferentes
actividades encaminadas a proporcionar la forma definitiva al producto final
impreso cambiando su superficie para darle un toque estético o para

26
protegerla, manipulando su estructura llevando a cabo acabados como son el
plegado, grapado, guillotinado, encolado, cortado, troquelado, encuadernado,
relieves, peliculado, barnizado, etc. También se incluye el empaquetado final,
almacenaje, y entrega del producto final (Cano, 1999).
Cuando se encuentre listo el diseño impreso a color se procede a colocar el
barniz de tipo UV sobre el soporte impreso, tarjetas PVC, para que no sea
susceptible a rayones, proteja el color y tenga un acabado de alto brillo, para
esto es necesario pasar después de la aplicación del barniz UV por un túnel
de calor el cual permite la sedación del barniz, es decir que se expanda sobre
la superficie de la tarjeta y el acabado de brillo sea de mayor calidad, también
es necesario que se pase finalmente por la lámpara UV para que se seque el
barniz UV. No se pueden realizar todos los acabados en tarjetas de
identificación por lo que es importante tomar en cuenta la prioridad de las
propiedades deseadas en el diseño de las mismas (López, 2010).
2.14 PROCESO DE BARNIZADO UV
Sobre plásticos se debe controlar la adhesión debido a que es un soporte
irregular. Se debe evitar que pase mucho tiempo entre la aplicación del barniz
y la polimerización porque puede causar una excesiva penetración con bajo
nivel de polimerización, olores residuales sobre una superficie pegajosa con
escasa resistencia a la abrasión que no secará si se vuelve a pasar por la
lámpara por otra ocasión, por lo que se recomienda cambiar el foco de la
lámpara después de que concluyan las horas de vida útil recomendadas por
el fabricante. El barnizado sobre tintas offset tradicionales es posible solo si
las tintas están formuladas para que puedan recibir el barnizado U.V, se
recomienda el empleo de hornos para el secado de las tintas para evitar
defectos en calidad (Colorbar, 2014).
El proceso llamado curado es cuando el soporte con una capa de barniz UV
pasa a través de un túnel de calor para que se expanda de manera
homogénea, con el fin de lograr un brillo intenso se recomienda que los

27
equipos integren un trayecto en el cual se incluya las funciones para el sedado
antes que la lámpara UV convierta al barniz en una capa plástica transparente
(Andrade & Rasgado, 2006).
La temperatura puede afectar al curado, debido a que los materiales UV se
curan casi instantáneamente pero el proceso se realiza en un menor tiempo a
medida que aumenta la temperatura. Si la temperatura aumenta por encima
de un nivel crítico diferente para cada material UV puede ocurrir la
polimerización en ausencia de la energía radiante UV, aunque el rango de
temperaturas por lo general es determinado por el fabricante. Con la variación
del tiempo en otros factores pueden obtenerse distintos resultados en el
producto final como son las variaciones de las lámparas UV en el uso, las
variaciones en el voltaje de la línea eléctrica, humedad, efectos de la oxidación
y efectos infrarrojos. Los materiales UV pueden variar si se exponen a
peróxidos, partículas de hierro u otras fuentes de radicales libres, deben
almacenarse lejos de la luz solar u otras fuentes de energía radiante que
podrían causar la polimerización (United States Enveriomental Protection
Agency, 2003).
Aumentando la temperatura con el fin de expandir sobre la superficie el barniz
UV y evaporar la humedad del mismo de forma paralela ventilando para que
los vapores de los disolventes circulen y no se vuelvan a condensar antes de
exponer a la luz ultra violeta que polimerizará el barniz se puede mejorar la
calidad antes de pasar por la lámpara UV que secará totalmente el barniz UV
(Andrade & Rasgado, 2006).
2.15 LÁMPARAS ULTRAVIOLETAS
Consiste en un bulbo o un tubo de cristal de cuarzo relleno de gas, como se
observa en la Figura 16, entre los cuales se encuentra el mercurio, yoduro de
galio, tiene dos electrodos en los extremos y al suministrarle electricidad
forman un arco eléctrico que calienta y eleva la presión del gas y emite de luz.
En función de los gases y aditivos que contenga la lámpara se obtendrá un

28
espectro u otro. En el proceso fotoquímico se utiliza la luz ultravioleta para
curar al instante, su principal uso es el curado o secado de materiales por
polimerización u oxidación (Morales & Rodríguez, 2012).
Figura 16. Lámparas UV. (Morales & Rodríguez, 2012)
Como se muestra en la Figura 17, la luz ultravioleta o UV es la parte de
radiación electromagnética situada por debajo de la luz visible, la longitud de
onda está entre 100 a 400 nm (Rodríguez, 2013).
Figura 17. Variedad de lámparas fluorescentes. (Morales & Rodríguez, 2012)
La clasificación según los efectos que produce son el UV-A donde la emisión
va de 320 nm a 400 nm, es capaz de penetrar en la piel o cualquier soporte,
se usa frecuentemente en la industria en procesos de curado en profundidad.
UV-B es la radiación entre los 280 y 320 nm, tiene mayor energía que los UVA
pero no penetra tan profundamente, produciendo un curado rápido y podría
quemar. UV-C entre los 200 y 280 nm, tiene alta energía que cae tan pronto

29
incide contra cualquier superficie, se usa en el campo industrial para el curado
superficial o en aplicaciones germicidas eliminando efectivamente virus y
bacterias (United States Enveriomental Protection Agency, 2003).
2.16 TRANSPORTADORAS
Es un sistema continuo formado por bandas y rodillos. La banda es arrastrada
debido a la fricción de los cilindros, que son activados por un motor. Son
elementos auxiliares de las instalaciones que cumplen el trabajo de recibir un
producto de forma continua y regular para conducirlo a otro punto como se
muestra en la Figura 18. Se puede escoger correctamente una banda según
ciertas variables que satisfaga los requerimientos de un determinado proceso
como por son características del material a transportar, temperatura, peso, la
distancia de transporte, condiciones ambientales, etc (Torres, 2013).
Figura 18. Banda trasportadora. (Torres, 2013)
En el mercado existe una alta gama de transportadoras, tienen varios modos
de funcionamiento, medio y dirección de transporte, entre las cuales existen
las que usan planchas que oscilan para mover cargas como son los sistemas
de suelo móvil o transportadores de tornillo y las que usan una serie de rodillos
móviles para transportar cajas o palés llamadas transportadoras de rodillos.
Esta variedad se debe a que dependiendo del producto a desplazarse dentro
de la banda ya sea por peso, ancho, longitud, material del producto o si la

30
banda debe llevar el objeto a algún lugar con una trayectoria definida se debe
diseñar pensando en el ángulo de inclinación a usarse. La banda de transporte
permite trabajar a escala múltiple debido a que el operario conserva su lugar
y termina con una unidad de producción, la banda se hace llegar con otra. Se
usan principalmente en líneas de producción, para cargar, descargar,
transportar productos, materiales granulados, agrícolas e industriales (Carpio,
2014).
2.17 TÚNEL DE CALOR
Es una máquina diseñada que genera un ambiente de aire dentro de un área
determinada, el ambiente se produce adsorbiendo o despachando aire del
ambiente por medio de un ventilador y calentándolo por medio de resistencias
eléctricas o por algún intercambiador de calor. Consta de un sistema
transportador, el túnel de calor y un tablero de fuerza y control (Alarcón Terán
& Mena Murillo, 2013).
Los secadores tipo túnel permiten secar en forma continua con una gran
capacidad de producción. Las principales características son que el producto
debe estar bien subdividido para que permita un buen flujo de aire a través de
la capa de producto, se consiguen altas velocidades de secado, el equipo se
usa para volúmenes medianos a grandes de producto y se consiguen valores
de humedad relativa entre 10 y 15%. El producto a secar se extiende en capas
sobre la banda de transporte. Se clasifican basándose en la dirección relativa
del movimiento del producto y del aire, el sistema concurrente que se observa
en la Figura 19 tiene elevada velocidad de evaporación en el extremo inicial,
se logra un producto de baja densidad utilizando aire a temperaturas
relativamente altas sin riesgos de sobrecalentamientos, la velocidad de
secado disminuye a lo largo del túnel evitando daños al producto por el calor
pero es difícil lograr contenidos de humedad bajos ya que en el extremo final
debido a que en esa zona las condiciones de secado son muy pobres
(Aucancela Gaucho, 2009).

31
Figura 19. Sistema concurrente. (Aucancela Gaucho, 2009)
En la Figura 20 se muestra el sistema contracorriente, en el extremo inicial las
velocidades de evaporación son bajas, la sobrecarga de secado hace
necesaria una larga exposición al aire caliente, las condiciones del extremo
final permiten obtener bajos contenidos de humedad aunque exista mayor
riesgo de sobrecalentamiento (Alarcón Terán & Mena Murillo, 2013).
Figura 20. Sistema contracorriente. (Aucancela Gaucho, 2009)
El secado es una operación de transferencia de masa, donde la humedad en
el sólido se transfiere por evaporación a la fase gaseosa (Andrade & Rasgado,
2006).
El sistema de ventilación está compuesto por un dispositivo de fluido que
produce una corriente de aire. El modelo común es el eléctrico que consiste
en un rodete con aspas que giran y producen una diferencia de presiones.
Permite la circulación y renovación de aire en un lugar cerrado, disminuye la
resistencia de transmisión de calor por convección, etc. En el mercado se
encuentra una variedad de tipos como los axiales que circulan dentro de una

32
carcasa o radiales que desplaza un gas debido a la fuerza centrífuga
acumulada dentro de la carcasa como se muestra en la Figura 21 (Morales &
Rodríguez, 2012).
Figura 21. Ventiladores centrífugos y axiales. (Alarcón Terán & Mena Murillo, 2013)
El motor es el principal componente y se coloca de acuerdo con los
requerimientos de la trabajo a realizar teniendo en cuenta el tipo de motor de
CD, CA, monofásico, trifásico, las especificaciones técnicas de potencia y
velocidad, el voltaje y frecuencia de operación, el tipo de carcaza, el tamaño
entre otros detalles para su instalación (Parra, 2014).
2.18 TRANSFERENCIA DE CALOR
Es el paso de la energía térmica desde un cuerpo de mayor temperatura a
uno de menor temperatura, se da entre cuerpos materiales sólidos, líquidos o
gases como resultado de una diferencia de temperatura, para que se logre un
equilibro térmico. La convección, radiación o conducción se pueden llevar a
cabo de forma simultánea (Diaz, 2012).
La conducción se produce con un medio estacionario, es decir, que puede ser
un sólido o un líquido en reposo en presencia de la variación de temperatura,
a nivel molecular transfiriere las zonas de mayor energía a zonas adyacentes
con menor carga energética (Ruiz & Curicama, 2013).
La convección se caracteriza en medios fluidos, es decir, en líquidos o gases
en contacto con un sólido. Se propaga el calor entre zonas con diferentes

33
temperaturas. Las moléculas de un fluido tienden a elevarse o a descender
formando corrientes que movilizan el calor a las moléculas en movimiento
debido a que el movimiento de un fluido se da en cualquier instante y se asocia
a la cantidad de moléculas que se trasladan en presencia de un gradiente de
temperatura (Parra, 2014).
La radicación es la energía que emite la materia en forma de ondas
electromagnéticas, se atribuye a cambios en las configuraciones electrónicas
de los átomos o moléculas. No se requiere de un medio para el proceso, la
propagación calorífica es absorbida por sólidos o fluidos y transfieren la misma
a través de ellos (Morales & Rodríguez, 2012).
2.19 SISTEMAS DE CONTROL
Las variables de entrada que al generar un tipo de cambio o fluctuación en su
magnitud altera el estado del sistema generando cambios en las variables de
salida que es una magnitud que se puede medir. La perturbación de la señal
afecta el valor de la salida de un sistema, si se genera dentro del sistema se
denomina interna, y si se genera fuera es una entrada. De esta forma se define
a un sistema de control como un conjunto de dispositivos que interactúan entre
sí para lograr un objetivo específico de control como se muestra en la Figura
22 (Ogata, 2010).
Figura 22. Diagrama de un sistema de control. (Carpio, 2014)
Los sistemas de control retroalimentados mantienen una relación determinada
entre la salida y la entrada de referencia, comparándolas y usando la

34
diferencia como medio de control como se indica en la Figura 23. Se pude
reducir el efecto a perturbaciones, la sensibilidad a errores de modelado o
estabilizar un sistema (Carpio, 2014).
Figura 23. Diagrama de un sistema de control con retroalimentación. (Montero, Moya, & Guerrón, 2014)
El sistema de control de lazo abierto es aquel donde la salida no tiene efecto
sobre la acción de control, es decir, no se mide la salida ni se realimenta para
compararla con la entrada y en presencia de perturbaciones no responde,
realiza una operación fija como se muestra en la Figura 24 (Bolton & Ramírez,
2001).
Figura 24. Diagrama de un sistema de control en lazo abierto. (Bolton & Ramírez, 2001)
Los sistemas de lazo cerrado son sistemas de control realimentados. Se Se
alimenta al controlador con una señal de error de actuación resultado de la
diferencia entre la señal de entrada y la señal de realimentación, con el fin de
minimizar el error como se muestra en la Figura 25 (Ogata, 2010).

35
Figura 25. Diagrama de un sistema de control en lazo cerrado. (Martinez & Andrade, 2013)
Los sistemas de control tienen como objetivo principal ser estables y robustos
frente a perturbaciones y errores en los modelos y buscan la eficiencia para
evitar comportamientos bruscos o irreales (Montero et al., 2014).
2.20 SENSORES Y ACTUADORES
Los sensores son dispositivos, como los de la Figura 26, que detectan
magnitudes químicas o físicas llamadas variables de instrumentación como
son la temperatura, humedad, distancia, presión, fuerza, velocidad, torsión,
inclinación, entre otros y la transmite adecuadamente para ser procesada.
Están diseñados para recoger información de una magnitud del exterior y
transformarla a otra magnitud generalmente eléctrica para cuantificar y
manipular de acuerdo a requerimientos de un sistema (Carpio, 2014).
Figura 26. Sensores. (Torres, 2013)
Para que un sistema eléctrico de control pueda trabajar correctamente es
necesario que se actúe sobre el mismo. Los actuadores son los dispositivos

36
encargados de realizar esta función y estos convierten una magnitud eléctrica
en una salida generalmente ser mecánica mediante accionamientos
eléctricos, neumáticos o hidráulicos que provoca un efecto sobre un proceso
proporcionando fuerza para mover o actuar sobre otro dispositivo, como los
que se muestran en la Figura 27 (Bolton & Ramírez, 2001).
Figura 27. Actuadores. (Suárez & Toscano, 2010)
En todo sistema de control se va a encontrar sensores que son los que
generan la información, actuadores que son los que controlan el sistema y la
unidad de control que es el encargado de manejar el proceso (Espín, 2012).

3. METODOLOGIA

37
Los sistemas mecatrónicos comprenden un campo interdisciplinario de la
ingeniería, enfocado al diseño de productos y procesos que cumpla con
funciones por medio de componentes mecánicos y electrónicos coordinados
por una arquitectura de control. Se integra de forma sinergética a la ingeniería
mecánica de precisión, control electrónico y pensamiento sistémico en el
diseño de productos y en los procesos de manufactura para lograr un óptimo
balance entre la estructura mecánica básica y su control total (Colledani,
Copani, & Tolio, 2014).
La metodología describe el proceso necesario para el diseño, la estructura
metodológica se forma por una serie de etapas que indican la forma y pasos
para llevar a cabo una investigación, especificando las actividades para llegar
a un objetivo determinado.(Llumiguisin, 2015)
3.1 DISEÑO BASADO EN MODELOS
El diseño basado en modelos es un método eficiente para diseñar sistemas
complejos controlados por ordenador. Es amplio el uso de modelos y
simulaciones para probar un diseño desde un principio. Los diseños obtenidos
logran mayor calidad y menor índice de errores, permite el desarrollo más
rápido y rentable de los sistemas dinámicos, reduce el tiempo de salida al
mercado de productos seguros y fiables. Permite optimizar el diseño para
satisfacer el rendimiento por criterios predefinidos. Se definen modelos
avanzados con características funcionales. Los modelos se utilizan con
herramientas de simulación para llevar a cabo la creación rápida de prototipos,
pruebas de software y hardware-en-el-bucle (Kelemenová, Kelemen, &
Maxim, 2013).
Para un sistema complejo que se compone de elementos que interactúan de
forma inteligente para conseguir un objetivo final, son varias técnicas que
definen explícitamente las necesidades del cliente, entorno, funcionalidad,
mediante requerimientos. Crea soluciones tecnológicas. Articula toda la
actividad de ingeniería. Divide el diseño del sistema en subsistemas,

38
permitiendo delegar el diseño de los subsistemas a otros grupos de expertos,
sin perder la trazabilidad de las necesidades. Integra coherentemente
múltiples disciplinas de ingeniería: ingeniería mecánica, hidráulica,
aerodinámica, fabricación, instalación, eléctrica, electrónica, software,
estructuras, etc. Este enfoque de diseño es adecuado para sistemas
mecatrónicos (Frederiksen, 2013).
En la Figura 28, se muestra el proceso del túnel de calor con banda de
transporte. Este proceso integra al sistema de impresión con el sistema de
secado por luz ultravioleta.
Figura 28. Proceso de sedación de barniz UV en tarjetas PVC
La arquitectura puede ser configurada para el desarrollo de la funcionalidad
del sistema global. Mediante modelado gráfico y matemático de alto nivel se
logra mejorar el diseño, se obtiene un prototipo del producto final verificable
con anticipación (Bishop, 2007)
3.2 METODOLOGÍA EN V
Como se observa en la Figura 29, se describen las actividades y los resultados
que se producen durante el desarrollo del software. También se conoce como
metodología de cuatro niveles, representa el ciclo de vida del desarrollo del
sistema que resume los pasos que hay que tomar con las correspondientes
entregas de validación de los sistemas. Muestra las distintas fases del diseño
y la escala de pasos individuales (Frederiksen, 2013).

39
Figura 29. Metodología en V (Frederiksen, 2013)
La parte izquierda representa la definición de las especificaciones del sistema,
la parte derecha simboliza la comprobación del sistema y los niveles inferiores
representan el desarrollo del sistema (Frederiksen, 2013).
3.2.1 CONCEPTO DE OPERACION Y ESPECIFICACIÓNES DEL SISTEMA
Se debe partir de las especificaciones del cliente mediante aseveraciones
generales no cuantitativas indicando las funciones que debe realizar el equipo
Los parámetros de diseño son afirmaciones cuantitativas de los valores
esperados de funcionamiento (National_Instruments NI, 2013).
El túnel de calor con banda de transporte tiene como función principal el
transporte de las tarjetas PVC con el barniz UV y la sedación del mismo. El
sistema debe soportar una carga, transmitir potencia, tomar en cuenta
limitaciones de espacio, condiciones ambientales en las que debe trabajar,
peso o materiales y componentes disponibles para su fabricación.
3.2.2 MODELADO DE PLANTAS Y DISEÑO MECÁNICO
Se busca conseguir la máxima cantidad de información posible sobre lo que
se requiere contemplando y agrupando en requisitos del usuario, funcionales

40
y del sistema. Se analiza si se pueden cubrir todos los requisitos y si hay
alguna posibilidad de que las funciones sean innecesarias. Se investiga si el
proyecto es viable a nivel financiero, práctico, y a nivel tecnológico. Se aplican
los modelos que se ajusten al sistema. El análisis del sistema incluye el
entendimiento de las limitaciones de funcionamiento, los problemas
relacionados con el sistema; los cambios que se requieren en sistemas ya
existentes con antelación. Se modela el sistema con ayuda de toda la
información recogida sobre requisitos y análisis desarrollados. Las entradas
de los usuarios, resultados de la fase anterior al proceso. La salida o resultado
de la etapa toma la forma de 2 diseños; El diseño lógico y el diseño físico
(Chouder, Silvestre, Taghezouit, & Karatepe, 2013).
El resto de la arquitectura se logra con el proceso que aplica las leyes
generales del movimiento de los cuerpos materiales con relación a las fuerzas
que lo generan, aplicando procedimientos y métodos establecidos generales
de análisis y resoluciones de problemas relacionados con los movimientos
para proporcionar solución que defina un producto de forma que satisfaga
requisitos y restricciones específicos (Mott, 2006).
Se utilizan los modelos de motores, ventilador, niquelinas, etc. Una vez
planteadas las especificaciones del sistema se procede con el diseño
mecánico para validar las dimensiones la banda de transporte, la estructura
del túnel, los ejes, los rodillos, el difusor de flujo, la estructura de soporte, para
esto es necesario conocer la carga máxima de la banda, la potencia que
requiere el sistema motriz, la velocidad de flujo en el ducto.
3.2.3 DISEÑO ELÉCTRICO ELECTRÓNICO
Seleccionar los elementos de control que llevara el sistema, considerando
requerimientos y limitaciones de la máquina como son el motor eléctrico, el
ventilador, las niquelinas, la dirección de giro controlada por la corriente de
operación, la velocidad de operación para desarrollar circuitos electrónicos y
eléctricos, cuyo funcionamiento depende del flujo de electrones para la

41
generación, transmisión, recepción, almacenamiento de información, entre
otros que aseguren el buen funcionamiento de la máquina (Fernández, 2015).
3.2.4 DISEÑO DE CONTROL
El control ayuda a que la máquina opere de forma correcta, siendo el manejo
sencillo, para lo cual se utilizará programación de diagrama de bloques que
permite la mayor ventaja en cuanto ahorro de hardware, herramientas de
programación, velocidad de procesamiento y costo de implementación.
(Torres Luna, 2013).
Se define el modelo y analizan los requisitos del control para realizar el
sistema de control de la banda de transporte, temperatura y ventilación del
túnel de calor, se elaboró usando programación gráfica que permite simular
modelos de sistemas físicos y sistemas de control, definiendo el
comportamiento del sistema
3.2.5 DISEÑO INTEGRADO HARDWARE Y SOFTWARE
Mediante el uso de hardware libre es posible estudiar, modificar, reutilizar,
mejorar el software para obtener un prototipo del equipo deseado, debido a
que se tiene acceso total a dichos diagramas y especificaciones técnicas.
La integración de los componentes mecánicos y electrónicos con el sistema
de control se realiza mediante procesos informáticos (Bermúdez, 2015).
Los modelos creados anteriormente se utilizan para identificar características
dinámicas del modelo de la planta.
3.2.6 PROTOTIPO VIRTUAL
La simulación de modelos de controlador y de la planta se evalúan para
satisfacer los requisitos de rendimiento del sistema, permite prever, visualizar
el comportamiento del sistema, interactuar con el sistema, simular fallos para

42
mejorar el diseño, antes de la creación del sistema final (Frederiksen, 2013)
La simulación HIL se incluye en la cadena de diseño basado en modelo, una
reducción en tiempo de diseño se puede lograr, se pueden probar los sistemas
de control sin la necesidad de una planta real. Ofrece las herramientas y
servicios para implantar el diseño basado en modelos. Esto ayudará a las
empresas a aumentar de manera significativa la calidad de sus diseños y
ayuda a conseguir un control sobre la gestión de proyectos (Kelemenová,
Kelemen, & Maxim, 2013).
Las técnicas numéricas han permitido el desarrollo en la ingeniería. La
dinámica de fluidos computacional consiste en el análisis del movimiento de
fluidos mediante simulaciones para buscar soluciones dividiendo la geometría
en pequeños elementos. (Cedillo, 2015).
En términos matemáticos la técnica se analiza mediante un software CAE
idealizando una geometría para verificar los resultados con precisión. Se parte
del análisis del modelo geométrico, asignando propiedades de material,
asignación de las condiciones de contorno, definiendo cargas y restricciones.
Se individualiza el modelo mediante un mallado, se resuelve el problema y se
analizan los resultados con la finalidad de validar el modelo y en un programa
CAD se visualiza la representación y definición del modelo matemático en tres
dimensiones y mediante un modelado mediante bloques funcionales permite
representar el funcionamiento de la planta.
3.2.7 PROTOTIPO FÍSICO Y PROTOCOLO DE PRUEBAS DEL DISEÑO
DEL SISTEMA
Para realizar pruebas se acopla el sistema de control a los actuadores,
sensores, sistemas mecánicos dispuestos como un prototipo de la planta con
el fin de que se realicen pruebas pertinentes tomando en cuenta los voltajes y
corrientes requeridas por los dispositivos usados para verificar su correcto
funcionamiento. Dentro de las ventajas destacan la facilidad para modificar los

43
parámetros de funcionamiento del modelo del sistema, la validación a través
de simulaciones por el método de elementos finitos y la comprobación de
respuesta de los sensores y actuadores con la simulación de la planta
(Arboleda-Clavijo, García-Cossio, Posada, & Torres-Villa, 2013).
3.2.8 PROTOCOLO DE VALIDACIÓN
Las técnicas de verificación y validación de un proceso de desarrollo permiten
encontrar errores antes de que lo puedan hacer fracasar. La mayoría de los
errores en el diseño del sistema se introducen en la especificación original,
pero no se encuentran hasta la fase de prueba. Cuando los equipos de
ingeniería utilizan modelos para realizar pruebas virtuales en la fase inicial del
proyecto, se eliminan los problemas y disminuye el tiempo de desarrollo hasta
en un 50 % (Bishop, 2007).
La validación y pruebas del sistema se realizaron mediante la simulación de
la planta con una interfase que utiliza hardware libre y el modelo en un
programa CAE. Se simuló el comportamiento de los sistemas de transporte,
temperatura y ventilación.

4. DISEÑO

44
Se propuso una banda horizontal de igual ancho al de la salida de la máquina
offset aplicadora de barniz UV, tiene relación con las especificaciones iniciales
dadas por el cliente, los materiales se eligieron de acuerdo al trabajo que
realizarán los sistemas de transporte y temperatura.
4.1 REQUERIMIENTOS DEL SISTEMA.
El diseño dinámico del sistema de transporte parte de saber las
especificaciones dadas por el cliente, tales como la de las dimensiones con
que se cuenta, este sistema medirá un máximo de 2mX0,8mX1,50m, la
longitud de la banda de centro a centro de los rodillos será igual a 1,30 m. La
máquina offset tomada en cuenta para el diseño es de la marca Bresser,
modelo Solna 132- Monocolor que se muestra en la Figura 30, el formato
máximo de salida de sustrato es de 0,6m. En el Anexo 1, se muestra la banda
de poliuretano modelo Souplex verde SXBG3, esta banda cumple con las
características necesarias para el desempeño del trabajo requerido, el cual
será transportar las tarjetas de identificación con el barniz UV marca UNICO
en su gama Ecoplast-E sobre su superficie. El ancho de la banda mide 0,60m,
el rodillo motriz tendrá una longitud de 0,75m y el conducido una longitud de
0,70m, el diámetro de los rodillos es de 0,05m.
Como se muestra en el Anexo 7, la geometría del túnel de calor es rectangular,
las medidas generales son 1,40mX0,65mX0,23m, posee un difusor que mide
0,30m de largo, la sección más pequeña tiene una abertura de 0,06mX0,06m..
En el Anexo 6 se muestran las características del ventilador que se usará en
el sistema de ventilación del túnel.
En el proceso de sedación se debe exponer el barniz UV a temperaturas entre
30 a 40 °C y el tiempo de expoción será de 10 segundos, como lo indica la
hoja técnica del barniz en el Anexo 2. Las tarjetas de identificación modelo
EM4102 tienen medidas de acuerdo a la ISO 7810, espesor de 0,76 mm y
masa aproximada de 3 gramos, se pueden observar las características de las
tarjetas de identificación en el Anexo 3.

45
Figura 30. Maquina offset modelo Solna 132 – Monocolor. (Bresser, 2010)
Se usarán dos niquelinas para calentar el sistema del túnel de calor,las
características se muestran en el Anexo 8. La temperatura se medirá con el
sensor de temperatura PT100 del tipo RTD mostrado en el Anexo 9.
4.2 DISEÑO MECÁNICO
Teniendo los valores de la longitud de la banda de centro a centro de los
rodillos y el tiempo de exposición en la fase de sedación del barniz es posible
calcular la velocidad lineal periférica de la banda de transporte utilizando la
Ecuación 13.
𝑣 =𝑑
𝑡 [13]
Donde:
𝑣: velocidad lineal de la banda [m/s].
d: longitud de la banda [m].
t: tiempo [s].
d=1,30 m t=10 s
v=0,13 m/s
Se calcula la velocidad angular utilizando la Ecuación 14.

46
𝑊 =𝑣
𝑟 [14]
Donde:
W: velocidad angular [rad/s].
v: velocidad lineal de la banda [m/s].
r: radio del rodillo [m].
El sistema de transmisión de potencia por bandas y poleas que se muestra en
la Figura 31, será tomado en cuenta para el cálculo de las dimensiones de la
banda, donde D1 y D2 son los diámetros de los rodillos y C es la distancia
entre centros.
(Mott, 2006)
Figura 31. Transmisión por bandas. (Torres, 2013)
El diámetro se determina según las especificaciones técnicas de la banda
marca mafdel modelo Souplex verde SXBG3, que especifica un cilindro de
mínimo de 0,040 m de diámetro, por lo tanto se elige un radio de 0,025 m para
el rodillo.
v=0,13 m/s r=2,5x10-2 m W=5,20 rad/s

47
Se transforma la velocidad angular a RPM para usarse en los cálculos
posteriores.
5,2𝑟𝑎𝑑
𝑠∗
1𝑟𝑒𝑣
2𝜋𝑟𝑎𝑑∗
60𝑠
1𝑚𝑖𝑛= 49,66 𝑅𝑃𝑀
A continuación se calcula la potencia requerida por el sistema mediante la
Ecuación 15.
𝑃 = 𝑊 ∗ 𝑇 [15]
Donde:
P: potencia del motor [W].
W: velocidad angular [RPM].
T: torque del motor [Nm].
Se elige un motorreductor con características similares a la de los cálculos
realizados anteriormente, para esto se utilizaron valores del Anexo 4, donde
se muestra que el torque es de 5 Nm.
W=49,66 RPM T=5 Nm
P=4,14 W
Para determinar el diámetro del otro rodillo se debe analizar la Ecuación 16.
𝑣𝑏 = 𝑟1𝑤1 = 𝑟2𝑤2 [16]
Donde:
vb: velocidad lineal de paso de las rodillos [m/s].
r1: radio del rodillo motriz [m].
r2: radio del rodillo conducido [m].
w1: velocidad angular en el rodillo motriz [rad/s].
w2: velocidad angular en el rodillo conducido [rad/s].
La velocidad angular generada por el motorreductor seleccionado es similar
al calculado, es decir, que la velocidad lineal de paso de ambos rodillos es
igual, por lo tanto los rodillos tienen el mismo diámetro.

48
Para hallar la tensión de la banda se utiliza la Ecuación 17.
𝑻𝒃 = 𝑾𝟏 ∗ 𝝁 [17]
Donde:
𝑇𝑏: tensión de la banda [N].
W1: carga en la banda [N].
𝜇: coeficiente de rozamiento de la banda.
Para calcular la tensión de la banda se utiliza el coeficiente de rozamiento que
se encuentra en el Anexo 1. La masa considerada sobre la banda es de
0,045kg para 15 tarjetas de identificación repartidas a lo largo de la misma,
realizando una aproximación se puede decir que el peso de la banda cargada
es de 0,60N.
W1=0,60 N μ=0,60
Tb= 0,36 N
Para encontrar la longitud total de la banda se utiliza la Ecuación 18.
𝐿 = 2𝐶 + 1,57 ∗ (𝐷1 + 𝐷2) +(𝐷1−𝐷2)2
4𝐶 [18]
Donde
L: Longitud de la banda [m].
C: Distancia entre centros de los rodillos [m].
D1: Diámetro de los rodillos motriz [m].
D2: Diámetro de los rodillos conducido [m].
Se reemplazan los valores definidos en las especificaciones del sistema,
siendo la longitud entre centros de 1,3m y los diámetros de los rodillos 0,05m.
C=1,3 m D1=D2=0,05 m
L=2,76 m
Se realizaron los cálculos de esfuerzos del eje motriz, que realiza el mayor
trabajo de transmisión. Se determina considerando las fuerzas que van a

49
actuar sobre el mismo, para posteriormente seleccionar las chumaceras
adecuadas para el sistema.
En la Figura 32 se indica el diagrama de fuerzas y momentos que actúan sobre
el plano XZ.
Figura 32. Diagrama de fuerzas del eje del cilindro en el eje XZ.
Donde:
Tb: tensión de la banda [N].
M1: torque del motor [Nm].
El cálculo del momento se obtiene mediante la Ecuación 19.
𝑀 = 𝐹 ∗ 𝐿 [19]
Donde:
M: momento [Nm].
F: fuerza [N].
L: distancia [m].
En la Ecuación 20 se calcula la sumatoria de momentos en el punto A en el
plano XY.
∑𝑀𝐴𝑋 = 𝑇𝑏 ∗ 0,35 + 𝑅𝐵𝑥 ∗ 0,70 − 𝑀1 [20]
Donde:
𝑀𝐴𝑋: momento en el punto A en el plano XZ [Nm].

50
Tb: tensión de la banda en el punto C en el plano XZ [N].
M1: torque del motor [Nm].
𝑅𝐵𝑥: reacción en el punto B en el plano XZ [N].
Despejando RBx se obtiene la reacción en el punto B del plano XZ.
𝑅𝐵𝑥 =5 − 0,36 ∗ 0,35
0,70
𝑅𝐵𝑥 = 6,96 𝑁
Para obtener las reacciones en el punto A del plano XZ, se realizó la sumatoria
de momentos en el punto B en el plano XZ como se muestra en la Ecuación
21.
∑𝑀𝐵𝑋 = 𝑇𝑏 ∗ 0,35 − 𝑅𝐴𝑥 ∗ 0,70 + M1 [21]
Donde:
𝑀𝐵𝑋: momento en el punto B en el plano XY [Nm].
Tb: tensión de la banda en el punto C en el plano XZ [N].
M1: torque del motor [Nm].
𝑅𝐴𝑥: reacción en el punto A en el plano XZ [N].
Despejando RAx se obtiene la reacción en el punto A.
𝑅𝐴𝑥 =0,36 ∗ 0,35 + 5
0,70
𝑅𝐴𝑥 = 7,32𝑁
Mediante la Ecuación 22 se realiza el cálculo de los momentos flectores del
plano XZ.
∑𝑀𝑓𝑋 = 𝐹𝑋 ∗ 𝐿 = 0 [22]
Donde:
𝑀𝑓𝑋 : momento En el plano XY [Nm].
𝐹𝑋: fuerza en el plano XY [N].

51
L: distancia [m].
A continuación aplicando la Ecuación 22 se encuentran el momento en el
punto B en el eje XZ.
∑𝑀𝐵𝑥 = M1
MBx=-5 Nm
A continuación utilizando la Ecuación 22 se encuentran el momento en el
punto C en el plano XZ.
∑𝑀𝐶𝑥 = −0,50 ∗ 0,35
F=-6,96 N L=0,35 m
MCx=-2,44 Nm
En la Figura 33 se muestran los valores de las reacciones en los puntos A y B
en el plano XZ, RAx y RBx, que serán utilizados para realizar los diagramas
de momentos flectores y fuerzas cortantes.
Figura 33. Diagrama de fuerzas cortantes y momentos flectores del eje del
cilindro en el plano XZ.

52
En la Figura 34 se indica el diagrama de fuerzas y momentos que actúan sobre
el eje en el plano XY.
Figura 34. Diagrama de fuerzas del eje del cilindro en el plano XY.
Donde:
Wc: peso del cilindro [N].
M1: torque del motor [Nm].
En la Ecuación 23 se calcula la sumatoria de momentos en el punto A en el
plano XY.
∑𝑀𝐴𝑌 = −𝑊𝑐 ∗ 0,35 − 𝑅𝐵𝑦 ∗ 0,70 + M1 [23]
Donde:
𝑀𝐴𝑌: momento en el punto A en el plano XY [Nm].
Wc: Peso del cilindro [N].
M1: torque del motor [Nm].
𝑅𝐵𝑦: reacción en el punto B en el plano XY [N].
Despejando RBy se obtiene la reacción en el punto B en el plano XY.
𝑅𝐵𝑦 =5 − 38,74 ∗ 0,35
0,70
𝑅𝐵𝑦 = −12,23 𝑁
Para obtener las reacciones en el punto A del plano XY, se realiza la sumatoria
de momentos en el punto B como se muestra en la Ecuación 24.

53
∑𝑀𝐵𝑌 = −𝑤𝑐 ∗ 0,35 + 𝑅𝐴𝑥 ∗ 0,70 − M1 [24]
Donde:
𝑀𝐵𝑌: momento en el punto B en el plano XY [Nm].
Wc: peso del cilindro [N].
M1: torque del motor [Nm].
𝑅𝐴𝑦: reacción en el punto A en el plano XY [N].
Despejando RAy se obtiene la reacción en el punto A en el plano Y.
𝑅𝐴𝑦 =5 + 38,74 ∗ 0,35
0,70
𝑅𝐴𝑦 = 26,51 𝑁
Se realiza el cálculo de momentos flectores en el plano XY utilizando la
Ecuación 25.
∑𝑀𝑓𝑌 = 𝐹𝑌 ∗ 𝐿 = 0 [25]
Donde:
𝑀𝑓𝑌: momento en el plano XY [Nm].
𝐹𝑌: fuerza en el plano XY [N].
L: distancia [m].
A continuación mediante la Ecuación 25 se encuentran el momento en el
punto B en el eje Y.
∑𝑀𝐵𝑦 = M1
MBy=5 Nm
A continuación aplicando la Ecuación 25 se encuentran el momento en el
punto C en el eje Y.
∑𝑀𝐶𝑦 = 26,51 ∗ 0,35

54
F=26,51 N L=0,35 m
MCy=9,28 Nm
En la Figura 35 se indica los valores de las reacciones en el punto A y B del
plano XY.
Figura 35. Diagrama de fuerzas cortantes y momentos flectores del eje del cilindro en el plano XY.
RAy y RBy, utilizados para realizar los diagramas de momentos flectores y
fuerzas cortantes.
Para el cálculo de la reacción total en el punto A se utiliza la Ecuación 26.
𝑅𝐴 = √𝑅𝐴𝑥2 + 𝑅𝐴𝑦2 [26]
Donde:
RA: reacción total en el punto A [N].
𝑅𝐴𝑥: reacción en el punto A en el plano XZ [N].
𝑅𝐴𝑦: reacción en el punto A en el plano XY [N].
RAx=7,32 N

55
RAy=26,51 N RA=27,50 N
Para el cálculo de la reacción total en el punto B se utiliza la Ecuación 27.
𝑅𝐵 = √𝑅𝐵𝑥2 + 𝑅𝐵𝑦2 [27]
Donde:
RB: Reacción total en el punto B [N].
𝑅𝐵𝑥: Reacción en el punto B en el plano XZ [N].
𝑅𝐵𝑦: Reacción en el punto B en el plano XY [N].
RBx=6,96 N RBy=12,23 N RB=14,07 N
Se obtiene el momento total en el punto B mediante la Ecuación 28.
𝑀𝐵 = √𝑀𝐵𝑥2 + 𝑀𝐵𝑦2 [28]
Donde:
MB: momento total en el punto B [N].
𝑀𝐵𝑥: momento en el punto B en el plano XZ [N].
𝑀𝐵𝑦: momento en el punto B en el plano XY [N].
MBx=-5 Nm MBy=-5 Nm MB=5 Nm
Se calcula el momento total en el punto C mediante la Ecuación 29.
𝑀𝐶 = √𝑀𝐶𝑥2 + 𝑀𝐶𝑦2 [29]
Donde:
MC: momento total en el punto C [N].
𝑀𝐶𝑥: momento en el punto C en el plano XZ [N].
𝑀𝐶𝑦: momento en el punto C en el plano XY [N].
MCx=-2,44 Nm

56
MCy=9,28 Nm
MC=9,60 Nm
Especificaciones para el diseño del cilindro y el eje.
Material Acero A36.
Masa 3,95Kg.
Resistencia a la fluencia (Sy) 250MPa.
Resistencia a la tensión (Su) 400MPa.
Diámetro 0,05m
Con las reacciones y momentos determinados se procede al cálculo del
diámetro del eje según la Ecuación 30.
𝐷 = [32𝑁
𝜋√[
𝐾𝑡∗𝑀
𝑆′𝑛]2+
3
4[
𝑇
𝑆𝑦]2]
1/3
[30]
Donde:
D: diámetro del eje [m].
N: factor de diseño; bajo carga dinámica N=2.
Kt: factor de concentración de esfuerzos; por el cambio de sección en
rodamiento Kt= 2,5.
M: momento máximo [Nm].
S’n: resistencia a la fatiga estimada real [MPa].
T: torque del motor [Nm].
Sy: resistencia a la fluencia [MPa].
Se determina la resistencia a la fatiga estimada real mediante la Ecuación 31.
𝑆′𝑛 = 𝑆𝑛 ∗ 𝐶𝑠 ∗ 𝐶𝑟 ∗ 𝐶𝑚 ∗ 𝐶𝑠𝑡 [31]
Donde:
Sn: resistencia a la fatiga [MPa].
Cr: factor de confiabilidad; confiabilidad deseada de 99%, Cr=0,81.
Cs: factor de tamaño.

57
Su: esfuerzo máximo aplicado [MPa].
Cst: factor de tipo de esfuerzo; esfuerzo flexionante, Cst= 1.
Cm: factor de material; Acero forjado Cm=1.
Para hallar la resistencia a la fatiga se usa la Ecuación 32.
𝑆𝑛 = 0,5 ∗ 𝑆𝑢 [32]
Donde:
Sn: resistencia la fatiga [MPa].
Su: resistencia a la tensión [MPa].
Su= 400 MPa
Sn= 200 MPa
Para hallar el factor de tamaño se aplica la Ecuación 33
Debido a que el rango del diámetro es 7,62mm<D<=50mm (Mott, 2006).
𝐶𝑠 = (𝐷
7,62)−0,11
[33]
Donde:
Cs: factor de tamaño.
D: diámetro del eje [mm].
D=20 mm
Cs=8,99x10-1
A continuación, se encuentra el valor del diámetro D, reemplazando los
siguientes valores en la Ecuación 30.
N=2
Kt=2,50
M=6,73 Nm
S'n=13122x104 Pa
T=5 Nm
Sy=250x106 Pa
D=1,38x10-2 m
Se determina el tiempo de vida útil del rodamiento con la Ecuación 34.

58
𝐿𝑑 = 𝐿10 (𝑊)(60 𝑚𝑖𝑛
ℎ) [34]
Donde:
Ld: duración de diseño [rev].
L10: duración de diseño asumiendo que el 10% no llegará a su vida útil [h].
W: velocidad angular [RPM].
L10=30x103 [h] W=50 RPM
Ld=90x106 rev
En la Figura 36 se muestran los cálculos de la vida útil de los rodamientos.
Figura 36. Cálculo de vida útil y capacidad de carga dinámica.
Mediante el uso de las herramientas de un programa CAD se calculó la vida
útil de los rodamientos, tomando en cuenta un diámetro de eje de 2cm,
aumentando el factor de seguridad del sistema. Se asumió que el 10 por ciento
de los rodamientos no llegarán a la vida útil calculada.
(Mott, 2006)

59
A continuación, se calculó la capacidad de la carga dinámica requerida por el
rodamiento, conociendo que la carga máxima que va soportar es de 22,12N
en el punto B y la velocidad angular del motor es 50RPM.
Se selecciona el rodamiento del eje mostrado en la Tabla 1, utilizando el
catálogo de rodamientos del Anexo 5.
Tabla 1. Rodamiento del eje.
Número de rodamiento
Diámetro interior
(d) [mm]
Diámetro exterior
(D) [mm]
Peso [lb]
Capacidad de carga dinámica (C) [lb]
6204 20 47 0.23 2210
Se tomó en cuenta el valor del diámetro interior que debe ser igual al diámetro
del eje y la capacidad de carga dinámica no debe ser menor a la calculada en
la Figura 36.
El flujo proporcionado por el ventilador debe ser laminar, se conoce que existe
una relación entre la velocidad y las propiedades físicas de un fluido, con la
geometría del ducto por donde un este se mueve. El análisis del número de
Reynolds mediante la Ecuación 35, indica que flujo es laminar el fluido se
mueve a lo largo del ducto con un movimiento ordenado en líneas paralelas,
sin que se produzca mezcla de la materia entre las diferentes capas. Es
turbulento, tiene un movimiento caótico entre las distintas capas. Si el número
de Reynolds es menor o igual a 2000 el flujo será laminar y si es mayor o igual
que 4000 el flujo es turbulento. Si el valor está entre 2000 y 4000 no es posible
predecir el régimen del flujo debido a que se encuentra en la región crítica
(Canut, 2008).
𝑅𝐸 =𝜌∗𝑣∗4𝑅
𝜇 [35]
Donde:
RE: número de Reynolds.
𝜌: Densidad del fluido [kg/m3].

60
v: velocidad promedio del fluido [m/s].
R: Radio hidráulico [m].
𝜇: Viscosidad del fluido [kg/(ms)].
En la Tabla 2 se muestran las propiedades del aire a una temperatura
específica (Mataix, 2006).
Tabla 2. Propiedades del aire a 40 grados Celsius.
Temperatura [°C]
Densidad
𝜌 [kg/m3]
Calor específico
Cp [kJ/kg*°C]
Viscosidad
μ [kg/(m*s)]
40 0,851 1,006 1,9*10-5
Las propiedades de los fluidos dependen de la presión y de la temperatura. El
sistema trabajará a presión atmosférica. Se especifica una temperatura de
trabajo entre 30 y 40 grados Celsius (Canut, 2008).
Para hallar el radio hidráulico se utiliza la Ecuación 36.
𝑅 =𝐴
𝑃𝑀 [36]
Donde:
R: radio hidráulico [m].
A: área mojada del ducto [m2].
PM: perímetro mojado [m].
Se calculó el perímetro mojado de un área rectangular con la Ecuación 37.
𝑃𝑀 = 2𝑏 + 2ℎ [37]
Donde:
PM: perímetro mojado [m].
b: base del ducto [m].
h: altura del ducto [m].
Como se muestra en el Anexo 6, y en la Tabla 3 el ventilador tiene las
características mostradas. El sistema utilizará un ventilador axial para la

61
circulación del aire en el ducto, con el fin de eliminar los vapores emitidos por
el barniz UV en el proceso de sedación (United States Enveriomental
Protection Agency, 2003).
Tabla 3. Características técnicas de ventilador marca Xilence.
Dimensiones [m] Voltaje [v] Velocidad [RPM] Peso [g] R [m]
0.06x0.06x0.012 12 2100 550 0,06
La velocidad del ventilador usando la Ecuación 13 es:
W=2100 RPM W=219,91 rad/s
v=5,50 m/s
El difusor propaga el fluido, el aire que llega al túnel no es laminar debido a
que en la salida del ventilador no es uniforme el flujo de aire, un difusor con
las medidas adecuadas modifica el flujo de caótico (Ruiz & Curicama, 2013).
Se calculó la velocidad en el área del ducto mediante la Ecuación 38
𝑣2 =𝐴1∗𝑣1
𝐴2 [38]
Donde:
𝑣2: velocidad de flujo en el ducto [m/s].
𝑣1: velocidad de flujo en el ventilador [m/s].
A1: área del ventilador [m2].
A2: área del ducto [m2].
El área se calcula mediante la Ecuación 39.
𝐴 = 𝑏 ∗ ℎ [39]
Donde:
A: área [m2].
b: base [m].
h: altura [m].

62
Substituyendo los datos en la Ecuación 28 se obtiene el área del ventilador.
b1=0,060 m
h1=0,06 m
A1=3,6x10-3 m2
Remplazando los siguientes datos en la Ecuación39 se encuentra el área del
ducto A2.
b2=0,64 m
h2=0,25 m
A2=0,16 m2
Reemplazando los valores en la Ecuación 38 se encontró la velocidad de flujo
en el ducto.
v1=5,50 m/s
A1=3,6x10-3 m2
A2=0,16 m2
v2=0,12 m/s
A continuación, se calculó el perímetro mojado en la sección del ducto
reemplazando los valores en la Ecuación 37.
b2=0,64 m
h2=0,25 m
PM2=1,78 m
Reemplazando el perímetro mojado se calculó el radio hidráulico mediante la
Ecuación 36.
A2=0,16 m2
PM2=1,78 m
R2=9x10-2 m
Se obtiene el número de Reynolds reemplazando los valores hallados en la
Ecuación 35.
RE=19191,39
Por lo tanto, el flujo en el ducto es laminar debido a que el número de Reynolds
es menor a 2000.

63
El caudal de aire se calcula mediante la Ecuación 40.
𝑄 = 𝐿 ∗ 𝐻 ∗ 𝑣 [40]
Donde:
Q: caudal del aire [m3/s].
L= longitud del ducto [m].
H: altura del ducto [m].
v: velocidad a la que fluye el aire en el ducto [m/s].
L=1,40 m H=0,25 m
V=5,50 m/s Q=1,9 m3/s
Como se muestra en la Figura 37, al someter a una viga a una carga esta se
deforma y puede fallar si no se dimensiona correctamente.
Figura 37. Ejemplo de viga (Mott, Salas, Flores, & Martínez, 2009)
Se realizó el diseño de las vigas a través de una herramienta de cálculo CAE.
Se consideraron las reacciones calculadas anteriormente (RAy y RBy) y el
peso de los elementos descritos en la Tabla 4

64
Tabla 4. Masa y peso de los componentes del sistema del túnel de calor
Partes Masa [Kg] Peso[N]
rodillo y eje motriz 3,19 31,29
rodillo y eje conducido 3,09 30,31
Ducto 13,56 133,02
Difusor 3,00 29,43
Banda 6,21 60,92
Motor 1,25 12,26
Ventilador 0,03 0,30
Laterales 11,60 113,80
Rodamientos 0,09 0,88
carga de la banda 0,062 0,61
Peso total [N] 412,83
El peso total de los componentes del túnel de calor y de la banda de transporte
es de 412,83 N.
En la Tabla 5, se muestran los valores ingresados en el software CAE.
Tabla 5. Datos para cálculo de vigas estáticamente determinadas en un software CAE.
Tipo de apoyo Apoyo en dos puntos
Longitud al primer punto de apoyo I1= 0,215 m
Longitud al segundo punto de apoyo I2= 1,185 m
Longitud de la viga I= 1,4 m
Distancia a la sección transversal considerada x= 0,03 m
Tipo de forma de sección transversal Rectangular
Ancho b= 0,03 m
Alto h= 0,03 m
módulo de elasticidad G= 206842,8 MPa
módulo de corte G= 79289,74 MPa
Fuerzas y cargas distribuidas
Distancia [m] Valor [N] Alfa beta
0,7 412,83 30 90
1,38 21,63 210 100
0,05 19,22 210 100

65
Se consideró un tubo cuadrado de 3cm con un espesor de 2 mm de acero
A36, el cual cumple con las especificaciones requeridas para soportar las
cargas que actúan sobre las vigas y por su disponibilidad en el mercado.
En la Tabla 6, se presentan los valores obtenidos como resultado del análisis
de vigas estáticamente determinadas.
Tabla 6. Resultados de vigas estáticamente determinadas obtenidos del software MDesign.
Factores de la Fuerza en la sección transversal deseada
Reacción en el primer punto de apoyo R1y= 94,28 N
Reacción en el segundo punto de apoyo R2y= 92,02 N
Reacción en el primer punto de apoyo R1z= -163,29 N
Reacción en el segundo punto de apoyo R2z= -159,39 N
Reacción debido a fuerzas de tracción Rt= 7,09 N
Factores de la fuerza máxima e los planos YOX y ZOX a la longitud de la viga
Fuerza de corte máxima en el plano YOX Vymax= 103,74 N
Distancia al punto donde Vzmax se produjo x= 0,216 m
Fuerza de corte máxima en el plano ZOX Vzmax= 179,69 N
Distancia al punto donde Vymax se produjo x= 0,216 m
Momento de flexión máxima en el eje YOX Mzmax = 51,88 Nm
Distancia al punto donde Mzmax se produjo x= 0,7 m
Momento de flexión máxima en el plano ZOX Mymax = 89,86 Nm
Distancia al punto donde Mymax se produjo x = 0,7 N
Fuerza de tracción máxima Fmax = 3,76 N
Distancia al punto donde Fmax se produjo x = 0,034 m
Momento de torsión máximo Tmax = 0 Nm
Distancia al punto donde Tmáx se produjo x= 0 N
Deformaciones en la sección transversal deseada
Deflexión en el plano YOX Fy 1,73x10-4 m
Deflexión en el plano ZOX Fz (-)3,0X10-4 m
Pendiente en el plano YOX Ɵy (-)9,4x10-4 rad
Pendiente en el plano ZOX Ɵz 1,62x10-3 rad

66
Se puede observar los valores de las reacciones en cada punto de apoyo, las
fuerzas máximas que soportarán las vigas y la deformación que se produce
por la acción de las mismas.
Se realizó el diseño de las columnas a través de la herramienta de cálculo
MDesign, considerando los pesos descritos en la Tabla 7.
Tabla 7. Masa y peso de los componentes del sistema de transporte, túnel de calor y vigas.
Partes Masa [Kg] Peso[N]
rodillo y eje motriz 3,19 31,29
rodillo y eje conducido 3,09 30,31
ducto 13,56 133,02
difusor 3,00 29,43
banda 6,21 60,92
motor 1,25 12,26
ventilador 0,03 0,30
laterales 11,60 113,80
rodamientos 0,09 0,88
Carga de la banda 0,062 0,61
Viga 2,46 24,1326
Peso total [N] 436,97
El peso del sistema de transporte, túnel de calor y vigas es de 436,97 N.
En la Tabla 8 se presentan los datos ingresados en el programa de diseño de
columnas.
Tabla 8. Datos para cálculo de vigas estáticamente determinadas en el software MDesign.
Longitud de la columna L= 1,15 m
Constante que depende del extremo fijo K = 0,65
Límite elástico Sy= 248,21 Mpa
Módulo de elasticidad E= 206842,8 Mpa
Carga admisible Pa= 436,96 N
Factor de diseño de la carga N= 3

67
Se utilizó el valor del límite elástico, módulo de elasticidad de un perfil
cuadrado de acero A36 y una altura de 1,15m debido a los requerimientos del
diseño. Como se muestra en la Figura 38, debido a que la columna es
empotrado-empotrada la constante K es igual a 0,65 (Mott, 2006).
Figura 38. Valores de K para obtener longitud efectiva en columnas. (Mott, 2006)
En la Tabla 9 se presentan los valores obtenidos a través del programa
MDesign como resultado del diseño de columnas.
Tabla 9. Resultados de diseño de columnas mediante un software CAE.
Área Columna A= 67,13 mm2
Constante de columna Cc= 128,26
Radio de giro r = 0,002 m
Relación de esbeltez KL/r= 323,37
La columna es Larga
Diámetro de la columna redonda D= 0,01 m
Carga de pandeo crítico Pcr= 1310,88 N
El resultado del análisis es que la columna es larga y el área de la columna
mínimo es de 67,13 mm2.. La carga de pandeo crítico es de 1310,88 N.
Después de obtener las especificaciones necesarias para el diseño del
sistema de transporte y túnel de calor, se realizó el modelado 3D en un
programa CAD como se muestra en la Figura 39 y los planos respectivos se
presentan en el Anexo 7.

68
Figura 39. Isometría en 3D del túnel de calor con banda de transporte.
Mediante un programa CAD se puede presentar el modelado final de la
máquina con las dimensiones calculadas anteriormente y los materiales
seleccionados. Se muestran las soldaduras, pernos, el túnel de calor formado
por el difusor, ventilador y niquelinas, el mecanismo de transporte formado por
el motor, ejes, rodamientos y la banda. El diseño 3D permite realizar
correcciones y mejoras de acuerdo a las necesidades del cliente.
4.3 ANÁLISIS POR ELEMENTOS FINITOS
El método de cálculo numérico basado en ecuaciones diferenciales para
resolver problemas de ingeniería; divide al objeto a estudiar en elementos
definidos mediante nodos formando una malla, la cual define la geometría a
ser analizada. En el cuerpo mallado se analiza el comportamiento en cada
nodo asumiendo cualquier punto interno dada ciertas condiciones como son
las propiedades del material (J. Cedillo & Marín, 2015).
Se realizó el análisis de flujo de aire mediante la dinámica de fluidos
computacional que es una parte integral para el entorno de diseño en
ingeniería y análisis para predecir el comportamiento de procesos antes de su
fabricación. Se utilizó un programa CAE para simular el flujo que proporciona
el sistema de ventilación del túnel de calor diseñado anteriormente.

69
Se realizó el análisis de flujo utilizando el modelo CAD diseñado, como se
muestra en la Figura 40.
.
Figura 40. Diseño CAD para simulación de flujo de aire.
Se modificó el diseño 3D debido a requerimientos del programa CAE. El
dominio de la geometría se definió como un fluido.
Como se muestra en la Figura 41, se realizó el mallado de la geometría
importada.
Figura 41. Mallado de túnel de calor para simulación de flujo de aire.
EL programa CAE utilizado tiene un módulo de mallado semiautomático, el
cual genera una malla híbrida de prismas y tetraedros, se refinó la malla para
mejorar la convergencia de la solución.
Se definieron los parámetros en los que el túnel de calor trabajará, de acuerdo
a los cálculos realizados en el diseño mecánico. El modelo del fluido es del

70
tipo laminar. Se ingresaron los límites de frontera de la geometría como se
muestra en la Figura 42.
Figura 42. Límites de frontera del modelo CAD.
Como se muestra en la Figura 43, se define que el fluido que va a moverse a
través del ducto es aire, el movimiento se definió como estacionario, la presión
de referencia es de 1 atm, el modelo de energía térmica fue seleccionad,
modelo del flujo es laminar
Figura 43. Definición del dominio para simulación de flujo.
Se especifica la entrada, salida y paredes internas por donde circulará el aire.
Se ingresaron los datos de la velocidad de circulación de aire proporcionada
por el ventilador seleccionado en el diseño.

71
Como se ve en la Figura 44, se ingresaron los datos de la velocidad de
circulación de aire que proporciona el ventilador seleccionado en el diseño, de
5,5 m/s en la entrada del difusor diseñado y la temperatura referencial de las
niquelinas de 40 grados Celsius. Se definió la salida del túnel de calor y se
definió la velocidad de salida de flujo de 1m/s, también se especificó que el
diseño no tiene pared de dezlizamiento.
Figura 44. Configuración de entrada de flujo.
Como se muestra en la Figura 45, la simulación térmica del túnel de calor fue
realizado bajo las condiciones normales de temperatura ambiental, a través
de un programa CAE.
Figura 45. Configuración CFX termal

72
La configuración se realizó de forma modular para procesar la información
ingresada en el programa.
El modelo fue importado desde el programa CAD, el cual fue modificado
debido a requerimientos del programa CAE, como se muestra en la Figura 46.
Figura 46. Diseño CAD para simulación térmico.
El dominio de la geometría se definió como un sólido y el material de acero,
se pueden modificar operaciones del modelo 3D para facilitar el análisis.
Como se muestra en la Figura 47, se realizó el mallado de la geometría
importada.
Figura 47. Mallado de túnel de calor para simulación térmica

73
Se insertó un método que permite generar una malla de tetraedros y se refinó
la malla para mejorar la convergencia de la solución. Se crearon secciones
del modelo para definir los límites de frontera.
En la Figura 48, se muestra como se definió el tipo del dominio que es sólido
debido a que se eligió el túnel de calor, el material que es acero.
Figura 48. Definición del dominio para simulación de temperatura
Como se muestra en la Figura 49 Se definió la entrada que se encuentra en
la parte del difusor, el cual es del tipo pared y la temperatura puede llegar
hasta los 40 grados Celcius. La salida del tunel de calor tambien es tipo pared
y su temperatura pude ser minimo 30 grados Celcius.
Figura 49. Configuración de entrada y salida de temperaturas

74
Se solucionó cada modelo ingresado en el programa CAE. Después del
procesamiento de los parámetros, el programa permite la visualización de los
resultados de las predicciones de la distribución de calor y del flujo el túnel
de calor.
4.4 DISEÑO DEL SISTEMA DE CONTROL
Usando los requerimientos planteados anteriormente para la producción de
las tarjetas de identificación, se realizó un sistema de control y una simulación
Hardware in the loop (HIL) en el programa Matlab-Simulink, el cual permite
observar el comportamiento del modelo de la planta y el sistema integrado
bajo las condiciones consideradas para su funcionamiento. El modelado de
todos los sistemas dinámicos relacionados con la planta prototipo y la
verificación del correcto funcionamiento del sistema de control es fundamental
en el diseño (Andrade Moreira & Cortez Bohorquez, 2012).
Como se muestra en la Figura 50, la activación de la simulación de la planta
se la realizó mediante un pulsador principal.
Figura 50. Simulación del sistema de control de la planta de sedación de
barniz UV.
Cuando se enciende la fuente de alimentación de 24 V DC que activa al motor
de la banda de transporte y al sistema de control de temperatura que
comprende la niquelina y el sensor de temperatura. Mediante un regulador de
voltaje a 12 V DC se enciende el ventilador del túnel de calor, el cual provee
el flujo de aire necesario para el proceso de sedación.

75
Se diseñó el sistema de control de temperatura mediante diagrama de
bloques, como se muestra en la Figura 51.
Figura 51. Control de temperatura por histéresis en Matlab-Simulink.
El sistema de control se encarga de regular la temperatura del proceso de
sedación del barniz UV sobre las tarjetas de identificación por medio del
encendido y apagado con control por histéresis del sistema de acuerdo a la
temperatura recomendada por el fabricante de barniz de 30 a 40 grados
Celsius. El sensor de temperatura se deberá ubicar al final del túnel, debido a
que no se debe sobrepasar la temperatura de 40 grados Celcius.
Como se muestra en la Figura 52, el sistema es alimentado con una fuente de
24 VDC. Un relé activa la niquelina tubular, mostrada en el Anexo 8.
Figura 52. Diagrama de control de temperatura.
La niquelina se mantiene encendida mientras la temperatura se encuentre
dentro del rango de trabajo del barniz UV. El sensor de temperatura PT100
del tipo RTD, mostrado en el Anexo 9, transmite el valor medido y lo compara

76
con el valor programado de esta forma se apaga la niquelina cuando el valor
es mayor a los límites establecidos y este proceso se realiza de manera
continua.
El sistema de control utilizado para la automatización de la banda es del tipo
encendido-apagado, como se observa en la Figura 53.
Figura 53. Diagrama de control de la banda de transporte.
El motor es controlado por un interruptor que envía 24 VDC a un generador
de PWM configurado a una frecuencia de 4 kHz, el cual permite que un puente
H active el motor en rampa, es decir que la velocidad se incremente desde 0
a 50 rpm de forma progresiva. Esta velocidad fue calculada en el diseño
mecánico de la banda de transporte para el proceso de sedación del barniz
UV.
4.5 SIMULACIÓN DE LA PLANTA.
Se validó el sistema de control de la banda de transporte y del sistema de
temperatura de la planta, para determinar si el diseño es adecuado en los
procesos reales. Es por esto se verificó que el hardware soporta al software
desarrollado. Para esto se utilizó Hardware in loop el cual permite realizar una
simulación previa y en paralelo con el desarrollo del sistema (F. Casellas,
Piqué, & Martínez, 2014).
Para los ensayos se implementó un hardware externo junto a una
interconexión con un equipo informático, se trabajó en tiempo real, para
simular el sistema diseñado en el presente proyecto. Como se muestra en la

77
Figura 54, se utilizó la librería ArduinoIO en Matlab-Simulink que permite
enviar señales al Arduino Mega 2560 para verificar el comportamiento del
sistema de control de temperatura el cual trabaja dentro del rango de
temperatura especificado por el fabricante de barniz UV, el sistema de control
de ventilación y de transporte.
Figura 54. Interface Matlab-Arduino.
El montaje experimental corresponde al mostrado en la Figura 55.
Figura 55. Hardware de prueba
Se utiliza una computadora para compilar el programa elaborado en Matlab y
se los envío a la tarjeta Arduino Mega 2650. La implementación del hardware
de pruebas incluye dos motores DC 5V activados por dos TIP 122, dos

78
resistencias de 1kOhm y dos diodos 1N4007, que representan el ventilador y
el sistema de la banda de transporte, además, un led amarillo que representa
la niquelina y un pulsador que enciende el sistema.

5. ANÁLISIS DE RESULTADOS

79
A continuación, en la Figura 56, se muestra el análisis del proceso para la
obtención de las tarjetas PVC mediante impresión tipo offset con tintas UV;
Se realizan varias etapas para obtener un acabado permanente y de calidad,
las tres fases son la pre-impresión, impresión y post-impresión.
Figura 56. Fases para la obtención de tarjetas PVC.
La pre-impresión constituye el diseño de la imagen, la selección de las tarjetas
de identificación, el tipo de impresión offset, las tintas y barnices UV, el
bosquejo de los moldes para el impreso, y las pruebas de impresión.
La tirada de impresión se realiza sobre las tarjetas de identificación con la tinta
UV mediante la impresora offset y por medio de una banda de transporte
pasan por una lámpara de luz ultravioleta para que se seque la tinta, este
proceso se realiza varias veces.

80
En la etapa de post-impresión se realiza el barnizado utilizando la planta de
impresión, cuando las tarjetas con el barniz UV cruzan por la banda de
transporte, el túnel de calor debe estar encendido para lograr un toque estético
que protege el color del diseño de rayones y finalmente pasan por luz
ultravioleta para que seque el barniz.
5.1 RESULTADOS DEL DISEÑO MECÁNICO.
Para el análisis del funcionamiento del sistema dinámico del sistema de
transporte se especificó la longitud medida de centro a centro de los rodillos
de 1,30 m. La banda seleccionada es de poliuretano modelo Souplex verde
SXBG3.
EL barniz UV marca UNICO en su gama Ecoplast-E se expone a temperaturas
entre 30 a 40 °C y el tiempo de exposición será de 10 segundos. La longitud
de la banda es de 2,76m.
La velocidad lineal periférica de la banda de transporte es de 0,13 m/s, la
tensión de la banda, considerando una carga de 0,60 N es de 0,36 N. La
velocidad angular de los ejes es de 49,66 RPM. El motor que mueve la banda
tiene una potencia de 4,14 W, y un torque de 5 Nm.
Se determinaron las fuerzas que van a actuar sobre el eje motriz que tendrá
una longitud de 0,75m. El eje conducido una longitud de 0,70m. Las
especificaciones para el diseño del cilindro y el eje son las siguientes:
Material Acero A36.
Masa 3,95Kg.
Resistencia a la fluencia (Sy) 250MPa.
Resistencia a la tensión (Su) 400MPa.
Diámetro 0,05m
Se seleccionó el ventilador axial para la circulación del aire en el ducto, y se
diseñó un difusor para obtener un flujo laminar. Se validaron las dimensiones

81
del túnel con un difusor y se verificó que el flujo es laminar debido a que el
número de Reynolds es 1991,39.
Se realizó el diseño de las vigas y se verificó que para la estructura del túnel
de calor se utilizará un tubo cuadrado de 3cm, con un espesor de 2 mm de
acero A36, el cual tendrá una longitud de 1,40 m.
Se realizó el diseño de las columnas, los resultados muestran que la columna
es larga. Se utilizará un perfil cuadrado de 3cm, con un espesor de 2 mm de
acero A36, con una altura de 1,15m.
Después de realizar los cálculos del modelo mecánico, se realizó el modelado
en el programa CAD, en el Anexo 7 se presentan los planos del túnel de calor
con banda de transporte.
5.2 RESULTADOS DE LA SIMULACIÓN POR ELEMENTOS
FINITOS
Como se presenta en la Figura 57, se procedió con el cálculo de los resultados
del modelo seleccionado, obteniendo la convergencia del modelo.
Figura 57. Solución del flujo laminar en el programa CFX
El solucionador proporciona información sobre el progreso de la convergencia
y permite ver de forma dinámica los criterios seleccionados. Se ejecuta en
modo de alta precisión logrando predicciones precisas del flujo establecido.
Los resultados de las predicciones del flujo laminar se muestran en la Figura
58.

82
Figura 58. Simulación de flujo laminar.
Se observa en la Figura 59, el comportamiento de la velocidad del flujo, la
velocidad baja rápidamente en la zona del difusor y tiende a conservar la
velocidad en el ducto del túnel, de esta manera se obtiene un flujo laminar
continuo.
Figura 59. Velocidad de flujo vs posición
El difusor de aire reduce la velocidad del flujo producido por el ventilador
seleccionado y lo convierte en flujo laminar, ingresa el flujo de aire con una
velocidad de 5,5m/s y en el túnel de calor la velocidad se reduce a
aproximadamente de 1m/s.

83
Se presenta una vista lateral en la Figura 60.
Figura 60. Vista lateral de la simulación de flujo del fluido
La distribución del flujo cumple la función de hacer circular el aire en el ducto,
con el fin de eliminar los vapores emitidos por el barniz UV en la fase de
sedación.
Como se presenta en la Figura 61, se procedió con el cálculo de los resultados
del modelo, obteniendo la convergencia del modelo.
Figura 61. Solución térmica en el programa CFX.
Se calculó la transferencia de calor con los datos ingresados y se
determinaron los límites de las temperaturas en la parte externa e interna del
túnel.
Se indica la información sobre el comportamiento de la temperatura en la parte
exterior del túnel, como se muestra en la Figura 62.

84
Figura 62. Simulación térmica del túnel de calor en la zona exterior.
La temperatura se muestra en grados centígrados a la izquierda de la ventana
del programa, y en el modelo 3D del túnel de calor se observa la transferencia
de calor a través de la superficie externa.
En la Figura 63, se muestran los resultados en la zona interior del túnel.
Figura 63. Simulación térmica del túnel de calor en la zona interior.
El rango de temperatura se encuentra dentro de los límites de trabajo del
barniz UV, en el modelo 3D del túnel de calor se observa la transferencia de
calor a través del interior del túnel en la Figura 64.

85
Figura 64. Simulación térmica del túnel de calor en la zona exterior.
Como se muestra en la Figura 65, los valores más altos de temperatura se
encuentran en la parte proximal a las niquelinas.
Figura 65. Comportamiento de la temperatura El flujo de aire se dispersa a través del túnel de forma homogénea, se puede
observar el valor de las temperatura en el tramo del ducto del túnel de calor,
el cual varía en un rango de 38 a 30 grados Celcius.
En la Figura 66, se muestran los resultados en la zona interior del túnel.

86
Figura 66. Simulación térmica del túnel de calor en la zona interior.
Los resultados muestran que los valores de temperatura dentro del túnel de
calor se encuentran de 30 a 40 grados Celsius, la temperatura más alta se
encuentra en la parte proximal a las niquelinas, y se transfiere a lo largo del
túnel hasta alcanzar los 30 grados Celsius.
5.3 VALIDACIÓN DEL DISEÑO DE CONTROL
En el programa Matlab se elaboró el sistema de control de la banda de
transporte, sistema de ventilación y control de temperatura, usando las
librerías de Simscape para simulación de sistemas mecánicos y electrónicos,
como se presenta en la Figura 67.
Figura 67. Simulación del sistema de control.

87
El sistema de control de temperatura se elaboró en base a un control
encendido-apagado por histéresis, El rango de operación se encuentra entre
30 y 40 grados Celsius. El sistema de control de ventilación y de la banda de
transporte se enciende al activar el pulsador de encendido, mismo que
enciende el ventilador y el motor alcanzando una velocidad de 2100rpm y
50rpm respectivamente.
El resultado de la simulación cuando la temperatura es menor a 40 grados
Celsius, se muestra en la Figura 68.
Figura 68. Simulación del sistema de control con una temperatura menor a 40 grados Celsius.
La niquelina se energiza cuando el sensor de temperatura se encuentra en
valores menores de los 40 grados Celsius, marcando 24V en el indicador de
simulación.
El resultado de la simulación cuando la temperatura es mayor a 40 grados
Celsius, se muestra en la Figura 69.
Figura 69. Simulación del sistema de control con una temperatura mayor a 40 grados Celsius.

88
La niquelina se apaga cuando el sensor de temperatura se encuentra en
valores mayores de los 40 grados Celsius, marcando 0V en el indicador de
simulación. Este proceso se realiza de forma continua para mantener la
temperatura dentro del rango requerido.
5.4 SIMULACIÓN DE PLANTA
En la Figura 70, se muestra el comportamiento del sistema cuando la
temperatura se encuentra fuera del rango de trabajo especificado por el
fabricante del barniz UV. Al activar con el pulsador principal el sistema, se
enciende el motor de la banda de transporte, el ventilador y la niquelina hasta
que la temperatura sea estable y su valor se encuentre entre 30 a 40 grados
Celsius.
Figura 70. Simulación de la planta con niquelina activada.
En la Figura 71, se muestra el comportamiento del sistema cuando la
temperatura llegue al valor de 40 grados Celsius, establecido en las
condiciones de funcionamiento del sistema control de temperatura.

89
Figura 71. Simulación de la planta con la niquelina desactivada.
Este proceso es repetitivo mientras se encuentre activo el sistema del túnel
de calor con banda de transporte, el uso de un sistema con histéresis permite
encender o apagar la niquelina dentro del rango de trabajo, con el sistema de
pruebas de hardware in loop se puede ajustar la histéresis para buscar
eficiencia en el sistema, en este caso el punto de referencia es de 40 grados.

6. IMPACTO AMBIENTAL

90
Se llama evaluación de impacto ambiental al análisis, previo a la ejecución, de
las posibles consecuencias de un proyecto sobre la salud ambiental, la
integridad de los ecosistemas y la calidad de los servicios ambientales.
6.1 ESTUDIO DE IMPACTO AMBIENTAL
Se realizó el estudio de impacto ambiental, en la Tabla 10. Ficha de
información del proyecto., se muestra la información del proyecto.
Tabla 10. Ficha de información del proyecto.
FICHA TECNICA DE INFORMACION DEL PROYECTO
NOMBRE DEL PROYECTO
Diseño de un túnel de calor para un sistema de impresión tipo offset con tintas UV para tarjetas PVC y automatización de la banda de transporte.
TIPO DE SERVICIO O ACTIVIDAD: Artes gráficos e imprenta
FECHA:29/11/2015
LOCALIZACION DEL PROYECTO
PARROQUIA: Iñaquito DIRECCION: Alemania N32-232 y Guayanas 1er piso
SECTOR PLANEAMIENTO COORDENADAS WGS84
X: -0.1870706
Quito 0°11'14.7"S 78°29'20.1"W
Y:- 78.4896094
CODIGO CIIU DE LA ACTIVIDAD 2812
AREA DE OCUPACION Y SUPERFICIE DE CONSTRUCCIONES
Galpón de 10m2
NOMBRE DEL GERENTE REPRESENTANTE LEGAL
Francisco Muñoz Gloria Aguilar
DIRECCION TELEFONO PAGINA WEB/CORREO ELECTRONICO
Alemania N32-232 y Guayanas 1er piso
022-254-7649 / 022-323-8938
NOMBRE DEL CONSULTOR DIRECTOR/ COMPAÑIA CONSULTORA
REPRESENTANTE LEGAL
Pro ambiente Katherine Muñoz
DIRECCION TELEFONO/FAX PAGINA WEB/CORREO ELECTRONICO
Manuela Sáenz N34-346 y Abelardo Moncayo
022-603-5579 [email protected]
EQUIPO TECNICO DE CONSULTORIA:
■Katherine Muñoz

91
Se realizó el análisis de factibilidad de la creación de un túnel de calor para
un sistema de impresión tipo offset con tintas UV para tarjetas de identificación
y automatización de la banda de transporte para una empresa ubicada en el
norte de la ciudad de Quito. Las imprentas son reguladas por el Ministerio del
Ambiente, se busca reducir el consumo de agua, contaminación, energía, la
generación de residuos, emisiones atmosféricas, ruido y contaminación del
suelo a través de una guía de prácticas ambientales. Se espera contribuir con
el cuidado del medio ambiente y la salud de las personas ofreciendo productos
personalizados, amigables con el medio ambiente y novedosos para los
clientes.
Como se muestra en el Anexo 11, se determinaron las áreas que son
importantes para la realización del proyecto y su interacción con las fases del
mismo, además, se analizaron las matrices de valoración, magnitud,
importancia y severidad para identificar los problemas en una planta de
impresión offset.
Las imprentas generan contaminantes orgánicos, pueden generar problemas
al medio ambiente y a la salud del personal que trabaja con estas sustancias.
Algunos compuestos químicos vienen de las tintas, adhesivos y disolventes.
Las tintas curables por energía no están compuestas de solventes
tradicionales, es decir, que no hay emisiones de compuestos orgánicos
volátiles que contaminen el aire.
La planta de impresión genera ruido, el cual puede alcanzar valores de hasta
89 dBA; No afecta al ambiente exterior, se concentra en la planta y puede
causar malestar en los trabajadores si no usan protección auditiva. Además
el responsable del área debe supervisar el uso de esta protección, para evitar
enfermedades ocupacionales. El ruido puede ser minimizado en lugares
donde lo requieran utilizando barreras interiores o cerramientos alrededor del
equipo.
Para el manejo de los desechos sólidos se propuso como medida preventiva
la racionalización de la utilización de insumos, la reutilización y reciclaje con

92
el fin de tener menor impacto ambiental y cumplir con las leyes emitidas por
el Ministerio del Ambiente. Los residuos serán clasificados y los operarios
recibirán capacitaciones sobre como tener un manejo adecuado de los
productos, materia prima y procesos para reducir la contaminación.
Se procurará la adquisición de productos amigables con el medio ambiente.
Las tarjetas de identificación pueden ser recicladas, este producto genera un
cuidado del medio ambiente directo ya que los desechos no pasan a zonas
de basura, poseen propiedades similares a las del PVC normal, la diferencia
está en la tonalidad del plástico. Es un producto ideal para procurar la no
utilización de nuevos recursos naturales.
La tintas y barnices UV curables tiene bajas emisiones de compuestos
orgánicos volátiles y ofrecen una alta duración. Existen tintas UV a base agua
y base látex prácticamente inodora y completamente libres de contaminantes,
proporcionan colores vivos y la misma durabilidad que las anteriores. Las
emanaciones de gases provenientes de la impresión sobre tarjetas de
identificación serán evacuados mediante los sistemas de ventilación que se
recomienda utilizar en imprentas.
El almacenamiento de los suministros como planchas de metal, tintas y
barnices UV debe ser adecuado para evitar su deterioro. El lugar de
almacenaje deberá cumplir con las normas estipuladas para evitar derrames
y filtraciones al suelo.
El plan de manejo ambiental es una herramienta que tiene por objeto dar una
guía para el manejo correcto de los equipos y residuos. Al estudiar las fases
de producción se puede identificar los procesos que tienen residuos donde
desperdician la mayor cantidad de tarjetas de identificación y tintas UV. Los
operarios cumplirán con normas de seguridad en cuanto a la vestimenta,
manejo de químicos y maquinaria. Podrán acudir al médico de personal si
presentan síntomas de enfermedades respiratorias, oftalmológicas por
ejemplo conjuntivitis o irritación, dolores de cabeza, vértigos, incremento en
alergias y náuseas.

93
Se evaluaron los resultados, verificando la factibilidad del proyecto debido a
que los procesos productivos generan un bajo impacto al medio ambiente y
que los empleados contarán con una planta de trabajo adecuada para realizar
sus actividades con comodidad y seguridad. Mediante capacitaciones se
informará a los colaboradores las ventajas de aplicar una producción eficiente,
limpia y la motivación para seguir generando ideas de mejora para la empresa
y el medio ambiente.

7. CONCLUSIONES Y RECOMENDACIONES

94
CONCLUSIONES.
En el presente trabajo se ha elaborado cumpliendo con los
requerimientos de la empresa Spondylus Cia. Ltda. Los resultados del diseño
mecánico, análisis del proceso de impresión, diseño del sistema de control y
simulación por el método de elementos finitos del prototipo de un túnel de
calor han sido satisfactorios debido a que las simulaciones se acercan al rango
de trabajo especificado en este tipo de equipos utilizados para la elaboración
de tarjetas de identificación personalizadas mediante impresión offset con
tintas UV.
Luego de haber realizado un análisis completo del proceso de
producción de tarjetas de idenificación mediante impresión tipo offset con
tintas UV, se determinó que no existía una etapa de sedación del barniz UV
automatizada y continua, por lo tanto, el presente trabajo se enfocó en el
desarrollo del túnel de calor con banda de transporte, lo cual permite un
sistema de impresión y secado continuo.
En el diseño mecánico se consideró que el material para la
construcción de la estructura del sistema del sistema de transporte será de
ASTM Acero A36 y la tapa que forma el túnel de calor se construiré con AISI
1020 Acero laminado en frio debido al costo y a las propiedades mecánicas.
Para el sistema de control de la banda de transporte se tomaron en
cuenta las cargas mecánicas calculadas a las que estará sometido el
motorreductor seleccionado y en mediante programación de bloques se
diseñó el sistema de control encendido-apagado para mantener la velocidad
de 5 m/seg calculada para el proceso de sedación del barniz UV.
La implementación del presente proyecto con el sistema de impresión
puede dar una solución viable a la demanda de tarjetas de identificación con

95
diseños personalizados aumentando la versatilidad en la elección del tamaño,
forma, grosor, material y textura del sustrato a utilizarse.
El sistema de control de temperatura desarrollado trabaja dentro del
rango especificado por el fabricante del barniz UV, que es de 30 a 40 grados
Centígrados, para esto, se utilizó un control encendido-apagado por histéresis
el cual permite mantener al túnel de calor dentro del rango de trabajo. EL
comportamiento de la radiación de temperatura fue simulada en un programa
CAE con la herramienta Steady-Thermal validando que el túnel de calor
trabaja bajo el rango especificado por el fabricante de barniz UV.
Se diseñó un sistema de ventilación para el túnel de calor, el cual
cumple la función de eliminar la humedad generada por el calor aplicado, para
que el flujo de aire proporcionado por ventilador seleccionado sea laminar se
diseñó un difusor. A través de un programa CAE con la herramienta CFX se
verificó que el flujo de aire que circula en el túnel de calor es uniforme y de
baja velocidad facilitando la sedación del barniz UV.
La programación en diagramas de bloques permitió ahorrar recursos
del sistema, el programa es una herramienta que permite simular el
comportamiento tanto mecánico como electrónico del diseño. Mediante el
programa se realizó una validación experimental que mostró que el
funcionamiento del software elaborado sobre el hardware a ser usado en el
prototipo es factible.

96
RECOMENDACIONES.
Se puede realizar mejoras al modelo presentado luego de la
construcción de un prototipo y la elaboración de pruebas de calidad del barniz
durante su operación. Para la validación experimental es ideal construir el
prototipo y probar el software diseñado, de esta manera se puede comparar
los resultados reales con los datos calculados en el presente trabajo.
Para mejorar el control de temperatura se puede utilizar sensores en
varios tramos del túnel de calor, además, se puede cambiar la distribución de
las niquelinas para aumentar la eficiencia del sistema.
En trabajos futuros se debe considerar la sincronización de las bandas
de transporte de la impresora y de la lámpara UV para obtener un sistema de
impresión continuo.
En el montaje del prototipo se debe considerar la instalación de un
sistema de extracción de aire para evitar que se concentren los gases
provenientes de las pinturas y barnices UV utilizados en la elaboración de
tarjetas.
El túnel de calor tiene varias aplicaciones, se puede modificar el diseño
para ser usado en procesos de termo-encogido, de acuerdo a los
requerimientos del producto a ser tratado.

97
BIBLIOGRAFÍA
AIDO. (2006). Tintas y disolventes respetuosos con el medio ambiente.
Retrieved 09 de noviembre 2014, from http://www.xn--eco-diseo-
s6a.net/script/photo/1325506879informeaidotintas.pdf
Alarcón Terán, A. F., & Mena Murillo, E. J. (2013). Implementación y
automatización de un túnel de calor para termoencogido de la empresa
Gamma Servicios.
Andrade, M. A., & Rasgado, H. (2006). Tunel de fotopolimerización para el
curado de papel tamaño doble carta Ingeniería Mecatrónica (Vol.
Ingeniería Mecatrónica). Mexíco, D. F.: Instituto Politécnico Nacional.
Andrade Moreira, M. A., & Cortez Bohorquez, A. A. (2012). Aplicación del
software Matlab/Simulink en la asignatura de fundamentos de
comunicación de la carrera de ingeniería en telecomunicaciones.
(Ingeniero en telecomunicaciones), Universidad Católica de Santiago de
Guayaquil, Ecuador.
Asnaghi, M. S. B. V., Laura Magdalena; Martino, Angel Ramón; Soca, Ana
Inés; Vigier, Leonel Pablo. (2010). Sistemas de impresión. Universidad
Nacional de La Plata, Argentina.
Aucancela Gaucho, C. E. C. C., Enma Natali. (2009). Diseño y
construcción de un secador de tunel para la deshidratación del maíz
(Ingeniero Químico), Escuela Superior Politécnica De Chimborazo,
Ecuador.
Barrachina, T. M., Miró, R., Vicent, S. C., Verdú, G. J., & Martínez, M.
(2011). Estudio de la estratificación de temperatura en la rama fría de un
PWR con el código CFD ANSYS-CFX.
Bermúdez, D. (2015). Desarollo de un simulador de procesos industriales
bajo configuración hardware in the loop para práctica-enseñanza de
control lógico y regulatorio mediante un PLC. Univeridad Nacional de
Colombia, Colombia.
Bishop, R. H. (2007). Mechatronic systems, sensors, and actuators:
fundamentals and modeling: CRC press.

98
Bolton, W., & Ramírez, F. J. R. (2001). Ingeniería de control: Marcombo.
Bresser. (2010). Máquinas offset. Retrieved 20 de junio de 2015, 2015,
from
http://www.bressermaquinas.com.br/homepage/buscarapida/5/0/0/160
Cano, A. R. (1999). Factores de competitividad en el sector de artes
gráficas en España. Dirección y organización: Revista de dirección,
organización y administración de empresas(21), 116-125.
Canut, A. (2008). Numero de Reylods. Mexico: Universidad
Iberoamericana
Carpio, R. E. (2014). Diseño y construcción de un sistema de producción
de envasado y sellado de botellas para perfumes de la empresa
"Recuerdos y fragancias". (Ingeniero Mecatrónico), Universidad
Técnológica Equinoccial, Ecuador.
Casellas, F., Piqué, R., & Martínez, H. (2014). Simulación mediante
"Hardware in loop" de un convertidor Buck. SAAEI.
Casellas, R., Piqué, R., Martínez, R., & Velasco, G. (2014). Simulación
mediante "hardware in loop" de un convertidor Buck. SAAEI.
Cedillo, J., & Marín, J. (2015). Estudio experimental y computacional
mediante CFD ANSYS del flujo de aire a través de techos de edificaciones
usando un tunel de viento. Universidad Politécnica Salesiana Cuenca.
Cedillo, J. A. (2015). Estudio experimental y computacional mediante CFD
ansys del flujo de aire a traves de techos de edificaciones usando un túnel
de viento. Universidad Politécnica Salesiana Sede Cuenca, Cuenca,
Ecuador.
Colorbar. (2014). La utilización de tintas y barnices de secado por rayos
Ultravioleta. Retrieved 07 de noviembre de 2014, from
http://www.interempresas.net/FeriaVirtual/Catalogos_y_documentos/8014
9/La-utilizacio--769-n-de-tintas-y-barnices-UV.pdf
Copel. (2014). Color e impresión OFFSET.
Cruz, M. G. (2014). Propuesta para un plan de reducción y control de
deshechos en el área de impresión, en una empresa dedicada a la

99
imprenta y litografía. (Ingeniería Mecánica Industrial), Universidad de San
Carlos de Guatemala, Guatemala.
Chouder, A., Silvestre, S., Taghezouit, B., & Karatepe, E. (2013).
Monitoring, modelling and simulation of PV systems using LabVIEW. Solar
Energy, 91(0), 337-349. doi:
http://dx.doi.org/10.1016/j.solener.2012.09.016
Díaz, M., & Saboyá, C. A. (2003). Desarrollo de un barniz de secado por
luz ultravioleta para el sector de las artes gráficas en Colombia.
Diaz, N. (2012). Transferencia de calor. Colombia.
Digitales, D. (2010). Técnicas de impresión. Retrieved 08 de julio de 2015,
2015, from http://aprendiendoconzkj.blogspot.com/2010/08/tecnicas-de-
impresion.html
Elsitdié, C., Gerardo, L., & Carrillo Sánchez, J. M. (2011). Consideraciones
del mallado aplicadas al cálculo de flujos bifásicoscon las técnicas de
dinámica de fluidos computacional.
Escalona, I. (2014). Diseño y manufactura asistidos por computadora.
México: Unidad Profesional Interdisciplinaria de Ingenieria y Ciencias
Sociales y Administrativas del Instituto Politécnico Nacional.
Espín, P. M. J. (2012). Diseño e Implementación de un Sistema de Control
Difuso y Comunicación Inalámbica Entre la Botonera y el Puente Grúa, en
el Taller de Mantenimiento Mecánico de la Empresa Repsol en el Bloque
16. Universidad Tecnológica Equinoccial, Quito, Ecuador.
Fluent, A. (2009). 12.0 Theory Guide. Ansys Inc, 5.
Frederiksen, A. (2013). Model-Based Design of Advanced Motor Control
Systems. Analog Devices, 1.
García de Oteyza, P. V. (2012). Sistemas de impresión Revista sectorial
de la ingeniería industrial, 24.
Gráfica, P. (2008). Offset Retrieved 08 de junio de 2015, 2015, from
http://ags2crn.blogspot.com/2008/12/offset-sin-agua-wterless.html
Higuera, A., Avila, A. M., & Cruz, J. A. (2010). Las tecnologías de
información y comunicación aplicadas en el sector de las artes gráficas
Diseño Gráfico (Vol. Tesis de pregrado). Bogotá: Universidad EAN.

100
Jimbo, E. R. (2011). Guía Multimedia del Proceso de Impresión Offset,
para estudiantes de diseño gráfico. Universidad Israel, Cuenca, Ecuador.
Jiménez, M. (2008). Automatización del proceso de igualación de color en
tintas UV para serigrafía (Tesis de pregrado), Instituto Politécnico
Nacional, Mexico, D.F.
Kelemenová, T., Kelemen, M., & Maxim, V. (2013). Model Based Design
and HIL Simulations American Journal of Mechanical Engineering, 1.
Lecta. (2013). Técnicas de impresión. Retrieved 08 de noviembre 2014,
from http://www.adestor.com/es-ES/Paginas/DetalleInfoTecnica.aspx
López, N. L. (2010). Reducción de demoras en el proceso de impresión en
una industria litográfica (Ingeniería Mecánica Industrial ), Universidad de
San Carlos de Guatemala, Guatemala.
Llumiguisin, N. F. (2015). Diseño, análisis y simulación de un sistema de
salida de gases de escape de un vehículo con motor de combustión interna
mediante la aplicación del método de elementos finitos en la dinámica de
fluidos. (Ingeniero Automotriz), Universidad Tecnológica Equinoccial,
Quito, Ecuador.
Martinez, J. C., & Andrade, J. E. (2013). Implementación de controladores
en sistemas retroalimentados usando electrónica embebida y simulación
Hardware in Loop. (MSc. Sistemas automáticos), Universidad Tecnológica
de Pereira, Pereira.
Mataix, C. (2006). Mecánica de fluidos y máquinas hidráulicas. Mexico.
Montero, A., Moya, M., & Guerrón, G. (2014). Real-time embedded control
system for a portable meteorological station GOING GREEN CARE
INNOVATION.
Morales, J. A., & Rodríguez, D. P. (2012). Diseño y construcción de un
túnel de secado de barniz mediante rayos Ultravioletas. (Ingeniería
Mecánica), Universidad Politécnica Salesiana, Quito, Ecuador.
Mott, R. L. (2006). Diseño de elementos de máquinas (4ta edición ed.).
Mott, R. L., Salas, R. N., Flores, M. A. R., & Martínez, E. B. (2009).
Resistencia de materiales: Pearson.

101
Muñoz, G. T. (2011). Las funciones y redes en una manufactura integrada
por computadora (CIM). Electrónica UNMSM.
National_Instruments NI. (2013). Metologia Diseño Mecatrónico. from
www.ni.com
Neira, O. (2011). Simulación numérica de la distribución de temperaturas
y flujo de aire en el horno de una cocina de uso doméstico Unidad de
Posgrados. Cuenca, Ecuador: Universidad Politécnica Salesiana
Ogata, K. (2010). Ingeniería de control moderna (Vol. Quinta edición).
España: Pearson.
Orellana, A. (2015). Diseño, análisis y simulación de una inyectora de
plástico de 60 gramos de capacidad mediante el método de elementos
finitos. Universidad Tecnológica Equinoccial, Ecuador.
Parra, J. R. (2014). Diseño de túnel de calor para enconger sellos plásticos
en la producción de envasado de vino. Universidad Autónoma de
Occidente, Colombia.
Piqué, R. (2010). La flexografía. Retrieved 15 de enero 2015, from
http://ixv.es/flexografia.php
Rodriguez, A. (2010). Simulación mediante el método de los elementos
finitos de una estructura metálica Ingeniería Mecánica. Madrid, España:
Universidad Carlos III de Madrid.
Rodriguez, M. (2015). Tampografia. Retrieved 05 de julio de 2015, from
http://www.tampestamp.com.ar/tampografia.htm
Rodríguez, P. (2013). El proceso básico de impresión OFFSET.
Guatemala: Universidad de San Carlos de Guatemala.
Ruiz, H., & Curicama, Á. (2013). Diseño y construcción de un tunel de
viento para pruebas aerodinámicas en vehículos para la escuela de
ingeniería automotriz. (Ingeniero Automotriz), Escuela Superior Politécnica
De Chimborazo, Ecuador.
Streeter, V. L., Wylie, B. E., Bedford, K. W., & Saldarriaga, J. G. (1988).
Mecánica de los fluidos (Vol. 9): McGraw-Hill.
Suárez, W. A., & Toscano, H. H. (2010). Diseño e implementación de un
sistema de control para repotenciar una máquina barnizadora de papel.

102
Torres, L. A. (2013). Diseño de un prototipo para la clasificación de cajas
con piezas de computadoras por su color para la empresa TECNICORP.
(Ingeniero en Mecatrónica), Univesidad Tecnológica Equinoccial, Ecuador.
United States Enveriomental Protection Agency, E. (2003).
Revestimientos, tintas y adhesivos curados con ultravioleta y haz de
electrones. Environmental Protection Agency.
Varela, A. E., & Calleja, F. (2006). Simulación y análisis termodinámico de
un proceso de purificación de HF en una planta de alquilbencenos lineales.
Revista de la Facultad de Ingeniería Universidad Central de Venezuela,
21, 71-81.
Velduque, M. J. (2011). Introducción a los sistemas de impresión en las
artes gráficas. Revista de Claseshistoria.

ANEXOS

103
ANEXO 1
Especificaciones técnicas de la banda de transporte

104
ANEXO 2
Hoja técnica de pintura y barniz UV

105
ANEXO 3
Especificaciones técnicas de las tarjetas de identificación

106
ANEXO 4
Especificaciones técnicas del motorreductor

107
ANEXO 5
Datos para selección de rodamientos

108
ANEXO 6
Datos técnicos del ventilador
DATOS TÉCNICOS
Dimensiones del ventilador: 60 x 60 x 12 mm
Velocidad del ventilador: 2100 RPM
Voltaje: 12 V
Conector: 3 pines
Peso: 31 g
Color: Negro

109
ANEXO 7
Planos

16 11
5
12
391318
17
7
1
10
8
6
C
2 31 4
B
A
D
E
Banda y TunelESCALA:
1:50
Edición Modificación Fecha Nombre
Dibujado
Revisado
Aprobado
Fecha Nombre
MATERIAL:TOLERANCIA: PESO [Kg]:
DIBUJO Nº: HOJA:FIRMA / EMPRESA:
UTE
07/06/2016 Katherine Muñoz
0.1
A4
ACERO A36, AISI 1020, AISI 1045
PLANO 1

N.° DE ELEMENTO NOMBRE DE PIEZA DESCRIPCIÓN CANTIDAD
1 Lateral Banda Izq y Der
Estructura Lateral tunel calor 2
3 Viga 64 estructura Viga estructural 25 Eje Motriz Rodillo motriz 16 Rodamiento 4220 Rodamientos ejes 4
7 Base Asiento Izq y Der Base tunel calor 2
8 Columna Base Base estructural 49 Viga 94 estructura Viga estructural 210 Eje Conducido Rodillo conducido 111 Difusor Difusor ventilador 112 Banda Banda poliuretano 1
13 Motor Motor DC 24V 1
16 Resistencia eléctrica
Resistencia eléctrica tunel de
calor2
17 Perno hexagonal M10-1.5
Perno tapa tunel de calor 6
18 Tornillo hexagonal M10
Tornillo sujeción motor 4
C
2 31 4
B
A
D
E
Banda y TunelESCALA:
1:50
Edición Modificación Fecha Nombre
Dibujado
Revisado
Aprobado
Fecha Nombre
MATERIAL:TOLERANCIA: PESO [Kg]:
DIBUJO Nº: HOJA:FIRMA / EMPRESA:
UTE
07/06/2016
0.1
A4
ACERO A36, AISI 1020, AISI 1045
PLANO 2
Katherine Muñoz

115
32
3
3
11
2
2
23
2
R5
R5
5
2
35 6
R VERDADERO4
140
0.5
0.50.5
C
2 31 4
B
A
D
E
Vista LateralESCALA:
1:50
Edición Modificación Fecha Nombre
Dibujado
Revisado
Aprobado
Fecha Nombre
MATERIAL:TOLERANCIA: PESO [Kg]:
DIBUJO Nº: HOJA:FIRMA / EMPRESA:
UTE
0.1
A4PLANO 3
ACERO A36, AISI 1020, AISI 1045
Katherine Muñoz07/06/2016

65 6
6
11
6
5 5
3
60
64
64
2
9 3
0.5
0.5 0.5
0.5 0.5
C
2 31 4
B
A
D
E
Vista FrontalESCALA:
1:50
Edición Modificación Fecha Nombre
Dibujado
Revisado
Aprobado
Fecha Nombre
MATERIAL:TOLERANCIA: PESO [Kg]:
DIBUJO Nº: HOJA:FIRMA / EMPRESA:
UTE
0.1
A4
ACERO A36, AISI 1020, AISI 1045
PLANO 4
Katherine Muñoz07/06/2016

140
2
2
70
35
8
11 1
9 14
6 0.5
0.5 0.5
0.5
0.5
C
2 31 4
B
A
D
E
Vista SuperiorESCALA:
1:50
Edición Modificación Fecha Nombre
Dibujado
Revisado
Aprobado
Fecha Nombre
MATERIAL:TOLERANCIA: PESO [Kg]:
DIBUJO Nº: HOJA:FIRMA / EMPRESA:
UTE
0.1
A4
ACERO A36, AISI 1020, AISI 1045
PLANO 5
07/06/2016 Katherine Muñoz

70
140
65
23
3
0.1
140
23
C
2 31 4
B
A
D
E
RecubirmientoESCALA:
1:20
Edición Modificación Fecha Nombre
Dibujado
Revisado
Aprobado
Fecha Nombre
MATERIAL:TOLERANCIA: PESO [Kg]:
DIBUJO Nº: HOJA:FIRMA / EMPRESA:
UTE
07/06/2016 Katherine Muñoz
0.1
A4
AISI 1020 Acero laminado en frío
PLANO 6

65
45
6
25 6
64
22
2
6
0.1
C
2 31 4
B
A
D
E
DifusorESCALA:
1:10
Edición Modificación Fecha Nombre
Dibujado
Revisado
Aprobado
Fecha Nombre
MATERIAL:TOLERANCIA: PESO [Kg]:
DIBUJO Nº: HOJA:FIRMA / EMPRESA:
UTE
0.1
A4
AISI 1020 Acero Laminado en frío
PLANO 7
Katherine Muñoz07/06/2016

60 10 5
5
2
1
C
2 31 4
B
A
D
E
Eje Banda MotorESCALA:
1:2
Edición Modificación Fecha Nombre
Dibujado
Revisado
Aprobado
Fecha Nombre
MATERIAL:TOLERANCIA: PESO [Kg]:
DIBUJO Nº: HOJA:FIRMA / EMPRESA:
UTE
0.1
A4
ACERO A36
PLANO 8
Katherine Muñoz07/06/2016

70
5 5
5
2
C
2 31 4
B
A
D
E
Eje BandaESCALA:
1:2
Edición Modificación Fecha Nombre
Dibujado
Revisado
Aprobado
Fecha Nombre
MATERIAL:TOLERANCIA: PESO [Kg]:
DIBUJO Nº: HOJA:FIRMA / EMPRESA:
UTE
0.1
A4
ACERO A36
PLANO 9
07/06/2016 Katherine Muñoz

110
ANEXO 8
Datos técnicos de la niquelina tubular

111
ANEXO 9
Hoja técnica del sensor de temperatura

112
ANEXO 10
Transferencia de calor por convección en el túnel
Coeficiente de transferencia de calor en el aire
Gráfico de transferencia de calor por convección

113
ANEXO 11
MATRIZ DE INTERACCIÓN
FASE I:
Construcción FASE II: Operación.
FASE III:
Abandono
Componentes Impactos
Carácte
r
Pre
par
ació
n d
e m
ate
rial
es p
ara
co
nst
rucc
ión
de l
a
pla
nta
Co
mp
ra d
e im
pre
sora
off
set
y l
ám
para
UV
Co
nst
rucció
n d
e l
a b
and
a d
e tr
ansp
ort
e
Co
nst
rucció
n d
el
túnel
de
calo
r
Aco
pla
mie
nto
del
sist
em
a de i
mpre
sión
Dis
eño
de m
atr
ices
para
im
pre
sió
n
Pre
par
ació
n d
e m
ate
rial
es t
arj
eta
s P
VC
, ti
nta
s y b
arn
ices
UV
Imp
resi
ón
Barn
izad
o
Alm
acen
aje
Ven
ta
Desm
onta
je d
e i
nst
ala
cion
es e
léct
ricas
y c
ivil
es
Ad
ecu
ació
n y
reco
nfo
rmació
n d
e á
reas
afe
cta
das
Dis
posi
ción
fin
al
de d
esec
ho
s
Aire
Generación de ruido -
Generación de
contaminación por gases
y olores
Suelo
Generación de material
residual (tierra y
escombros) -
Contaminación por
desechos sólidos -
Agua Contaminación por
desechos químicos -
Flora Alteración a la cobertura
vegetal -
Fauna Alteración a especies
acuáticas -
Social
Afectación Población y
comunidades -
Generación de servicio
para la población y
comunidad +
Paisaje Modificación de paisaje
existente -
Seguridad y
salud
Incremento de riesgos de
accidentes -
Empleo Incremento de fuentes de
empleo +

114
MATRIZ DE VALORACIÓN FASE I:
Construcción FASE II: Operación.
FASE III:
Abandono
Elemento Componentes Impactos
Carácte
r
Pre
par
ació
n d
e m
ater
iale
s par
a co
nst
rucc
ión d
e la
pla
nta
Com
pra
de
impre
sora
off
set
y l
ámpar
a U
V
Const
rucc
ión d
e la
ban
da
de
tran
sport
e
Const
rucc
ión d
el t
únel
de
calo
r
Aco
pla
mie
nto
del
sis
tem
a de
impre
sión
Dis
eño d
e m
atri
ces
par
a im
pre
sión
Pre
par
ació
n d
e m
ater
iale
s ta
rjet
as P
VC
, ti
nta
s y b
arnic
es
UV
Im
pre
sión
Bar
niz
ado
Alm
acen
aje
Ven
ta
Des
monta
je d
e in
stal
acio
nes
elé
ctri
cas
y c
ivil
es
Adec
uac
ión y
rec
onfo
rmac
ión d
e ár
eas
afec
tadas
Dis
posi
ción f
inal
de
des
echos
Físico
Aire
Generación de
ruido - 1 2 2 2 3 3 3
Generación de
contaminación
por gases y
olores
1 2 2 2 1 1
Suelo
Generación de
material residual
(tierra y
escombros)
- 1 1 1 1 1
Contaminación
por desechos
sólidos - 1 1 1 1 1 1 1
Agua
Contaminación
por desechos
químicos - 2 2 2 2
Biótico
Flora
Alteración a la
cobertura
vegetal - 1 1
Fauna
Alteración a
especies
acuáticas - 1 1
Socio Económico
Cultural
Social
Afectación
Población y
comunidades - 1 1 1 1
Generación de
servicio para la
población y
comunidad
+ 1 1
Paisaje Modificación de
paisaje existente - 1
Seguridad y salud
Incremento de
riesgos de
accidentes - 1 2 1 1 2
Empleo
Incremento de
fuentes de
empleo + 1 1 1 1 1 2 1 1 1 1 1 1 1 1
ESCALA DE VALORES ESTIMADOS VALORACIÓN
1 Bajo
2 Medio
3 Alto

115
MATRIZ DE MAGNITUD FASE I: Construcción FASE II: Operación. FASE III:
Abandono
Elemento Componentes Impactos
Carácte
r
Pre
par
ació
n d
e m
ate
rial
es p
ara
co
nst
rucc
ión
de l
a
pla
nta
Co
mp
ra d
e im
pre
sora
off
set
y l
ám
para
UV
Co
nst
rucció
n d
e l
a b
and
a d
e tr
ansp
ort
e
Co
nst
rucció
n d
el
túnel
de
calo
r
Aco
pla
mie
nto
del
sist
em
a de i
mpre
sión
Dis
eño
de m
atr
ices
para
im
pre
sió
n
Pre
par
ació
n d
e m
ate
rial
es t
arj
eta
s P
VC
, ti
nta
s y
barn
ices
UV
Im
pre
sió
n
Barn
izad
o
Alm
acen
aje
Ven
ta
Desm
onta
je d
e i
nst
ala
cion
es e
léct
ricas
y c
ivil
es
Ad
ecu
ació
n y
reco
nfo
rmació
n d
e á
reas
afe
cta
das
Dis
posi
ción
fin
al
de d
esec
ho
s
Físico
Aire
Generación de
ruido - 1,2 0 2,3 2,3 1,7 0 0 2,4 2,4 0 0 3 0 0
Generación de
contaminación
por gases y
olores
1 0 0 0 0 0 2,3 1,7 1,8 0 0 1,3 0 1
Suelo
Generación de
material
residual (tierra
y escombros)
- 1 0 1 1 0 0 0 0 0 0 0 1 0 1,6
Contaminación
por desechos
sólidos - 1 0 1 1 0 0 1 0 0 0 0 1 1 1
Agua
Contaminación
por desechos
químicos - 0 0 0 0 0 0 1,7 2,3 2,3 0 0 0 0 2,3
Biótico
Flora
Alteración a la
cobertura
vegetal - 0 0 0 0 0 0 1 0 0 0 0 0 0 1
Fauna
Alteración a
especies
acuáticas - 0 0 0 0 0 0 1 0 0 0 0 0 0 1
Socio Económico
Cultural
Social
Afectación
Población y
comunidades - 0 1 0 0 0 0 0 0 0 0 0 1,4 1,3 1,2
Generación de
servicio para la
población y
comunidad
+ 0 1 0 0 0 0 0 0 0 0 1,6 0 0 0
Paisaje
Modificación
de paisaje
existente - 0 0 0 0 0 0 0 0 0 0 0 0 0 1
Seguridad y
salud
Incremento de
riesgos de
accidentes - 0 0 0 0 1 0 1,8 1,3 1,3 0 0 0 0 1,8
Empleo
Incremento de
fuentes de
empleo + 1 1 1 1 1 2 1,5 1,5 1,5 1,5 1,6 1 1 1
ESCALA DE VALORES ESTIMADOS VALORACIÓN
1.0 – 1.6 Bajo
1.7 – 2.3 Medio
2.4 – 3.0 Alto

116
MATRIZ DE IMPORTANCIA FASE I:
Construcción FASE II: Operación.
FASE III:
Abandono
Elemento Componentes Impactos
Carácte
r
Pre
par
ació
n d
e m
ate
rial
es p
ara
co
nst
rucc
ión
de l
a p
lan
ta
Co
mp
ra d
e im
pre
sora
off
set
y l
ám
para
UV
Co
nst
rucció
n d
e l
a b
and
a d
e tr
ansp
ort
e
Co
nst
rucció
n d
el
túnel
de
calo
r
Aco
pla
mie
nto
del
sist
em
a de i
mpre
sión
Dis
eño
de m
atr
ices
para
im
pre
sió
n
Pre
par
ació
n d
e m
ate
rial
es t
arj
eta
s P
VC
, ti
nta
s y b
arn
ices
UV
Im
pre
sió
n
Barn
izad
o
Alm
acen
aje
Ven
ta
Desm
onta
je d
e i
nst
ala
cion
es e
léct
ricas
y c
ivil
es
Ad
ecu
ació
n y
reco
nfo
rmació
n d
e á
reas
afe
cta
das
Dis
posi
ción
fin
al
de d
esec
ho
s
Físico
Aire
Generación de
ruido - 6,5 0 1,7 1,7 1,8 0 0 3 3 0 0 3 0 0
Generación de
contaminación
por gases y
olores
1 0 0 0 0 0 3 3 3 0 0 2,4 0 2,4
Suelo
Generación de
material
residual (tierra
y escombros)
- 1 0 1 1 0 0 0 0 0 0 0 1 0 1
Contaminación
por desechos
sólidos - 1 0 1,6 1,6 0 0 3 0 0 0 0 2 2 2
Agua
Contaminación
por desechos
químicos - 0 0 0 0 0 0 3 3 3 0 0 0 0 6,1
Biótico
Flora
Alteración a la
cobertura
vegetal - 0 0 0 0 0 0 1,7 0 0 0 0 0 0 1,7
Fauna
Alteración a
especies
acuáticas - 0 0 0 0 0 0 1,7 0 0 0 0 0 0 1,7
Socio Económico
Cultural
Social
Afectación
Población y
comunidades - 0 1 0 0 0 0 0 0 0 0 0 1 1 1
Generación de
servicio para la
población y
comunidad
+ 0 1 0 0 0 0 0 0 0 0 3 0 0 0
Paisaje
Modificación
de paisaje
existente - 0 0 0 0 0 0 0 0 0 0 0 0 0 1
Seguridad y salud
Incremento de
riesgos de
accidentes - 0 0 0 0 2,3 0 2,3 2,3 2,3 0 0 0 0 3
Empleo
Incremento de
fuentes de
empleo + 3 1,7 3 3 3 3 3 3 3 3 3 3 3 3
ESCALA DE VALORES ESTIMADOS VALORACIÓN
1.0 – 1.6 Bajo
1.7 – 2.3 Medio
2.4 – 3.0 Alto

117
MATRIZ DE SEVERIDAD FASE I:
Construcción FASE II: Operación.
FASE III:
Abandono
Elemento Componentes Impactos
Carácte
r
Pre
par
ació
n d
e m
ate
rial
es p
ara
co
nst
rucc
ión
de l
a p
lan
ta d
e i
mp
resi
ón
Co
mp
ra d
e im
pre
sora
off
set
y l
ám
para
UV
Co
nst
rucció
n d
e l
a b
and
a d
e tr
ansp
ort
e
Co
nst
rucció
n d
el
túnel
de
calo
r
Aco
pla
mie
nto
del
sist
em
a de i
mpre
sión
Dis
eño
de m
atr
ices
para
im
pre
sió
n
Pre
par
ació
n d
e m
ate
rial
es t
arj
eta
s P
VC
, ti
nta
s y b
arn
ices
UV
Imp
resi
ón
Barn
izad
o
Alm
acen
aje
Ven
ta
Desm
onta
je d
e i
nst
ala
cion
es e
léct
ricas
y c
ivil
es
Ad
ecu
ació
n y
reco
nfo
rmació
n d
e á
reas
afe
cta
das
Dis
posi
ción
fin
al
de d
esec
ho
s
Físico
Aire
Generación de
ruido - 0,9 0 2 2 2 0 0 6,1 6,1 0 0 6,1 0 0
Generación de
contaminación por
gases y olores 0.9 0 0 0 0 0 4 4 4 0 0 0,9 0 0,7
Suelo
Generación de
material residual
(tierra y
escombros)
- 0,8 0 0,8 0,9 0 0 0 0 0 0 0 0,9 0 0,8
Contaminación
por desechos
sólidos - 0,8 0 0,9 0,8 0 0 2 0 0 0 0 0,8 0,7 0,9
Agua
Contaminación
por desechos
químicos - 0 0 0 0 0 0 6 6 6 0 0 0 0 6,1
Biótico Flora
Alteración a la
cobertura vegetal - 0 0 0 0 0 0 0,5 0 0 0 0 0 0 0,9
Fauna Alteración a
especies acuáticas - 0 0 0 0 0 0 0,3 0 0 0 0 0 0 0,9
Socio Económico
Cultural
Social
Afectación
Población y
comunidades - 0 0,9 0 0 0 0 0 0 0 0 0 1 1 1
Generación de
servicio para la
población y
comunidad
+ 0 0,8 0 0 0 0 0 0 0 0 9 0 0 0
Paisaje Modificación de
paisaje existente - 0 0 0 0 0 0 0 0 0 0 0 0 0 0,9
Seguridad y
salud
Incremento de
riesgos de
accidentes - 0 0 0 0 3 0 3 3 3 0 0 0 0 3
Empleo Incremento de
fuentes de empleo + 6 0,9 6 6 6 6 9 9 9 6 9 9 9 9
ESCALA DE VALORES ESTIMADOS VALORACIÓN
0,1-0,9 Leve
1,0-3,0 Moderado
3,1-6,0 Severo
6,1-9,0 Crítico