UNIVERSIDAD NACIONAL DE ROSARIO FACULTAD DE …pablos/PROBABILIDAD Y ESTADISTICA... · Figura 2.4...
26
UNIVERSIDAD NACIONAL DE ROSARIO FACULTAD DE CIENCIAS EXACTAS, INGENIERIA Y AGRIMENSURA CARRERA: INGENIERIA MECANICA CATEDRA: PROBABILIDAD Y ESTADISTICA MATERIAL DE TRABAJO N° 2 ANEXO AÑO 2017
Transcript of UNIVERSIDAD NACIONAL DE ROSARIO FACULTAD DE …pablos/PROBABILIDAD Y ESTADISTICA... · Figura 2.4...

UNIVERSIDAD NACIONAL DE ROSARIO
FACULTAD DE CIENCIAS EXACTAS, INGENIERIA Y
AGRIMENSURA
CARRERA: INGENIERIA MECANICA
CATEDRA: PROBABILIDAD Y ESTADISTICA
MATERIAL DE TRABAJO N° 2
ANEXO
AÑO 2017

Profs. Noemí Ferreri y Graciela Carnevali Página 2
INDICE
EJEMPLO 1……………………………………………………………………………………………… 3
EJEMPLO 2 ……………………………………………………………………………………………… 8
EJEMPLO 3 ……………………………………………………………………………………………….17

Profs. Noemí Ferreri y Graciela Carnevali Página 3
Ejemplo 1: (Adaptado del libro “Estadística práctica con Minitab de P. Grima Cintas y otros, Pearson
Prentice Hall, Madrid, 2004)
Una bodega que produce vinos de alta calidad puso en marcha un plan para disminuir el
n° de defectos que se producen en la presentación de sus botellas, es decir, en relación al
aspecto exterior de las mismas. Este está compuesto por un conjunto de elementos
(cápsula, collarín, óvalo, etiqueta, contraetiqueta, etc.) que se colocan en líneas que
funcionan a alta velocidad.
En una primera etapa se decidió analizar las botellas del vino espumante, producto más
destacado de la bodega y con ese objetivo se seleccionaron al azar botellas de ese vino.
En cada botella se observaron los defectos encontrados y para cada uno se registró su
ubicación.
En las botellas inspeccionadas, se detectaron 318 defectos, los cuales, en este ejemplo
se clasifican según su ubicación en: (1) Collarín (2) Tirilla (3) Etiqueta (4) Contraetiqueta
(5) Cápsula (6) Tapón (7) Morrión
Los valores obtenidos son los siguientes:
2 2 1 1 3 1 2 2 3 3 3 1 4 5 1 1
3 4 2 1 3 3 3 2 4 2 6 4 1 3 4 4
3 2 3 5 1 5 1 3 3 3 3 2 1 2 2 3
1 2 2 4 2 1 1 2 3 2 2 3 2 1 1 1
3 1 3 2 3 3 3 2 3 1 2 4 3 3 2 3
5 3 3 3 2 1 2 4 4 1 4 4 2 1 3 3
2 1 4 3 1 2 4 3 4 3 5 2 2 3 2 1
2 3 1 3 3 1 2 1 2 3 2 3 7 3 1 5
2 3 1 1 5 2 3 3 1 3 3 1 2 1 3 3
2 1 3 2 5 1 2 1 3 1 4 3 2 3 1 2
3 3 2 2 3 2 2 7 2 3 4 3 3 1 3 3
2 3 3 3 2 1 7 4 2 5 7 1 6 3 3 1
2 1 3 2 1 1 5 7 1 3 2 5 3 4 2 1
4 3 2 3 3 3 1 3 1 3 5 3 4 1 3 3
2 3 3 3 1 3 3 2 7 2 2 3 2 3 3 1
1 3 2 2 3 1 2 2 3 5 3 2 1 2 1 3
2 2 3 2 4 4 3 4 1 1 1 1 7 2 1 1
1 3 3 2 2 2 1 3 1 3 1 2 6 2 3 3
4 2 2 3 3 1 4 3 2 2 1 2 3 3 5
3 5 3 3 5 3 1 1 3 1 3 1 1 3 2

Profs. Noemí Ferreri y Graciela Carnevali Página 4
Para este ejemplo se define:
Población física: el conjunto de los infinitos “defectos o imperfecciones” de presentación
en botellas de vino espumante producidas en la bodega
Variable: Localización del defecto (variable cualitativa, escala nominal)
Población estadística: el conjunto de las “infinitas” localizaciones obtenidas a partir de los
“infinitos” defectos observados en botellas de vino espumante
Se trata de un estudio por muestreo. Se seleccionaron botellas, en cada una se
observaron los defectos y finalmente se cuenta con una muestra de n = 318 defectos de
presentación
Tabla 1.1. Tabla de distribución de frecuencias
(Localización del defecto) ni
(N° de defectos)
fi
(Proporción de
defectos)
(1) Collarín 74 0,2327
(2) Tirilla 81 0,2547
(3) Etiqueta 111 0,3491
(4) Contraetiqueta 26 0,0818
(5) Cápsula 16 0,0503
(6) Tapón 3 0,0094
(7) Morrión 7 0,0220
Total 318 1,0000
Observación: Recuerde que la variable en estudio es cualitativa y está medida
en escala nominal, por ello no tiene sentido obtener frecuencias acumuladas
Tomando, a modo de ejemplo, la segunda línea de la tabla, las frecuencias obtenidas
pueden interpretarse de la siguiente manera:
- c2 (valor de la variable): El defecto se localiza en la Tirilla
- n2 = 81 (frecuencia absoluta) 81 defectos se localizaron en la tirilla de la botella
- f2 = 0,2547 (frecuencia relativa, luego multiplicada por 100 para interpretarla como
porcentaje) El 25,47 % de los defectos se localiza en la tirilla de la botella.

Profs. Noemí Ferreri y Graciela Carnevali Página 5
Proporción de defectos
Figura 1.1. Clasificación de los defectos de presentación de botellas de vino espumante, según su localización
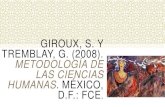
Figura 1.2. Diagrama de Pareto para la localización de los defectos de presentación en botellas de vino espumante
0 0,05 0,1 0,15 0,2 0,25 0,3 0,35 0,4
(7) Morrión
(6) Tapón
(5) Cápsula
(4) Contraetiqueta
(3) Etiqueta
(2) Tirilla
(1) Collarín
Conteo 111 81 74 26 16 10
Porcentaje 34,9 25,5 23,3 8,2 5,0 3,1
% acumulado 34,9 60,4 83,6 91,8 96,9 100,0
C13 Otro54123
350
300
250
200
150
100
50
0
100
80
60
40
20
0
Co
nte
o
Po
rce
nta
je
Localización del defecto

Profs. Noemí Ferreri y Graciela Carnevali Página 6
Figura 1.3. Diagrama de puntos para la localización de los defectos de presentación en botellas de vino espumante. En el eje horizontal se encuentran los códigos de las diferentes localizaciones y en el eje vertical, las frecuencias relativas correspondientes. La barra se reemplaza por un punto.
Figura 1.4. Diagrama de sectores para la localización de los defectos de presentación en botellas de vino espumante. En este caso, dado que el n° de categorías es alto, el gráfico no es la opción más apropiada.
De los diferentes gráficos se observa que los defectos se localizan más frecuentemente en la etiqueta, luego en la tirilla y en el collarín. Las restantes localizaciones se presentan con mucha menor frecuencia
0
0,05
0,1
0,15
0,2
0,25
0,3
0,35
0,4
0 1 2 3 4 5 6 7 8
(7) Morrión2,2%
(6) Tapón0,9%
(5) Cápsula5,0%
(4) Contraetiqueta8,2%
(3) Etiqueta34,9% (2) Tirilla
25,5%
(1) Collarín23,3%
Localización de los defectos de presentación de botellas de vino espumante

Profs. Noemí Ferreri y Graciela Carnevali Página 7
Cálculo e interpretación de las medidas características:
En lo que sigue se presenta el cálculo y la interpretación de las diferentes medidas
características consideradas en este material. En la Tabla 1.2 se resumen todas ellas.
Moda: Claramente, la moda es la tercera clase: “etiqueta”. Como ya se vio en todos los
gráficos, más frecuentemente los defectos de presentación de las botellas de vino
espumante se localizan allí.
Proporción: Se pueden obtener proporciones para cada una de las localizaciones. Por
ejemplo, la proporción de defectos en el collarín es 0,23 y la proporción de defectos en la
contraetiqueta es 0,08.
Tabla 1.2. Medidas características correspondientes a los 318
defectos de presentación en botellas de vino espumante.
Medida Valor obtenido Interpretación
Moda “etiqueta” La mayor proporción de defectos se presenta en la etiqueta
Proporciones fo(collarín) = 0,23 fo(contraetiqueta) = 0,08
El 23 % de los defectos se localiza en el collarín. El 8 % de los defectos se localiza en la contraetiqueta.

Profs. Noemí Ferreri y Graciela Carnevali Página 8
Ejemplo 2: En una industria textil interesa evaluar la calidad del estampado en las telas
de algodón. Con ese objetivo, de la producción de un día en particular se toma una
muestra de 80 trozos de tela (de 1 m2 de superficie cada uno) y en cada uno se observa
la cantidad de defectos.
Los valores obtenidos son los siguientes:
2 2 2 1 1 1 1 3
1 1 1 3 1 0 0 1
2 1 2 3 1 0 2 1
0 2 3 0 5 0 2 2
2 0 2 2 0 4 0 1
2 1 3 0 2 0 3 1
0 1 1 2 2 1 1 0
3 3 0 1 1 1 4 2
1 1 3 1 1 0 2 1
1 0 1 3 0 2 1 2

Profs. Noemí Ferreri y Graciela Carnevali Página 9
Para este ejemplo se define:
Población física: el conjunto de los infinitos trozos de 1 m2 de tela de algodón que se
producen en la empresa
Variable: N° de defectos (variable cuantitativa discreta)
Población estadística: el conjunto de las infinitas cantidades de defectos obtenidas a partir
de los infinitos trozos
Se trata de un estudio por muestreo. El tamaño de la muestra (n) es 80 unidades.
Tabla 2.1. Tabla de distribución de frecuencias
xi
(N° de defectos
por trozo)
ni
(N° de trozos)
fi
(Proporción de
trozos)
Ni
(N° de trozos)
Fi
(Proporción de
trozos)
0 17 0,2125 17 0,2125
1 30 0,3750 47 0,5875
2 20 0,2500 67 0,8375
3 10 0,1250 77 0,9625
4 2 0,0250 79 0,9875
5 1 0,0125 80 1,0000
Total 80 1,0000 -- --
Tomando, a modo de ejemplo, la tercera línea de la tabla, las frecuencias obtenidas
pueden interpretarse de la siguiente manera:
- x3 (valor de la variable): 2 defectos por trozo
- n3 = 20 (frecuencia absoluta) En 20 trozos se observaron 2 defectos por trozo
- f3 = 0,25 (frecuencia relativa, luego multiplicada por 100 para interpretarla como
porcentaje) En el 25 % de los trozos se observaron 2 defectos por trozo
- N3 = 67 (frecuencia absoluta acumulada) En 67 trozos se observaron hasta 2
defectos por trozo
- F3 = 0,8375 (frecuencia relativa acumulada, luego multiplicada por 100 para
interpretarla como porcentaje) En el 83,75 % de los trozos se observaron hasta 2
defectos por trozo

Profs. Noemí Ferreri y Graciela Carnevali Página 10
N° de Trozos
N° de defectos por trozo
Figura 2.1 Gráfico de bastones obtenido con Excel.
Dado que Excel no tiene este tipo de gráfico, se construyó como un gráfico de barras verticales y se maximizó la separación entre barras, para que estas resulten lo más angostas posibles
a- Obtenido con Excel. Excel sólo marca los puntos y no las líneas
horizontales, como se presentan en la Figura 2.5 (Material 2)
b- Obtenido con Minitab
Figura 2.2 Gráfico escalonado para el n° de defectos por trozo
0
0,2
0,4
0,6
0,8
1
1,2
0 1 2 3 4 5
Pro
po
rció
n d
e t
rozo
s (F
i)
N° de defectos por trozo543210
100
80
60
40
20
0
N° de defectos
Po
rce
nta
je
Gráfico escalonado
0
5
10
15
20
25
30
35
0 1 2 3 4 5

Profs. Noemí Ferreri y Graciela Carnevali Página 11
Figura 2.3 Diagrama de puntos para el n° de defectos por trozo de tela, construido con Minitab. Este gráfico y la Figura 2.1 coinciden en este caso en el que se estudia una variable discreta.
Tallo y hoja de C2 N = 80
Unidad de hoja = 0,10
17 0 00000000000000000
(30) 1 000000000000000000000000000000
33 2 00000000000000000000
13 3 0000000000
3 4 00
1 5 0
Figura 2.4 Diagrama de tallo y hoja para el n° de defectos por trozo de tela, construido con Minitab. En este caso en el que se tenían valores sin cifras decimales,
Minitab consideró a la parte entera como tallo y a la cifra decimal (0) como hoja.
Observación: Los números que Minitab indica a la izquierda del diagrama de tallo y hoja
son las frecuencias acumuladas hasta el tallo en el que se encuentra la mediana y
antiacumuladas desde ese tallo. Para el tallo en el que se encuentra la mediana (que en
este caso es el segundo) Minitab señala la cantidad de datos que se observan (en este
caso, 30).
543210
N° de defectos
Gráfica de puntos

Profs. Noemí Ferreri y Graciela Carnevali Página 12
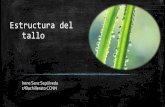
Figura 2.5 Diagrama de Caja y Bigotes para el n° de defectos por trozo. En este caso, Minitab señala 3 trozos
con valores atípicos: los que tienen 4 y 5 defectos. El valor de la mediana coincide con el del primer cuartil.
De los gráficos se observa que: - la cantidad de defectos por trozo varía entre 0 y 5 unidades; siendo los valores más frecuentes el 1 (en primer lugar), el 2 y el 0. - la forma de la distribución es asimétrica, a la derecha: los valores más frecuentes son los menores (0, 1, 2); mientras que el 4 y el 5 se dan con muy baja frecuencia. - existen valores atípicos “grandes”, detectados en el diagrama de caja y bigotes.
5
4
3
2
1
0
N° d
e d
efe
cto
s
Gráfica de caja

Profs. Noemí Ferreri y Graciela Carnevali Página 13
Cálculo e interpretación de las medidas características:
En lo que sigue se presenta el cálculo y la interpretación de las diferentes medidas
características consideradas en este material. En la Tabla 2.3 se resumen todas ellas.
Promedio:
- A partir del conjunto de datos sin agrupar: Si se suman los 80 valores, y se divide ese
total por 80, el promedio resulta 1,413x defectos.
- A partir de la tabla de distribución de frecuencias: A partir de la Tabla 2.1 se obtienen los
siguientes cálculos, que van a servir para obtener no sólo el promedio sino también la
variancia.
Tabla 2.2 Cálculos necesarios para obtener promedio y variancia
xi ni xini xi2ni
0 17 0 0
1 30 30 30
2 20 40 80
3 10 30 90
4 2 8 32
5 1 5 25
Total 80 113 257
,
j jj
x n
x
6
1 1131 413
80 80
1,413x defectos En promedio, los trozos de tela investigados tienen 1,413
defectos.
Observación: En las calculadoras científicas, Modo Estadística, se “cargan” los datos de
las dos primeras columnas de la Tabla 2.2 y se obtiene el promedio (y también la
desviación estándar).
Moda: Del gráfico de bastones, de la tabla de distribución de frecuencias y del diagrama
de tallo y hoja se observa claramente que 1 es el valor más frecuente.
1x defecto Más frecuentemente los trozos tienen 1 defecto.

Profs. Noemí Ferreri y Graciela Carnevali Página 14
Mediana:
- A partir del conjunto de datos sin agrupar: En el Diagrama de Tallo y Hoja se presentan
los datos ordenados de menor a mayor (Figura 2.4). Allí se puede localizar el valor que se
encuentre en el centro (promediando la posición 40° y 41°, ya que se cuenta con n = 80
datos). En ambos lugares, el valor es 1, de modo que 1x defecto.
Observe que el diagrama de tallo y hoja construido por Minitab, indica en qué tallo está la
Mediana, señalando entre paréntesis su frecuencia absoluta.
- A partir de la tabla de distribución de frecuencias: En la Tabla 2.1 la primera clase cuya
frecuencia relativa acumulada es como mínimo 0,50, es la segunda ya que F2 = 0,58 y F1
< 0,50. Por ese motivo, para ese conjunto de datos, 1x defecto.
1x defecto El 50 % de los trozos de tela investigados tiene hasta 1 defecto (y
el 50 % restante tiene 1 defecto o más).
De manera análoga a la mediana se obtienen los cuartiles:
q1 = 1 defecto El 25 % de los trozos de tela investigados tiene hasta 1
defecto (y el 75 % restante tiene 1 defecto o más).
q3 = 2 defectos El 75 % de los trozos de tela investigados tiene hasta 2 defectos
(y el 25 % restante tiene 2 defectos o más).
Media truncada al 5 %:
Dado que n = 80, se eliminan 4 valores (5% de 80) a cada lado y se promedian los 72
restantes:
5% 1,347x defectos En promedio, el 90 % central de los trozos de tela
investigados tienen 1,347 defectos.
Media geométrica: la variable asume valores 0, de modo que la media geométrica no
puede calcularse, se anula.

Profs. Noemí Ferreri y Graciela Carnevali Página 15
Rango: El valor mínimo es 0 y el máximo es 5 defectos, por lo tanto, el rango vale 5
defectos.
r = 5 defectos La máxima diferencia que se observa en los trozos de tela
analizados es de 5 defectos.
Rango Intercuartílico: El primer cuartil vale 1 y el tercero vale 2, por lo tanto, el rango
intercuartílico vale 1 defecto.
ric = 1 defecto La máxima diferencia que se observa en el 50 % central de los
trozos de tela analizados es de 1 defecto.
Variancia y desviación estándar:
- A partir del conjunto de datos sin agrupar: Si se aplica la definición de variancia a los 80
valores, se obtiene 2 1,233s (defectos)2.
- A partir de la tabla de distribución de frecuencias: Con los cálculos obtenidos en la Tabla
2.2 y el valor del promedio, se obtiene:
( ),
,
j jj
x n nx xx
sn
62 2
212 257 80 1 413
1 2331 79
s2 = 1,233 (defectos)2 El promedio de los desvíos cuadrados entre cada valor y
el promedio es 1,233 (defectos)2
Aplicando raíz cuadrada a la variancia se obtiene la desviación estándar, s = 1,11
defectos.
s = 1,11 defectos La dispersión “promedio” de las cantidades de defectos,
alrededor de la media es aproximadamente 1,11 defectos.
Observación: la expresión “dispersión promedio” está entre comillas porque no se trata de
un promedio en el sentido estricto de su definición, sino en lo que se busca obtener con la
desviación estándar.

Profs. Noemí Ferreri y Graciela Carnevali Página 16
Tabla 2.3 Medidas características correspondientes a los 80 trozos de tela analizados.
Simbología e interpretación
Medida Valor obtenido Interpretación
Med
idas d
e p
osic
ión
o localiz
ació
n
Valor mínimo xmín: 0 defectos El menor n° de defectos observado
en los trozos de tela es 0
Valor máximo xmáx: 5 defectos El mayor n° de defectos observado en los trozos de tela es 5
Cuartil 1 q1: 1 defecto El 25 % de los trozos de tela investigados tiene hasta 1 defecto (y el 75 % restante tiene 1 defecto o más)
Cuartil 2 o Mediana
1x defecto El 50 % de los trozos de tela investigados tiene hasta 1 defecto (y el 50 % restante tiene 1 defecto o más)
Cuartil 3 q3: 2 defectos El 75 % de los trozos de tela investigados tiene hasta 2 defectos (y el 25 % restante tiene 2 defectos o más)
Moda 1x defecto
Más frecuentemente, los trozos de tela analizados presentan 1 defecto
Promedio o media aritmética
,1 413x defectos En promedio, los trozos de tela presentan 1,4 defectos
Media geométrica No se puede obtener en este caso
Media truncada al 5 %
% ,5 1 347x defectos En promedio, el 90 % central de los trozos de tela presentan 1,35 defectos
Med
idas d
e v
ari
ab
ilida
d o
dis
pers
ión
Variancia s2: 1,233 (defectos)
2 El promedio de los desvíos
cuadrados entre cada valor y el promedio es 1,233 (defectos)
2
Desviación estándar
s:1,11 (defectos) La dispersión “promedio” de las cantidades de defectos, alrededor de la media es 1,11 defectos
Coeficiente de variación
cv: 78,6 % La desviación estándar del n° de defectos representa un 78,6 % del promedio
Rango r: 5 defectos La mayor diferencia observada en los 80 trozos analizados es de 5 defectos.
Rango intercuartílico
riq: 1 defecto La mayor diferencia observada en el 50 % central de los trozos es de 1 defecto
En este caso, se observó la presencia de valores atípicos y asimetría a la derecha. Por
ese motivo, se elige a la mediana y los cuartiles como medidas de localización y al rango
intercuartílico como medida de variabilidad.
Además, la moda es un valor que refleja adecuadamente lo que se destaca en ese
conjunto: la mayoría de los trozos tienen 1 defecto.

Profs. Noemí Ferreri y Graciela Carnevali Página 17
Ejemplo 3: En un proceso de producción de válvulas estas se someten a inspección. Las
válvulas cuyos diámetros están por encima de la especificación se rectifican, mientras que
aquellas cuyos diámetros están por debajo se desechan. Las especificaciones para el
diámetros de las válvulas están dadas por el siguiente intervalo: (2” – 2,2”).
Con el objeto de conocer el comportamiento del espesor de las válvulas producidas, en la
empresa deciden tomar una muestra de 100 unidades y en cada una evalúan su espesor.
Los datos obtenidos son los siguientes:
2,12 2,19 2,02 2,15 2,12 2,16 2,15 2,23 2,08 2,05
2,06 2,10 2,06 1,98 2,12 2,04 2,10 2,18 2,00 2,23
2,08 2,11 2,09 2,18 1,92 2,08 2,18 2,11 2,02 2,17
2,02 2,01 2,14 2,17 2,16 2,04 2,14 2,19 2,10 2,04
1,97 2,12 2,13 1,94 2,02 2,17 2,01 1,97 2,17 2,26
2,03 2,07 2,17 2,06 2,21 2,13 2,17 2,12 2,02 2,13
2,11 2,13 2,10 2,10 2,08 2,15 2,01 2,13 2,14 2,07
1,98 2,05 2,12 1,95 2,15 1,90 2,17 2,25 2,13 2,22
2,21 2,04 2,14 2,08 2,19 2,19 2,13 2,20 2,08 2,11
2,10 2,14 2,12 2,02 2,07 2,06 1,94 1,99 2,11 2,04

Profs. Noemí Ferreri y Graciela Carnevali Página 18
Para este ejemplo se define:
Población física: el conjunto de las “infinitas” válvulas que se producen en la empresa
Variable: Diámetro (variable cuantitativa continua)
Población estadística: el conjunto de los “infinitos” diámetros obtenidos a partir de las
“infinitas” válvulas
Se trata de un estudio por muestreo. El tamaño de la muestra (n) es 100 válvulas
Tabla 3.1. Tabla de distribución de frecuencias para el diámetro de las válvulas
ci
(Diámetro,
agrupado en
intervalos)
ni
(N° de válvulas)
fi
(Proporción de
válvulas)
Ni
(N° de válvulas)
Fi
(Proporción de
válvulas)
(1,85 ; 1,90] 1 0,01 1 0,01
(1,90 ; 1,95] 3 0,03 4 0,04
(1,95 ; 2,00] 6 0,06 10 0,10
(2,00 ; 2,05] 16 0,16 26 0,26
(2,05 ; 2,10] 16 0,16 42 0,42
(2,10 ; 2,15] 30 0,30 72 0,72
(2,15 ; 2,20] 20 0,20 92 0,92
(2,20 ; 2,25] 6 0,06 98 0,98
(2,25 ; 2,30] 2 0,02 100 1,00
Total 100 1,0000 -- --
Tomando, a modo de ejemplo, la quinta línea de la tabla, las frecuencias obtenidas
pueden interpretarse de la siguiente manera:
- c5 (intervalo de clase): Diámetros en el intervalo (2,05” – 2,10”]
- n5 = 16 (frecuencia absoluta) En 16 válvulas, el diámetro se encuentra entre
2,05” y 2,10”
- f5 = 0,16 (frecuencia relativa, luego multiplicada por 100 para interpretarla como
porcentaje). En el 16 % de las válvulas, el diámetro se encuentra entre 2,05” y
2,10”
- N5 = 42 (frecuencia absoluta acumulada) En 42 válvulas, el diámetro mide hasta
2,10”

Profs. Noemí Ferreri y Graciela Carnevali Página 19
- F5 = 0,42 (frecuencia relativa acumulada, luego multiplicada por 100 para
interpretarla como porcentaje) En el 42 % de las válvulas, el diámetro mide hasta
2,10”
En este ejemplo se consideraron 9 intervalos, de amplitud 0,05, abiertos por izquierda;
pero podrían haberse considerado otros agrupamientos.
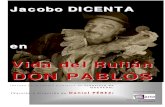
En la Figura 3.1 se presentan tres histogramas. El primero corresponde a los intervalos
utilizados en la Tabla 3.1. Los dos que se encuentran debajo tienen más y menos
intervalos. El histograma construido con un mayor número de clases es el que Minitab
brinda “por default”. Los restantes, fueron solicitados a Minitab por el usuario.
Observe cómo cambiando la cantidad de intervalos y, consecuentemente, su amplitud, se
obtiene una descripción más o menos detallada de la distribución de los datos.
Figura 3.1 Histogramas obtenidos con Minitab
Minitab presenta un eje de ordenadas; pero fue borrado, por lo comentado en la Sección 2-2-6 del Material 2
2,32,22,12,01,9
30
25
20
15
10
5
0
Diámetro
2,252,202,152,102,052,001,951,90
14
12
10
8
6
4
2
0
Diámetro
2,262,182,102,021,941,86
40
30
20
10
0
Diámetro

Profs. Noemí Ferreri y Graciela Carnevali Página 20
Figura 3.2 Polígono acumulativo para el diámetro de válvulas, obtenido con Minitab
Figura 3.3 Gráfica de puntos para el diámetro de las válvulas, obtenido con Minitab
2,32,22,12,01,9
100
80
60
40
20
0
Diámetro
Pro
po
rció
n d
e v
álv
ula
s
2,252,202,152,102,052,001,951,90
Diámetro

Profs. Noemí Ferreri y Graciela Carnevali Página 21
Tallo y hoja de C3 N = 100
Unidad de hoja = 0,010
4 19 0244
10 19 577889
26 20 0111222222344444
42 20 5566667778888889
(30) 21 000000111112222222333333344444
28 21 55556677777778889999
8 22 011233
2 22 56
Figura 3.4 Diagrama de tallo y hoja obtenido con Minitab
Figura 3.5 Diagrama de caja y bigotes, para el diámetro de las válvulas
De los gráficos se observa que: - el diámetro de las válvulas varía entre 1,90 y 2,26 “, siendo los valores más frecuentes los que están entre 2,10 y 2,20” - la forma de la distribución es levemente asimétrica, a la izquierda: los valores más frecuentes son los mayores. - no se detectan valores atípicos.
2,3
2,2
2,1
2,0
1,9
Diá
me
tro

Profs. Noemí Ferreri y Graciela Carnevali Página 22
Cálculo e interpretación de las medidas características:
En lo que sigue se presenta el cálculo y la interpretación de las diferentes medidas
características consideradas en este material. En la Tabla 3.3 se resumen todas ellas.
Proporción: En este caso interesan dos proporciones: la proporción de válvulas que
deben desecharse por tener diámetro menor que 2”: fo(desecho) = 0,10 y la proporción de
válvulas que deben rectificarse por tener diámetro mayor que 2,20”: fo(rectificado) = 0,08.
Estas y otras proporciones, se obtienen directamente de la Tabla de Distribución de
Frecuencias (Tabla 3.1 )
Promedio:
- A partir del conjunto de datos sin agrupar: Si se suman los 100 valores, y se divide ese
total por 100, el promedio resulta 2,0986"x
- A partir de la tabla de distribución de frecuencias: A partir de la Tabla 3.1 se obtienen los
siguientes cálculos, que van a servir para obtener, de manera aproximada, no sólo el
promedio sino también la variancia.
Tabla 3.2 Cálculos necesarios para obtener promedio y variancia
ci xi' ni xi’ni xi’2ni
(1,85 ; 1,90] 1,875 1 1,875 3,515625
(1,90 ; 1,95] 1,925 3 5,775 11,116875
(1,95 ; 2,00] 1,975 6 11,85 23,40375
(2,00 ; 2,05] 2,025 16 32,4 65,61
(2,05 ; 2,10] 2,075 16 33,2 68,89
(2,10 ; 2,15] 2,125 30 63,75 135,46875
(2,15 ; 2,20] 2,175 20 43,5 94,6125
(2,20 ; 2,25] 2,225 6 13,35 29,70375
(2,25 ; 2,30] 2,275 2 4,55 10,35125
Total 100 210,25 442,6725 Observación: xi’ es el punto medio de cada intervalo
',
, "
j jj
x n
x
9
1 210 252 1025
100 100

Profs. Noemí Ferreri y Graciela Carnevali Página 23
Observe que al obtener el promedio a partir de la tabla de distribución de frecuencias, el
resultado es aproximado y depende de la cantidad y la amplitud de los intervalos
definidos. Dado que, en este caso, también se cuenta con el promedio obtenido a partir
de los datos “en bruto”, se utilizará este último ya que es exacto.
2,0986"x El diámetro promedio de las válvulas es aproximadamente 2,10”
Moda:
- A partir del conjunto de datos sin agrupar: En el Diagrama de Puntos (Figura 3.3) se
observan varios valores que cumplen la definición de Moda. Pueden mencionarse 2,17”;
2,12” y 2,13”, 2,02”, etc.
- A partir de la tabla de distribución de frecuencias: En la Tabla 3.1, la clase con mayor
frecuencia es la sexta. Su frecuencia absoluta es n6 =30 y corresponde al intervalo (2,10”;
2,15]. Las frecuencias anterior y posterior son n5 = 16 y n7 = 20 respectivamente. La
amplitud del intervalo es 0,05 y su límite inferior es 2,10”. Con esa información se aplica la
fórmula aproximada para obtener la Moda:
1
1 2
(30 16)2,10 0,05 2,129"
(30 16) (30 20)x l h
2,129"x Más frecuentemente los diámetros de las válvulas miden
aproximadamente 2,13”. Se interpretó sólo este valor, a modo de ejemplo.
Mediana:
- A partir del conjunto de datos sin agrupar: En el Diagrama de Tallo y Hoja (Figura 3.4)
se presentan los datos ordenados de menor a mayor (Figura 3.4). Allí se puede localizar
el valor que se encuentre en el centro (promediando la posición 50° y 51°, ya que se
cuenta con n = 100 datos). En ambos lugares, el valor es 2,11”, de modo que 2,11"x
- A partir de la tabla de distribución de frecuencias: En la Tabla 3.1, la primera clase cuya
frecuencia relativa acumulada es como mínimo 0,50, es la sexta ya que F6 = 0,72 y F5 <

Profs. Noemí Ferreri y Graciela Carnevali Página 24
0,50. Por ese motivo, para ese conjunto de datos, x se encuentra en el intervalo (2,10” ;
2,15”].
De allí sale que l = 2,10 y h = 0,05. La frecuencia relativa de ese intervalo es f = 0,30 y la
frecuencia relativa acumulada del intervalo anterior es F = 0,42, por lo cual ∆2 = 0,50 –
0,42 = 0,08.
Aplicando la fórmula aproximada, se obtiene:
0,50 0,422,10 0,05 2,1133"
0,30x
En este caso, el valor exacto y el valor aproximado son muy similares. De todos modos,
por lo comentado anteriormente para el promedio, si se puede contar con el valor exacto,
se toma dicho valor.
2,11"x El 50 % de las válvulas tienen diámetros de hasta 2,11” (y el 50 %
restante tienen diámetros de 2,11” o más).
De manera análoga a la mediana se obtienen los cuartiles:
q1 = 2,04” El 25 % de las válvulas tienen diámetros de hasta 2,04” (y el 75 %
restante tienen diámetros de 2,04” o más).
q3 = 2,15” El 75 % de las válvulas tienen diámetros de hasta 2,15” (y el 25
% restante tienen diámetros de 2,15” o más).
Media truncada al 10 %:
Dado que n = 100, se eliminan 10 valores (10% de 100) a cada lado y se promedian los
80 restantes:
10% 2,1016"x El diámetro promedio del 80 % central de las válvulas es
2,1016”.
Media geométrica: Se obtiene la raíz de orden 100 del producto de los 100 diámetros.
Este resulta:
2,0972"Gx El diámetro promedio de las válvulas es 2,0972”.

Profs. Noemí Ferreri y Graciela Carnevali Página 25
Rango: El valor mínimo es 1,90” y el máximo es 2,26”, por lo tanto, el rango vale 0,36”
r = 0,36” La máxima diferencia que se observa en los diámetros de las
válvulas es de 0,36”.
Rango Intercuartílico: El primer cuartil vale 2,04” y el tercero vale 2,15”, por lo tanto, el
rango intercuartílico vale 0,11”.
ric = 0,11” La máxima diferencia que se observa en los diámetros del 50 %
central de las válvulas es de 0,11”.
Variancia y desviación estándar:
- A partir del conjunto de datos sin agrupar: Si se aplica la definición de variancia a los
100 valores, se obtiene 2 20,0059 (")s
- A partir de la tabla de distribución de frecuencias: Con los cálculos obtenidos en la Tabla
3.2 y el valor del promedio, se obtiene un valor aproximado para la variancia:
' ( ), ,
, (")
j jj
x n nx xx
sn
92 2
212 2442 6725 100 2 1025
0 00631 99
s2 = 0,0059 (“)2 El promedio de los desvíos cuadrados entre cada diámetro y el
diámetro promedio es 0,0059 (“)2 (se toma e interpreta el valor exacto y no el
aproximado)
Aplicando raíz cuadrada a la variancia se obtiene la desviación estándar, s = 0,0768”.
s = 0,0768” La dispersión “promedio” de los diámetros de las válvulas,
alrededor del diámetro promedio es aproximadamente 0,0768”

Profs. Noemí Ferreri y Graciela Carnevali Página 26
Tabla 3.3 Medidas características correspondientes al diámetro de las 100 válvulas analizadas.
Simbología e interpretación
Medida Valor obtenido Interpretación
Med
idas d
e p
osic
ión
o localiz
ació
n
Valor mínimo xmín: 1,90 ” El menor diámetro observado en las válvulas es 1,90”
Valor máximo xmáx: 2,26 ” El mayor diámetro observado en las válvulas es 2,26”
Cuartil 1 q1: 2,04 “ El 25 % de las válvulas tienen diámetros de hasta 2,04 “ (y el 75 % restante tiene 2,04” o más)
Proporciones fo(des) = 0,10 fo(rec) = 0,08
El 10 % de las válvulas debe desecharse y el 8 % debe rectificarse
Cuartil 2 o Mediana
2,11"x El 50 % de las válvulas tienen diámetros de hasta 2,11 “ (y el 50 % restante tiene 2,11” o más)
Cuartil 3 q3: 2,15 “ El 75 % de las válvulas tienen diámetros de hasta 2,15 “ (y el 25 % restante tiene 2,15 “ o más)
Moda 2,13"x
Más frecuentemente, las válvulas tienen diámetros de 2,13”
Promedio o media aritmética
, "2 0986x El diámetro promedio de las válvulas es 2,0986 “
Media truncada al 10 %
% , "10 2 1016x El diámetro promedio del 80 % central de las válvulas es 2,1016”
Media geométrica , "G 2 0972x El diámetro promedio de las válvulas es 2,0972”
Med
idas d
e v
ari
ab
ilida
d o
dis
pers
ión
Variancia s2: 0,0059 (“)
2 El promedio de los desvíos
cuadrados entre cada diámetro y el diámetro promedio es 0,0059 (“)
2
Desviación estándar
s: 0,0768 ” La dispersión “promedio” entre cada diámetro y el diámetro promedio es 0,0768 ”
Coeficiente de variación
cv: 3,66 % La desviación estándar del diámetro de las válvulas representa un 3,66 % del promedio
Rango r: 0,36 “ La mayor diferencia observada en los diámetros de las válvulas analizadas es de 0,36 “.
Rango intercuartílico
riq: 0,11 ” La mayor diferencia observada en el 50 % central de los diámetros de las válvulas analizadas es de 0,11 “
Observación: se indicó un único valor para la Moda pero en este conjunto de datos, puede haber varios, como
se comentó en la página 23.
En este ejemplo, la variable presenta una distribución levemente asimétrica pero las medidas (mediana, promedio, media geométrica, media truncada al 10%) no difieren sustancialmente, de modo que se puede utilizar razonablemente cualquiera de ellas como medida de tendencia central y la medida de variabilidad correspondiente para acompañarlas.