Tiefziehen-prezentacija

of 11
-
Upload
nedret-bajramovic -
Category
Documents
-
view
219 -
download
0
Transcript of Tiefziehen-prezentacija
-
7/25/2019 Tiefziehen-prezentacija
1/11
Prof. Dr.-Ing. Gerd Eberhardt Fertigungstechnik 1.1 Umformtechnik
Tiefziehen
Werkstoff
. . , . . . . blech
(Dicke: 0,5 4 mm), legierte Sthle,
NE-Metalle
beschichtete Werkstoffe
Blechdicken 4 12 mm
Anwendung
alle Industriezweige der metallverar-
beitenden Industrie:
Fahrzeug- & Flugzeugbau
Haushaltgertetechnik
Verpackungsindustrie
-
7/25/2019 Tiefziehen-prezentacija
2/11
Prof. Dr.-Ing. Gerd Eberhardt Fertigungstechnik 1.1 Umformtechnik
AlteTiefziehpressefrdas
Herstellenvon
Badewannen
Einfhrung
-
7/25/2019 Tiefziehen-prezentacija
3/11
Prof. Dr.-Ing. Gerd Eberhardt Fertigungstechnik 1.1 Umformtechnik
Verfahrensdefinition
Tiefziehen ist
. . . -
Umformen
eines Blechzu-
schnittes
in einen einseitig
offenen Hohlkrper,
oder
eines vorgezogenenHohlkrpers
in einen solchen mit
geringerem
Querschnitt
ohne gewollteVernderung der .
.
-
7/25/2019 Tiefziehen-prezentacija
4/11
Prof. Dr.-Ing. Gerd Eberhardt Fertigungstechnik 1.1 Umformtechnik
Krfte beim Tiefziehen
Werkzeug Werkstck Verfahren
d1 Stempel- d0 Zuschnitt- FN . . . .
p Ziehspalt s Blechdicke FS . . . .
rM Matrizenradius h Stempelweg
rS Stempelkantenradius A, , E: Beanspruchungszonen
s0 Ausgangsblechdicke
F Umformwirkungsgrad
F = 0,5 0,7
d0 Zuschnitt-
d1 Stempel-
dm = d1 + s0
fm mittlere Umformfestigkeit
Maximale Ziehkraft (nach Siebel)
-
7/25/2019 Tiefziehen-prezentacija
5/11
Prof. Dr.-Ing. Gerd Eberhardt Fertigungstechnik 1.1 Umformtechnik
Spannungen
t
t
r
Stempelkraft
r+d
r
t . . . spannung
r . . . spannung
-
7/25/2019 Tiefziehen-prezentacija
6/11
Prof. Dr.-Ing. Gerd Eberhardt Fertigungstechnik 1.1 Umformtechnik
Verfahrensgrenzen, FehlerFaltenbildung
Bildung von Falten im Flansch
-
7/25/2019 Tiefziehen-prezentacija
7/11
Prof. Dr.-Ing. Gerd Eberhardt Fertigungstechnik 1.1 Umformtechnik
s0 Ausgangsblechdicke
m Zugfestigkeit
Ziehverhltnis
d1 Stempel-
Niederhalterdruck nach Siebel
Verfahrensgrenzen, FehlerFaltenbildung
-
7/25/2019 Tiefziehen-prezentacija
8/11
Prof. Dr.-Ing. Gerd Eberhardt Fertigungstechnik 1.1 Umformtechnik
Tiefziehen in mehreren Stufen
1. Zug
2. Zug
. .
Verfahrensgrenzen, Ziehverhltnis
-
7/25/2019 Tiefziehen-prezentacija
9/11
Prof. Dr.-Ing. Gerd Eberhardt Fertigungstechnik 1.1 Umformtechnik
Verfahrensgrenzen, Fehler
. .
. ..
Niederhalterkraft Niederhalterkraft
Stempelkraft
-
7/25/2019 Tiefziehen-prezentacija
10/11
Prof. Dr.-Ing. Gerd Eberhardt Fertigungstechnik 1.1 Umformtechnik
Niederhalterkraft Niederhalterkraft
Stempelkraft
Verfahrensgrenzen, FehlerBodenreier
Abreikraft
Fab = d1* * s0 * Rm
s0 Ausgangsblechdicke
m Zugfestigkeit
d1 Stempel-
Gegenmanahmen Abreikraft . .
Stempelkraft . .
([Fid, Freib, F, FB, Freib, R])
. .
-
7/25/2019 Tiefziehen-prezentacija
11/11
Prof. Dr.-Ing. Gerd Eberhardt Fertigungstechnik 1.1 Umformtechnik
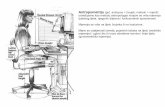
Maschinen zum Tiefziehen
Quelle: Schuler
Hydraulische Pressenlinie mit sechs verketteten Pressen
Technische DatenGesamtkraft: 135.000 kN
Kopfpresse: 35.000 kN
Folgepresse: 5 x 20.000 kN
Hub / Min.: 7-10
Aufspannflche 5.000 x 2.500 mm
Anlagenlnge 60 m