歯車Ⅰ - rmc.mce.uec.ac.jp · 歯車の種類 互いにかみ合う歯車の2軸の位置関係に応じた分類 ・平行軸歯車=円筒歯車 平歯車(spur gear),内歯車と外歯車,

Title 鉄道車軸の超音波探傷における車軸 ― 車輪のはめ合いの影響に関する研究( Dissertation_全文 )
Author(s) 牧野, 一成
Citation Kyoto University (京都大学)
Issue Date 2015-07-23
URL https://doi.org/10.14989/doctor.k19238
Right
本論文の一部は,著者自身が第一著者として執筆した,査読後の以下の各論文の内容をまとめたものである。出版社の著作権あるいはポリシーに基づき,各論文の出典の詳細を以下に記す。 (1)第2章(2.5節を除く) スプリング界面における超音波伝搬の理論 第4章 小型輪軸の超音波探傷におけるはめ合いの影響に対する理論的評価 ・著者:Kazunari Makino(牧野 一成), Shiro Biwa(琵琶 志朗) ・タイトル:Influence of axle?wheel interface onultrasonic testing of fatigue cracks in wheelset ・掲載誌:Ultrasonics 53 (2013), pp. 239?248 ・発行年月日:平成24年6月28日(オンライン版) ・出版社:Elsevier(http://www.elsevier.com/) ・出版社版リンク:http://dx.doi.org/10.1016/j.ultras.2012.06.007 (2)第3章小型輪軸の車輪座疲労き裂の超音波探傷における曲げ負荷とはめ合いの影響 ・著者:Kazunari Makino(牧野 一成), Shiro Biwa(琵琶 志朗), Hiroshi Sakamoto(坂本 博),Jiro Yohso(養祖 次郎) ・タイトル:Ultrasonic evaluationof fatigue cracks at the wheel seat of a miniature wheelset ・掲載誌:Nondestructive Testing and Evaluation 27 (2012), pp.29?46 ・発行年月日:平成23年7月13日(オンライン版)・出版社:Taylor & Francis (http://www.tandfonline.com/)・出版社版リンク:http://dx.doi.org/10.1080/10589759.2011.577430 "This is anAccepted Manuscript of an article published by Taylor &Fransis in Nondestructive Testing and Evaluation on13/07/2011 available online:http://www.tandfonline.com/10.1080/10589759.2011.577430."(3)第5章 鉄道車軸のはめ合い面の接触状態がきずエコーに及ぼす影響の評価 ・著者:Kazunari Makino(牧野一成), Shiro Biwa(琵琶 志朗), Hiroshi Sakamoto(坂本博) ・タイトル:Variation of Flaw Echo Height at WheelSeat of Hollow Railway Axle in Cyclic Rotating Bending ・掲載誌:Journal of Mechanical Systems for Transportation andLogistics 6(1) (2013), pp. 41?53 ・発行年月日:平成25年6月25日(オンライン版) ・出版社:JSME (The JapanSociety of Mechanical Engineers; 日本機械学会)(http://www.jsme.or.jp/) ・出版社版リンク:http://dx.doi.org/10.1299/jmtl.6.41
Kyoto University

Type Thesis or Dissertation
Textversion ETD
Kyoto University
鉄道車軸の超音波探傷における
車軸-車輪のはめ合いの影響に関する研究
牧野 一成

鉄道車軸の超音波探傷における
車軸-車輪のはめ合いの影響に関する研究
目 次
第 1章 緒論 1
1.1 鉄道車両の構成と車軸の強度 ················································ 1
1.2 鉄道車軸の非破壊検査の現状 ················································ 2
1.3 鉄道車軸の超音波探傷試験における課題 ······································ 7
1.4 本論文の構成 ······························································ 9
第 1 章の参考文献 ······························································ 10
第 2 章 スプリング界面における超音波伝搬の理論 17
2.1 緒言 ····································································· 17
2.2 スプリング界面モデルの特徴 ··············································· 18
2.3 超音波の垂直入射時の反射率 ··············································· 19
2.3.1 縦波の垂直入射 ······················································································· 19
2.3.2 横波の垂直入射 ······················································································· 21
2.4 超音波の横波斜角入射時の反射率 ··········································· 22
2.4.1 入射角が全ての臨界角以下の場合 ······························································· 22
2.4.2 媒質 1 と 2 が同一とみなせる場合の理論の簡素化 ·········································· 24
2.4.3 入射角が縦波臨界角を超える場合 ·································································· 25
2.5 界面の曲率が超音波の反射挙動に及ぼす影響 ································· 29
2.5.1 概要 ······································································································ 29
2.5.2 周期的非接合界面による等価モデル ···························································· 30
目 次
– ii –
2.5.3 車軸-車輪界面での反射波の計算 ······························································· 31
2.5.4 超音波の反射挙動への影響因子の評価 ························································· 34
2.6 結言 ····································································· 40
第 2 章の参考文献 ······························································ 40
第 3 章 小型輪軸の車輪座疲労き裂の超音波探傷における曲げ負荷とはめ合い
の影響 43
3.1 緒言 ····································································· 43
3.2 試験方法 ································································· 45
3.2.1 試験片 ··································································································· 45
3.2.2 疲労き裂の作製 ······················································································· 46
3.2.3 超音波探傷試験 ······················································································· 47
3.2.4 き裂深さの推定 ······················································································· 48
3.3 結果および考察 ··························································· 49
3.3.1 実測した疲労き裂の特徴 ··········································································· 49
3.3.2 記録した波形 ·························································································· 50
3.3.3 エコー高さ ····························································································· 53
3.3.4 引張応力がエコー高さに及ぼす影響に関する考察 ·········································· 55
3.3.5 き裂深さの推定結果 ················································································· 57
3.3.6 公称周波数の影響に関する考察 ·································································· 59
3.3.7 試験結果の実体輪軸への適用 ····································································· 60
3.4 結言 ····································································· 62
第 3 章の参考文献 ······························································ 62
第 4章 小型輪軸の超音波探傷におけるはめ合いの影響に対する理論的評価 65
4.1 緒言 ····································································· 65
4.2 試験結果の再整理と界面剛性の同定 ········································· 67
4.2.1 車輪とのはめ合いの有無によるエコー高さの変化 ·········································· 67
4.2.2 垂直入射の超音波を用いた界面剛性の同定 ··················································· 68
目 次
– iii –
4.3 車軸-車輪界面への斜角入射における横波反射率の解析 ······················· 74
4.4 考察 ····································································· 76
4.4.1 界面剛性の変化に伴う反射率の変化 ···························································· 76
4.4.2 スプリング界面モデルの適用による実験結果の考察 ······································· 79
4.5 結言 ····································································· 83
第 4 章の参考文献 ······························································ 84
第 5 章 鉄道車軸のはめ合い面の接触状態がきずエコーに及ぼす影響の評価 87
5.1 緒言 ····································································· 87
5.2 実体輪軸を用いた超音波探傷試験 ··········································· 89
5.2.1 試験輪軸 ································································································ 89
5.2.2 試験方法 ································································································ 91
5.2.3 超音波探傷装置 ······················································································· 92
5.3 実験結果 ································································· 94
5.3.1 エコー高さの評価 ···················································································· 94
5.3.2 繰返し負荷によるエコー高さの変化 ···························································· 98
5.3.3 曲げの方向によるエコー高さの差 ······························································· 99
5.4 考察 ···································································· 101
5.4.1 繰返し負荷がエコー高さに及ぼす影響 ······················································· 101
5.4.2 曲げの方向がエコー高さに及ぼす影響 ······················································· 104
5.5 車軸の超音波探傷試験との関係 ············································ 106
5.6 結言 ···································································· 108
第 5 章の参考文献 ····························································· 108
第 6 章 結論 111
関連発表論文および講演 115
謝辞 119
本論文の著作権に関する記述 121

– 1 –
第 1章 緒論
1.1 鉄道車両の構成と車軸の強度
鉄道車両は図 1.1(a)に示すように,車体と台車に大別することができる[1]。台車は,車体およ
び乗客や貨物による上下荷重を支持しながら駆動力や制動力を伝達する重要な部材で,走行中に
は大きな振動や応力が発生する。さらに台車は,輪軸(2 枚の車輪と歯車,軸受等を車軸にはめ
合わせて組み立てた部品)や台車枠から構成されるが,これらの部材には冗長性がなく,万が一
走行中に破損すると即座に脱線に繋がる恐れがあるため,供用中に破損することは決して許容さ
れない。車軸は図 1.1(b)に示すように,車体からの重量を台車枠の軸箱から車軸軸受を介して支持
するとともに,レールからの反力が車輪を介して作用することから,4 点曲げによる曲げモーメ
ントが負荷された状態で回転し続ける構造部材であり,列車の走行に伴って,繰返し回転曲げに
よる金属疲労に常にさらされている[2]。
(a) Railway car (b) Truck
Fig. 1.1. A structural view of railway car and its truck.
日本の鉄道車両に用いられる車軸は,日本工業規格(JIS)E 4501 [3]に基づいて算定された設計
応力と材料の許容応力との比から求められる疲労安全率が規定値以上となるように,疲労限度設
計に基づいて製造される[4–6]。車軸は通常,搭載された車両が廃車となるまで半永久的に使用さ
れ続け,その間に 109回オーダの繰返し回転曲げを受けるが,超高サイクル数における車軸の疲
労現象は十分に解明されたとは言えない。車軸の車輪とのはめ合い部である車輪座では,新製時
Carbody
Truck
A
Gea
r cas
e
Wheel
Axle
TractionMotor
Bogie frame
(Carbody)
* View A indicated in (a)
Coupling
第 1 章 緒論
– 2 –
あるいは車両の定期検査での車輪交換時に,両者に所定の締め代(直径に対する締め代比で
1.5/1000 程度)を持たせた圧力ばめ(しまりばめ)により一体化されるが[7, 8],その構造上,相
対変位振幅で数 µm 程度のフレッティングが車輪座のはめ合い端部付近に生じる場合があり[4, 9],
フレッティング疲労き裂に起因する折損事例も報告されている[10]。一方,車輪等がはめ合わされ
ていない中央平行部(車軸で 2 枚の車輪に挟まれた領域)等の非はめ合い部では,走行中の風圧
によるレール砕石の飛散等によって,打痕,擦傷等の損傷が発生する場合がある[10]。
車軸の強度に対してはその設計,製造時に十分配慮がなされている。また,フレッティング等
により車輪座に疲労き裂が発生した場合を想定し,そのき裂進展性について疲労試験および破壊
力学的評価に基づいて評価されている[11–13]。しかしながら,超高サイクル数の影響や突発的な
損傷に対するリスクを完全に避けることはできない。そこで,車両の定期検査時に車軸を検査す
ることにより,その安全性を限りなく向上させる取組みがなされている[1, 14]。
1.2 鉄道車軸の非破壊検査の現状
国土交通省による「鉄道に関する技術上の基準を定める省令」では,検査の周期,対象とする
部位および方法を定めて車両の定期検査を行わなければならない[15]としている。この省令のもと
で,一例として表 1.1 に示すようなある一定の期間あるいは走行距離ごとの定期検査の周期を告
示[16]で定めており,日本国内では,車軸の検査は一般的にこの検査周期に基づいて実施される。
車軸の検査では,主に,磁粉探傷法,超音波探傷法の 2 種類の非破壊検査法が適用される[17–19]。
これらの非破壊検査は,新幹線では台車検査と全般検査で,在来線では重要部検査と全般検査で
行われる場合が多い。ちなみに,日本の車軸探傷の歴史は古く,磁粉探傷および超音波探傷によ
る検査が昭和 25 年頃に旧国鉄大井工場で開始された。これは当時,戦後の混乱期における車両の
酷使や車軸材料の材質低下に起因する車軸の折損事故が多発したためである[20]。
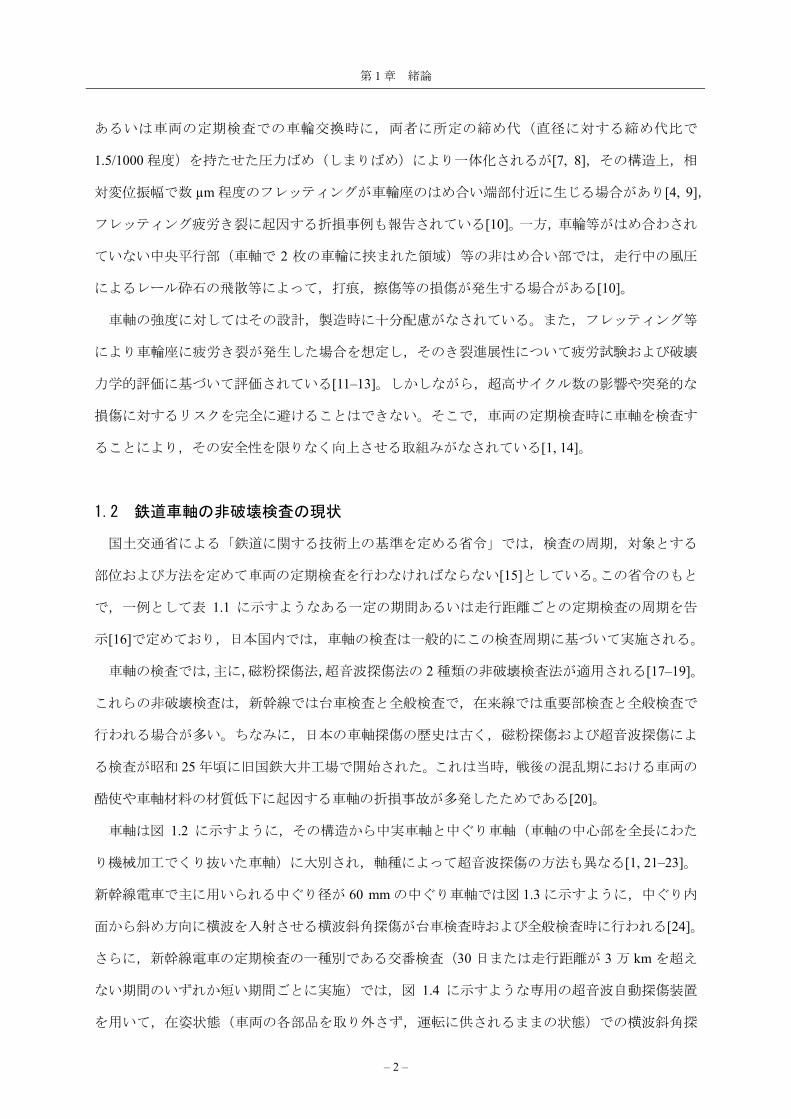
車軸は図 1.2 に示すように,その構造から中実車軸と中ぐり車軸(車軸の中心部を全長にわた
り機械加工でくり抜いた車軸)に大別され,軸種によって超音波探傷の方法も異なる[1, 21–23]。
新幹線電車で主に用いられる中ぐり径が 60 mm の中ぐり車軸では図 1.3 に示すように,中ぐり内
面から斜め方向に横波を入射させる横波斜角探傷が台車検査時および全般検査時に行われる[24]。
さらに,新幹線電車の定期検査の一種別である交番検査(30 日または走行距離が 3 万 km を超え
ない期間のいずれか短い期間ごとに実施)では,図 1.4 に示すような専用の超音波自動探傷装置
を用いて,在姿状態(車両の各部品を取り外さず,運転に供されるままの状態)での横波斜角探
1.2 鉄道車軸の非破壊検査の現状
– 3 –
傷が行われる[25–28]。一方,在来線車両で主に用いられる中実車軸では図 1.5 に示すように,外
周面からの横波斜角探傷あるいは軸端面からの垂直探傷と縦波斜角探傷(鉄道では「局部探傷」
とも称する)により,軸種や探傷部位に応じて複数の屈折角の波を入射して行われる[29]。いずれ
の軸種でも,フレッティング疲労き裂の検出の観点から,車輪座の内ボス側(車軸の中央平行部
に近い側)の端部の検査には特に注意が払われる。
Table 1.1. An example of inspection period and inspection method for railway axles.
(a) Shinkansen cars (Japanese high-speed train)
(b) Meter-gauge railway vehicles (an example for EMU)
(a) Solid axle
(b) Hollow axle
Fig. 1.2. Two types of axles.
Bore
Wheel seat
Gear seat Axle body
Wheel seat
JournalJournal
End face
Regular inspection Bogie inspection General inspection
Inspection period
Either shorter period of 30 days or
30,000 km running
Either shorter period of 18 months or
600,000 km running
Either shorter period of 3 years or
1,200,000 km running
Inspection method for
axles
Ultrasonic inspection (performed in
in-service condition)
Magnetic particle inspection,
Ultrasonic inspection
Magnetic particle inspection,
Ultrasonic inspection
Regular (monthly) inspection
Important parts inspection
General inspection
Inspection period
3 monthsEither shorter period
of 4 years or 600,000 km running
8 years
Inspection method for
axlesVisual inspection
Magnetic particle inspection,
Ultrasonic inspection
Magnetic particle inspection,
Ultrasonic inspection

第 1 章 緒論
– 4 –
Fig. 1.3. Automatic axle inspection system for general and bogie inspection of Shinkansen hollow axles.
Fig. 1.4. Automatic axle inspection system for regular inspection of Shinkansen hollow axles performed
in in-service condition.
Flawdetector
Position detector
Twoangle probes
Car body
台車Flexible tube
Built-incomputer
Scanningdevice
Wheel
Hollowaxle
Ultrasound
Printer
Ultrasonic flaw detector
PC
Probe head transfer system
Forward ultrasound (–T)
Probe head (Scanning in axial direction with rotation)Hollow
axle
Bore 60 mm diameter
Cross section of hollow axle
Backward ultrasound (+T)
Shear-wave refraction angle of ultrasound: 50 deg.

1.2 鉄道車軸の非破壊検査の現状
– 5 –
Fig. 1.5. Axle inspection methods for solid axles.
ここで,鉄道車軸における超音波探傷の原理を説明する[14, 23]。超音波探傷装置は主として,
超音波探傷器,探触子(プローブ),および両者を接続するケーブルで構成される。垂直探傷(局
部探傷を含む)では図 1.6(a)に示すように,検査車軸の端面に探触子を接触させ,探傷器からケー
ブルを介して,探触子内の振動子に数百ボルトのパルス電圧を付与することにより,振動子の共
振により発振した縦波の超音波を車軸中に入射させる。このとき,超音波が車軸中の不連続部で
あるきずに達するとその一部が反射し,同じ探触子(振動子)で反射波を受信したときの音圧に
よって生じる電圧の波形が,きずエコーとして探傷器の画面に表示される。横波斜角探傷では図
1.6(b)に示すように,振動子で発振した縦波の超音波を探触子内の樹脂製のくさびを介して斜め方
向に送信し,入射点でのモード変換により所定の角度(屈折角)に屈折した横波を車軸中に入射
させる点が縦波での探傷と異なるが,それ以外は同様の原理である。
なお,縦波の方が横波よりも音速が大きく(横波音速の 2 倍弱),同じ周波数で比較すると波長
が長く減衰が少ないことから,図 1.5 に示した超音波の伝搬距離が長い垂直探傷および局部探傷
では縦波が用いられる。一方,同図に示した車軸の外周面からの斜角探傷のように短い距離で探
傷する場合には,縦波のような反射時のモード変換が生じにくく,波長が短い分だけ微細なきず
の検出が可能な横波が用いられることが多い。
超音波探傷器の画面に表示される波形(探傷図形)の例を図 1.6(c)に示す。探傷図形の横軸は通
常,受信されるまでの時間の半分と車軸材の縦波または横波音速の積により得られる,反射源ま
Inspection accuracy: A > LA > N
Inspection area at one time: A < LA < N: Probe (Transducer)
Normal beaminspection (N)
Angle beaminspection (A)
Longitudinal waveangle beaminspection (LA)
Ultrasonic flaw detector
Ultrasound

第 1 章 緒論
– 6 –
での直線距離(ビーム路程)で表示される。また,図 1.6(d)に示すように,波形の負の部分を折り
返して得られる全波検波後の波形で受信波を評価することが多く,このとき探傷図形に表示され
た波形の縦軸方向の最大値を「エコー高さ[30]」と称する。探傷器の感度(増幅ゲイン)によって
エコー高さは変化するため,同一のゲインにおけるエコー高さ,あるいは所定のエコー高さに波
形を合わせるのに要するゲイン値の比較により,きずエコーを評価するのが一般的である。
(b) Setup for shear-wave angle beam inspection
(a) Setup for normal beam inspection
(c) Schematic view of measured waveform (d) Displayed waveform after full-wave detection
Fig. 1.6. Principles of ultrasonic flaw detection in railway axles.
Transducer
Refraction angle
Flaw
WF
Angle probe
Probe indexWedge
WF:Distance to a flaw
Fla
w d
epth
0 10 20 30 40 50
100
50
0
WF
WB
Flaw echo
Bottom echo
Ech
o he
ight
(%)
Path length (mm)
Flawdetector
Cable
WF:Distance to a flawWB:Distance to the bottom
NormalProbe
Ultrasonicwave
Bottom
WF
WBFlaw
Transducer
Flawecho
Original waveform
Displayed waveform
Full-wavedetection
Echo height
1.3 鉄道車軸の超音波探傷試験における課題
– 7 –
超音波のビーム中心からの拡がり(指向角)の範囲内に存在するきずに対しては,エコー高さ
ときずの面積はほぼ比例関係にあるので,基準とするきずのエコー高さとの比較によりきずの面
積が推定でき,類似の縦横比を有するきず同士であればきずの深さ※1を推定することができる。
一方,海外の状況について述べると,鉄道車軸のき裂を超音波を用いて検出する方法は数多く
あり[31],垂直探触子を用いた検査手法や検査システムに関しては,理論的あるいは実験的観点か
ら深く研究されてきた[32]。ドイツ,スペイン,中国等では,車軸の中ぐり径が異なるものの,日
本と同様に中ぐり車軸の在姿状態での超音波自動探傷法が適用されている[33–36]。また,超音波
を発振する振動子にフェーズドアレイ[37, 38]を適用した中ぐり孔からの斜角探傷[39]や車軸端面
からの局部探傷[40, 41]の研究開発が進められている。近年の取組みとして,き裂検出確率(POD;
Probability of detection)[42–45]の観点から,車軸の検査周期を最適化する試みがなされている
[46–51]。
車軸の非破壊検査に対する以上のような取組みにより,疲労き裂に起因する車軸折損事故は,
現在では少なくとも日本においてほぼ皆無となった。しかしながら,車輪等とのはめ合い部での
超音波探傷におけるきずエコーの誤検出の事例や,車輪等のはめ合い部品を取り外した際に行わ
れる磁粉探傷で微細なきずが検出される事例が散見されており,超音波探傷によるはめ合い部を
中心とするきず検出性能のさらなる向上を図る必要がある。
1.3 鉄道車軸の超音波探傷試験における課題
車軸の超音波探傷では多くの場合,既知の大きさのきずが設けられた車軸に車輪をはめ合わせ
たいわゆる「モデル車軸」を用いて,基準きずのエコーが画面表示上で所定の高さになるように
超音波探傷器の感度を調整したうえで実施する[23]。しかし,その感度調整の過程において,不確
かさや誤差を生じるいくつかの要因が存在する。
まず,モデル車軸での感度調整用の人工きずと検出すべき疲労き裂との相違がある。疲労き裂
ではき裂先端が閉口していることが多く,き裂面同士が部分的に接触している可能性がある。そ
のため,人工きずと疲労き裂では,両者の深さや長さが同じであっても,エコー高さに差が生じ
るおそれがある[52–54]。
これまで,斜角縦波[55, 56],斜角横波[57–62],あるいは表面波等[63, 64]を用いて,き裂面での
※1 非破壊試験用語(JIS Z 2300:2009)によると,「きず深さ」とは反射源から探傷面(基準面)までの最短距離
のことで,ここでいうきずの板厚方向の寸法は「きず高さ」と称するべきであるが,本論文では,鉄道の検
修現場等における慣例にならい,表面を起点として発生したきずの高さを「きず深さ」と称する。
第 1 章 緒論
– 8 –
応力状態に応じて変化する疲労き裂と人工きずのエコー高さの相違に着目した研究結果は多く報
告されている。しかし,これらの研究の多くは,例えば 3 点あるいは 4 点曲げ試験で疲労き裂を
発生させた平板状の試験片を用いて評価している。供用中の車軸により近い状況が再現可能な,
回転曲げ疲労試験で発生させた疲労き裂の超音波探傷試験に関する研究報告[65–71]は多くない。
さらに,実物大の鉄道輪軸において,車輪がはめ合わされた表面下に存在する車軸の疲労き裂を
対象とした,曲げ負荷の作用によりき裂が開口あるいは閉口した状態での超音波探傷試験に関す
る報告は見当たらない。
もう一つの課題として,車軸と車輪のはめ合い部での接触状態の影響[72–75]がある。車輪を車
軸に圧入(圧力ばめ)して組み立てる際に,両者の締め代や表面粗さによって生じたはめ合い部
の初期の接触状態は,供用中のフレッティング摩耗によって変化する[75]。このとき,車輪座等の
はめ合い部におけるき裂の有無を検査するため,車軸から車輪座に向かって斜角超音波を入射す
る場合に,接触状態の変化に応じてはめ合い面(車軸-車輪界面)での超音波の反射率や車輪へ
の透過率が変化する。また,はめ合い面の粗さや表面状態,あるいは接触面圧の影響を受けて,
圧入エコー[23, 76]と称する妨害エコー等によるノイズが発生する。その結果,同じ大きさのき裂
が存在する場合でも,車両の検査周期や走行状態に応じてきずエコーの高さや SN 比(きず以外
のノイズに対するきずエコーの高さ比)が変化する可能性がある。さらに,車輪を圧入する際に
車輪座に塗布する潤滑剤[7]の影響や,はめ合い面での車軸と車輪の過度な凝着によって生じると
される車輪の圧入,圧抜き時における「かじり[7, 77, 78]」の影響によっても,エコー高さが変化
する可能性が考えられる。
また,在姿状態で行われる新幹線電車の交番検査では,車両重量による曲げモーメントが車軸
に作用したままの状態で,車軸の超音波探傷が行われる。ここで,車軸の円周上のある一つの位
置を基準としたとき,曲げモーメントが作用する車軸上の相対的な円周方向位置は,列車が検査
基地内の線路(検査線)に入場したときに停止した位置によって偶然に決まり,それに応じては
め合い部の接触状態が変化することになる。在姿状態での車軸の超音波探傷では,検出すべきき
裂が円周上のどの位置に存在するかによってエコー高さが変化する可能性がある。
このような状況のもとで,超音波探傷における適正な感度調整やきず検出性能の評価を行うた
めには,車軸と車輪のはめ合い部での接触状態の変化がきずエコーに及ぼす影響を明らかにする
必要がある。斜角横波による車軸の超音波探傷試験では通常,屈折角 37~55°で振動面が車軸表面
に対して垂直な横波(SV 波; Shear vertical wave)を車軸-車輪界面に入射させる[23]。このとき,
1.4 本論文の構成
– 9 –
界面での車輪との接触のために超音波の一部が車輪側へ透過し反射率が減少することにより,車
輪座きずのエコー高さが低下することは,定性的あるいは実験的には理解されている。車軸-車
輪界面における超音波の反射や透過の挙動を定量的に評価した研究としては,中ぐり車軸の車輪
座の接触面圧分布を垂直超音波で測定した Marshall らの報告[75]があるが,車軸の横波斜角探傷
に関する報告は見当たらず,現在のところ十分に研究されているとは言えない。車軸の車輪との
はめ合いがきずエコーに及ぼす影響を定量的に把握することは重要である。
1.4 本論文の構成
本論文は,鉄道車軸の超音波探傷における車軸-車輪のはめ合いの影響に関して,車軸の車輪
とのはめ合い部での接触状態の変化がきずエコーに及ぼす影響を定量的に把握するとともに,車
軸の超音波探傷における上述の課題に対する提言や,き裂検出に対する解決策を示すことを目的
としている。
第 2 章では,きずエコーの定量評価を行ううえで必要な,車軸-車輪のはめ合い面のモデル化
について説明する。界面モデルの一種であるスプリング界面モデルについて,その特徴を概説す
るとともに,車軸-車輪界面に適用するうえでの理論的な取扱いを整理する。また,車軸-車輪
界面のような曲面において,曲率が超音波の反射挙動に及ぼす影響を数値解析により評価し,曲
面における超音波の反射挙動を平面状のスプリング界面での反射とみなして取り扱うことの妥当
性について検討する。
第 3 章では,小型輪軸試験片を用いた疲労試験により車輪座に発生させた疲労き裂に対して超
音波探傷を行い,車軸に負荷する曲げの方向や車輪座の公称応力の変化,あるいは車輪とのはめ
合いの有無がきずエコーに及ぼす影響を実験的に評価する。また,人工きずのエコー高さとの比
較によって疲労き裂の深さを推定したときの,推定深さと実測深さとの誤差を示し,探傷周波数
あるいは車輪とのはめ合いが深さ推定の誤差に及ぼす影響について考察する。
第 4 章では,第 3 章の小型輪軸を用いた試験結果に対してスプリング界面モデルを適用するこ
とにより,車輪とのはめ合いが輪軸の疲労き裂の超音波探傷試験に及ぼす影響を定量的に明らか
にする。モデル化に必要な界面剛性を実験的に同定したうえで,車軸-車輪界面に横波の斜角超
音波が入射したときの反射率を,入射角の関数として理論的に計算する。また,界面剛性の変化
が斜角入射における入射角と反射率との関係に及ぼす影響を,パラメータスタディにより明らか
にする。これらの理論計算結果に基づいて,車輪とのはめ合いにより疲労き裂のエコー高さが減

第 1 章 緒論
– 10 –
少した試験結果を説明する。
第 5 章では,実物大の輪軸(実体輪軸)に対して繰返し回転曲げを負荷し,車輪座に設けられ
た人工きずのエコー高さの変化を追跡することにより,繰返し負荷に伴う車輪座の接触状態の変
化がきずエコーに及ぼす影響を実験的に評価する。また,実体輪軸に作用する曲げモーメントの
方向を変化させたときの人工きずのエコー高さの差を測定し,車軸への曲げ負荷がきずエコーに
及ぼす影響を,車輪座の接触状態や超音波のきずへの入射方向を考慮したうえで定性的に考察す
る。得られた結果から,実際の車軸の超音波探傷における課題に対する提言や,き裂検出に対す
る解決策を示す。
第 6 章では,第 2 章から第 5 章で得られた結果を総括し,結論を述べる。
第 1章の参考文献
[1] 牧野一成, 車両に潜むきずの検査法, RRR 65(5) (2008), pp. 2–5.
[2] 日本材料学会編, 材料強度学, 日本材料学会, 1994, pp. 220–224.
[3] JIS E 4501:2011,鉄道車両-車軸強度設計方法, 日本規格協会, 2011.
[4] T. Makino, T. Kato, K. Hirakawa, Review of the fatigue damage tolerance of high-speed railway axles
in Japan, Eng. Fract. Mech. 78 (2011), pp. 810–825.
[5] 永島菊三郎, 中村宏, 電車用車軸の強度について, 日本機械学會論文集 17(63) (1951), pp.
54–59.
[6] K. Hirakawa, M. Kubota, On the fatigue design method for high-speed railway axles, Proc. Inst. Mech.
Eng. Part F: J. Rail Rapid Transit 215 (2001), pp. 73–82.
[7] 高速車両用輪軸研究委員会編, 鉄道輪軸, 丸善プラネット, 2008, pp. 193–199.
[8] 廣重巖, 輪軸, 交友社, 1971, pp. 159–170.
[9] K. Hirakawa, K. Toyama, M. Kubota, The analysis and prevention of failure in railway axles, Int. J.
Fatig. 20 (1998), pp. 135–144.
[10] 文献[7], pp. 119–129.
[11] 石塚弘道, 赤間誠, 花岡立定, 佐藤康夫, 本松啓美, 手塚和彦, 人工きず入り新幹線電車車軸
の疲労試験結果に対する破壊力学的評価, 日本機械学会論文集 A 編 60(578) (1994), pp.
2200–2206.
[12] 石塚弘道, 赤間誠, 佐藤康夫, 本松啓美, 花岡立定, 人工きず入り新幹線電車車軸の疲労試験

第 1 章の参考文献
– 11 –
結果に対する破壊力学的評価(第 2 報, 中ぐり車軸の場合), 日本機械学会論文集 A 編,
62(603) (1996), pp. 2527–2533.
[13] 石塚弘道, 久保田祐信, 栄中, 近藤良之, 佐藤康夫, 牧野一成, 在来線車両用焼ならし車軸の
車輪座における疲労き裂進展性評価, 材料 55(6) (2006), pp. 550–557.
[14] 牧野一成, 車両を取り巻く技術の動向⑫ 非破壊検査, R&m 16(6) (2008), pp. 48–51.
[15] 国土交通省令第 151 号, 鉄道に関する技術上の基準を定める省令, 第 90 条, 平成 13 年 12 月
25 日.
[16] 国土交通省告示第 1786 号, 施設及び車両の定期検査に関する告示, 平成 13 年 12 月 25 日.
[17] H. Ishiduka, Probability of improvement in routine inspection work of Shinkansen vehicle axles, Q.
Rep. Railw. Tech. Res. Inst. 40(2) (1999), pp. 70–73.
[18] H. Ishizuka, K. Makino, Y. Sato, Safety of axles for Japanese bullet train, Proc. 3rd Symp. on
Structural Durability in Darmstadt (SoSDiD) (2011), pp. 123–138.
[19] 石塚弘道, 新幹線電車車軸における探傷作業の効率化, 鉄道総研報告 11(9) (1997), pp. 1–6.
[20] 竹内久, 大井工場における超音波及び磁気探傷の概況, 非破壊検査 2(3) (1953), pp. 83–91.
[21] K. Makino, J. Yohso, H. Sakamoto, H. Ishiduka, Hollow axle ultrasonic crack detection for
conventional railway vehicles, Q. Rep. Railw. Tech. Res. Inst. 46(2) (2005), pp. 78–84.
[22] K. Makino, J. Yohso, H. Sakamoto, H. Ishiduka, An ultrasonic flaw detector for hollow axles of
meter-gauge railway cars and results of axle fatigue test, Proc. 16th Int. Wheelset Congr. (2010),
Session 7.4.
[23] 文献[7], pp. 129–166.
[24] J. Yohso, Development of automatic ultrasonic testing equipment for general and bogie inspection of
Shinkansen hollow axle, Proc. 11th Int. Wheelset Congr. vol. 2 (1995), pp. 47–50.
[25] J. Yohso, N. Takeda, Development of standard type automatic ultrasonic testing equipment for
in-service inspection of Shinkansen vehicle hollow axle, Proc. 10th Int. Wheelset Congr. (1992),
Preprints of Papers, pp. 45–49.
[26] 養祖次郎, 坂本博, 交番検査用新幹線中ぐり車軸超音波自動探傷装置の開発, 鉄道総研報告
5(6) (1991), pp. 15–22.
[27] 石原道章, 鉄道車軸の超音波探傷技術について, 非破壊検査 56(3) (2007), pp. 114–117.
[28] 村井純一, 鉄道車両の超音波探傷装置-最新の新幹線交番検査用中空車軸探傷装置, 検査技

第 1 章 緒論
– 12 –
術 10(4) (2005), pp. 56–61.
[29] 養祖次郎, 坂本博, 長瀬隆夫, 車両の足を守る 新たな車軸超音波探傷法を目指して, RRR
53(6) (1996), pp. 16–19.
[30] JIS Z 2300:2009,非破壊試験用語, 日本規格協会, 2009.
[31] B.R. Byrne, P.C. Johnson, P.G. Farley, Ultrasonic inspection of railway axles, Ultrasonics 4 (1966), pp.
143–151.
[32] J. Grum, V. Jemec, A. Beci, Experimental system for ultrasonic testing of axle sets of diesel-engine
trains, Insight 42(12) (2000), pp. 782–788.
[33] E. Hofmann, T. Oelschlagel, Automatisierte ultraschall-prüfanlage für radsatzwellen mit längsbohrung,
Eisenbahningenieur 56(5) (2005), pp. 31–37.
[34] E.G. Ares, J.L.G. Alonso, J.A.F. Plaza, A.B. Carrillo, N.C. Giménez, F.S. Aznar, M.A.R. Cervigón,
Automatic in-service train axle inspection systems, Proc. 9th European Conf. Nondestr. Test. (ECNDT
2006), Fr.1.3.1.
[35] W. Hansen, H. Hintze, H. Schubert, Ultrasonic testing of railway axles with phased array technique,
Proc. 3rd Pan-American Conf. Nondestr. Test. (PANNDT 2003).
[36] B. Rockstroh, W. Kappes, Mobiles system für die prüfung von hohlgebohrten radsatzwellen,
Eisenbahningenieur 58(12) (2007), pp. 41–43.
[37] 超音波フェイズドアレイ技術-基礎編-2013 年版, 日本工業出版, 2013.
[38] 牧野一成, 台車の非破壊検査を可視化する, RRR 68(5) (2011), pp. 10–13.
[39] R. Boehm, W. Spruch, Phased array rotation scanner probe system for ultrasonic testing of sleeve
shafts, Proc. 9th European Conf. Nondestr. Test. (ECNDT 2006), Fr.1.3.3.
[40] D. Liaptsis, I. Cooper, K. Boyle, P.I. Nicholson, The application of phased array ultrasonic techniques
for inspection of railway axles from their end face, Rev. Progr. Quantitat. Nondestr. Eval., Volume 30,
AIP Conf. Proc. 1335 (2011), pp. 1440–1447.
[41] S. Cantini, A. Gianni, Development of novel inspection techniques for train axles, Proc. 17th Int.
Wheelset Congr. (2013), Session 9.1.
[42] MIL-HDBK-1823A, Department of Defense Handbook —Nondestructive evaluation system
reliability assessment—, U.S. Department of Defense, 2009.
[43] A.P. Berens, NDE reliability data analysis, Metals Handbook 9th Edition, Vol. 17: Nondestructive

第 1 章の参考文献
– 13 –
Evaluation and Quality Control, ASM International, 1988, pp. 689–701.
[44] C. Annis, J.C. Aldrin, H.A. Sabbagh, NDT reliability —What is missing in nondestructive testing
capability evaluation?—, Mater. Eval. 73(1) (2015), pp. 44–54.
[45] C.R.A. Schneider, J.R. Rudlin, Review of statistical methods used in quantifying NDT reliability,
Insight 46(2) (2004), pp. 77–79.
[46] M. Carboni, S. Beretta, Effect of probability of detection upon the definition of inspection intervals for
railway axles, Proc. Inst. Mech. Eng. Part F: J. Rail Rapid Transit 221 (2007), pp. 409–417.
[47] S. Cantini, M. Carboni, S. Beretta, NDT reliability and inspection intervals assessment by defect
tolerant approach, Proc. 16th Int. Wheelset Congr. (2010), Session 8.1.
[48] U. Zerbst, S. Beretta, G. Köhler, A. Lawton, M. Vormwald, H.Th. Beier, C. Klinger, I. Černý, J. Rudlin,
T. Heckel, D. Klingbeil, Safe life and damage tolerance aspects of railway axles – A review, Eng. Fract.
Mech. 98 (2013), pp. 214–271.
[49] S. Hillmansen, R.A. Smith, The management of fatigue crack growth in railway axles, Proc. Inst.
Mech. Eng. Part F: J. Rail Rapid Transit 218 (2004), pp. 327–336.
[50] J. Rudlin, A. Muhammed, C. Schneider, Inspection reliability and periodicity for rail axle inspection,
Insight 48(6) (2006), pp. 348–351.
[51] S. Beretta, S. Cantini, M. Carboni, D. Regazzi, An analysis of the effect of compressive residual
stresses due to roll-forming onto fatigue crack propagation in railway axles, Proc. 17th Int. Wheelset
Congr. (2013), Session 4.4.
[52] 米山弘志, 三原田八水, 疲労き裂と放電加工ノッチにおける超音波エコー特性の比較, 圧力
技術 41(3) (2003), pp. 115–122.
[53] 坂真澄, き裂の高感度非破壊評価, 電気学会論文誌 A 119(3) (1999), pp. 241–245.
[54] 坂真澄 , 閉口き裂超音波探傷の問題点とその対策 , 日本機械学会誌 92(843) (1989), pp.
130–135.
[55] M. Saka, Y. Fukuda, NDT of closed cracks by ultrasonic propagation along the crack surface, NDT &
E International 24 (1991), pp. 191–194.
[56] S.J. Bowles, C.A. Harding, G.R. Hugo, Effect of crack closure on ultrasonic detection of fatigue cracks
at fastener holes, Proc. 35th Annu. Rev. Progr. Quantitat. Nondestr. Eval., AIP Conf. Proc. 1096 (2009),
pp. 1878–1885.

第 1 章 緒論
– 14 –
[57] M. Saka, M.A.S. Akanda, Ultrasonic measurement of the crack depth and the crack opening stress
intensity factor under a no load condition, J. Nondestr. Eval. 23 (2004), pp. 49–63.
[58] M.A.S. Akanda, M. Saka, Relationship between closure stress of small fatigue crack and ultrasonic
response, J. Nondestr. Eval. 23 (2004), pp. 37–47.
[59] S.R. Ahmed, M. Saka, Quantitative nondestructive testing of small, tight cracks using ultrasonic angle
beam technique, Mater. Eval. 58(4) (2000), pp. 564–574.
[60] S.R. Ahmed, M. Saka, Ultrasonic angle-beam technique as a tool for quantitative characterization of
small closed cracks, JSME Int. J. Series A, Solid Mech. Mater. Eng. 43(4) (2000), pp. 358–366.
[61] M. Saka, E. Schneider, P. Höller, A new approach to detect and size closed cracks by ultrasonics, Res.
Nondestr. Eval. 1 (1989), pp. 65–75.
[62] 藤田和孝, 小寺沢良一, 谷本昇, 引張圧縮応力下の表面疲労き裂伝ぱ(平均応力の影響および
超音波斜角探傷法によるき裂前縁局所領域のき裂閉口測定), 材料 42(472) (1993), pp. 22–28.
[63] S.I. Rokhlin, J.-Y. Kim, In situ ultrasonic measurement of crack closure, Int. J. Fatigue 25 (2003), pp.
51–58.
[64] R. Clark, W.D. Dover, L.J. Bond, The effect of crack closure on the reliability of NDT predictions of
crack size, NDT International 20 (1987), pp. 269–275.
[65] 石塚弘道, 養祖次郎, 超音波探傷におけるき裂と人工きずの相違-φ40mm模擬車軸平滑部の
超音波探傷試験-, 非破壊検査 50(11) (2001), pp. 719–723.
[66] 養祖次郎, 坂本博, 牧野一成, 石塚弘道, 表面 SH 波超音波探傷法を用いた車軸の検査, 鉄道
総研報告 16(5) (2002), pp. 35–40.
[67] 燈明泰成, 越智保雄, 松村隆, 表面 SH 波による疲労き裂の検出とその定量評価, 日本機械学
会論文集 A 編 67(661) (2001), pp. 1508–1513.
[68] 戸田裕己, 外山和男, 矢壁正樹, 中浦亨, 東村一弘, 福岡秀和, 鉄道車両用車軸のフレッティ
ング疲労き裂の表面 SH 波による定量評価, 非破壊検査 40(3) (1991), pp. 158–164.
[69] 村田頼信, 谷本晃久, 戸田裕己, 波形整形法を用いた表面 SH 波法によるフレッチング疲労き
裂の定量評価, 非破壊検査 52(11) (2003), pp. 620–627.
[70] 岡本隆, 秦直己, 毛受正治, 久保田祐信, 平川賢爾, 表面 SH 波による圧入軸のき裂探傷(第 1
報 人工き裂による探傷特性の評価,第 2 報 フレッティング疲労き裂の検出), 日本機械学
会九州支部講演論文集 50 (1997), pp. 71–76.
第 1 章の参考文献
– 15 –
[71] M. Carboni, A critical analysis of ultrasonic echoes coming from natural and artificial flaws and its
implications in the derivation of probability of detection curves, Insight 54(4) (2012), pp. 208–216.
[72] M.B. Marshall, R. Lewis, B.W. Drinkwater, R.S. Dwyer-Joyce, An ultrasonic approach for contact
stress mapping in machine joints and concentrated contacts, J. Strain Anal. Eng. Design 39 (2004), pp.
339–350.
[73] R. Lewis, M.B. Marshall, R.S. Dwyer-Joyce, Measurement of interface pressure in interference fits,
Proc. Inst. Mech. Eng. Part C: J. Mech. Eng. Sci. 219 (2005), pp. 127–139.
[74] R. Lewis, A. Yoxall, M.B. Marshall, Comparison of numerical and ultrasonic techniques for
quantifying interference fit pressures, Proc. Inst. Mech. Eng. Part C: J. Mech. Eng. Sci. 222 (2008), pp.
1125–1130.
[75] M.B. Marshall, R. Lewis, R.S. Dwyer-Joyce, F. Demilly, Y. Flament, Ultrasonic measurement of
railway wheel hub–axle press-fit contact pressures, Proc. Inst. Mech. Eng. Part F: J. Rail and Rapid
Transit 225 (2011), pp. 287–298.
[76] 白川栄, 圧入エコーに関する一考察, 非破壊検査 15(8) (1966), pp. 311–315.
[77] 山本勝太, 佐藤康夫, 牧野一成, 坂本博, 石塚弘道, 車輪座かじり発生に影響する因子と表面
処理方法の検討, 鉄道総研報告 23(11) (2009), pp. 53–56.
[78] T. Kuttner, H. Bettac, I. Trockels, Ionenimplantieren —ein wirtschaftliches verfahren zur vermeidung
von pressschäden an radsätzen, ZEVrail Glasers Annalen 126(4) (2002), pp. 146–155.

– 17 –
第 2章 スプリング界面における超音波伝搬の理論
2.1 緒言
鉄道車軸の車輪座に発生する可能性のあるきずのように,構造部材に発生したきずを超音波で
測定したときのエコー高さを定量的に評価するためには,超音波の材料中の伝搬挙動に対する理
論計算や有限要素モデルによる数値解析が有効である[1]。そのためには,特に,超音波伝搬挙動
に関わる音速,密度等の物性が異なる 2 つの媒質間の境界面(界面)に超音波が入射したときの
反射,透過等の挙動を適切にモデル化する必要がある。ところが,車軸と車輪のように,両者と
も炭素鋼製で材料異方性の程度や化学成分の相違が少なく,上述の物性に顕著な差が生じないよ
うな組合せでは,両者を単純に接合させ,境界面における応力と変位がともに連続であるとして
取り扱う完全接合界面による超音波伝搬の理論では,入射した超音波の大部分が界面を透過して
しまい[2],界面における超音波の反射,透過挙動の把握や,超音波探傷におけるエコー高さの定
量評価を適切に行うことができない。
界面における超音波伝搬挙動を表現するためのモデルは,これまでに多く報告されている。
Schoenberg [3]は,不完全な接合面を有する二つの弾性体に対して,界面コンプライアンス(下記
の界面剛性の逆数に相当)のパラメータを用いて,相対する面でのすべりを許容するモデルを提
案した。Drinkwater ら[4]は,表面粗さによって部分的に接触している固体同士の界面における挙
動をばね(界面剛性)で代表させるスプリングモデルを用いて,アルミニウム同士の接触面での
実験により得られた超音波の垂直入射時の反射挙動を界面剛性の変化により説明した。Biwa ら[5,
6]は,垂直剛性とせん断剛性の 2 種類の界面剛性を有するスプリングモデルを用いて,PMMA(ア
クリル樹脂)同士あるいはアルミニウム同士の接触面における界面波音速の面圧依存性を説明し
た。スプリング界面モデルは,種々の材料の組合せ(例えば鉄鋼-アルミニウム[7])での実験や
斜角入射の超音波での実験の議論にも多く適用されている[8–10]。また,Pecorari ら[11]は,超音
波の変位に応じて界面剛性に非線形性を与えることにより,界面に水分を含有した際に生じる 2
次高調波の挙動を説明した。
スプリング界面以外のモデルとして,Rokhlin ら[12]は,2 つの固体間に粘弾性層を配置した界
面モデルを提案し,粘弾性層の厚さや特性を変化させたときの斜角超音波の反射率を計算した。
Thomas ら[13]は,ある粗さを有する面同士が接触し塑性変形することにより生じた界面での空洞

第 2 章 スプリング界面における超音波伝搬の理論
– 18 –
分布を有限要素モデルで表すことにより,界面での超音波の挙動を広い周波数範囲で再現できる
ことを示した。Baik ら[14]は,同上の界面を周期的に配列させたき裂によって表現するモデルを
提案した。また,著者ら[15]は,同種の材料の接合面での反射を簡易に評価する手法として,界面
を完全接合としたうえで相手材の密度を仮想的に低減して反射波を生じさせるモデルを提示した。
以上のように種々の界面モデルが存在するが,本論文ではそれらのうち代表的なスプリング界
面モデルを取り扱う。本章では,スプリング界面モデルの特徴を概説するとともに,車軸-車輪
界面に適用するうえでの理論的な取扱いを整理する。また,車軸-車輪界面のような曲面におい
て,曲率が超音波の反射挙動に及ぼす影響を数値解析により評価し,曲面における超音波の反射
挙動を平面状のスプリング界面での反射とみなして取り扱うことの妥当性について検討する。
2.2 スプリング界面モデルの特徴
車軸と車輪のはめ合い面のように,2 つの媒質が接触している実構造部材の界面では,両者の
接触面が完全な平面であることはなく,切削,研削等の機械加工,あるいはやすりやペーパを用
いた研磨仕上げ後でも,通常は何らかの粗さを有している。このとき,2 つの媒質の界面は微視
的には図 2.1(a)に示すように,ある粗さを有する面同士が面圧を受けて接触した状態にある。面圧
が生じる状況としては,例えば,車軸と車輪のようにある締め代を有する部材同士を圧入あるい
は焼きばめした場合や,複数の部材をボルトで接合した場合等が考えられる。
この状態は近似的に,2 種類の界面剛性(垂直剛性 KN,せん断剛性 KT)を有する図 2.1(b)のス
プリング界面[4]によってモデル化される。ここで界面剛性とは,2 つの媒質間の相対距離が各方
向に単位長さだけ変化したときに生じる垂直応力あるいはせん断応力に相当する。スプリング界
面では,境界面で応力は連続であるが,変位に対しては不連続を許容する。すなわち,図 2.1 を
参照すると,接触する 2 つの面の表面粗さによる突起同士が面圧により局所的に変形あるいは接
触している界面に超音波が入射したとき,超音波の振幅による界面での変位の不連続によって生
じた各方向の相対変位によって,ばね定数 KN, KTを有する一種のばねが作用して応力が生じる。
その応力が各媒質内の超音波による変位(ひずみ)によって生じる応力と釣り合うものとして取
り扱うモデルである。

2.3 超音波の垂直入射時の反射率
– 19 –
(a) Microscopic structure in the interface (b) Modeling by interfacial stiffnesses
Fig. 2.1. A schematic view of the spring interface model.
スプリング界面モデルでは,界面(x1 = 0)において垂直応力 σ11が連続であり,両媒質の x1方
向の相対変位に比例する。同様に,界面においてせん断応力 σ12 が連続であり,両媒質の x2 方向
の相対変位に比例する。スプリング界面におけるこれらの境界条件は,以下の各式で表される。
11
21
111
211 uuK N (2.1)
12
22
112
212 uuKT (2.2)
ここで上付きの指標[1], [2]は,界面の両側における媒質 1 あるいは 2 の値であることを示す。
2.3 超音波の垂直入射時の反射率
2.3.1 縦波の垂直入射
本節ではスプリング界面モデルの最も単純な例として,図 2.1(a)に示すように,ともに均質で等
方弾性体である 2 つの媒質間に構成された界面剛性 KN, KTを有する界面に,媒質 1 から媒質 2 に
向かう x1方向に超音波が垂直入射する場合について考える。各媒質(i = 1, 2)における密度を ρi,
縦波音速を cLi,横波音速を cTi,Lamé の定数を λi, µiとする。なお,Lamé の定数は次式で与えら
れる。
22 2 TiLiii cc (2.3)
2Tiii c (2.4)
KN KT
x2
x1
Incident wave, I
Transmittedwave, T
Reflected wave, R
Medium 1
Medium 2
[1]
[2]
第 2 章 スプリング界面における超音波伝搬の理論
– 20 –
まず,x1方向に振動する縦波が x1方向に垂直入射する場合を考える。以下では,各波動は波動
方程式を満足する調和波であると仮定する。入射縦波を IL とし,その振幅を ILu ,角周波数を ω,
媒質 1 中の縦波の波数を kL1(= ω/cL1)とすると,x1方向に振動する入射縦波 IL の時刻 t における
変位成分 u1ILは次式で表される。
txkiuu LILIL 111 exp (2.5)
このとき,媒質 1 には反射縦波 RL,媒質 2 には透過縦波 TL が発生する。これらの x1方向に振動
する波の振幅を RLu , TLu ,媒質 2 中の縦波の波数を kL2(= ω/cL2)とすると,両者の時刻 t におけ
る変位成分 u1RL, u1
TLは次式で与えられる。
txkiuu LRLRL 111 exp (2.6)
txkiuu LTLTL 121 exp (2.7)
各媒質(i = 1, 2)における垂直応力 σ11[i]およびせん断応力 σ12
[i]は,x1, x2の各方向の変位成分 u1
[i],
u2[i]により,以下の応力-ひずみ関係式から得られる。
2
2
1
111 2
x
u
x
u i
i
i
iii
(2.8)
1
2
2
112 x
u
x
u ii
ii (2.9)
縦波の x1方向への垂直入射では x2方向の変位成分 u2[i]は常に 0 であり,変位成分 u1
[i]は界面に
平行な x2方向に一様であることから,これらの式は次式のように簡素化される。
1
111 2
x
u i
iii
(2.10)
ここで,u1[1]は媒質 1 中の 2 種類の縦波 IL, RL の変位成分の和 u1
IL + u1RL
で求められ,u1[2]には媒
質 2 中の縦波 TL の変位成分 u1TLを当てはめる。
式(2.5)~(2.7)を式(2.10)に代入して界面(x1 = 0)における両媒質の垂直応力 σ11[i]を求め,さらに
x1方向の変位 u1[i]および垂直応力 σ11
[i]を境界条件の式(2.1)に代入して整理すると,以下の各式が得
られる。
TLL
RLILL ukuuk 222111 22 (2.11)
RLILTLN
TLL uuuKuki 222 2 (2.12)
縦波反射率 RLを入射縦波 IL に対する反射縦波 RL の変位振幅の比の絶対値として定義すると,
式(2.11), (2.12)を整理することにより RLは次式で与えられる[7, 16]。
2.3 超音波の垂直入射時の反射率
– 21 –
N
LLLL
N
LLLL
IL
RL
L
K
WWiWW
K
WWiWW
u
uR
2121
2121
(2.13)
ここで WLiは以下に示すように,各媒質(i = 1, 2)における密度 ρiと縦波音速 cLiの積で定義され
る縦波音響インピーダンスである。
LiiLi cW (2.14)
特別な事例として,媒質 1, 2 が同じ密度 ρおよび縦波音速 cLを有する材料で構成され,縦波音
響インピーダンス WLが両媒質で等しい場合,すなわち WL1 = WL2 WLの場合,式(2.13)を変形す
ることにより以下の式が得られ,例えば,超音波測定で得られた縦波反射率 RL から垂直剛性 KN
を同定することができる。
11
2 2
L
LN
R
WK
(2.15)
ここで,縦波音響インピーダンス WLは次式で与えられる。
LL cW (2.16)
2.3.2 横波の垂直入射
x2方向に振動する横波が x1方向に垂直入射する場合も同様に考える。媒質 1 中の入射横波 IT の
振幅を ITu ,反射横波 RT の振幅を RTu ,媒質 2 中の透過横波 TT の振幅を TTu とし,角周波数を ω,
各媒質(i = 1, 2)中の横波音速を cTi,波数を kTi(= ω/cTi)とすると,x2方向に振動する各横波の
時刻 t における変位成分 u2IT, u2
RT, u2TTは以下の各式で表される。
txkiuu TITIT 112 exp (2.17)
txkiuu TRTRT 112 exp (2.18)
txkiuu TTTTT 122 exp (2.19)
横波の x1方向への垂直入射では x1方向の変位成分 u1[i]は常に 0 であり,変位成分 u2
[i]は界面に
平行な x2方向に一様であることから,応力-ひずみ関係式(2.8), (2.9)は次式に簡素化される。
1
][2][
12 x
u i
ii
(2.20)
ここで,u2[1] = u2
IT + u2RT,u2
[2] = u2TTである。

第 2 章 スプリング界面における超音波伝搬の理論
– 22 –
式(2.17)~(2.19)を式(2.20)に代入してせん断応力 σ12[i]を求め,x2 方向の変位 u2
[i]および垂直応力
σ12[i]を境界条件の式(2.2)に代入して整理すると,以下の各式が得られる。
TTT
RTITT ukuuk 2211 (2.21)
RTITTTT
TTT uuuKuki 22 (2.22)
入射横波 IT に対する反射横波 RT の変位振幅の比の絶対値から,横波反射率 RTは横波音響イン
ピーダンス WTi(i = 1, 2)を用いて次式で与えられる[7, 16]。
T
TTTT
T
TTTT
IT
RT
T
K
WWiWW
K
WWiWW
u
uR
2121
2121
(2.23)
TiiTi cW (2.24)
媒質 1, 2 が同じ密度 ρおよび横波音速 cTを有し,横波音響インピーダンス WTが両媒質で等し
い場合,式(2.23)を変形することにより次式が得られる。
11
2 2
T
TT
R
WK
(2.25)
TT cW (2.26)
2.4 超音波の横波斜角入射時の反射率
2.4.1 入射角が全ての臨界角以下の場合
本節では図 2.2 に示すように,界面剛性 KN, KTを有する 2 つの媒質間の界面に超音波が斜角入
射する場合を考える。代表的な入射波の種類として縦波と横波があるが,本論文の第 3 章以降の
議論では縦波の斜角入射を取り扱わないので,ここでは横波の斜角入射について説明する。この
問題は多くの研究者[3, 8–10]によって解析されているので,ここでは概要を述べる。
入射横波 IT の振幅を ITu ,角周波数を ω,媒質 1 中の横波の波数を kT1(= ω/cT1),入射角を η1
とすると,入射横波 IT の x1, x2の各方向の時刻 t における変位成分 ujIT(j = 1, 2)は次式で表され
る。
txxkiuu
uT
IT
IT
IT
22111
1
2
2
1 exp
(2.27)
ここで,ℓ1 = cos η1, ℓ2 = sin η1である。

2.4 超音波の横波斜角入射時の反射率
– 23 –
Fig. 2.2. Reflection and transmission of ultrasound at two-media interface.
入射角 η1 が両媒質の縦波および横波音速によって定義される全ての臨界角よりも小さい場合,
4 種類の波が発生する。すなわち,反射縦波 RL(反射角 θ1),反射横波 RT(反射角 η1:入射角と
等しい),透過縦波 TL(屈折角 θ2)および透過横波 TT(屈折角 η2)である。これらの波の各方向
の時刻 t における変位成分 ujRL, uj
RT, ujTLおよび uj
TT(j = 1, 2)は,各媒質中の縦波および横波の波
数 kLi, kTi(i = 1, 2)を用いて以下の各式で表される。
txnxnkin
nu
u
uL
RL
RL
RL
22111
2
1
2
1 exp (2.28)
txxkiuu
uT
RT
RT
RT
22111
1
2
2
1 exp
(2.29)
txmxmkim
mu
u
uL
TL
TL
TL
22112
2
1
2
1 exp (2.30)
txpxpkip
pu
u
uT
TT
TT
TT
22112
1
2
2
1 exp (2.31)
x1
x20
Interface(x1 = 0)
Springs, KN and KT
Medium 1kL1, kT1, 1, 1
1, cL1, cT1
Medium 2kL2, kT2, 2, 2
2, cL2, cT2
RLRT
1
1
TL
2
2
TT
IT
1
IT: Incident shear waveRL: Reflected longitudinal waveRT: Reflected shear waveTL: Transmitted longitudinal waveTT: Transmitted shear wave
KN KT

第 2 章 スプリング界面における超音波伝搬の理論
– 24 –
ここで,上式中の各パラメータは,一部再掲するが以下の各式で与えられる。
TiTi
LiLi c
kc
k
, (2.32)
2221
2221
1211
1211
sin,cos
,sin,cos
,sin,cos
,sin,cos
pp
mm
nn
(2.33)
斜角入射の場合も,各媒質(i = 1, 2)における垂直応力 σ11[i]およびせん断応力 σ12
[i]は式(2.8), (2.9)
の応力-ひずみ関係式から得られ,界面における境界条件の式(2.1), (2.2)も同様である。ただし,
これらの式では,u1[1]および u2
[1]は媒質 1 中の波(IT,RL および RT)の各方向の変位成分を,u1
[2]
および u2[2]は媒質 2 中の波(TL および TT)の各方向の変位成分を,それぞれ総和してから適用
する。
式(2.1), (2.2)の境界条件が成立するためには,まず,次式の位相整合条件(スネルの法則)が満
足されなければならない。
22222121 pkmkknk TLTL (2.34)
式(2.27)~(2.31)を式(2.8), (2.9)に代入して垂直応力およびせん断応力を求め,さらに境界条件の式
(2.1), (2.2)に代入して整理し,式(2.34)の位相整合条件を適用することにより,次式が得られる。
IT
T
N
T
T
TT
TL
RT
RL
TTLTTT
TNLNNN
TLTL
TLTL
u
K
K
k
k
u
u
u
u
ppikpKmmikmKKnK
ppikpKmikmKKnK
ppkmmkknnk
ppkmkknk
1
2
22
2111
2111
22
212212122212
212222
1222121
22
21222122
22
21112111
21222
122221112
1111
2
2
22
22
2222
(2.35)
2.4.2 媒質 1 と 2 が同一とみなせる場合の理論の簡素化
本研究で取り扱う鉄道輪軸では,車軸,車輪ともに炭素鋼製で材料異方性の程度や化学成分の
相違が少ないことから,媒質 1 と 2 の材料特性がほぼ同等とみなしてよい。そこで以下では,媒
質 1 と 2 の材料特性が同一の場合のみを考えて理論を簡素化し,両者の材料パラメータを次式で
定義する。
212121
21212121
,,
,,,, TTTLLLTTTLLL cccccckkkkkk (2.36)
2.4 超音波の横波斜角入射時の反射率
– 25 –
このとき,式(2.34)から m2 = n2および p2 = ℓ2が得られ,その結果,式(2.33)から η2 = η1, θ2 = θ1とな
る。この場合,入射横波のモード変換により縦波が発生する最大の入射角(縦波臨界角)ηc は一
つのみ存在し,式(2.33), (2.34)で縦波反射角 θ1(あるいは縦波屈折角 θ2)を 90°としたときの入射
角 η1を計算することにより,次式で導かれる。
L
Tc c
c1sin (2.37)
鉄鋼材料の音速は,温度や化学成分により若干の違いがあるが,縦波音速が cL = 5915 m/s,横波
音速が cT = 3235 m/s の場合,式(2.37)により縦波臨界角 ηcは約 33.2°となる。
入射角 η1が縦波臨界角 ηcよりも小さい場合,式(2.36)と m2 = n2, p2 = ℓ2, η2 = η1, θ2 = θ1の各式を
式(2.35)に代入することにより,次式が得られる。
IT
T
N
T
T
TT
TL
RT
RL
TTLTTT
TNLNNN
TLTL
TLTL
u
K
K
k
k
u
u
u
u
ikKnniknKKnK
ikKniknKKnK
knnkknnk
knkknk
1
2
22
21
21
22
21121212
2122
1121
22
2121
22
2121
212
1212
1
2
2
22
22
2222
(2.38)
これらの方程式を数値的に解くことにより,入射横波の振幅 ITu が与えられたときの各波の振幅
RLu , RTu , TLu , TTu が得られる。
2.4.3 入射角が縦波臨界角を超える場合
一方,入射角 η1が縦波臨界角 ηcよりも大きい場合,式(2.34)から,n2は 1 よりも大きくなる。
この場合,式(2.33)で n2 = sin θ1を満足する θ1の実数値が存在しない。式(2.33)によると,n1と n2
は n12 + n2
2 = 1 の関係にあることから,n2 > 1 でもこの関係を満足するように,n1の値を虚数とし
て次式で定義する。
12211 ninin (2.39)
ここで n 1( 122 n )は実数である。この n 1 を用いて式(2.28)の反射縦波 RL を記述し直すと
以下のようになる。
txnkixnkn
niu
u
uLL
RL
RL
RL
2211
2
1
2
1 expexp (2.40)

第 2 章 スプリング界面における超音波伝搬の理論
– 26 –
この式は,反射縦波 RL が x1方向と x2方向の変位成分が 90°の位相差を有しながら,x2軸の正の
方向へ伝搬することを意味する。同時に,界面から離れる,すなわち x1の負の値が大きくなるに
つれて exp(kLn 1x1)が 0 に近づくことから,RL は平面波ではなく,界面から離れるほど指数的に減
衰する非均質な波(表面波)である。なお,式(2.39)で n 1 の符号を+としたのは,式(2.40)で x1 < 0
のときに exp(kLn 1x1)が減衰を表すようにするためである。
一方,透過縦波 TL に関しても,m2 = n2 > 1 であることから,m12 + m2
2 = 1 の関係により m1の値
を虚数として次式で定義する。
12211 ninim (2.41)
この n 1 および n2(= m2)を用いて式(2.30)の透過縦波 TL を記述し直すと以下のようになる。
txnkixnkn
niu
u
uLL
TL
TL
TL
2211
2
1
2
1 expexp (2.42)
透過縦波 TL も反射縦波 RL と同様に,x1方向と x2方向の変位成分が 90°の位相差を有しながら,
x2軸の正の方向へ伝搬するとともに,x1(> 0)が増加し界面から離れるほど指数的に減衰する。
なお,式(2.41)の+符号は,式(2.42)で x1 > 0 のときに減衰項が現れるように定めた。
以上を整理すると,入射角 η1 が縦波臨界角 ηc よりも大きい場合,式(2.38)の n1 を in 1 に置き換
えることにより,次の ITu と RLu , RTu , TLu , TTu との関係式が得られる。
IT
T
N
T
T
TT
TL
RT
RL
TTLTTT
TNLNNN
TLTL
TLTL
u
K
K
k
k
u
u
u
u
ikKnnknKKnK
ikKnikniKKniK
knnikknnik
knkknk
1
2
22
21
21
22
21121212
2122
1121
22
2121
22
2121
212
1212
1
2
2
22
22
2222
(2.43)
入射角 η1の大きさに応じて式(2.38)あるいは式(2.43)を数値的に解くことにより,横波反射率 RT
は RTu / ITu の絶対値により求められるが,具体的な手順を以下に示す。
式(2.27)で,入射横波 IT の入射点(x1 = x2 = 0)における位相が 0 となる時刻を t = 0 として再定
義すれば,その変位振幅 ITu は正の実数として差し支えない。このとき,式(2.38)および式(2.43)
は行列を用いて以下のように表される。
ITuiii dbyxCA (2.44)

2.4 超音波の横波斜角入射時の反射率
– 27 –
ここで,Aおよび Cは,縦波臨界角 ηcの前後で各成分の関数形が変化する 4 × 4 の実行列,x, y, b
および dは 4 × 1 の実行列である。行列 dは実際には常にゼロ行列であるが,表現に一貫性を持た
せるために表記した。行列 x, yの成分は次式で与えられることに注意する。
)Im(
)Im(
)Im(
)Im(
,
)Re(
)Re(
)Re(
)Re(
TT
TL
RT
RL
TT
TL
RT
RL
u
u
u
u
u
u
u
u
yx (2.45)
ここで Re, Im は,位相を含めた複素数で与えられる各変位振幅の実部および虚部を表す。式(2.44)
の実部と虚部を整理すると次式が得られ,さらに行列を用いて表すことができる。
IT
IT
u
u
dxCyA
byCxA
(2.46)
ITu
d
b
y
x
AC
CA (2.47)
この8元連立方程式を解くことにより,入射横波の変位振幅 ITu に対する各波の変位振幅 RLu , RTu ,
TLu , TTu の実部および虚部(x T, y T)Tは次式で求められる。
ITu
d
b
AC
CA
y
x1
(2.48)
結果的に,横波反射率 RTは入射角 η1の関数として次式で計算される。
IT
RTRT
IT
RT
T u
uu
u
uR
22
1
)][Im()][Re( (2.49)
鉄道車軸の斜角横波による超音波探傷では,周波数が 2~5 MHz の探触子が多く用いられる。
一例として,周波数 5 MHz の横波が,密度 ρ = 7850 kg/m3,縦波音速 cL = 5915 m/s,横波音速 cT =
3235 m/s の 2 媒質間の界面(垂直剛性 KN = 2 MPa/nm,せん断剛性 KT = 0.5 MPa/nm)に入射する
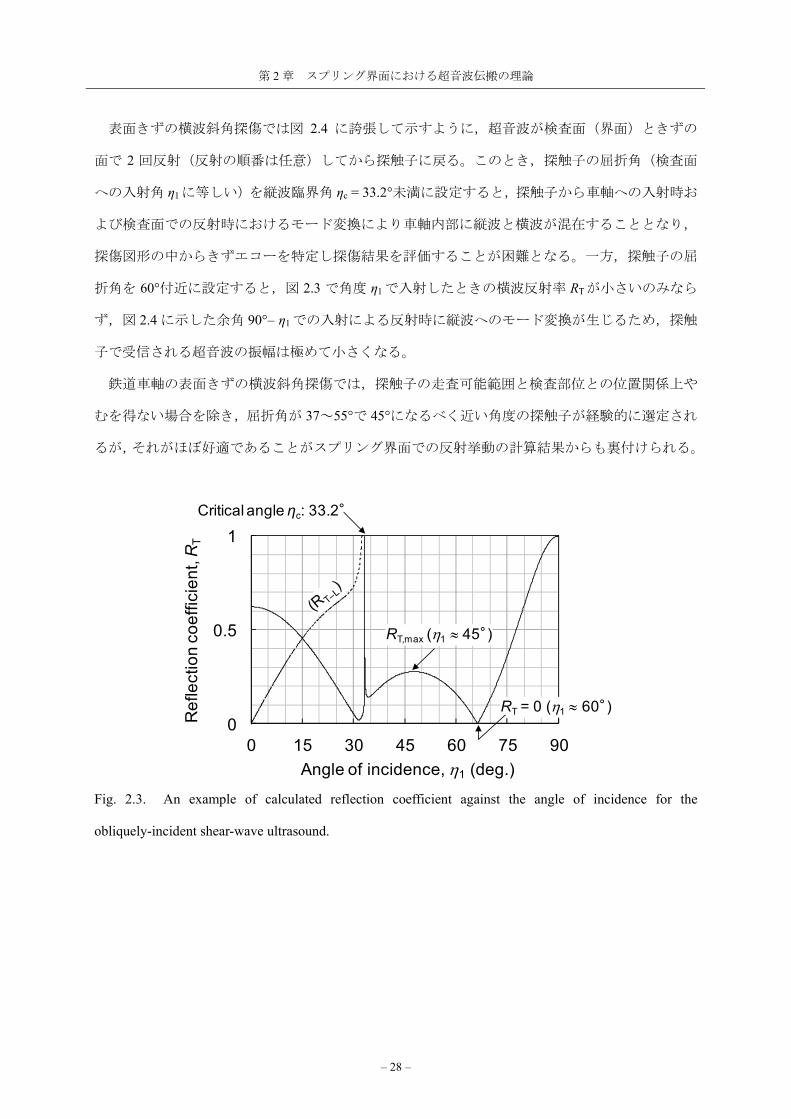
場合に,式(2.49)により計算した入射角 η1と横波反射率 RTの関係を図 2.3 に示す。同図には,入
射角 η1が縦波臨界角 ηcよりも小さい範囲内で,同様の方法により計算した入射横波に対する反射
縦波の振幅比(| RLu / ITu |)を RT–Lとして示した。
図 2.3 より,入射角 η1が 0°から増加するにつれて横波反射率 RTが減少する一方で,縦波にモー
ド変換して反射する割合 RT–Lが増加し,縦波臨界角 ηcの手前の 30°付近で RTは極小値を示す。入
射角 η1が縦波臨界角 ηcを超えると RTは増加し,η1 = 45°付近で RTは極大値を示す。そして η1 = 60°
を超えた付近で RT = 0 となる。
第 2 章 スプリング界面における超音波伝搬の理論
– 28 –
表面きずの横波斜角探傷では図 2.4 に誇張して示すように,超音波が検査面(界面)ときずの
面で 2 回反射(反射の順番は任意)してから探触子に戻る。このとき,探触子の屈折角(検査面
への入射角 η1に等しい)を縦波臨界角 ηc = 33.2°未満に設定すると,探触子から車軸への入射時お
よび検査面での反射時におけるモード変換により車軸内部に縦波と横波が混在することとなり,
探傷図形の中からきずエコーを特定し探傷結果を評価することが困難となる。一方,探触子の屈
折角を 60°付近に設定すると,図 2.3 で角度 η1で入射したときの横波反射率 RTが小さいのみなら
ず,図 2.4 に示した余角 90°– η1での入射による反射時に縦波へのモード変換が生じるため,探触
子で受信される超音波の振幅は極めて小さくなる。
鉄道車軸の表面きずの横波斜角探傷では,探触子の走査可能範囲と検査部位との位置関係上や
むを得ない場合を除き,屈折角が 37~55°で 45°になるべく近い角度の探触子が経験的に選定され
るが,それがほぼ好適であることがスプリング界面での反射挙動の計算結果からも裏付けられる。
Fig. 2.3. An example of calculated reflection coefficient against the angle of incidence for the
obliquely-incident shear-wave ultrasound.
0
0.5
1
0 15 30 45 60 75 90
Re
flect
ion
co
eff
icie
nt,
RT
Angle of incidence, 1 (deg.)
Critical angle ηc: 33.2°
RT,max (1 45°)
RT = 0 (1 60°)

2.5 界面の曲率が超音波の反射挙動に及ぼす影響
– 29 –
Fig. 2.4. Reflection of ultrasound at a flaw in the axle–wheel interface with a shear-wave angle probe.
2.5 界面の曲率が超音波の反射挙動に及ぼす影響
2.5.1 概要
前節までに説明したスプリング界面モデルでは,界面を平面として取り扱う。ところが,車軸
の車輪とのはめ合い面のような曲面に本モデルを適用した場合,その適用可能性あるいは適用限
界を超えることによる誤差が懸念される。例えば,実際の輪軸を用いて行った超音波試験結果を
平面状のスプリング界面により評価しようとする場合,超音波の反射面である車輪座は曲面であ
るため,平面への入射時のように均一には反射しない。このとき,はめ合い面の接触状態を界面
剛性パラメータで表現し,平面状のスプリング界面モデルを適用して得られた反射率の計算結果
を用いてきずエコーを評価すると,一定以上の誤差を含んだ評価となる可能性がある。
本節では界面の曲率が超音波の反射挙動に及ぼす影響について,中ぐり車軸の内面から車輪座
に向けて垂直横波を入射する場合を想定した数値解析モデルを用いた超音波シミュレーションに
より評価する。まず,界面における超音波伝搬挙動の数値解析に必要な,スプリング界面と等価
な界面モデルについて説明する。そのうえで,探触子(振動子)から車軸表面までの距離に対し
て相対的な曲率を有する車軸-車輪界面に超音波が入射したときの,数種類のはめ合い状態に対
応するモデルにおける反射波の振幅および反射率を計算し,界面の曲率の変化のみならず,振動
子の寸法あるいは周波数(波長)の変化が反射率に及ぼす影響を評価する。
Angle probe
η1
90°– η1(Complementary angle)
Ref lectedshear wave
Flaw
Refraction angleof the probe
η1
Incident angleto the interface
* The display of f law and ultrasound is exaggerated.

第 2 章 スプリング界面における超音波伝搬の理論
– 30 –
2.5.2 周期的非接合界面による等価モデル
スプリング界面モデルでは,界面における超音波の伝搬挙動を有限要素法等の数値解析により
評価する際に,界面剛性に相当するばね要素が必要で,計算上やや煩雑となる。そこで,スプリ
ング界面と等価であるが計算での取扱いが容易な界面モデルについて説明する。
スプリング界面モデルは本来,ある粗さを有する 2 つの面が多数の凹凸で局所的に接触してい
る状態を模擬したモデルである。そのため,図 2.5 に示すような周期的な非接合部を有する同一
材料の界面における状態は,次式で与えられる垂直剛性 KNによって表現されることが知られてい
る[14]。
1
*
2
1secln
4
sw
s
EswK
s
EK N
(2.50)
ここに E´は平面ひずみ縦弾性係数(= E/(1–2),E:縦弾性係数,ν:ポアソン比),s は周期境界
の幅,w は完全接合部の幅で,K*は接合部比率 w/s(0 w/s 1)の関数で表される規格化垂直剛
性である。本モデルでは理論上,せん断剛性 KTは垂直剛性 KNと等しい値を有する[14, 17]。
Fig. 2.5. The model with a periodically cracked interface.
車軸と車輪の材質はともに炭素鋼であることから,以下では両者の材料特性は同一とみなす。
超音波の鉄鋼中での横波音速が cT = 3230 m/s,周波数が f = 5 MHz のとき,横波波長Tは 0.646 mm
である。ここで密度を ρ = 7800 kg/m3 とし,周期境界の幅 s を横波波長に対してある程度小さい s =
0.32 mm(横波波長 λTの約半分)に設定した場合に,式(2.50)より導かれる接合部比率 w/s とせん
断剛性 KTおよび横波反射率 RTとの関係を図 2.6 に示す。KTから RTを導出する際には,スプリン
グ界面における両者の関係式(2.25)を用いた。同図によると,接合部比率 w/s が大きいほどせん断
s
wCracks
Axle
Wheel
s: Width of periodic boundaryw: Width of non-cracked partw/s: Bonding ratio
Periodic boundary

2.5 界面の曲率が超音波の反射挙動に及ぼす影響
– 31 –
剛性 KTが増加し,高い剛性がより多くの超音波を透過させるために横波反射率 RTが減少する。
Fig. 2.6. The tangential stiffness KT and the shear-wave reflection coefficient RT against the bonding ratio w/s.
2.5.3 車軸-車輪界面での反射波の計算
(1) 計算モデル
車軸-車輪界面における曲率,はめ合い状態(接合部比率),振動子寸法および周波数(波長)
を変化させたときの,反射波を計算するために作成した 3 次元の有限要素モデルを図 2.7 に示す。
同図(a)の x–z 面は,車軸の軸方向に垂直な断面に相当する。超音波の入射面の中心をモデルの原
点とし,超音波伝搬の対称性を考慮して x = 0 面を対称面とした。車輪座直径 200 mm,中ぐり径
60 mm の中ぐり車軸を中ぐり面から探傷することを想定し,振動子から車軸-車輪界面の距離 L
は (200 – 60) / 2 = 70 mm で一定とした。このとき,探触子の接触面(中ぐり面)と車軸-車輪界
面との相対的な曲率の影響を評価するため,中ぐり面は常に平面とする代わりに,車軸-車輪界
面の曲率を逆方向の曲率(探触子から見て凸面の曲率)を含めて変化させた。界面の曲率半径 r
は 50 mm, 100 mm, ∞(平面), –100 mm(逆方向の曲率)の 4 種類とした。探触子の高さ(z 方向)
は 5 mm とし,探触子の内部には振動子を模擬するために,探触子と同じ幅で超音波を送受信す
るための厚さ 0.08 mm の弾性体領域を車軸との境界面に設け,それ以外は探触子の吸音材(ダン
パ)に相当する超音波の吸収領域とした。振動子の幅 D は 5 mm, 10 mm, 20 mm の範囲で変化させ
た。車輪へ透過後の超音波の伝搬挙動は問題としないため,車輪,車軸を合わせたモデルの高さ
は界面までの距離 L よりも少し長い 75 mm とし,後述の計算パラメータに応じた指向角による超
音波の拡がりに対応できるように,モデル全体の幅は 25.6 mm とした。
0
0.2
0.4
0.6
0.8
1
0
2
4
6
8
10
0 0.25 0.5 0.75 1 Sh
ea
r-w
ave
refle
ctio
n c
oe
ff., R
T
Tang
entia
l st
iffne
ss, K
T(M
Pa/
nm)
Bonding ratio, w/s

第 2 章 スプリング界面における超音波伝搬の理論
– 32 –
Fig. 2.7. Three-dimensional FE model with periodic interface for calculation of reflected wave.
図 2.7(b)に示した車軸-車輪界面の拡大図で,y 方向は車軸の軸方向に相当し,y 軸に対して垂
直な周期境界面をモデルを挟んで両側に設定した。周期境界の幅 s は 0.32 mm である。車軸-車
輪界面に沿って,y 方向の幅 s に対して部分的に,z 方向に 2 要素分の高さの空隙(非接合部)を
設けた。この非接合部の幅を調節することによって,モデルの接合部比率 w/s を 0, 0.25, 0.5, 0.75
の 4 通りに設定した。要素の形状は全て立方体で,要素分割の寸法 d は鉄鋼中の周波数 5 MHz の
横波波長 λTに対して十分小さい 0.02 mm(約 λT/32)とし,要素数は約 8192 万である。車軸,車
輪,探触子,振動子は全て等方弾性体で,材料定数はいずれも密度 ρ = 7800 kg/m3,縦波音速 cL =
5900 m/s,横波音速 cT = 3230 m/s とした。
これらのモデルに対して,図 2.7(c)に示す任意振幅の 8 波(5 波分の定振幅正弦波の前後に各 1.5
波の過渡的な波形を付加した波)の y 方向変位を振動子に付与し,車軸の斜角探傷における SV
波の振動面と平行な振動面を有する垂直横波を車軸に入射し,車軸-車輪界面での反射波を振動
子で受信したときに,振動子を構成する各要素の y 方向変位を平均して算出された波形を評価に
Dis
plac
emen
t of
tr
ansd
ucer
(a.
u.)
Time
1.5 λ 1.5 λ5 waves
Transition
x
z
y
Axle
Wheel
w/s = 0, 0.25, 0.5, 0.75
Gap (2 elements)
Periodic boundary faces
(b) Magnification of interface (View A indicted in (a))
(a) x–z cross section (c) Waveform of incident wave
Ultr
asou
nd a
bsor
ptio
n zo
ne
(mm)A
Axle
Normal probeo
Sym
met
ry fo
r x-
axis
Wheel
Interface
Dis
tanc
e fr
om t
rans
duce
r to
inte
rfac
e:
L(=
70
mm
)
Transducer width: D(5, 10, 20 mm)
25.6
55x
z
Transducer and its vibration direction

2.5 界面の曲率が超音波の反射挙動に及ぼす影響
– 33 –
用いた。入射波の周波数(定振幅の正弦波部分の周波数)f は 1 MHz, 2 MHz, 5 MHz の 3 種類とし
た。また,超音波が界面以外の境界面で反射しないよう,入射波の周波数に応じた超音波の吸収
領域を図 2.7(a)に示す各面に設けた。
計算時刻は界面での反射波を振動子で受信するまでの約 50 µs 間とし,時間増分は 1 要素を縦
波が通過する時間の 0.8 倍(約 2.71 ns),計算ステップ数は約 18500 である。計算には,伊藤忠テ
クノソリューションズ(株)製の陽的解法による超音波シミュレーションソフトウェア ComWAVE
Ver. 5.0.1 を用いた。
(2) 計算パラメータと計算方法
上述の計算モデルを用いて,表 2.1 に示すパラメータでの計算を実施した。まず,作成した計
算モデルにおいて,界面の接合部比率 w/s と横波反射率 RTとの関係を確認するため,界面の曲率
半径 r を 100 mm,振動子幅 D を 10 mm,入射波の周波数 f を 5 MHz で固定し,接合部比率 w/s
を 0, 0.25, 0.5, 0.75 の 4 段階で変化させて計算した。ここで,w/s = 0 のときの受信波,すなわち曲
率は有しているが車輪とは接合していない車軸の自由表面での反射波を,横波の全反射により得
られた反射波とみなし,w/s = 0.25, 0.5, 0.75 のときの w/s = 0 に対する受信波の振幅比を,各 w/s
における横波反射率 RTとした。なお,受信波の振幅は図 2.7(c)に示した入射波のように完全に一
定ではなかったため,各 w/s における受信波に高速フーリエ変換(FFT; Fast Fourier transform)を
適用し,当該周波数(ここでは f = 5 MHz)での振幅スペクトル同士の比から横波反射率 RTを求
めた。
次に,界面における曲率半径 r が横波反射率 RTに及ぼす影響を評価するため,表 2.1 に印で
示したパラメータでの計算を行った。すなわち,振動子幅 D を 10 mm,周波数 f を 5 MHz で固定
し,曲率半径 r を 50 mm, 100 mm, ∞, –100 mm で変化させたときに,各曲率半径 r における w/s = 0,
0.5 のモデルでの計算結果から横波反射率 RTを求め,曲率半径 r と横波反射率 RTとの関係を調べ
た。同様に,表 2.1 に印で示したパラメータでの計算結果から振動子幅 D が横波反射率に及ぼ
す影響を,印で示したパラメータでの計算結果から入射波の周波数 f が横波反射率に及ぼす影
響を,それぞれ評価した。

第 2 章 スプリング界面における超音波伝搬の理論
– 34 –
Table 2.1. Parameters in the model for calculation of reflected wave.
2.5.4 超音波の反射挙動への影響因子の評価
(1) 曲率を有する面での界面剛性の変化による影響
界面の曲率半径 r を 100 mm,振動子幅 D を 10 mm,入射波の周波数 f を 5 MHz で固定し,接
合部比率 w/s を 0, 0.25, 0.5, 0.75 の 4 段階で変化させたときの,w/s と横波反射率 RTとの関係を図
2.8 に示す。既に図 2.6 に示した,式(2.50)により導かれる周期的非接合界面での理論解を同図に再
掲する。本計算モデルにおいて,接合部比率 w/s の増加に伴って横波反射率 RTが減少する傾向を
確認した。ただし,理論解と比較すると,計算結果の方が概して高かった。これは,上述の計算
ソフトウェアの有限要素モデルで非接合部を表現するにはある高さを有する空隙が必要なため
(図 2.7(b)を参照),計算モデルの界面剛性が見かけ上減少したこと,および式(2.50)が直線状の界
面を有する 2 次元モデルにおける理論解であるのに対し,本件は曲面状の界面を有する 3 次元モ
デルで得られた計算結果であることが原因と考えられる。
Frequency, f (MHz)
Transducer width,
D (mm)
Radius of curvature in the interface, r (mm)
50 100 ∞ –100
110
2
5
5
10
20
: Calculated for w/s = 0 and 0.5: Calculated for w/s = 0, 0.25, 0.5 and 0.75
Data sets for evaluation of influence due to : Radius of curvature in the interface : Transducer width : Frequency (or wave length)

2.5 界面の曲率が超音波の反射挙動に及ぼす影響
– 35 –
Fig. 2.8. Shear-wave reflection coefficient RT against bonding ratio w/s for the radius of interfacial
curvature of 100 mm.
(2) 界面における曲率半径の変化による影響
接合部比率 w/s = 0, 0.5 の 2 種類のモデルにおいて,振動子幅 D を 10 mm,周波数 f を 5 MHz で
固定し,曲率半径 r を 50 mm, 100 mm, ∞, –100 mm で変化させたときの,周波数 5 MHz における
受信波の振幅スペクトルを図 2.9 に示す。同図では,曲率半径 r の逆数(曲率)を界面までの距離
L の逆数で規格化して示した。規格化曲率 L/r は,L/r = 0 が平面に相当し,+(または–)の値が増
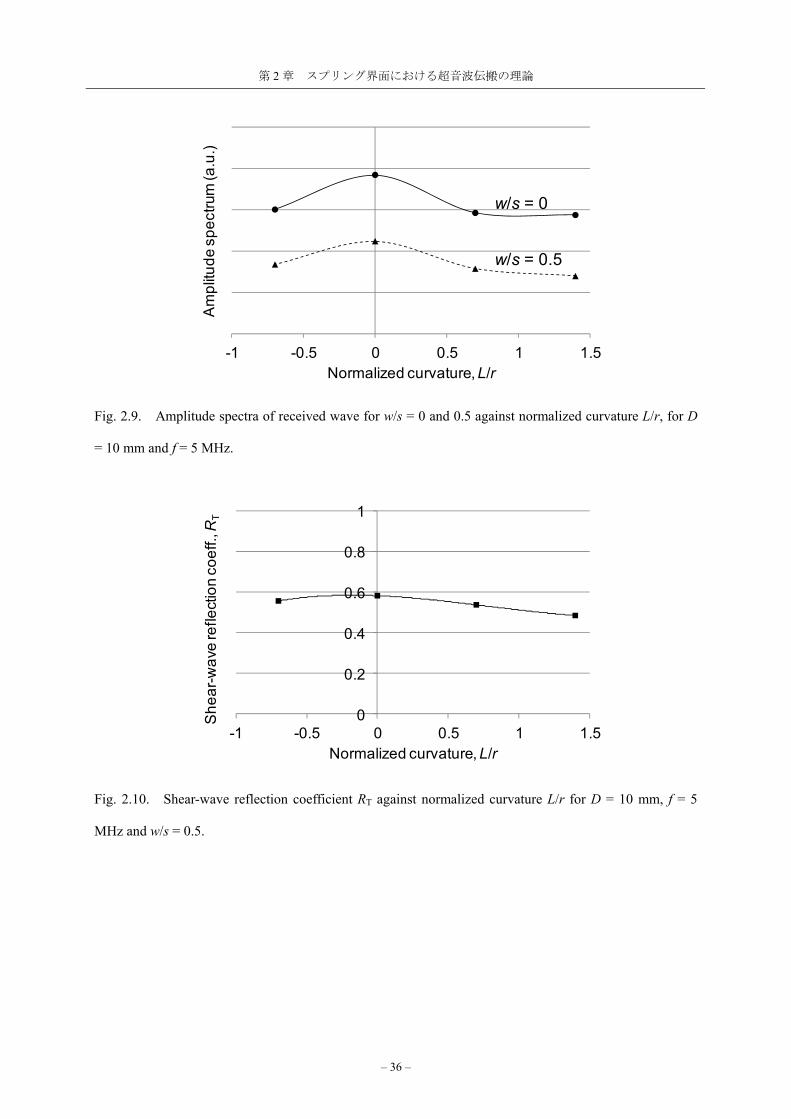
加するほど急な曲率を有する凹面(または凸面)であることを表す。w/s = 0, 0.5 ともに,平面(L/r
= 0)のときに受信波の振幅が最も大きく,界面が曲率を有するにつれて振幅が減少した。しかし,
規格化曲率の変化に伴う両者の変化は同様の傾向を示した。
そこで,前項の(2)で述べたように,各曲率半径における w/s = 0.5 の振幅スペクトルの w/s = 0
に対する比から横波反射率 RTを計算した。接合部比率 w/s = 0.5 における規格化曲率 L/r と横波反
射率 RTとの関係を図 2.10 に示す。規格化曲率の絶対値が大きくなるほど,平面(L/r = 0)におけ
る横波反射率 RT からのずれが大きくなり,曲率半径の変化による影響が現れた。しかしながら,
規格化曲率が| L/r | 1 の界面では,界面に相対する媒質がないときの反射を自由反射とみなして
計算した反射率が有する誤差は,平面の界面に入射した場合と比較して 8%以内であった。
0
0.2
0.4
0.6
0.8
1
0 0.25 0.5 0.75 1Sh
ea
r-w
ave
refle
ctio
n c
oe
ff., R
T
Bonding ratio, w/s
(Theoretical solution)
第 2 章 スプリング界面における超音波伝搬の理論
– 36 –
Fig. 2.9. Amplitude spectra of received wave for w/s = 0 and 0.5 against normalized curvature L/r, for D
= 10 mm and f = 5 MHz.
Fig. 2.10. Shear-wave reflection coefficient RT against normalized curvature L/r for D = 10 mm, f = 5
MHz and w/s = 0.5.
-1 -0.5 0 0.5 1 1.5
Am
plit
ud
e s
pe
ctru
m (a
.u.)
Normalized curvature, L/r
w/s = 0
w/s = 0.5
0
0.2
0.4
0.6
0.8
1
-1 -0.5 0 0.5 1 1.5
Sh
ea
r-w
ave
refle
ctio
n c
oe
ff., R
T
Normalized curvature, L/r

2.5 界面の曲率が超音波の反射挙動に及ぼす影響
– 37 –
界面の曲率半径 r が 100 mm のときを一例として,超音波の伝搬中における変位振幅の絶対値
のコンター図および振動子での受信波の波形を図2.11に示す。同図(a)~(e)のコンター図によると,
振動子から入射した垂直横波は,界面での反射後も波頭をほぼ直線に保ったまま振動子で受信さ
れており,同図(f)に示した受信波形でも,図 2.7(c)で示した送信波の波形と比較して波形の崩れは
ほとんど見られない。入射面から見たときの界面の相対的な曲率が極端に急な場合には,平面状
の界面モデルを適用して反射率を評価するのには無理があるが,規格化曲率が| L/r | 1 の界面で
あれば平面に対する誤差は 8%以内であり,平面状の界面モデルを曲面に適用して反射を定量的に
評価することには一定の合理性があると考えられる。
なお,図 2.7(b)に示したように,立方体要素を用いて界面を表現した都合上,上述の 8%の誤差
には計算モデルに起因する誤差,すなわち要素分割による曲面の粗さや空隙の厚さの影響が含ま
れる。要素分割を細かくして検証するには限界があるが,これらの影響を除去できたとしても,
平面状の界面モデルの曲面への適用による誤差は数%存在すると考えられる。第 4 章で曲面での
反射を取り扱う際には,振幅の比を取ることにより曲率の影響が最小限に抑えられたとみなすが,
本節の結果から,同章で得られた値には上述の程度の誤差が含まれる可能性がある。
Fig. 2.11. Displacement amplitude under ultrasound propagation for the radius of interfacial curvature of
100 mm.
Displacement amplitude (a.u)
(a) 736 steps(2.0 µs)
(b) 7728 steps(21.0 µs)
(c) 8464 steps(23.0 µs)
(d) 8832 steps(24.0 µs)
(e) 16192 steps(43.9 µs)
Incident wave
Transducer
Interface(r = 100 mm)
Axle
Wheel
Incident wave
Reflected wave
Transmitted wave
Reflected wave
Dis
pla
ce
me
nt o
f re
fle
cte
d w
ave
(a.u
.)
43Time (µs)
44 45 46
(f) Waveform of reflected wave received at the transducer

第 2 章 スプリング界面における超音波伝搬の理論
– 38 –
(3) 振動子幅の変化による影響
曲率半径 r を 100 mm,周波数 f を 5 MHz で固定し,振動子幅 D を 5 mm, 10 mm, 20 mm で変化
させたときの,接合部比率 w/s = 0.5 における振動子幅 D と横波反射率 RTとの関係を図 2.12 に示
す。同図では,振動子幅 D を界面までの距離 L で規格化して示した。車軸の超音波探傷における
実用的な振動子幅の範囲では,規格化振動子幅 D/L の変化に対する反射率の変化(最大値と最小
値の差の,両者の平均に対する割合)は 1.2%程度であった。振動子幅が反射率に及ぼす影響は,
(2)の界面の曲率半径の影響に比べると小さいと考えられる。
Fig. 2.12. Shear-wave reflection coefficient RT against normalized transducer width D/L for r = 100 mm, f
= 5 MHz and w/s = 0.5.
(4) 周波数の変化による影響
曲率半径 r を 100 mm,振動子幅 D を 10 mm で固定し,周波数 f を 1 MHz, 2 MHz, 5 MHz で変化
させたときの,接合部比率 w/s = 0.5 における周波数 f と横波反射率 RTとの関係を図 2.13 に示す。
同図では,各周波数に対応する横波波長 λTを界面までの距離 L で規格化して示した。車軸の超音
波探傷における実用的な周波数の範囲では,横波の規格化波長 λT/L と反射率 RTはほぼ反比例の関
係にあった。ここで,式(2.25)を用いて横波反射率 RT をせん断剛性 KT に変換し,λT/L と KT の関
係として図 2.14 に示す。規格化波長 λT/L の変化に対するせん断剛性の変化は 5.6%程度であり,
入射波の周波数に関わらず,せん断剛性 KTがほぼ一定の界面が表現されていた。なお,λT/L の減
少に伴ってせん断剛性 KTが減少したのは,波長が小さい(周波数が高い)ほど,図 2.7(b)に示し
0
0.2
0.4
0.6
0.8
1
0 0.1 0.2 0.3 0.4
Sh
ea
r-w
ave
refle
ctio
n c
oe
ff., R
T
Normalized transducer width, D/L

2.5 界面の曲率が超音波の反射挙動に及ぼす影響
– 39 –
た計算モデルの界面における空隙厚さの影響を受けたためと考えられる。
Fig. 2.13. Shear-wave reflection coefficient RT against normalized wave length λT/L for r = 100 mm, D =
10 mm and w/s = 0.5.
Fig. 2.14. Tangential stiffness KT against normalized wave length λT/L for r = 100 mm, D = 10 mm and
w/s = 0.5.
0
0.2
0.4
0.6
0.8
1
0 0.01 0.02 0.03 0.04 0.05
Sh
ea
r-w
ave
refle
ctio
n c
oe
ff., R
T
Normalized wave length, λT/L
0
0.2
0.4
0.6
0.8
1
0 0.01 0.02 0.03 0.04 0.05
Tang
entia
l st
iffne
ss, K
T(M
Pa/
nm)
Normalized wave length, λT/L

第 2 章 スプリング界面における超音波伝搬の理論
– 40 –
2.6 結言
本章では,界面における超音波伝搬挙動を表現するためのモデルの一つであるスプリング界面
モデルについて,その特徴を概説するとともに,車軸-車輪界面に適用するうえでの理論的な取
扱いを整理した。また,車軸-車輪界面のような曲面において,曲率が超音波の反射挙動に及ぼ
す影響を数値解析により評価し,曲面における超音波の反射挙動を平面状のスプリング界面での
反射とみなして取り扱うことの妥当性について検討した。本章で得られた成果をまとめると以下
のとおりである。
(1) 縦波あるいは横波が平面状のスプリング界面に垂直入射する場合について,反射率と界面剛
性との関係を整理した。
(2) 横波が平面状のスプリング界面に斜角入射する場合について,入射横波と反射縦波・横波,
透過縦波・横波との関係を整理した。また,界面の両側の媒質が同一とみなせる場合につい
て理論を簡素化し,入射角が縦波臨界角を超える場合の横波反射率の計算式を提示した。
(3) 曲率半径 r を有する界面に距離 L から横波超音波を垂直入射する超音波シミュレーションの
結果,規格化曲率 L/r の絶対値が大きくなるほど,平面(L/r = 0)における横波反射率 RTか
らのずれが大きくなったが,規格化曲率が| L/r | 1 の界面では反射率の誤差は 8%以内であっ
た。平面状の界面モデルを曲面に適用して反射を定量的に評価することには一定の合理性が
あると考えられた。
(4) 曲率半径 r = 100 mm の界面に横波超音波を垂直入射させる振動子の幅を変化させたとき,横
波反射率の変化は小さく 1.2%程度であった。また,入射波の周波数を変化させたとき,横波
反射率から計算されるせん断剛性の変化は 5.6%程度であった。いずれの影響も,界面の曲率
半径が横波反射率に及ぼす影響に比べると小さいと考えられた。
第 2章の参考文献
[1] 前田宣喜, 矢川元基, 非破壊試験の理論, 丸善プラネット, 2007, pp. 99–102.
[2] 日本非破壊検査協会編, 非破壊検査技術シリーズ 超音波探傷試験Ⅱ, 日本非破壊検査協会,
2000, pp. 7–14.
[3] M. Schoenberg, Elastic wave behavior across linear slip interfaces, J. Acoust. Soc. Am. 68 (1980), pp.
1516–1521.
[4] B.W. Drinkwater, R.S. Dwyer-Joyce, P. Cawley, A study of the interaction between ultrasound and a

第 2 章の参考文献
– 41 –
partially contacting solid–solid interface, Proc. R. Soc. Lond. A 452 (1996), pp. 2613–2628.
[5] S. Biwa, A. Suzuki, N. Ohno, Evaluation of interface wave velocity, reflection coefficients and
interfacial stiffnesses of contacting surfaces, Ultrasonics 43 (2005), pp. 495–502.
[6] S. Biwa, S. Hiraiwa, E. Matsumoto, Stiffness evaluation of contacting surfaces by bulk and interface
waves, Ultrasonics 47 (2007), pp. 123–129.
[7] R.S. Dwyer-Joyce, B.W. Drinkwater, A.M. Quinn, The use of ultrasound in the investigation of rough
surface interfaces, Trans. ASME, J. Tribol. 123 (2001), pp. 8–16.
[8] D. Liaptsis, B.W. Drinkwater, R. Thomas, The interaction of oblique incidence ultrasound with rough,
partially contacting interfaces, Nondestr. Test. Eval. 21 (2006), pp. 109–121.
[9] F.J. Margetan, R.B. Thompson, T.A. Gray, Interfacial spring model for ultrasonic interactions with
imperfect interfaces: theory of oblique incidence and application to diffusion-bonded butt joints, J.
Nondestr. Eval. 7 (1988), pp. 131–152.
[10] A. Pilarski, J.L. Rose, A transverse-wave ultrasonic oblique-incidence technique for interfacial
weakness detection in adhesive bonds, J. Appl. Phys. 63 (1988), pp. 300–307.
[11] C. Pecorari, M. Poznic, On the linear and nonlinear acoustic properties of dry and water-confining
elasto-plastic interfaces, Proc. R. Soc. Lond. A 462 (2006), pp. 769–788.
[12] S.I. Rokhlin, Y.J. Wang, Analysis of boundary conditions for elastic wave interaction with an interface
between two solids, J. Acoust. Soc. Am. 89 (1991), pp. 503–515.
[13] R. Thomas, B.W. Drinkwater, D. Liaptsis, The reflection of ultrasound from partially contacting rough
surfaces, J. Acoust. Soc. Am. 117 (2005), pp. 638–645.
[14] J.-M. Baik, R.B. Thompson, Ultrasonic scattering from imperfect interfaces: A quasi-static model, J.
Nondestr. Eval. 4 (1984), pp. 177–196.
[15] K. Makino, S. Biwa, H. Sakamoto, Modeling and simulation for ultrasonic testing of miniature
wheelset, Int. Congr. on Ultrasonics (ICU 2011), AIP Conf. Proc. 1433 (2012), pp. 475–478.
[16] H.G. Tattersall, The ultrasonic pulse-echo technique as applied to adhesion testing, J. Phys. D: Appl.
Phys. 6 (1973), pp. 819–832.
[17] H. Tada, P.C. Paris, G.R. Irwin, The stress analysis of cracks handbook, Del Res. Corp., Hellertown,
Penn., USA, 1973, pp. B.1–B.4.

– 43 –
第 3 章 小型輪軸の車輪座疲労き裂の超音波探傷におけ
る曲げ負荷とはめ合いの影響
3.1 緒言
鉄道車軸において車輪座は,車輪とのフレッティングによって生じた疲労き裂が成長し,折損
する可能性がある箇所である。このような損傷を防止する目的で,車軸は定期的に検査される[1–3]。
鉄道車軸のき裂を超音波を用いて検出する方法に関しては,これまで,理論的あるいは実験的観
点から深く研究されてきた。日本では近年,垂直探触子あるいは斜角探触子を用いた超音波探傷
法によって,車輪が車軸にはめ合わされた「輪軸」のままの状態で車軸を検査している[4–6]。こ
のような探傷法は,例えばドイツでも適用されており[7],疲労き裂に起因する車軸折損事故は,
現在ではほぼ皆無となった。しかしながら,はめ合い部の超音波探傷できずエコーが誤検出され
る事例や,磁粉探傷で微細なきずが検出される事例が散見されており,超音波探傷によるはめ合
い部を中心とするきず検出性能のさらなる向上を図る必要がある。
鉄道車軸の超音波探傷では多くの場合,超音波探傷器の感度は人工きずのエコー高さを基準に
して調整される。しかし,疲労き裂ではき裂先端が閉口していることが多く,き裂面同士が部分
的に接触している可能性がある。そのため,疲労き裂と人工きずでは,両者の深さや長さが同じ
であっても,エコー高さに差が生じるおそれがある[8]。また,車軸を輪軸状態で検査する場合に
は,き裂からの信号が減少するとともに,はめ合い部に発生する圧入エコー[9]の影響を受けて,
SN 比が低下するおそれがある[10, 11]。
これまで,斜角縦波,斜角横波,あるいは表面波等を用いて,き裂面での応力状態に応じて変
化する疲労き裂と人工きずのエコー高さの相違に着目した研究結果は多く報告されている。例え
ば,Bowles ら[12]は,航空機に用いられるアルミニウム合金のファスナーホールに発生した疲労
き裂の検出に水浸斜角探傷法を適用したときの,き裂面に作用させた開閉口応力と超音波映像と
の関連性や人工きずを用いた較正の問題点について言及した。Saka ら[13]は,ステンレス鋼板に 4
点曲げ試験で発生させた疲労き裂を屈折角 50°の横波斜角超音波で測定した結果を整理し,疲労き
裂の深さおよび閉口応力を超音波により推定する手法を提案した。Clark ら[14]は,鋼板に発生さ
せた疲労き裂に対して浸透探傷,磁粉探傷,交流磁場測定法(ACFM; Alternating current field
第 3 章 小型輪軸の車輪座疲労き裂の超音波探傷における曲げ負荷とはめ合いの影響
– 44 –
measurement)および表面波による超音波探傷を適用し,浸透探傷および超音波探傷では過度に閉
口したき裂を検出できないことを明らかにした。しかし,これまでの研究の多くは,例えば 3 点
あるいは 4 点曲げ試験で疲労き裂を発生させた平板状の試験片を用いて評価している。
供用中の車軸により近い状況が再現可能な,回転曲げ試験で発生させた疲労き裂の超音波探傷
試験に関しては,石塚ら[15]が,SFA60 製の車軸から切り出した直径 40 mm の試験片に回転曲げ
により発生させた疲労き裂に対して,き裂面に開閉口負荷を作用させたときのエコー高さの変化
を屈折角 45°の横波斜角探触子で測定し,き裂深さの推定を試みたが,このような回転曲げ疲労き
裂に対する超音波斜角探傷の研究報告は多くない。一方,疲労き裂における感度低下の課題を解
決する手法の一つとして,振動面が表面に平行で表面に沿って伝搬する横波(表面 SH 波; Grazing
shear horizontal wave)を入射する探触子の車軸探傷への適用が研究されている。例えば,戸田ら[16]
は,表面 SH 波の送受信用の 2 個の探触子を V 形に対向させて配置する手法が,直径 40 mm の模
擬車軸に発生させた微小き裂を検出するのに有効であることを示した。村田ら[17]は,表面 SH 波
探傷に波形整形法を適用し,受信波の時間分解能を向上させることにより,疲労き裂の端部エコ
ー検出の可能性を示した。著者らもこれまで,従来の斜角探傷法に加えて,表面 SH 波探触子を
用いた探傷法について研究してきた[18]。表面 SH 波探触子は,表面き裂のき裂面での反射の際に
超音波の振動モードが変化しないため,き裂の検出感度が上昇する可能性がある。特に,車輪が
車軸にはめ合わされた状態で,曲げ負荷によってき裂を閉口させるような圧縮応力が作用する状
況において,斜角探触子と表面 SH 波探触子を用いた場合のき裂検出性能を比較することには意
義がある。
本章では,小型輪軸試験片を用いた疲労試験により車輪座に発生させた疲労き裂に対して超音
波探傷を行い,車軸に負荷する曲げの方向や車輪座の公称応力の変化,あるいは車輪とのはめ合
いの有無がきずエコーに及ぼす影響を実験的に評価する。すなわち,曲げ負荷によって車輪座に
生じた引張あるいは圧縮応力のもとで,疲労き裂が開口あるいは閉口の状態にあるときに,両者
のエコー高さおよび波形を比較する。また,小型車軸に車輪がはめ合わされた場合とそうでない
場合,あるいは探触子の公称周波数が異なる場合や,斜角探触子の代わりに表面 SH 波探触子を
用いた場合のきずエコーの測定結果を比較し,それらの相違の要因について考察する。さらに,
人工きずのエコー高さとの比較によって疲労き裂の深さを推定したときの,推定深さと実測深さ
との誤差を示し,探傷周波数あるいは車輪とのはめ合いが深さ推定の誤差に及ぼす影響について
考察する。

3.2 試験方法
– 45 –
3.2 試験方法
3.2.1 試験片
本研究で用いた小型輪軸試験片を図 3.1 に示す。ここで実物大の輪軸(実体輪軸)ではなく小
型輪軸を用いたのは,後述する汎用の試験機を用いることによって,曲げ負荷の作用下での超音
波測定が容易に行えるからである。実体輪軸では通常,車輪が車軸に圧力ばめされるが,小型輪
軸試験片では車輪を車軸に焼きばめした。試験片の長さは 432 mm,つかみ部の直径は 55 mm,車
輪座の直径は 57 mm である。焼きばめの締め代は,計算上の接触面圧が実体輪軸のそれと同等の
約85 MPaとなるように,直径で約40 µmとした。はめ合い両面の最大粗さRzは,車軸表面が3 µm,
車輪内面が 10 µm である。
Fig. 3.1. A schematic view of the test setup for a miniature wheelset.
小型車軸と小型車輪は,鉄道車両用の実物の車軸と車輪から機械加工によって製作した。車軸
材(SFA60A [19])および車輪材(SSW-QS [20])はいずれも炭素鋼で,JIS 規格に示されている化
学的および機械的特性を表 3.1 に示す。なお,車軸材 SFA60A は欧州規格(EN; European norm)
13261 の EA1N に近い材料である。一方,車輪材 SSW-QS は,引張強さは EN 13262 の ER7 に近
く,炭素量はアメリカ鉄道協会(AAR)の Class B に近い材料である。
Path length:approx. 15 mm
Path length:approx. 78 mm
: Load point (crack opening)
Fatigue crackGrazing SH-wave probe
45°
Wheel(shrink-fitted)
: Load point (crack closure)
Miniature axle
Angleprobe
30 201201
432
5
5
5
7
8
7R
20
Probe holder
(mm)

第 3 章 小型輪軸の車輪座疲労き裂の超音波探傷における曲げ負荷とはめ合いの影響
– 46 –
Table 3.1. Chemical and mechanical properties of the materials.
(a) Chemical properties
(b) Mechanical properties
3.2.2 疲労き裂の作製
小型輪軸試験片の車輪座表面に疲労き裂を発生させるため,図 3.1 に示した 4 点で曲げ負荷が
作用させられる回転曲げ疲労試験装置を用いた。車輪座の公称応力 σnは 165 MPa,回転速度は 400
rpm である。公称応力とは,曲げ負荷を作用させたときに当該部位の表面に生じる計算上の応力
で,車軸に作用させた曲げモーメント M と車輪座の直径 d から次式で計算される。
323d
Mn
(3.1)
疲労き裂を車輪座に確実に発生させるため,き裂が発生するもう一つの箇所であるつかみ部を,
水圧による圧延加工が可能なボールポイントツールで強化した。疲労試験中,5 × 105回転ごとに
試験装置を停止し,その都度,表面 SH 波探触子を用いて疲労き裂の発生の有無を確認した。総
回転数は 2 × 106回であり,結果として,フレッティングに起因する 2 個の疲労き裂が車輪座表面
に発生した。なお,き裂の有無および形状は,超音波による全ての試験項目が終了した後,破壊
試験によりき裂面を開口させて最終的に確認した。
Yield pointσs (MPa)
Tensile strengthσB (MPa)
Elongationδ (%)
Reduction in areaφ (%)
Sharpy absorbed energyE (J)
SFA60A(for axle)
295 590 20 30 31
Tensile strengthσB (MPa)
Hardness HB
(Counter-flange rim face)
Hardness HS
(Center of tread)
SSW-QS(for wheel)
770 246–307 HB 37–45 HS
C Si Mn P S
SFA60A(for axle)
0.35–0.48 0.15–0.40 0.40–0.85 0.035 0.040
SSW-QS(for wheel)
0.60–0.75 0.15–0.35 0.50–0.90 0.045 0.050
(Weight %)
3.2 試験方法
– 47 –
3.2.3 超音波探傷試験
屈折角45°で公称周波数が2 MHz, 5 MHzの2種類の横波斜角探触子,および公称周波数が2 MHz,
3 MHz, 5 MHz の 3 種類の表面 SH 波探触子の,計 5 種類の探触子(いずれもジャパンプローブ製)
を超音波探傷試験に用いた。各探触子に内蔵された振動子の大きさは,全て 5 mm × 5 mm である。
図 3.1 の試験装置の側面視に示したように,超音波の入射点を固定するため,各探触子は試験片
の曲面に治具を用いて取り付けられた。このとき超音波は,探触子の底面が接触媒質(探触子か
ら被検査材へ超音波を伝搬させるために塗布する水,油等の液体)を介して車軸の曲面に接触し
た状態で伝搬される。
上述した 2 個の疲労き裂に対して超音波探傷試験を実施した。斜角探触子ではビーム路程が約
78 mm で,超音波のビーム中心がき裂と向き合いエコー高さが最大となる位置で測定した。この
ビーム路程 W は,平行部(つかみ部)の半径 r1,車輪座の半径 r2,および探触子の屈折角 θ(= 45°)
から次式で求められる。
cos21 rr
W
(3.2)
表面 SH 波探触子では距離によりエコー高さが変化するため,ビーム路程が約 15 mm となる位
置でエコー高さを測定した。超音波探傷試験でき裂に開閉口応力を作用させる際には,疲労き裂
を発生させるときと同様に 4 点曲げの回転曲げ疲労試験機を用いた。各き裂の超音波測定は,測
定するき裂が中立面から最も離れ,かつ最大の応力振幅が作用する位置まで,車軸を試験装置上
で回転させてから行った。
測定は,以下の手順で実施した。まず,車軸に車輪がはめ合わされた状態(輪軸状態)で超音
波探傷試験を行った。車軸への負荷は,車輪座の公称応力を 0 から+165 MPa まで上げ,その後–165
MPa まで下げてから 0 に戻すサイクルで作用させた。エコー高さの測定は,応力を 15 MPa 変化
させるごとに行った。疲労き裂での安定したデータを得るために,事前に 2 サイクルを負荷して
から測定を行った。次に,小型車輪を切断して取り外し,車輪がはめ合わされていない車軸(車
軸単体)に対しても同じ試験項目を実施した。全ての超音波測定が終了後,疲労き裂を強制的に
開口して実際のき裂深さを測定した。
測定には超音波探傷器 AD-3212(A&D 製)を用いた。受信可能な周波数帯域は 0.5~10 MHz,
増幅ゲインは最大 84 dB である。パルサーはスクエア波で,パルス電圧は 200 V,ダンピング抵抗
は 180 Ω,パルス幅は公称周波数 2 MHz の探触子では 250 ns,同 3 MHz, 5 MHz の探触子では 100

第 3 章 小型輪軸の車輪座疲労き裂の超音波探傷における曲げ負荷とはめ合いの影響
– 48 –
ns とした。受信波のローパスフィルタは,2 MHz 探触子では 2 MHz に,3 MHz, 5 MHz の探触子
では 5 MHz にそれぞれ設定した。エコー高さを規格化するために,図 3.2 に示すように,車軸試
験片の角部で反射したエコー高さ(斜角探触子では he(angle),表面 SH 波探触子では he(SH))を測定
し,次式に示すように,各探触子で測定されたエコー高さ h を heで除して規格化エコー高さ H と
した。
eh
hH (3.3)
(a) Measurement with an angle probe (b) Measurement with a grazing SH-wave probe
Fig. 3.2. Measurements of the edge reflection for the normalization of the echo height.
3.2.4 き裂深さの推定
疲労き裂のエコー高さを人工きずと比較することにより,疲労き裂の深さ推定の可能性につい
て評価した。図 3.3 に示す小型車軸試験片に,6 個の人工きずを放電加工(EDM; Electrical discharge
machining)により設けた。この車軸は,図 3.1 に示した小型輪軸の車軸とほぼ同じ形状であるが,
車輪ははめ合わされていない。きず加工の目標深さは,それぞれ 0.15 mm, 0.3 mm, 0.6 mm, 1 mm, 2
mm, 3 mm である。
これらの人工きずの超音波測定を同じ 5 種類の探触子を用いて行い,きず深さとエコー高さと
の較正曲線を探触子ごとに作成した。これらの較正曲線を用いて,2 個の疲労き裂に対して各探
触子で測定したエコー高さから各々のき裂深さを推定し,き裂面を強制開口して実測したき裂深
さと比較した。
- Echo height of the edge reflection: he
- Measured echo height: h=> Normalized echo height (dB): H = h/he
5
5
Axle end 45°
Angle probe
Axle edge
5
5
Axle end
Grazing SH-wave probe
Axle edgePath length:
approx. 15 mm
he(SH)
(mm)

3.3 結果および考察
– 49 –
Fig. 3.3. A drawing of a miniature axle with artificial flaws in different depths.
3.3 結果および考察
3.3.1 実測した疲労き裂の特徴
超音波探傷試験の結果を述べる前に,車軸に発生した疲労き裂の特徴について示す。全ての超
音波測定が終了後,2 個の疲労き裂を強制的に開口して得られたき裂面を図 3.4 に示す。図 3.4(a)
に示した深い方のき裂(実測深さ 3.5 mm)をき裂 1 と称し,同図(b)の浅い方のき裂(実測深さ
1.3 mm)をき裂 2 と称する。いずれの疲労き裂も,車輪座の端部からはめ合い内側に向かって 0.7
mm の位置に発生した。
(a) Fatigue crack No. 1 (Depth: 3.5 mm) (b) Fatigue crack No. 2 (Depth: 1.3 mm)
Fig. 3.4. The faces of two fatigue cracks.
Artificial flaw No. 1 2 3 4 5 6Depth (mm) 0.15 0.31 0.61 1.01 2.00 3.02Length (mm) 6.2 8.8 10.0 10.0 10.0 10.0
No. 3–6D
L = 10
No. 1, 2D
L (< 10)
Flaw shape432
193193 46
55
55
.5
5.5Artificial flaws,No. 4–6
5.5Artificial flaws,No. 1–3
No. 1, 4
No. 3, 6
No. 2, 5
(mm)
Fatigue crack
Crack tip
Axle surface
2 mm
Fatiguecrack
Axle surface
Crack tip
2 mm

第 3 章 小型輪軸の車輪座疲労き裂の超音波探傷における曲げ負荷とはめ合いの影響
– 50 –
3.3.2 記録した波形
公称周波数 2 MHz, 5 MHz の斜角探触子,公称周波数 2 MHz, 5 MHz の表面 SH 波探触子のそれ
ぞれについて,車輪座における公称応力が–165 MPa および+165 MPa のときに記録した,輪軸状
態および車軸単体での全波検波後の超音波の波形を,き裂 1 について図 3.5 に示す。周波数 3 MHz
の表面 SH 波探触子の波形はここでは省略する。各波形において,き裂で反射したエコー(きず
エコー)と推定される箇所に矢印を付した。波形を見やすくするため,きずエコーが低くノイズ
が目立つ場合を除いて,きずエコーの画面表示が縦軸のフルスケールに対して 80%となるように
探傷器ゲインを調整した。試験片の形状と超音波の伝搬経路,および典型的な波形について,斜
角探触子の場合を図 3.6 に,表面 SH 波探触子の場合を図 3.7 に示す。
(a) 2 MHz angle probe (b) 5 MHz angle probe
(c) 2 MHz grazing SH-wave probe (d) 5 MHz grazing SH-wave probe
Fig. 3.5. The waveforms as to the crack No. 1.
Path length (mm)
Path length (mm)
Ech
o h
eig
ht (
%)
Ech
o h
eig
ht (
%)
Tensile stress+165 MPa
Path length (mm)
Path length (mm)
Ech
o h
eig
ht (
%)
Ech
o h
eig
ht (
%)
Compressive stress–165 MPa
Axl
e o
nly
As
wh
ee
lse
t
Path length (mm)
Path length (mm)
Tensile stress+165 MPa
Ech
o h
eig
ht (
%)
Ech
o h
eig
ht (
%)
Path length (mm)
Path length (mm)
Ech
o h
eig
ht (
%)
Ech
o h
eig
ht (
%)
Axl
e o
nly
As
wh
ee
lse
t
Compressive stress–165 MPa
(N/A)
Path length (mm)
Path length (mm)
Ech
o h
eig
ht (
%)
Ech
o h
eig
ht (
%)
Tensile stress+165 MPa
Path length (mm)
Ech
o h
eig
ht (
%)
Compressive stress–165 MPa
Axl
e o
nly
As
wh
ee
lse
t
Path length (mm)
Path length (mm)
Tensile stress+165 MPa
Ech
o h
eig
ht (
%)
Ech
o h
eig
ht (
%)
Path length (mm)
Path length (mm)
Ech
o h
eig
ht (
%)
Ech
o h
eig
ht (
%)
Axl
e o
nly
As
wh
ee
lse
t
Compressive stress–165 MPa
3.3 結果および考察
– 51 –
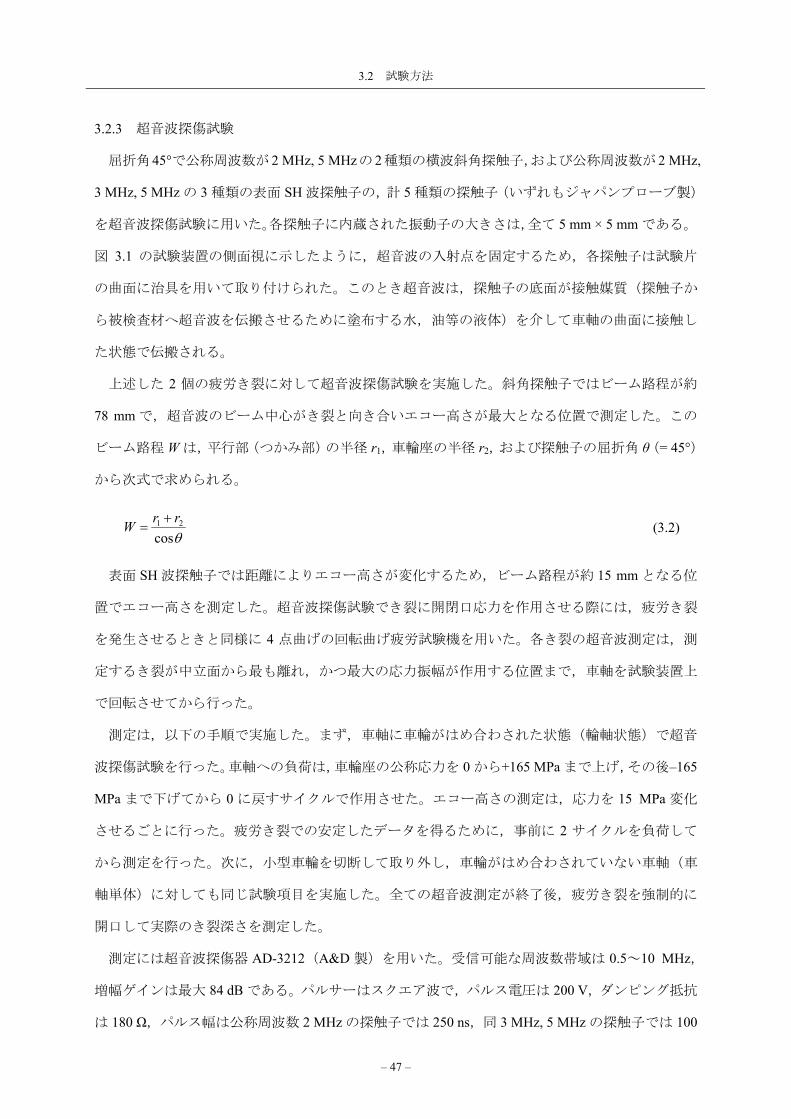
まず,図 3.5(a), (b)に示した斜角探触子で得られた結果について説明する。輪軸状態での探傷結
果では,矢印で示したきずエコーと,ビーム路程が約 92 mm の明瞭なエコーとの関連性に注目す
る。ビーム路程 92 mm のエコーは車軸単体での波形には出現しないので,図 3.6 に点線で示した
経路(2)のように,車軸と車輪の界面を透過して車輪外表面の角部で反射したエコー(透過エコー)
と考えられる。このとき,図面上から計算される距離は 92 mm で,ビーム路程とも一致する。車
輪への透過エコーが大きいことから,車軸-車輪界面での透過率は比較的高いことが示唆される。
車輪外表面の角部はそれ自身がある意味大きな「欠陥」であり,角部のような形状で反射したエ
コーは,たとえ車軸-車輪界面を往復通過した後であっても,車軸表面のき裂での反射よりも大
きいと想定される。
Fig. 3.6. The shape of the test piece, the wave propagation paths and typical waveforms for an angle
probe.
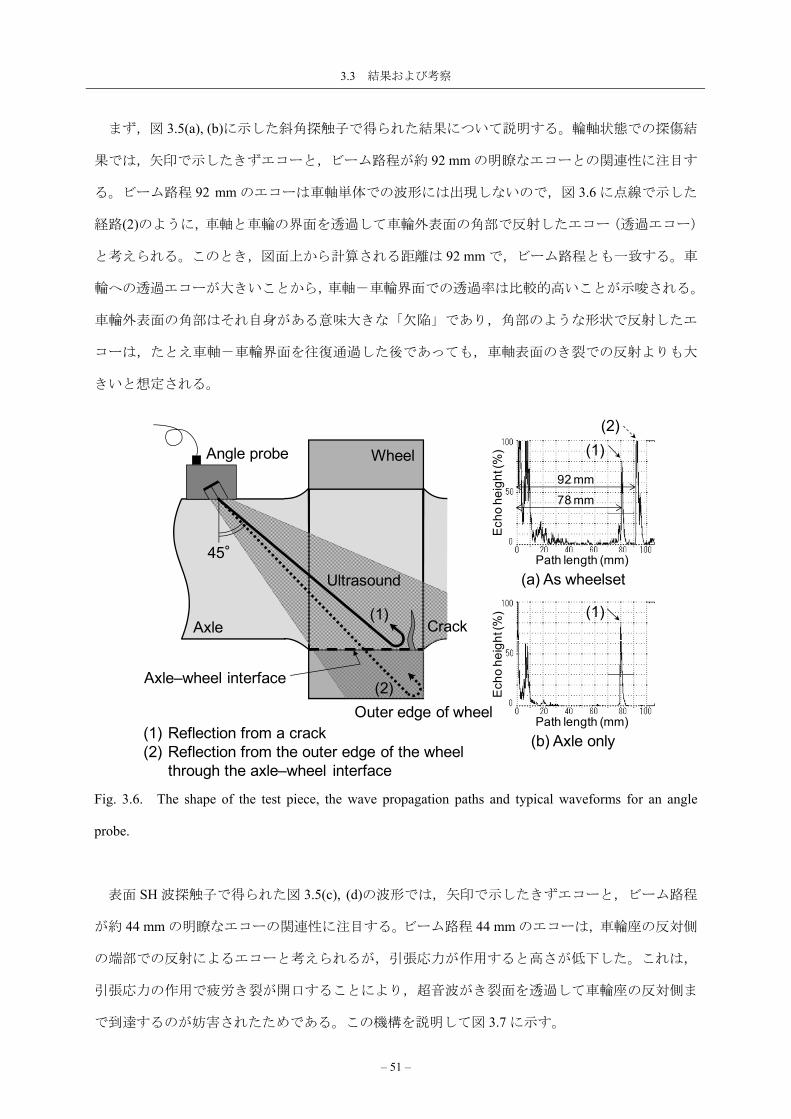
表面 SH 波探触子で得られた図 3.5(c), (d)の波形では,矢印で示したきずエコーと,ビーム路程
が約 44 mm の明瞭なエコーの関連性に注目する。ビーム路程 44 mm のエコーは,車輪座の反対側
の端部での反射によるエコーと考えられるが,引張応力が作用すると高さが低下した。これは,
引張応力の作用で疲労き裂が開口することにより,超音波がき裂面を透過して車輪座の反対側ま
で到達するのが妨害されたためである。この機構を説明して図 3.7 に示す。
(a) As wheelset
(b) Axle onlyPath length (mm)
Ech
o h
eig
ht (
%) (1)
Path length (mm)
Ech
o h
eig
ht (
%) (1)
(2)
78 mm
92 mm
(1) Reflection from a crack(2) Reflection from the outer edge of the wheel
through the axle–wheel interface
WheelAngle probe
Axle
45°
Crack(1)
(2)Axle–wheel interface
Ultrasound
Outer edge of wheel
第 3 章 小型輪軸の車輪座疲労き裂の超音波探傷における曲げ負荷とはめ合いの影響
– 52 –
Fig. 3.7. The shape of the test piece, the wave propagation paths and typical waveforms for a grazing
SH-wave probe.
次に,図 3.5(a)~(d)で,輪軸状態と車軸単体での波形を比較すると,輪軸状態では曲げ負荷が
きずエコーに及ぼす影響が顕著に現れている。例えば,2 MHz の斜角探触子で得られた図 3.5(a)
の左上の波形によると,き裂 1 が車輪に覆われた輪軸状態で,かつ圧縮応力下の状況では,検出
するのが困難である。図 3.5(b)は 5 MHz の斜角探触子で測定した波形であるが,同図の左上の波
形によると,輪軸状態の圧縮応力下では周波数を高めてもき裂を検出することは困難であり,2
MHz での状況と基本的に同じである。しかし,図 3.5(b)で左上以外の波形では,2 MHz の探触子
で得られた図 3.5(a)の波形と比較して非常に鮮明となった。
図 3.5(c)には,2 MHz の表面 SH 波探触子で測定した波形を示した。これらの波形によると,十
分な引張応力を作用させない限り SN 比が高いとはいえず,引張応力を作用させずにき裂 1 を検
出するのは 2 MHz の表面 SH 波では困難である。5 MHz の表面 SH 波探触子で測定した波形を図
3.5(d)に示す。図 3.5(c), (d)で左上の波形同士を比較すると,図 3.5(d)では波形が鮮明になり SN 比
もある程度よくなった。この結果は,疲労き裂が圧縮応力下で閉じているときに,5 MHz の表面
SH 波探触子を用いればきずエコーの検出に有利であることを示唆している。
き裂 2 で試験した場合でも,き裂 1 で得られた波形と比較すると SN 比は低かったが,上述と
同様の傾向が見られた。
(a) With compressive stress or no stress
(b) With tensile stress
(1) Reflection from a crack(2) Reflection from the opposite edge of the
wheel seat through the crack
Path length (mm)
Ech
o h
eig
ht (
%)
44 mm
(1)(2)
Path length (mm)
Ech
o h
eig
ht (
%)
Path length (mm)
Ech
o h
eig
ht (
%) (1)
15 mm
WheelGrazing SH-wave probe
90°Crack
(1)(2)
Ultrasound
Axle
Edge of wheel seat
3.3 結果および考察
– 53 –
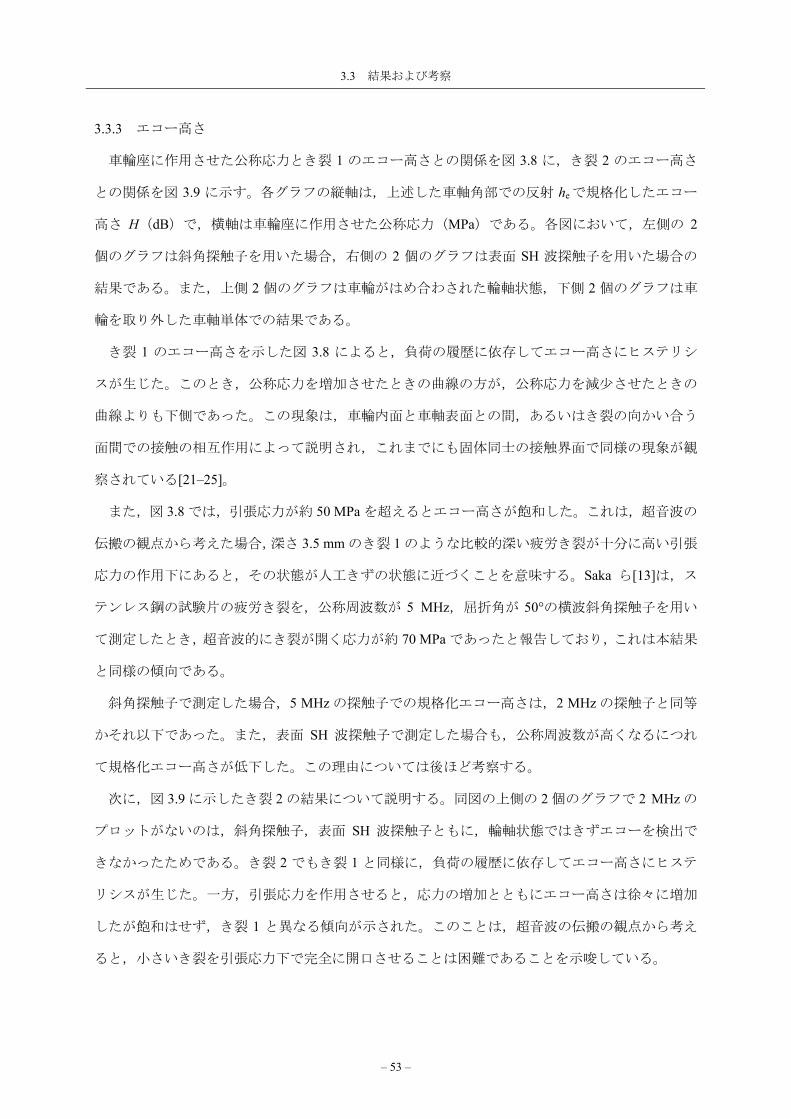
3.3.3 エコー高さ
車輪座に作用させた公称応力とき裂 1 のエコー高さとの関係を図 3.8 に,き裂 2 のエコー高さ
との関係を図 3.9 に示す。各グラフの縦軸は,上述した車軸角部での反射 heで規格化したエコー
高さ H(dB)で,横軸は車輪座に作用させた公称応力(MPa)である。各図において,左側の 2
個のグラフは斜角探触子を用いた場合,右側の 2 個のグラフは表面 SH 波探触子を用いた場合の
結果である。また,上側 2 個のグラフは車輪がはめ合わされた輪軸状態,下側 2 個のグラフは車
輪を取り外した車軸単体での結果である。
き裂 1 のエコー高さを示した図 3.8 によると,負荷の履歴に依存してエコー高さにヒステリシ
スが生じた。このとき,公称応力を増加させたときの曲線の方が,公称応力を減少させたときの
曲線よりも下側であった。この現象は,車輪内面と車軸表面との間,あるいはき裂の向かい合う
面間での接触の相互作用によって説明され,これまでにも固体同士の接触界面で同様の現象が観
察されている[21–25]。
また,図 3.8 では,引張応力が約 50 MPa を超えるとエコー高さが飽和した。これは,超音波の
伝搬の観点から考えた場合,深さ 3.5 mm のき裂 1 のような比較的深い疲労き裂が十分に高い引張
応力の作用下にあると,その状態が人工きずの状態に近づくことを意味する。Saka ら[13]は,ス
テンレス鋼の試験片の疲労き裂を,公称周波数が 5 MHz,屈折角が 50°の横波斜角探触子を用い
て測定したとき,超音波的にき裂が開く応力が約 70 MPa であったと報告しており,これは本結果
と同様の傾向である。
斜角探触子で測定した場合,5 MHz の探触子での規格化エコー高さは,2 MHz の探触子と同等
かそれ以下であった。また,表面 SH 波探触子で測定した場合も,公称周波数が高くなるにつれ
て規格化エコー高さが低下した。この理由については後ほど考察する。
次に,図 3.9 に示したき裂 2 の結果について説明する。同図の上側の 2 個のグラフで 2 MHz の
プロットがないのは,斜角探触子,表面 SH 波探触子ともに,輪軸状態ではきずエコーを検出で
きなかったためである。き裂 2 でもき裂 1 と同様に,負荷の履歴に依存してエコー高さにヒステ
リシスが生じた。一方,引張応力を作用させると,応力の増加とともにエコー高さは徐々に増加
したが飽和はせず,き裂 1 と異なる傾向が示された。このことは,超音波の伝搬の観点から考え
ると,小さいき裂を引張応力下で完全に開口させることは困難であることを示唆している。
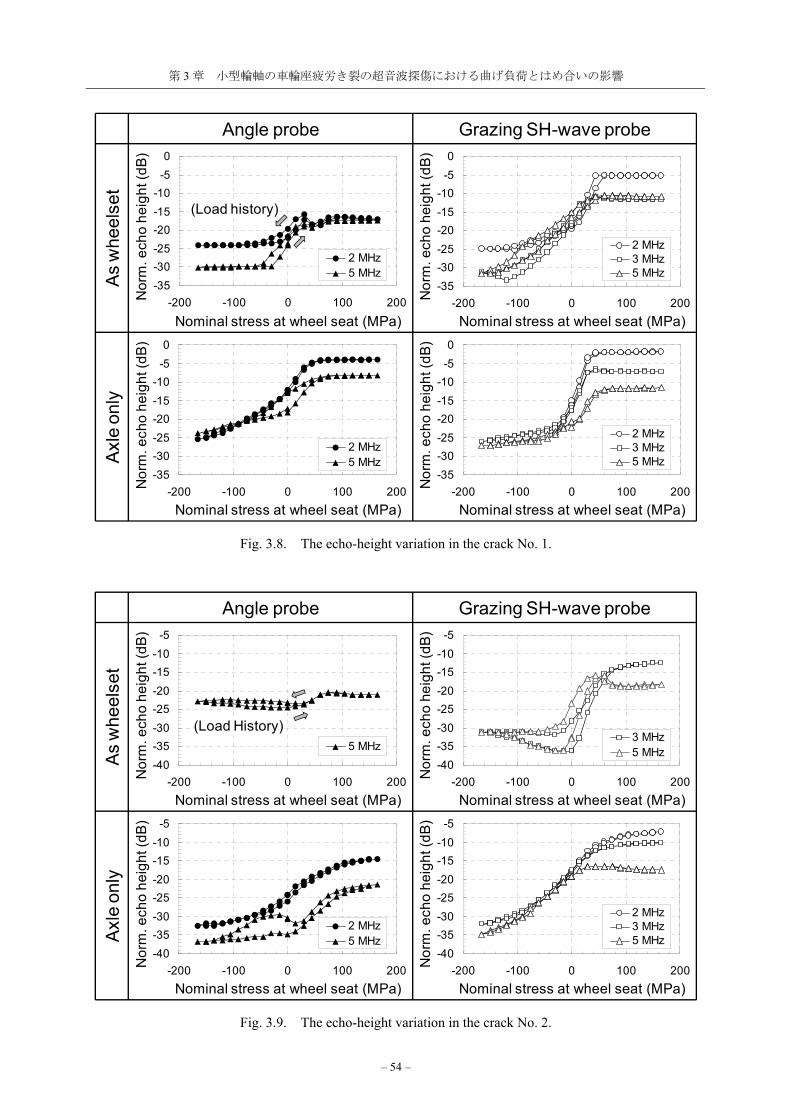
第 3 章 小型輪軸の車輪座疲労き裂の超音波探傷における曲げ負荷とはめ合いの影響
– 54 –
Fig. 3.8. The echo-height variation in the crack No. 1.
Fig. 3.9. The echo-height variation in the crack No. 2.
Angle probe Grazing SH-wave probe
-35
-30
-25
-20
-15
-10
-5
0
-200 -100 0 100 200
2 MHz5 MHz
(Load history)
Axl
e on
lyA
s w
heel
set
Nominal stress at wheel seat (MPa)
No
rm. e
cho
he
igh
t (d
B)
Nominal stress at wheel seat (MPa)
No
rm. e
cho
he
igh
t (d
B)
Nominal stress at wheel seat (MPa)
No
rm. e
cho
he
igh
t (d
B)
Nominal stress at wheel seat (MPa)
No
rm. e
cho
he
igh
t (d
B)
-35
-30
-25
-20
-15
-10
-5
0
-200 -100 0 100 200
2 MHz5 MHz
-35
-30
-25
-20
-15
-10
-5
0
-200 -100 0 100 200
2 MHz3 MHz5 MHz
-35
-30
-25
-20
-15
-10
-5
0
-200 -100 0 100 200
2 MHz3 MHz5 MHz
-40
-35
-30
-25
-20
-15
-10
-5
-200 -100 0 100 200
2 MHz5 MHz
-40
-35
-30
-25
-20
-15
-10
-5
-200 -100 0 100 200
5 MHz
(Load History)
-40
-35
-30
-25
-20
-15
-10
-5
-200 -100 0 100 200
3 MHz5 MHz
-40
-35
-30
-25
-20
-15
-10
-5
-200 -100 0 100 200
2 MHz3 MHz5 MHz
Angle probe Grazing SH-wave probe
Axl
e on
lyA
s w
heel
set
Nominal stress at wheel seat (MPa)
No
rm. e
cho
he
igh
t (d
B)
Nominal stress at wheel seat (MPa)
No
rm. e
cho
he
igh
t (d
B)
Nominal stress at wheel seat (MPa)
No
rm. e
cho
he
igh
t (d
B)
Nominal stress at wheel seat (MPa)
No
rm. e
cho
he
igh
t (d
B)

3.3 結果および考察
– 55 –
3.3.4 引張応力がエコー高さに及ぼす影響に関する考察
図 3.8 および図 3.9 の結果から,引張応力が作用することによりき裂が開口し,エコー高さが増
加することが明らかになった。この増加を定量化するため,車輪とのはめ合いがあり/なしの各
状態で各探触子を用いてき裂を測定したとき,最大引張応力が作用時(+165 MPa)の無負荷の状
態(0 MPa)に対するエコー高さの比(増加率)を計算した。き裂 1 での結果を表 3.2 に dB 単位
で示す。試験片に車輪がはめ合わされた輪軸状態ではエコー高さの増加の平均値は 7.7 dB であり,
車輪がない状態(車軸単体)ではその値は 10.9 dB であった。また,車輪がはめ合わされたときの
方が,増加の値のばらつきが大きかった。このばらつきの原因は,車輪との接触面圧とそれに伴
って生じる摩擦がき裂の開閉口に影響することにより,各測定におけるき裂周辺の接触状態が変
化したためと考えられる。
Table 3.2. The echo-height increase in the crack No. 1.
(a) With wheel (as wheelset)
(b) Without wheel (axle only)
Crack No. Probe type Frequency (MHz) Increase in echo height (dB)
1
Angle2 9.05 10.0
Grazing SH2 14.43 10.45 10.6
Average value of increase: 10.9 dB
Crack No. Probe type Frequency (MHz) Increase in echo height (dB)
1
Angle2 4.75 6.2
Grazing SH2 14.23 6.85 6.6
Average value of increase: 7.7 dB
-10-505
101520
-200 -100 0 100 200
tensionno-load(zero)
increase
Nominal stress at wheel seat (MPa)No
rm. e
cho
he
igh
t (d
B)
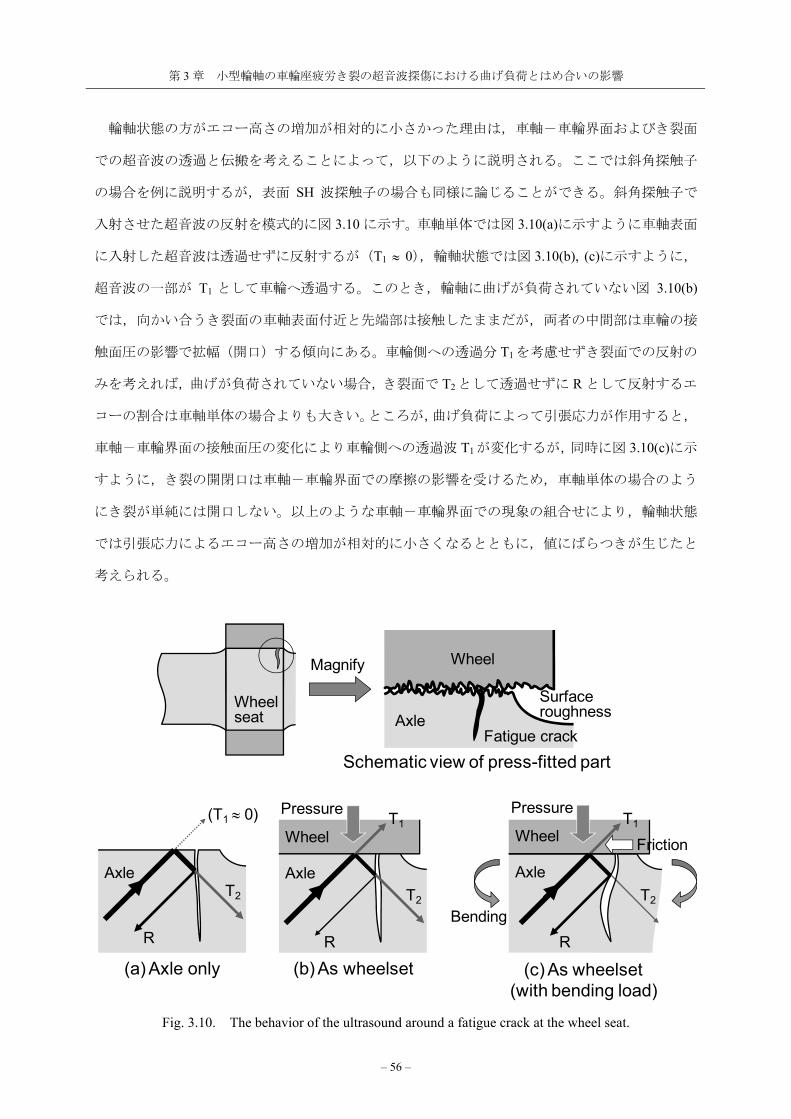
第 3 章 小型輪軸の車輪座疲労き裂の超音波探傷における曲げ負荷とはめ合いの影響
– 56 –
輪軸状態の方がエコー高さの増加が相対的に小さかった理由は,車軸-車輪界面およびき裂面
での超音波の透過と伝搬を考えることによって,以下のように説明される。ここでは斜角探触子
の場合を例に説明するが,表面 SH 波探触子の場合も同様に論じることができる。斜角探触子で
入射させた超音波の反射を模式的に図 3.10 に示す。車軸単体では図 3.10(a)に示すように車軸表面
に入射した超音波は透過せずに反射するが(T1 0),輪軸状態では図 3.10(b), (c)に示すように,
超音波の一部が T1 として車輪へ透過する。このとき,輪軸に曲げが負荷されていない図 3.10(b)
では,向かい合うき裂面の車軸表面付近と先端部は接触したままだが,両者の中間部は車輪の接
触面圧の影響で拡幅(開口)する傾向にある。車輪側への透過分 T1を考慮せずき裂面での反射の
みを考えれば,曲げが負荷されていない場合,き裂面で T2として透過せずに R として反射するエ
コーの割合は車軸単体の場合よりも大きい。ところが,曲げ負荷によって引張応力が作用すると,
車軸-車輪界面の接触面圧の変化により車輪側への透過波 T1が変化するが,同時に図 3.10(c)に示
すように,き裂の開閉口は車軸-車輪界面での摩擦の影響を受けるため,車軸単体の場合のよう
にき裂が単純には開口しない。以上のような車軸-車輪界面での現象の組合せにより,輪軸状態
では引張応力によるエコー高さの増加が相対的に小さくなるとともに,値にばらつきが生じたと
考えられる。
Fig. 3.10. The behavior of the ultrasound around a fatigue crack at the wheel seat.
Wheelseat
Magnify
Schematic view of press-fitted part
Wheel
Axle
Surfaceroughness
Fatigue crack
(b) As wheelset
R
T1
T2
Wheel
Axle
Pressure
(a) Axle only
R
T2
Axle
(T1 0)
(c) As wheelset(with bending load)
R
T1
T2
Pressure
FrictionWheel
Axle
Bending

3.3 結果および考察
– 57 –
3.3.5 き裂深さの推定結果
図 3.3 に示した小型車軸試験片の 6 個の人工きずのエコー高さを曲げ負荷がない状態で測定し,
斜角および表面 SH 波の各探触子に対する較正曲線を作成した。車輪がはめ合わされていない状
態で得られた較正曲線を図 3.11 に示す。2 個の疲労き裂(き裂 1, 2)を対象として,測定で得ら
れたエコー高さをこの較正曲線に当てはめることにより,き裂の深さを推定した。き裂深さの推
定には,最大の引張応力(+165 MPa)が作用した状態で測定したデータを用いた。
(a) Angle probe
(b) Grazing SH-wave probe
Fig. 3.11. Calibration curves for the crack depth estimation.
-35
-30
-25
-20
-15
-10
-5
0
5
0 0.5 1 1.5 2 2.5 3Depth of artificial flaw (mm)
No
rma
lize
d e
cho
he
igh
t (d
B) .
Angle, 2 MHz
Angle, 5 MHz
-35
-30
-25
-20
-15
-10
-5
0
5
0 0.5 1 1.5 2 2.5 3Depth of artificial flaw (mm)
No
rma
lize
d e
cho
he
igh
t (d
B) .
Grazing SH, 2 MHzGrazing SH, 3 MHzGrazing SH, 5 MHz

第 3 章 小型輪軸の車輪座疲労き裂の超音波探傷における曲げ負荷とはめ合いの影響
– 58 –
き裂を強制開口させて実測した深さ,および超音波測定から推定した深さを表 3.3 に示す。表
3.3(a)の右 2列に示すように,車輪がはめ合わされていない車軸単体の状態で,公称周波数が 2 MHz
の探触子を用いた測定値からき裂深さを推定した場合,き裂深さの実測値と推定値は比較的近い
値であった。例えば,き裂 1 の推定深さは,斜角探触子を用いた場合は 3.0 mm 以上,表面 SH 波
探触子を用いた場合は 2.2 mm で,それらはき裂深さの実測値 3.5 mm に比較的近い。
一方,公称周波数が 5 MHz の探触子を用いると,疲労き裂の深さは実測値に対して過小に見積
もられた。次項でも説明するが,この原因の一つは,超音波の周波数が高い場合,疲労き裂の局
所的な傾斜や粗さが超音波の反射に大きく影響し,エコー高さが低下するためである。このとき,
測定したエコー高さを,理想的な表面を有する人工きずから求めた較正曲線に当てはめると,き
裂深さを過小評価することとなる。
さらに,表 3.3(a)および(b)の中央 2 列に示すように,車輪がはめ合わされた輪軸状態での測定
値からき裂深さを推定した場合には,推定深さは実測深さの半分以下となった。これは前項で述
べたように,はめ合わされた車輪によって超音波の一部が車輪へ透過したことと,界面での摩擦
がき裂の開閉口に影響したことが原因と考えられる。車輪がはめ合わされていない車軸から得ら
れた較正曲線を用いて輪軸状態にあるき裂を評価すると,き裂深さを過小評価することとなる。
はめ合い部のき裂の大きさを推定する際には,この影響を十分に考慮すべきである。
Table 3.3. Actual and estimated depths of fatigue cracks.
(a) Nominal frequency of probes: 2 MHz
(b) Nominal frequency of probes: 5 MHz
Crack No.Actual depth
(mm)
Estimated depth (mm)
With wheel (as wheelset) Without wheel (axle only)
Angle probeGrazing
SH-wave probeAngle probe
GrazingSH-wave probe
1 3.5 1.2 1.8 > 3.0 2.2
2 1.3 N/A N/A 1.4 1.5
Crack No.Actual depth
(mm)
Estimated depth (mm)
With wheel (as wheelset) Without wheel (axle only)
Angle probeGrazing
SH-wave probeAngle probe
GrazingSH-wave probe
1 3.5 0.8 0.8 1.6 0.8
2 1.3 0.6 0.5 0.6 0.6

3.3 結果および考察
– 59 –
3.3.6 公称周波数の影響に関する考察
3.3.3 項では,斜角および表面 SH 波のいずれの場合でも,公称周波数が高い探触子では,公称
周波数が低い場合と比較してき裂の規格化エコー高さが低いもしくは同等であったことを述べた。
前項で述べたように,このことがき裂深さの過小評価につながる。
超音波ビームの拡がりを表す指標である指向角(ビームの中心軸から離れて超音波の音圧が 0
となる方向とビーム中心軸とがなす角度)φ0は,通常,次式に示すように波長 λに比例する[26, 27]。
言い換えれば,周波数に反比例する。
(deg)57(rad)sin 10 DD
(3.4)
ここで D は方形振動子の公称幅である。したがって,円周方向に伸びるき裂の長さとビームの拡
がりとの関係を考えると,周波数が高い方が指向角が狭いため超音波がき裂面に集中し,規格化
エコー高さは高くなると予想される。
しかし,本実験では図 3.12 に示すように,探触子の接触面と車軸表面の曲面とは,同図の紙面
奥に向かって線接触の状態にある。したがって,振動子の公称幅 D よりも小さく,接触媒質で満
たされた領域である有効幅 Deff を通して超音波ビームが拡がってゆく。超音波の周波数が高いほ
ど,接触媒質の局所的な厚さと波長との相互作用[28]により有効幅 Deffが小さくなるので,円周方
向のビームの拡がりが大きくなる。このような影響にも関わらず,図 3.11 に示したように,較正
試験片の人工きずでは依然として,高い周波数の探触子の方が規格化エコー高さが高かった。
補足すると,車軸表面に沿うような曲面のくさびを有する探触子を仮に用いたとしても,本実
験で用いたような直径が比較的小さい小型車軸では,その効果は限定的であると考えられる。な
ぜなら,超音波の入射点が探触子の中心から幅方向に離れるほど,超音波が車軸内へ伝搬すると
きの円周方向への屈折角が大きくなり,くさびを用いても結局は探触子の幅方向の中心付近でし
か超音波が有効に伝搬しないからである。したがって,上述の有効幅 Deff による説明は,曲面の
くさびを用いた場合でも多少とも有効であるといえる。
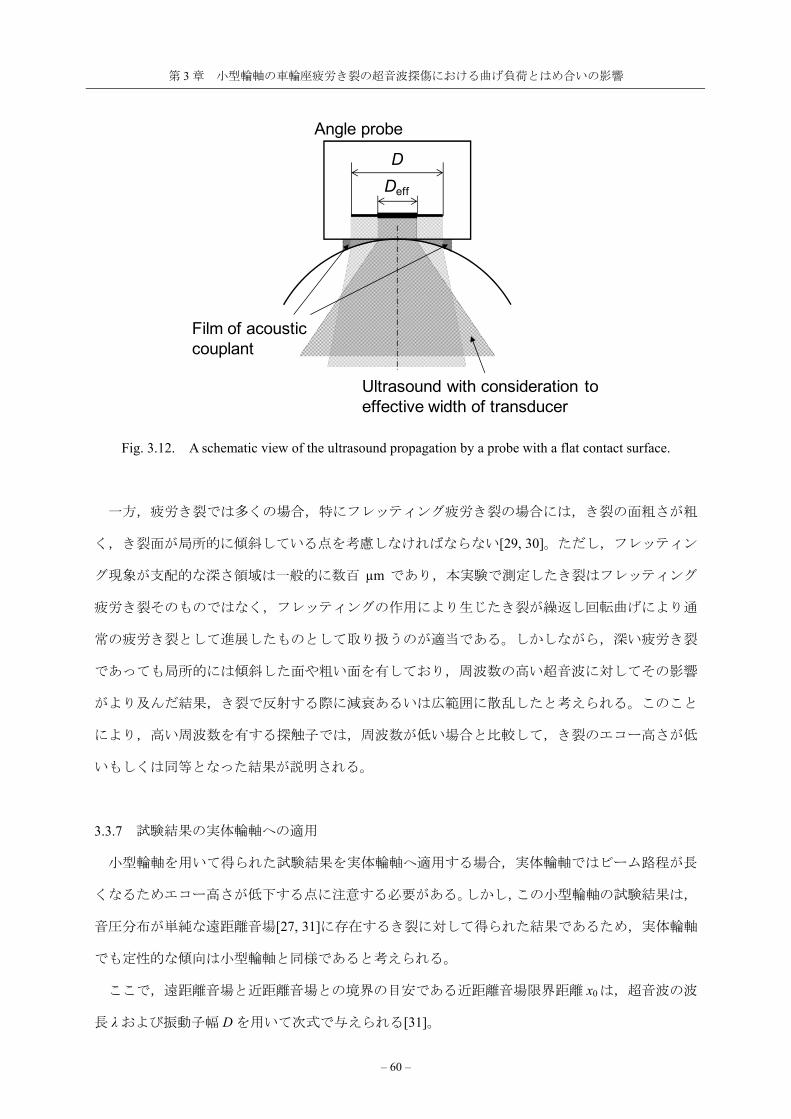
第 3 章 小型輪軸の車輪座疲労き裂の超音波探傷における曲げ負荷とはめ合いの影響
– 60 –
Fig. 3.12. A schematic view of the ultrasound propagation by a probe with a flat contact surface.
一方,疲労き裂では多くの場合,特にフレッティング疲労き裂の場合には,き裂の面粗さが粗
く,き裂面が局所的に傾斜している点を考慮しなければならない[29, 30]。ただし,フレッティン
グ現象が支配的な深さ領域は一般的に数百 µm であり,本実験で測定したき裂はフレッティング
疲労き裂そのものではなく,フレッティングの作用により生じたき裂が繰返し回転曲げにより通
常の疲労き裂として進展したものとして取り扱うのが適当である。しかしながら,深い疲労き裂
であっても局所的には傾斜した面や粗い面を有しており,周波数の高い超音波に対してその影響
がより及んだ結果,き裂で反射する際に減衰あるいは広範囲に散乱したと考えられる。このこと
により,高い周波数を有する探触子では,周波数が低い場合と比較して,き裂のエコー高さが低
いもしくは同等となった結果が説明される。
3.3.7 試験結果の実体輪軸への適用
小型輪軸を用いて得られた試験結果を実体輪軸へ適用する場合,実体輪軸ではビーム路程が長
くなるためエコー高さが低下する点に注意する必要がある。しかし,この小型輪軸の試験結果は,
音圧分布が単純な遠距離音場[27, 31]に存在するき裂に対して得られた結果であるため,実体輪軸
でも定性的な傾向は小型輪軸と同様であると考えられる。
ここで,遠距離音場と近距離音場との境界の目安である近距離音場限界距離 x0は,超音波の波
長 λおよび振動子幅 D を用いて次式で与えられる[31]。
Angle probe
Deff
D
Ultrasound with consideration toeffective width of transducer
Film of acoustic couplant

3.3 結果および考察
– 61 –
4
2
0
Dx (3.5)
小型輪軸を用いた超音波探傷試験では,振動子幅 D = 5 mm の探触子を用いた。横波音速 cT = 3230
m/s および周波数 f = 5 MHz から横波波長 λ = 0.646 mm であり,このとき,近距離音場限界距離 x0
は上式により約 9.7 mm と計算される。周波数 f = 2 MHz の場合には波長 λが長くなり,x0はさら
に小さくなる。試験における探触子とき裂との距離は x0に対して十分大きく,上述のように遠距
離音場で得られた試験結果と考えてよい。
実体輪軸では,静的な曲げ負荷は車両重量によって与えられ,車輪座の公称応力は高く見積も
って 30 MPa 程度である。この応力は,本実験で作用させた 165 MPa に比べれば非常に小さいが,
小型輪軸の試験では,数十 MPa の応力でもき裂が超音波的に相応に開口することが示された。本
研究の結果によると,輪軸に引張応力を作用させることはき裂の検出に有利である。したがって,
例えば鉄道車両の全般検査等で,車両から取り外した輪軸を車輪がはめ合わされたままの状態で
検査する際に,引張応力を常に作用させた状態で車軸を回転させながらの超音波探傷が可能な装
置や機構が導入されれば,きず検出性能の向上が期待できる。また,在姿状態で行う車軸の検査
では,車両重量による車軸への引張・圧縮応力の作用で生じるエコー高さの変動を考慮し,検査
部位の円周方向の位置に応じてき裂検出のしきい値を調整する必要があることを,本研究の結果
は示唆している。
表面 SH 波探触子は,小型輪軸の車輪座に存在するき裂の検出に有効であることが示された。
本研究で用いた小型車軸は図 3.1 に示すように,車輪座から平行部にかけてのフィレット(両者
の段差をつなぐ R 部)の半径が 20 mm であるが,実体輪軸のフィレット半径と比較すると小さい
(実体輪軸の方がつなぎ部の形状が緩やか)。フィレット半径の小さい小型輪軸の急峻な形状でも
表面SH波が伝搬したことから,表面SH波探触子を用いて得られた本研究の小型輪軸での結果は,
実体輪軸の超音波探傷にも適用できると考えられる。
小型輪軸を用いた試験の結果,車軸-車輪界面でのあるいはき裂面同士の接触状態が,きずエ
コーの検出あるいはき裂深さの推定に大きな影響を及ぼすことが明らかになった。実体輪軸にお
いても,車輪がはめ合わされた輪軸のままの状態で車軸を検査する際には,このことを適切に考
慮するべきである。

第 3 章 小型輪軸の車輪座疲労き裂の超音波探傷における曲げ負荷とはめ合いの影響
– 62 –
3.4 結言
本章では,小型輪軸試験片を用いた疲労試験により車輪座に発生させた疲労き裂に対して超音
波探傷を行い,車軸に負荷する曲げの方向や車輪座の公称応力の変化,あるいは車輪とのはめ合
いの有無がきずエコーに及ぼす影響を実験的に評価した。また,人工きずのエコー高さとの比較
によって疲労き裂の深さを推定したときの,推定深さと実測深さとの誤差を示し,探傷周波数あ
るいは車輪とのはめ合いが深さ推定の誤差に及ぼす影響について考察した。本章で得られた成果
をまとめると以下のとおりである。
(1) 小型輪軸に発生させた疲労き裂に対して,車軸への曲げ負荷によって圧縮あるいは引張応力
を作用させたとき,疲労き裂のエコー高さは負荷の履歴に応じてヒステリシスを示した。ま
た,深さ 3.5 mm の疲労き裂が約 50 MPa を超える引張応力下にあるとき,き裂の状態は超音
波的に人工きずの状態に近づいた。
(2) 深さ 3.5 mm の疲労き裂で,+165 MPa の引張応力作用時および無負荷の状態での測定結果を
比較し,引張応力によるき裂開口効果に伴うエコー高さの増加量を求めた結果,車軸単体の
場合と比較して,輪軸状態の方がエコー高さの増加量は小さかった。この現象は,き裂面同
士の接触状態および車軸-車輪界面での摩擦の影響により定性的に説明された。
(3) 人工きずの測定により得られたきず深さとエコー高さとの較正曲線を用いて,車軸単体の状
態にある疲労き裂の深さを推定した結果,2 MHz の探触子では妥当に推定されたが,5 MHz
の探触子ではき裂深さが過小評価された。原因として,超音波ビームの拡がりや探触子の接
触状態の影響とともに,き裂の局所的な傾斜や粗さの影響が考えられた。
(4) 車軸単体の状態で得られた較正曲線を用いて輪軸状態にあるき裂を評価すると,き裂の推定
深さは実測深さの半分以下となった。これは,はめ合わされた車輪によって超音波の一部が
車輪へ透過したことと,界面での摩擦がき裂の開閉口に影響したことにより,エコー高さが
低下したことが原因と考えられた。
第 3章の参考文献
[1] 牧野一成, 車両を取り巻く技術の動向⑫ 非破壊検査, R&m 16(6) (2008), pp. 48–51.
[2] 高速車両用輪軸研究委員会編, 鉄道輪軸, 丸善プラネット, 2008, pp. 129–166.
[3] H. Ishiduka, Probability of improvement in routine inspection work of Shinkansen vehicle axles, Q.
Rep. Railw. Tech. Res. Inst. 40(2) (1999), pp. 70–73.
第 3 章の参考文献
– 63 –
[4] K. Makino, J. Yohso, H. Sakamoto, H. Ishiduka, Hollow axle ultrasonic crack detection for
conventional railway vehicles, Q. Rep. Railw. Tech. Res. Inst. 46(2) (2005), pp. 78–84.
[5] K. Makino, J. Yohso, H. Sakamoto, H. Ishiduka, An ultrasonic flaw detector for hollow axles of
meter-gauge railway cars and results of axle fatigue test, Proc. 16th Int. Wheelset Congr. (2010),
Session 7.4.
[6] J. Yohso, Development of automatic ultrasonic testing equipment for general and bogie inspection of
Shinkansen hollow axle, Proc. 11th Int. Wheelset Congr. vol. 2 (1995), pp. 47–50.
[7] E. Hofmann, T. Oelschlagel, Automatisierte ultraschall-prüfanlage für radsatzwellen mit längsbohrung,
Eisenbahningenieur 56(5) (2005), pp. 31–37.
[8] 米山弘志, 三原田八水, 疲労き裂と放電加工ノッチにおける超音波エコー特性の比較, 圧力
技術 41(3) (2003), pp. 115–122.
[9] 白川栄, 圧入エコーに関する一考察, 非破壊検査 15(8) (1966), pp. 311–315.
[10] M.B. Marshall, R. Lewis, R.S. Dwyer-Joyce, F. Demilly, Y. Flament, Ultrasonic characterisation of
wheel hub/axle interference fit pressures, Proc. 14th Int. Wheelset Congr. (2004), Paper 5.3.
[11] R. Lewis, M.B. Marshall, R.S. Dwyer-Joyce, Measurement of interface pressure in interference fits,
Proc. Inst. Mech. Eng. Part C: J. Mech. Eng. Sci. 219 (2005), pp. 127–139.
[12] S.J. Bowles, C.A. Harding, G.R. Hugo, Effect of crack closure on ultrasonic detection of fatigue cracks
at fastener holes, Proc. 35th Annu. Rev. Progr. Quantitat. Nondestr. Eval., AIP Conf. Proc. 1096 (2009),
pp. 1878–1885.
[13] M. Saka, M.A.S. Akanda, Ultrasonic measurement of the crack depth and the crack opening stress
intensity factor under a no load condition, J. Nondestr. Eval. 23 (2004), pp. 49–63.
[14] R. Clark, W.D. Dover, L.J. Bond, The effect of crack closure on the reliability of NDT predictions of
crack size, NDT International 20 (1987), pp. 269–275.
[15] 石塚弘道, 養祖次郎, 超音波探傷におけるき裂と人工きずの相違-φ40mm模擬車軸平滑部の
超音波探傷試験-, 非破壊検査 50(11) (2001), pp. 719–723.
[16] 戸田裕己, 外山和男, 矢壁正樹, 中浦亨, 東村一弘, 福岡秀和, 鉄道車両用車軸のフレッティ
ング疲労き裂の表面 SH 波による定量評価, 非破壊検査 40(3) (1991), pp. 158–164.
[17] 村田頼信, 谷本晃久, 戸田裕己, 波形整形法を用いた表面 SH 波法によるフレッチング疲労き
裂の定量評価, 非破壊検査 52(11) (2003), pp. 620–627.
第 3 章 小型輪軸の車輪座疲労き裂の超音波探傷における曲げ負荷とはめ合いの影響
– 64 –
[18] 養祖次郎, 坂本博, 牧野一成, 石塚弘道, 表面 SH 波超音波探傷法を用いた車軸の検査, 鉄道
総研報告 16(5) (2002), pp. 35–40.
[19] JIS E 4502-1:2015, 鉄道車両-車軸-第 1 部:品質要求, 日本規格協会, 2015.
[20] JIS E 5402-1:2015, 鉄道車両―一体車輪―第1部:品質要求, 日本規格協会, 2015.
[21] S. Biwa, A. Suzuki, N. Ohno, Evaluation of interface wave velocity, reflection coefficients and
interfacial stiffnesses of contacting surfaces, Ultrasonics 43 (2005), pp. 495–502.
[22] S. Biwa, S. Hiraiwa, E. Matsumoto, Stiffness evaluation of contacting surfaces by bulk and interface
waves, Ultrasonics 47 (2007), pp. 123–129.
[23] D. Liaptsis, B.W. Drinkwater, R. Thomas, The interaction of oblique incidence ultrasound with rough,
partially contacting interfaces, Nondestr. Test. Eval. 21 (2006), pp. 109–121.
[24] R. Thomas, B.W. Drinkwater, D. Liaptsis, The reflection of ultrasound from partially contacting rough
surfaces, J. Acoust. Soc. Am. 117 (2005), pp. 638–645.
[25] B.W. Drinkwater, R.S. Dwyer-Joyce, P. Cawley, A study of the interaction between ultrasound and a
partially contacting solid–solid interface, Proc. R. Soc. Lond. A 452 (1996), pp. 2613–2628.
[26] A. Freedman, Sound field of a rectangular piston, J. Acoust. Soc. Am. 32 (1960), pp. 197–209.
[27] 日本非破壊検査協会編, 非破壊検査技術シリーズ 超音波探傷試験Ⅲ, 日本非破壊検査協会,
2001, pp. 44–46.
[28] J.R. Birchak, S. Serabian, Calibration of ultrasonic systems for inspection from curved surfaces, Mater.
Eval. 36(1) (1978), pp. 39–44.
[29] K. Endo, Practical observations of initiation and propagation of fretting fatigue cracks, in Fretting
Fatigue, R.B. Waterhouse, ed., Applied Science Publishers Ltd, London, 1981, pp. 127–141.
[30] S. Faanes, Inclined cracks in fretting fatigue, Eng. Fract. Mech. 52 (1995), pp. 71–82.
[31] 日本非破壊検査協会編, 非破壊検査技術シリーズ 超音波探傷試験Ⅱ, 日本非破壊検査協会,
2000, pp. 14–17.

– 65 –
第 4 章 小型輪軸の超音波探傷におけるはめ合いの影響
に対する理論的評価
4.1 緒言
鉄道車軸は,ある一定の期間あるいは走行距離ごとに,超音波探傷試験あるいは磁粉探傷試験
によって検査される[1–3]。鉄道車軸の超音波探傷試験は,車輪,歯車,軸受,ブレーキディスク
等の部品がはめ合わされた部位に注目して実施される[4]。それらの中でも,車輪がはめ合わされ
る箇所である車輪座では,フレッティングの作用によって生じた疲労き裂が進展する可能性があ
り[5, 6],その検査には特に注意が払われる。
鉄道車軸の車輪座における超音波探傷試験では,車軸と車輪の接触[7, 8]がきずエコーに対して
何らかの影響を及ぼす恐れがある。図 4.1 に示すように,入射角 37~55°を有する斜角横波による
超音波探傷試験では,閉口した疲労き裂のき裂面同士あるいは車軸-車輪界面での接触のために,
き裂近傍に達した超音波の一部が相対するき裂面へあるいは界面を通して車輪側へ透過し,反射
率が減少することによりきずエコーの高さが低下することは,定性的あるいは実験的には理解さ
れている。き裂面同士の接触による影響に関しては,3.1 節でも述べたように定量的な評価が進め
られている。しかしながら,車軸と車輪の接触がきずエコーに及ぼす影響に関する定量的な研究
は,現在のところ十分とはいえない。
車軸の車輪とのはめ合いによる影響を評価する手法として,第 2 章で述べたスプリング界面の
適用が考えられる。これまで,固体同士の接触面に超音波を入射させたときの測定結果に対して
スプリング界面を適用することにより,例えば,アルミニウム同士[9, 10],アクリル樹脂同士[11],
あるいは鉄鋼とアルミニウム[12]が接触したときの,界面における超音波の伝搬挙動が評価されて
いる。また,Liaptsis らの報告[13]では,種々の接触条件における垂直剛性とせん断剛性の比 KT/KN
の評価結果が示されている。しかし,いずれも,ある一定の粗さを有する固体同士が所定の面圧
で接触した状態で得られた結果である。車軸-車輪界面のように,フレッティングにより摩耗し
た面同士が締め代により接触している状態を論じるために,これらの結果を直接用いることには
限界がある。

第 4 章 小型輪軸の超音波探傷におけるはめ合いの影響に対する理論的評価
– 66 –
Fig. 4.1. Schematic view of the ultrasonic testing with shear-wave angle probes.
第 3 章では,超音波測定による実験結果から,車輪座の疲労き裂のエコー高さが車輪とのはめ
合いによって大きく低下することを明らかにした。そこで本章では,第 2 章で述べたスプリング
界面モデル[14–16]を適用することにより,車輪とのはめ合いが輪軸の疲労き裂の超音波探傷試験
に及ぼす影響を定量的に明らかにする。まず,第 3 章の実験で用いた小型輪軸と同じ寸法を有す
る試験片を用いて,界面に垂直入射させた縦波および横波の反射率を測定することによって,車
軸-車輪界面における垂直剛性およびせん断剛性を実験的に同定する。この同定した界面剛性を
用いて,車軸-車輪界面に横波の斜角超音波が入射したときの反射率を,入射角の関数として理
論的に計算する。また,界面剛性の変化が斜角入射における入射角と反射率との関係に及ぼす影
響を,パラメータスタディにより明らかにする。これらの理論計算結果に基づいて,車輪とのは
め合いにより疲労き裂のエコー高さが減少した試験結果を説明する。
Reflecting surfaces:(1) Axle–wheel interface, (2) Crack face
I: Obliquely incident shear waveR: Reflected wave toward the probeT1: Transmitted wave through the reflecting surface (1)T2: Transmitted wave through the reflecting surface (2)
Wheel
Axle
(1)
(2)
Crack
Interface
I
R
T1
T2
Ultrasonic flaw detector
Ultrasound
Angle probe(Shear-wave angle beam transducer)
4.2 試験結果の再整理と界面剛性の同定
– 67 –
4.2 試験結果の再整理と界面剛性の同定
4.2.1 車輪とのはめ合いの有無によるエコー高さの変化
第 3 章では,主に疲労き裂の開閉口に注目して試験結果を定性的に述べたが,ここでは,車輪
とのはめ合いの有無によるエコー高さの変化に注目して試験結果を再整理する。なお,深さ3.5 mm
のき裂 1 を,屈折角が 45°で公称周波数が 2 MHz, 5 MHz の 2 種類の横波斜角探触子を用いて測定
したときの試験結果を議論の対象とする。
車軸への曲げ負荷により車輪座に作用させた公称応力 σnの増加あるいは減少に対してプロット
した,車輪座のき裂 1 のエコー高さの変化を図 4.2 に示す。2 MHz, 5 MHz の各公称周波数に対し
て,車輪が車軸にはめ合わされたケース 1(輪軸状態)と車輪を切断して取り外した後のケース 2
(車軸単体)との間でエコー高さを比較している。同図は,第 3 章の図 3.8 で左列に示したき裂 1
の斜角探触子での試験結果を,周波数で区別して再表示したものである。
き裂面を完全に開口させるように+165 MPa の引張応力を車輪座に作用させた状態で,輪軸状態
と車軸単体できすエコーを測定し,車輪とのはめ合いによるエコー高さの相対的な減少量(はめ
合い前後におけるエコー高さの比)を計算した。その結果,図 4.2 に示すように,周波数 2 MHz
では 13.1 dB,周波数 5 MHz では 9.2 dB であった。このエコー高さの減少は,車軸と車輪の接触
に起因すると考えられた。
そこで以下では,第 2 章で述べたスプリング界面モデルを適用することにより,車軸-車輪界
面がエコー高さの測定結果に及ぼす影響を定量的に評価する。
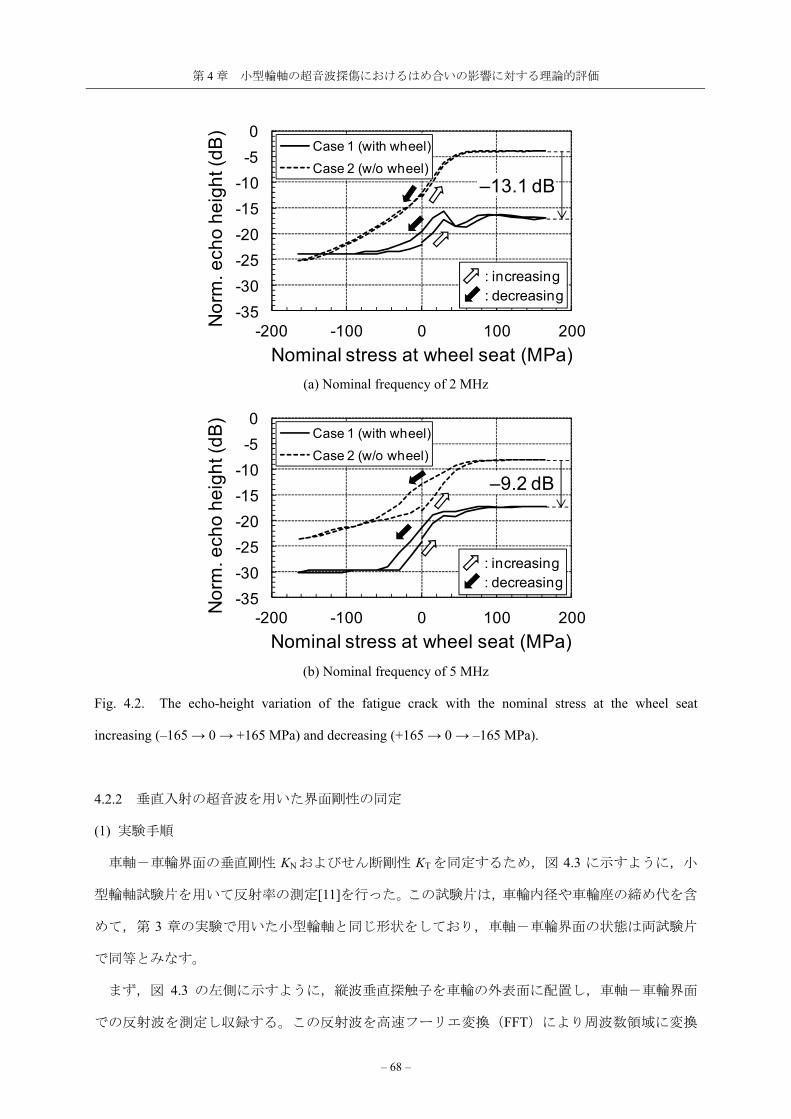
第 4 章 小型輪軸の超音波探傷におけるはめ合いの影響に対する理論的評価
– 68 –
(a) Nominal frequency of 2 MHz
(b) Nominal frequency of 5 MHz
Fig. 4.2. The echo-height variation of the fatigue crack with the nominal stress at the wheel seat
increasing (–165 → 0 → +165 MPa) and decreasing (+165 → 0 → –165 MPa).
4.2.2 垂直入射の超音波を用いた界面剛性の同定
(1) 実験手順
車軸-車輪界面の垂直剛性 KN およびせん断剛性 KT を同定するため,図 4.3 に示すように,小
型輪軸試験片を用いて反射率の測定[11]を行った。この試験片は,車輪内径や車輪座の締め代を含
めて,第 3 章の実験で用いた小型輪軸と同じ形状をしており,車軸-車輪界面の状態は両試験片
で同等とみなす。
まず,図 4.3 の左側に示すように,縦波垂直探触子を車輪の外表面に配置し,車軸-車輪界面
での反射波を測定し収録する。この反射波を高速フーリエ変換(FFT)により周波数領域に変換
-35
-30
-25
-20
-15
-10
-5
0
-200 -100 0 100 200
Case 1 (with wheel)
Case 2 (w/o wheel)
Nominal stress at wheel seat (MPa)
No
rm. e
cho
he
igh
t (d
B)
–13.1 dB
: increasing: decreasing
-35
-30
-25
-20
-15
-10
-5
0
-200 -100 0 100 200
Case 1 (with wheel)
Case 2 (w/o wheel)
Nominal stress at wheel seat (MPa)
No
rm. e
cho
he
igh
t (d
B)
–9.2 dB
: increasing: decreasing

4.2 試験結果の再整理と界面剛性の同定
– 69 –
すると,車輪がはめ合わされた輪軸状態での反射波の振幅スペクトル hRL,ws が周波数 f の関数とし
て得られる。ここで指標 ws は,輪軸状態(wheelset)を表すために付した。次に,探触子を配置
した位置と 180°反対の位置で車輪を切断し車軸から取り外した後,図 4.3 の右側に示す状態で同
様に測定すると,車輪内径の自由表面での反射波の振幅スペクトル hRL,wo が周波数 f の関数として
得られる。ここで指標 wo は,車輪単体(wheel only)を表すために付した。後者の車輪単体での
測定は,最初に輪軸状態で測定した車輪外表面上の同じ位置に探触子を配置して行った。
Fig. 4.3. Measurement of reflected echo heights at the axle–wheel interface by using miniature wheelset.
式(2.13)で定義した縦波反射率 RLは周波数 f の関数として,上述したエコー高さの 2 つの振幅ス
ペクトルから次式により得られる。
)(
)()(
,
,
fh
fhfR
woRL
wsRLL (4.1)
なお,hRL,ws( f ), hRL,wo( f )の両者ともに車輪の曲率による影響因子が含まれるが,両者の比で反射
率を定義することにより,曲率が反射率の計算結果に及ぼす影響は最小限に抑えられる。
同様にして,横波垂直探触子を用いることで横波反射率 RTが得られる。横波垂直探触子に内蔵
された横波振動子は特定の振動方向を有する。ここでは,車輪に入射する垂直横波の振動面が車
軸の斜角探傷における SV 波の振動面と平行となるよう,振動子の振動方向を試験片の軸方向に
一致させて,探触子を車輪の外表面に配置した。横波反射率 RTは,エコー高さの 2 つの振幅スペ
クトル hRT,ws( f )および hRT,wo( f )から,周波数 f の関数として次式で計算される。
Normal probe(L/T wave)hRL,ws
hRT,ws
hTL,ws
hTT,ws
Axle
Wheel(Cutting)
hRL,wo
hRT,wo
Wheel
(hT 0)
Shrink fitted with same interference as actual wheelset
Vibration direction of shear-wave transducer
第 4 章 小型輪軸の超音波探傷におけるはめ合いの影響に対する理論的評価
– 70 –
)(
)()(
,
,
fh
fhfR
woRT
wsRTT (4.2)
以上により得られた RLの値を式(2.15)に,RTの値を式(2.25)に代入することにより,ある特定の
締め代を有する車軸-車輪界面に対して,垂直剛性 KNおよびせん断剛性 KTが周波数 f の関数と
して同定される。
測定には,超音波探傷器 USN 60(GE Sensing & Inspection Technologies 製)を用いた。周波数範
囲は 0.25~25 MHz,最大増幅ゲインは 110 dB,パルサーはスパイクパルスで,ダンピング抵抗は
50 Ωである。広範囲の周波数領域における反射率 RL, RTの周波数分布を得るため,公称周波数 2
MHz, 5 MHz の 2 個の広帯域縦波垂直探触子および公称周波数 2 MHz, 5 MHz の 2 個の横波垂直探
触子の計 4 個の垂直探触子を用いた。探触子の仕様の詳細を表 4.1 に示す。反射率の測定では,
縦波,横波の場合ともに,横波用の特殊な接触媒質であるソニコート SHN-B25(サーンテック製)
を用いた。この接触媒質の 20°C での粘性は 115 Pa·s であり,曲率を有する車輪表面と探触子を接
触させるような条件下でも安定したデータが得られる[17]。探触子ごとに車輪表面の 3 箇所でエコ
ー高さを測定し,反射率の 3 箇所での平均値を用いて周波数領域における界面剛性を計算した。
Table 4.1. Probes used for the measurement of reflection coefficients.
No. Wave modeNominal
frequency(MHz)
Band widthTransducer
diameter (mm)Product name
1 Longitudinal 2 Broad 20 Japan Probe, B2C20N
2 Longitudinal 5 Broad 10 Japan Probe, B5C10N
3 Shear 2 Narrow 10 KGK, 2C10SN
4 Shear 5 Narrow 10 KGK, 5C10SN
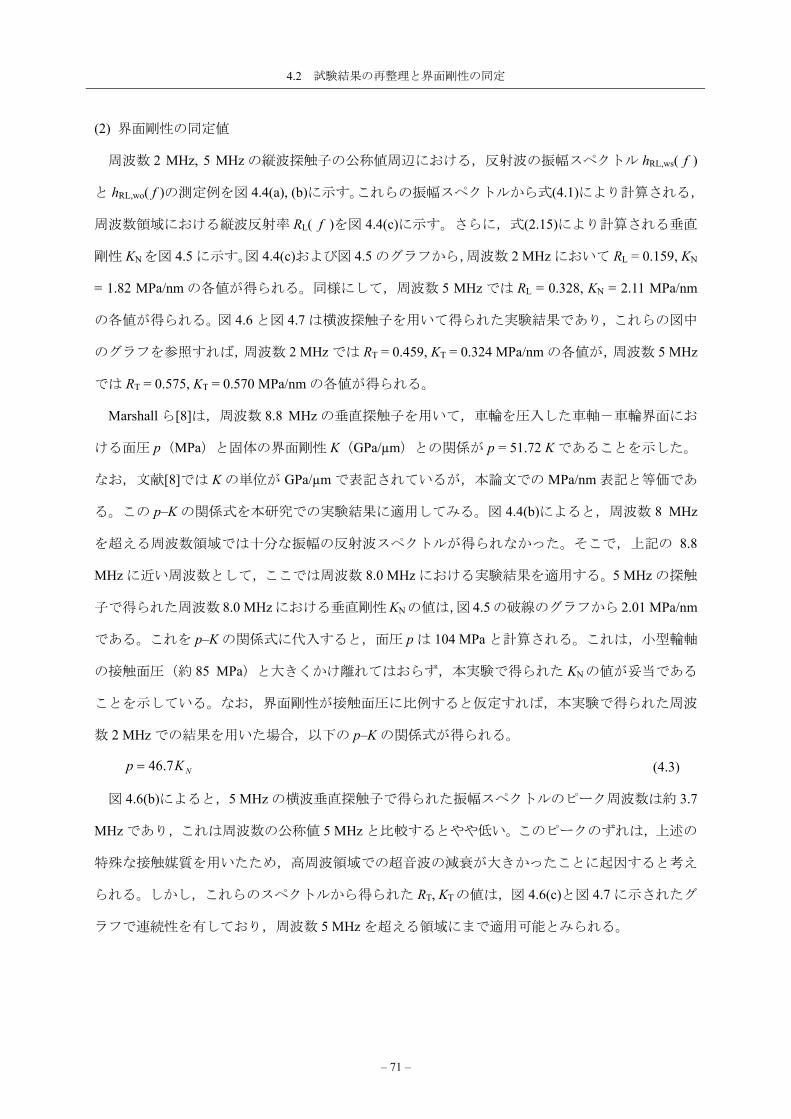
4.2 試験結果の再整理と界面剛性の同定
– 71 –
(2) 界面剛性の同定値
周波数 2 MHz, 5 MHz の縦波探触子の公称値周辺における,反射波の振幅スペクトル hRL,ws( f )
と hRL,wo( f )の測定例を図 4.4(a), (b)に示す。これらの振幅スペクトルから式(4.1)により計算される,
周波数領域における縦波反射率 RL( f )を図 4.4(c)に示す。さらに,式(2.15)により計算される垂直
剛性 KNを図 4.5 に示す。図 4.4(c)および図 4.5 のグラフから,周波数 2 MHz において RL = 0.159, KN
= 1.82 MPa/nm の各値が得られる。同様にして,周波数 5 MHz では RL = 0.328, KN = 2.11 MPa/nm
の各値が得られる。図 4.6 と図 4.7 は横波探触子を用いて得られた実験結果であり,これらの図中
のグラフを参照すれば,周波数 2 MHz では RT = 0.459, KT = 0.324 MPa/nm の各値が,周波数 5 MHz
では RT = 0.575, KT = 0.570 MPa/nm の各値が得られる。
Marshall ら[8]は,周波数 8.8 MHz の垂直探触子を用いて,車輪を圧入した車軸-車輪界面にお
ける面圧 p(MPa)と固体の界面剛性 K(GPa/µm)との関係が p = 51.72 K であることを示した。
なお,文献[8]では K の単位が GPa/µm で表記されているが,本論文での MPa/nm 表記と等価であ
る。この p–K の関係式を本研究での実験結果に適用してみる。図 4.4(b)によると,周波数 8 MHz
を超える周波数領域では十分な振幅の反射波スペクトルが得られなかった。そこで,上記の 8.8
MHz に近い周波数として,ここでは周波数 8.0 MHz における実験結果を適用する。5 MHz の探触
子で得られた周波数 8.0 MHz における垂直剛性 KNの値は,図 4.5の破線のグラフから 2.01 MPa/nm
である。これを p–K の関係式に代入すると,面圧 p は 104 MPa と計算される。これは,小型輪軸
の接触面圧(約 85 MPa)と大きくかけ離れてはおらず,本実験で得られた KNの値が妥当である
ことを示している。なお,界面剛性が接触面圧に比例すると仮定すれば,本実験で得られた周波
数 2 MHz での結果を用いた場合,以下の p–K の関係式が得られる。
NKp 7.46 (4.3)
図 4.6(b)によると,5 MHz の横波垂直探触子で得られた振幅スペクトルのピーク周波数は約 3.7
MHz であり,これは周波数の公称値 5 MHz と比較するとやや低い。このピークのずれは,上述の
特殊な接触媒質を用いたため,高周波領域での超音波の減衰が大きかったことに起因すると考え
られる。しかし,これらのスペクトルから得られた RT, KTの値は,図 4.6(c)と図 4.7 に示されたグ
ラフで連続性を有しており,周波数 5 MHz を超える領域にまで適用可能とみられる。
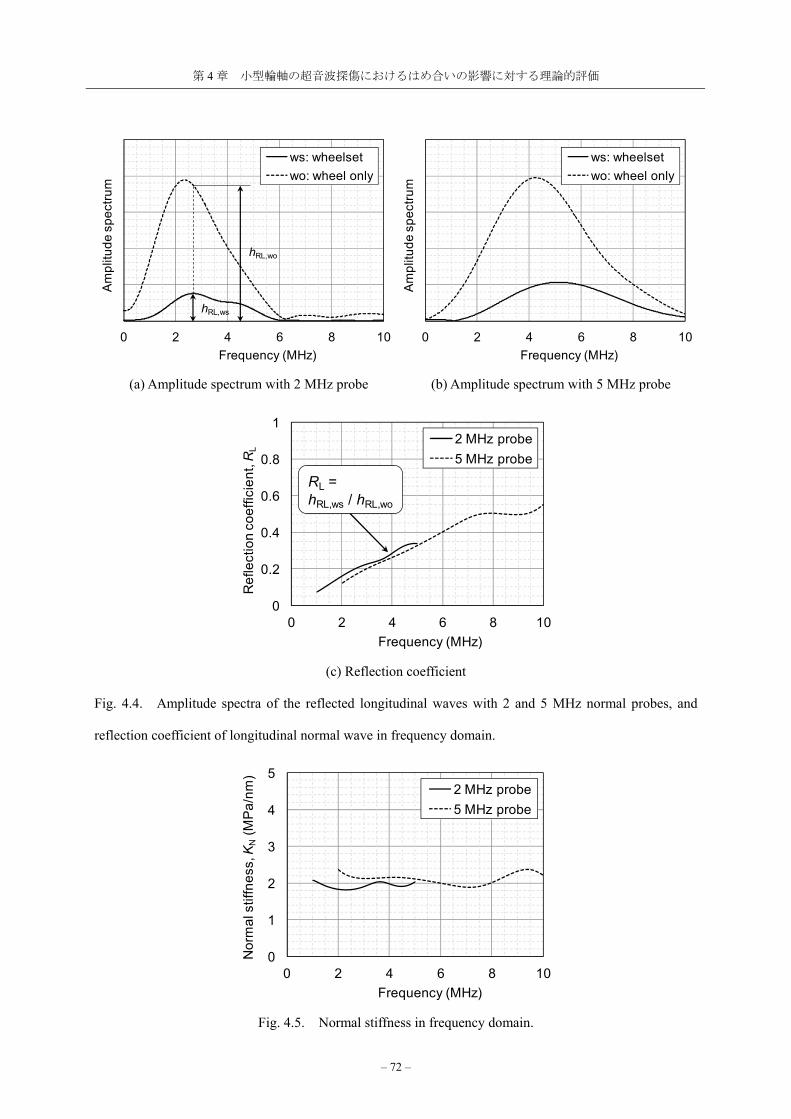
第 4 章 小型輪軸の超音波探傷におけるはめ合いの影響に対する理論的評価
– 72 –
(a) Amplitude spectrum with 2 MHz probe (b) Amplitude spectrum with 5 MHz probe
(c) Reflection coefficient
Fig. 4.4. Amplitude spectra of the reflected longitudinal waves with 2 and 5 MHz normal probes, and
reflection coefficient of longitudinal normal wave in frequency domain.
Fig. 4.5. Normal stiffness in frequency domain.
0 2 4 6 8 10
Am
plit
ud
e s
pe
ctru
m
Frequency (MHz)
ws: wheelset
wo: wheel only
hRL,wo
hRL,ws
0 2 4 6 8 10
Am
plit
ud
e s
pe
ctru
m
Frequency (MHz)
ws: wheelset
wo: wheel only
0
1
2
3
4
5
0 2 4 6 8 10
No
rma
l stif
fne
ss,K
N(M
Pa
/nm
)
Frequency (MHz)
2 MHz probe
5 MHz probe
0
0.2
0.4
0.6
0.8
1
0 2 4 6 8 10
Re
flect
ion
co
eff
icie
nt,
RL
Frequency (MHz)
2 MHz probe
5 MHz probe
RL = hRL,ws / hRL,wo
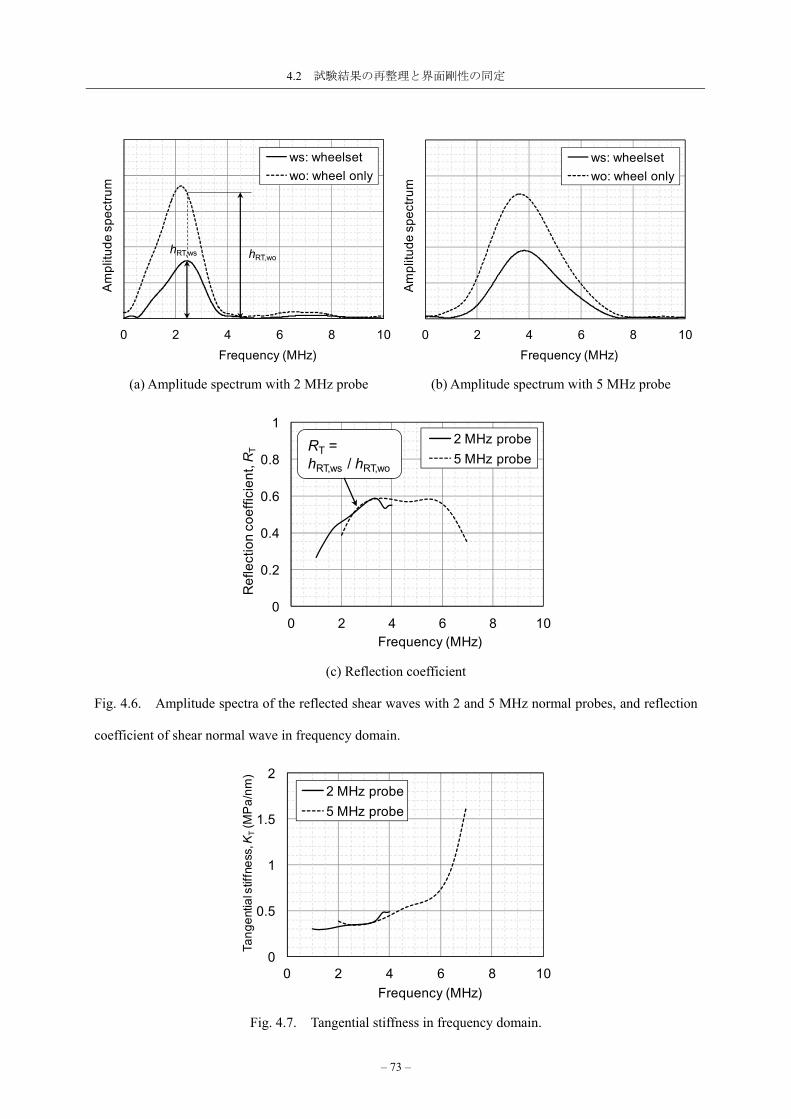
4.2 試験結果の再整理と界面剛性の同定
– 73 –
(a) Amplitude spectrum with 2 MHz probe (b) Amplitude spectrum with 5 MHz probe
(c) Reflection coefficient
Fig. 4.6. Amplitude spectra of the reflected shear waves with 2 and 5 MHz normal probes, and reflection
coefficient of shear normal wave in frequency domain.
Fig. 4.7. Tangential stiffness in frequency domain.
0 2 4 6 8 10
Am
plit
ud
e s
pe
ctru
m
Frequency (MHz)
ws: wheelset
wo: wheel only
hRT,ws hRT,wo
0 2 4 6 8 10
Am
plit
ud
e s
pe
ctru
m
Frequency (MHz)
ws: wheelset
wo: wheel only
0
0.2
0.4
0.6
0.8
1
0 2 4 6 8 10
Re
flect
ion
co
eff
icie
nt,
RT
Frequency (MHz)
2 MHz probe
5 MHz probeRT = hRT,ws / hRT,wo
0
0.5
1
1.5
2
0 2 4 6 8 10
Tan
ge
ntia
l stif
fne
ss,K
T(M
Pa
/nm
)
Frequency (MHz)
2 MHz probe
5 MHz probe

第 4 章 小型輪軸の超音波探傷におけるはめ合いの影響に対する理論的評価
– 74 –
上述の界面剛性の同定では,縦波音速 cL = 5915 m/s,横波音速 cT = 3235 m/s の各測定値を用い,
鉄鋼の密度は標準的な値として ρ = 7850 kg/m3を用いた。本実験で得られた垂直剛性 KN,せん断
剛性 KTの値を表 4.2 にまとめて示す。2 つの界面剛性の比 KT/KNは,周波数 2 MHz で 0.178,周
波数 5 MHz で 0.270 であった。これらの値は,これまでの研究[13, 18]で報告された鉄鋼-鉄鋼界
面での値(例えば文献[13]では 0.30)と比較するとやや小さい。
Table 4.2. Identified values of interfacial stiffnesses.
4.3 車軸-車輪界面への斜角入射における横波反射率の解析
スプリング界面モデルにおいて,斜角横波が入射したときの横波反射率の計算に用いたパラメ
ータを表 4.3 に示す。ここでは,車軸と車輪が同じ材料,すなわち,縦波音速,横波音速,密度
等の特性が 2 つの媒質で同じ値であると仮定した。また,垂直剛性 KN,せん断剛性 KTは,車軸
-車輪界面に対して同定した表 4.2 に示した値を用いた。横波入射角 η1に対する横波反射率 RTの
値を,周波数 2 MHz について図 4.8(a)に,周波数 5 MHz について図 4.8(b)にそれぞれ示す。
Table 4.3. Parameters for spring interface model.
Frequency,f (MHz)
Wave modeReflection coefficient,
RL, RT
Interfacial stiffness,KN, KT (MPa/nm)
KT / KN
2Longitudinal RL = 0.159 KN = 1.82
0.178Shear RT = 0.459 KT = 0.324
5Longitudinal RL = 0.328 KN = 2.11
0.270Shear RT = 0.575 KT = 0.570
Frequency (MHz) f 2 5
Angular frequency (rad/s) 1.26 ×107 3.14 × 107
Shear wave incident angle (deg.) 1 0 to 90
Longitudinal wave velocity (m/s) cL 5915
Shear wave velocity (m/s) cT 3235
Density (kg/m3) 7850
Normal stiffness (MPa/nm) KN 1.82 2.11
Tangential stiffness (MPa/nm) KT 0.324 0.570
KT / KN 0.178 0.270
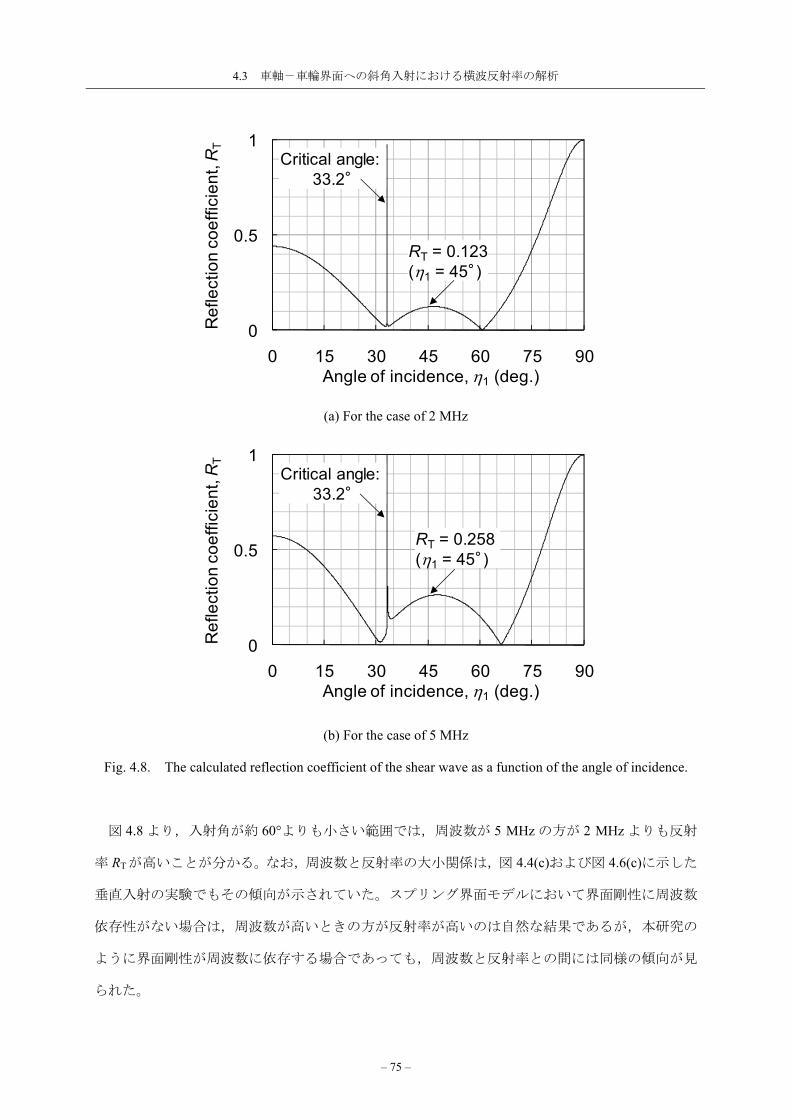
4.3 車軸-車輪界面への斜角入射における横波反射率の解析
– 75 –
(a) For the case of 2 MHz
(b) For the case of 5 MHz
Fig. 4.8. The calculated reflection coefficient of the shear wave as a function of the angle of incidence.
図 4.8 より,入射角が約 60°よりも小さい範囲では,周波数が 5 MHz の方が 2 MHz よりも反射
率 RTが高いことが分かる。なお,周波数と反射率の大小関係は,図 4.4(c)および図 4.6(c)に示した
垂直入射の実験でもその傾向が示されていた。スプリング界面モデルにおいて界面剛性に周波数
依存性がない場合は,周波数が高いときの方が反射率が高いのは自然な結果であるが,本研究の
ように界面剛性が周波数に依存する場合であっても,周波数と反射率との間には同様の傾向が見
られた。
0
0.5
1
0 15 30 45 60 75 90
Re
flect
ion
co
eff
icie
nt,
RT
Angle of incidence, 1 (deg.)
Critical angle: 33.2°
RT = 0.123(1 = 45°)
0
0.5
1
0 15 30 45 60 75 90
Re
flect
ion
co
eff
icie
nt,
RT
Angle of incidence, 1 (deg.)
Critical angle: 33.2°
RT = 0.258 (1 = 45°)

第 4 章 小型輪軸の超音波探傷におけるはめ合いの影響に対する理論的評価
– 76 –
反射率 RTと入射角 η1との関係を以下にまとめる。RTは η1が 30°付近で極小値を示す。これは,
入射角 30°付近では,入射した横波の大部分の振動モードが横波から縦波に変化するというよく知
られた事実[19]にも一致する。縦波臨界角 ηc = 33.2°よりも少し大きい η1 = 33.3°でRTは 1に近づく。
45°付近で RTは極大値を示す。周波数 2 MHz では η1 = 60.7°で,5 MHz では η1 = 66.2°で,RTはほ
ぼ 0 となる。そして,η1が 90°に近づくと RTは 1 に近づく。
入射角 η1が 45°における反射率 RT,45°の値は,周波数 2 MHz では 0.123,5 MHz では 0.258 であ
った。RT,dB = 20 log10(RT,45°)の式により dB 単位に変換した反射率 RT,dBの値は,周波数 2 MHz で–18.2
dB,5 MHz で–11.8 dB であった。これらの RT,45°, RT,dBの値を次節の表 4.4 で「Calculation (Spring
interface model)」の行に示したが,これについては後ほど議論する。
4.4 考察
4.4.1 界面剛性の変化に伴う反射率の変化
図 4.8 によると,反射率 RTは入射角 η1が 45°付近で極大値を示す。横波の入射角が 45°の場合,
Margetan ら[14]が述べているように,縦波の反射あるいは透過が生じないので,横波の反射は基
本的に垂直剛性 KNによって決定される。具体的には,横波が 45°方向に振動するとき,式(2.9)に
よりその方向にせん断応力 σ12が発生するが,このとき,一方の主応力方向が 0°方向(x1方向)と
なる。垂直剛性 KNを有する界面は式(2.1)に示したように,0°方向の垂直応力の作用によって効率
的に変位を生じさせるため,RTが 45°付近で極大値を示すと考えられる。
次に,図 4.8 で示したように,RTが η1 = 45°で極大値を示してから 90°で 1 に達する前に,η1 = 60
~70°付近でいったん 0 となる現象について議論する。Liaptsis ら[13]は,鉄鋼-鉄鋼界面に縦波が
斜角入射する場合において同様の現象を報告している。RTが 0 となる状況は式(2.49)より, RTu = 0
となることと等価である。ここで対象とする 60~70°の入射角は縦波臨界角 ηcよりも大きいため,
η1 > ηcの場合の関係式(2.43)で RTu = 0 とすることにより,次式が得られる。
0
TT
TL
IT
RL
TTLTTT
TNLNNN
TLTL
TLTL
u
u
u
u
ikKnnknKKnK
ikKnikniKKniK
knnikknnik
knkknk
22
21121212
2122
1121
22
2121
22
2121
212
1212
1
2
22
22
2222
(4.4)
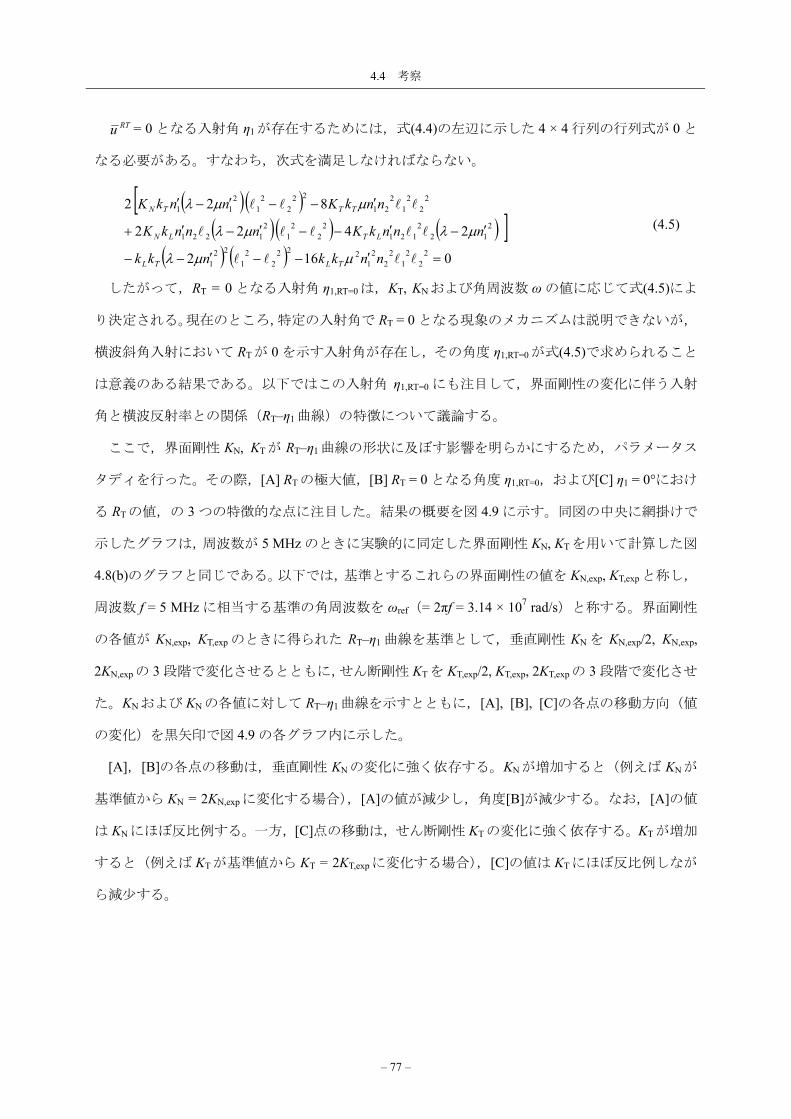
4.4 考察
– 77 –
RTu = 0 となる入射角 η1が存在するためには,式(4.4)の左辺に示した 4 × 4 行列の行列式が 0 と
なる必要がある。すなわち,次式を満足しなければならない。
0162
2422
822
22
21
22
21
2222
21
221
212
2121
22
21
21221
22
21
221
222
21
211
nnkknkk
nnnkKnnnkK
nnkKnnkK
TLTL
LTLN
TTTN
(4.5)
したがって,RT = 0 となる入射角 η1,RT=0は,KT, KNおよび角周波数 ωの値に応じて式(4.5)によ
り決定される。現在のところ,特定の入射角で RT = 0 となる現象のメカニズムは説明できないが,
横波斜角入射において RTが 0 を示す入射角が存在し,その角度 η1,RT=0が式(4.5)で求められること
は意義のある結果である。以下ではこの入射角 η1,RT=0 にも注目して,界面剛性の変化に伴う入射
角と横波反射率との関係(RT–η1曲線)の特徴について議論する。
ここで,界面剛性 KN, KTが RT–η1曲線の形状に及ぼす影響を明らかにするため,パラメータス
タディを行った。その際,[A] RTの極大値,[B] RT = 0 となる角度 η1,RT=0,および[C] η1 = 0°におけ
る RTの値,の 3 つの特徴的な点に注目した。結果の概要を図 4.9 に示す。同図の中央に網掛けで
示したグラフは,周波数が 5 MHz のときに実験的に同定した界面剛性 KN, KTを用いて計算した図
4.8(b)のグラフと同じである。以下では,基準とするこれらの界面剛性の値を KN,exp, KT,expと称し,
周波数 f = 5 MHz に相当する基準の角周波数を ωref(= 2πf = 3.14 × 107 rad/s)と称する。界面剛性
の各値が KN,exp, KT,exp のときに得られた RT–η1 曲線を基準として,垂直剛性 KN を KN,exp/2, KN,exp,
2KN,expの 3 段階で変化させるとともに,せん断剛性 KTを KT,exp/2, KT,exp, 2KT,expの 3 段階で変化させ
た。KNおよび KNの各値に対して RT–η1曲線を示すとともに,[A], [B], [C]の各点の移動方向(値
の変化)を黒矢印で図 4.9 の各グラフ内に示した。
[A],[B]の各点の移動は,垂直剛性 KNの変化に強く依存する。KNが増加すると(例えば KNが
基準値から KN = 2KN,expに変化する場合),[A]の値が減少し,角度[B]が減少する。なお,[A]の値
は KNにほぼ反比例する。一方,[C]点の移動は,せん断剛性 KTの変化に強く依存する。KTが増加
すると(例えば KTが基準値から KT = 2KT,expに変化する場合),[C]の値は KTにほぼ反比例しなが
ら減少する。
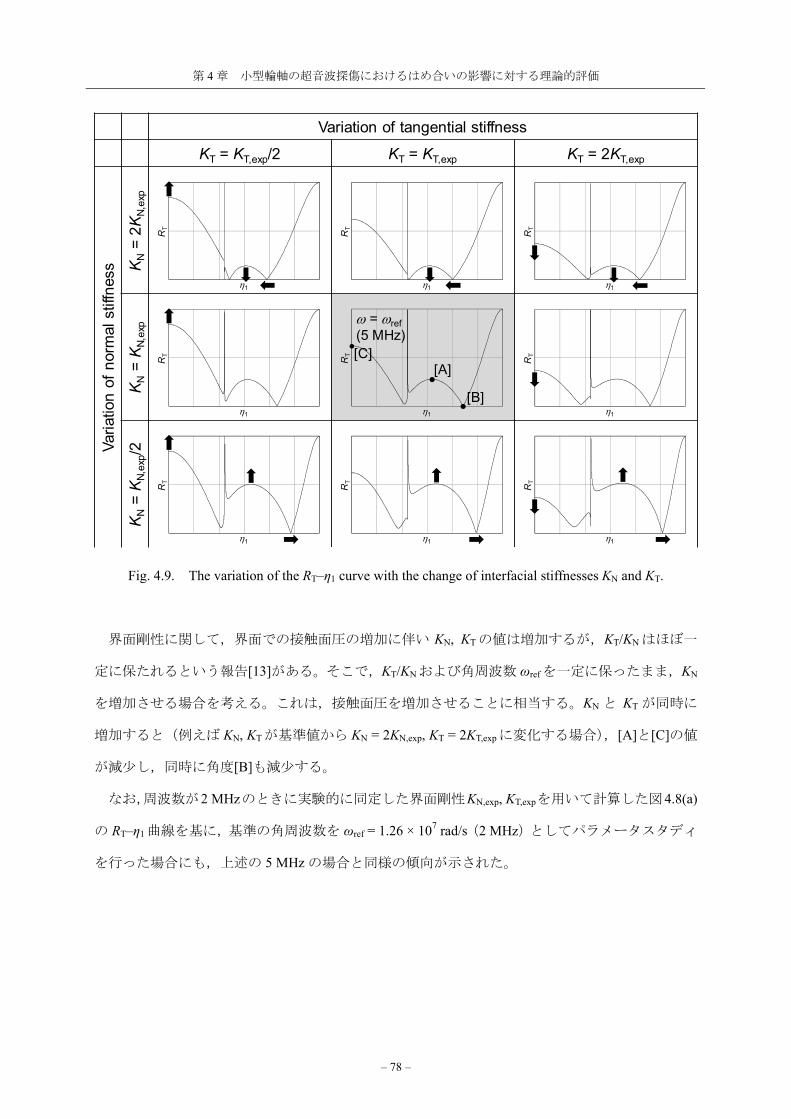
第 4 章 小型輪軸の超音波探傷におけるはめ合いの影響に対する理論的評価
– 78 –
Fig. 4.9. The variation of the RT–η1 curve with the change of interfacial stiffnesses KN and KT.
界面剛性に関して,界面での接触面圧の増加に伴い KN, KT の値は増加するが,KT/KN はほぼ一
定に保たれるという報告[13]がある。そこで,KT/KNおよび角周波数 ωrefを一定に保ったまま,KN
を増加させる場合を考える。これは,接触面圧を増加させることに相当する。KN と KT が同時に
増加すると(例えば KN, KTが基準値から KN = 2KN,exp, KT = 2KT,expに変化する場合),[A]と[C]の値
が減少し,同時に角度[B]も減少する。
なお,周波数が2 MHzのときに実験的に同定した界面剛性KN,exp, KT,expを用いて計算した図4.8(a)
の RT–η1曲線を基に,基準の角周波数を ωref = 1.26 × 107 rad/s(2 MHz)としてパラメータスタディ
を行った場合にも,上述の 5 MHz の場合と同様の傾向が示された。
Variation of tangential stiffness
KT = KT,exp/2 KT = KT,exp KT = 2KT,exp
Var
iatio
n o
f n
orm
al s
tiffn
ess
KN
= K
N,e
xp/2
KN
= K
N,e
xpK
N=
2K
N,e
xp
RT
1
RT
1
RT
1
RT
1
RT
1
RT
1
RT
1
RT
1
RT
1
= ref
(5 MHz)
[A]
[B]
[C]

4.4 考察
– 79 –
4.4.2 スプリング界面モデルの適用による実験結果の考察
ここでは,第 3 章で述べた疲労き裂を有する小型輪軸の超音波試験結果について,スプリング
界面モデルを適用して議論する。なお,別の剛性値を有する垂直およびせん断ばねを用いて,疲
労き裂の向かい合う面同士の接触挙動をモデル化することも可能であるが,ここでは,曲げ負荷
による引張応力を作用させて十分に開口したき裂での実験結果のみを評価し,向かい合うき裂面
同士の接触挙動は考慮しない。すなわち,車軸-車輪界面での接触の影響にのみ注目し,十分に
開口したき裂での実験結果を考察する。
車輪とのはめ合いによるきずのエコー高さの相対的な減少量について,超音波探傷試験での実
験結果およびスプリング界面モデルでの計算結果を表 4.4 にまとめた。なお,図 3.2 に示した車軸
端面での反射時に記録した波形の FFT 解析によると,実験に用いた斜角探触子の振幅スペクトル
のピーク周波数は,周波数 2 MHz の探触子では 2.09 MHz,周波数 5 MHz の探触子では 4.51 MHz
であった。公称周波数と反射波の実測周波数には若干のずれがあるが,以下の議論では,探触子
の公称周波数を,車軸-車輪のスプリング界面での超音波伝搬挙動を支配する代表周波数として
取り扱う。
Table 4.4. Comparison of the relative decrease of the echo height due to fitting with a wheel between
experimental and calculated results for each nominal frequency.
表 4.4 の「Experiment」の行に示す実験結果は,2 MHz, 5 MHz の各公称周波数の探触子を用い
たときの,車輪とのはめ合いによるきずのエコー高さの相対的な減少量を表す。このエコー高さ
の減少量は 4.2.1 項で説明したように,車輪とのはめ合い前後におけるエコー高さの比から求めた
値であるため,図 4.3 を用いて 4.2.2 項で述べた界面剛性の同定実験と同様に,車軸表面の曲率の
影響は最小限に抑えられている。そこで,以下の議論でも曲率の影響は考慮しないこととし,実
験から求めたエコー高さの減少量が,2 MHz, 5 MHz の各代表周波数で平面状のスプリング界面モ
Frequency of ultrasonic wave (MHz)
2 5
Ratio Ratio in dB Ratio Ratio in dB
Experiment 0.221 –13.1 0.347 –9.2
Calculation (Spring interface model)
0.123 –18.2 0.258 –11.8

第 4 章 小型輪軸の超音波探傷におけるはめ合いの影響に対する理論的評価
– 80 –
デルを適用して計算した車軸-車輪界面での反射率に相当すると考える。各周波数における反射
率の計算結果は,表 4.4 の「Calculation」の行に示した。
表 4.4 の計算結果によると,車輪が車軸にはめ合わされることにより,周波数 2 MHz ではきず
エコーの高さが 18.2 dB 低下することが示されたが,実験ではエコー高さの低下は 13.1 dB であっ
た。同様に,周波数 5 MHz における車輪とのはめ合いによるエコー高さの低下は,計算では 11.8
dB であるが,実験結果は 9.2 dB であった。小型輪軸を用いた実験で見られた,車輪とのはめ合い
によってエコー高さが相対的に減少する現象は,本研究で適用した計算モデルによって概ね説明
された。特に,周波数が低い方がエコー高さの低下が大きいという実験で得られた知見は,本研
究での理論的な解析でも定性的に裏付けられた。
しかしながら実験結果と計算結果には,定量的にはいくらかの相違がある。図 4.10 の模式図を
参照しながら考察すると,以下の 2 つの原因によって,それぞれの周波数において実験結果と計
算結果との間に差異が生じたと考えられる。
(1) 疲労試験中に生じた車軸と車輪のはめ合い端付近の摩耗によって,両者間の焼きばめによる
有効締め代が減少した。その結果,図 4.10(b)に示すように,疲労試験前の図 4.10(a)と比較し
て車軸-車輪界面での接触面圧が局所的に減少し,車輪とのはめ合いが反射率に及ぼす影響
が弱くなった。言い換えれば,はめ合い面での接触面圧の減少とともに界面剛性 KN, KTの実
質的な値が局所的に減少したため,計算に用いた界面剛性の同定値 KN,exp, KT,expが実際よりも
過大となり,実験結果との差異が生じた。
(2) 曲げ負荷によって車輪座に作用させた 165 MPa の公称引張応力により,疲労き裂周辺の応力
分布が変化した。その結果,図 4.10(c)に示すように車輪座の端部付近で車軸が変形し,接触
面圧(あるいは有効締め代)が局所的に減少した。

4.4 考察
– 81 –
(a) Axle–wheel interface before fatigue
(c) Variation of stress distribution
(b) Axle–wheel interface after fatigue
Fig. 4.10. Schematic illustrations of the axle–wheel interface before and after fatigue, and the variation of
stress distribution around the crack by the applied bending moment.
そこで,入射角 η1 = 45°におけるエコー高さの減少量(反射率)の計算結果が,周波数 2 MHz, 5
MHz での各々の実験結果と整合するように,各周波数における KT/KN を一定に保ったままで KN,
KTの値を調整した。KNの元の値(KN,exp)と調整後の値,および調整後の KNにより計算した RT–η1
曲線を図 4.11 に示す。RTの値を実験でのエコー高さの減少量に整合させるためには,2 MHz の場
合は KNを元の値 KN,expの 0.546 倍に,5 MHz の場合は元の値の 0.723 倍にする必要がある。界面
剛性が接触面圧に比例する[7, 8]と仮定すれば,この計算結果によると,上述の(1), (2)の原因によ
り,車軸と車輪との間の接触面圧が元の 0.5~0.7 倍程度にまで,言い換えれば元の約 85 MPa に対
して 46~61 MPa にまで局所的に減少したことを示唆している。
Wheel
Axle
KN
Contact pressure
KT
KN
Decrease of contact pressure
Wheel
Axle
Wear
KT
Contactpressure
Bendingmoment
Reduction of effective interference
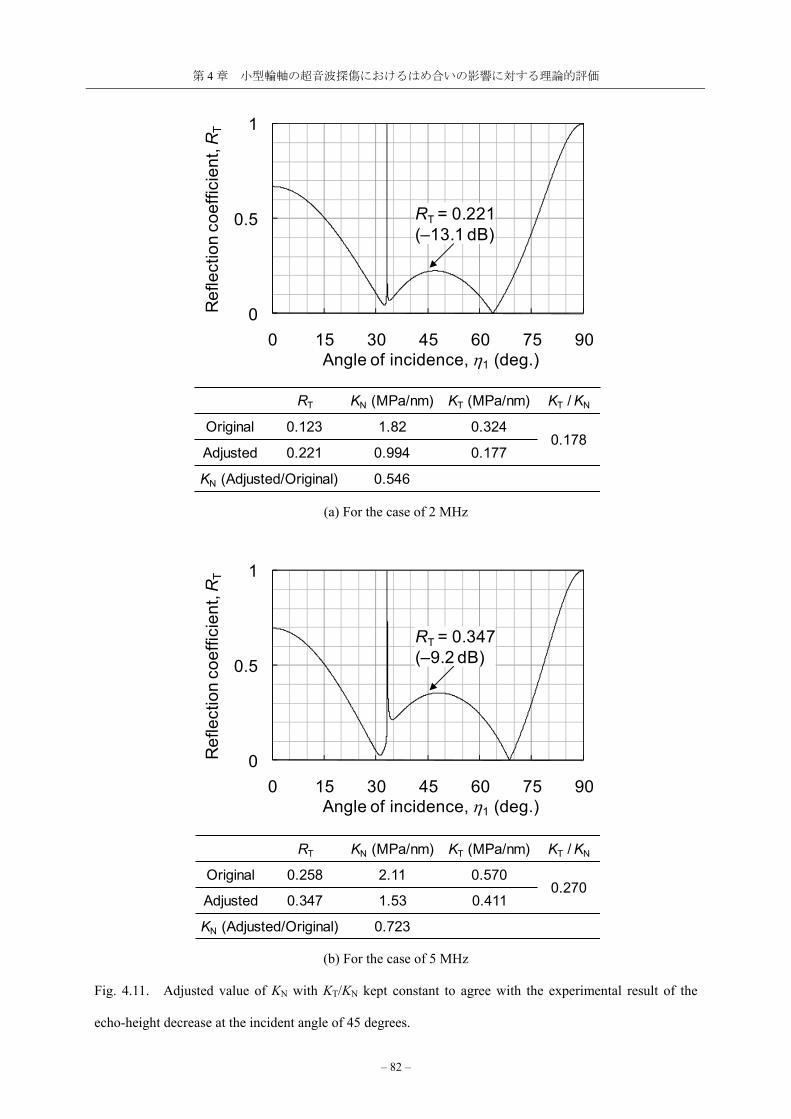
第 4 章 小型輪軸の超音波探傷におけるはめ合いの影響に対する理論的評価
– 82 –
(a) For the case of 2 MHz
(b) For the case of 5 MHz
Fig. 4.11. Adjusted value of KN with KT/KN kept constant to agree with the experimental result of the
echo-height decrease at the incident angle of 45 degrees.
0
0.5
1
0 15 30 45 60 75 90
Re
flect
ion
co
eff
icie
nt,
RT
Angle of incidence, 1 (deg.)
RT = 0.347(–9.2 dB)
0
0.5
1
0 15 30 45 60 75 90
Re
flect
ion
co
eff
icie
nt,
RT
Angle of incidence, 1 (deg.)
RT = 0.221(–13.1 dB)
RT KN (MPa/nm) KT (MPa/nm) KT / KN
Original 0.123 1.82 0.3240.178
Adjusted 0.221 0.994 0.177
KN (Adjusted/Original) 0.546
RT KN (MPa/nm) KT (MPa/nm) KT / KN
Original 0.258 2.11 0.5700.270
Adjusted 0.347 1.53 0.411
KN (Adjusted/Original) 0.723
4.5 結言
– 83 –
ここでは,実体輪軸の代わりに小型輪軸を用いたが,得られた結果は実際の車軸あるいは輪軸
の超音波探傷に対しても有益な知見をもたらす。上述の結果によると,例えば,周波数 2 MHz の
探触子を用いて車軸表面のき裂の有無を検査する場合,車輪がはめ合わされるだけできずエコー
の高さが約 18 dB も低下することを示唆している。また,摩耗やフレッティングの影響を受けて
はめ合い面の状態が変化すると,はめ合いによるエコー高さの減少量は変動する。周波数 5 MHz
の探触子を使用する場合にはその影響はやや軽減するが,車輪とのはめ合いによってき裂検出能
が低下することは疑いない。鉄道車軸の超音波探傷試験では,車輪とのはめ合いがエコー高さに
及ぼす影響を常に意識するべきである。
なお,本章では,小型輪軸試験片のはめ合い部の界面剛性の同定の際,および車輪とのはめ合
い前後の実験データの評価の際に,エコー高さの比を取ることで曲率の影響が最小限に抑えられ
たとしたうえで,車輪とのはめ合いが疲労き裂の超音波探傷試験に及ぼす影響を定量的に論じた。
しかしながら,2.5 節で述べたように,スプリング界面と等価な界面を適用した曲面での計算結果
(図 2.10)によると,曲面での反射率は平面の場合と比べて数%低く見積もられる可能性がある。
このとき,反射率を補正(数%高める)したうえで界面剛性を同定すると,界面剛性は本章で述
べた値より数%低く見積もられる。その結果,上述した摩耗による接触面圧の減少の程度は若干
少なくなる。ただし,いずれにしても,車軸-車輪界面での摩耗等による接触面圧の局所的な減
少が示唆されることには変わりはない。
4.5 結言
本章では,小型輪軸を用いた試験結果に対してスプリング界面モデルを適用することにより,
車輪とのはめ合いが輪軸の疲労き裂の超音波探傷試験に及ぼす影響を定量的に明らかにした。モ
デル化に必要な界面剛性を実験的に同定し,車軸-車輪界面に横波の斜角超音波が入射したとき
の反射率を,入射角の関数として理論的に計算した。また,界面剛性の変化が斜角入射における
入射角と反射率との関係に及ぼす影響を,パラメータスタディにより明らかにした。これらの理
論計算結果に基づいて,車輪とのはめ合いにより疲労き裂のエコー高さが減少した試験結果を説
明した。本章で得られた成果をまとめると以下のとおりである。
(1) 車軸-車輪界面に対してスプリング界面モデルを適用し,超音波を界面に垂直入射させたと
きの反射波の測定から垂直剛性 KNとせん断剛性 KTを実験的に同定した結果,周波数 2 MHz
では KN = 1.82 MPa/nm, KT = 0.324 MPa/nm,周波数 5 MHz では KN = 2.11 MPa/nm, KT = 0.570

第 4 章 小型輪軸の超音波探傷におけるはめ合いの影響に対する理論的評価
– 84 –
MPa/nm の各値が得られ,界面剛性には周波数依存性が見られた。
(2) 斜角横波の界面への入射時における入射角 η1と反射率 RTの関係(RT–η1曲線)について考察
した結果,反射率が 0 を示す特定の入射角が存在し,その角度を求める式を導出した。また,
界面剛性の変化が RT–η1 曲線の形状に及ぼす影響について,パラメータスタディによりその
特徴を明らかにした。
(3) 界面剛性の同定値を用いて斜角横波の界面への入射時における反射挙動を解析した結果,車
輪が車軸にはめ合わされたことによるエコー高さの減少量は,周波数 2 MHz では 18.2 dB,
周波数 5 MHz では 11.8 dB と計算された。小型輪軸での実験ではそれぞれ 13.1 dB,9.2 dB で
あり,エコー高さの減少量の周波数依存性が理論計算により定性的に説明された。
(4) 実験結果と計算結果に差異が生じた原因として,①疲労試験中の摩耗による焼きばめ部の有
効締め代の減少,②曲げモーメントの作用による疲労き裂周辺の応力分布の変化,が考えら
れた。実験による垂直剛性の同定値 KN,expに対して KNの値を 0.5~0.7 倍に設定すれば,エコ
ー高さの減少量の計算結果が実験結果に整合したことから,疲労試験後の車軸-車輪間の接
触面圧は試験前の 0.5~0.7 倍程度にまで局所的に減少したことが示唆された。
第 4章の参考文献
[1] 牧野一成, 車両を取り巻く技術の動向⑫ 非破壊検査, R&m 16(6) (2008), pp. 48–51.
[2] 高速車両用輪軸研究委員会編, 鉄道輪軸, 丸善プラネット, 2008, pp. 129–166.
[3] H. Ishiduka, Probability of improvement in routine inspection work of Shinkansen vehicle axles, Q.
Rep. Railw. Tech. Res. Inst. 40(2) (1999), pp. 70–73.
[4] K. Makino, J. Yohso, H. Sakamoto, H. Ishiduka, An ultrasonic flaw detector for hollow axles of
meter-gauge railway cars and results of axle fatigue test, Proc. 16th Int. Wheelset Congr. (2010),
Session 7.4.
[5] K. Hirakawa, K. Toyama, M. Kubota, The analysis and prevention of failure in railway axles, Int. J.
Fatig. 20 (1998), pp. 135–144.
[6] T. Makino, T. Kato, K. Hirakawa, Review of the fatigue damage tolerance of high-speed railway axles
in Japan, Eng. Fract. Mech. 78 (2011), pp. 810–825.
[7] R. Lewis, M.B. Marshall, R.S. Dwyer-Joyce, Measurement of interface pressure in interference fits,
Proc. Inst. Mech. Eng. Part C: J. Mech. Eng. Sci. 219 (2005), pp. 127–139.

第 4 章の参考文献
– 85 –
[8] M.B. Marshall, R. Lewis, R.S. Dwyer-Joyce, F. Demilly, Y. Flament, Ultrasonic measurement of
railway wheel hub–axle press-fit contact pressures, Proc. Inst. Mech. Eng. Part F: J. Rail Rapid Transit
225 (2011), pp. 287–298.
[9] B.W. Drinkwater, R.S. Dwyer-Joyce, P. Cawley, A study of the interaction between ultrasound and a
partially contacting solid–solid interface, Proc. R. Soc. Lond. A 452 (1996), pp. 2613–2628.
[10] S. Biwa, S. Hiraiwa, E. Matsumoto, Stiffness evaluation of contacting surfaces by bulk and interface
waves, Ultrasonics 47 (2007), pp. 123–129.
[11] S. Biwa, A. Suzuki, N. Ohno, Evaluation of interface wave velocity, reflection coefficients and
interfacial stiffnesses of contacting surfaces, Ultrasonics 43 (2005), pp. 495–502.
[12] R.S. Dwyer-Joyce, B.W. Drinkwater, A.M. Quinn, The use of ultrasound in the investigation of rough
surface interfaces, Trans. ASME, J. Tribol. 123 (2001), pp. 8–16.
[13] D. Liaptsis, B.W. Drinkwater, R. Thomas, The interaction of oblique incidence ultrasound with rough,
partially contacting interfaces, Nondestr. Test. Eval. 21 (2006), pp. 109–121.
[14] F.J. Margetan, R.B. Thompson, T.A. Gray, Interfacial spring model for ultrasonic interactions with
imperfect interfaces: theory of oblique incidence and application to diffusion-bonded butt joints, J.
Nondestr. Eval. 7 (1988), pp. 131–152.
[15] A. Pilarski, J.L. Rose, A transverse-wave ultrasonic oblique-incidence technique for interfacial
weakness detection in adhesive bonds, J. Appl. Phys. 63 (1988), pp. 300–307.
[16] M. Schoenberg, Elastic wave behavior across linear slip interfaces, J. Acoust. Soc. Am. 68 (1980), pp.
1516–1521.
[17] J.R. Birchak, S. Serabian, Calibration of ultrasonic systems for inspection from curved surfaces, Mater.
Eval. 36(1) (1978), pp. 39–44.
[18] H.A. Sherif, S.S. Kossa, Relationship between normal and tangential contact stiffness of nominally flat
surfaces, Wear 151 (1991), pp. 49–62.
[19] C. Pecorari, A note on the sensitivity of SV wave scattering to surface-breaking cracks, Ultrasonics 43
(2005), pp. 508–511.


– 87 –
第 5 章 鉄道車軸のはめ合い面の接触状態がきずエコー
に及ぼす影響の評価
5.1 緒言
日本の鉄道車両に用いられる車軸は,日本工業規格(JIS)に基づく疲労限度設計により製造さ
れており[1–3],搭載された車両が廃車となるまで半永久的に使用され続ける。しかし,中央平行
部等の非はめ合い部では,走行中の風圧によるレール砕石の飛散等によって,打痕,擦傷等の突
発的な損傷が車軸に発生する場合がある[4]。また,車輪等とのはめ合い部ではその構造上,フレ
ッティングによる疲労き裂[1, 5]の発生を完全に避けることはできない。そこで,車両の定期検査
において,磁粉探傷試験や超音波探傷試験を適用して車軸を検査することにより,その安全性が
確保されている[6, 7]。特に,定期検査の工程上,車輪を取り外さずに超音波探傷を行う場合には,
フレッティング疲労き裂の検出の観点から,車輪座の内ボス側端部が重点的に検査される。
鉄道輪軸では車輪を車軸に圧入(圧力ばめ)して組み立てる際,車軸の車輪座を研磨やペーパ
掛けで滑らかに仕上げる。一方,車輪内径面は,車軸に対して所定の締め代を有するように車輪
座径よりも小さい内径で機械加工した後,ある程度の粗さに仕上げて車軸に圧入する。したがっ
て,車軸-車輪のはめ合い面は,微視的には,ある表面粗さを有する面同士が締め代によって生
じる面圧で接触した状態にある。このようにして生じたはめ合い部の初期の接触状態は,供用中
のフレッティング摩耗によって変化する[8, 9]。また,新幹線電車の定期検査の一種別である交番
検査では,車軸の超音波探傷は通常,在姿状態で行われる。この場合,車軸の円周上のある一つ
の位置を基準としたとき,車両重量による曲げモーメントが作用する車軸上の相対的な円周方向
位置は,列車が検査線に入場したときに停止した位置によって偶然に決まり,それに応じてはめ
合い部の接触状態が変化することになる。このような状況のもとで,超音波探傷における適正な
感度調整やきず検出性能の評価を行うためには,はめ合い部での接触状態の変化がきずエコーに
及ぼす影響を明らかにしておく必要がある。
実体車軸あるいは実体輪軸を用いた,超音波探傷による車軸のきず検出に関する研究はこれま
で多く報告されている。例えば,養祖ら[10]は,新幹線電車の交番検査用に開発した中ぐり車軸用
超音波自動探傷装置を用いて,車輪座の深さ 3 mm の半楕円形状きずを車輪はめ合い状態で検出

第 5 章 鉄道車軸のはめ合い面の接触状態がきずエコーに及ぼす影響の評価
– 88 –
できることを実証し,同装置を原型とした探傷装置は新幹線電車の検修現場で継続的に使用され
ている。著者ら[11, 12]は,在来線車両用に製作した中ぐり車軸に超音波探傷を適用することによ
り,最小で車輪座の深さ 0.3 mm の矩形形状きずを車輪はめ合い状態で検出できることを明らかに
した。しかし,それらの研究の多くは,放電加工等により設けられた人工きずを検出対象として
おり,き裂面同士の接触による影響を別途考慮する必要がある。
一方,近年では,超音波探傷による実体車軸の疲労き裂の検出性能をき裂検出確率(POD)の
観点から評価する取組みがなされている。Carboni ら[13]は,車輪座と中央平行部とをつなぐフィ
レットに発生したき裂の進展速度の計算結果と,斜角あるいは局部探傷を適用したときの POD と
を組み合わせて,検査周期とき裂の非検出確率との関係を評価した。また,Carboni [14]は,多数
の人工きずと疲労き裂の超音波探傷結果から,きずの面積をパラメータとしたそれぞれの POD 曲
線を作成し,中央平行部では両者を同一の曲線で整理できる可能性を示した。しかしながら,現
時点では非はめ合い部である中央平行部における研究が大半であり,車輪とのはめ合いを考慮す
るには至っていない。
車軸の車輪とのはめ合いが超音波探傷に及ぼす影響を定量的に把握することは,超音波探傷に
よるきず検出性能を評価するうえで重要である。これまで,実体輪軸における車軸と車輪の接触
状態の定量評価に関して,中ぐり車軸の車輪座の接触面圧分布を垂直超音波で測定した Marshall
らの研究[9]があるが,車輪との接触状態が車軸の横波斜角探傷に及ぼす影響に関しては,現在の
ところ十分に研究されたとは言えない。さらに,車軸に作用する曲げモーメントが車輪とのはめ
合い状態や超音波探傷に及ぼす影響を,実体輪軸を用いて評価した研究論文は見当たらない。
本章では,実体輪軸に対して繰返し回転曲げを負荷し,車輪座に設けられた人工きずのエコー
高さの変化を追跡することにより,繰返し負荷に伴う車輪座の接触状態の変化がきずエコーに及
ぼす影響を実験的に評価する。繰返し回転曲げの負荷により車輪座のはめ合い状態が徐々に変化
する途中のいくつかの段階で,車軸に曲げモーメントが負荷された状態できずエコーを測定する。
また,車軸を回転させて曲げの方向を変化させたときの,各きずのエコー高さの差を測定する。
これらのきずエコーの測定結果を基に,車軸への曲げ負荷がきずエコーに及ぼす影響を,車輪座
の接触状態や超音波のきずへの入射方向を考慮したうえで定性的に考察する。得られた結果から,
実際の車軸の超音波探傷における課題に対する提言や,き裂検出に対する解決策を示す。
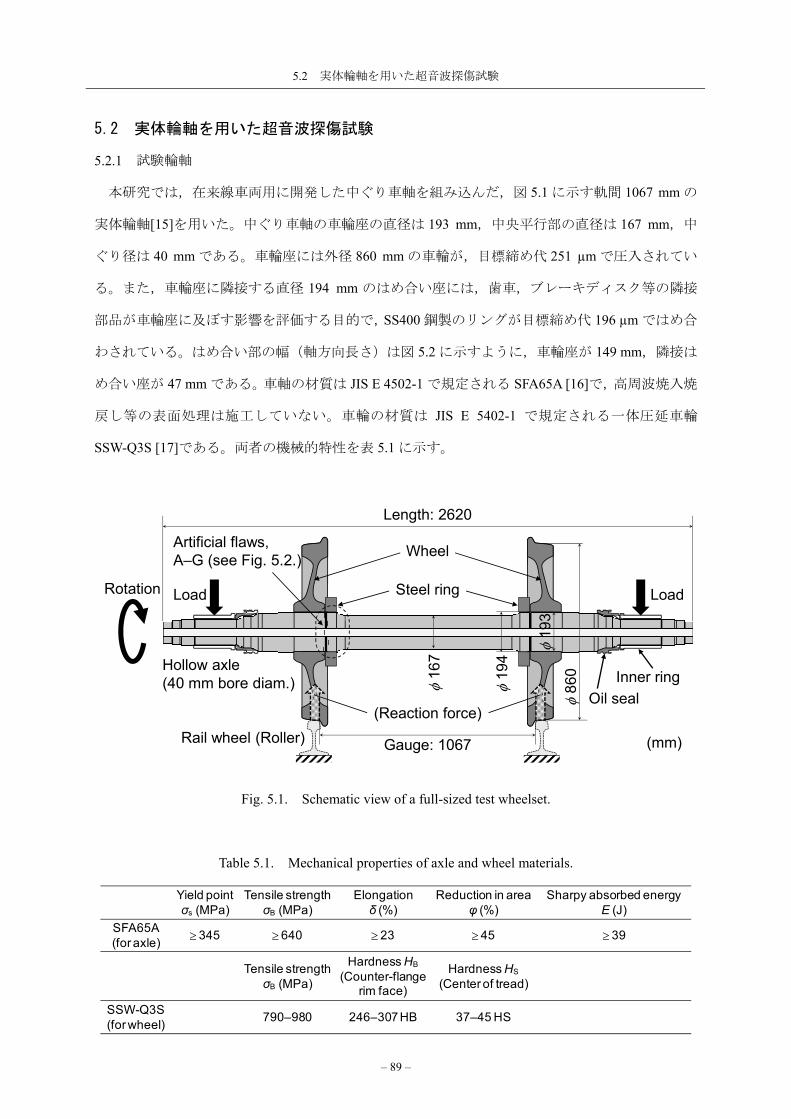
5.2 実体輪軸を用いた超音波探傷試験
– 89 –
5.2 実体輪軸を用いた超音波探傷試験
5.2.1 試験輪軸
本研究では,在来線車両用に開発した中ぐり車軸を組み込んだ,図 5.1 に示す軌間 1067 mm の
実体輪軸[15]を用いた。中ぐり車軸の車輪座の直径は 193 mm,中央平行部の直径は 167 mm,中
ぐり径は 40 mm である。車輪座には外径 860 mm の車輪が,目標締め代 251 µm で圧入されてい
る。また,車輪座に隣接する直径 194 mm のはめ合い座には,歯車,ブレーキディスク等の隣接
部品が車輪座に及ぼす影響を評価する目的で,SS400 鋼製のリングが目標締め代 196 µm ではめ合
わされている。はめ合い部の幅(軸方向長さ)は図 5.2 に示すように,車輪座が 149 mm,隣接は
め合い座が 47 mm である。車軸の材質は JIS E 4502-1 で規定される SFA65A [16]で,高周波焼入焼
戻し等の表面処理は施工していない。車輪の材質は JIS E 5402-1 で規定される一体圧延車輪
SSW-Q3S [17]である。両者の機械的特性を表 5.1 に示す。
Fig. 5.1. Schematic view of a full-sized test wheelset.
Table 5.1. Mechanical properties of axle and wheel materials.
Hollow axle(40 mm bore diam.)
Steel ring
Inner ring
Oil seal
Artificial flaws,A–G (see Fig. 5.2.)
Length: 2620
19
3
(mm)
16
7
19
4
86
0Wheel
Gauge: 1067
Load Load
Rail wheel (Roller)
Rotation
(Reaction force)
Yield pointσs (MPa)
Tensile strengthσB (MPa)
Elongationδ (%)
Reduction in areaφ (%)
Sharpy absorbed energyE (J)
SFA65A(for axle)
345 640 23 45 39
Tensile strengthσB (MPa)
Hardness HB
(Counter-flange rim face)
Hardness HS
(Center of tread)
SSW-Q3S(for wheel)
790–980 246–307 HB 37–45 HS

第 5 章 鉄道車軸のはめ合い面の接触状態がきずエコーに及ぼす影響の評価
– 90 –
試験車軸の片側には図 5.2 に示すように,車輪座に深さ 3 mm のきず A~D,隣接はめ合い座に
深さ 2 mm のきず E, F,中央平行部に深さ 1 mm のきず G の計 7 個の人工きずが,放電加工によ
り車軸表面に設けられている。いずれのきずも形状は矩形で,円周方向長さは 10 mm,きずの向
かい合う面間のすきまは約 0.25 mm である。車輪座のきず A~D は,はめ合い端に近い側から D,
C, B, A の順で,円周方向に 90°ずつずらしながら軸方向に 1 mm 刻みの位置に設けられている。
なお,新幹線電車の交番検査で検出目標とされる中ぐり車軸のきずの深さは,車輪座等のはめ合
い部では 3 mm,中央平行部等の非はめ合い部では 1 mm であり,きず A~G の形状は,新幹線の
車軸検査で検出されるべききずの大きさを参考にしている。
Fig. 5.2. Artificial flaws on the test hollow axle.
図 5.1 から分かるように車輪座は,車両重量によるレール反力が車輪を経由して集中的に作用
する箇所であることから,車軸の超音波探傷試験において最も注意すべき箇所の一つである。そ
こで以下では,車輪座のきず A~D を対象として議論を進める。なお,本研究では,超音波探傷
試験を評価する目的でこれらのきずを使用するが,文献[15]で述べられているように,本来,繰返
し負荷条件下でのき裂の進展性を評価する目的で設けられたものである。そこで,次項で述べる
繰返し回転曲げ試験および超音波探傷試験が終了後,全てのきずを開口してき裂進展量を測定し
た結果,試験前の形状が深さ 3 mm,円周方向長さ 10 mm であったのに対して,き裂進展量は最
大で深さ方向に 0.17 mm,円周方向に 0.51 mm であった。各きずの面積は繰返し負荷によりほと
んど変化しなかったので,以下では,超音波測定中の各人工きずの面積は一定であったと見なす。
(mm)
G
10
10°
Loading direction
B
C
D
A270°
10
3
180°
90°
0°
225°
E
F
45°
0.25
1
93
1 111
Wheel Steel ring
Wheel seat
AxleB
C
D
A
G
Adjacent fitting seat1 2
E
F
Fitting width: 149 47

5.2 実体輪軸を用いた超音波探傷試験
– 91 –
5.2.2 試験方法
本試験では,実体輪軸疲労試験装置[12, 15]を用いて繰返し回転曲げを負荷した。試験輪軸およ
びダミー輪軸各一対を組み込んだ 2 軸台車を,図 5.1 に示すように軌条輪上に配置し,台車の軸
箱から車軸軸受を介してデッドウェイトにより曲げ負荷を作用させた。隣接はめ合い座の端部か
ら中央平行部側へ約 100 mm 離れた位置にひずみゲージを軸方向に貼付し,曲げを負荷したとき
のひずみの測定値から計算された軸方向応力を,中央平行部と車輪座の断面係数の比を用いて車
輪座表面での公称応力に変換した。以下では,車輪座に作用する公称応力の車軸 1 回転中の最大
値を「試験応力」と称する。まず,約 40 MPa の試験応力を作用させた状態で,試験輪軸を 5 × 107
回(約 13.5 万 km 走行相当)回転させた。その後,試験応力を約 60 MPa に増加してさらに 3 × 107
回(約 8.1 万 km 走行相当)回転させた。これらの試験応力は,静止状態にある実際の鉄道車両の
車輪座に発生しうる最大の公称応力(約 30 MPa)と比較して高い。
繰返し回転曲げに伴うきずエコーの高さ変化を実験的に評価するため,以下の I~V の各段階
(図 5.3 を参照)で各きずの超音波測定を行った。
I 新製した輪軸で無負荷の状態
II 試験応力 40 MPa を作用させた状態で回転曲げ開始前
III 試験応力 40 MPa での 5 × 107回の回転曲げ終了後,試験応力を 60 MPa に増加させた状態
IV 試験応力 60 MPa での 3 × 107回の回転曲げ終了後
V 車輪とリングを取り外し,車軸のみで無負荷の状態
段階 II~IV では,輪軸を疲労試験装置に組み込んだまま,車軸に曲げモーメントが負荷された
状態できずエコーを測定した。各段階の測定では,最初に,きず D と G の位置がほぼ真上(0°)
となるように試験輪軸を停止させた。以下ではこの状態を「曲げ方向 1」と称する。次に,きず D
と G の位置がほぼ真下(180°)となるように試験輪軸を回転させてから測定した。以下ではこの
状態を「曲げ方向 2」と称する。なお,曲げ方向 1, 2 とは,車軸の円周方向位置の違いを指して
おり,実際に曲げモーメントを作用させる方向が異なるわけではない。段階 I, V では輪軸(また
は車軸)の自重による曲げモーメントが作用するが,それがエコー高さに及ぼす影響は小さいの
で,これらの段階では曲げ方向 1 でのみ測定を行った。

第 5 章 鉄道車軸のはめ合い面の接触状態がきずエコーに及ぼす影響の評価
– 92 –
Fig. 5.3. Conditions for the ultrasonic testing of wheelset (or axle) at the testing stages of I to V.
5.2.3 超音波探傷装置
中ぐり車軸用超音波自動探傷装置を用いて,中ぐり車軸を内面から探傷する場合の,探傷ヘッ
ドの模式図を図 5.4 に示す。探傷ヘッドには,2 個の横波斜角探触子が組み込まれている。一方の
探触子は図 5.4(a)に示すように,ある屈折角を有する超音波を斜め前向き(軸端から離れる方向)
に入射し,もう一方の探触子は同図(b)に示すように斜め後向き(軸端へ向かう方向)に超音波を
入射する。この探傷ヘッドを車軸端面から中ぐり孔に挿入し,軸方向および円周方向に走査する
ことによって,全てのきずを前面,背面の両側から探傷することができる。前向き入射,後向き
入射の各々の場合について,各きずのエコー高さが最大となる位置まで探傷ヘッドを動かし,エ
コー表示を探傷器の画面上 80%の高さに合わせたときの探傷器の増幅ゲインを測定した。探傷ヘ
ッド内には,探傷中,ヘッドに接続されたチューブを介して接触媒質(油)が供給され,探触子
表面と中ぐり内面との間に設けられた 0.2 mm 程度のすきまに油膜を保持することにより,安定し
た探傷データが得られる。各斜角探触子の公称周波数は 5 MHz,公称屈折角は 45°である。探触
子に内蔵された振動子の材質はコンポジット材,形状は高さ 13 mm × 幅 10 mm で,超音波が円周
: Measured also for bending direction 2
40
60
0
–40
–60
5×107
cycles3×107
cycles
Test
str
ess
(M
Pa
)
Test stage I II III IV V
Wheelset (Axle with wheels) Axle
D
B
G
Bending direction 1
D
B
G
Bending direction 2
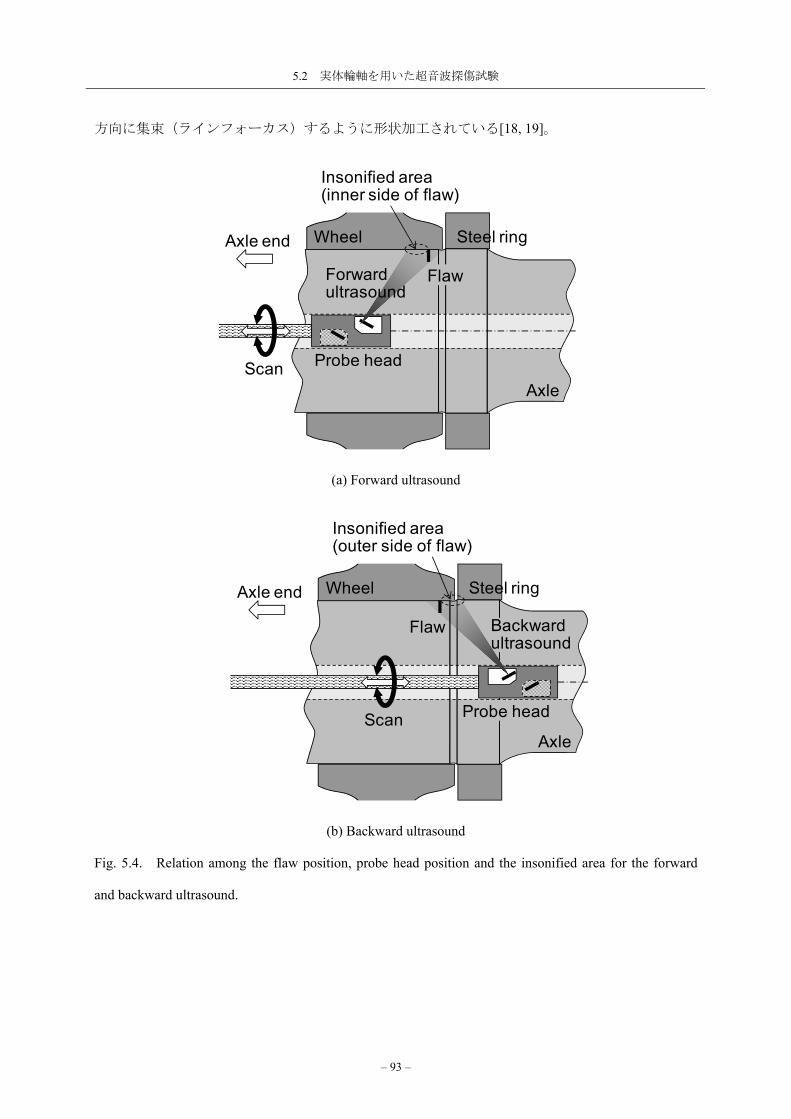
5.2 実体輪軸を用いた超音波探傷試験
– 93 –
方向に集束(ラインフォーカス)するように形状加工されている[18, 19]。
(a) Forward ultrasound
(b) Backward ultrasound
Fig. 5.4. Relation among the flaw position, probe head position and the insonified area for the forward
and backward ultrasound.
Wheel Steel ring
Axle
Axle end
Probe head
FlawForward ultrasound
Insonified area(inner side of flaw)
Scan
Backward ultrasound
Wheel Steel ring
Axle
Axle end
Probe head
Flaw
Insonified area(outer side of flaw)
Scan
第 5 章 鉄道車軸のはめ合い面の接触状態がきずエコーに及ぼす影響の評価
– 94 –
矩形振動子が形成する音場では,超音波の指向角 φ0(度)は φ0 = 57 λ/D で計算される[20]。こ
こで λは波長,D は振動子の幅である。本実験に用いた探触子の場合,振動子幅 D = 10 mm,鋼
中の横波音速 cT = 3230 m/s,周波数 f = 5 MHz より,円周方向の指向角 φ0は 3.68°と計算される。
図 5.2 に示したように,隣接するきずの中心同士は円周方向に少なくとも 45°離れており,きずの
円周方向長さ(10 mm)に相当する角度を考慮したうえでも,φ0 は隣接するきずの円周方向間隔
に比べて十分小さい。超音波の円周方向への拡がりの観点から,いずれのきずも他のきずから十
分に離れて位置しており,隣接はめ合い座のきず E, F の存在が,車輪座のきず A~D の試験結果
に大きな影響を及ぼすことはない。
5.3 実験結果
5.3.1 エコー高さの評価
中央平行部のきず G ははめ合い物の影響を受けないため,曲げの方向や試験段階に関わらずエ
コー高さは一定であることが予想される。しかし,曲げ方向 1 のときに前向き入射の超音波で測
定した結果を例として図 5.5 に示すように,きず G の探傷器ゲインが試験段階の進行とともに変
動した。なお,探傷器ゲインが小さいほどエコー高さの絶対値が大きい(少ない増幅で所定の 80%
高さのエコーが表示される)ことを意味するので,同図では縦軸の値を反転させている。この変
動は,繰返し回転曲げ試験が 2 月~12 月の 10 ヶ月間で行われたため,長期的な気温変化に伴う
接触媒質の粘度変化が探触子の接触状態に影響したことが一因と考えられる。同時に,気温変化
が原因で探触子のくさび(アクリル材)と車軸材の音速が変化し,超音波の車軸中への屈折角が
公称値の 45°からずれて,ビーム路程や減衰度が変化したことも影響したと考えられる。気温に起
因するこれらの影響を除去するため,超音波の入射方向および曲げの方向ごとに I~V の各段階で
測定したきず G の探傷器ゲインを基準として,きず A~D での探傷器ゲインの測定結果を規格化
した。なお,探傷器ゲインの測定値はデシベル単位であるため,きず A~D で測定された各探傷
器ゲインをきず G のそれから差し引くことにより規格化される。この規格化された探傷器ゲイン
を各きずのエコー高さとして記録した。

5.3 実験結果
– 95 –
Fig. 5.5. Variation of the amplifier gain of flaw G in the progress of testing stages for the forward
ultrasound with bending direction 1.
曲げ方向 1 のときに前向き入射の超音波で測定した,段階 I~V での各きずのエコー高さを図
5.6(a)に,曲げ方向 2 のときに同様に測定した結果を図 5.6(b)に示す。前述した理由により,段階
I と V では両方の曲げ方向に対して同じ値をプロットした。後向き入射の超音波での同様の測定
結果を図 5.7(a), (b)に示す。図 5.6 の破線枠中に示すように,同じ面積を有するきず A~D のエコ
ー高さのばらつきは段階 V において約 0.5 dB であった。これは,車輪を取り外した後の車軸の各
きず近傍の表面状態,および各きず測定時の探触子と中ぐり内面の接触状態に起因すると考えら
れ,ここに示したエコー高さは 0.5 dB 程度の大きさの誤差を有する可能性がある。
きずエコーの SN 比は,段階 III で曲げ方向 1 のときにきず A を後向き入射の超音波で測定した
場合が最も低く,約 3.6(デシベル単位で 11.0 dB)であった。そのときの波形(全波検波後の超
音波探傷器の画面表示)を図 5.8(b)に,参考として段階 I で同様に測定したときの波形を図 5.8(a)
に示す。これらは,図 5.7(a)で破線で囲んだ箇所の波形に相当する。図 5.8(b)で,きずエコーのピ
ークは,車輪との圧入による妨害エコーのピークと時間軸上で分離しており,妨害エコーがきず
エコーの高さ評価に及ぼす影響は無視できると考えてよい。
48
50
52
54
56
I II III IV V
Amplifier gain (dB)
Testing stage
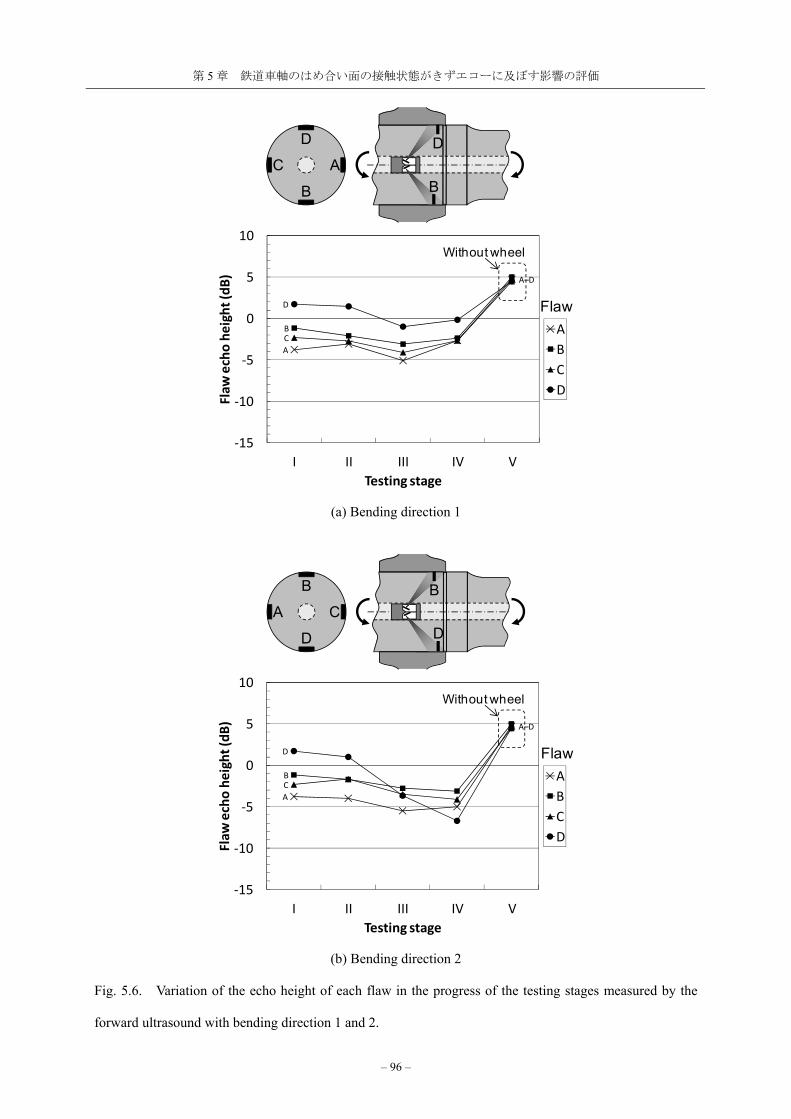
第 5 章 鉄道車軸のはめ合い面の接触状態がきずエコーに及ぼす影響の評価
– 96 –
(a) Bending direction 1
(b) Bending direction 2
Fig. 5.6. Variation of the echo height of each flaw in the progress of the testing stages measured by the
forward ultrasound with bending direction 1 and 2.
A
A–D
BC
D
‐15
‐10
‐5
0
5
10
I II III IV V
Flaw
echo height (dB)
Testing stage
A
B
C
D
Flaw
Without wheel
D
B
D
B
C A
A
A–D
BC
D
‐15
‐10
‐5
0
5
10
I II III IV V
Flaw
echo height (dB)
Testing stage
A
B
C
D
Flaw
Without wheel
B
D
A C
D
B
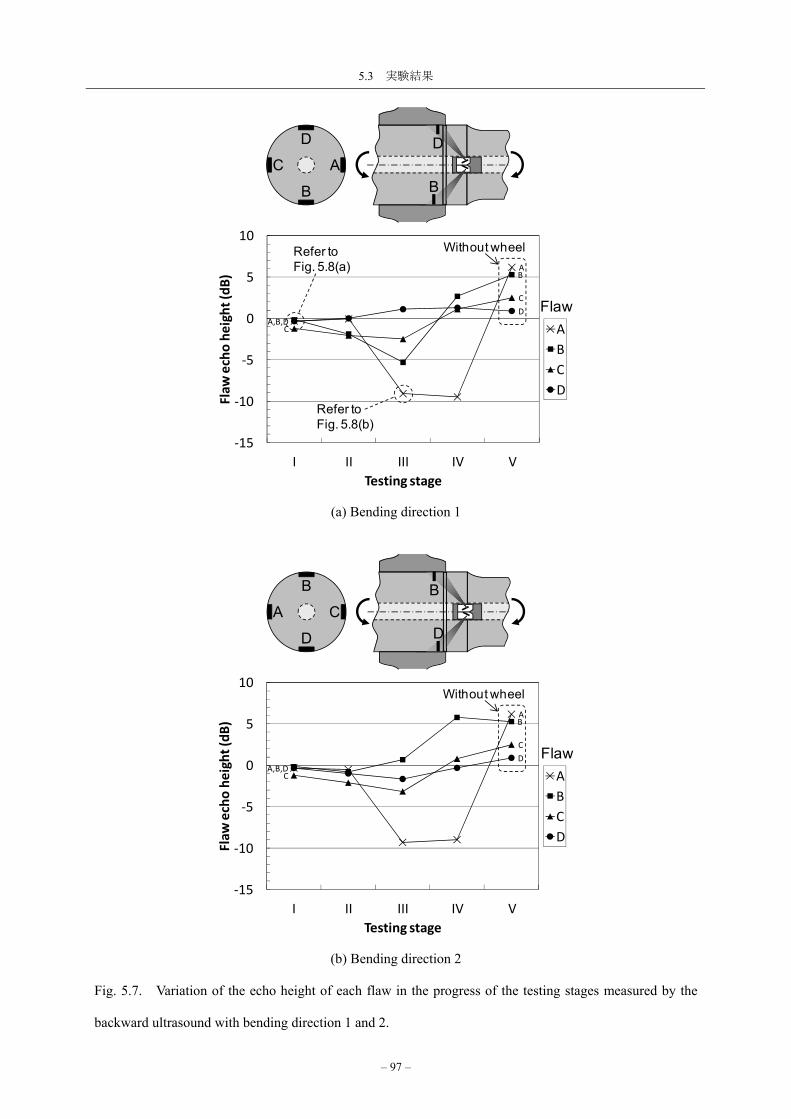
5.3 実験結果
– 97 –
(a) Bending direction 1
(b) Bending direction 2
Fig. 5.7. Variation of the echo height of each flaw in the progress of the testing stages measured by the
backward ultrasound with bending direction 1 and 2.
A,B,D
AB
C
C
D
‐15
‐10
‐5
0
5
10
I II III IV V
Flaw
echo height (dB)
Testing stage
A
B
C
D
Flaw
Refer to Fig. 5.8(b)
Refer to Fig. 5.8(a)
Without wheel
D
B
D
B
C A
A,B,D
AB
C
C
D
‐15
‐10
‐5
0
5
10
I II III IV V
Flaw
echo height (dB)
Testing stage
A
B
C
D
Flaw
Without wheel
B
D
A C
D
B
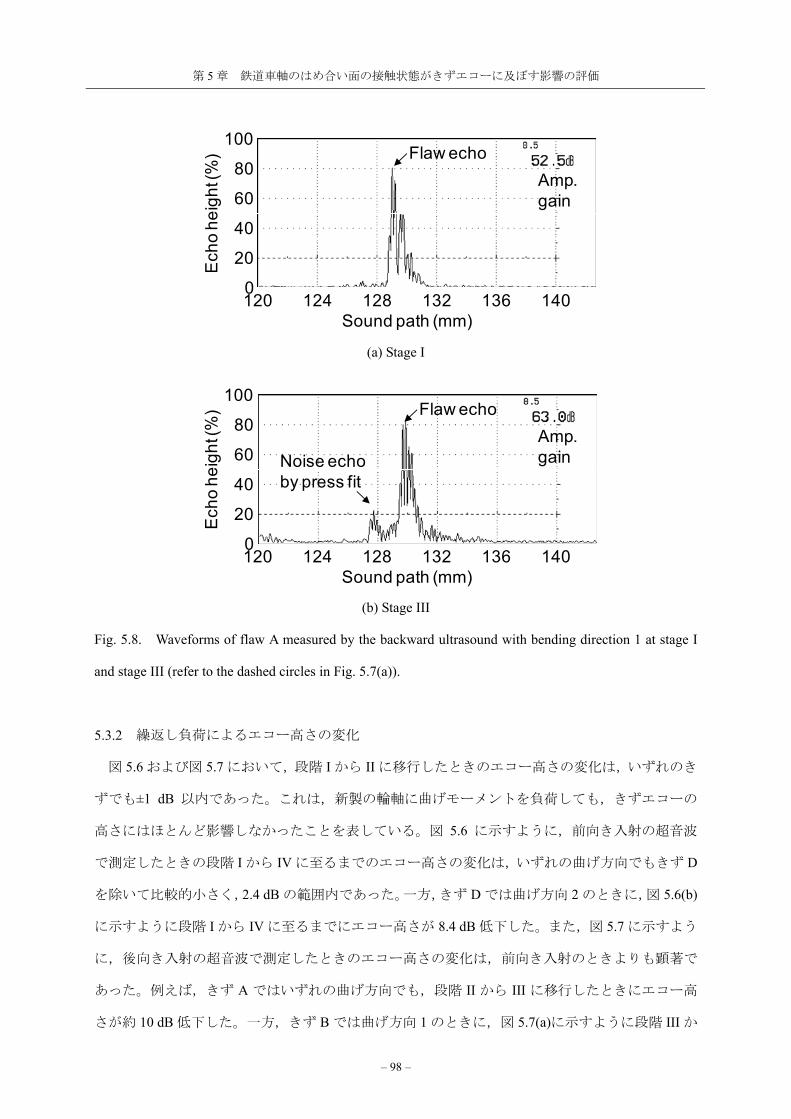
第 5 章 鉄道車軸のはめ合い面の接触状態がきずエコーに及ぼす影響の評価
– 98 –
(a) Stage I
(b) Stage III
Fig. 5.8. Waveforms of flaw A measured by the backward ultrasound with bending direction 1 at stage I
and stage III (refer to the dashed circles in Fig. 5.7(a)).
5.3.2 繰返し負荷によるエコー高さの変化
図 5.6 および図 5.7 において,段階 I から II に移行したときのエコー高さの変化は,いずれのき
ずでも±1 dB 以内であった。これは,新製の輪軸に曲げモーメントを負荷しても,きずエコーの
高さにはほとんど影響しなかったことを表している。図 5.6 に示すように,前向き入射の超音波
で測定したときの段階 I から IV に至るまでのエコー高さの変化は,いずれの曲げ方向でもきず D
を除いて比較的小さく,2.4 dB の範囲内であった。一方,きず D では曲げ方向 2 のときに,図 5.6(b)
に示すように段階 I から IV に至るまでにエコー高さが 8.4 dB 低下した。また,図 5.7 に示すよう
に,後向き入射の超音波で測定したときのエコー高さの変化は,前向き入射のときよりも顕著で
あった。例えば,きず A ではいずれの曲げ方向でも,段階 II から III に移行したときにエコー高
さが約 10 dB 低下した。一方,きず B では曲げ方向 1 のときに,図 5.7(a)に示すように段階 III か
Ech
o h
eig
ht (
%)
0
100
80
60
40
20
120 136 140124 128 132Sound path (mm)
Flaw echo
Noise echo by press fit
Amp. gain
Flaw echo
Ech
o h
eig
ht (
%)
0
100
80
60
40
20
120 136 140124 128 132Sound path (mm)
Amp. gain

5.3 実験結果
– 99 –
ら IV への移行時にエコー高さが 8.0 dB 増加した。
段階 V におけるきずエコーの高さは,曲げの方向あるいは超音波の入射方向に関わらず,全て
のきずにおいて段階 I のときよりも高かった。このエコー高さの差(増加)は主に,繰返し回転
曲げの終了後に車輪とリングを取り外したことに起因する。図 5.6 に示した前向き入射の超音波
での測定では,きず A~D のエコー高さは段階 V でほぼ等しかったが,一方で,図 5.7 に示した
後向き入射の超音波での測定では,きずエコーの高さは A, B, C, D の順でばらついた。これは,
車輪座の端部に近いきずほど,車軸のフィレット形状の影響を受けてエコー高さが低下したこと
に起因する。
5.3.3 曲げの方向によるエコー高さの差
段階 II~IV において,曲げ方向が 1 と 2 での各きずのエコー高さの差を計算した。超音波が前
向き入射の場合を図 5.9(a)に,後向き入射の場合を図 5.9(b)に示す。エコー高さの差で正の値は,
曲げ方向 1 のときの方がきずエコーが高かったことを表す。きず B と D の計算結果は,車軸の中
立面から最も離れていて曲げモーメントの影響を最も受ける 2 点にきずが配置されたときのエコ
ー高さの差に相当する。一方,きず A と C の計算結果は,きずが車軸の中立面付近に配置され,
曲げモーメントの影響をほとんど受けていない状態間でのエコー高さの差に相当する。
超音波が前向き入射の場合(図 5.9(a)),きず D のエコー高さの差は繰返し回転曲げに伴って増
加し,段階 IV で+6.6 dB に達した。一方,超音波が後向き入射の場合(図 5.9(b)),きず B のエコ
ー高さの差は段階 III で–6.0 dB に達した後,段階 IV で 0 dB に近づいたが,きず D のエコー高さ
の差は全ての試験段階を通して+1~+3 dB の範囲内であった。

第 5 章 鉄道車軸のはめ合い面の接触状態がきずエコーに及ぼす影響の評価
– 100 –
(a) Forward ultrasound
(b) Backward ultrasound
Fig. 5.9. Difference of echo height between bending directions 1 and 2 measured by the forward and
backward ultrasound.
A
BC
D
‐8
‐6
‐4
‐2
0
2
4
6
8
II III IV
Difference of echo height (dB)
Testing stage
A
B
C
D
Flaw
A
B
C
D
‐8
‐6
‐4
‐2
0
2
4
6
8
II III IV
Difference of echo height (dB)
Testing stage
A
B
C
D
Flaw

5.4 考察
– 101 –
5.4 考察
5.4.1 繰返し負荷がエコー高さに及ぼす影響
斜め前向きに伝搬する横波超音波が車輪座表面のきずに入射するとき,超音波は図 5.10 に示す
ように,車軸-車輪界面ときずの面の 2 箇所で反射する。斜め後向きに伝搬する超音波も同様の
挙動を示す。本研究に用いた試験車軸では,いずれのきずも向かい合う面間に約 0.25 mm のすき
まを有している。このすきまは超音波の変位振幅に対して十分に大きいため,曲げモーメントが
作用する条件下でもきずは開口したままの状態にある。したがって,前向き入射の超音波では,
エコー高さの変化は車軸-車輪界面での接触状態にのみ依存する。後向き入射の場合は,接触状
態だけでなく車軸のフィレット形状がきずエコーの高さに影響を及ぼす。
Fig. 5.10. Reflection and transmission at the axle–wheel interface and the flaw faces with a gap for the
forward ultrasound incident to the flaw on the wheel seat.
車輪を取り外した後に車軸表面を観察した結果,車輪座の端部からはめ合い内側に向かって約
2 mm(きず C の位置付近)までの領域で,車軸-車輪界面におけるフレッティング摩耗に伴う変
色が確認された。このことは,繰返し負荷中に生じた摩耗によって,車軸-車輪の接触状態が変
化したことを示唆している。ここで,きず A と C は,エコー高さの測定時に車軸の中立面付近に
位置していたことから,これらのきずのエコー高さの変化は,作用させた曲げモーメントの方向
や大きさとは基本的に関係なく,繰返し負荷による影響のみを評価するのに適している。
I: Incident waveR: Reflected waveT: Transmitted waveAxle
Wheel
Flaw
Gap
Interface

第 5 章 鉄道車軸のはめ合い面の接触状態がきずエコーに及ぼす影響の評価
– 102 –
試験輪軸は段階 I では新製の状態で,図 5.11(a)に示すようにある旋盤目を有する車軸と車輪の
表面同士が接触した状態にあった。両者の真実接触面積が小さく,曲げ負荷によっても接触面積
が大きく変化しなかったため,段階 I から II に移行したときのエコー高さの変化は,試験応力を
作用させたにも関わらず±1 dB 以内であった。その後,試験輪軸が繰返し負荷を受けるにつれて,
図 5.11(b)に示すように車軸と車輪の表面同士がなじみ,初期摩耗によって真実接触面積が増加す
る。その結果,より多くの超音波が界面を通して車輪側へ透過し,試験段階が II から III に進むに
つれてきずエコーの高さが低下する。図 5.7 に示したように後向き入射の超音波では,きず A の
エコー高さがこの間に約10 dBの大きな低下を示した一方で,きずCのエコー高さの低下は約2 dB
であった。これは,きず C の方がはめ合い端に近い側に位置しており,きず C 近傍の接触面圧が
最初から低かったことに起因する。試験応力を 60 MPa に高めて繰返し負荷を作用させると,図
5.11(c)に示すようにフレッティング摩耗がさらに進行し,実質的なはめ合い端の位置がはめ合い
内部のきず C の位置付近にまで移動する。その結果,車軸と車輪との間に超音波の反射を増加さ
せるだけのすきまが生じ,後向き入射の超音波で測定したときのきず C のエコー高さが段階 IV
で増加したと考えられる。
逆に,図 5.6 に示したように,きず A と C を前向き入射の超音波で測定したときのエコー高さ
の変化は比較的小さかった。これは,図 5.4(a)に示すように,前向き入射の超音波の反射は,各き
ずの位置よりもはめ合い内側の接触状態の影響を受けるが,その接触状態ははめ合い端側の接触
状態ほど大きく変化しなかったためと考えられる。

5.4 考察
– 103 –
(a) Stages I and II
(b) Stage III
(c) Stage IV
Fig. 5.11. Influence of contact condition at the axle–wheel interface on the reflection and transmission of
ultrasound at stages I and II, III, and IV.
Wheel
A B C D
Axle
Flaw position
Originalfit-end position
Lathe patterns
Area with small real contact
Axle
D Flaw position
Wheel
Fitting-inby initial wear
(Low pressure)
Increase of ultrasound transmission
A B C
Contact pressure
D Flaw position
Fit-end positionafter wear
Fretting wear
Wheel
Ga
p
A B C
Ultrasound transmission
Increase of ultrasound reflection
Axle
Contactpressure
第 5 章 鉄道車軸のはめ合い面の接触状態がきずエコーに及ぼす影響の評価
– 104 –
5.4.2 曲げの方向がエコー高さに及ぼす影響
ここでは,図 5.9 に示したエコー高さの差のうち,曲げモーメントの影響を最も受ける位置で
エコー高さが測定されたきずBとDの結果について評価する。曲げ方向1, 2のそれぞれについて,
曲げ負荷がきず B および D 近傍の車軸-車輪の接触状態に及ぼす影響を図 5.12 に示す。各きずの
位置よりもはめ合い内側の接触状態は前向き入射の超音波の反射と透過に,はめ合い端側の接触
状態は後向き入射の超音波の反射と透過にそれぞれ影響を及ぼす。曲げモーメントの作用によっ
てエコー高さに差が生じる機構について,図 5.12 を参照しながら説明する。
段階 II では,車軸と車輪は与えられた締め代によって,多数の小さな凹凸で接触した状態にあ
る。このとき,曲げモーメントの作用により接触面圧が変化しても真実接触面積が大きく変化し
なかったため,図 5.12(a)に示すように,曲げの方向がいずれの場合でも,きず B, D の各位置より
もはめ合い内側,はめ合い端側ともに,車軸と車輪の表面では同じ接触状態が維持されていた。
そのため,超音波がいずれの向きに入射した場合でも,きず B, D ともに段階 II ではエコー高さの
差が小さかった。
段階 III では,車軸と車輪の表面同士がなじみ,図 5.12(b)に示すように,曲げの方向を 1, 2 で変
化させるごとに,両者の界面は接触状態と解離状態(すきまを有する状態)とを移行する。この
とき,前向き入射の超音波では図 5.9(a)に示したように,きず B のエコー高さの差は非常に小さ
かったが,これは,曲げ方向 1, 2 のどちらに負荷した場合にも,段階 III ではきず B の位置よりも
はめ合い内側での接触が維持されていたためである。一方,きず D では,曲げ方向 1 に負荷した
ときにのみはめ合い内側に部分的なすきまが生じたため,超音波のきずでの反射が増加し,エコ
ー高さに+2.7 dB の差が生じたと考えられる。後向き入射の超音波では図 5.9(b)に示したように,
きず B においてエコー高さに–6.0 dB の顕著な差が見られたが,これは,きず B の位置よりもは
め合い端側において,曲げ方向 1 では接触が維持されていたが,曲げ方向 2 では超音波が反射す
るのに十分なすきまが生じたためである。一方,きず D の位置よりもはめ合い端側では,曲げ方
向 1 で十分なすきまが生じるとともに,曲げ方向 2 でも部分的なすきまが生じたため,その接触
状態の差によってきず D のエコー高さに+2.8 dB の差が生じたと考えられる。

5.4 考察
– 105 –
(a) Stage II
(b) Stage III
(c) Stage IV
Fig. 5.12. Influence of bending directions 1 and 2 on the contact conditions in the inner and outer side of
flaws B and D at stages II, III and IV.
Bendingmoment
Flaw B
Bending direction 1
Flaw D
Contact *Contact *
Contact * Contact *
Bending direction 2
Flaw B
Bendingmoment
Flaw D
Contact *
Contact * Contact *
Contact *
* : Contact with small real contact area
Bendingmoment
Flaw B
Partial gap
Flaw D
Bending direction 1
Contact Contact
GapBendingmoment
Bending direction 2
Flaw B
Gap
Flaw D
Contact
Partial gapContact
Bendingmoment
Flaw B
Flaw D
Bending direction 1
Contact Partial gap
GapGap
Bendingmoment
Bending direction 2
Flaw B
Gap
Flaw D
ContactGap
Contact

第 5 章 鉄道車軸のはめ合い面の接触状態がきずエコーに及ぼす影響の評価
– 106 –
試験段階の進行とともにフレッティング摩耗がさらに進行し,段階 IV では図 5.12(c)に示すよう
に,車輪座のはめ合い端付近のすきまが拡大する。そのため,曲げ方向 1 に負荷したときのすき
まがきず D の位置よりもはめ合い内側にまで拡大し,前向き入射の超音波では図 5.9(a)に示すよ
うにきず D のエコー高さの差が+6.6 dB にまで増加した。一方,きず B では,曲げ方向が 1 のと
きでもはめ合い端側に部分的なすきまが生じ,曲げ方向 2 のすきまを有する状態との差が小さく
なったため,図 5.9(b)に示すように,後向き入射の超音波で測定したときのエコー高さの差が,段
階 III から IV への移行とともに 0 に近づいたと考えられる。
5.5 車軸の超音波探傷試験との関係
本研究では,車軸の繰返し回転曲げあるいは超音波測定中に負荷した曲げモーメントがきずエ
コーに及ぼす影響を,中ぐり径 40 mm の中ぐり車軸を用いて評価したが,他の中ぐり径を有する
車軸(例えば,中ぐり径 60 mm の新幹線電車用中ぐり車軸),あるいは中実車軸の超音波探傷試
験でも同様の影響が現れると考えられる。本実験では,圧入エコーのような妨害エコーときずエ
コーとを明確に区別するために,比較的大きい寸法の人工きずを有する車軸を用いた。実際の超
音波探傷試験は,深さ 1 mm 程度のさらに小さいきずの検出を目標として実施されるが,小さい
きずに対しても本実験と同様の影響が予想される。
1.3 節でも述べたように,車軸の超音波探傷試験では通常,数種類の人工きずが設けられた新製
の車軸に車輪をはめ合わせたモデル車軸を用いる。このとき,モデル車軸に曲げモーメントが負
荷されていない状態で,既知の大きさのきずを用いて取得したエコー高さの較正データを基準と
して車軸を検査する。しかしながら,本研究の結果,超音波測定時に作用する曲げモーメントあ
るいは長期間の繰返し負荷がきずのエコー高さに影響し,きずの検出やきず寸法の推定に対して
不確かさや誤差を生じる可能性があることが明らかになった。
まず,新製時あるいは車輪交換時からある一定期間の走行を経た車軸の車輪とのはめ合い部に
きずが発生した場合,きずエコーの高さは,モデル車軸に同じ大きさのきずがある場合に比べて
低くなる可能性がある。この現象は初期摩耗により車軸-車輪界面がなじむことによって生じる
が,きずの見落としや過小評価につながり得るので注意が必要である。一方,列車がさらに長期
間走行し車軸-車輪界面での摩耗が進行すると,上述のエコー高さの低下が軽減される可能性が
あるが,この効果は車輪座のはめ合い端からきず発生位置までの距離によって異なる点に注意す
べきである。また,はめ合い端付近のきずを超音波で測定する場合には,本実験の後向き入射で

5.5 車軸の超音波探傷試験との関係
– 107 –
の超音波測定のように,はめ合い部の外側からはめ合い内側へ斜め入射する超音波で測定すると,
はめ合い端付近でのはめ合い物との接触状態が測定結果に反映されるため,反対向きに斜め入射
(前向き入射)する超音波で測定するよりもエコー高さが大きく変動することが予想される。
次に,新幹線電車のように在姿状態で行われる中ぐり車軸の超音波探傷試験では,測定中の車
軸に曲げモーメントが作用している。その際,車輪座に生じる公称応力は,本研究で用いた試験
応力 60 MPa ほど高くはないが,曲げモーメントの影響により,列車の停止位置に応じてきずエコ
ーの高さが数 dB 変化する可能性がある。また,モデル車軸を用いた較正は,曲げモーメントが負
荷されていない状態で行われるため,設定されたきず検出感度は,車軸の中立面から離れた位置
に存在するきずの検出には適さない可能性がある。本研究で示したように,曲げモーメントがエ
コー高さに及ぼす影響は,車軸-車輪界面での摩耗が進行するにつれて大きくなる点に注意しな
ければならない。
きずの見落としや過小評価を防止するためには,いくつかの点に注意する必要がある。例えば,
在姿状態の検査で,中立面から離れた円周方向位置できずの疑いがあるエコーを検出した場合,
輪軸を部分的にレールから浮かせた状態でその箇所を再探傷すれば,検出箇所の円周方向位置に
関わらず,一定の検出しきい値できずかどうかの判定が可能となる。あるいは,本研究で得られ
た曲げの方向によるエコー高さの差の最大値の半分,すなわち約 3 dB だけ超音波探傷器のゲイン
を上げる,あるいはきず検出のしきい値を下げることにより,車軸のはめ合い部で中立面より下
側に位置するきずの過小評価を避けることができる。
本章では,人工きずを対象とした実験におけるエコー高さの測定結果について議論した。しか
し,実際の超音波探傷試験で検出すべき疲労き裂に関しては,曲げモーメントの作用によって向
かい合うき裂面同士の接触が生じるため,エコー高さはさらに複雑な挙動を示す。き裂面での接
触の観点からは,4 点曲げ試験片[21, 22],あるいは車輪がはめ合わされていない小型車軸[23]を用
いた実験結果が報告されている。また,本論文の第 3 章では小型輪軸を用いた実験結果について
述べたが,実体輪軸でのき裂面同士の接触の影響についてはさらなる検証が必要である。

第 5 章 鉄道車軸のはめ合い面の接触状態がきずエコーに及ぼす影響の評価
– 108 –
5.6 結言
本章では,実体輪軸に対して繰返し回転曲げを負荷し,車輪座に設けられた人工きずのエコー
高さの変化を追跡することにより,繰返し負荷に伴う車輪座の接触状態の変化がきずエコーに及
ぼす影響を実験的に評価した。また,実体輪軸に作用する曲げモーメントの方向を変化させたと
きの人工きずのエコー高さの差を測定し,車軸への曲げ負荷がきずエコーに及ぼす影響を,車輪
座の接触状態や超音波のきずへの入射方向を考慮したうえで定性的に考察した。得られた結果か
ら,実際の車軸の超音波探傷における課題に対する提言や,き裂検出に対する解決策を示した。
本章で得られた成果をまとめると以下のとおりである。
(1) 車輪座のきずエコーの高さは,繰返し負荷試験中のきずの面積がほぼ一定であったにも関わ
らず,試験段階の進行に伴って大きく変化した。後向き入射の超音波できずエコーを測定し
たとき,エコー高さは最大で約 10 dB 低下したが,一方で,前向き入射の超音波での測定で
はエコー高さの変化は比較的小さかった。
(2) 曲げモーメントがエコー高さに及ぼす影響は初期段階では小さいが,繰返し負荷の試験段階
が進むにつれて顕著となった。車輪座における公称応力 60 MPa に相当する曲げモーメントを
試験輪軸に負荷したときの,曲げの方向によるエコー高さの差は,試験中に最大で 6.6 dB に
達した。
(3) 繰返し負荷試験後の観察の結果,車輪座の端部付近で車軸-車輪界面におけるフレッティン
グ摩耗に伴う変色が確認された。そこで,繰返し負荷試験中に,あるいは曲げモーメントの
作用により生じたエコー高さの変化について,試験中の摩耗による接触状態の変化の観点か
ら評価した結果,それらの現象が定性的に説明された。
(4) 車軸の超音波探傷試験におけるきずの見落としや過小評価を避けるためには,車軸の実使用
中におけるエコー高さの変化に対して多くの注意を払うべきである。検査車軸の状態に応じ
て,超音波探傷器のゲインを上げるか,きず検出のしきい値を下げることが望ましい。
第 5章の参考文献
[1] T. Makino, T. Kato, K. Hirakawa, Review of the fatigue damage tolerance of high-speed railway axles
in Japan, Eng. Fract. Mech. 78 (2011), pp. 810–825.
[2] 永島菊三郎, 中村宏, 電車用車軸の強度について, 日本機械学會論文集 17(63) (1951), pp.
54–59.
第 5 章の参考文献
– 109 –
[3] K. Hirakawa, M. Kubota, On the fatigue design method for high-speed railway axles, Proc. Inst. Mech.
Eng. Part F: J. Rail Rapid Transit 215 (2001), pp. 73–82.
[4] 高速車両用輪軸研究委員会編, 鉄道輪軸, 丸善プラネット, 2008, pp. 119–129.
[5] K. Hirakawa, K. Toyama, M. Kubota, The analysis and prevention of failure in railway axles, Int. J.
Fatig. 20 (1998), pp. 135–144.
[6] H. Ishiduka, Probability of improvement in routine inspection work of Shinkansen vehicle axles, Q.
Rep. Railw. Tech. Res. Inst. 40(2) (1999), pp. 70–73.
[7] H. Ishizuka, K. Makino, Y. Sato, Safety of axles for Japanese bullet train, Proc. 3rd Symp. on Struct.
Durability in Darmstadt (SoSDiD) (2011), pp. 123–138.
[8] R. Lewis, M.B. Marshall, R.S. Dwyer-Joyce, Measurement of interface pressure in interference fits,
Proc. Inst. Mech. Eng. Part C: J. Mech. Eng. Sci. 219 (2005), pp. 127–139.
[9] M.B. Marshall, R. Lewis, R.S. Dwyer-Joyce, F. Demilly, Y. Flament, Ultrasonic measurement of
railway wheel hub–axle press-fit contact pressures, Proc. Inst. Mech. Eng. Part F: J. Rail Rapid Transit
225 (2011), pp. 287–298.
[10] 養祖次郎, 坂本博, 交番検査用新幹線中ぐり車軸超音波自動探傷装置の開発, 鉄道総研報告
5(6) (1991), pp. 15–22.
[11] K. Makino, J. Yohso, H. Sakamoto, H. Ishiduka, Hollow axle ultrasonic crack detection for
conventional railway vehicles, Q. Rep. Railw. Tech. Res. Inst. 46(2) (2005), pp. 78–84.
[12] K. Makino, J. Yohso, H. Sakamoto, H. Ishiduka, An ultrasonic flaw detector for hollow axles of
meter-gauge railway cars and results of axle fatigue test, Proc. 16th Int. Wheelset Congr. (2010),
Session 7.4.
[13] M. Carboni, S. Beretta, Effect of probability of detection upon the definition of inspection intervals for
railway axles, Proc. Inst. Mech. Eng. Part F: J. Rail Rapid Transit 221 (2007), pp. 409–417.
[14] M. Carboni, A critical analysis of ultrasonic echoes coming from natural and artificial flaws and its
implications in the derivation of probability of detection curves, Insight 54(4) (2012), pp. 208–216.
[15] 佐藤康夫, 山本勝太, 牧野一成, 坂本博, 石塚弘道, 近接はめ合い部を有する中ぐり車軸のき
裂進展性評価, 鉄道総研報告 24(6) (2010), pp. 29–34.
[16] JIS E 4502-1:2015, 鉄道車両-車軸-第 1 部:品質要求, 日本規格協会, 2015.
[17] JIS E 5402-1:2015, 鉄道車両―一体車輪―第1部:品質要求, 日本規格協会, 2015.
第 5 章 鉄道車軸のはめ合い面の接触状態がきずエコーに及ぼす影響の評価
– 110 –
[18] Y. Murata, H. Toda, M. Ikeda, Y. Nii, J. Yohso, Development of a focused ultrasonic transducer for the
testing of the wheel seat in the hollow axle of Shinkansen vehicles, Proc. ASME/JSME Pres. Ves. Pip.
Conf. (2004), pp. 103–110.
[19] 蜂谷昌彦, 戸田裕己, 村田頼信, 養祖次郎, 中ぐり車軸用探触子の特性, 第 9 回超音波による
非破壊評価シンポジウム講演論文集 (2002), pp. 75–76.
[20] 日本非破壊検査協会編, 非破壊検査技術シリーズ 超音波探傷試験Ⅲ, 日本非破壊検査協会,
2001, pp. 44–46.
[21] M. Saka, M.A.S. Akanda, Ultrasonic measurement of the crack depth and the crack opening stress
intensity factor under a no load condition, J. Nondestr. Eval. 23 (2004), pp. 49–63.
[22] M.A.S. Akanda, M. Saka, Relationship between closure stress of small fatigue crack and ultrasonic
response, J. Nondestr. Eval. 23 (2004), pp. 37–47.
[23] 石塚弘道, 養祖次郎, 超音波探傷におけるき裂と人工きずの相違-φ40mm模擬車軸平滑部の
超音波探傷試験-, 非破壊検査 50(11) (2001), pp. 719–723.

– 111 –
第 6章 結論
本論文では,まず,鉄道車軸の構造と強度上の特徴,および非破壊検査の現状を述べたうえで,
鉄道車軸の超音波探傷における課題として,モデル車軸での感度調整用の人工きずと検出すべき
疲労き裂との相違,車軸と車輪のはめ合い部での接触状態の影響,および在姿状態での探傷時の
車両重量による曲げの影響の 3 点を挙げた。超音波探傷における適正な感度調整やきず検出性能
の評価を行うためには,車軸と車輪のはめ合い部での接触状態の変化がきずエコーに及ぼす影響
を明らかにすることの必要性を提示した。
そのうえで,鉄道車軸の超音波探傷における車軸-車輪のはめ合いの影響に関して,車軸の車
輪とのはめ合い部での接触状態の変化がきずエコーに及ぼす影響を定量的に把握するとともに,
車軸の超音波探傷における上述の課題に対する提言や,き裂検出に対する解決策を示すことを目
的として実施した研究結果について説明した。
第 2 章では,界面における超音波伝搬挙動を表現するためのモデルの一つであるスプリング界
面モデルについて,その特徴を概説するとともに,車軸-車輪界面に適用するうえでの理論的な
取扱いを整理した。また,車軸-車輪界面のような曲面において,曲率が超音波の反射挙動に及
ぼす影響を数値解析により評価し,曲面における超音波の反射挙動を平面状のスプリング界面で
の反射とみなして定量的に評価することに対して一定の合理性を示した。
第 3 章では,小型輪軸試験片を用いた疲労試験により車輪座に発生させた疲労き裂に対して超
音波探傷を行い,車輪とのはめ合いの有無や探傷周波数によって,車軸に負荷する曲げの方向や
車輪座の公称応力を変化させたときのきずエコーの変動が異なることを実験的に示した。人工き
ずのエコー高さとの比較による疲労き裂の深さ推定では,探傷周波数が高いときに推定深さと実
測深さとの誤差が大きくなり,この原因として,車輪とのはめ合いの影響,あるいはき裂の局所
的な傾斜や粗さの影響が考えられた。
第 4 章では,小型輪軸を用いた試験結果を評価するためにスプリング界面モデルを適用した。
モデル化に必要な界面剛性を実験的に同定した結果,界面剛性には周波数依存性が見られた。車
軸-車輪界面に横波の斜角超音波が入射したときの反射率を理論的に計算し,界面剛性の変化が
反射率に及ぼす影響をパラメータスタディにより明らかにした。理論計算の結果から,車輪との
はめ合いによる超音波の車輪側への透過の影響のみならず,はめ合い部での摩耗の影響を受けた
第 6 章 結論
– 112 –
ために,疲労き裂のエコー高さが減少したことが示された。
第 5 章では,実体輪軸に対して繰返し回転曲げを負荷し,車輪座に設けられた人工きずのエコ
ー高さの変化を追跡した。その結果,繰返し負荷に伴って発生した車軸-車輪界面でのフレッテ
ィングにより両者が摩耗し,接触状態がなじんではめ合い状態が変化することにより,斜角超音
波できずを測定したときのエコー高さが変化することが示された。また,曲げモーメントが負荷
された状態での超音波探傷では,曲げ負荷によって生じる車軸と車輪の接触状態が界面での摩耗
に伴って変化するため,超音波測定の時期や測定するきずの位置に応じてエコー高さが変動する
ことを明らかにした。
本研究で得られた成果の活用方法や,研究成果から導出される具体的な提言として,以下のよ
うな例が挙げられる。
疲労き裂に対してき裂面を開口させる方向に荷重を負荷すると,車両の自重程度の負荷であっ
ても,きずエコーが明瞭になり SN 比が改善されることが分かった。例えば,在姿状態での検査
で不明エコーが検出されたとき,当該の輪軸のみをジャッキアップして適切な方向に回転させて
から再検査すれば,台車を足抜きして輪軸単体まで解体したうえで精密な検査を行うよりも,は
るかに少ない労力できずの有無の検証が可能となる。
2 MHz 程度の低い周波数での探傷では,車輪がはめ合わされることにより車輪座き裂のエコー
高さが十数 dB 低下することが分かった。また,車軸単体の試験片に設けられた人工きずのエコー
との比較によりはめ合い部のきずを評価すると,2 MHz, 5 MHz のいずれの周波数で探傷した場合
でも,きずの深さを過小評価することが分かった。これまで,車軸単体のモデル車軸を輪軸の検
査に代用する場合があったが,車輪座を検査する場合には,車輪をはめ合わせたモデル車軸を用
いることの重要性が改めて示された。
これらの例のように,本研究で得られた成果を,鉄道車両の車両基地や検修工場における車軸
超音波探傷の現場で応用することにより,車軸のきず検出性能の向上が図られ,鉄道車軸のさら
なる安全性の向上が期待できる。
本論文では,車軸-車輪のはめ合いによる界面での接触が超音波の伝搬挙動に及ぼす影響に関
しては,実験的および理論的に十分な考察がなされたが,疲労き裂の向かい合うき裂面同士の接
触の影響に関してはさらなる理論的考察の余地がある。例えば,輪軸に曲げ負荷が作用したとき
のき裂面同士の接触面圧分布を有限要素解析により計算し,その分布に応じた反射率をき裂面で
積算することにより,き裂面全体での反射率を解析することが考えられる。また,鉄道車軸の現
第 6 章 結論
– 113 –
状の超音波探傷では,全波検波後のエコー高さの単純な比較によるきずの評価が中心であるが,
受信波に対して FFT 等の波形処理を適用し,受信波を周波数領域で随時分析することによって,
き裂面同士の接触により発生する高調波等の特異な非線形現象が検出できる可能性がある。さら
に,車輪等とのはめ合い部において,フレッティング現象が支配的な深さ数百 µm までのごく浅
いき裂を検出対象とする場合には,き裂面の傾斜が探傷結果に及ぼす影響がさらに大きくなるこ
とが予想される。このとき,超音波のき裂面への入射角が変化するため,それに応じた反射率の
変化や反射指向性を考慮する必要がある。車軸-車輪界面のみならず,疲労き裂の接触面におけ
る理論モデル化や,疲労き裂の検出性能向上へのさらなる取組みは今後の重要な課題である。
超音波探傷の観点から鉄道車軸の安全性をさらに向上させるためには,超音波のきず検出性能
に影響する要因を定量化するための研究を継続的に実施することが重要である。き裂検出確率
(POD)の考え方を車輪座等のはめ合い部に適用することができれば,きず検出のしきい値を必
要以上に下げることなく,安全が担保されたうえで合理的な検査体系の構築が可能となる。また,
超音波探傷をはじめとする非破壊検査に関する研究の深度化のみならず,車軸の実働負荷に基づ
く疲労強度評価やき裂進展性評価等の材料評価と非破壊検査とを組み合わせるなど,複数分野を
有効に組み合わせた研究を進めることが重要である。このような取組みにより,き裂の進展速度
を考慮した車軸検査周期の見直しや最適化の検討,あるいは検査手法や検査の容易性を考慮した
車軸設計手法の開発が可能になると考えられる。


– 115 –
関連発表論文および講演
投稿論文
[1] K. Makino, S. Biwa, H. Sakamoto, J. Yohso, Ultrasonic evaluation of fatigue cracks at the wheel seat
of a miniature wheelset, Nondestr. Test. Eval. 27 (2012), pp. 29–46.
[2] K. Makino, S. Biwa, Influence of axle–wheel interface on ultrasonic testing of fatigue cracks in
wheelset, Ultrasonics 53 (2013), pp. 239–248.
[3] K. Makino, S. Biwa, H. Sakamoto, Variation of flaw echo height at wheel seat of hollow railway axle
in cyclic rotating bending, J. Mech. Syst. Trans. Logist. 6(1) (2013), pp. 41–53.
解説等
[1] 牧野一成, 在来線車両用中ぐり車軸の超音波探傷試験, 日本鉄道技術協会誌 (JREA) 52(10)
(2009), pp. 11–14.
[2] 山本勝太, 佐藤康夫, 牧野一成, 坂本博, 石塚弘道, 車輪座かじり発生に影響する因子と表面
処理方法の検討, 鉄道総研報告 23(11) (2009), pp. 53–56.
[3] 佐藤康夫, 山本勝太, 牧野一成, 坂本博, 石塚弘道, 近接はめ合い部を有する中ぐり車軸のき
裂進展性評価, 鉄道総研報告 24(6) (2010), pp. 29–34.
[4] 牧野一成, 台車の非破壊検査を可視化する, RRR 68(5) (2011), pp. 10–13.
[5] 牧野一成, 鉄道車両における非破壊検査の適用と今後の課題, 検査機器ニュース, 第 1214 号
(2011 年 7 月 20 日発行), 産報出版
[6] 牧野一成, 鉄道台車の非破壊検査における可視化技術, 検査技術 17(5) (2012), pp. 52–58.
[7] 佐藤康夫, 山本勝太, 高垣昌和, 牧野一成, 坂本博, 石塚弘道, 車輪座はめ合い端部形状変更
による車軸の疲労強度向上, 鉄道総研報告 26(10) (2012), pp. 29–34.
[8] 牧野一成, 中ぐり車軸のきずを在姿状態で探る, RRR 69(12) (2012), pp. 4–7.
[9] 牧野一成, 坂本博, 車輪との接触面圧を考慮した車軸きずエコーの定量評価, 鉄道総研報告
27(12) (2013), pp. 5–10.
[10] 牧野一成, 鉄道車両用車軸の検査技術, 騒音制御 37(6) (2013), pp. 313–317.
[11] K. Makino, H. Sakamoto, Quantitative evaluation of the flaw echo of railway axles in consideration of
関連発表論文および講演
– 116 –
contact pressure with a wheel, Q. Rep. Railw. Tech. Res. Inst. 55(3) (2014), pp. 144–151.
国際学会発表
[1] K. Makino, H. Sakamoto, J. Yohso, Evaluation of fatigue cracks at the wheel seat of a miniature
wheelset test piece, 13th Asia-Pacific Conf. on Non-Destructive Testing (APCNDT 2009), UT6-3, p.
80.(2009 年 11 月 9 日,横浜)
[2] K. Makino, J. Yohso, H. Sakamoto, H. Ishiduka, An ultrasonic flaw detector for hollow axles of
meter-gauge railway cars and results of axle fatigue test, Proc. 16th Int. Wheelset Congr. (2010),
Session 7.4.(2010 年 3 月 16 日,ケープタウン(南アフリカ))
[3] H. Ishizuka, K. Makino, Y. Sato, Safety of axles for Japanese bullet train, Proc. 3rd Symp. on
Structural Durability in Darmstadt (SoSDiD) (2011), pp. 123–138.(2011 年 3 月 26 日,ダルムシュ
タット(ドイツ))
[4] K. Makino, S. Biwa, H. Sakamoto, Modeling and simulation for ultrasonic testing of miniature
wheelset, Int. Congr. on Ultrasonics (ICU 2011), AIP Conf. Proc. 1433 (2012), pp. 475–478.(2011 年
9 月 7 日,グダンスク(ポーランド))
[5] K. Makino, S. Biwa, Evaluation of ultrasonic testing of fatigue crack on the fitting part of wheelset by
modeling of the axle–wheel interface, Int. Conf. Advanced Technology in Experimental Mechanics
2011 (ATEM '11), OS02-1-2, p. 46.(2011 年 9 月 20 日,神戸)
[6] K. Makino, Influence of axle–wheel contact condition on ultrasonic inspection of railway axles, Proc.
17th Int. Wheelset Congr. (2013), Session 11.1.(2013 年 9 月 25 日,キエフ(ウクライナ))
国内学会等発表
[1] 牧野一成, 坂本博, 養祖次郎, 佐藤康夫, 在来線車両用中ぐり車軸の疲労試験中の超音波探傷
試験, 第 17 回 超音波による非破壊評価シンポジウム講演論文集 (2010), pp. 121–126.(2010
年 1 月 29 日,東京)
[2] 牧野一成, 坂本博, 琵琶志朗, 鉄道用中ぐり車軸の超音波探傷における車輪はめ合い状態に
よる影響評価, 日本機械学会 2010 年度年次大会講演論文集(1) (2010), S0302-3-4, pp. 83–84.
(2010 年 9 月 7 日,名古屋)
[3] 牧野一成, 坂本博, 琵琶志朗, 車軸のはめ合い部における超音波伝搬のモデル化に関する検
関連発表論文および講演
– 117 –
討, 第 18 回 超音波による非破壊評価シンポジウム講演論文集 (2011), pp. 93–98.(2011 年 1
月 28 日,東京)
[4] 牧野一成, 鉄道車軸と台車枠の非破壊検査の概要と最近の技術動向, 日本非破壊検査協会 平
成 23 年度東北支部総会・講演会 (2011).(2011 年 4 月 22 日,仙台)
[5] 牧野一成, 鉄道台車部品の強度と非破壊検査, 京都大学工学部 材料力学1 特別講演.(2011
年 5 月 25 日,京都)
[6] 牧野一成, 坂本博, 琵琶志朗, 小型輪軸試験片のはめ合い部における超音波シミュレーショ
ン, 日本非破壊検査協会超音波部門講演会資料 (2011), UT-00021, pp. 15–20.(2011 年 6 月 16
日,広島)
[7] 牧野一成, 在姿状態における中ぐり車軸の超音波探傷精度の評価, 第 248 回 鉄道総研月例発
表会.(2011 年 8 月 26 日,東京)
[8] 牧野一成, 非破壊検査による劣化診断技術の最前線「鉄道車両の輪軸,台車およびレール」, 日
本材料学会関東支部セミナー (2011).(2011 年 12 月 2 日,東京)
[9] 牧野一成, 鉄道車両における非破壊検査と最近の研究開発, 北海道機械工業会 検査部会 第
34 回検査技術研究会 (2014).(2014 年 3 月 7 日,札幌)


– 119 –
謝辞
本論文に関係する研究の遂行と本論文のとりまとめにあたっては,京都大学大学院工学研究科
琵琶志朗教授より,多大なる御指導,御助言を賜りました。超音波の理論に関してこれまで無知
であった著者の実験結果を体系的にまとめることができたのは,先生の御指導があったからに他
なりません。著者の遅筆にも関わらず,完成まで継続的に御支援いただいたことに,謹んで心よ
り御礼申し上げます。
京都大学大学院工学研究科 北條正樹教授ならびに京都大学大学院工学研究科 松原厚教授には,
本論文を完成させるにあたり,多くの有益な御助言を頂きました。心より御礼申し上げます。ま
た,京都大学 落合庄治郎名誉教授には,修士課程以来これまで多くの御指導を頂きました。心よ
り御礼申し上げます。
本論文は,著者が公益財団法人鉄道総合技術研究所において入社以来取り組んできた研究内容
を,京都大学工学研究科博士後期課程への入学後にとりまとめたものです。この間,同所の車両
構造技術研究部 車両強度研究室において,車軸をはじめとする鉄道部品の非破壊検査に関して御
指導いただくとともに,同じグループとして研究を進めてきた,元・同研究室の養祖次郎氏なら
びに坂本博氏に心より御礼申し上げます。
実体輪軸の疲労試験と超音波探傷試験の実施にあたっては,多大なる御協力をいただいた,元・
同研究室の佐藤康夫氏に心より御礼申し上げます。また,車軸の強度に関して,車両構造技術研
究部の石塚弘道氏より御指導をいただいたことに御礼申し上げます。
本論文の元となった,これまで進めてきた研究の多くは,JR 7 社をはじめとする鉄道会社の車
両検修現場で得られた知見に支えられています。特に,著者の出向先であった北海道旅客鉄道株
式会社 苗穂工場では,現場の皆様に多くの知識やご指導を頂きました。改めて御礼申し上げます。
実験の遂行や本論文のとりまとめの際には,著者の所属する車両構造技術研究部長,車両強度
研究室長をはじめ,同研究室の研究員の皆様に御協力,御配慮をいただき,ありがとうございま
した。また,公益財団法人鉄道総合技術研究所の関係各位に御礼申し上げます。
最後になりましたが,著者をいつも応援し,支えてくれている家族の協力に,心から感謝いた
します。


– 121 –
本論文の著作権に関する記述
本論文の一部は,著者自身が第一著者として執筆した,査読後の以下の各論文の内容をまとめ
たものである。出版社の著作権あるいはポリシーに基づき,各論文の出典の詳細を以下に記す。
(1)第 2 章(2.5 節を除く) スプリング界面における超音波伝搬の理論
第 4 章 小型輪軸の超音波探傷におけるはめ合いの影響に対する理論的評価
・著者:Kazunari Makino(牧野 一成), Shiro Biwa(琵琶 志朗)
・タイトル:Influence of axle–wheel interface on ultrasonic testing of fatigue cracks in wheelset
・掲載誌:Ultrasonics 53 (2013), pp. 239–248
・発行年月日:平成 24 年 6 月 28 日(オンライン版)
・出版社:Elsevier (http://www.elsevier.com/)
・出版社版リンク:http://dx.doi.org/10.1016/j.ultras.2012.06.007
(2)第 3 章 小型輪軸の車輪座疲労き裂の超音波探傷における曲げ負荷とはめ合いの影響
・著者:Kazunari Makino(牧野 一成), Shiro Biwa(琵琶 志朗), Hiroshi Sakamoto(坂本 博),
Jiro Yohso(養祖 次郎)
・タイトル:Ultrasonic evaluation of fatigue cracks at the wheel seat of a miniature wheelset
・掲載誌:Nondestructive Testing and Evaluation 27 (2012), pp. 29–46
・発行年月日:平成 23 年 7 月 13 日(オンライン版)
・出版社:Taylor & Francis (http://www.tandfonline.com/)
・出版社版リンク:http://dx.doi.org/10.1080/10589759.2011.577430
"This is an Accepted Manuscript of an article published by Taylor & Francis in Nondestructive
Testing and Evaluation on 13/07/2011 available online:
http://www.tandfonline.com/10.1080/10589759.2011.577430."

本論文の著作権に関する記述
– 122 –
(3)第 5 章 鉄道車軸のはめ合い面の接触状態がきずエコーに及ぼす影響の評価
・著者:Kazunari Makino(牧野 一成), Shiro Biwa(琵琶 志朗), Hiroshi Sakamoto(坂本 博)
・タイトル:Variation of Flaw Echo Height at Wheel Seat of Hollow Railway Axle in Cyclic Rotating
Bending
・掲載誌:Journal of Mechanical Systems for Transportation and Logistics 6(1) (2013), pp. 41–53
・発行年月日:平成 25 年 6 月 25 日(オンライン版)
・出版社:JSME (The Japan Society of Mechanical Engineers; 日本機械学会) (http://www.jsme.or.jp/)
・出版社版リンク:http://dx.doi.org/10.1299/jmtl.6.41




![図-2.3.4 a - 国土技術政策総合研究所図-2.3.4 (c) 輪重と車軸ひずみの関係(トラクタ) [車両H A1] 図-2.3.4 (d) 輪重と車軸ひずみの関係(トラクタ)](https://static.fdocument.pub/doc/165x107/60dce1df8135857a090c5cc3/-234-a-oeecccc-234-c-eeeeeiffi.jpg)