Teknik Pengerjaan Logam 1 Xi-3
320
TEKNIK PENGERJAAN LOGAM 1 Program Studi: Teknik Teknik Pemeliharaan Mekanik Industri Kode: TM.TPMI-TPL 1 (Kelas XI-Semester 3) Disusun oleh: Hadi Mursidi, SST; M.Pd DIREKTORAT PEMBINAAN SEKOLAH MENENGAN KEJURUAN DIREKTORAT JENDERAL PENDIDIKAN MENENGAH KEMENTERIAN PENDIDIKAN DAN KEBUDAYAAN 2013
-
Upload
favianfadil -
Category
Documents
-
view
180 -
download
11
description
buku pelajaran teknik pengerjaan logam
Transcript of Teknik Pengerjaan Logam 1 Xi-3

1
TEKNIK PENGERJAAN LOGAM 1 Program Studi: Teknik Teknik Pemeliharaan Mekanik Industri Kode: TM.TPMI-TPL 1 (Kelas XI-Semester 3)
Disusun oleh: Hadi Mursidi, SST; M.Pd
DIREKTORAT PEMBINAAN SEKOLAH MENENGAN KEJURUAN DIREKTORAT JENDERAL PENDIDIKAN MENENGAH
KEMENTERIAN PENDIDIKAN DAN KEBUDAYAAN
2013

2
TEKNIK PENGERJAAN LOGAM 1
Kode:
(Kelas XI - Semester 3)
DIREKTORAT PEMBINAAN SEKOLAH MENENGAH KEJURUAN
DIREKTORAT JENDERAL PENDIDIKAN MENENGAH
KEMENTERIAN PENDIDIKAN DAN KEBUDAYAAN
2013

i
KATA PENGANTAR
Kurikulum 2013 dirancang untuk memperkuat kompetensi siswa dari sisi mengetahuan,
ketrampilan dan sikap secara utuh, proses pencapaiannya melalui pembelajaran
sejumlah mata pelajaran yang dirancang sebagai kesatuan yang saling mendukung
pencapaian kompetensi tersebut
Sesuai dengan konsep kurikulum 2013 buku ini disusun mengacau pada pembelajaran
scientific approach, sehinggah setiap pengetahuan yang diajarkan, pengetahuannya
harus dilanjutkan sampai siswa dapat membuat dan trampil dalam menyajikan
pengetahuan yang dikuasai secara kongkrit dan abstrak bersikap sebagai mahluk yang
mensyukuri anugerah Tuhan akan alam semesta yang dikaruniakan kepadanya melalui
kehidupan yang mereka hadapi.
Kegiatan pembelajaran yang dilakukan siswa dengan buku teks bahan ajar ini pada
hanyalah usaha minimal yang harus dilakukan siswa untuk mencapai kompetensi yang
diharapkan, sedangkan usaha maksimalnya siswa harus menggali informasi yang lebih
luas melalui kerja kelompok, diskusi dan menyunting informasi dari sumber sumber
lain yang berkaitan dengan materi yang disampaikan.
Sesuai dengan pendekatan kurikulum 2013, siswa diminta untuk menggali dan mencari
atau menemukan suatu konsep dari sumber sumber yang pengetahuan yang sedang
dipelajarinya, Peran guru sangat penting untuk meningkatkan dan menyesuaiakan daya
serap siswa dengan ketersediaan kegiatan pembelajaran pada buku ini. Guru dapat
memperkaya dengan kreasi dalam bentuk kegiatan kegiatan lain yang sesuai dan relevan
yang bersumber dai lingkungan sosial dan alam sekitarnya
Sebagai edisi pertama, buku teks bahan ajar ini sangat terbuka dan terus dilakukan
perbaikan dan penyempurnaannya, untuk itu kami mengundang para pembaca dapat
memberikan saran dan kritik serta masukannya untuk perbaikan dan penyempurnaan
pada edisi berikutnya. Atas konstribusi tersebut, kami ucapkan banyak terima kasih.
Mudah-mudahan kita dapat memberikan hal yang terbaik bagi kemajuan dunia
pendidikan dalam rangka mempersiapkan generasi emas dimasa mendatang.
Cimahi Desember 2013
Penyusun,

ii
DAFTAR ISI
Halaman
KATA PENGANTAR ......................................................................................... i
DAFTAR ISI …………………………………………………………………… ii
PETA KEDUDUDUKAN BUKU TEKS BAHAN AJAR …………………… vii
GLOSARIUM …………………………………………………………………. viii
BAB I. PENDAHULUAN …………………………………………………. 1
A. Deskripsi ………………………………………………………… 1
B. Prasyarat …………………………………………………………. 2
C. Petunjuk Penggunaan ……………………………………………. 2
D. Tujuan Akhir …………………………………………………….. 2
E. Kompetensi Inti dan Kompetensi Dasar ………………………… 3
F. Cek Kemampuan Awal ………………………………………….. 4
BAB II. KEGIATAN PEMBELAJARAN - TEKNIK DASAR
PEMESINAN BUBUT
5
A. Deskripsi ..................................................................................... 5
B. Kegiatan Belajar 1- Mesin Bubut Standar ….................................. 5
1. Tujuan Pembelajaran ………………………………………… 5
2. Uraian Materi ………………………………………………… 5
a. Bagian-bagian Utama Mesin Bubut Standar ………………. 8
b. Perlengkapan Mesin Bubut ………………………………... 17
c. Spesifikasi Mesin Bubut Standar ………………………….. 29
3. Rangkuman …………………………………………………... 30
4. Tugas …………………………………………………………. 33
5. Test Formatif …………………………………………………. 37
C. Kegiatan Belajar 2 - Alat Potong Pada Mesin Bubut …………… 40
1. Tujuan Pembelajaran …………………………………………. 40
2. Uraian Materi ………………………………………………… 40
a. Macam-macam Alat Potong Pada Mesin Bubut …………. 42
b. Pahat Bubut ………………………………………………… 61
3. Rangkuman …………………………………………………… 97
4. Tugas ………………………………………………………….. 107
iii
5. Test Formatif …………………………………………………. 109
D. Kegiatan Belajar 3 – Parameter Pemotongan Pada Mesin Bubut .. 112
1. Tujuan Pembelajran ................................................................ 112
2. Uraian materi ............................................................................. 112
a. Kecepatan Potong (Cutting speed – Cs) ............................... 113
b. Kecepatan Putaran Mesin Bubut (Rpm) .............................. 114
c. Kecepatan Pemakanan (Feed –F) ......................................... 117
d. Waktu Pemesinan Bubut ...................................................... 118
3. Rangkuman ............................................................................. 126
4. Tugas ...................................................................................... 129
5. Test Formatif ........................................................................... 129
E. Kegiatan Belajar 4 – Teknik Pembubutan ………………………. 133
1. Tujuan pembelajaran .............................................................. 133
2. Uraian materi .......................................................................... 133
a. Pemasangan Pahat Bubut …………………………………... 136
b. Pembubutan Permukaan Benda Kerja (Facing) ………….... 137
c. Pembuatan/Pembubutan Lubang Senter …………………… 140
d. Pembubutan Lurus …………………………………………. 144
e. Pembubutan Tirus …………………………………………... 146
f. Pembubutan Alur (Groove) .................................................. 156
g. Pembubutan Bentuk ………………………………………... 159
h. Pemotongan (Cutting Off) ………………………………….. 160
i. Pembubutan Ulir ……………………………………………. 163
j. Pengeboran …………………………………………………... 177
k. Pembubutan Diameter Dalam (Borring)……………………. 181
l. Pengkartelan …………………………………………………. 183
m. Penerapan K3L Pada Proses Pembubutan ………………… 186
3. Rangkuman ……………………………………………………. 191
4. Tugas ………………………………………………………….. 200
5. Test Formatif ………………………………………………….. 201
BAB
III.
KEGIATAN PEMBELAJARAN II – TEKNIK DASAR
PEMESINAN FRAIS
219
A. Deskripsi .................................................................................... 219
B. Kegiatan Belajar 1- Mesin Frais …................................................ 219

iv
1. Tujuan Pembelajaran …………………………………………... 219
2. Uraian Materi ………………………………………………….. 219
a. Fungsi Mesin Frais ………………………………………….. 221
b. Macam-macam Mesin Frais ………………………………… 221
c. Bagian-bagian Utama Mesin Frais Universal ………………. 228
d. Perlengkapan Mesin Frais …………………………………… 232
e. Ukuran Standar Mesin Frais ………………………………… 237
3. Rangkuman …………………………………………………….. 237
4. Tugas …………………………………………………………… 238
5. Test Formatif …………………………………………………… 238
C. Kegiatan Belajar 2 – Alat Potong Pada Mesin Frais …………… 239
1. Tujuan Pembelajaran …………………………………………... 239
2. Uraian Materi ………………………………………………….. 239
a. Macam-macam Pisau Frais …………………………………. 240
b. Bahan Pisau Frais……………………………………………. 249
c. Penggunaan Pisau Frais ……………………………………… 250
3. Rangkuman …………………………………………………….. 253
4. Tugas …………………………………………………………… 253
5. Test Formatif …………………………………………………… 253
D. Kegiatan Belajar 3 – Parameter Pemotongan Mesin Frais …….. 255
1. Tujuan Pembelajaran …………………………………………... 255
2. Uraian Materi ………………………………………………….. 255
a. Kecepatan potong (Cutting speed – Cs) .............................. 257
b. Kecepatan Putaran Mesin Frais (Rpm) ................................ 258
c. Kecepatan Pemakanan (Feed –F) ........................................ 260
d. Perhitungan Waktu Pemesinan Frais.................................. 262
3. Rangkuman ………………………………................................ 267
4. Tugas …………………………………………………………… 268
5. Test Formatif …………………………………………………… 268
E. Kegiatan Belajar 4 – Teknik Pengefraisan ………………………. 269
1. Tujuan pembelajaran ............................................................... 269
2. Uraian materi .......................................................................... 269
a. Metoda Pemotongan…………………………………………. 272
b. Teknik Pengefraisan ………………………………………… 273

v
c. Pengoperasian Mesin Frais …………………………………. 284
d. Sistem Pembagian …………………………………………... 284
e. Penerapan K3L Pada Proses Pengfraisan ………………….. 290
3. Rangkuman ……………………………………………………. 296
4. Tugas …………………………………………………………... 299
5. Test Formatif ………………………………………………….. 299
LAMPIRAN ...................................................................................................... 415
DAFTAR PUSTAKA ........................................................................................ 418

vi
PETA KEDUDUDUKAN BUKU TEKS BAHAN AJAR
Program Keahlian : Teknik Mesin
Paket Keahlian : Teknik Pemeliharaan Mekanik Industri
Mekanika Teknik & Elemen Mesin (TM- MK/EM)
Teknologi Mekanik
(TM-TMK)
Kelistrikan Mesin & Konversi Energi
(TM-KM/KEN)
Simulasi Digital
(TM-SDG)
Teknik Pemeliharaan
Sistem Pneumatik & Hidrolik
(TM.TPMI-TPSPH)
Teknik Pemeliharaan
Sistem Kelistrikan Mesin Perkakas
(TM.TPMI-TPSKM)
Teknik Pemeliharaan
Mekanik Industri (TM.TPMI-TPMI)
Teknik Pengerjaan Logam
(TM.TPMI-TPL)
TM-MK/EM 1 (X-1)
TM-KM/KEN 1 (X-1)
TM-SDG2 (X-2)
TM-MK/EM 2 (X-2)
TM-KM/KEN 2 (XII-6)
TM-TMK2 (X-2)
TM-TMK1 (X-1)
TM-SDG1 (X-1)
MA
TA P
ELA
JAR
AN
KEL
OM
PO
K -
C 2
M
ATA
PEL
AJA
RA
N K
ELO
MP
OK
- C
3
JUD
UL
BU
KU
TEK
S B
AH
AN
AJA
R
JUD
UL
BU
KU
TEK
S B
AH
AN
AJA
R
TM.TPMI-TPSKM 1 (XII-5)
TM.TPMI-TPSKM 2 (XII-6)
TM.TPMI- TPMI 1
(XI-3)
TM.TPMI- TPMI 2 (XI-4)
TM.TPMI- TPMI 3 (XII-5)
TM.TPMI- TPMI 4 (XII-6)
TPSPH 1 (XII-5)
TPSPH 2 (XII-6)
TM.TPMI-TPL 1 (XII-3)TM.TPMI-
TM.TPMI-TPL 2 (XII-4)TM.TPMI-
vii
GLOSARIUM
Head stock : Kepala tetap yang terdapat spindel mesin dan gear box
transmisi berikut tuas-tuas pengatur putaran dan pemakanan
mesin bubut
Steady rest : Penyangga benda kerja pada mesin bubut yang posisinya
diam terpasang pada meja mesin
Follow rest : Penyangga benda kerja pada mesin bubut yang posisinya
mengikuti gerakan eretan memanjang, terpasang pada eretan
memanjang
Noniuos : Skala garis ukur yang memilki ketelitian tertentu, untuk
mengatur besarnya dan kedalaman pemakanan
Justable tool poss : Pemegang pahat bubut yang dapat disetel/diatur
ketinggiannya
Self centering chuck : Cekam pada mesin bubut yang gerak rahangnya sepusat
(apabila salah satu rahang digerakkan, rahang yang lain ikut
bergerak)
Independent chuck). : Cekam pada mesin bubut yang gerak rahangnya tidak sepusat
(rahang harus digerakan satu-persatu)
Collet Chuck : Kelengkapan mesin bubut yang berfungsi untuk
menjepit/mencekam benda kerja yang memilki permukaan
relatif halus dan berukuran kecil
Indexs Crank : Engkol pembagi berfungsi untuk memutar batang ulir cacing
Direct indexing : Sistem pembagian secara langsung
Simple indexing : Sistem pembagian sederhana
Angel indexing : Sistem pembagian sudut
Differential indexing : Sistem pembagian diferensial

1
BAB I
PENDAHULUAN
A. Deskripsi
Kurikulum 2013 dirancang untuk memperkuat kompetens siswa dari sisi
pengetahuan, ketrampilan serta sikap secara utuh. Tuntutan proses pencapaiannya
melalui pembelajaran pada sejumlah mata pelajaran yang dirangkai sebagai
satukesatuan yang saling mendukung dalam mencapai kompetensi tersebut. Buku
teks bahan ajar ini berjudul “Teknik Pengerjaan Logam 1” berisi empat bagian
utama yaitu: pendahuluan, pembelajaran, evaluasi, dan penutup yang materinya
membahas sejumlah kompetensi dasar yang diperlukan untuk SMK Program
Keahlian Teknik Mesin, Paket Keahlian Teknik Pemeliharaan Mesin Industri pada
kelas XI semester 1. Materi dalam buku teks bahan ajar ini meliputi: Teknik
Pemesinan Bubut dan Teknik Pemesinan Frais.
Buku Teks Bahan Ajar ini menjabarkan usaha minimal yang harus dilakukan oleh
siswa untuk mencapai sejumlah kompetensi yang diharapkan dalam dituangkan
dalam kompetensi inti dan kompetensi dasar sesuai deng pendekatan scientific
approach yang dipergunakan dalam kurikulum 2013, siswa diminta untuk
memberanikan dalam mecari dan menggali kompetensi yang ada dala kehidupan dan
sumber yang terbentang disekitar kita, dan dalam pembelajarannya peran guru sangat
penting untuk meningkatkan dan menyesuaikan daya serap siswa dalam mempelajari
buku ini. Maka dari itu, guru diusahakan untuk memperkaya dengan mengkreasi
mata pembelajaran dalam bentuk kegiatan-kegiatan lain yang sesuai dan relevan
bersumber dari alam sekitar kita.
Penyusunan Buku Teks Bahan Ajar ini dibawah kordinasi Direktorat Pembinaan
SMK Kementerian Pendidikan dan kebudayaan, yang akan dipergunakan dalam
tahap awal penerepan kurikulum 2013. Buku Teks Bahan Ajar ini merupakan
dokumen sumber belajar yang senantiasa dapat diperbaiki, diperbaharui dan
dimutahirkan sesuai dengan kebutuhan dan perubahan zaman. Maka dari itu, kritik
dan saran serta masukan dari berbagai pihak diharapkan dapat meningkatkan dan
menyempurnakan kualitas isi maupun mutu buku ini.

2
B. Prasyarat
Prasyarat untuk dapat mempelajari materi ini, siswa sebelumnya harus mengausai
materi diantaranya:
1. Kesehatan, kesehatan kerja dan lingkungan (K3L)
2. Teknik gambar mesin
3. Teknik pengukuran
4. Teknik penggunaan perkakas tangan
C. Petunjuk Penggunaan
Dalam melaksanakan pembelajaran dengan menggunakan buku teks bahan ajar ini,
siswa perlu memperhatikan beberapa hal, yaitu :
1. Langkah-langkah belajar yang ditempuh
a. Menyiapkan semua bukti penguasaan kemampuan awal yang diperlukan sebagai
persyaratan untuk mempelajari modul ini.
b. Mengikuti test kemampuan awal yang dipersyaratkan untuk mempelajari buku
teks bahan ajar ini
c. Mempelajari modul ini secara teliti dan seksama
2. Perlengkapan yang perlu disiapkan
a. Buku modul Teknik Pengerjaan Logam
b. Pakaian untuk melaksanakan kegiatan praktik
c. Alat-alat ukur dan alat pemeriksaan benda kerja
d. Lembar kerja/ Job Sheet
e. Bahan/ material lain yang diperlukan
f. Buku sumber/ referensi yang relevan
g. Buku catatan harian
h. Alat tulis dan,
i. Perlengkapan lainnya yang diperlukan
D. Tujuan Akhir
Setelah mempelajari buku teks bahan ajar ini peserta diklat diharapkan dapat:
1. Menerapakan teknik pengerjaan logam dengan mesin bubut sesuai SOP
2. Menggunakan teknik pengerjaan logam dengan mesin bubut sesuai SOP
3
3. Menerapakan teknik pengerjaan logam dengan mesin frais sesuai SOP
4. Menggunakan teknik pengerjaan logam dengan mesin frais sesuai SOP
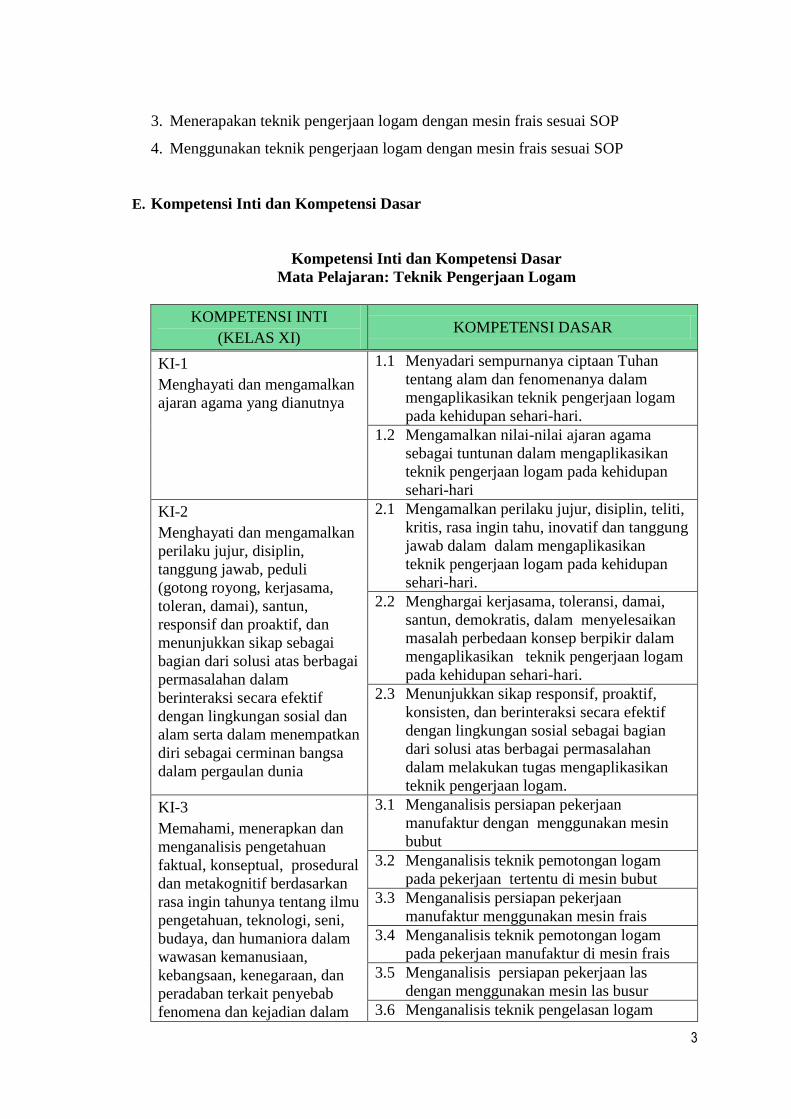
E. Kompetensi Inti dan Kompetensi Dasar
Kompetensi Inti dan Kompetensi Dasar
Mata Pelajaran: Teknik Pengerjaan Logam
KOMPETENSI INTI
(KELAS XI) KOMPETENSI DASAR
KI-1
Menghayati dan mengamalkan
ajaran agama yang dianutnya
1.1 Menyadari sempurnanya ciptaan Tuhan
tentang alam dan fenomenanya dalam
mengaplikasikan teknik pengerjaan logam
pada kehidupan sehari-hari.
1.2 Mengamalkan nilai-nilai ajaran agama
sebagai tuntunan dalam mengaplikasikan
teknik pengerjaan logam pada kehidupan
sehari-hari
KI-2
Menghayati dan mengamalkan
perilaku jujur, disiplin,
tanggung jawab, peduli
(gotong royong, kerjasama,
toleran, damai), santun,
responsif dan proaktif, dan
menunjukkan sikap sebagai
bagian dari solusi atas berbagai
permasalahan dalam
berinteraksi secara efektif
dengan lingkungan sosial dan
alam serta dalam menempatkan
diri sebagai cerminan bangsa
dalam pergaulan dunia
2.1 Mengamalkan perilaku jujur, disiplin, teliti,
kritis, rasa ingin tahu, inovatif dan tanggung
jawab dalam dalam mengaplikasikan
teknik pengerjaan logam pada kehidupan
sehari-hari.
2.2 Menghargai kerjasama, toleransi, damai,
santun, demokratis, dalam menyelesaikan
masalah perbedaan konsep berpikir dalam
mengaplikasikan teknik pengerjaan logam
pada kehidupan sehari-hari.
2.3 Menunjukkan sikap responsif, proaktif,
konsisten, dan berinteraksi secara efektif
dengan lingkungan sosial sebagai bagian
dari solusi atas berbagai permasalahan
dalam melakukan tugas mengaplikasikan
teknik pengerjaan logam.
KI-3
Memahami, menerapkan dan
menganalisis pengetahuan
faktual, konseptual, prosedural
dan metakognitif berdasarkan
rasa ingin tahunya tentang ilmu
pengetahuan, teknologi, seni,
budaya, dan humaniora dalam
wawasan kemanusiaan,
kebangsaan, kenegaraan, dan
peradaban terkait penyebab
fenomena dan kejadian dalam
3.1 Menganalisis persiapan pekerjaan
manufaktur dengan menggunakan mesin
bubut
3.2 Menganalisis teknik pemotongan logam
pada pekerjaan tertentu di mesin bubut
3.3 Menganalisis persiapan pekerjaan
manufaktur menggunakan mesin frais
3.4 Menganalisis teknik pemotongan logam
pada pekerjaan manufaktur di mesin frais
3.5 Menganalisis persiapan pekerjaan las
dengan menggunakan mesin las busur
3.6 Menganalisis teknik pengelasan logam

4
bidang kerja yang spesifik
untuk memecahkan masalah
dengan mesin las busur.
KI-4
Mengolah, menalar, dan
menyaji dalam ranah konkret
dan ranah abstrak terkait
dengan pengembangan dari
yang dipelajarinya di sekolah
secara mandiri, dan mampu
melaksanakan tugas spesifik di
bawah pengawasan langsung
4.1 Menyiapkan persyaratan kerja pada
pekerjaan manufaktur untuk
mengoperasikan mesin bubut
4.2 Melakukan teknik pemotongan
logam/material teknik pada pekerjaan
manufaktur di mesin bubut sesuai prosedur
4.3 Menyiapan persyaratan kerja pada
pekerjaan mekanik untuk pengoperasian
mesin frais
4.4 Melakukan teknik pemotongan logam/
material teknik pada pekerjaan manufaktur
di mesin frais sesuai prosedur.
4.5 Menyiapkan persyaratan kerja pada
pekerjaan las untuk pengoperasian mesin
las busur
4.6 Melakukan teknik pengelasan pada
pekerjaan logam dengan mesin las busur
sesuai prosedur
F. Cek Kemampuan Awal
1. Apa yang anda ketahui terkait teknik dasar pemesinan bubut. Jelaskan!
2. Apa yang anda ketahui terkait teknik dasar pemesinan frais. Jelaskan!
5
BAB II
KEGIATAN PEMBELAJARAN - TEKNIK DASAR PEMESINAN BUBUT
A. Deskripsi
Kegiatan pembelajaran Teknik Dasar Pemesinan Bubut, terdiri dari beberapa
kegiatan belajar diantarnya: mesin bubut standar, macam-alat potong pada mesin
bubut, parameter pemotongan pada mesin bubut dan teknik pebubutan.
B. Kegiatan Belajar 1- Mesin Bubut Standar
1. Tujuan Pembelajaran
Setelah mempelajari materi ini, dengan melalui mengamati, menanya, pengumpulan
data, mengasosiasi dan mengkomunikasikan, peserta didik dapat:
a. Menjelaskan fungsi mesin bubut standar
b. Menyebutkan dan menjelaskan fungsi bagian-bagian utama mesin bubut
c. Menyebutkan dan menjelaskan fungsi perlengkapan mesin bubut
d. Menggunakan mesin bubut standar sesuai SOP
2. Uraian Materi
Sebelum mempelajari materi mesin bubut standar, lakukan kegiatan sebagai berikut:
Pengamatan:
Silahkan mengamati mesin bubut yang terdapat pada (Gambar 1.1) atau objek lain
sejenis disekitar anda (dilingkungan bengkel mesin produksi). Selanjutnya tugas
anda adalah:
1. Sebutkan bagian-bagian utama mesin bubut standard berikut fungsinya
2. Sebutkan perlengkapan mesin mesin bubut standard berikut fungsinya
3. Jelaskan bagaimana cara mengoperasikan mesin bubut standart, dan

6
Gambar 1.1. Mesin bubut standar
Menanya:
Apabila anda mengalami kesulitan dalam menjawab tugas diatas, bertanyalah/
berdiskusi/ berkomentar kepada sasama teman atau guru yang sedang membimbing
anda.
Mengekplorasi:
Kumpulkan data secara individu atau kelompok, terkait tugas tersebut melalui:
benda konkrit, dokumen, buku sumber, atau hasil eksperimen.
Mengasosiasi:
Selanjutnya katagorikan/ kelompokkan masing-masing bagian dan perlengkapan
mesin bubut standar. Apabila anda sudah melakukan pengelompokan, selanjutnya
jelaskan bagaimana cara menggunakannya.
Mengkomunikasikan:
Presentasikan hasil pengumpulan data-data anda terkait mesin bubut stanadar, dan
selanjutnya buat laporannya.

7
MESIN BUBUT STANDAR/BIASA
Mesin bubut standar (Gambar 1.2a), merupakan salahsatu jenis mesin yang paling
banyak digunakan pada bengkel-bengkel pemesinan baik itu di industri manufaktur,
lembaga pendidikan kejuruan dan lembaga dikat atau pelatihan. Fungsi mesin bubut
standar pada prinsipnya sama dengan mesin bubut lainnya, yaitu untuk: membubut
muka/facing, rata lurus/bertingkat, tirus, alur, ulir, bentuk, mengebor, memperbesar
lubang, mengkartel, memotong dll. (Gambar. 1.2b).
Gambar 1.2a. Mesin bubut standar
Gambar 1.2b. Fungsi mesin bubut standar

8
a. Bagian-bagian Utama Mesin Bubut Standar
Untuk dapat digunakan secara maksimal, mesin bubut standar harus memilki
bagian-bagian utama yang standar. Bagian-bagian mesin bubut standar
diantaranya:
1) Kepala Tetap (Head Stock)
Kepala tetap (head stock), terdapat spindle utama mesin (Gambar 1.3a) yang
berfungsi sebagai dudukan beberapa perlengkapan mesin bubut diantaranya:
cekam (chuck), kollet, senter tetap, atau pelat pembawa rata (face plate) dan
pelat pembawa berekor (driving plate). Alat-alat perlengkapan tersebut
dipasang pada spindel mesin berfungsi sebagai pengikat atau penahan benda
kerja yang akan dikerjakan pada mesin bubut (Gambar 1.3b).
Gambar 1.3a. Spindel utama mesin bubut
Gambar 1.3b. Kepala tetap terpasang cekam (chuck)
pada spindle utama mesin bubut
9
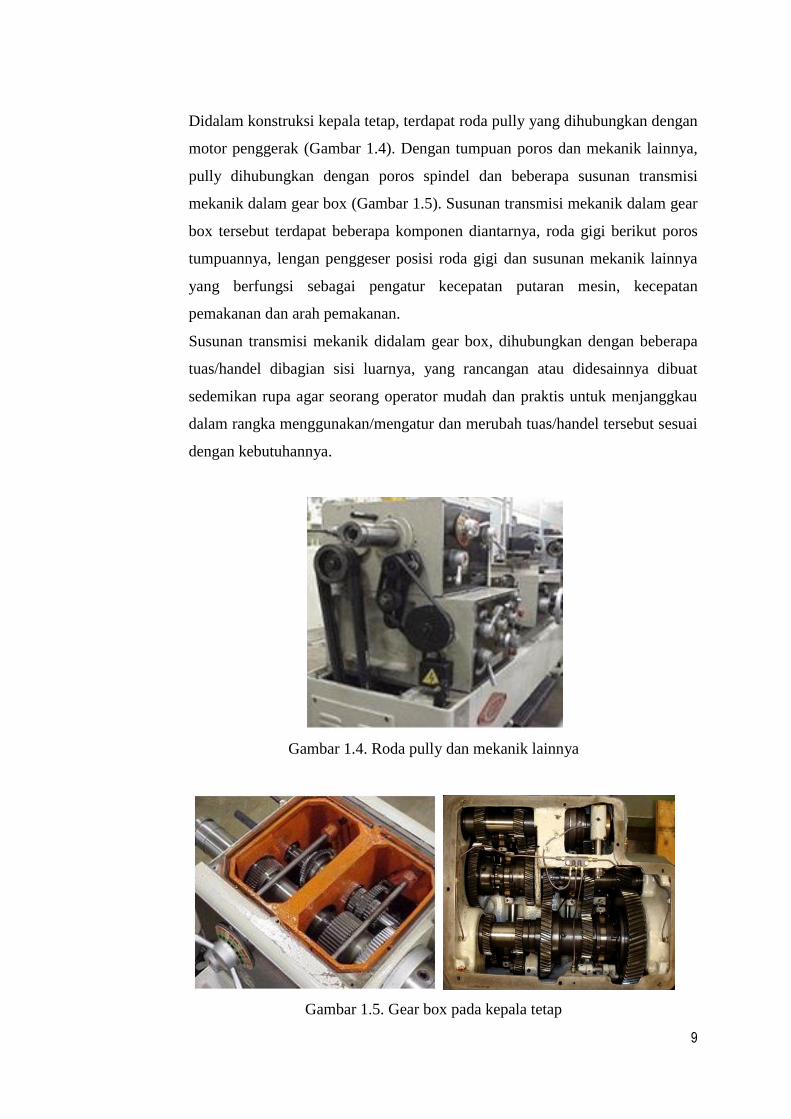
Didalam konstruksi kepala tetap, terdapat roda pully yang dihubungkan dengan
motor penggerak (Gambar 1.4). Dengan tumpuan poros dan mekanik lainnya,
pully dihubungkan dengan poros spindel dan beberapa susunan transmisi
mekanik dalam gear box (Gambar 1.5). Susunan transmisi mekanik dalam gear
box tersebut terdapat beberapa komponen diantarnya, roda gigi berikut poros
tumpuannya, lengan penggeser posisi roda gigi dan susunan mekanik lainnya
yang berfungsi sebagai pengatur kecepatan putaran mesin, kecepatan
pemakanan dan arah pemakanan.
Susunan transmisi mekanik didalam gear box, dihubungkan dengan beberapa
tuas/handel dibagian sisi luarnya, yang rancangan atau didesainnya dibuat
sedemikan rupa agar seorang operator mudah dan praktis untuk menjanggkau
dalam rangka menggunakan/mengatur dan merubah tuas/handel tersebut sesuai
dengan kebutuhannya.
Gambar 1.4. Roda pully dan mekanik lainnya
Gambar 1.5. Gear box pada kepala tetap

10
Setiap mesin bubut dengan merk atau prabrikan yang berbeda, pada umumnya
memiliki posisi dan konstruksi tuas/ handel yang berberbeda pula walaupun
pada prinsipnya memiliki fungsi yang sama. Contoh pada jenis mesin bubut
standar “Celtic 14”, dapat memperoleh putaran mesin yang berbeda-beda
apabila hubungan diantara roda gigi diadalamnya diubah-ubah menggunakan
tuas pengatur kecepatan putaran yaitu “A” (kerja tunggal) dan “B” (kerja
ganda). Putaran cepat (tinggi) biasanya dilakukan pada kerja tunggal, yaitu
diperlukan untuk pembubutan dengan tenaga ringan atau pemakanan kecil
(finising), sedangkan putaran lambat dilakukan pada kerja ganda. yaitu
diperlukan untuk membubut dengan tenaga besar dan sayatan tebal
(pengasaran). Sedangkan tuas “C dan D” berfungsi mengatur kecepatan
putaran transportir yang berhubungan dengan kehalusan pembubutan dan jenis
ulir yang akan dibuat (dapat dilihat pada pelat tabel pembubutan dan ulir).
2) Kepala Lepas (Tail Stock)
Kepala lepas (tail stock) yang ditunjukkan pada (Gambar 1.6), digunakan
sebagai dudukan senter putar (rotary centre), senter tetap, cekam bor (chuck
drill) dan mata bor bertangkai tirus yang pemasanganya dimasukkan pada
lubang tirus (sleeve) kepala lepas. Senter putar (rotary centre) atau senter tetap
dipasang pada kepala lepas dengan tujuan untuk mendukung ujung benda kerja
agar putarannya stabil, sedangkan cekam bor atau mata bor dipasang pada
kepala lepas dengan tujuan untuk proses pengeboran.
Untuk dapat melakukan dorongan senter tetap/senter putar pada saat digunakan
untuk menahan benda kerja dan mealkukan pengeboran pada kedalaman
tertentu sesuai tuntutan pekerjaan, kepala lepas dilengkapai roda putar yang
disertai sekala garis ukur (nonius) dengan ketelitian tertentu, yaitu antara 0,01
s.d 0,05 mm (Gambar 1.7).
.

11
Gambar 1.6 Kepala Lepas dan fungsinya
Gambar 1.7. Roda Putar pada kepala lepas
Kepala lepas ini dapat digeser sepanjang alas (bed) mesin. tinggi senter kepala
lepas sama dengKepala lepas dapat digeser sepanjang alas (bed) mesin. tinggi
senter kepala lepas sama dengan tinggi senter kepala tetap.
Kepala lepas ini terdiri dari dua bagian yaitu alas dan badan, yang diikat
dengan 2 baut pengikat yang dapat digeser untuk keperluan kedua senter
sepusat, atau tidak sepusat yaitu pada waktu membubut tirusan tinggi senter
kepala tetap. Kepala lepas ini terdiri dari dua bagian yaitu alas dan badan, yang
diikat dengan 2 baut pengikat yang dapat digeser untuk keperluan kedua senter
sepusat, atau tidak sepusat yaitu pada waktu membubut tirus
3) Alas/Meja Mesin (Bed machine)
Alas/meja mesin bubut (Gambar 1.8), digunakan sebagai tempat kedudukan
kepala lepas, eretan, penyangga diam (steady rest) dan merupakan tumpuan
gaya pemakanan pada waktu pembubutan. Bentuk alas/meja mesin bubut
bermacam-macam, ada yang datar dan ada yang salah satu atau kedua sisinya
mempunyai ketinggian tertentu. Selain itu, alat/meja mesin bubut memilki
permukaannya yang sangat halus, rata dan kedataran serta kesejajaranya

12
dengan ketelitian sangat tinggi, sehingga gerakan kepala lepas dan eretan
memanjang diatasnya pada saat melakukan penyayatan dapat berjalan lancar
dan stabil sehingga dapat menghasilkan pembubutan yang presisi. Apabila alas
ini sudah aus atau rusak, akan mengakibatkan hasil pembubutan yang tidak
baik atau sulit mendapatkan hasil pembubutan yang sejajar.
Gambar 1.8. Alas/bed mesin
4) Eretan (carriage)
Eretan (carriage), terdiri dari tiga bagian/elemen diantaranya, Petama: Eretan
memanjang (longitudinal carriage) terlihat pada (Gambar 1.9a), berfungsi
untuk melakukan gerakan pemakanan arah memanjang mendekati atau
menajaui spindle mesin, secara manual atau otomatis sepanjang meja/alas
mesin dan sekaligus sebagai dudukan eretan melintang. Kedua: Eretan
melintang (cross carriage) terlihat pada (Gambar 1.9b), befungsi untuk
melakukan gerakan pemakanan arah melintang mendekati atau menjaui sumbu
senter, secara manual/otomatis dan sekaligus sebagai dudukan eretan atas.
Ketiga: Eretan atas (top carriage) terlihat pada (Gambar 1.9c), berfungsi untuk
melakukan pemakanan secara manual kearah sudut yang dikehendaki sesuai
penyetelannya.
Bila dilihat dari konstruksinya, eretan melintang bertumpu pada ertan
memanjang dan eretan atas bertumpu pada eretan melintang. Dengan demikian
apabila eretan memanjang digerakkan, maka eretan melintang dan eretan atas
juga ikut bergerak/bergesar.

13
Gambar 1.9. Eretan (carriage) memanjang, melintang dan atas
Pada eretan memanjang dan melintang, dalam memberikan pemakanan dan
mengatur kecepatan pemakanan dapat diatur menggunakan skala garis ukur
(nonius) yang memiliki ketelitian tertentu yang terdapat pada roda pemutarnya
(Gambar 1.10). Pada umumnya untuk eretan memanjang memilki ketelitian
skala garis ukurnya lebih kasar bila dibandingkan dengan ketelitian skala garis
ukur pada eretan melintang, yaitu antara 0,1 s.d 0,5 mm dan untuk eretan
melintang antara 0,01 s.d 0,05 mm. Skala garis ukur (noniuos) ini diperlukan
untuk dapat mencapai ukuran suatu produk dengan toleransi dan suaian yang
terdapat pada gambar kerja.
Gambar 1.10. Nonius pada roda pemutar eretan memanjang dan melintang
a
c
) b

14
Gerakan secara otomatis eretan memanjang dan eretan melintang, karena
adanya poros pembawa dan poros transportir yang dihubungkan secara
mekanik dari gear box pada kepala tetap menuju gear box mekanik pada
eretan. Pada gear box mekanik eretan, dihubungkan melalui transmisi dengan
beberapa tuas/handel dan roda pemutar yang masing memilki fungsi yang
berbeda.
5) Poros Transportir dan Poros Pembawa
Poros transportir adalah sebuah poros berulir berbentuk segi empat atau
trapesium dengan jenis ulir whitehworth (inchi) atau metrik (mm), berfungsi
untuk membawa eretan pada waktu pembubutan secara otomatis, misalnya
pembubutan arah memanjang/melintang dan ulir. Poros transporter untuk
mesin bubut standar pada umumnya kisar ulir transportirnya antara dari 6 ÷ 8
mm.
Poros pembawa adalah poros yang selalu berputar untuk membawa atau
mendukung jalannya eretan dalam proses pemakanan secara otomatis. Poros
transportir dan poros pembawa dapat dilihat pada (Gambar 1.11)
Gambar 1.11. Poros transporter dan
proros pembawa eretan
6) Tuas/Handel
Tuas/ handel pada setiap mesin bubut dengan merk atau pabrikan yang
berbeda, pada umumnya memiliki posisi/letak dan cara penggunaannya. Maka
dari itu, didalam mengatur tuas/handel pada setiap melakukan proses
Poros Transportir
Poros Pembawa

15
pembubatan harus berpedoman pada tabel-tabel petunjuk pengaturan yang
terdapat pada mesin bubut tersebut (Gambar 1.2)
Gambar 1.12. Tuas pengatur kecepatan dan pengubah arah putaran transportir
7) Penjepit/Pemegang Pahat (Tools Post)
Penjepit/pemegang pahat (Tools Post) digunakan untuk menjepit atau
memegang pahat. Bentuknya atau modelnya secara garis besar ada dua macam
yaitu, pemegang pahat standar dan pemegang dapat dosetel (justable tool poss).
Pemegang pahat standar
Pengertian rumah pahat standar adalah, didalam mengatur ketinggian pahat
bubut harus dengan memberi ganjal sampai dengan ketinggiannya tercapai
dan pengencangan pahat bubut dilakukan dengan dengan cara yang standar,
yaitu dengan mengencangkan baut-baut yang terdapat pada pemegang
pahat.
Pemegang pahat standar, bila dilihat dari dudukannya terdapat dua jenis
yaitu, dudukan pahat satu dan empat (Gambar 1.13). Pemegang pahat
dengan dudukan satu, hanya dapat digunakan untuk mengikat/menjepit
pahat bubut sebanyak satu buah, sedangkan pemegang pahat dengan
dudukan empat dapat digunakan untuk mengikat/menjepit pahat sebanyak

16
empat buah sekaligus, sehingga bila dalam proses pembubutan
membutuhkan beberapa bentuk pahat bubut akan lebih praktis prosesnya
bila dibandingkan menggunakan pemegang pahat dudukan satu.
Gambar 1.13. Penjepit pahat standar
Pemegang Pahat Dapat disetel (Justable Tooll Post)
Pengertian rumah pahat dapat disetel adalah, didalam mengatur ketinggian
pahat bubut dapat disetel ketinggiannya tanpa harus memberI ganjal, karena
pada bodi pemegang pahat sudah terdapat dudukan rumah pahat yang
desain konstruksinya disertai kelengkapan mekanik yang dengan mudah
dapat menyetel, mengencangkan dan mengatur ketinggian pahat bubut.
Jenis pemegang pahat dapat disetel ini bila dilihat dari konstruksi dudukan
rumah pahatnya terdapat dua jenis yaitu, pemegang pahat dapat disetel
dengan dudukan rumah pahat satu buah (Gambar 1. 14) dan pemegang
pahat dapat disetel dengan dudukan rumah lebih dari satu/ multi (Gambar
1.15).
Gambar 1. 14. Pemegang pahat dapat disetel
dengan dudukan rumah pahat satu buah

17
Gambar 1. 15. Beberapa jenis pemegang pahat dapat disetel
dengan dudukan rumah pahat lebih dari satu
Untuk jenis pemegang pahat dapat disetel dengan dudukan rumah pahat satu
buah, karena hanya terdapat dudukan rumah pahat satu buah apabila ingin
mengganti jenis pahat yang lain harus melepas terlebih dahulu rumah pahat
yang sudah terpasang sebelumya. Sedangkan untuk jenis pemegang pahat
dapat disetel dengan dudukan rumah pahat lebih dari satu (multi), pada
rumah pahatnya dapat dipasang dua buah atau lebih rumah pahat, sehingga
apabila dalam proses pembubutan memerlukan beberapa jenis pahat bubut
akan lebih mudah dan praktis dalam menggunakannya, karena tidak harus
melepas/membongkar pasang rumah pahat yang sudah terpasang
sebelumnya.
b. Pelengkapan Mesin Bubut Standar
Pada mesin bubut standar terdapat beberapa alat perlengkapan mesin diantaranya:
alat pencekam/pengikat, alat pembawa, alat penahan/penyangga dan alat bantu
pengeboran.
1) Alat Pencekam/Pengikat Benda Kerja
Alat pecekam benda kerja pada mesin bubut standar terdapat beberapa buah
diantaranya:

18
Cekam (Chuck)
Cekam adalah salahsatu alat perlengkapan mesin bubut yang fungsinya
untuk menjepit/mengikat benda kerja pada proses pembubutan. Jenis alat ini
apabila dilihat dari gerakan rahangnya dapat dibagi menjadi dua jenis
yaitu, cekam sepusat (self centering chuck) dan cekam tidak sepusat
(independent chuck).
Pengertian cekam sepusat adalah, apabila salahsatu rahang digerakkan maka
keseluruhan rahang yang terdapat pada cekam akan bergerak bersama-sama
menuju atau menjaui pusat sumbu. Maka dari itu, cekam jenis ini sebaiknya
hanya digunakan untuk mencekam benda kerja yang benar-benar sudah
silindris. Cekam jenis ini rahangnya ada yang berjumlah tiga (3 jaw chuck)
, empat (4 jaw chuck) dan enam (6 jaw chuck) seperti yang terlihat pada
(Gambar 1.16).
Gambar 1.16. Cekam rahang tiga, empat dan
enam sepusat (self centering chuck)
Sedangkan pengertian cekam tidak sepusat adalah, masing-masing rahang
dapat digerakkan menuju/ menjaui pusat dan rahang lainnya tidak
mengikuti. Maka jenis cekam ini digunakan untuk mencekam benda-benda
yang tidak silindris atau tidak beraturan, karena lebih mudah disetel
kesentrisannya dan juga dapat digunakan untuk mencekam benda kerja yang
akan dibubut eksentrik atau sumbu senternya tidak sepusat. Jenis cekam ini
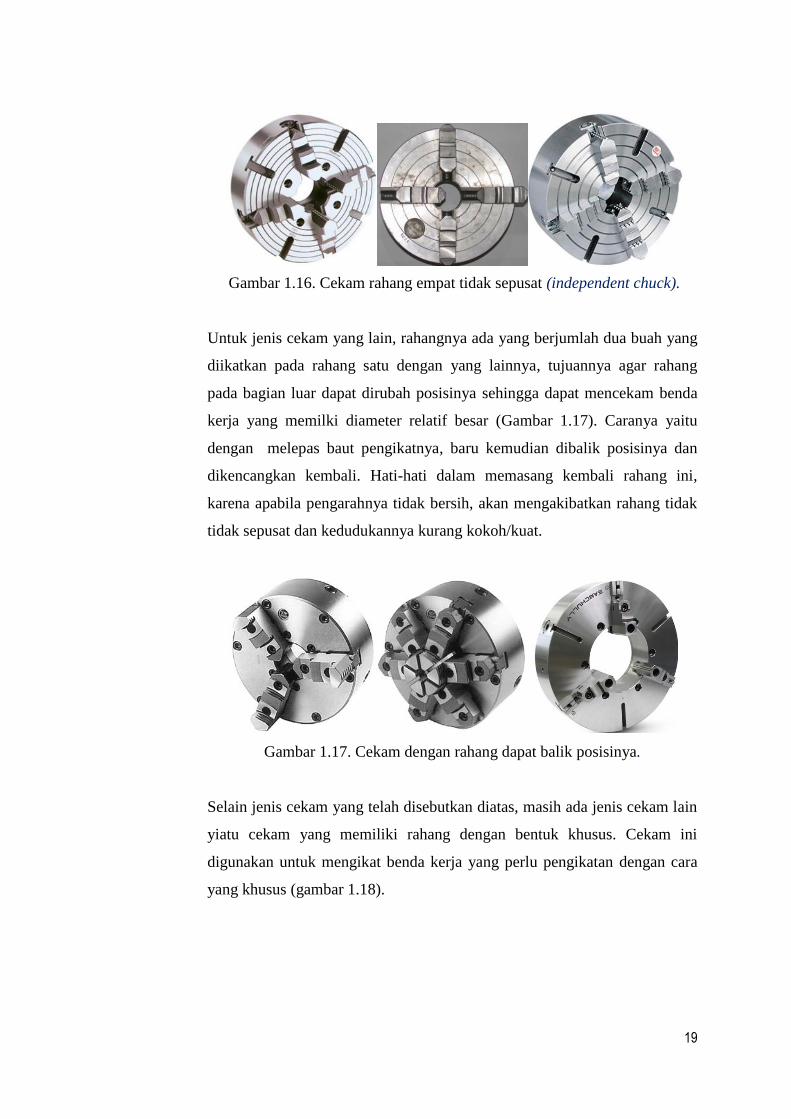
pada umunya memilki rahang empat (Gambar 1.17).
19
Gambar 1.16. Cekam rahang empat tidak sepusat (independent chuck).
Untuk jenis cekam yang lain, rahangnya ada yang berjumlah dua buah yang
diikatkan pada rahang satu dengan yang lainnya, tujuannya agar rahang
pada bagian luar dapat dirubah posisinya sehingga dapat mencekam benda
kerja yang memilki diameter relatif besar (Gambar 1.17). Caranya yaitu
dengan melepas baut pengikatnya, baru kemudian dibalik posisinya dan
dikencangkan kembali. Hati-hati dalam memasang kembali rahang ini,
karena apabila pengarahnya tidak bersih, akan mengakibatkan rahang tidak
tidak sepusat dan kedudukannya kurang kokoh/kuat.
Gambar 1.17. Cekam dengan rahang dapat balik posisinya.
Selain jenis cekam yang telah disebutkan diatas, masih ada jenis cekam lain
yiatu cekam yang memiliki rahang dengan bentuk khusus. Cekam ini
digunakan untuk mengikat benda kerja yang perlu pengikatan dengan cara
yang khusus (gambar 1.18).

20
Gambar 1.18. Cekam dengan rahang Untuk pekerjaan khusus
Cekam pada saat digunakan harus dipasang pada spindel mesin. Cara
pemasangannya tergantung dari bentuk dudukan/pengarah pada spindel
mesin dan cekam. Keduanya harus memilki bentuk yang sama, sehingga
bila dipasangkan akan stabil dan presisi kedudukannya. Bentuk
dudukan/pengarah pada spindel pada umumnya ada dua jenis yaitu,
berbentuk ulir dan tirus (Gambar 1.19). Cekam terpasang pada spindel
mesin dapat dilihat pada (Gambar 1.20).
Gambar 1.19. Bentuk dudukan/pengarah pada spindel mesin bubut
Gambar 1.20. Cekam terpasang pada spindel mesin

21
Cekam Kolet (Collet Chuck)
Cekam kolet adalah salahsatu kelengkapan mesin bubut yang berfungsi
untuk menjepit/mencekam benda kerja yang memilki permukaan relatif
halus dan berukuran kecil. Pada mesin bubut standar, alat ini terdapat tiga
bagian yaitu: kolet (collet), dudukan/rumah kolet (collet adapter) dan
batang penarik (drawbar) terlihat pada (Gambar 1.21). Bentuk lubang
pencekam pada kolet ada tiga macam diantaranya, bulat, segi empat dan
segi enam (Gambar 1.22).
Gambar 1.21. Cekam kolet dengan batang penarik
Gambar 1.22. Macam-macam bentuk kolet
Pemasangan kolet dengan batang penarik pada spindel mesin bubut harus
dillakukan secara bertahap yaitu, pertama: pasang dudukan/rumah kolet

22
pada spindel mesin (kedua alat harus dalam keadaan bersih), kedua: pasang
kolet pada dudukan/rumah kolet (kedua alat dalam keadaan bersih), ketiga:
pasang batang penarik pada sipindel dari posisi belakang, selanjutnya
kencangkan secara perlahan dengan memutar rodanya kearah kanan atau
searah jarum sampai kolet pada posisi siap digunakan untuk
menjepit/mengikat benda kerja (kekencangannya hanya sekedar mengikat
kolet) - (Gambar 1.23). Bila kolet akan digunakan, caranya setelah benda
kerja dimasukkan pada lubang kolet selanjutnya kencangkan hingga benda
kerja terikat dengan baik (Gambar1,24)
Gambar 1.23. Pemasangan kolet pada spindel mesin bubut
Gambar 1.24. Pemasangan benda kerja pada kolet

23
2) Alat Pembawa
Yang termasuk alat pembawa pada mesin bubut adalah, pelat pembawa dan
pembawa (lathe doc).
Pelat Pembawa
Jenis pelat pembawa ada dua yaitu, pelat pembawa permukaan bertangkai
(driving plate) dan pelat pembawa permukaan rata (face plate) – (gambar
1.25). Konstruksi pelat pembawa berbentuk bulat dan pipih, berfungsi untuk
memutar pembawa (lathe-dog) sehingga benda kerja yang terikat akan ikut
berputar bersama spindel mesin (Gambar 1.26).
Gambar 1.25. Pelat pembawa permukaan bertangkai
dan Pelat pembawa rata
Gambar 1.26. Penggunan pelat pembawa bertangkai
dan berlalur pada proses pembubutan
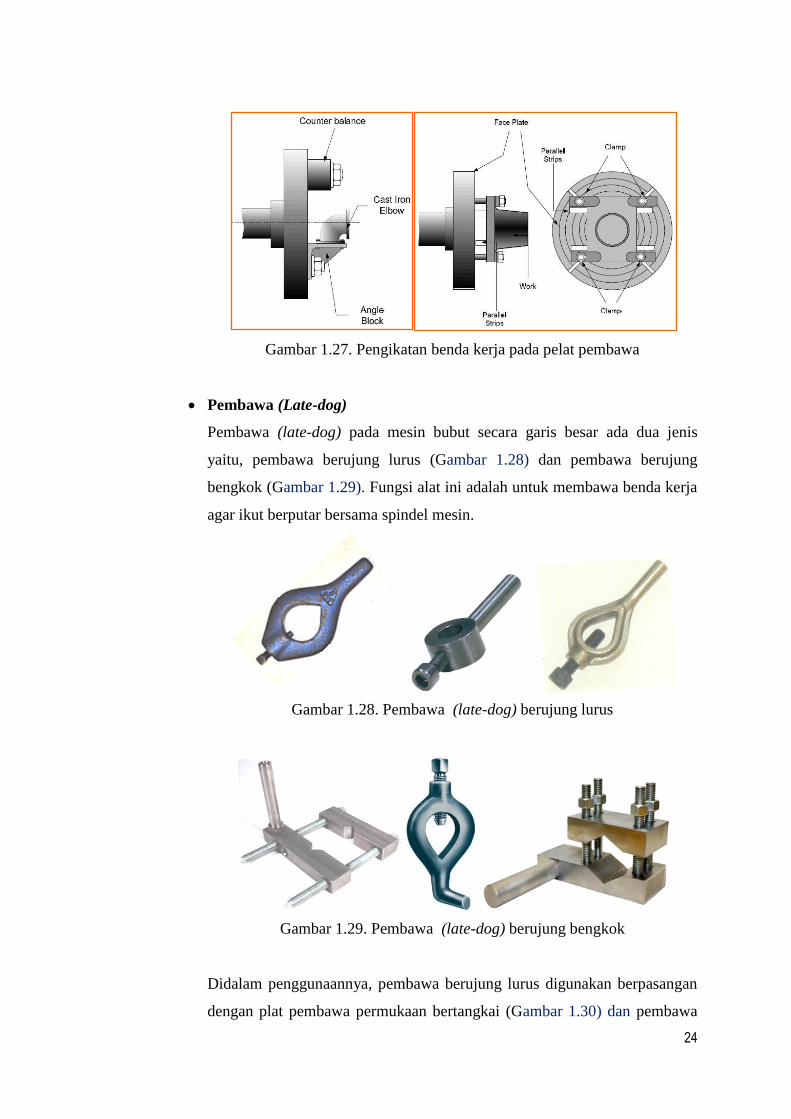
Untuk jenis pembawa permukaan rata (face plate) selain digunakan sebagai
pembawa lathe dog, alat ini juga dapat digunakan untuk mengikat benda
kerja yang memerlukan pengikatan dengan cara khsus (Gambar 1.27).
24
Gambar 1.27. Pengikatan benda kerja pada pelat pembawa
Pembawa (Late-dog)
Pembawa (late-dog) pada mesin bubut secara garis besar ada dua jenis
yaitu, pembawa berujung lurus (Gambar 1.28) dan pembawa berujung
bengkok (Gambar 1.29). Fungsi alat ini adalah untuk membawa benda kerja
agar ikut berputar bersama spindel mesin.
Gambar 1.28. Pembawa (late-dog) berujung lurus
Gambar 1.29. Pembawa (late-dog) berujung bengkok
Didalam penggunaannya, pembawa berujung lurus digunakan berpasangan
dengan plat pembawa permukaan bertangkai (Gambar 1.30) dan pembawa

25
berujung bengkok digunakan berpasangan dengan plat pembawa beralur
atau cekam mesin (Gambar 1.31). Caranya benda kerja dimasukkan
kedalam lubang pembawa, kemudian diikat/dijepit dengan baut yang ada
pada pembawa tersebut, sehingga akan dapat berputar bersama-sama dengan
spindel mesin. Pembubutan dengan cara ini dilakukan apabila dikehendaki
membubut menggunakan diantara dua senter.
Gambar 1.30. Penggunaan pembawa berujung lurus
Gambar 1.30. Penggunaan pembawa berujung bengkok
3) Alat Penahan Benda Kerja
Alat penahan benda kerja pada mesin bubut standar ada dua yaitu: penyangga
dan senter (senter tetap/mati dan senter putar).
Penyangga/Penahan
Penyangga adalah salah satu alat pada mesin bubut yang digunakan untuk
menahan benda kerja yang memilki ukuran relatif panjang. Benda kerja
yang berukuran panjang, apabila dilakukan proses pembubutan bila tidak

26
dibantu penyangga, kemungkinan diameternya akan menjadi elips/oval,
tidak silindris dan tidak rata karena terjadi getaran akibat lenturan benda
kerja. Penyangga pada mesin bubut ada dua macam yaitu, penyangga tetap
(steady rest) – (Gambar 1.31), dan penyangga jalan (follower rest) –
(Gambar 1.32).
Gambar 1.31. Macam-macam bentuk penyangga tetap
Gambar 1.32. Macam-macam bentuk penyangga tetap
Penggunaan penyangga tetap, dipasang atau diikat pada alas/meja mesin,
sehingga kedudukannya dalam keadaan tetap tidak mengikuti gerakan
eretan (Gambar 1.33). Untuk penyangga jalan, pemasangannya diikatkan
pada eretan memanjang sehingga pada saat eretannya digerakkan maka
penyangga jalan mengikuti gerakan eretan tersebut (Gambar 1.34).

27
Gambar 1.33. Penggunaan penyangga tetap
Gambar 1.34. Penggunaan penyangga jalan
Senter
Senter (Gambar 1.35) terbuat dari baja yang dikeraskan dan digunakan
untuk mendukung benda kerja yang akan dibubut. Ada dua jenis senter yaitu
senter tetap/mati (senter yang posisi ujung senternya diam tidak berputar
pada saat digunakan) dan senter putar (senter yang posisi ujung senternya
selalu berputar pada saat digunakan.
Kedua jenis senter ini ujung pada bagian tirusnya memiliki sudut 60, dan
bila digunakan pemasangannya pada ujung kepala lepas (Gambar 1.35).
Gambar 1.34. Senter tetap dan senter putar

28
Gambar 1.35. Pemasangan senter tetap dan senter putar pada kepala lepas
Mengingat senter tetap pada saat digunakan tidak ikut berputar (akan selalu
terjadi gesekan pada ujung senternya), maka untuk menjaga agar tidak cepat
aus harus sering diberi pelumas (oli/stempet/grease).
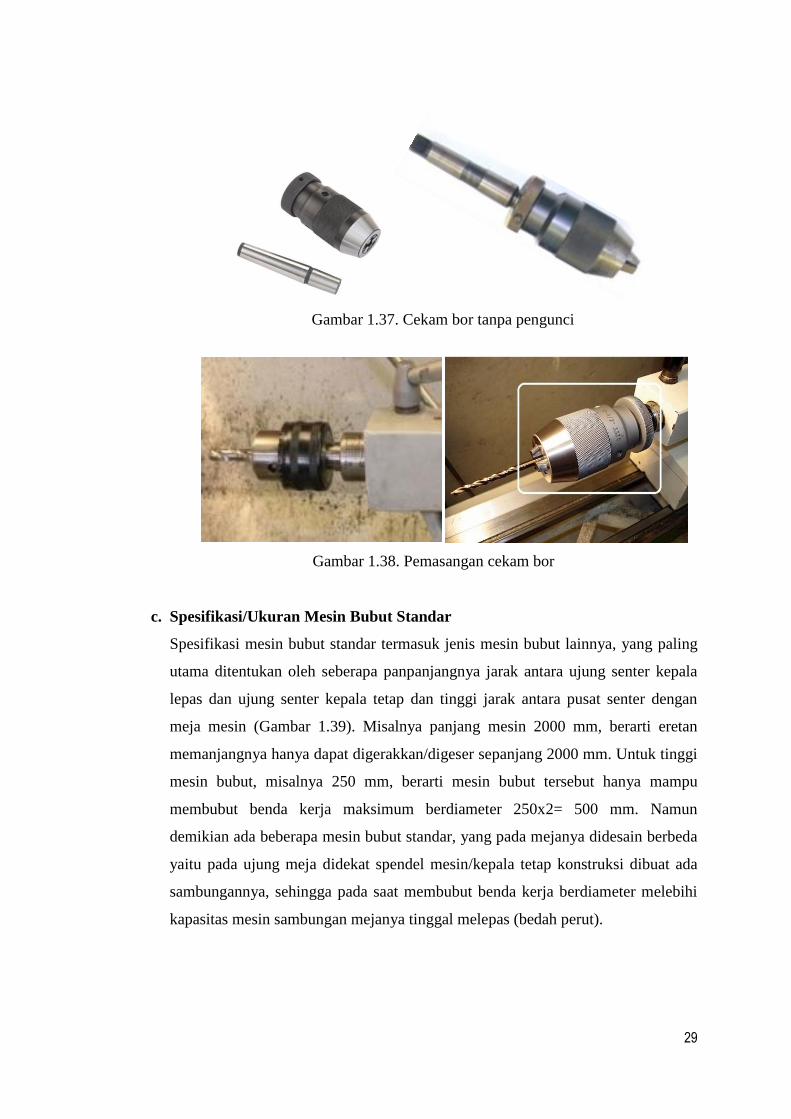
4) Alat Bantu Pengeboran
Yang dimaksud alat bantu pengeboran adalah alat yang digunakan untuk
mengikat alat potong bor termasuk rimer, konterbor, dan kontersing pada
proses pembubutan. Bila dilihat dari system penguncian/pecekamannya, alat
tersebut ada dua jenis yaitu, cekam bor dengan kunci (Gambar 1.36) dan cekam
bor tanpa pengunci (keyless chuck drill) - (Gambar 1.37).
Cara menggunakan cekam bor dengan kunci adalah, untuk mengencangkan
mulut rahangnya harus dibantu dengan alat bantu yaitu kunci cekam bor.
Sedangkan untuk cekam bor tanpa kunci caranya menggunakannya adalah,
untuk mengencangkan mulut rahangnya tidak menggunakan alat bantu kunci
cekam bor, cukup hanya memutar rumah rahangnya dengan tangan.
Penggunaan kedua alat ini pada mesin bubut, harus dipasang pada kepala lepas
(Gambar 1.38).
Gambar 1.36. Cekam bor dengan pengunci
29
Gambar 1.37. Cekam bor tanpa pengunci
Gambar 1.38. Pemasangan cekam bor
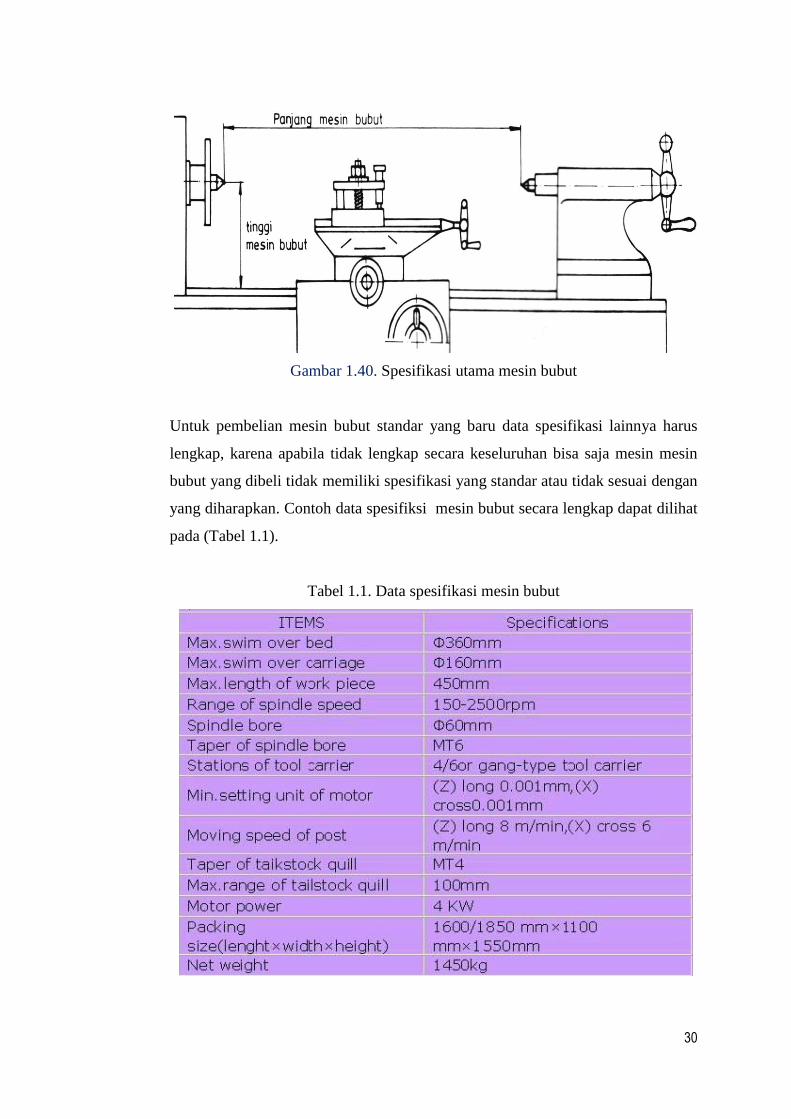
c. Spesifikasi/Ukuran Mesin Bubut Standar
Spesifikasi mesin bubut standar termasuk jenis mesin bubut lainnya, yang paling
utama ditentukan oleh seberapa panpanjangnya jarak antara ujung senter kepala
lepas dan ujung senter kepala tetap dan tinggi jarak antara pusat senter dengan
meja mesin (Gambar 1.39). Misalnya panjang mesin 2000 mm, berarti eretan
memanjangnya hanya dapat digerakkan/digeser sepanjang 2000 mm. Untuk tinggi
mesin bubut, misalnya 250 mm, berarti mesin bubut tersebut hanya mampu
membubut benda kerja maksimum berdiameter 250x2= 500 mm. Namun
demikian ada beberapa mesin bubut standar, yang pada mejanya didesain berbeda
yaitu pada ujung meja didekat spendel mesin/kepala tetap konstruksi dibuat ada
sambungannya, sehingga pada saat membubut benda kerja berdiameter melebihi
kapasitas mesin sambungan mejanya tinggal melepas (bedah perut).
30
Gambar 1.40. Spesifikasi utama mesin bubut
Untuk pembelian mesin bubut standar yang baru data spesifikasi lainnya harus
lengkap, karena apabila tidak lengkap secara keseluruhan bisa saja mesin mesin
bubut yang dibeli tidak memiliki spesifikasi yang standar atau tidak sesuai dengan
yang diharapkan. Contoh data spesifiksi mesin bubut secara lengkap dapat dilihat
pada (Tabel 1.1).
Tabel 1.1. Data spesifikasi mesin bubut

31
3. Rangkuman
Fungsi Mesin Bubut Standar:
Mesin bubut standar berfungsi untuk membuat/memproduksi benda-benda
berpenampang silindris, diantaranya dapat membubut poros lurus, menchamper,
mengalur, mengulir, mengebor, memperbesar lubang, mereamer, mengkartel,
memotong dll.
Bagian Utama Mesin Bubut Standar:
Bagian utama mesin bubut bubut diantaranya: Kepala tetap, kepala lepas,
alas/meja mesin, eretan transportir, sumbu utama, tuas, pelat tabel, dan penjepit
pahat.
Kepala tetap, berfungsi sebagai dudukan beberapa perlengkapan mesin bubut
diantaranya: cekam (chuck), kollet, senter tetap, atau pelat pembawa rata (face
plate) dan pelat pembawa berekor (driving plate)
Kepala lepas, digunakan sebagai dudukan senter putar (rotary centre), senter
tetap, cekam bor (chuck drill) dan mata bor bertangkai tirus yang
pemasanganya dimasukkan pada lubang tirus (sleeve) kepala lepas.
Alas/meja mesin, digunakan sebagai tempat kedudukan kepala lepas, eretan,
penyangga diam (steady rest) dan merupakan tumpuan gaya pemakanan pada
waktu pembubutan.
Eretan (carriage), terdiri dari tiga bagian/elemen diantaranya, eretan
memanjang, eretan melintang dan eretan atas.
- Eretan memanjang (longitudinal carriage), berfungsi untuk melakukan
gerakan pemakanan arah memanjang mendekati atau menajaui spindle
mesin, secara manual atau otomatis sepanjang meja/alas mesin dan
sekaligus sebagai dudukan eretan melintang.
- Eretan melintang (cross carriage), befungsi untuk melakukan gerakan
pemakanan arah melintang mendekati atau menjaui sumbu senter, secara
manual/otomatis dan sekaligus sebagai dudukan eretan atas.
- Eretan atas (top carriage), berfungsi untuk melakukan pemakanan secara
manual kearah sudut yang dikehendaki sesuai penyetelannya.
Poros Transportir dan Poros Pembawa
- Poros transportir adalah sebuah poros berulir berbentuk segi empat atau
trapesium dengan jenis ulir whitehworth (inchi) atau metrik (mm),

32
berfungsi untuk membawa eretan pada waktu pembubutan secara otomatis,
misalnya pembubutan arah memanjang/melintang dan ulir.
- Poros pembawa adalah poros yang selalu berputar untuk membawa atau
mendukung jalannya eretan dalam proses pemakanan secara otomatis.
Tuas/Handel terdiri pada mesin bubut standar terdiri dari beberapa daintaranya,
tuas pengatur putaran mesin, kecepatan pemakanan dan pembalik arah putaran.
Penjepit/pemegang pahat (Tools Post) digunakan untuk menjepit atau
memegang pahat.
Perlengkapan Mesin Bubut Standar:
Perlengkapan mesin bubut diantaranya, Alat pecekam benda kerja, alat pembawa ,
alat penyangga/penahan dan alat bantu pengeboran.
Alat pecekam benda kerja
Alat pecekam benda kerjaterdiri dari cekam (chuck) dan cekam kolet (collet
chuck).
- Cekam adalah salahsatu alat perlengkapan mesin bubut yang
penggunaannya dipasang pada spindle utama mesin, digunakan untuk
menjepit/mengikat benda kerja pada proses pembubutan.
- Cekam kolet adalah salahsatu kelengkapan mesin bubut yang berfungsi
untuk menjepit/mencekam benda kerja yang memilki permukaan relatif
halus dan berukuran kecil.
Alat pembawa
Yang termasuk alat pembawa pada mesin bubut adalah, pelat pembawa dan
pembawa (lathe doc). Jenis pelat pembawa ada dua yaitu, pelat pembawa
permukaan bertangkai (driving plate) dan pelat pembawa permukaan rata (face
plate). Konstruksi pelat pembawa berbentuk bulat dan pipih, berfungsi untuk
memutar pembawa (lathe-dog) sehingga benda kerja yang terikat akan ikut
berputar bersama spindel mesin.
Alat penyangga/penahan
Alat penahan benda kerja pada mesin bubut standar ada dua yaitu: penyangga
dan senter (senter tetap/mati dan senter putar).
- Penyangga adalah salah satu alat pada mesin bubut yang digunakan untuk
menahan benda kerja yang memilki ukuran relatif panjang. Alat ini ada dua
jenis yaitu, penyangga tetap (steady rest) dan penyangga jalan (follow rest).

33
Penggunaan penyangga tetap, dipasang atau diikat pada alas/meja mesin,
sehingga kedudukannya dalam keadaan tetap tidak mengikuti gerakan
eretan. Untuk penyangga jalan, pemasangannya diikatkan pada eretan
memanjang sehingga pada saat eretannya digerakkan maka penyangga jalan
mengikuti gerakan eretan tersebut.
- Senter digunakan untuk mendukung benda kerja yang akan dibubut. Ada
dua jenis senter yaitu senter tetap/mati (senter yang posisi ujung senternya
diam tidak berputar pada saat digunakan) dan senter putar (senter yang
posisi ujung senternya selalu berputar pada saat digunakan
Alat bantu pengeboran
Yang dimaksud alat bantu pengeboran adalah alat yang digunakan untuk
mengikat alat potong bor termasuk rimer, konterbor, dan kontersing pada
proses pembubutan. Ada dua jenis yaitu, cekam bor dengan kunci dan cekam
bor tanpa pengunci (keyless chuck drill).
Spesifikasi mesin bubut standar
Dimensi mesin bubut ditentukan oleh panjang jarak antara ujung senter kepala
lepas dengan senter kepala tetap dan tinggi antara meja mesin dengan senter
tetap.
4. Tugas
Tugas Pertama:
Amati proses pembubutan sebagaimana gambar dibawah. Selanjutnya jelaskan
apa saja yang dapat dilakukan proses pembubutan apa saja yang dapat dilkukan
pada mesin bubut standar.

34
Tugas Kedua:
Amati gambar bagian-bagian mesin yang terdapat pada tabel dibawah, selanjutnya
sebutkan nama dan jelaskan fungsi atau kegunaannya.
No
Gambar Bagian-
bagian Mesin
Bubut Standar
Nama Bagian Fungsi
1.
2.
3.
4.
5.
6.
7.
35
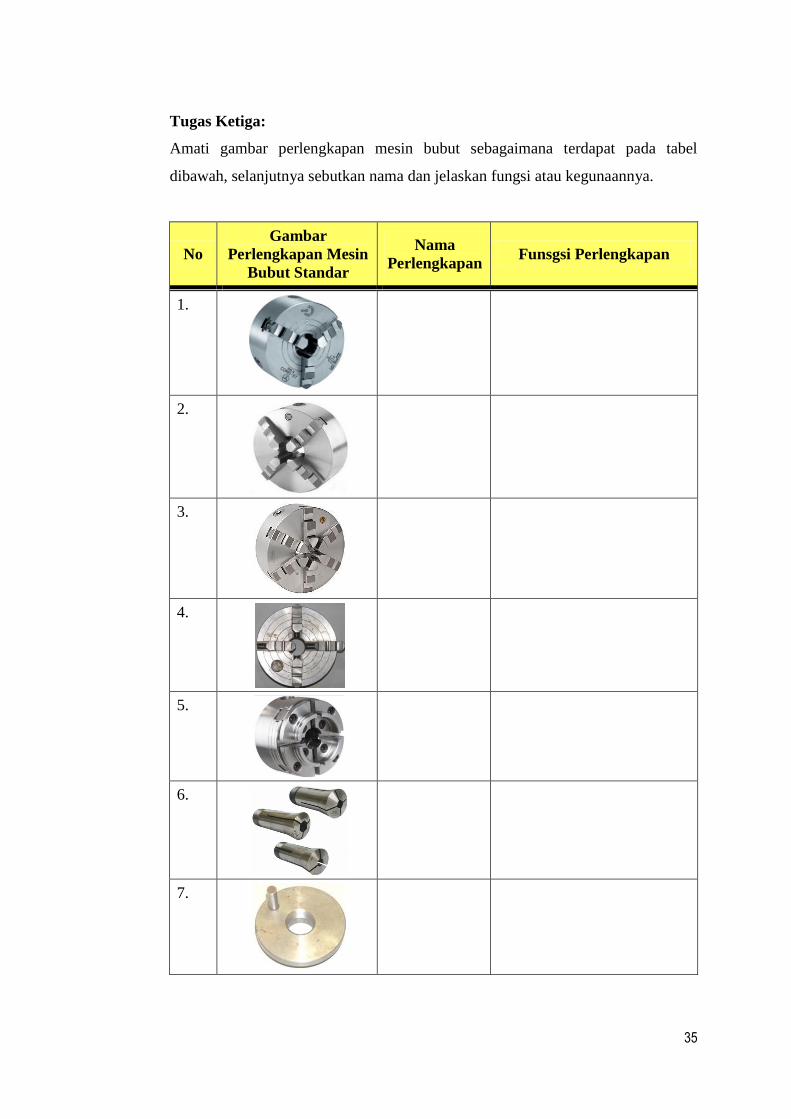
Tugas Ketiga:
Amati gambar perlengkapan mesin bubut sebagaimana terdapat pada tabel
dibawah, selanjutnya sebutkan nama dan jelaskan fungsi atau kegunaannya.
No
Gambar
Perlengkapan Mesin
Bubut Standar
Nama
Perlengkapan Funsgsi Perlengkapan
1.
2.
3.
4.
5.
6.
7.

36
8.
9.
10.
11.
12.
13.
14.
15.
16.

37
Tugas Keempat
Amati mesin bubut berikut spesifikasinya pada gambar dibawah. Selanjutnya
jelaskan dengan singkat spesifikasi utama pada mesin bubut standar.
5. Test Formatif
Pilihan Ganda:
Jawablah soal dibawah ini dengan memilih salah satu jawaban yang dianggap
paling benar dengan memberi tanda (X).
1. Fungsi utama mesin bubut standar adalah untuk…
a. Membelah
b. Mengalur
c. Menyetik
d. Menggerinda
2. Yang bukan fungsi utama mesin bubut standar adalah …
a. Menchamper
b. Memfacing
c. Mengulir
d. Membentuk
3. Yang bukan termasuk bagian utama mesin bubut adalah….
a. Kepala lepas
b. Kepala tetap
c. Senter tetap
d. Eretan

38
4. Bagian utama mesin bubut yang berfungsi sebagai dudukan rumah pahat
adalah….
a. Eretan atas
b. Eretan melintang
c. Eretan memanjang
d. Eretan
5. Yang bukan termasuk perlengkapan mesin bubut adalah….
a. Pelat pembawa
b. Kolet
c. Eretan memanjang
d. Cekam
6. Perlengkapan mesin bubut yang berfungsi sebagai pengikat benda kerja yang
berukuran relatif kecil dan permukaannya halus adalah….
a. Pelat pembawa
b. Kolet
c. Eretan penyangga
d. Cekam
7. Follow rest pada mesin bubut berfungsi sebagai …
a. Penahan benda kerja yang dipasang diam pada meja
b. Penahan benda kerja yang bergerak mengikuti eretan melintang
c. Penahan benda kerja yang dipasang pada ujung benda kerja
d. Penahan benda kerja yang bergerak mengikuti eretan memanjang
8. Steady rest pada mesin bubut berfungsi sebagai …
a. Penahan benda kerja yang bergerak mengikuti eretan melintang
b. Penahan benda kerja yang dipasang pada ujung benda kerja
c. Penahan benda kerja yang dipasang diam pada meja
d. Penahan benda kerja yang bergerak mengikuti eretan memanjang
9. Keuntungan/kelebihan pencekaman benda kerja dengan independent chuck dari
pada self centering chuck adalah....
a. Dapat distel kesentrisannya
b. Dapat dipasang lebih mudah
c. Lebih presisi/baik hasilnya
d. Lebih mudah penyayatannya

39
10. Yang menjadi acuan dalam menentukan dimensi mesin bubut …
a. Panjang jarak antara ujung pusat senter kepala lepas dengan ujung pusat
senter kepala tetap dan tinggi jarak antara pusat senter dengan eretan
memanjang
b. Panjang jarak antara ujung pusat senter kepala lepas dengan ujung pusat
senter kepala tetap dan tinggi jarak antara pusat senter dengan eretan
lintang
c. Panjang jarak antara ujung pusat senter kepala lepas dan ujung pusat senter
kepala tetap dan tinggi jarak antara pusat senter kepala tetap dengan bodi
mesin
d. Panjang jarak antara ujung pusat senter kepala lepas dengan ujung pusat
senter kepala tetap dan tinggi jarak antara pusat senter dengan meja mesin

40
C. Kegiatan Belajar 2– Alat Potong Pada Mesin Bubut
1. Tujuan Pembelajaran
Setelah mempelajari materi ini, dengan melalui mengamati, menanya,
pengumpulan data, mengasosiasi dan mengkomunikasikan, peserta didik dapat:
a. Mendifinisikan alat potong
b. Mengidentifikasi bahan/ materialalat potong
c. Menjelaskan proses pembuatan alat potong
d. Mengidentifikasi sifat bahan/ materialalat potong
e. Memilih bahan/ materialalat potong
f. Mengidentifikasi macam-macam alat potong pada mesin bubut
g. Mengidentifikasi macam-macam pahat bubut
h. Menjelaskan geometris pahat bubut
i. Mengetahui perubahan geometeri pahat bubut
j. Mengidentifikasi macam-macam kerusakan pahat bubut
k. Menentukan alat potong sesuai tuntutan pekerjaan
3. Uraian Materi
Sebelum mempelajari materi alat potong pada mesin bubut, lakukan kegiatan sebagai
berikut:
Pengamatan:
Silahkan mengamati beberapa benda kerja/ komponen hasil pembubutan yang
terdapat pada (Gambar 2.1) atau objek lain sejenis disekitar anda. Selanjutnya
sebutkan dan jelaskan, alat potong apa saja yang digunakan untuk membentuk/
memproses komponen tersebut pada mesin bubut.
Gambar 2.1. Benda kerja/ komponen hasil pembubutan
41
Menanya:
Apabila anda mengalami kesulitan dalam menyebutkan nama dan fungsi alat potong
yang digunakan untuk membentuk/ memproses komponen-komponen tersebut,
bertanyalah/ berdiskusi/ berkomentar kepada sasama teman atau guru yang sedang
membimbing anda.
Mengekplorasi:
Kumpulkan data secara individu atau kelompok, terkait nama dan fungsi alat potong
yang digunakan untuk membentuk/ memproses komponen-komponen tersebut
melalui: benda konkrit, dokumen, buku sumber, atau hasil eksperimen.
Mengasosiasi:
Selanjutnya katagorikan/ kelompokkan masing-masing alat potong tersebut
berdasarkan fungsi dan jenisnya. Apabila anda sudah melakukan pengelompokan,
selanjutnya jelaskan bagaimana cara penggunaannya.
Mengkomunikasikan:
Presentasikan hasil pengumpulan data-data anda, terkait dengan alat potong yang
digunakan untuk membentuk/ memproses komponen-komponen tersebut pada mesin
bubut, dan selanjutnya buat laporannya.
ALAT POTONG PADA MESIN BUBUT
Pada kegiatan produksi di industri manufaktur yang menggunakan fasilitas mesin
perkakas, alat potong merupakan salahsatu jenis alat yangmutlak diperlukan untuk
melakukan proses produksinya. Berbagi macam dan bentuk alat potong yang
digunakan sesuai dengan hasil produkyang diinginkan.
Alat potong berfungsi untuk menyayat/ memotong benda kerja sesuai dengan
tuntutan bentuk dan ukuran pada gambar kerja. Pada proses pembubutan ada
beberapa jenis alat potong yang digunakan diantaranya: senter bor/centre drill, mata
bor/drill, konter bor, reamer, konter sing, pahat bubut dll.
Hasil produk pada proses pemesinan bubut sangat dipengaruhi oleh kondisi dan
geometris alat potong yang digunakan, yang proses penyayatnya/pemotongan dapat

42
dapat dilkukan dengan cara gerak memanjang, melintang atau menyudut tergantung
pada hasil bubutan yang diinginkan
a. Macam Alat Potong Pada Mesin Bubut
Selain pahat bubut, terdapat bebeberapa macam alat potong yang digunakan pada
mesin bubut diantaranya:
1) Bor Senter (Centre drill)
Bor senter adalah salah satu alat potong pada mesin bubut yang berfungsi
untuk membuat lubang senter pada ujung permukaan benda kerja. Jenis bor
senter ada tiga yaitu: bor senter standar (standar centre driil), bor senter dua
mata sayat (safety type centre drill) dan bor senter mata sayat radius (radius
form centre drill).
a) Bor senter standar (Standard centre drill):
Bor senter standar memiliki sudut mata sayat pengarah sebesar 60º,
sehingga hasil lubang senter yang dibuat memilki sudut yang sama dengan
sudut mata sayatnya. Bor senter jenis ini memiliki dua ukuran, yaitu bor
senter standar panjang normal (Gambar 2.2) dan bor senter ekstra
pendek/panjang (Gambar 2.3).
Gambar 2.2. Bor senter standar panjang normal

43
Gambar 2.3. Bor senter standar ekstra pendek dan panjang
b) Bor senter mata sayat bertingkat
Bor senter mata sayat (Gambar 2.5), fungsinya sama dengan senter bor
standar yaitu untuk membuat lubang senter bor yang memilki sudut
pengarah senter 60º. Perbedaannya adalah apabila pada saat membuat
lubang senter bor diperlukan hasil lubang senternya bertingkat setelah
bidang tirusnya, maka dapat digunakan senter bor jenis ini.
Gambar 2.5. Bor Senter dua mata sayat pengaman
(safety type centre drill)
c) Bor Senter bentuk radius/ Radius form centre drill
Bor senter bor bentuk radius (Radius form centre drill) – (Gambar 2.6),
memilki mata sayat berbentuk radius. Sehingga sehingga hasil lubang senter
yang dibuat memilki profil yang sama dengan sudut mata sayatnya yaitu
berbentuk radius. Kelebihan lubang senter bor bentuk radius ini adalah,
apabila membubut diantara dua senter yang diperlukan pergeseran kepala
lepas realtif besar, bidang lubang senter maupun senter tetap/ senter putar
lebih aman karena bidang singgung pada lubang senter relatif lebih kecil
bila dibandingkan dengan lubang senter bor bentuk standar. Hasil
pembuatan lubang senter bor bentuk radius dapat dilihat pada (Gambar 2.7).
Gambar 2.6. Bor senter bentuk radius dan hasilnya
Penggunaan senter bor pada proses pembubutan harus pasang atau diikat
dengan cekam bor (drill chuck) yang dipasang pada kepala lepas.

44
Pemasangan senter drill dan hasilnya pada proses pembubutan dapat dilihat
pada (Gambar 2.7).
Gambar 2.7. Pemasangan senter bor
pada mesin bubut dan hasilnya
Untuk megetahui standar ukuran diameter bodi dan diameter ujung bor
senter dalam satuan mmdapat dilhat pada tabel 2.1.
Tabel 2.1. Standar ukuran diameter bodi & diameter ujung bor senter (mm)
No. Diameter Bodi /
Body Diameter (mm)
Diameter Ujung Bor Senter/
Drill Point Diameter (mm)
1. 3.15 1.0
2. 4.0 1.5
3. 5.0 2.0
4. 6.3 2.5
5. 8.0 3.15
6. 10.0 4.0
7. 12.5 5.0
8. 16.0 6.3
9. 19.0 8.0
45
Hal lain yang penting diketahui bahwa,jenis senter bor yang sering
digunakan dilingkungan industri manufatur maupun pendidikan adalah
senter bor standar dan senter bor bentuk radius.
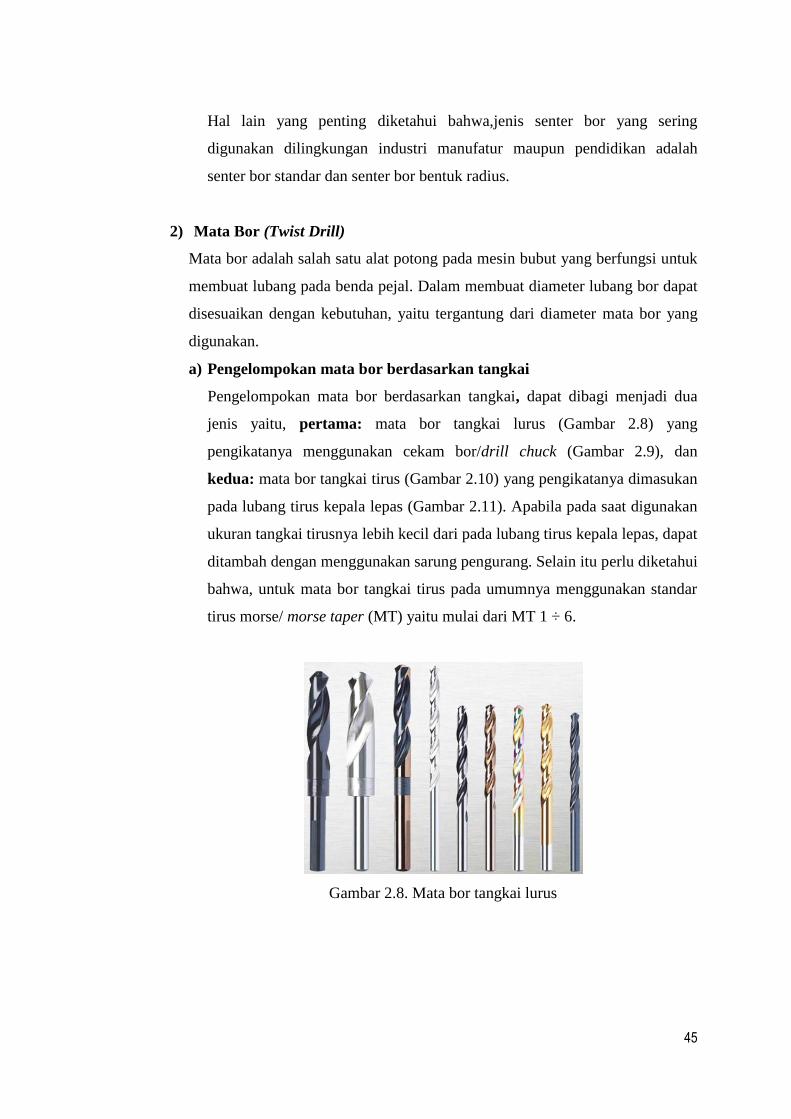
2) Mata Bor (Twist Drill)
Mata bor adalah salah satu alat potong pada mesin bubut yang berfungsi untuk
membuat lubang pada benda pejal. Dalam membuat diameter lubang bor dapat
disesuaikan dengan kebutuhan, yaitu tergantung dari diameter mata bor yang
digunakan.
a) Pengelompokan mata bor berdasarkan tangkai
Pengelompokan mata bor berdasarkan tangkai, dapat dibagi menjadi dua
jenis yaitu, pertama: mata bor tangkai lurus (Gambar 2.8) yang
pengikatanya menggunakan cekam bor/drill chuck (Gambar 2.9), dan
kedua: mata bor tangkai tirus (Gambar 2.10) yang pengikatanya dimasukan
pada lubang tirus kepala lepas (Gambar 2.11). Apabila pada saat digunakan
ukuran tangkai tirusnya lebih kecil dari pada lubang tirus kepala lepas, dapat
ditambah dengan menggunakan sarung pengurang. Selain itu perlu diketahui
bahwa, untuk mata bor tangkai tirus pada umumnya menggunakan standar
tirus morse/ morse taper (MT) yaitu mulai dari MT 1 ÷ 6.
Gambar 2.8. Mata bor tangkai lurus

46
Gambar 2.9. Pengikatan mata bor dengan cekam bor pada proses
pembubutan
Gambar 2.10. Mata bor tangkai tirus
Pada saat penggunaan mata bor tangkai tirus yang memiliki ukuran tangkai
lebih kecil dari pada lubang tirus pada kepala lepas, maka harus
menggunakan alat tambahan yang disebut sarung pengurang (drill sleeve)
(Gambar 2.11)
Gambar 2.11. Sarung pengurang bor (drill sleeve) dan
b. Pengelompokan mata bor berdasarkan spiral
Apabila dilihat spiralnya mata bor terbagi menjadi tiga yaitu, pertama:
mata bor spiral normal/ normal spiral drill (Gambar 2.12) digunakan untuk
mengebor baja lunak, kedua: mata bor spiral panjang/ slow spiral drill
(Gambar 2.13) digunakan untuk mengebor baja keras dan ketiga: mata bor
47
spiral pendek/ quick spiral drill (Gambar 2.14) digunakan untuk mengebor
baja liat.
Gambar 2.12. Mata bor spiral normal/normal spiral
Gambar 2.13. Mata borspiral panjang/slow spiral
Gambar 2.14. Mata bor spiral pendek/quick spiral
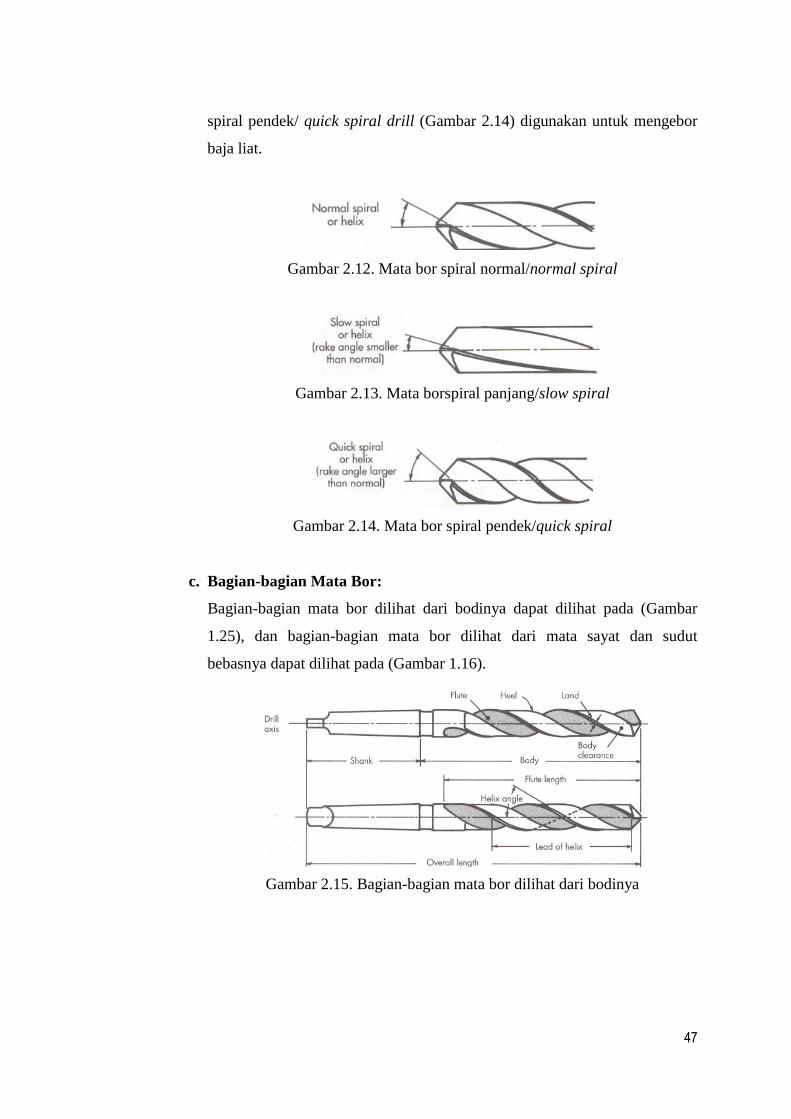
c. Bagian-bagian Mata Bor:
Bagian-bagian mata bor dilihat dari bodinya dapat dilihat pada (Gambar
1.25), dan bagian-bagian mata bor dilihat dari mata sayat dan sudut
bebasnya dapat dilihat pada (Gambar 1.16).
Gambar 2.15. Bagian-bagian mata bor dilihat dari bodinya
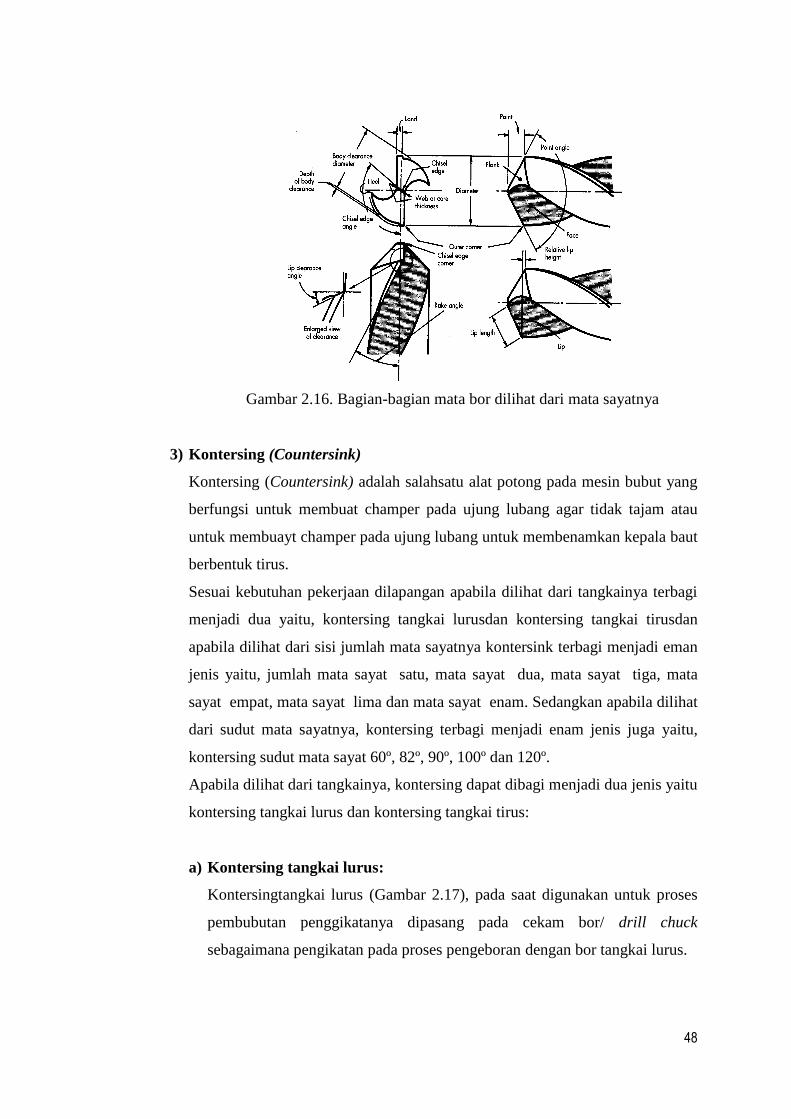
48
Gambar 2.16. Bagian-bagian mata bor dilihat dari mata sayatnya
3) Kontersing (Countersink)
Kontersing (Countersink) adalah salahsatu alat potong pada mesin bubut yang
berfungsi untuk membuat champer pada ujung lubang agar tidak tajam atau
untuk membuayt champer pada ujung lubang untuk membenamkan kepala baut
berbentuk tirus.
Sesuai kebutuhan pekerjaan dilapangan apabila dilihat dari tangkainya terbagi
menjadi dua yaitu, kontersing tangkai lurusdan kontersing tangkai tirusdan
apabila dilihat dari sisi jumlah mata sayatnya kontersink terbagi menjadi eman
jenis yaitu, jumlah mata sayat satu, mata sayat dua, mata sayat tiga, mata
sayat empat, mata sayat lima dan mata sayat enam. Sedangkan apabila dilihat
dari sudut mata sayatnya, kontersing terbagi menjadi enam jenis juga yaitu,
kontersing sudut mata sayat 60º, 82º, 90º, 100º dan 120º.
Apabila dilihat dari tangkainya, kontersing dapat dibagi menjadi dua jenis yaitu
kontersing tangkai lurus dan kontersing tangkai tirus:
a) Kontersing tangkai lurus:
Kontersingtangkai lurus (Gambar 2.17), pada saat digunakan untuk proses
pembubutan penggikatanya dipasang pada cekam bor/ drill chuck
sebagaimana pengikatan pada proses pengeboran dengan bor tangkai lurus.

49
Gambar 2.17. Kontersingtangkai lurus
b) Kontersing tangkai tirus:
Kontersingtangkai tirus (Gambar 2.18), pada saat digunakan untuk proses
pembubutan penggikatanya dipasang pada lubang sleave kepala lepas
sebagaimana pengikatan pada proses pengeboran dengan bor tangkai tirus.
Apabila tirus tangkangkainya terlalu kecil dapat ditambah dengan sarung
pengurang. Sebagaimana mata bor tangkai tirus, kontersing tangkai tirus
pada umumnya menggunakan standar tirus morse/ morse taper (MT) yaitu
mulai dari MT 1 ÷ 6.
Gambar 2.18. Kontersingtangkai lurus
Apabila dilihat dari jumlah mata sayatnya, kontersing dapat dibagi menjadi
enam jenis yaitu: kontersing mata sayat satu, kontersing mata sayat dua,
kontersing mata sayat tiga, kontersing mata sayat empat, kontersing mata
sayat lima, dan kontersing mata sayat enam.
c) Kontersing mata sayat satu:
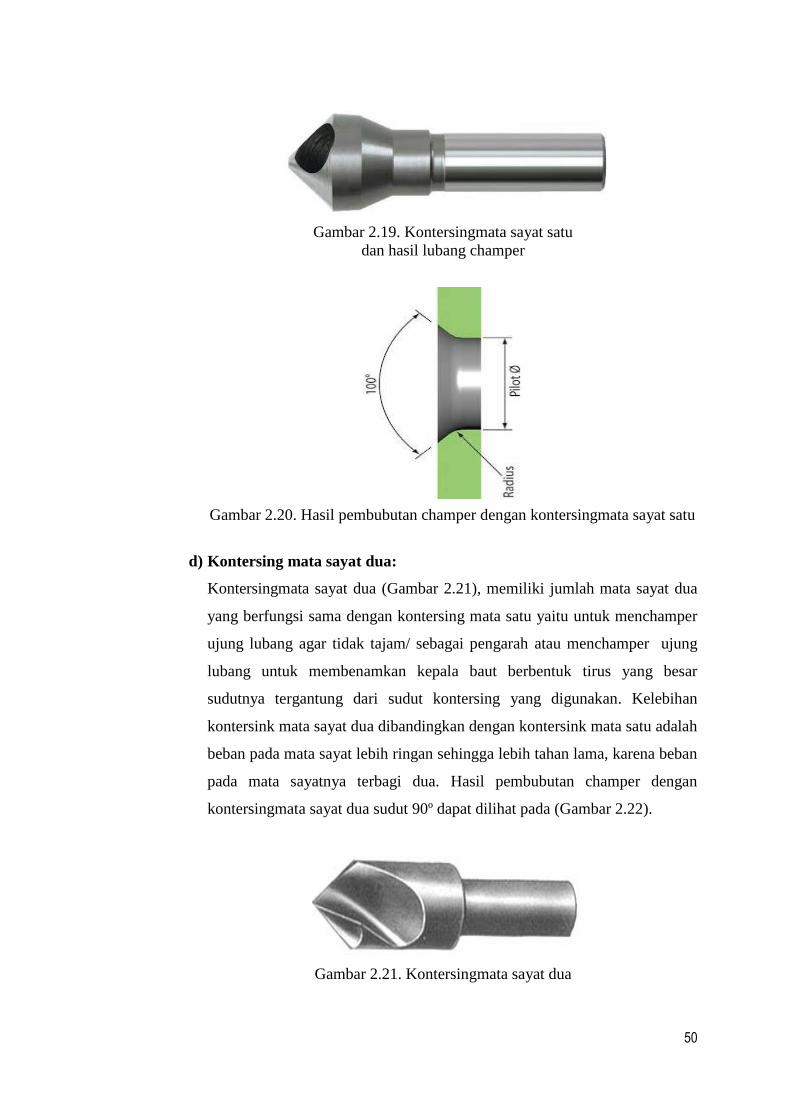
Kontersingmata sayat satu (Gambar 2.19), memiliki jumlah mata sayat satu
yang berfungsi untuk menchamper ujung lubangpada benda kerja agar tidak
tajam atau sebagai pengarah/ menchamper ujung lubang untuk
membenamkan kepala baut berbentuk tirus dan radius. Hasil pembubutan
champer dengan kontersingmata sayat satu sudut 100º dapat dilihat pada
gambar (2.20).
50
Gambar 2.19. Kontersingmata sayat satu
dan hasil lubang champer
Gambar 2.20. Hasil pembubutan champer dengan kontersingmata sayat satu
d) Kontersing mata sayat dua:
Kontersingmata sayat dua (Gambar 2.21), memiliki jumlah mata sayat dua
yang berfungsi sama dengan kontersing mata satu yaitu untuk menchamper
ujung lubang agar tidak tajam/ sebagai pengarah atau menchamper ujung
lubang untuk membenamkan kepala baut berbentuk tirus yang besar
sudutnya tergantung dari sudut kontersing yang digunakan. Kelebihan
kontersink mata sayat dua dibandingkan dengan kontersink mata satu adalah
beban pada mata sayat lebih ringan sehingga lebih tahan lama, karena beban
pada mata sayatnya terbagi dua. Hasil pembubutan champer dengan
kontersingmata sayat dua sudut 90º dapat dilihat pada (Gambar 2.22).
Gambar 2.21. Kontersingmata sayat dua

51
Gambar 2.22. Hasil pembubutan champer dengan kontersing mata sayat dua
e) Kontersing mata sayat tiga:
Kontersing mata sayat tiga (Gambar 2.23), memiliki jumlah mata sayat tiga
yang berfungsi sama dengan kontersing mata satu untuk menchamper ujung
lubang agar tidak tajam/ sebagai pengarah atau menchamper ujung lubang
untuk membenamkan kepala baut berbentuk tirus yang besar sudutnya
tergantung dari sudut kontersing yang digunakan. Kelebihan kontersink
mata sayat tiga dibandingkan dengan kontersink mata dua adalah beban
pada mata sayat lebih ringan sehingga lebih tahan lama, karena beban pada
mata sayatnya terbagi tiga.
Gambar 2.23. Kontersingmata sayat tiga
f) Kontersing mata sayat empat:
Kontersingmata sayat empat (Gambar 2.24), memiliki jumlah mata sayat
empat yang berfungsi sama dengan kontersing mata satu untuk menchamper
ujung lubang agar tidak tajam/ sebagai pengarah atau menchamper ujung
lubang untuk membenamkan kepala baut berbentuk tirus yang besar
sudutnya tergantung dari sudut kontersing yang digunakan. Kelebihan

52
kontersink mata sayat empat dibandingkan dengan kontersink mata tiga
adalah beban pada mata sayat lebih ringan sehingga lebih tahan lama,
karena beban pada mata sayatnya terbagi empat.
Gambar 1.24. Kontersingmata sayat empat
g) Kontersing mata sayat lima:
Kontersingmata sayat lima (Gambar 2.25), memiliki jumlah mata sayat lima
yang berfungsi sama dengan kontersing mata satu untuk menchamper ujung
lubang agar tidak tajam/ sebagai pengarah atau menchamper ujung lubang
untuk membenamkan kepala baut berbentuk tirus yang besar sudutnya
tergantung dari sudut kontersing yang digunakan. Kelebihan kontersink
mata sayat lima dibandingkan dengan kontersink mata empat adalah beban
pada mata sayat lebih ringan sehingga lebih tahan lama, karena beban pada
mata sayatnya terbagi lima.
Gambar 2.25. Kontersingmata sayat lima
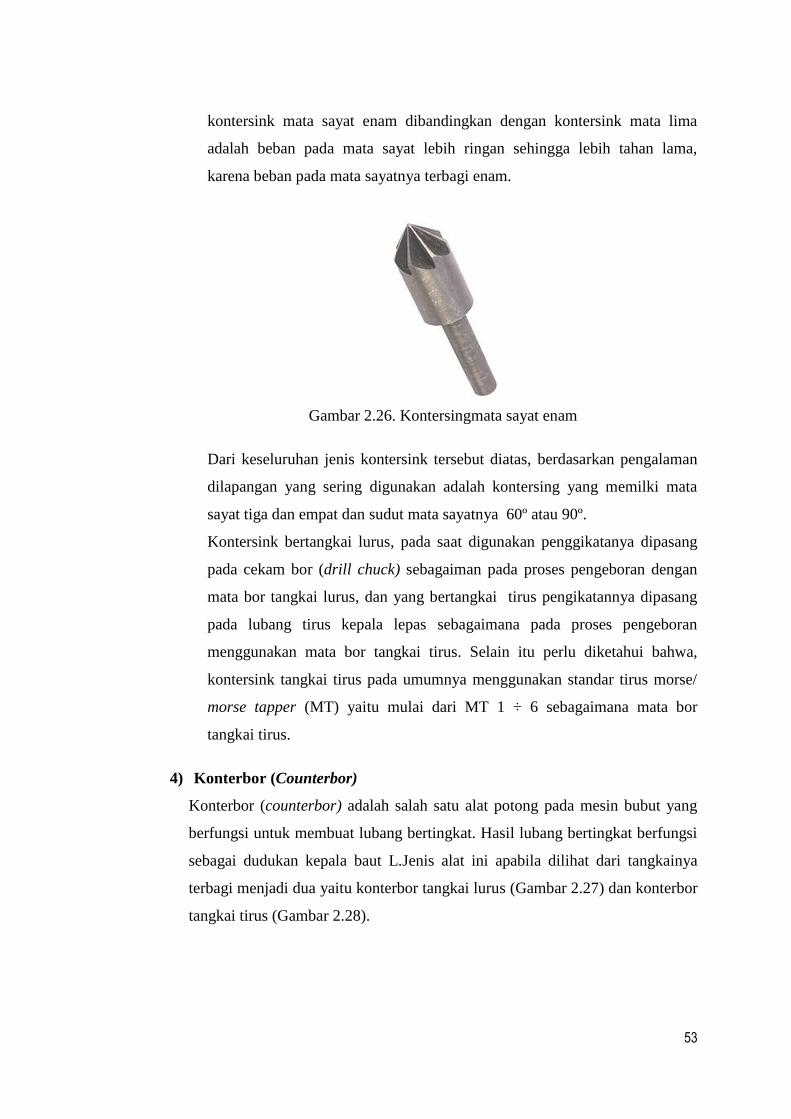
h) Kontersing mata sayat enam:
Kontersingmata sayat enam (Gambar 2.26), memiliki jumlah mata sayat
enam yang berfungsi sama dengan kontersing mata satu untuk menchamper
ujung lubang agar tidak tajam/ sebagai pengarah atau menchamper ujung
lubang untuk membenamkan kepala baut berbentuk tirus yang besar
sudutnya tergantung dari sudut kontersing yang digunakan. Kelebihan
53
kontersink mata sayat enam dibandingkan dengan kontersink mata lima
adalah beban pada mata sayat lebih ringan sehingga lebih tahan lama,
karena beban pada mata sayatnya terbagi enam.
Gambar 2.26. Kontersingmata sayat enam
Dari keseluruhan jenis kontersink tersebut diatas, berdasarkan pengalaman
dilapangan yang sering digunakan adalah kontersing yang memilki mata
sayat tiga dan empat dan sudut mata sayatnya 60º atau 90º.
Kontersink bertangkai lurus, pada saat digunakan penggikatanya dipasang
pada cekam bor (drill chuck) sebagaiman pada proses pengeboran dengan
mata bor tangkai lurus, dan yang bertangkai tirus pengikatannya dipasang
pada lubang tirus kepala lepas sebagaimana pada proses pengeboran
menggunakan mata bor tangkai tirus. Selain itu perlu diketahui bahwa,
kontersink tangkai tirus pada umumnya menggunakan standar tirus morse/
morse tapper (MT) yaitu mulai dari MT 1 ÷ 6 sebagaimana mata bor
tangkai tirus.
4) Konterbor (Counterbor)
Konterbor (counterbor) adalah salah satu alat potong pada mesin bubut yang
berfungsi untuk membuat lubang bertingkat. Hasil lubang bertingkat berfungsi
sebagai dudukan kepala baut L.Jenis alat ini apabila dilihat dari tangkainya
terbagi menjadi dua yaitu konterbor tangkai lurus (Gambar 2.27) dan konterbor
tangkai tirus (Gambar 2.28).

54
Gambar 2.27. Konterbor tangkai lurus
Gambar 2.28. Konterbor tangkai tirus
Apabila dilihat dari sisi ujung mata sayatnya, alat ini juga terbagi menjadi dua
yaitu, konterbor dengan pengarah (Gambar 2.29) dan konterbor tanpa pengarah
(Gambar 2.30). Hasil pembuatan lubang konterbor pada mesin bubut dapat
dilihat pada (Gambar 2.31).
Gambar 2.29. Konterbor dengan pengarah
Gambar 2.30. Konterbor tanpa pengarah
Gambar 2.31. Hasil pembuatan lubang bertingkat
dengan konterbor pada mesin bubut

55
5) Rimer Mesin (Reamer Machine)
Rimer mesin (Gambar 2.32), adalah salah satu alat potong pada mesin bubut
yang berfungsi untuk memperhalus dan memperbesar lubang dengan toleransi
dan suaian khusus sesuai tuntutan pekerjaan, yang prosesnya benda kerja
sebelumnyadibuat lubang terlebih dahulu. Pembuatan lubang sebelum dirimer,
untuk diameter sampai dengan 10 mm dianjurkan diameternya dibuat lebih
kecil dari diameter nominal rimer yaitu antara 0,15 ÷ 0,25 mm dan untuk
lubang diameter 10 mm keatas, dianjurkan diameternya dibuat lebih kecil dari
diameter nominal rimer yaitu antara 0,25 ÷ 0,60 mm. Tujuan dilakukan
pengurangan diamerter sebelum dirimer adalah, agar hasilnya lebih maksimal
dan beban pada rimer tidak terlalu berat sehingga memilki umur lebih panjang.
Gambar 2.32. Bagian-bagian rimer mesin
56
Apabila dilihat dari fungsinya rimer mesin terbagi menjadi tiga yaitu, reamer
mesin untuk lubang pin, reamer untuk luang lurus dan reamer untuk lubang
tirus.
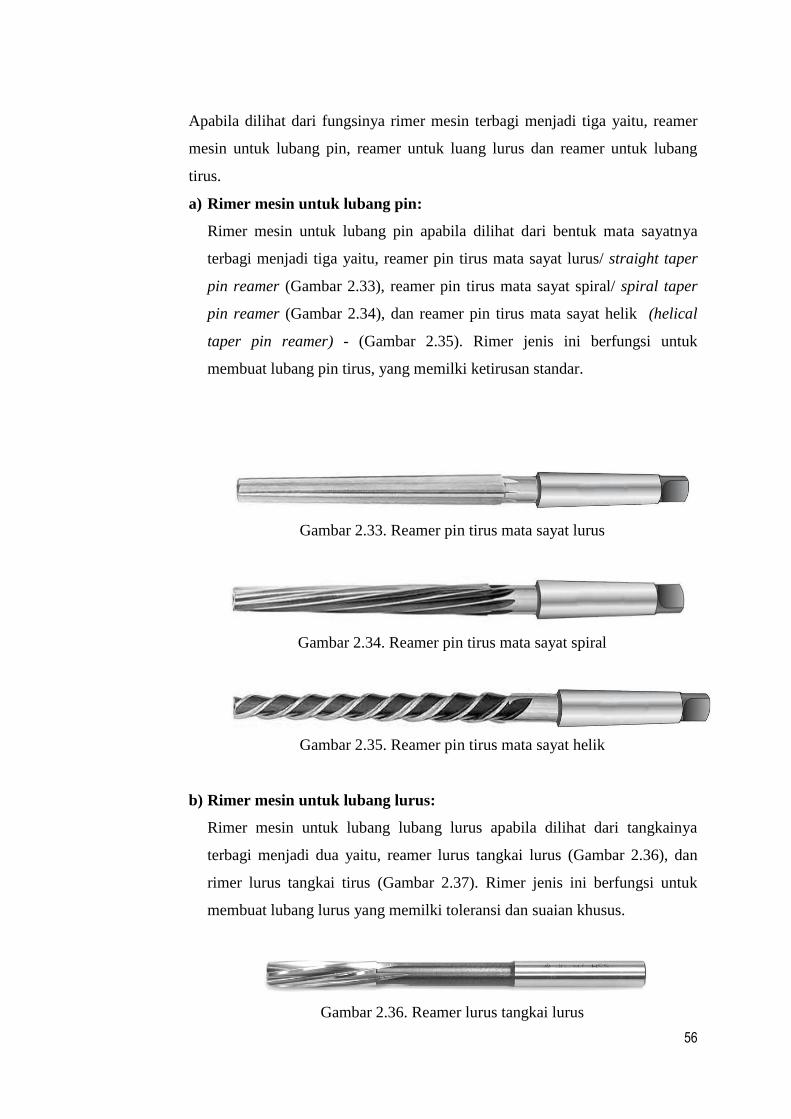
a) Rimer mesin untuk lubang pin:
Rimer mesin untuk lubang pin apabila dilihat dari bentuk mata sayatnya
terbagi menjadi tiga yaitu, reamer pin tirus mata sayat lurus/ straight taper
pin reamer (Gambar 2.33), reamer pin tirus mata sayat spiral/ spiral taper
pin reamer (Gambar 2.34), dan reamer pin tirus mata sayat helik (helical
taper pin reamer) - (Gambar 2.35). Rimer jenis ini berfungsi untuk
membuat lubang pin tirus, yang memilki ketirusan standar.
Gambar 2.33. Reamer pin tirus mata sayat lurus
Gambar 2.34. Reamer pin tirus mata sayat spiral
Gambar 2.35. Reamer pin tirus mata sayat helik
b) Rimer mesin untuk lubang lurus:
Rimer mesin untuk lubang lubang lurus apabila dilihat dari tangkainya
terbagi menjadi dua yaitu, reamer lurus tangkai lurus (Gambar 2.36), dan
rimer lurus tangkai tirus (Gambar 2.37). Rimer jenis ini berfungsi untuk
membuat lubang lurus yang memilki toleransi dan suaian khusus.
Gambar 2.36. Reamer lurus tangkai lurus

57
Gambar 2.37. Reamer lurus tangkai tirus
c) Rimer mesin untuk lubang tirus:
Rimer mesin untuk lubang tirus apabila dilihat dari fungsinya terbagi
menjadi dua yaitu, rimer tirus untuk pengasaran (Gambar 2.38) dan reamer
tirus untuk finising (Gambar 2.39). Rimer jenis ini berfungsi untuk
membuat lubang tirus standar, misalnya tirus standar morse (taper morse -
MT) yaitu mulai dari MT 1 s.d 6.
Gambar 2.38. Rimer reamer tirus untuk
Gambar 2.39. Rimer lurus tangkai tirus
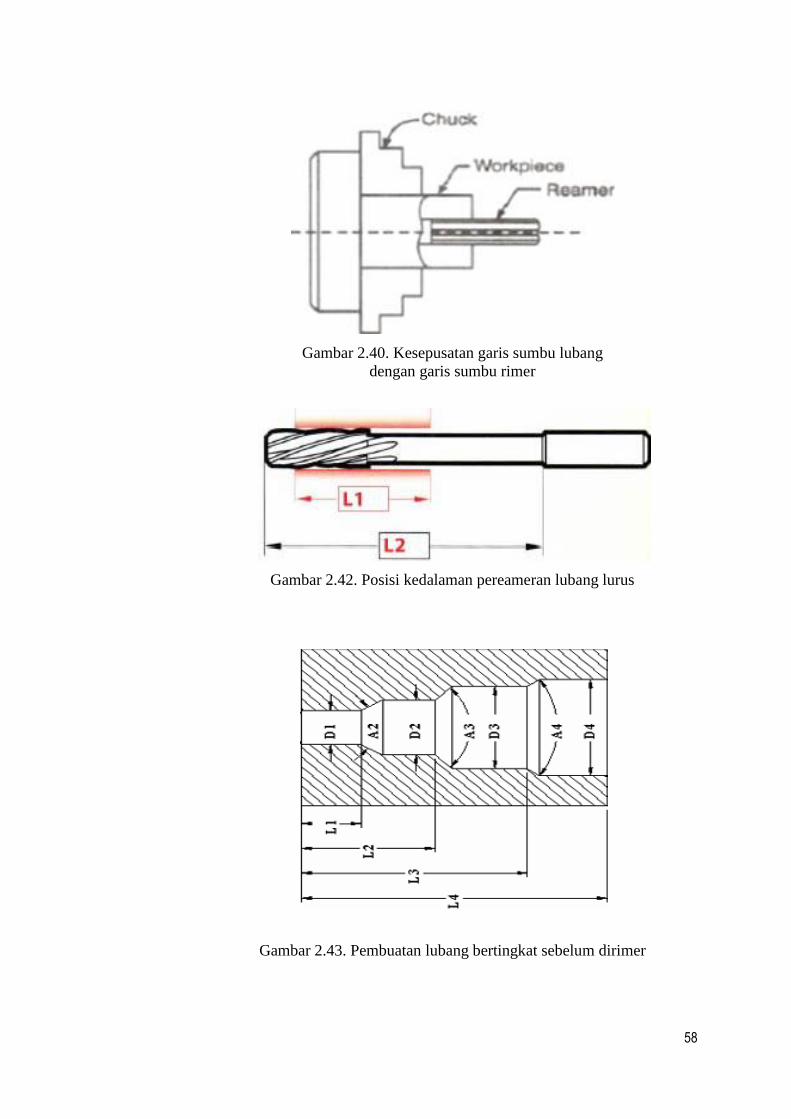
Untuk mendaptkan hasil lubang sesuai toleransi dan suaian yang diinginkan,
garis sumbu rimer harus benar-benar sepusat dengan garis sumbu lubang
yang akan direamer (Gambar 2.40). Untuk merimer lubang lurus yang
tembus, sebaiknya kedalamannya dilebihkan kurang lebih 1/3 dari mata
sayatnya (Gambar 1.41), hal ini dilakukan agar lubang benar-benar lurus.
Untuk mereamer lubang tirus, disarankan lubang yang akan direamer
sebelumnya dibuat bertingkat terlebih dahulu dengan tujuan agar rimer tidak
menerima beban yang berat (Gambar 2.42). Selain itu agar mendapatkan
hasil yang maksimal dan reamer yang digunakan awet, pada saat meramer
harus menggunakan putaran mesin yang sesuai dan selalu menggunakan air
pendingin atau oli.
58
Gambar 2.40. Kesepusatan garis sumbu lubang
dengan garis sumbu rimer
Gambar 2.42. Posisi kedalaman pereameran lubang lurus
Gambar 2.43. Pembuatan lubang bertingkat sebelum dirimer

59
6) Kartel (Knurling)
Kartel (knurling) adalah suatu alat pada mesin bubut yang berfungsi untuk
membuat alur-alur melingkar lurus atau silang pada bidang permukaan benda
kerja bagian luar atau dalam. Tujuan pengkartelan bagian luar adalah agar
permukaan bidanng tidak licin pada saat dipegang, contohnya terdapat pada
batang penarik, tangkai palu besi dan pemutar yang dipegang dengan tangan.
Untuk pengkartelan bagian dalam tujuannya adalah untuk keperluan khusus,
misalnya memperkecil lubang bearing yang sudah longgar.
Bentuk/ profil hasil pengkartelan ada tiga jenis yaitu: belah ketupat/ intan,
menyudut/ silang dan lurus (Gambar 2.44). Hasil pengkartelan tergantung dari
bentuk gigi pisau kartel yang digunakan (Gambar 2.45).
.Gambar 2.44. Pola/ bentuk hasil pengkartelan
Gambar 2.45. Macam-macam bentuk gigi pisau kartel
Pada saat digunakan gigi pisau kartel dipasang pada pemegangnya (holder).
Untuk pengkartelan bentuk lurus, hanya diperlukan sebuah gigi pisau kartel
bentuk lurus yang dipasang pada dudukannya dengan posisi tetap/ rigid
(Gambar 2.46). Pada k pengkartelan bentuk menyudut dan ketupat/ intan,
diperlukan sepasang gigi pisau kartel bentuk menyudut/ silang yang dipasang
pada dudukannya. Pemegang gigi kartel menyudut/ silang da, ada yang satu
dudukan dan ada yang tiga dudukan (Gambar 2.47).
60
Gambar 2.46. Pemegang gigi pisau kartel lurus dengan posisi tetap (rigid)
Gambar 2.47. Pemegang gigi pisau kartel lurusdengan posisi tetap/ rigid
Konstruksi atau bentuk pemegang/ holder gigi pisau kartel dibuat sesuai profil
bidang yang akan dikartel, sehingga dapat dipilih sesuai kebutuhan. Macam-
macam bentuk pemegang gigi pisau kartel buatan dari salah satu pabrikan
dapat dilihat pada (Gambar 2.48).
Gambar 2.48. Macam-macam pemegang gigi pisau kartel

61
b. Pahat Bubut
Pahat bubut merupakan salahsatu alat potong yang sangat diperlukan pada
prosespembubutan, karena pahat bubut dengan berbagai jenisnya dapat membuat
benda kerja dengan berbagai bentuk sesuai tututan pekerjaan misalanya, dapat
digunakan untuk membubut permukaan/ facing, rata, bertingkat, alur, champer,
tirus, memperbesar lubang, ulir dan memotong
Kemampuan/performa pahat bubut dalam melakukan pemotongan sangat
dipengaruhi oleh beberapa faktor diantaranya, jenis bahan/ material yang
digunakan, geometris pahat bubut, sudut potong pahat bubut dan bagaimana
apakah teknik penggunaanya sudah sesuai petunjuk dalam katoalog. Apabila
beberapa faktor tersebut diatas dapat terpenuhi berdasarkan standar yang telah
ditentukan, maka pahat bubut akan maksimal kemampunannya/ performanya.
Setiap pabrik pembuat pahat bubut biasanya pada buku catalognya selalu
mencantumkan spesifikasi dan klasifikasi produk buatannya, diantaranya
mencantumkan kode standar yang digunakan misalnya dengan standar ISO 513.
1) Bahan/ Material Pahat Bubut
Perkembangan ilmu pengetahuan dan teknologi saat ini begitu pesat terutama
dalam industri manufaktur/ permesinan, sehingga sudah banyak diciptakan
variasi jenis dan sifat material, baik untuk alat potong pahat bubut atau bahan/
row material. Pada awalnya manusia hanya mampu membuat alat potong pahat
bubut dari jenis baja karbon, kemudian ditemukan unsur atau paduan yang
lebih keras sampai ditemukannya material alat potong pahat bubut yang paling
keras yaitu diamond. Unsur-unsur yang berpengaruh terhadap performa alat
potong/ pahat bubut diantaranya: Tungsten/ Wolfram (W), Chromium (Cr),
Vanadium (V), Molybdenum (Mo) dan Cobalt (Co).
Sifat yang diperlukan untuk sebuah alat potong tidak hanya kerasnya saja, akan
tetapi masih ada sifat lain yang diperlukan untuk membuat suatu alat potong
memilkiperforma yang baik misalnya, bagaimana ketahanan terhadap gesekan,
ketahanan terhadap panas, ketahanan terhadap benturan dll.
Macam-macam pahat bubut dilihat dari jenis material/ bahan yang
digunakanmeliputi: Baja karbon, Baja kecepatan tinggi/ High Speed Steels
(HSS, Paduan cor nonferro (cast nonferrous alloys; cast carbides), Karbida

62
(cemented carbides; hardmetals), Keramik (ceramics), CBN (cubic boron
nitrides), danIntan (sintered diamonds & natural diamond)
a) Baja karbon
Yang termasuk didalam kelompok baja karbon adalah High Carbon Steel
(HCS) dan Carbon Tool Steels (CTS). Baja jenis ini menggandung karbon
yang relative tinggi (0,7% - 1,4% C) dengan prosentasi unsur lain relatif
rendah yaitu Mn, W dan Crmasing-masing 2% sehingga mampu memiliki
kekerasan permukaan yang cukup tinggi. Dengan proses perlakuan panas
pada suhutertentu, strukur bahan akan bertransformasi menjadi martensit
dengan hasil kekerasan antara 500 ÷ 1000 HV.
Karena mertensitik akan melunak pada temperature sekitar 250C, maka
baja karbon jenis ini hanya dapat digunakan pada kecepatan potong yang
rendah (10 m/menit) dan hanya dapat digunakan untuk memotong logam
yang lunak atau kayu.
b) Baja Kecepatan Tinggi/ High Speed Steel (HSS)
Pada sekitar tahun 1898, ditemukan jenis baja paduan tinggi dengan unsur
paduan Crom (Cr) dan Tungsten/ Wolfram (W) dengan melalui proses
penuangan (molten metallurgy) selanjutnya dilakukan pengerolan atau
penempaan dibentuk menjadi batang segi empat atau silinder. Pada kondisi
masih bahan (raw material), baja tersebut diproses secara pemesinan
menjadi berbagai bentuk pahat bubut. Setelah proses perlakukan panas
dilaksanakan, kekerasannya akan menjadi cukup tinggi sehingga dapat
digunakan untuk kecepatan potong yang tinggi yaitu sampai dengan tiga
kali kecepatan potong pahat CTS.
Baja Kecepatan Tinggi (High Speed Steel - HSS) apabila dilihat dari
komposisinya dapat dibagai menjadi dua yaitu, Baja Kecepatan Tinggi
(High Speed Steel - HSS) Konvensional dan Baja Kecepatan Tinggi (High
Speed Steel - HSS) Spesial.

63
HSS Konvensional:
Baja Kecepatan Tinggi (HSS) Konvesional, terbagi menjadi dua yaitu:
- Molibdenum HSS
- Tungsten HSS
HSS Spesial:
Baja Kecepatan Tinggi Konvesional (HSS) Spesial, terbagi menjadi enam
yaitu:
- Cobalt Added HSS
- High Vanadium HSS
- High Hardess Co HSS
- Cast HSS
- Powdered HSS
- Coated HSS
c) Paduan Cor Nonferro
Sifat-sifat paduan cor nonferro adalah diantara sifat yang dimiliki HSS dan
Karbida (Cemented Carbide), sehingga didalam penggunaannya memiliki
karakteristik tersendiri karena karbida terlalu rapuh dan HSS mempunyai
ketahanan panas (hot hardness) dan ketahanan aus (wear resistance) yang
terlalu rendah. Jenis material ini di bentuk dengan cara dituang menjadi
bentuk-bentuk yang tertentu, misalnya tool bit (sisipan) yang kemudian
diasah menurut geometri yang dibutuhkan.
Baja paduan nonferro terdiri dari empat macam elemen/ unsur utama
diantaranya:
- Cobalt (Co):
Unsur cobalt,berfungsi sebagai pelarut bagi unsure-unsur lainnya.
- Chrom (Cr):
Unsur chrom (10% s.d 35%), berfungsi sebagai pembetuk karbida
- Tungsten/ Wolfram (W):
Unsur tungsten/ wolfram (10% s.d 25%), berfungsi sebagai pembentuk
karbida dan menaikan karbida secara menyeluruh.
- Karbon (C):

64
Apabila terdapat unsur karbon (1%) akan menghasilkan jenis baja yang
masih relaitif lunak, dan apabila terdapat unsur karbon (3%) akan
menghasilkan jenis yang relatif keras serta tahan aus.
d) Karbida
Jenis karbida yang “disemen” (Comented Carbides) merupakan bahan pahat
yang dibuat dengan cara menyinter (sintering) serbuk karbida (Nitrida,
Oksida) dengan bahan pengikat yang umumnya dari Cobalt (Co). dengan
cara Carburizing masing-masing bahan dasar (serbuk) Tungsten
(Wolfram,W) Tintanium (Ti), Tantalum (Ta) dibuat menjadi karbida yang
kemudian digiling (ball mill) dan disaring. Salah satu atau campuaran
serbuk karbida tersebut kemudian di campur dengan bahan pengikat (Co)
dan dicetak tekan dengan memakai bahan pelumas (lilin). Setelah itu
dilakukan presintering (1000º C) pemanasan mula untuk menguapkan bahan
pelumas) dan kemudian sintering (1600º C) sehingga bentuk keeping
(sisipan) sebagai hasil proses cetak tekan (Cold atau HIP) akan menyusut
menjadi sekitar 80% dari volume semula.
Hot Hardness karbida yang disemen (diikat) ini hanya akan menurun bila
terjadi pelunakan elemen pengikat. Semakin besar prosentase pengikat Co
maka kekerasannya menurun dan sebaliknya keuletannya membaik.
Ada tiga jenis utama pahat karbida sisipan, yaitu:
- Karbida Tungsten:
Karbida tungsten merupakan jenis pahat karbida untuk memotong besi
tuang.
- Karbida Tungsten Paduan:
Karbida tungsten paduan merupakan jenis karbida untuk pememotongan
baja.
- Karbida lapis:
Karbida lapis yang merupakan jenis karbida tungsten yang di lapis (satu
atau beberapa lapisan) karbida, nitride, atau oksida lain yang lebih rapuh
tetapi ketahanan terhadap panasnya (hot hardness) tinggi.

65
e) Keramik (Ceramics)
Keramik menurut definisi yang sempit adalah material paduan metalik dan
nonmetalik. Sedangkan menurut definisi yang luas adalah semua material
selain metal atau material organic, yang mencakup juga berbagai jenis
karbida, nitride, oksida, boride dan silicon serta karbon.
Keramik secara garis besar dapat di bedakan menjadi dua jenis yaitu :
- Keramik tradisional
Keramik tradisional yang merupakan barang pecah belah peralatan
rumah tangga
- Keramik industry
Keramik industry digunakan untuk berbagai untuk berbagai keperluan
sebagai komponen dari peralatan, mesin dan perkakas termasuk perkakas
potong atau pahat.
Keramik mempunyai karakteristik yang lain daripada metal atau polimer
(plastic, karet) karena perbedaan ikatan atom-atomnya, ikatannya dapat
berupaikatan kovalen, ionic, gabungan kovalen & ionic, ataupaun sekunder.
Selain sebagai perkakas potong, beberapa contoh jenis keramik adalah
sebagai berikut :
- Kertamik tradisional (dari ubin sampai dengan keramik untuk menambal
gigi)
- Gelas (gelas optic, lensa, serat)
- Bahan tahan api (bata pelindung tandur/ tungku)
- Keramik oksida (pahat potong, isolator, besi, lempengan untuk
mikroelektronik dan kapasitor)
- Karemik oksida paduan
- Karbida, nitride, boride dan silica
- Karbon
f) Cubic Boron Nitride (CBN)
Cubic Boron Nitride (CBN) termasuk jenis keramik. Dibuat dengan
penekanan panas (HIP, 60 kbar, 1500ºC) sehingga bentuk grafhit putih
nitride boron dengan strukrur atom heksagonal berubah menjadi struktur

66
kubik. Pahat sisipan CBN dapat dibuat dengan menyinter serbuk BN tanpa
atau dengan material pengikat, TiN atau Co. Ketahanan panas (Hot
hardness) CBN ini sangat tinggi bila dibandingkan dengan jenis pahat yang
lain.
g) Intan
Sintered diamond merupakan hasil proses sintering serbuk intan tiruan
dengan pengikat Co (5% - 10%). Tahan panas (Hot hardness) sangat tinggi
dan tahan terhadap deformasi plastic. Sifat inidi tentukan oleh besar butir
intan serta prosentase dan komposisi material pengikat. Karena intan pada
temperature tinggi akan berubah menjadi graphit dan mudah ter-difusi
dengan atom besi, maka pahat intan tidak dapat di gunakan untuk
memotong bahan yang mengadung besi (ferros). Cocok untuk ultra high
precision & mirror finish cutting bagi benda kerja nonferro (Al Alloys, Cu
Alloys, Plastics dan Rubber).
2) Proses Pembuatan Pahat Bubut
Untuk mendapatkan kualitas hasil produk pahat bubut yang standar, tahapan
proses pembuatannya harus sesuai prosedur yang telah ditetapkan. Berikut
tahapan proses pembuatan alat potong (Gambar 2.49).
Gambar 2. 49. Alur proses pembuatan pahat bubut
Proses Pencampuran (Mixing)
Proses Pembentukan (Forming)
Proses Manufaktur
Proses Finising

67
Keterangan:
Proses mixing.
Proses mixing., merupakan proses pencampuran (mixing) antara serbuk
logam dengan bahan aditif.
Proses pembentukan (forming).
Proses pembentukan (forming), yaitu proses pemberian gaya-gaya kompaksi
baik pada temperatur ruang (cold compaction) maupun pada temperatur
tinggi (hot compaction). Proses cold compaction akan dilanjutkan dengan
proses sintering, yaitu proses pemanasan yang dilakukan pada kondisi
vakum sehingga diperoleh partikel-partikel yang bergabung dengan kuat.
Proses manufaktur
Proses manufaktur adalah proses pemesinan dalam rangka membentuk
produk alat potong sesuai standar yang diinginkan.
Proses finishing
Proses finishing adalah proses mengahluskan bidang/ bagian tertentu agar
kelihatan lebih menarik bila dilihat dari sisi tampilan, dengan tidak
mempengaruhi spesifikasi.
3) Sifat Bahan/ Material Pahat Bubut
Secara garis besar ada empat sifat utama yang diperlukan untuk menjadi alat
potong yang memiliki kemampuan pemotongan/ performa yang baik. Sampai
saat ini belum ada material alat potong yang secara keseluruhan dapat
memenuhi keempat sifat yang ada, masing-masing mempunyai kelebihan dan
kekurangan yang dalam aplikasinya dapat disesuaikan dengan dengan
kebutuhan pekerjaan. Adapun sifat-sifat yang dibutuhkan pada suatu alat
potong antara lain sebagai berikut:
a) Keras
Sifat paling utama yang dibutuhkan oleh alat potong adalah keras. Agar
dapat memotong/menyayat bahan benda kerja/ material dengan baik, alat
potongharus memilki sifat lebih keras dari benda kerja/ row material.
Pemotongan/ penyayatan dengan alat potong keras, selain dapat melakukan
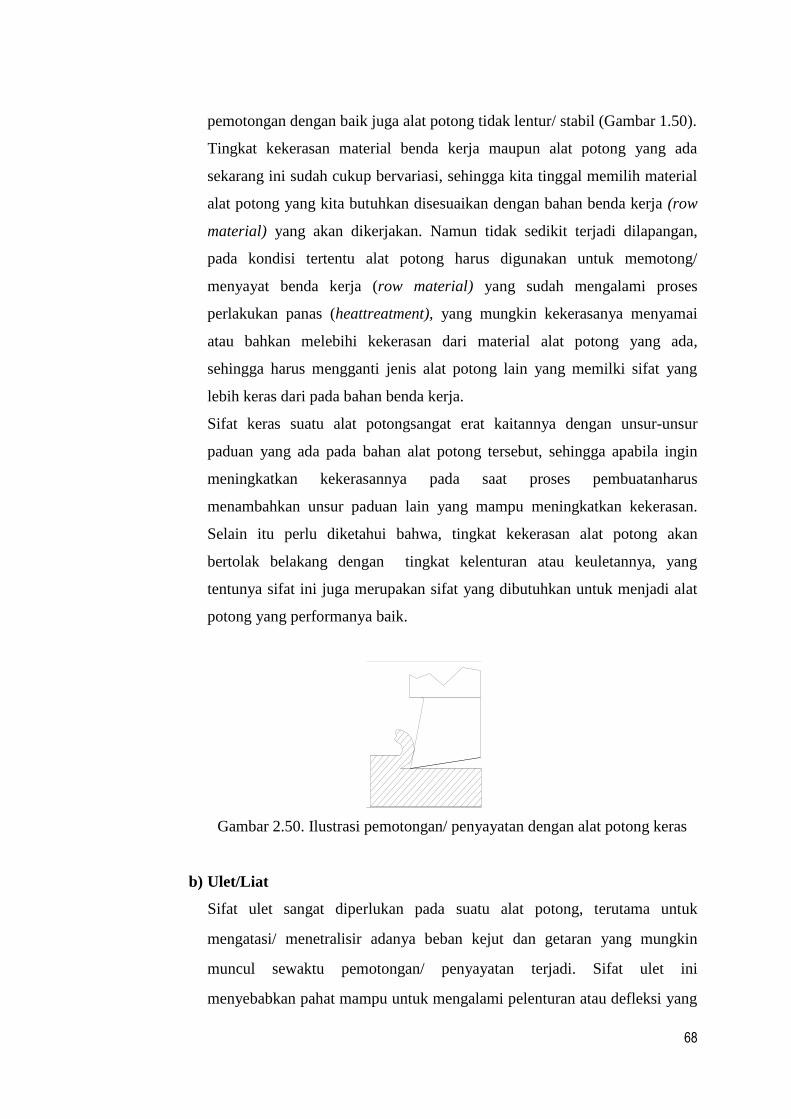
68
pemotongan dengan baik juga alat potong tidak lentur/ stabil (Gambar 1.50).
Tingkat kekerasan material benda kerja maupun alat potong yang ada
sekarang ini sudah cukup bervariasi, sehingga kita tinggal memilih material
alat potong yang kita butuhkan disesuaikan dengan bahan benda kerja (row
material) yang akan dikerjakan. Namun tidak sedikit terjadi dilapangan,
pada kondisi tertentu alat potong harus digunakan untuk memotong/
menyayat benda kerja (row material) yang sudah mengalami proses
perlakukan panas (heattreatment), yang mungkin kekerasanya menyamai
atau bahkan melebihi kekerasan dari material alat potong yang ada,
sehingga harus mengganti jenis alat potong lain yang memilki sifat yang
lebih keras dari pada bahan benda kerja.
Sifat keras suatu alat potongsangat erat kaitannya dengan unsur-unsur
paduan yang ada pada bahan alat potong tersebut, sehingga apabila ingin
meningkatkan kekerasannya pada saat proses pembuatanharus
menambahkan unsur paduan lain yang mampu meningkatkan kekerasan.
Selain itu perlu diketahui bahwa, tingkat kekerasan alat potong akan
bertolak belakang dengan tingkat kelenturan atau keuletannya, yang
tentunya sifat ini juga merupakan sifat yang dibutuhkan untuk menjadi alat
potong yang performanya baik.
Gambar 2.50. Ilustrasi pemotongan/ penyayatan dengan alat potong keras
b) Ulet/Liat
Sifat ulet sangat diperlukan pada suatu alat potong, terutama untuk
mengatasi/ menetralisir adanya beban kejut dan getaran yang mungkin
muncul sewaktu pemotongan/ penyayatan terjadi. Sifat ulet ini
menyebabkan pahat mampu untuk mengalami pelenturan atau defleksi yang
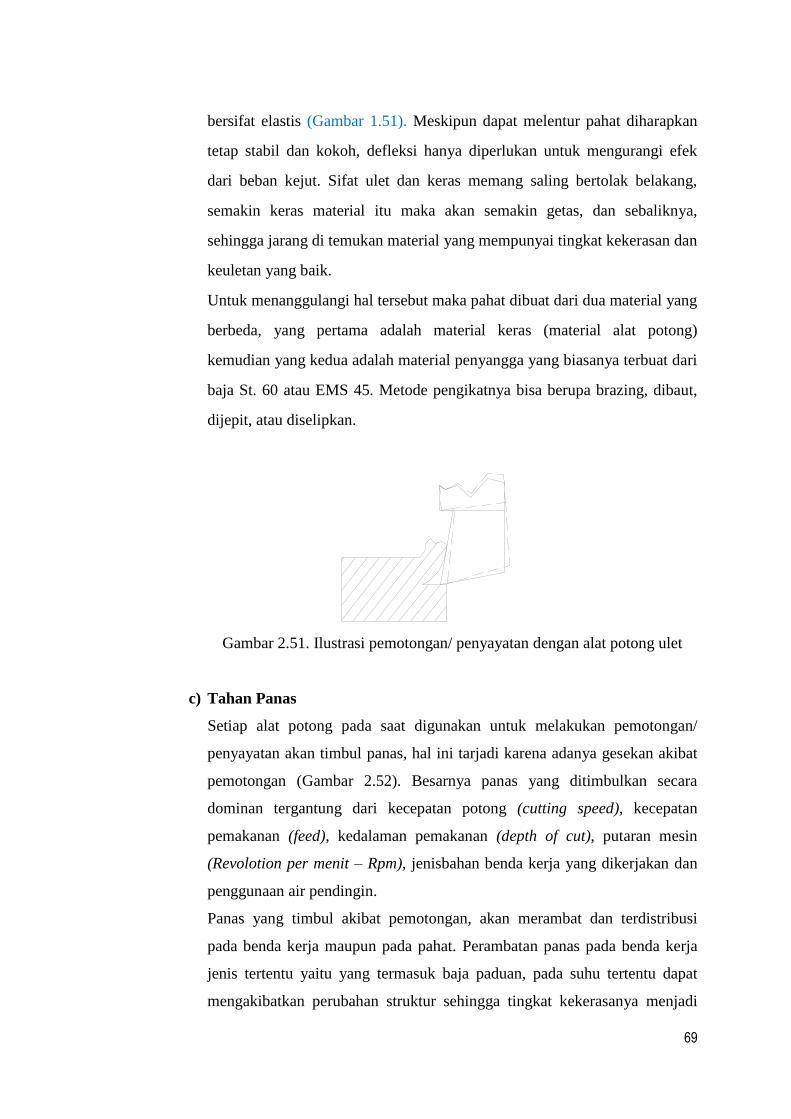
69
bersifat elastis (Gambar 1.51). Meskipun dapat melentur pahat diharapkan
tetap stabil dan kokoh, defleksi hanya diperlukan untuk mengurangi efek
dari beban kejut. Sifat ulet dan keras memang saling bertolak belakang,
semakin keras material itu maka akan semakin getas, dan sebaliknya,
sehingga jarang di temukan material yang mempunyai tingkat kekerasan dan
keuletan yang baik.
Untuk menanggulangi hal tersebut maka pahat dibuat dari dua material yang
berbeda, yang pertama adalah material keras (material alat potong)
kemudian yang kedua adalah material penyangga yang biasanya terbuat dari
baja St. 60 atau EMS 45. Metode pengikatnya bisa berupa brazing, dibaut,
dijepit, atau diselipkan.
Gambar 2.51. Ilustrasi pemotongan/ penyayatan dengan alat potong ulet
c) Tahan Panas
Setiap alat potong pada saat digunakan untuk melakukan pemotongan/
penyayatan akan timbul panas, hal ini tarjadi karena adanya gesekan akibat
pemotongan (Gambar 2.52). Besarnya panas yang ditimbulkan secara
dominan tergantung dari kecepatan potong (cutting speed), kecepatan
pemakanan (feed), kedalaman pemakanan (depth of cut), putaran mesin
(Revolotion per menit – Rpm), jenisbahan benda kerja yang dikerjakan dan
penggunaan air pendingin.
Panas yang timbul akibat pemotongan, akan merambat dan terdistribusi
pada benda kerja maupun pada pahat. Perambatan panas pada benda kerja
jenis tertentu yaitu yang termasuk baja paduan, pada suhu tertentu dapat
mengakibatkan perubahan struktur sehingga tingkat kekerasanya menjadi

70
berubah lebih keras seperti dilakukan proses pengerasan (hardening).
Sedangkan perambatan panas pada pahat bubut, seperti dilakukan proses
tempering atau normalisingyang dapat mengakibatkan penurunan tingkat
kekerasannya. Perlu diketahui bahwa, ketahanansuatu alat potong terhadap
panas, sangat dipengaruhi oleh jenis bahan/ material yang digunakan.
Bahan atau material alat potong dikatakan baik apabila mampu
mempertahankan kekerasanya pada suhu tinggi, jadi meskipun ada panas
yang muncul akibat pemotongan/ penyayatan tidak mempengaruhi performa
dari pahat bubut. Panas yang muncul pada pahat bubut, dapat dikurangi
dengan memberikan air pendingin pada saat proses pemotongan/
penyayatan. Cara pemberian air pendingin hendaknyadiarahkan tepat pada
titik pemotongan/ penyayatan, sehingga diharapkan dapat mengurangi atau
menetralisir panas yang terjadi pada benda kerja maupun pahat. Selain itu
perlu diketahui bahwa, pemberian air pendingin yang tidak rutin/ stabil,
akan dapat menyebabkan mata sayat pahat bubut menjadi retak atau pecah
dalam hal ini untuk pahat bubut yang mengandung unsur korbonnya tinggi.
Gambar 2.52. Ilustrasi terjadinya panas pada benda kerja
dan pahat bubut saat terjadi pemotongan/ penyayatan
d) Tahan Aus
Penampang ujung pahat bubut yang kecil dan runcing, mudah sekali untuk
mengalami keausan. Sifat ini tidak bias terlepas/ erat kaitanya dengan sifat
yang lain yaitu kekerasan, keuletan dan tahan panas, akan tetapi merupakan
hal yang berdiri sendiri. Umur pakai pahat secara normal menunjukkan
tingkat ketahanan terhadap keausan.
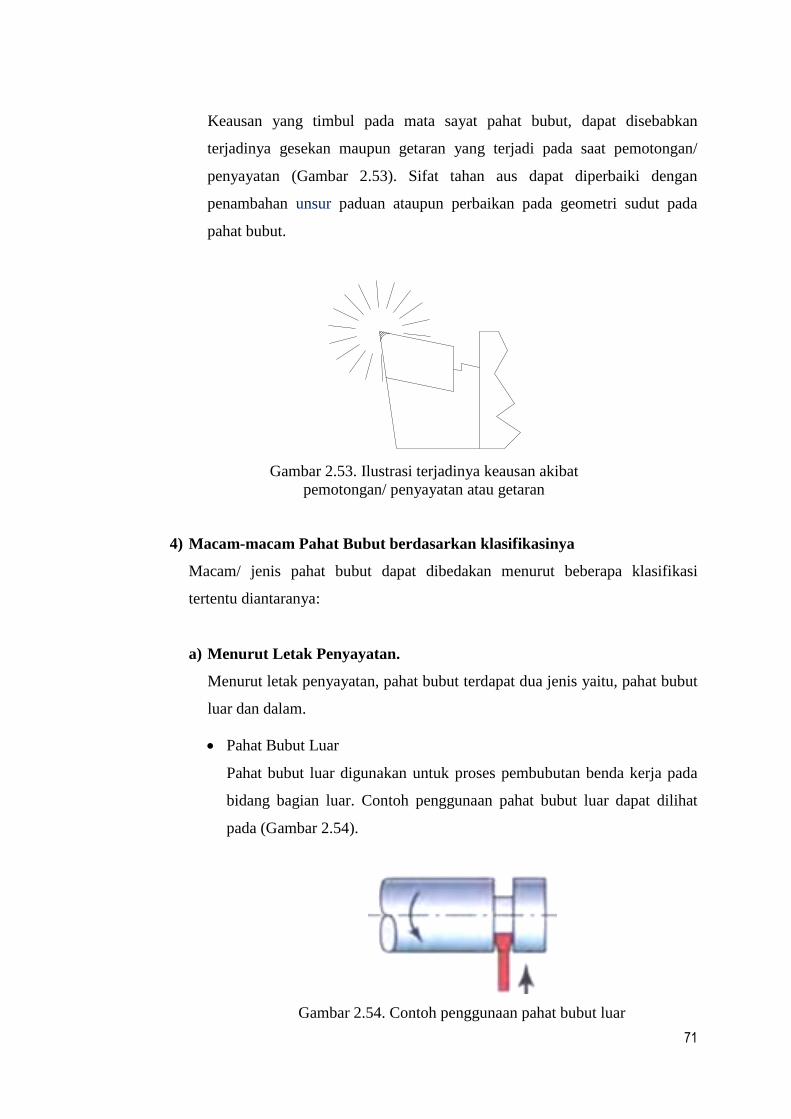
71
Keausan yang timbul pada mata sayat pahat bubut, dapat disebabkan
terjadinya gesekan maupun getaran yang terjadi pada saat pemotongan/
penyayatan (Gambar 2.53). Sifat tahan aus dapat diperbaiki dengan
penambahan unsur paduan ataupun perbaikan pada geometri sudut pada
pahat bubut.
Gambar 2.53. Ilustrasi terjadinya keausan akibat
pemotongan/ penyayatan atau getaran
4) Macam-macam Pahat Bubut berdasarkan klasifikasinya
Macam/ jenis pahat bubut dapat dibedakan menurut beberapa klasifikasi
tertentu diantaranya:
a) Menurut Letak Penyayatan.
Menurut letak penyayatan, pahat bubut terdapat dua jenis yaitu, pahat bubut
luar dan dalam.
Pahat Bubut Luar
Pahat bubut luar digunakan untuk proses pembubutan benda kerja pada
bidang bagian luar. Contoh penggunaan pahat bubut luar dapat dilihat
pada (Gambar 2.54).
Gambar 2.54. Contoh penggunaan pahat bubut luar
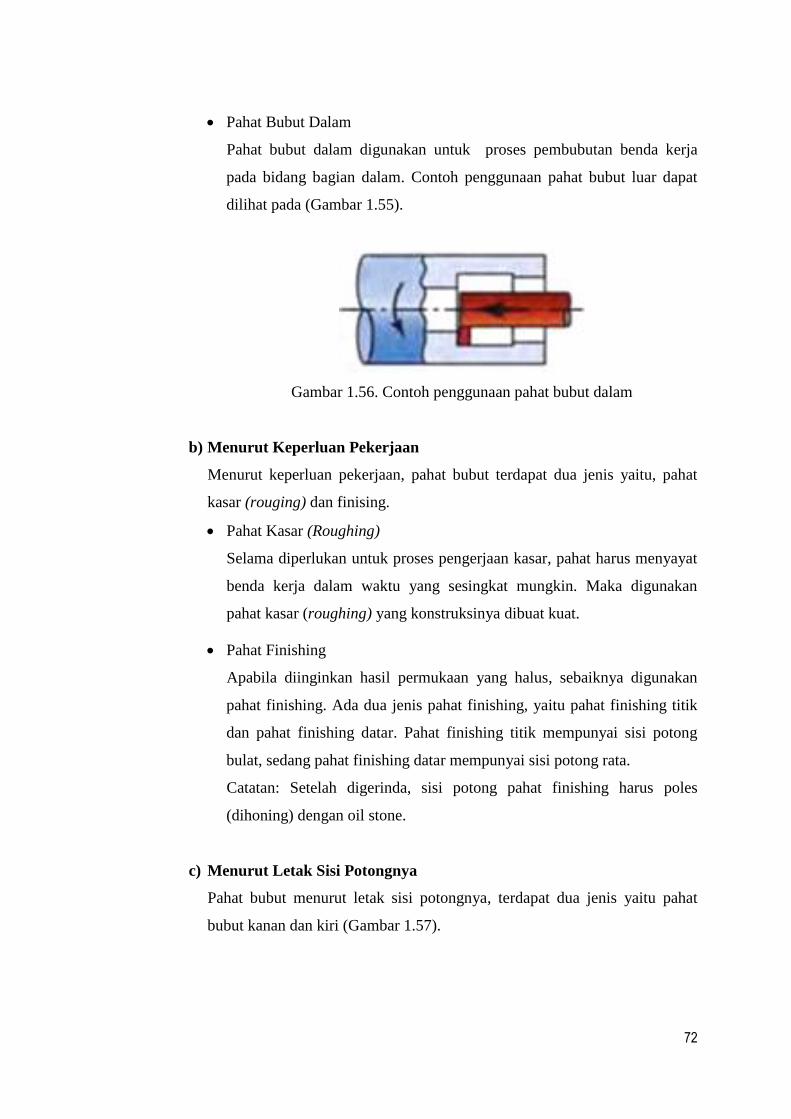
72
Pahat Bubut Dalam
Pahat bubut dalam digunakan untuk proses pembubutan benda kerja
pada bidang bagian dalam. Contoh penggunaan pahat bubut luar dapat
dilihat pada (Gambar 1.55).
Gambar 1.56. Contoh penggunaan pahat bubut dalam
b) Menurut Keperluan Pekerjaan
Menurut keperluan pekerjaan, pahat bubut terdapat dua jenis yaitu, pahat
kasar (rouging) dan finising.
Pahat Kasar (Roughing)
Selama diperlukan untuk proses pengerjaan kasar, pahat harus menyayat
benda kerja dalam waktu yang sesingkat mungkin. Maka digunakan
pahat kasar (roughing) yang konstruksinya dibuat kuat.
Pahat Finishing
Apabila diinginkan hasil permukaan yang halus, sebaiknya digunakan
pahat finishing. Ada dua jenis pahat finishing, yaitu pahat finishing titik
dan pahat finishing datar. Pahat finishing titik mempunyai sisi potong
bulat, sedang pahat finishing datar mempunyai sisi potong rata.
Catatan: Setelah digerinda, sisi potong pahat finishing harus poles
(dihoning) dengan oil stone.
c) Menurut Letak Sisi Potongnya
Pahat bubut menurut letak sisi potongnya, terdapat dua jenis yaitu pahat
bubut kanan dan kiri (Gambar 1.57).
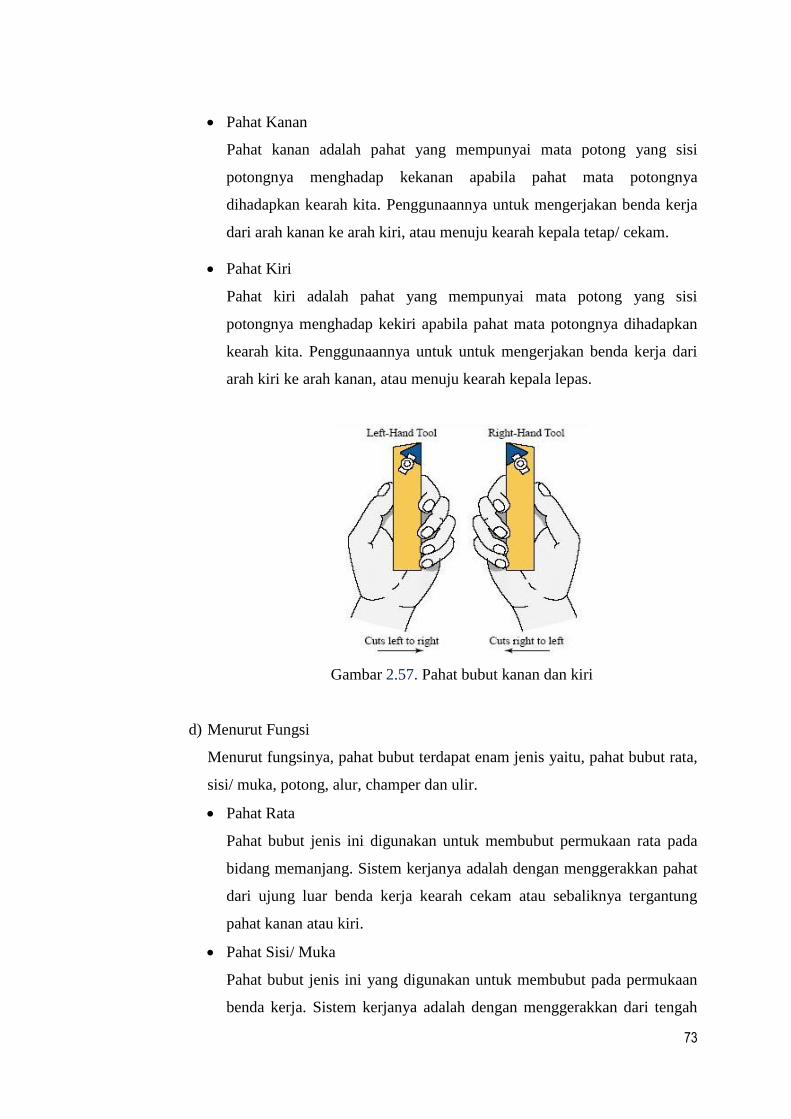
73
Pahat Kanan
Pahat kanan adalah pahat yang mempunyai mata potong yang sisi
potongnya menghadap kekanan apabila pahat mata potongnya
dihadapkan kearah kita. Penggunaannya untuk mengerjakan benda kerja
dari arah kanan ke arah kiri, atau menuju kearah kepala tetap/ cekam.
Pahat Kiri
Pahat kiri adalah pahat yang mempunyai mata potong yang sisi
potongnya menghadap kekiri apabila pahat mata potongnya dihadapkan
kearah kita. Penggunaannya untuk untuk mengerjakan benda kerja dari
arah kiri ke arah kanan, atau menuju kearah kepala lepas.
Gambar 2.57. Pahat bubut kanan dan kiri
d) Menurut Fungsi
Menurut fungsinya, pahat bubut terdapat enam jenis yaitu, pahat bubut rata,
sisi/ muka, potong, alur, champer dan ulir.
Pahat Rata
Pahat bubut jenis ini digunakan untuk membubut permukaan rata pada
bidang memanjang. Sistem kerjanya adalah dengan menggerakkan pahat
dari ujung luar benda kerja kearah cekam atau sebaliknya tergantung
pahat kanan atau kiri.
Pahat Sisi/ Muka
Pahat bubut jenis ini yang digunakan untuk membubut pada permukaan
benda kerja. Sistem kerjanya adalah dengan menggerakkan dari tengah
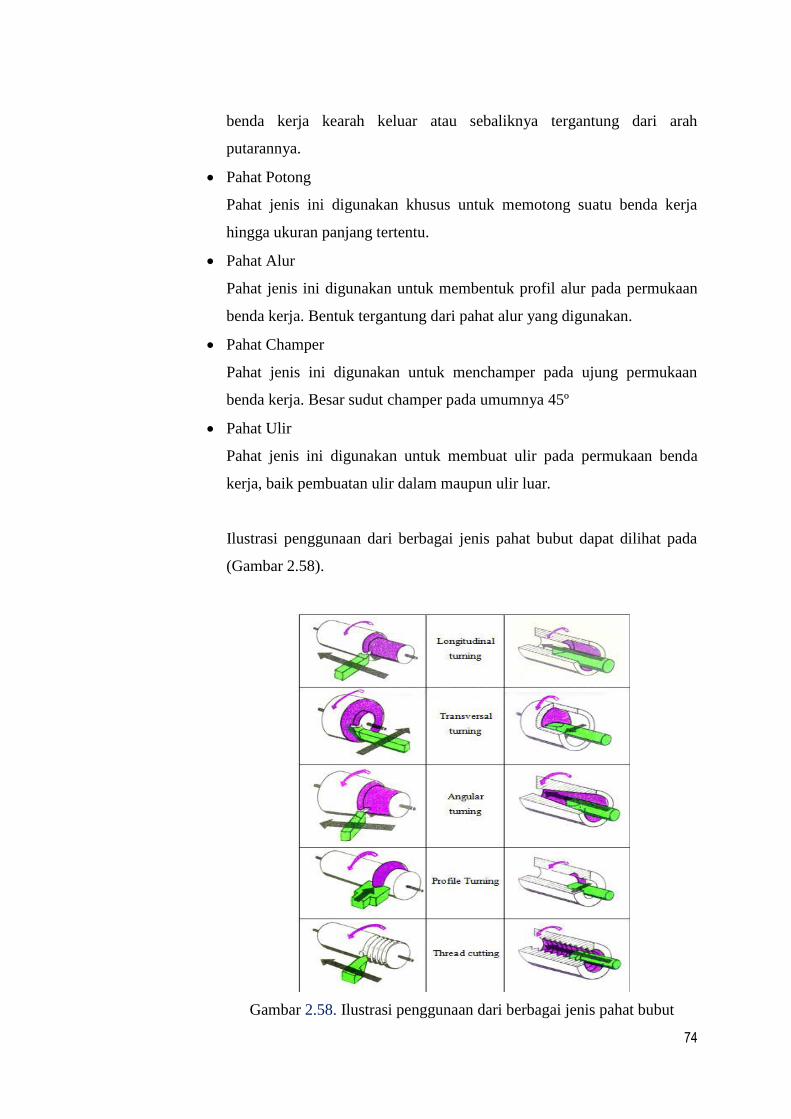
74
benda kerja kearah keluar atau sebaliknya tergantung dari arah
putarannya.
Pahat Potong
Pahat jenis ini digunakan khusus untuk memotong suatu benda kerja
hingga ukuran panjang tertentu.
Pahat Alur
Pahat jenis ini digunakan untuk membentuk profil alur pada permukaan
benda kerja. Bentuk tergantung dari pahat alur yang digunakan.
Pahat Champer
Pahat jenis ini digunakan untuk menchamper pada ujung permukaan
benda kerja. Besar sudut champer pada umumnya 45º
Pahat Ulir
Pahat jenis ini digunakan untuk membuat ulir pada permukaan benda
kerja, baik pembuatan ulir dalam maupun ulir luar.
Ilustrasi penggunaan dari berbagai jenis pahat bubut dapat dilihat pada
(Gambar 2.58).
Gambar 2.58. Ilustrasi penggunaan dari berbagai jenis pahat bubut

75
5) ahat Bubut Standar ISO
Jenis pahat bubut menurut standar ISO, terdapat 9 (sembilan) type diantaranya:
ISO 1, ISO 2, ISO 3, ISO 4, ISO 5, ISO 6, ISO 7, ISO 8 dan ISO 9. Ilustrasi
penggunaan dari berbagai jenis pahat bubut standar ISO dapat dilihat pada
(Gambar 2.59).
Gambar 2.59. Ilustrasi penggunaan berbagai jenis pahat bubut standar ISO
Keterangan:
- Pahat ISO 1
Pahat ISO 1 digunakan untuk proses pembubutan memanjang dengan hasil
sudut bidangnya (plane angle)sebesar 75o. Pada umumnya pahat jenis ini
digunakan untuk membubut pengasaran yang hasil sudut bidangnya tidak
memerlukan siku atau 90º.
- Pahat ISO 2
Pahat ISO 2 digunakan untuk pembubutan memanjang dan melintang
(pembubutan permukaan/ facing) dengan hasil sudut bidangnya (plane
angle) sebesar 45º. Pahat jenis ini juga dapat digunakan untuk membubut
champer atau menghilangkan ujung bidang yang tajam (debured).
- Pahat ISO 3
Pahat ISO 3 digunakan untuk proses pembubutan memanjang dan melintang
dengan sudut bidang samping (plane angle) sebesar 93º. Pada proses
pembubutan melintang tujuannya adalah untuk mendapatkan hasil yang siku
(90º) pada sudut bidangnya, yaitu dengan cara menggerakan pahat menjahui
76
sumbu senter.
- Pahat ISO 4
Pahat ISO 4 digunakan untuk proses pembubutan memanjang dengan
pemakanan relatif kecil dengan hasil sudut bidangnya (plane angle) sebesar
0º.Pahat jenis ini pada umumnya hanya digunakan untuk proses finising.
- Pahat ISO 5
Pahat ISO 5 digunakan untuk proses pembubutan melintang menuju sumbu
center dengan hasil sudut bidangnya (plane angle) sebesar 0º. Jenis pahat ini
pada umumnya hanya digunakan untuk meratakan permukaan benda kerja
atau memfacing.
- Pahat ISO 6
Pahat ISO 6 digunakan untuk proses pembubutan memanjang dengan
hasilsudut bidangnya (plane angle) sebesar 90º, sehingga padaproses
pembubutan bertingkat yang selisih diameternya tidak terlalu besar dan hasil
sudut bidangnya dikehendaki siku (90º) pahatnya tidak perlu digerakkan
menjahui sumbu senter.
- Pahat ISO 7
Pahat ISO 7 digunakan untuk proses pembubutan alur menuju sumbu center
dengan hasil sudut bidangnya (plane angle) sebesar0º. Pahat jenis ini dapat
juga digunakan untuk memotong pada benda kerja yang memilki diameter
nominal tidak lebih dari dua kali lipat panjang mata pahatnya.
- Pahat ISO 8
Pahat ISO 8 digunakan untuk proses pembesaran lubang tembus dengan
hasil sudut bidangnya (plane angle) sebesar 75º.
- Pahat ISO 9
Pahat ISO 9 digunakan untukproses pembesaran lubang tidak tembus
dengan hasil sudut bidangnya (plane angle) sebesar 95o.
6) Pahat Bubut Standar DIN
Jenis pahat bubut menurut standar DIN, terdapat 10 (sepuluh) type yaitu: DIN
4971, DIN 4972, DIN 4973, DIN 4974, DIN 4975, DIN 4976, DIN 4977, DIN
4978, DIN 4980 dan DIN 4981 (Gambar 2.60a). Aplikasi penggunaan dari
berbagai jenis pahat bubut standar DIN dapat dilihat pada (Gambar 2.60b).

77
Gambar 2.60a. Macam-macam pahat bubut standar DIN
Gambar 2.60b. Ilustrasi penggunaan berbagai jenis pahat bubut standar DIN
Keterangan:
Pahat DIN 4971
Pahat DIN 4971 fungsinya sama dengan pahat ISO 1, yaitu digunakan untuk
proses pembubutan memanjang dengan hasil sudut bidangnya (plane angle)
sebesar 75o. Pada umumnya pahat jenis ini digunakan untuk membubut
pengasaran yang hasil sudut bidangnya tidak memerlukan siku atau 90º.
Pahat DIN 4972
Pahat DIN 4972 fungsinya sama dengan pahat ISO 2, yaitu digunakan untuk
pembubutan memanjang dan melintang (pembubutan permukaan/ facing)
dengan hasil sudut bidangnya (plane angle) sebesar 45º. Pahat jenis ini juga
dapat digunakan untuk membubut champer atau menghilangkan ujung bidang
yang tajam (debured).
78
Pahat DIN 4973
Pahat DIN 4973 fungsinya sama dengan pahat ISO 8, yaitu digunakan untuk
proses pembesaran lubang tembusdengan hasil sudut bidangnya (plane angle)
sebesar 75º.
Pahat DIN 4974
Pahat DIN 4974 fungsinya sama dengan pahat ISO 9, yaitu digunakan untuk
proses pembesaran lubang tak tembus dengan hasil sudut bidangnya (plane
angle)sebesar 95o.
Pahat DIN 4975
Pahat DIN 4975 digunakan untuk pembubutan finising arah memanjang
dengan hasil sudut bidangnya (plane angle) sebesar 45º. Pahat jenis ini juga
dapat digunakan untuk membubut champer atau menghilangkan ujung bidang
yang tajam (debured).
Pahat DIN 4976
Pahat DIN 4976 fungsinya sama dengan pahat ISO 4, yaitu digunakan proses
pembubutan memanjang dengan pemakanan relatif kecil dengan hasil sudut
bidangnya (plane angle) sebesar 0º. Pahat jenis ini pada umumnya hanya
digunakan untuk proses finising.
Pahat DIN 4977
Pahat DIN 4977 fungsinya sama dengan pahat ISO 5, yaitu digunakan untuk
proses pembubutan melintang menuju sumbu center dengan hasil sudut
bidangnya (plane angle) sebesar 0º. Jenis pahat ini pada umumnya hanya
digunakan untuk meratakan permukaan benda kerja atau memfacing.
Pahat DIN 4978
Pahat DIN 4978 fungsinya sama dengan pahat ISO 3, yaitu digunakan untuk
proses pembubutan memanjang dan melintang dengan sudut bidang samping
(plane angle) sebesar 93º. Pada proses pembubutan melintang tujuannya
adalah untuk mendapatkan hasil yang siku (90º) pada sudut bidangnya, yaitu
dengan cara menggerakan pahat menjahui sumbu senter.
Pahat DIN 4980
Pahat DIN 4980 fungsinya sama dengan pahat ISO 6, yaitu digunakan untuk
proses pembubutan memanjang dengan hasilsudut bidangnya (plane angle)
sebesar 90º, sehingga pada proses pembubutan bertingkat yang selisih
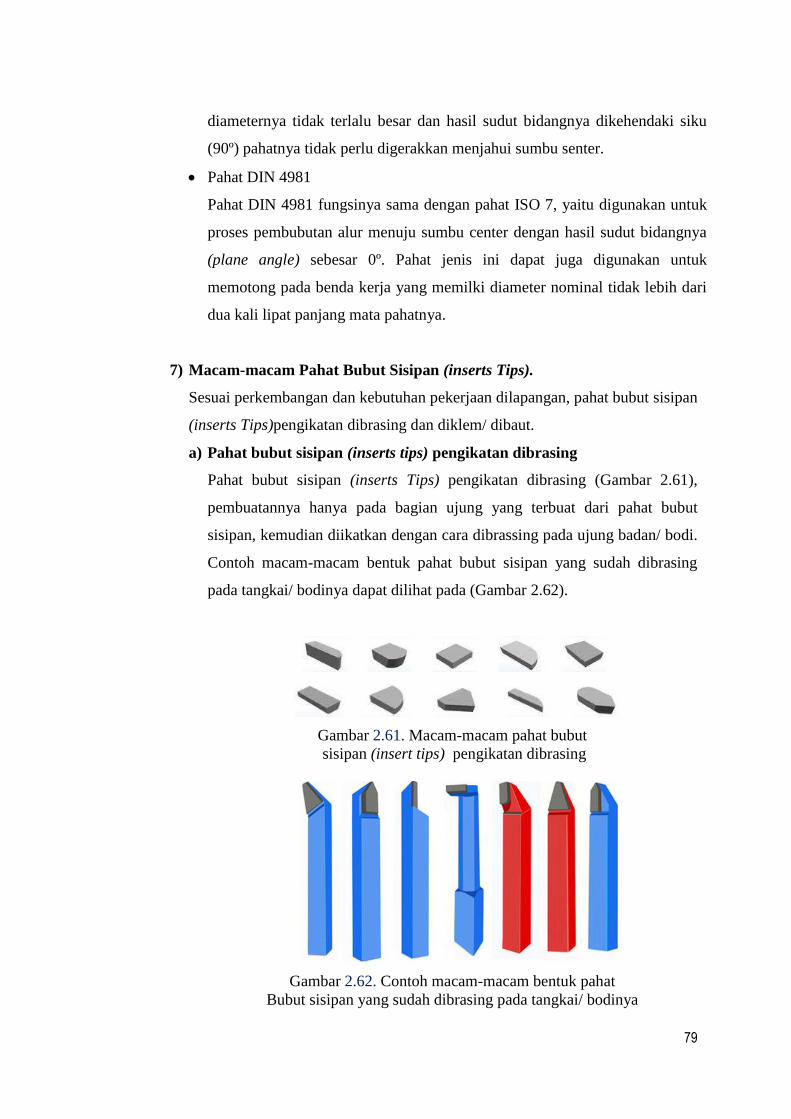
79
diameternya tidak terlalu besar dan hasil sudut bidangnya dikehendaki siku
(90º) pahatnya tidak perlu digerakkan menjahui sumbu senter.
Pahat DIN 4981
Pahat DIN 4981 fungsinya sama dengan pahat ISO 7, yaitu digunakan untuk
proses pembubutan alur menuju sumbu center dengan hasil sudut bidangnya
(plane angle) sebesar 0º. Pahat jenis ini dapat juga digunakan untuk
memotong pada benda kerja yang memilki diameter nominal tidak lebih dari
dua kali lipat panjang mata pahatnya.
7) Macam-macam Pahat Bubut Sisipan (inserts Tips).
Sesuai perkembangan dan kebutuhan pekerjaan dilapangan, pahat bubut sisipan
(inserts Tips)pengikatan dibrasing dan diklem/ dibaut.
a) Pahat bubut sisipan (inserts tips) pengikatan dibrasing
Pahat bubut sisipan (inserts Tips) pengikatan dibrasing (Gambar 2.61),
pembuatannya hanya pada bagian ujung yang terbuat dari pahat bubut
sisipan, kemudian diikatkan dengan cara dibrassing pada ujung badan/ bodi.
Contoh macam-macam bentuk pahat bubut sisipan yang sudah dibrasing
pada tangkai/ bodinya dapat dilihat pada (Gambar 2.62).
Gambar 2.61. Macam-macam pahat bubut
sisipan (insert tips) pengikatan dibrasing
Gambar 2.62. Contoh macam-macam bentuk pahat
Bubut sisipan yang sudah dibrasing pada tangkai/ bodinya

80
b) Pahat bubut sisipan (inserts tips) pengikatan diklem/ dibaut
Pahat bubut sisipan (inserts tips) pengikatan diklem/ dibaut (Gambar 2.63),
pengikatannya yaitu dengan cara pahat bubut sisipan klem/ dibaut
diselipkan pada pemegang/ holder.Contoh macam-macam pahat bubut
sisipan pengikatan diklem/ dibaut terpasang pada pemegannya
untukpembubutan bidang luar dapat dilihat pada (Gambar 2.64) dan
terpasang pada pemegannya untuk pembubutanbidang dalam dapat dilihat
pada (Gambar 2.65) .
Gambar 2.63. Pahat bubut sisipan (inserts tips)
pengikatan diklem/ dibaut
Gambar 2.64. Pahat bubut sisipan pengikatan diklem/ dibaut

81
terpasang pada pemegangnya untuk pembubutan bagian luar
Gambar 2.65. Pahat bubut sisipan pengikatan diklem/ dibaut terpasang pada
pemegannya untuk pembubutan bagian dalam
Bentuk dan pengkodean pahat sisipan dan pemegang pahatnya sudah
distandarkan. Tabel pahat sisipan dan pengkodean pemegang pahat standar
ISO dapat dilihat pada lampiran.
8) Geometris Pahat Bubut
Nama-nama geometris yang terdapat pada pahat bubut meliputi: sudut potong
samping (side cutting edge angle), sudut potong depan (front cutting edge
angle), sudut tatal (rake angle), sudut bebas sisi (side clearance angle), dan
sudut bebes depan (front clearance angle).
Gambar 2.66. Geometris pahat bubut HSS
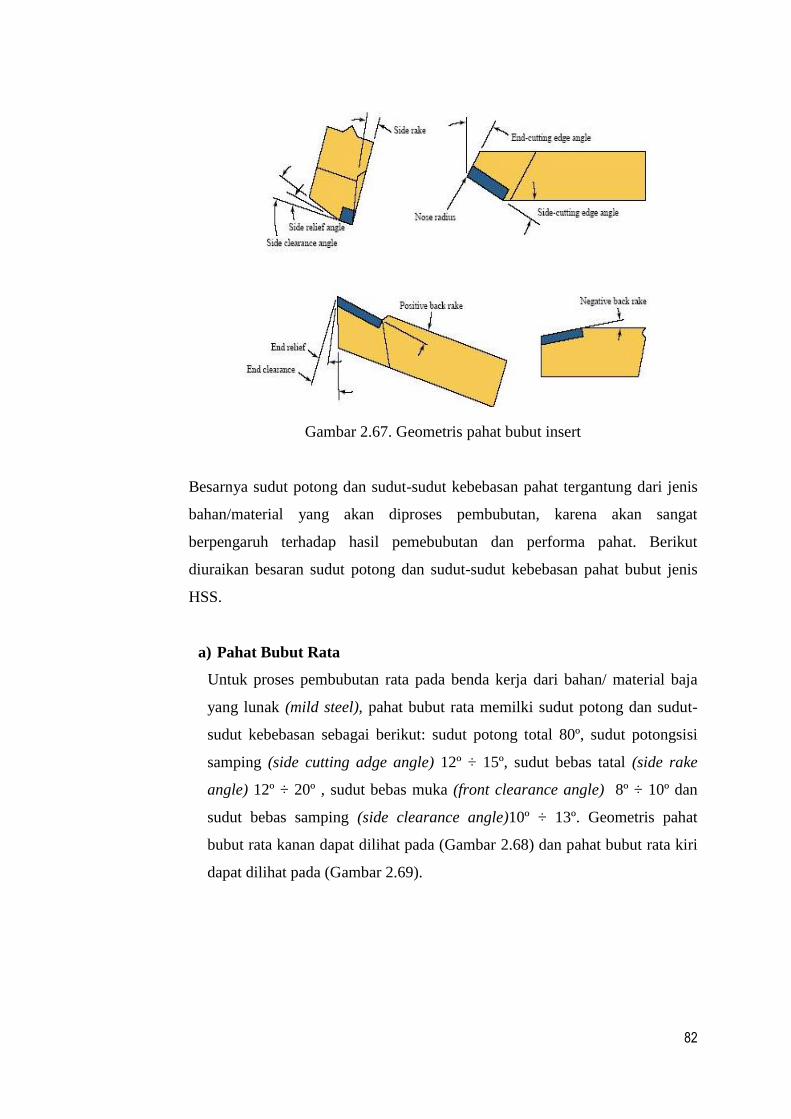
82
Gambar 2.67. Geometris pahat bubut insert
Besarnya sudut potong dan sudut-sudut kebebasan pahat tergantung dari jenis
bahan/material yang akan diproses pembubutan, karena akan sangat
berpengaruh terhadap hasil pemebubutan dan performa pahat. Berikut
diuraikan besaran sudut potong dan sudut-sudut kebebasan pahat bubut jenis
HSS.
a) Pahat Bubut Rata
Untuk proses pembubutan rata pada benda kerja dari bahan/ material baja
yang lunak (mild steel), pahat bubut rata memilki sudut potong dan sudut-
sudut kebebasan sebagai berikut: sudut potong total 80º, sudut potongsisi
samping (side cutting adge angle) 12º ÷ 15º, sudut bebas tatal (side rake
angle) 12º ÷ 20º , sudut bebas muka (front clearance angle) 8º ÷ 10º dan
sudut bebas samping (side clearance angle)10º ÷ 13º. Geometris pahat
bubut rata kanan dapat dilihat pada (Gambar 2.68) dan pahat bubut rata kiri
dapat dilihat pada (Gambar 2.69).

83
Gambar 2.68. Geometris pahat bubut rata kanan
Gambar 2.69. Geometris pahat bubut rata kiri
b) Pahat Bubut Muka/ Facing
Untuk proses pembubutan muka/ facing pada benda kerja dari bahan/
material baja yang lunak (mild steel), pahat bubut muka memilki sudut
potong dan sudut-sudut kebebasan sebagai berikut: sudut potong55º, sudut
potong sisi samping (side cutting adge angle) 12º ÷ 15º, sudut bebas tatal
(side rake angle) 12º ÷ 20º , sudut bebas muka (front clearance angle) 8º ÷
10º dan sudut bebas samping (side clearance angle) 10º ÷ 13º. Geometris
pahat bubut muka/ facing dapat dilihat pada (Gambar 2.70).

84
Gambar 2.70. Pahat bubut muka/ facing
Besaran sudut potong dan sudut-sudut kebebasan lainnya yang ditunjukkan
pada gambar diatas adalah berdasar pada pengalaman empiris, selain itu
berikut ditampilkan tabel petunjuk penggunaan sudut potong dan sudut-
sudut kebebasan lainnya berdasarkan jenis bahan/ material yang akan
dikerjakan. (Tabel 2.2).
Tabel 2.2. Penggunaan sudut tatal dan sudut bebas pahat bubut

85
c) Pahat Bubut Ulir Segitiga
Pembuatan ulir segitiga yang sering dilakukan pada mesin bubut yang pada
umumnya adalah jenis ulir metris (M) dan withwort (W). Jenis ulir metris
memiliki sudut puncak ulir sebesar 60 (Gambar 2.71) dan ulir withwort
55 (Gambar 2.72). Besarnya sudut pahat bubut ulir harus disesuaikan
dengan jenis ulir yang akan dibuat dan sudut-sudut kebebasan potongnya
harus dihitung sesuai dengan kisar atau gangnya.
Gambar 2.71. Pahat bubut ulir metris (60º)
Gambar 2.72. Pahat bubut ulirwithwort (55º)
55º
60º

86
d) Pahat Bubut Ulir Segi Empat
Seperti halnya pahat bubut ulir segitiga, besaran sudut-sudut kebebasan
pahat bubut ulir segi empat tergantung dari kisar/ gang yang akan dibuat
(Gambar 2.73). Lebar pahat untuk ulir yang tidak terlalu presisi
penambahannya sebesar 0,5 mm. Sedangkan untuk sudut-sudut kebebasan
potongnya harus dihitung sesuai dengan kisar atau gangnya.
Gambar 2.73. Pahat bubut ulir segi empat
Untuk mendapatkan sudut bebas sisi samping pahat bubut ulir yang standar,
sebelum melakukan penggerindaan atau pengasahan sudut-sudut
kebebebasanya harus dihitung terlebih dahulu sesuai kisar/gang ulir yang
dibuat agar supaya mendapatkan sisi potong dan sudut kebebasan yang baik.
Sebagai ilustrasi, sebuah ulir apabila dibentangkan dari titik awalnya, maka
akan membentuk sebuah segitiga siku-siku (2.74).
Gambar 2.74. Ilustrasi bentangan ulir
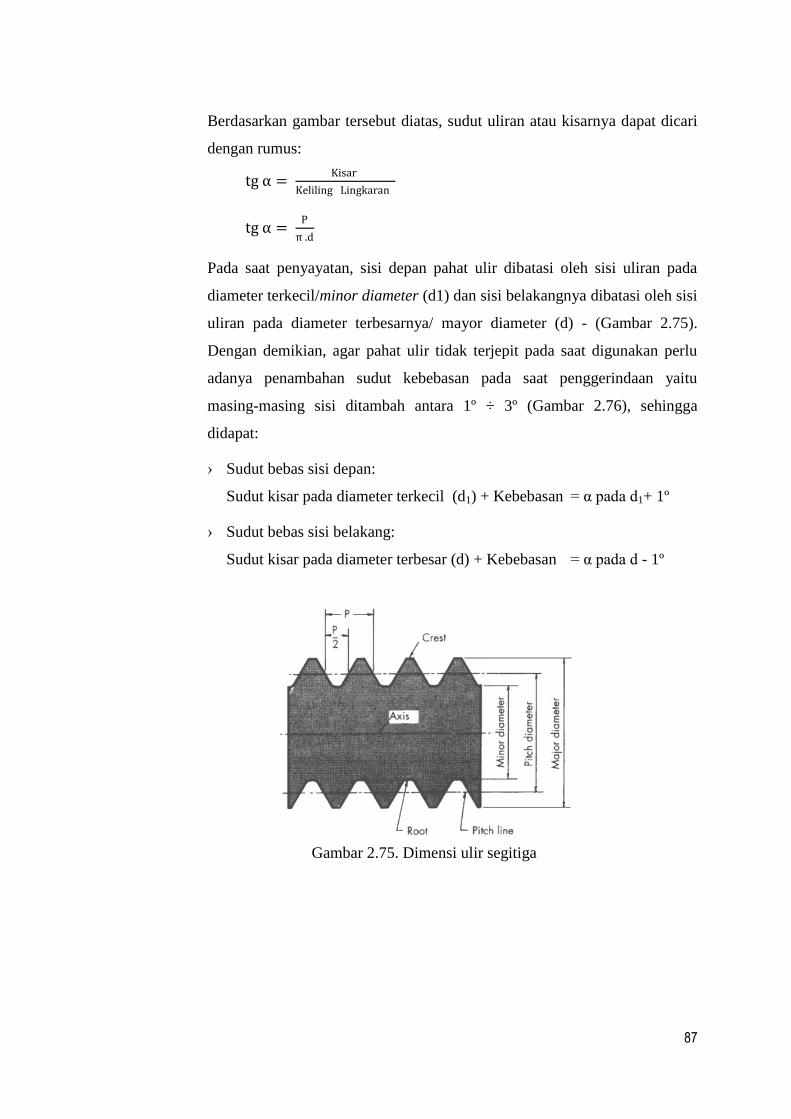
87
Berdasarkan gambar tersebut diatas, sudut uliran atau kisarnya dapat dicari
dengan rumus:
tg α = Kisar
Keliling Lingkaran
tg α = P
π .d
Pada saat penyayatan, sisi depan pahat ulir dibatasi oleh sisi uliran pada
diameter terkecil/minor diameter (d1) dan sisi belakangnya dibatasi oleh sisi
uliran pada diameter terbesarnya/ mayor diameter (d) - (Gambar 2.75).
Dengan demikian, agar pahat ulir tidak terjepit pada saat digunakan perlu
adanya penambahan sudut kebebasan pada saat penggerindaan yaitu
masing-masing sisi ditambah antara 1º ÷ 3º (Gambar 2.76), sehingga
didapat:
› Sudut bebas sisi depan:
Sudut kisar pada diameter terkecil (d1) + Kebebasan = α pada d1+ 1º
› Sudut bebas sisi belakang:
Sudut kisar pada diameter terbesar (d) + Kebebasan = α pada d - 1º
Gambar 2.75. Dimensi ulir segitiga
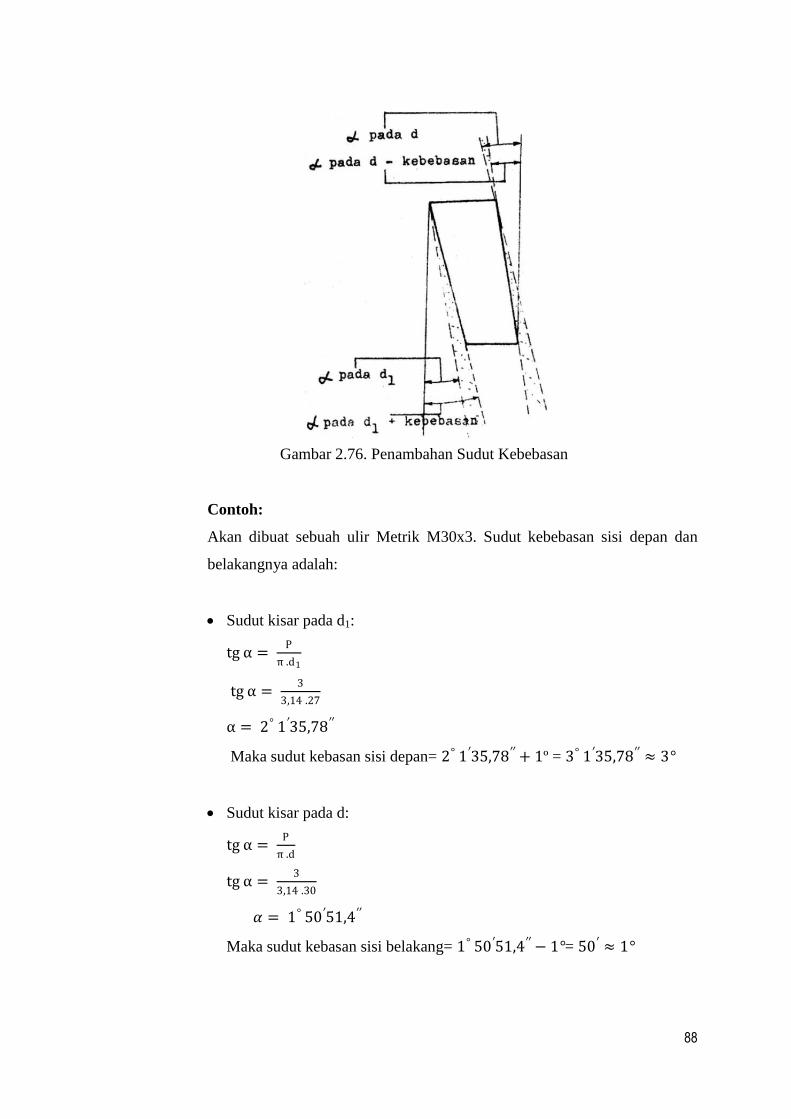
88
Gambar 2.76. Penambahan Sudut Kebebasan
Contoh:
Akan dibuat sebuah ulir Metrik M30x3. Sudut kebebasan sisi depan dan
belakangnya adalah:
Sudut kisar pada d1:
tg α = P
π .d1
tg α = 3
3,14 .27
α = 2° 1′35,78′′
Maka sudut kebasan sisi depan= 2° 1′35,78′′ + 1º = 3° 1′35,78′′ ≈ 3°
Sudut kisar pada d:
tg α = P
π .d
tg α = 3
3,14 .30
𝛼 = 1° 50′51,4′′
Maka sudut kebasan sisi belakang= 1° 50′51,4′′ − 1°= 50′ ≈ 1°

89
9) Perubahan Geometri Sudut Pahat
Untuk mendapatkan hasil pembubutan yang baik, pemasangan pahat bubut
selain harus kuat dan aman juga ketinggiannya harus setinggi pusat senter agar
tidak terjadi perubahan geometri pada pahat bubut. Posisi ketinggian pahat
bubut terhadap pusat senter benda kerja mempunyai pengaruh besar terhadap
geometri sudut potong utamanya, misalkan posisi tepat pada pusat senter, di
bawah pusat senter, atau di atas pusat senter.
Geometri awal yang kita buat akan terpenuhi apabila kita menempatkan pahat
tepat pada pusat senter dari putaran benda kerja. Apabila kita salah
menyenterkan pahat (di atas atau di bawah senter), maka akan terjadi
perubahan pada geometri sudut bebas () dan sudut garuk () sedangkan sudut
badji () tidak terpengaruh sama sekali.
Gambar 2.77. Geometri pahat bubut
Perubahan ini dapat menyebabkan sudut tersebut menjadi lebih besar atau
menjadi lebih kecil tergantung dari jenis pengerjaan (luar atau dalam) dan
posisi pahat tersebut terhadap pusat senter. Perubahan yang terjadi pada sudut
bebas dan sudut garuk/buang tatal akan saling berlawanan, apabila sudut gama
() membesar maka sudut alfa () akan mengecil dan sebaliknya. Hal ini
disebabkan oleh kelengkungan dari diameter benda kerja. Besarnya perubahan
sudut gama () dan alfa () tergantung dari penyimpangan terhadap pusat
senter, dan diameter dari benda kerja. Perubahan ini jelas tidak kita harapkan
karena akan mempengaruhi proses dan hasil.

90
Adapun kemungkinan perubahan yang terjadi adalah sebagai berikut:
a) Pembubutan Luar
Ketinggian pahat bubut diatas pusat senter benda kerja
Pada kondisi ini ada perubahan sudut yaitu:
› Sudut bebas (), menjadi lebih kecil.
› Sudut garuk (), menjadi lebih besar.
Gambar 2.78. Ketinggian pahat bubut diatas pusat senter benda kerja
Ketinggian pahat dibawah pusat senter benda kerja
Pada kondisi ini ada perubahan geometrisnya sebagai berikut:
› Sudut bebas (), menjadi lebih besar.
› Sudut garuk (), menjadi lebih kecil.
Gambar 2.79. Ketinggian pahat bubut dibawah pusat senter benda kerja

91
b) Pembubutan Dalam
Ketinggian pahat diatas pusat senter benda kerja
Pada kondisi ini ada perubahan geometrisnya sebagai berikut:
› Sudut bebas (), menjadi lebih besar.
› Sudut garuk (), menjadi lebih kecil.
Gambar 2.80. Ketinggian pahat bubut diatas pusat senter benda kerja
Ketinggian pahat dibawah pusat senter benda kerja
Pada kondisi ini ada perubahan geometrisnya sebagai berikut:
› Sudut Bebas (), menjadi lebih kecil.
› Sudut Garuk (), menjadi lebih besar.
Gambar 2.81. Ketinggian pahat bubut dibawah pusat senter benda kerja
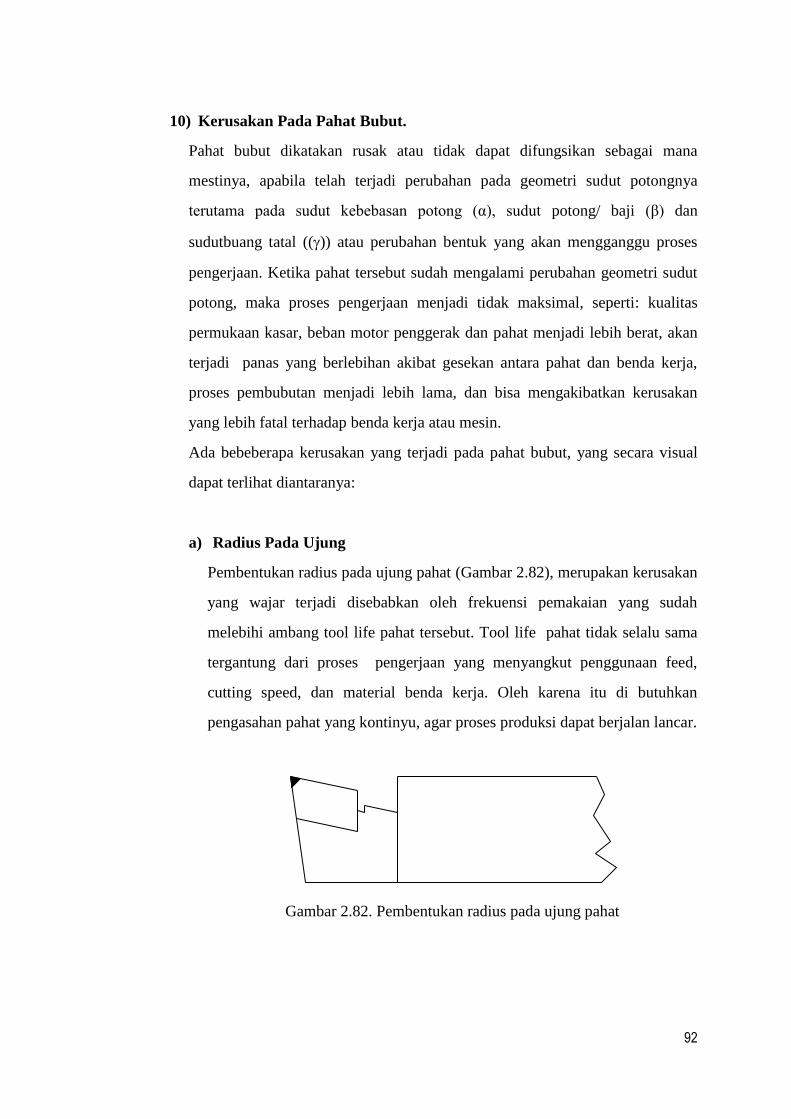
92
10) Kerusakan Pada Pahat Bubut.
Pahat bubut dikatakan rusak atau tidak dapat difungsikan sebagai mana
mestinya, apabila telah terjadi perubahan pada geometri sudut potongnya
terutama pada sudut kebebasan potong (α), sudut potong/ baji (β) dan
sudutbuang tatal (()) atau perubahan bentuk yang akan mengganggu proses
pengerjaan. Ketika pahat tersebut sudah mengalami perubahan geometri sudut
potong, maka proses pengerjaan menjadi tidak maksimal, seperti: kualitas
permukaan kasar, beban motor penggerak dan pahat menjadi lebih berat, akan
terjadi panas yang berlebihan akibat gesekan antara pahat dan benda kerja,
proses pembubutan menjadi lebih lama, dan bisa mengakibatkan kerusakan
yang lebih fatal terhadap benda kerja atau mesin.
Ada bebeberapa kerusakan yang terjadi pada pahat bubut, yang secara visual
dapat terlihat diantaranya:
a) Radius Pada Ujung
Pembentukan radius pada ujung pahat (Gambar 2.82), merupakan kerusakan
yang wajar terjadi disebabkan oleh frekuensi pemakaian yang sudah
melebihi ambang tool life pahat tersebut. Tool life pahat tidak selalu sama
tergantung dari proses pengerjaan yang menyangkut penggunaan feed,
cutting speed, dan material benda kerja. Oleh karena itu di butuhkan
pengasahan pahat yang kontinyu, agar proses produksi dapat berjalan lancar.
Gambar 2.82. Pembentukan radius pada ujung pahat

93
b) Keausan Pada Bidang Bebas Muka
Keausan pada bidang bebas muka (Gambar 2.83), dapat disebabkan oleh
pemakaian feed yang terlalu besar, atau sudut bebasnya () terlalu kecil ,
sehingga terjadi pergesekan antara pahat dan benda kerja. Hal ini dapat
dihindari dengan memperbesar sudut bebas atau memperkecil feed.
Andaikan dalam kondisi ini pahat masih terus dipakai maka yang akan
terjadi adalah penggesekan penyayatan dan berakibat seperti di atas.
Gambar 2.83. Keausan pada bidang bebas muka
c) Keausan Pada Bidang Potong
Keausan pada bidang potong (Gambar 2.84), disebabkan panas yang
berlebihan (over heat). Panas yang timbul dari hasil penyayatan dibawa oleh
chips dan disalurkan ke pahat melalui bidang garuk tersebut. Hal ini bisa
disebabkan oleh pemakaian cutting speed yang terlalu tinggi, dan juga
sistim pendinginan yang kurang baik, sehingga panas yang muncul
berlebihan dan tidak dapat dihantarkan atau dinetralisir dengan sempurna.
Keausan ini akan menyebabkan berubahnya nilai sudut potong, tingkat
kesesuaian antara geometri sudut dan material akan berubah pula pada
akhirnya akan mempengaruhi kualitas dari benda kerja. Hal ini dapat
dicegah dengan penggunaan cutting speed yang sesuai dan pendinginan
yang baik.
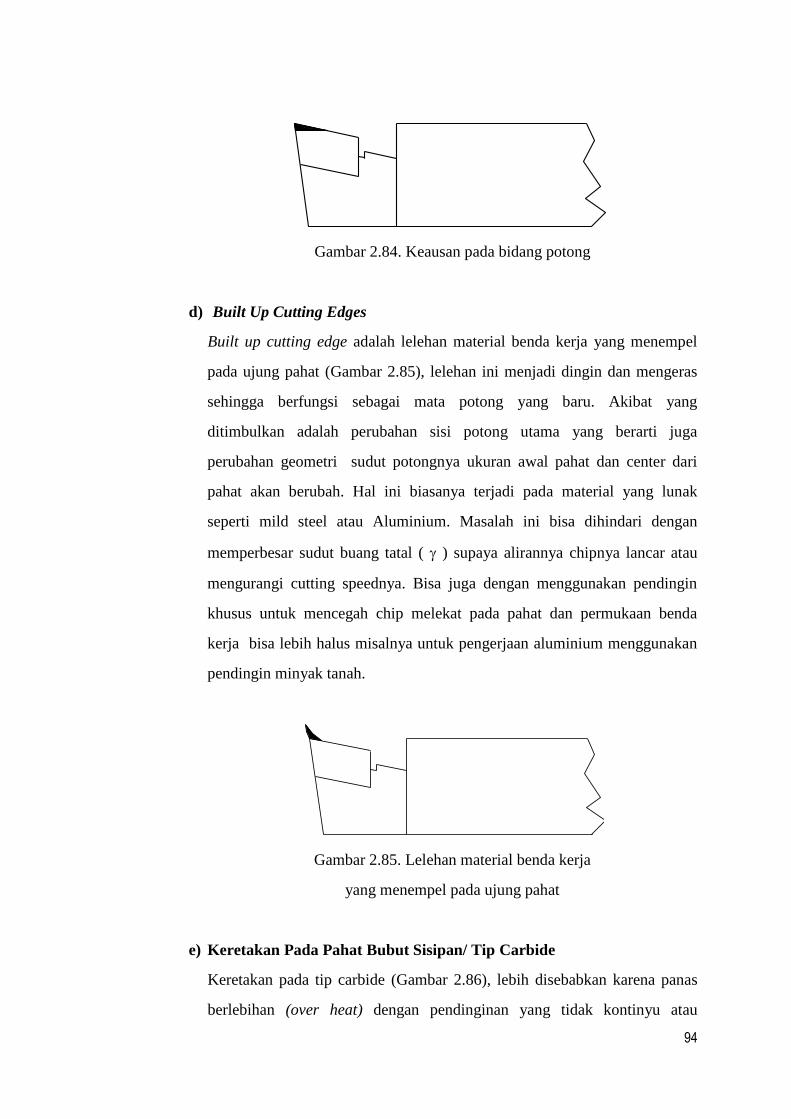
94
Gambar 2.84. Keausan pada bidang potong
d) Built Up Cutting Edges
Built up cutting edge adalah lelehan material benda kerja yang menempel
pada ujung pahat (Gambar 2.85), lelehan ini menjadi dingin dan mengeras
sehingga berfungsi sebagai mata potong yang baru. Akibat yang
ditimbulkan adalah perubahan sisi potong utama yang berarti juga
perubahan geometri sudut potongnya ukuran awal pahat dan center dari
pahat akan berubah. Hal ini biasanya terjadi pada material yang lunak
seperti mild steel atau Aluminium. Masalah ini bisa dihindari dengan
memperbesar sudut buang tatal ( ) supaya alirannya chipnya lancar atau
mengurangi cutting speednya. Bisa juga dengan menggunakan pendingin
khusus untuk mencegah chip melekat pada pahat dan permukaan benda
kerja bisa lebih halus misalnya untuk pengerjaan aluminium menggunakan
pendingin minyak tanah.
Gambar 2.85. Lelehan material benda kerja
yang menempel pada ujung pahat
e) Keretakan Pada Pahat Bubut Sisipan/ Tip Carbide
Keretakan pada tip carbide (Gambar 2.86), lebih disebabkan karena panas
berlebihan (over heat) dengan pendinginan yang tidak kontinyu atau
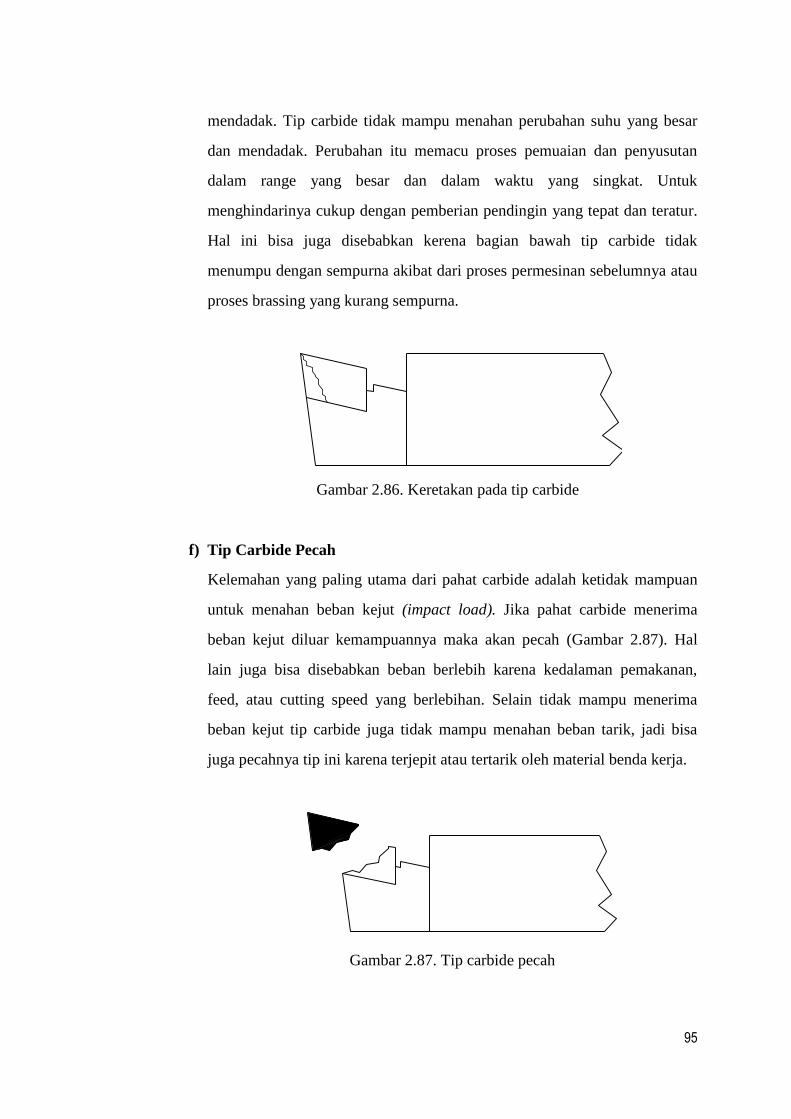
95
mendadak. Tip carbide tidak mampu menahan perubahan suhu yang besar
dan mendadak. Perubahan itu memacu proses pemuaian dan penyusutan
dalam range yang besar dan dalam waktu yang singkat. Untuk
menghindarinya cukup dengan pemberian pendingin yang tepat dan teratur.
Hal ini bisa juga disebabkan kerena bagian bawah tip carbide tidak
menumpu dengan sempurna akibat dari proses permesinan sebelumnya atau
proses brassing yang kurang sempurna.
Gambar 2.86. Keretakan pada tip carbide
f) Tip Carbide Pecah
Kelemahan yang paling utama dari pahat carbide adalah ketidak mampuan
untuk menahan beban kejut (impact load). Jika pahat carbide menerima
beban kejut diluar kemampuannya maka akan pecah (Gambar 2.87). Hal
lain juga bisa disebabkan beban berlebih karena kedalaman pemakanan,
feed, atau cutting speed yang berlebihan. Selain tidak mampu menerima
beban kejut tip carbide juga tidak mampu menahan beban tarik, jadi bisa
juga pecahnya tip ini karena terjepit atau tertarik oleh material benda kerja.
Gambar 2.87. Tip carbide pecah

96
g) Tip Carbide Lepas
Lepasnya tip carbide ini lebih disebabkan karena sistim pengikat antara tip
hasil brassing dan holdernya kurang baik, atau bisa juga disebabkan oleh
beban lebih (over load) yang menyebabkan lepasnya sistim pengikat yang
ada (gambar 2.88).
Gambar 2.88. Tip Carbide lepas
11) Pemilihan Pahat Bubut
Pertimbangan dalam memilih pahat bubut yang akan digunakan sebaiknya
mempertimbangkan beberapa hal, diantaranya:
› Bahan/ material benda kerja
Kwalitas bahan pahat bubut harus memililki siafat keras, ulet, tahan gesek,
tahan aus dan tahan beban kejut.
› Kecepatan potong (Cutting speed - Cs)
Makin tinggi kecepatan potong yang ditetapkan, alat potong harus
mempunyai sifat tahan panas yang baik.
› Kualitas permukaan (Surface Quality)
Semakin bagus kualitas permukaan yang dituntut, alat potong harus
mempunyai sifat tahan aus yang baik.
› Frekuensi penggunaan
Semakin sering digunakan, alat potong harus mempunyai sifat tahan
terhadap keausan.
› Ekonomis
97
Pertimbangan ekonomis, harga semakin murah tapi kualitas semaksimal
mungkin.
3. Rangkuman
Macam Alat Potong Pada Mesin Bubut:
Selain pahat bubut, terdapat bebeberapa macam alat potong yang digunakan pada
mesin bubut diantaranya:
› Bor Senter (Centre drill)
Bor senter adalah salah satu alat potong pada mesin bubut yang berfungsi
untuk membuat lubang senter pada ujung permukaan benda kerja. Jenis bor
senter ada tiga yaitu: bor senter standar (standar centre driil), bor senter dua
mata sayat (safety type centre drill) dan bor senter mata sayat radius (radius
form centre drill).
› Mata Bor (Twist Drill)
Mata bor adalah salah satu alat potong pada mesin bubut yang berfungsi untuk
membuat lubang pada benda pejal. Dalam membuat diameter lubang bor dapat
disesuaikan dengan kebutuhan, yaitu tergantung dari diameter mata bor yang
digunakan.
› Kontersing (Countersink)
Kontersing (Countersink) adalah salahsatu alat potong pada mesin bubut yang
berfungsi untuk membuat champer pada ujung lubang agar tidak tajam atau
untuk membuayt champer pada ujung lubang untuk membenamkan kepala baut
berbentuk tirus.
Apabila dilihat dari tangkainya, kontersing dapat dibagi menjadi dua jenis yaitu
kontersing tangkai lurus dan kontersing tangkai tirus.
Apabila dilihat dari jumlah mata sayatnya, kontersing dapat dibagi menjadi
enam jenis yaitu: kontersing mata sayat satu, kontersing mata sayat dua,
kontersing mata sayat tiga, kontersing mata sayat empat, kontersing mata sayat
lima, dan kontersing mata sayat enam.
› Konterbor (Counterbor)
Konterbor (counterbor) adalah salah satu alat potong pada mesin bubut yang
berfungsi untuk membuat lubang bertingkat. Hasil lubang bertingkat berfungsi

98
sebagai dudukan kepala baut L. Jenis alat ini apabila dilihat dari tangkainya
terbagi menjadi dua yaitu konterbor tangkai lurus. Apabila dilihat dari sisi
ujung mata sayatnya, alat ini juga terbagi menjadi dua yaitu, konterbor dengan
pengarah dan konterbor tanpa pengarah.
› Rimer Mesin (Reamer Machine)
Rimer mesin adalah salah satu alat potong pada mesin bubut yang berfungsi
untuk memperhalus dan memperbesar lubang dengan toleransi dan suaian
khusus sesuai tuntutan pekerjaan, yang prosesnya benda kerja sebelumnya
dibuat lubang terlebih dahulu. Pembuatan lubang sebelum dirimer, untuk
diameter sampai dengan 10 mm dianjurkan diameternya dibuat lebih kecil dari
diameter nominal rimer yaitu antara 0,15 ÷ 0,25 mm dan untuk lubang
diameter 10 mm keatas, dianjurkan diameternya dibuat lebih kecil dari
diameter nominal rimer yaitu antara 0,25 ÷ 0,60 mm.
› Kartel (Knurling)
Kartel (knurling) adalah suatu alat pada mesin bubut yang berfungsi untuk
membuat alur-alur melingkar lurus atau silang pada bidang permukaan benda
kerja bagian luar atau dalam. Tujuan pengkartelan bagian luar adalah agar
permukaan bidanng tidak licin pada saat dipegang, contohnya terdapat pada
batang penarik, tangkai palu besi dan pemutar yang dipegang dengan tangan.
Untuk pengkartelan bagian dalam tujuannya adalah untuk keperluan khusus,
misalnya memperkecil lubang bearing yang sudah longgar.
Bentuk/ profil hasil pengkartelan ada tiga jenis yaitu: belah ketupat/ intan,
menyudut/ silang dan lurus.
Pahat Bubut:
Pahat bubut merupakan salahsatu alat potong yang sangat diperlukan pada proses
pembubutan, karena pahat bubut dengan berbagai jenisnya dapat membuat benda
kerja dengan berbagai bentuk sesuai tututan pekerjaan misalnya, dapat digunakan
untuk membubut permukaan/ facing, rata, bertingkat, alur, champer, tirus,
memperbesar lubang, ulir dan memotong.

99
Bahan Pahat Bubut:
Unsur-unsur yang berpengaruh terhadap performa alat potong/ pahat bubut
diantaranya: Tungsten/ Wolfram (W), Chromium (Cr), Vanadium (V),
Molybdenum (Mo) dan Cobalt (Co).
Sifat yang diperlukan untuk sebuah alat potong tidak hanya kerasnya saja, akan
tetapi masih ada sifat lain yang diperlukan untuk membuat suatu alat potong
memilkiperforma yang baik misalnya, bagaimana ketahanan terhadap gesekan,
ketahanan terhadap panas, ketahanan terhadap benturan dll.
Macam-macam pahat bubut dilihat dari jenis material/ bahan yang
digunakanmeliputi: Baja karbon, Baja kecepatan tinggi (High Speed Steels-
HSS), Paduan cor nonferro (cast nonferrous alloys; cast carbides), Karbida
(cemented carbides; hardmetals), Keramik (ceramics), CBN (cubic boron
nitrides), dan Intan (sintered diamonds & natural diamond).
Proses Pembuatan Pahat Bubut
Untuk mendapatkan kualitas hasil produk pahat bubut yang standar, tahapan
proses pembuatannya harus sesuai prosedur yang telah ditetapkan. Tahapannya
pembuatan pahat bubut sebagai berikut:
- Proses mixing: Merupakan proses pencampuran (mixing) antara serbuk
logam dengan bahan aditif.
- Proses pembentukan (forming): Proses pembentukan (forming), yaitu
proses pemberian gaya-gaya kompaksi baik pada temperatur ruang (cold
compaction) maupun pada temperatur tinggi (hot compaction). Proses cold
compaction akan dilanjutkan dengan proses sintering, yaitu proses
pemanasan yang dilakukan pada kondisi vakum sehingga diperoleh partikel-
partikel yang bergabung dengan kuat.
- Proses manufaktur: Proses manufaktur adalah proses pemesinan dalam
rangka membentuk produk alat potong sesuai standar yang diinginkan.
- Proses finishing: Proses finishing adalah proses mengahluskan bidang/
bagian tertentu agar kelihatan lebih menarik bila dilihat dari sisi tampilan,
dengan tidak mempengaruhi spesifikasi.
Sifat Bahan/ Material Pahat Bubut
Secara garis besar ada empat sifat utama yang diperlukan untuk menjadi alat
100
potong yang memiliki kemampuan pemotongan/ performa yang baik. Adapun
sifat-sifat yang dibutuhkan pada suatu alat potong antara lain sebagai berikut:
- Keras: Sifat paling utama yang dibutuhkan oleh alat potong adalah keras.
Agar dapat memotong/menyayat bahan benda kerja/ material dengan baik,
alat potongharus memilki sifat lebih keras dari benda kerja/ row material.
- Ulet/ liat: Sifat ulet sangat diperlukan pada suatu alat potong, terutama
untuk mengatasi/ menetralisir adanya beban kejut dan getaran yang
mungkin muncul sewaktu pemotongan/ penyayatan terjadi. Sifat ulet ini
menyebabkan pahat mampu untuk mengalami pelenturan atau defleksi yang
bersifat elastis
- Tahan Panas: Setiap alat potong pada saat digunakan untuk melakukan
pemotongan/ penyayatan akan timbul panas, hal ini tarjadi karena adanya
gesekan akibat pemotongan . Besarnya panas yang ditimbulkan secara
dominan tergantung dari kecepatan potong (cutting speed), kecepatan
pemakanan (feed), kedalaman pemakanan (depth of cut), putaran mesin
(Revolotion per menit – Rpm), jenisbahan benda kerja yang dikerjakan dan
penggunaan air pendingin.
- Tahan aus: Keausan yang timbul pada mata sayat pahat bubut, dapat
disebabkan terjadinya gesekan maupun getaran yang terjadi pada saat
pemotongan/ penyayatan. Sifat tahan aus dapat diperbaiki dengan
penambahan unsur paduan ataupun perbaikan pada geometri sudut pada
pahat bubut.
Macam-macam Pahat Bubut berdasarkan klasifikasinya
Menurut Letak/Posisi Penyayatan:
Pahat bubut luar: Digunakan untuk proses pembubutan benda kerja pada
bidang bagian luar.
Pahat bubut dalam: Digunakan untuk proses pembubutan benda kerja
pada bidang bagian dalam.
Menurut Keperluan Pekerjaan:
Pahat kasar (roughing): Selama diperlukan untuk proses pengerjaan
kasar, pahat harus menyayat benda kerja dalam waktu yang sesingkat

101
mungkin. Maka digunakan pahat kasar (roughing) yang konstruksinya
dibuat kuat.
Pahat Finishing: Apabila diinginkan hasil permukaan yang halus,
sebaiknya digunakan pahat finishing. Ada dua jenis pahat finishing, yaitu
pahat finishing titik dan pahat finishing datar. Pahat finishing titik
mempunyai sisi potong bulat, sedang pahat finishing datar mempunyai
sisi potong rata.
Menurut Letak Sisi Potongnya
Pahat kanan: Pahat kanan adalah pahat yang mempunyai mata potong
yang sisi potongnya menghadap kekanan apabila pahat mata potongnya
dihadapkan kearah kita. Penggunaannya untuk mengerjakan benda kerja
dari arah kanan ke arah kiri, atau menuju kearah kepala tetap/ cekam.
Pahat kiri: Pahat kiri adalah pahat yang mempunyai mata potong yang
sisi potongnya menghadap kekiri apabila pahat mata potongnya
dihadapkan kearah kita. Penggunaannya untuk untuk mengerjakan benda
kerja dari arah kiri ke arah kanan, atau menuju kearah kepala lepas.
Menurut Fungsi
Pahat rata: Pahat bubut jenis ini digunakan untuk membubut permukaan
rata pada bidang memanjang. Sistem kerjanya adalah dengan
menggerakkan pahat dari ujung luar benda kerja kearah cekam atau
sebaliknya tergantung pahat kanan atau kiri.
Pahat sisi/muka: Pahat bubut jenis ini yang digunakan untuk membubut
pada permukaan benda kerja. Sistem kerjanya adalah dengan
menggerakkan dari tengah benda kerja kearah keluar atau sebaliknya
tergantung dari arah putarannya.
Pahat potong: Pahat jenis ini digunakan khusus untuk memotong suatu
benda kerja hingga ukuran panjang tertentu.
Pahat alur: Pahat jenis ini digunakan untuk membentuk profil alur pada
permukaan benda kerja. Bentuk tergantung dari pahat alur yang
digunakan.
Pahat champer: Pahat jenis ini digunakan untuk menchamper pada ujung
permukaan benda kerja. Besar sudut champer pada umumnya 45º

102
Pahat ulir: Pahat jenis ini digunakan untuk membuat ulir pada permukaan
benda kerja, baik pembuatan ulir dalam maupun ulir luar.
Pahat Bubut Standar ISO:
Pahat bubut standar ISO terdapat 9 (sembilan) type diantaranya:
- ISO 1: Digunakan untuk pembubutan memanjang dengan hasil sudut
bidangnya (plane angle)75o .
- ISO 2: Digunakan untuk pembubutan memanjang dan melintang dengan hasil
sudut bidangnya (plane angle) 45o.
- ISO 3: Digunakan untuk pembubutan memanjang dan melintang (menjauh
dari center) dengan hasil sudut bidangnya (plane angle)93o.
- ISO 4: Digunakan untuk pembubutan memanjang dengan pemakanan kecil
(finishing) dengan hasil sudut bidangnya (plane angle)0o.
- ISO 5: Digunakan untuk pembubutan melintang menuju center dengan hasil
sudut bidangnya (plane angle) 0o.
- ISO 6: Digunakan untuk pembubutan memanjang dengan hasil sudut
bidangnya (plane angle)90o.
- ISO 7: Digunakan untuk pembubutan alur menuju center dengan hasil sudut
bidangnya (plane angle)0o.
- ISO 8: Digunakan untuk pembesaran lubang tembus dengan hasil sudut
bidangnya (plane angle)75o.
- ISO 9: Digunakan untuk pembesaran lubang tak tembus dengan hasil sudut
bidangnya (plane angle) 95o.
Pahat Bubut Standar DIN:
Jenis pahat bubut menurut standar DIN, terdapat 10 (sepuluh) type yaitu:
- Pahat DIN 4971: Digunakan untuk proses pembubutan memanjang dengan
hasil sudut bidangnya (plane angle) sebesar 75o.
- Pahat DIN 4972F: Digunakan untuk pembubutan memanjang dan melintang
(pembubutan permukaan/ facing) dengan hasil sudut bidangnya (plane angle)
sebesar 45º.
- Pahat DIN 4973: Digunakan untuk proses pembesaran lubang tembusdengan
hasil sudut bidangnya (plane angle) sebesar 75º.

103
- Pahat DIN 4974: Digunakan untuk proses pembesaran lubang tak tembus
dengan hasil sudut bidangnya (plane angle) sebesar 95o.
- Pahat DIN 4975: Digunakan untuk pembubutan finising arah memanjang
dengan hasil sudut bidangnya (plane angle) sebesar 45º.
- Pahat DIN 4976: Digunakan proses pembubutan memanjang dengan
pemakanan relatif kecil dengan hasil sudut bidangnya (plane angle)
sebesar 0º.
- Pahat DIN 4977: Digunakan untuk proses pembubutan melintang menuju
sumbu center dengan hasil sudut bidangnya (plane angle) sebesar 0º.
- Pahat DIN 4978: Digunakan untuk proses pembubutan memanjang dan
melintang dengan sudut bidang samping (plane angle) sebesar 93º.
- Pahat DIN 4980: Digunakan untuk proses pembubutan memanjang dengan
hasilsudut bidangnya (plane angle) sebesar 90º, sehingga pada proses
pembubutan bertingkat yang selisih diameternya tidak terlalu besar dan hasil
sudut bidangnya dikehendaki siku (90º) pahatnya tidak perlu digerakkan
menjahui sumbu senter.
- Pahat DIN 4981: Digunakan untuk proses pembubutan alur menuju sumbu
center dengan hasil sudut bidangnya (plane angle) sebesar 0º.
Macam-macam Pahat Bubut Sisipan (inserts Tips).
- Pahat bubut sisipan (inserts tips): Pahat jenis ini pengikatan dibrasing dan
pembuatannya hanya pada bagian ujung yang terbuat dari pahat bubut sisipan,
kemudian diikatkan dengan cara dibrassing pada ujung badan/ bodi.
- Pahat bubut sisipan (inserts tips): Pahat jenis ini pengikatan diklem/ dibaut
- Pahat bubut sisipan (inserts tips) pengikatan diklem/ dibaut, pengikatannya
yaitu dengan cara pahat bubut sisipan klem/ dibaut diselipkan pada
pemegang/ holder
Geometris Pahat Bubut
Nama-nama geometris yang terdapat pada pahat bubut meliputi: sudut potong
samping (side cutting edge angle), sudut potong depan (front cutting edge
angle), sudut tatal (rake angle), sudut bebas sisi (side clearance angle), dan
sudut bebes depan (front clearance angle). Besarnya sudut potong dan sudut-
104
sudut kebebasan pahat tergantung dari jenis bahan/ material yang akan diproses
pembubutan, karena akan sangat berpengaruh terhadap hasil pemebubutan dan
performa pahat. Berikut diuraikan besaran sudut potong dan sudut-sudut
kebebasan pahat bubut jenis HSS.
- Pahat Bubut Rata:
Untuk proses pembubutan rata pada benda kerja dari bahan/ material baja
yang lunak (mild steel), pahat bubut rata memilki sudut potong dan sudut-
sudut kebebasan sebagai berikut: sudut potong total 80º, sudut potong sisi
samping (side cutting adge angle) 12º ÷ 15º, sudut bebas tatal (side rake
angle) 12º ÷ 20º , sudut bebas muka (front clearance angle) 8º ÷ 10º dan
sudut bebas samping (side clearance angle)10º ÷ 13º.
- Pahat Bubut Muka/ Facing
Untuk proses pembubutan muka/ facing pada benda kerja dari bahan/
material baja yang lunak (mild steel), pahat bubut muka memilki sudut
potong dan sudut-sudut kebebasan sebagai berikut: sudut potong55º, sudut
potong sisi samping (side cutting adge angle) 12º ÷ 15º, sudut bebas tatal
(side rake angle) 12º ÷ 20º , sudut bebas muka (front clearance angle) 8º ÷
10º dan sudut bebas samping (side clearance angle) 10º ÷ 13º.
- Pahat Bubut Ulir Segitiga
Pembuatan ulir segitiga yang sering dilakukan pada mesin bubut yang pada
umumnya adalah jenis ulir metris (M) dan withwort (W). Jenis ulir Metris
memiliki sudut puncak ulir sebesar 60 dan ulir Withwort 55. Besarnya
sudut pahat bubut ulir harus disesuaikan dengan jenis ulir yang akan dibuat
dan sudut-sudut kebebasan potongnya harus dihitung sesuai dengan kisar
atau gangnya.
- Pahat Bubut Ulir Segi Empat
Seperti halnya pahat bubut ulir segitiga, besaran sudut-sudut kebebasan
pahat bubut ulir segi empat tergantung dari kisar/ gang yang akan dibuat.
Lebar pahat untuk ulir yang tidak terlalu presisi penambahannya
sebesar 0,5 mm.
Untuk mendapatkan sudut bebas sisi samping pahat bubut ulir yang standar,
sebelum melakukan penggerindaan atau pengasahan sudut-sudut

105
kebebebasanya harus dihitung terlebih dahulu sesuai kisar/gang ulir yang
dibuat agar supaya mendapatkan sisi potong dan sudut kebebasan yang baik.
Besarnya sudut-sudut kebebasan pada pahat ulir dapat dihitung dengan
rumus:
tg α = Kisar
Keliling Lingkaran
tg α = P
π .d
Agar pahat ulir tidak terjepit pada saat digunakan perlu adanya penambahan
sudut kebebasan pada saat penggerindaan, yaitu masing-masing sisi
ditambah antara 1º ÷ 3º, maka:
› Sudut bebas sisi depan:
Sudut kisar pada diameter terkecil (d1) + Kebebasan = α pada d1+ 1º
› Sudut bebas sisi belakang:
Sudut kisar pada diameter terbesar (d) + Kebebasan = α pada d - 1º
Perubahan Geometri Sudut Pahat
Untuk mendapatkan hasil pembubutan yang baik, pemasangan pahat bubut
selain harus kuat/kokoh juga ketinggiannya harus setinggi pusat senter agar
tidak terjadi perubahan geometri pahat.
Posisi pahat terhadap pusat senter dari putaran benda kerja mempunyai
pengaruh pusat senter, di bawah pusat senter, atau di atas pusat senter.
Geometri awal yang kita buat akan terpenuhi apabila kita menempatkan pahat
tepat pada pusat senter dari putaran benda kerja. Apabila kita salah
menyenterkan pahat (di atas atau di bawah pusat senter), maka akan terjadi
perubahan pada geometri sudut bebas () dan sudut garuk () sedangkan sudut
badji () tidak terpengaruh sama sekali.
Kerusakan Pada Pahat Bubut.
Pahat bubut dikatakan rusak atau tidak dapat difungsikan sebagai mana
mestinya, apabila telah terjadi perubahan pada geometri sudut potongnya
terutama pada sudut kebebasan potong (α), sudut potong/ baji (β) dan
sudutbuang tatal (()) atau perubahan bentuk yang akan mengganggu proses
pengerjaan. Ketika pahat tersebut sudah mengalami perubahan geometrinya

106
maka proses pengerjaan menjadi tidak maksimal, seperti: kualitas permukaan
kasar, beban motor penggerak dan pahat menjadi lebih berat, akan terjadi
panas yang berlebihan akibat gesekan antara pahat dan benda kerja, proses
pembubutan menjadi lebih lama, dan bisa mengakibatkan kerusakan yang lebih
fatal terhadap benda kerja atau mesin.
Ada bebeberapa kerusakan yang terjadi pada pahat bubut, yang secara visual
dapat terlihat diantaranya: radius pada ujung pahat, keausan pada bidang bebas
muka, keausan pada bidang potong, Built up cutting edge, keretakan pada tip
carbide, tip carbide pecah, dan tip carbide lepas.
Pemilihan Pahat Bubut
Pertimbangan dalam memilih pahat bubut yang akan digunakan sebaiknya
mempertimbangkan beberapa hal, diantaranya:
› Bahan/ material benda kerja
Pahat bubut harus lebih keras dari benda kerja yang akan dikerjakan
› Kecepatan potong (Cutting speed - Cs)
Makin tinggi kecepatan potong yang ditetapkan, alat potong harus
mempunyai sifat tahan panas yang baik.
› Kualitas permukaan (Surface Quality)
Semakin bagus kualitas permukaan yang dituntut, alat potong harus
mempunyai sifat tahan aus yang baik.
› Frekuensi penggunaan
Semakin sering digunakan, alat potong harus mempunyai sifat tahan
terhadap keausan.
› Ekonomis
Pertimbangan ekonomis, harga semakin murah tapi kualitas semaksimal
mungkin.
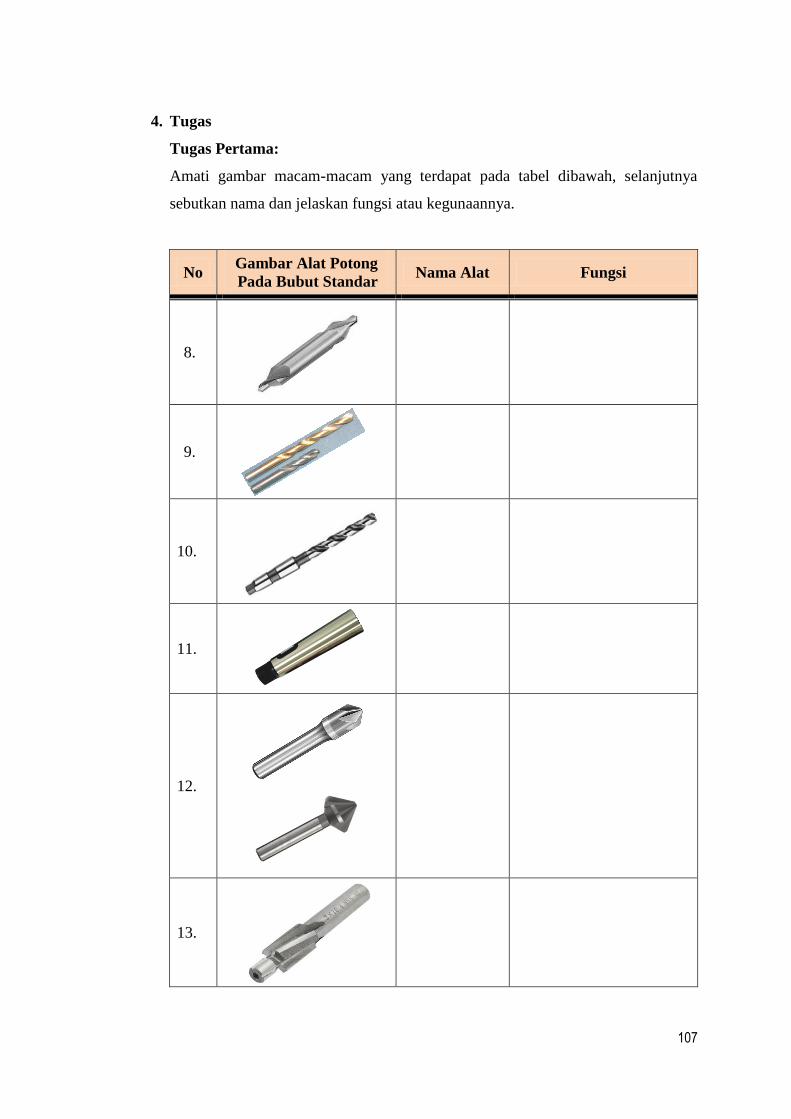
107
4. Tugas
Tugas Pertama:
Amati gambar macam-macam yang terdapat pada tabel dibawah, selanjutnya
sebutkan nama dan jelaskan fungsi atau kegunaannya.
No Gambar Alat Potong
Pada Bubut Standar Nama Alat Fungsi
8.
9.
10.
11.
12.
13.
108
14.
15.
Tugas Kedua:
1. Sebutkan lima unsur yang berpengaruh terhadap performa pahat bubut.
2. Sebutkan minimal lima jenis pahat bubut bila dilhat dari materialnya, dan
jelaskan fungsinya
3. Pahat bubut memiliki empat sifat, sebutkan dan jelaskan apa yang dimaksud
dengan sifat-sifat yang dimiliki pahat bubut tersebut!
4. Bila dilihat dari letak/posisi penyayatnnya pahat bubut ada dua jenis, sebutkan
dan jelaskan penggunaannya.
5. Bila dilihat dari keperluan pekerjaan pahat bubut ada dua jenis, sebutkan dan
jelaskan penggunaannya
6. Bila dilihat dari letak posisi alat potongnya pahat bubut ada dua jenis, sebutkan
dan jelaskan penggunaannya
7. Bila dilihat dari fungsinya pahat bubut ada enam jenis, sebutkan dan jelaskan
penggunaannya
8. Sebutkan minimal enam buah jenis pahat bubut standar ISO berikut fungsinya
9. Sebutkan minimal enam buah jenis pahat bubut standar DIN berikut fungsinya
10. Sebutkan material bahan pahat bubut minimal lima buah!
11. Hitung sudut kebebasn pahat ulir, untuk mengulir M20x2
12. Ketinggian pemasangan pahat bubut terhadap sumbu senter, akan
berpengaruh terhadap geometrinya . Jelaskan perubahan geometri yang terjadi
pada pahat bubut apabila:
a. Pada saat pembubutan luar, ketinggiannya pahatnya dibawah sumbu
senter.

109
b. Pada saat pembubutan luar, ketinggiannya pahatnya diatas sumbu senter.
c. Pada saat pembubutan dalam, ketinggiannya pahatnya dibawah sumbu
senter.
d. Pada saat pembubutan dalam, ketinggiannya pahatnya diatas sumbu senter.
5. Tes Formatif
Pilihan Ganda:
Jawablah soal dibawah ini dengan memilih salah satu jawaban yang dianggap
paling benar dengan memberi tanda (X).
1. Sudut bebas (clearence angle) pada pahat bubut berfungsi untuk….
a. Mempermudah penusukan/penyayatan
b. Meningkatakan kekuatan alat potong
a. Mencegah terjadinya gesekan antara alat potongdengan benda kerja secara
berlebihan
b. Mencegah terjadinya gesekan antara alat potong dengan benda kerja
2. Sudut potong (cutting angle.) pada pahat bubut berfungsi untuk….
a. Mempermudah penusukan/penyayatan
b. Meningkatakan kekuatan alat potong
c. Mencegah terjadinya gesekan antara alat potongdengan benda kerja secara
berlebihan
d. Mencegah terjadinya gesekan antara alat potong dengan benda kerja
3. Sudut garuk (rake angle) pada pahat bubut berfungsi untuk….
a. Mempermudah penusukan/penyayatan
b. Meningkatakan kekuatan alat potong
c. Mencegah terjadinya gesekan antara alat potongdengan benda kerja secara
berlebihan
d. Mencegah terjadinya gesekan antara alat potong dengan benda kerja
4. Jenis material alat potong/pahat bubut paling keras, yang digunakan untuk
pengerjaan finishing dan presisi adalah….
a. Baja perkakas paduan tinggi
b. Baja Kecepatan Tinggi
c. Diamond
d. Keramik

110
5. Jenis pahat ISO yang berfungsi untuk pembesaran lubang tak tembus adalah…
a. ISO 9
b. ISO 8
c. ISO 7
d. ISO 6
6. Fungsi pahat ISO 7 adalah…
a. Untuk pembubutan memanjang dengan plan angle 75o.
b. Untuk pembubutan memanjang dan melintang dengan plan angle 45o.
c. Untuk pembubutan memanjang dan melintang (menjauh dari center)
dengan plan angle 93o.
d. Untuk pembubutan alur menuju center dengan plan angle 0o.
7. Jenis pahat bubut metris memilki sudut.....
a. 45o
b. 30o
c. 60o
d. 55o
8. Jenis pahat bubut whitwort memilki sudut.....
a. 45o
b. 55o
c. 60o
d. 30o
9. Pemasangan pahat bubut diatas pusat senter benda kerja pada proses
pengerjaan luar sebagaimana gambar dibawah, akan berdampak pada
perubahan sudut yaitu….
a. Sudut bebas () menjadi lebih kecil dan sudut garuk () menjadi lebih besar
b. Sudut bebas () menjadi lebih kecil dan sudut garuk () menjadi lebih besar

111
c. Sudut bebas () menjadi lebih besar dan sudut garuk () menjadi lebih kecil
d. Sudut bebas () menjadi lebih besar dan sudut garuk () menjadi lebih kecil
10. Pemasangan pahat bubut diatas pusat senter benda kerja pada proses
pengerjaan dalam sebagaimana gambar dibawah, akan berdampakpada
perubahan sudut yaitu….
a. Sudut bebas () menjadi lebih kecil dan sudut garuk () menjadi lebih
besar
b. Sudut bebas () menjadi lebih kecil dan sudut garuk () menjadi lebih
besar
c. Sudut bebas () menjadi lebih besar dan sudut garuk () menjadi lebih
kecil
d. Sudut bebas () menjadi lebih besar dan sudut garuk () menjadi lebih
kecil
112
D. Kegiatan Belajar 3 - Parameter Pemotongan Pada Mesin Bubut
1. Tujuan Pembelajaran
Setelah mempelajari materi ini, dengan melalui mengamati, menanya,
mengumpulkan data, mengasosiasi dan mengkomunikasikan, peserta didik dapat:
a. Menetapkan kecepatan potong (Cutting speed – Cs) pada proses pembubutan
b. Menerapkan kecepatan potong (Cutting speed – Cs) pada proses pembubutan
c. Menghitung putaran (Revolotion Permenit – Rpm) pada proses pembubutan
d. Menerapkan putaran (Revolotion Permenit – Rpm) pada proses pembubutan
e. Menghitung kecepatan pemakanan (feed) pada proses pembubutan
f. Menghitung kecepatan pemakanan (feed) pada proses pembubutan
g. Menghitung waktu pemesinan pada proses pembubutan
h. Menerapakan waktu pemesinan pada proses pembubutan
2. Uraian Materi
Sebelum mempelajari materi alat potong pada mesin bubut, lakukan kegiatan sebagai
berikut:
Pengamatan:
Silahkan anda mengamati beberapa kegiatan proses pemotongannya pada mesin
(Gambar 2.1) atau objek lain sejenis disekitar anda. Pada saat melakukan proses
pembubutan seperti yang anda lihat, untuk dapat memotong/menyayat benda kerja
agar dapat membentuk komponen sesuai tuntutan pada gambar kerja, selain
membutuhkan jenis alat potong yang geometrisnya standart, fakktor lainnya adalah
penetapan parameter pemotongan yang digunakan pada saat proses pembubutan.
Sebutkan parameter pemotongan apa saja diperlukan untuk melakukan kegiatan
tersebut dan jelaskan bagaimana cara menghitungnya.
Gambar 3.1. proses pemotongannya pada mesin (Gambar 2.1)

113
Menanya:
Apabila anda mengalami kesulitan dalam memahami tentang apa saja parameter
pemotongan yang diperlukan pada proses pembubutan dan cara menghitungnya,
bertanyalah/berdiskusi atau berkomentar kepada sasama teman atau guru yang
sedang membimbing anda.
Mengekplorasi:
Kumpulkan data secara individu atau kelompok, terkait parameter pemotongan pada
mesin bubut melalui: benda konkrit, dokumen, buku sumber, atau hasil eksperimen.
Mengasosiasi:
Setelah anda memilki data dan menemukan jawabannya, selanjutnya jelaskan
bagaimana cara menerapkan pada proses pemebubutan.
Mengkomunikasikan:
Presentasikan hasil pengumpulan data-data anda, terkait parameter pemotongan pada
mesin bubut, dan selanjutnya buat laporannya.
PARAMETER PEMOTONGAN
Yang dimaksud dengan parameter pemotongan pada mesin bubut adalah, informasi
berupa dasar-dasar perhitungan, rumus dan tabel-tabel yang medasari teknologi
proses pemotongan/penyayatan pada mesin bubut diantaranya. Parameter
pemotongan pada mesin bubut meliputi: kecepatan potong (Cutting speed - Cs),
kecepatan putaran mesin (Revolotion Permenit - Rpm), kecepatan pemakanan
(Feed – F) dan waktu proses pemesinannya.
a. Kecepatan potong (Cutting speed – Cs )
Yang dimaksud dengan kecepatan potong (Cs) adalah kemampuan alat potong
menyayat bahan dengan aman menghasilkan tatal dalam satuan panjang/waktu
(meter/menit atau feet/menit). Pada gerak putar seperti mesin bubut, kecepatan
potongnya (Cs) adalah: Keliling lingkaran benda kerja (π.d) dikalikan dengan
putaran (n). atau: Cs = π.d.n Meter/menit.
Keterangan:

114
d : diameter benda kerja (mm)
n : putaran mesin/benda kerja (putaran/menit - Rpm)
π : nilai konstanta = 3,14
Kecepatan potong untuk berbagai macam bahan teknik yang umum dikerjakan
pada proses pemesinan, sudah teliti/diselidiki para ahli dan sudah patenkan pada
ditabelkan kecepatan potong. Sehingga dalam penggunaannya tinggal
menyesuaikan antara jenis bahan yang akan dibubut dan jenis alat potong yang
digunakan. Sedangkan untuk bahan-bahan khusus/spesial, tabel Cs-nya
dikeluarkan oleh pabrik pembuat bahan tersebut.
Pada tabel kecepatan potong (Cs) juga disertakan jenis bahan alat potongnya.
Yang pada umumnya, bahan alat potong dikelompokkan menjadi dua macam,
yaitu HSS (High Speed Steel) dan karbida (carbide). Pada tabel tersebut
menunjukkan bahwa dengan alat potong yang bahannya karbida, kecepatan
potongnya lebih cepat jika dibandingkan dengan alat potong HSS (Tabel 3.1).
Tabel 2.1 Kecepatan Potong Bahan
Bahan Pahat Bubut HSS Pahat Bubut Karbida
m/men Ft/min M/men Ft/min
Baja lunak(Mild
Steel) 18 – 21 60 – 70 30 – 250 100 – 800
Besi Tuang(Cast
Iron) 14 – 17 45 – 55 45 - 150 150 – 500
Perunggu 21 – 24 70 – 80 90 – 200 300 – 700
Tembaga 45 – 90 150 – 300 150 – 450 500 – 1500
Kuningan 30 – 120 100 – 400 120 – 300 400 – 1000
Aluminium 90 - 150 300 - 500 90 - 180 b. – 600
b. Kecepatan Putaran Mesin Bubut (Revolotion Per Menit - Rpm)
Yang dimaksud kecepatan putaran mesin bubut adalah, kemampuan kecepatan
putar mesin bubut untuk melakukan pemotongan atau penyayatan dalam satuan
putaran/menit. Maka dari itu untuk mencari besarnya putaran mesin sangat
dipengaruhi oleh seberapa besar kecepatan potong dan keliling benda kerjany.
Mengingat nilai kecepatan potong untuk setiap jenis bahan sudah ditetapkan
secara baku, maka komponen yang bisa diatur dalam proses penyayatan adalah
115
putaran mesin/benda kerjanya. Dengan demikian rumus dasar untuk menghitung
putaran mesin bubut adalah:
Cs = π.d.n Meter/menit
n = Cs
π.d Rpm
Karena satuan kecepatan potong (Cs) dalam meter/menit sedangkan satuan
diameter benda kerja dalam milimeter, maka satuannya harus disamakan terlebih
dahulu yaitu dengan mengalikan nilai kecepatan potongnya dengan angka 1000
mm. Maka rumus untuk putaran mesin menjadi:
n = 1000.Cs
π.d Rpm
Keterangan:
d : diameter benda kerja (mm)
Cs : kecepatan potong (meter/menit)
π : nilai konstanta = 3,14
Contoh 1:
Sebuah baja lunak berdiameter () 60 mm, akan dibubut dengan kecepatan
potong (Cs) 25 meter/menit. Pertanyaannya adalah: Berapa besar putaran
mesinnya ?.
Jawaban:
n = 1000.Cs
π.d
n = 1000.25
3,14.60
n = 132,696 Rpm
Jadi kecepatan putaran mesinnya adalah sebesar 132,69 Rpm
Contoh 2:
Sebuah baja lunak berdiameter () 2 inchi, akan dibubut dengan kecepatan
potong (Cs) 20 meter/menit. Pertanyaannya adalah: Berapa besar putaran
mesinnya ?.
Jawaban:
Satuan inchi bila dijadikan satuan mm harus dikalikan 25,4 mm. Dengan
demikian diamter () 2 inchi = 2x25,4=50,8 mm. Maka putaran mesinnya adalah:
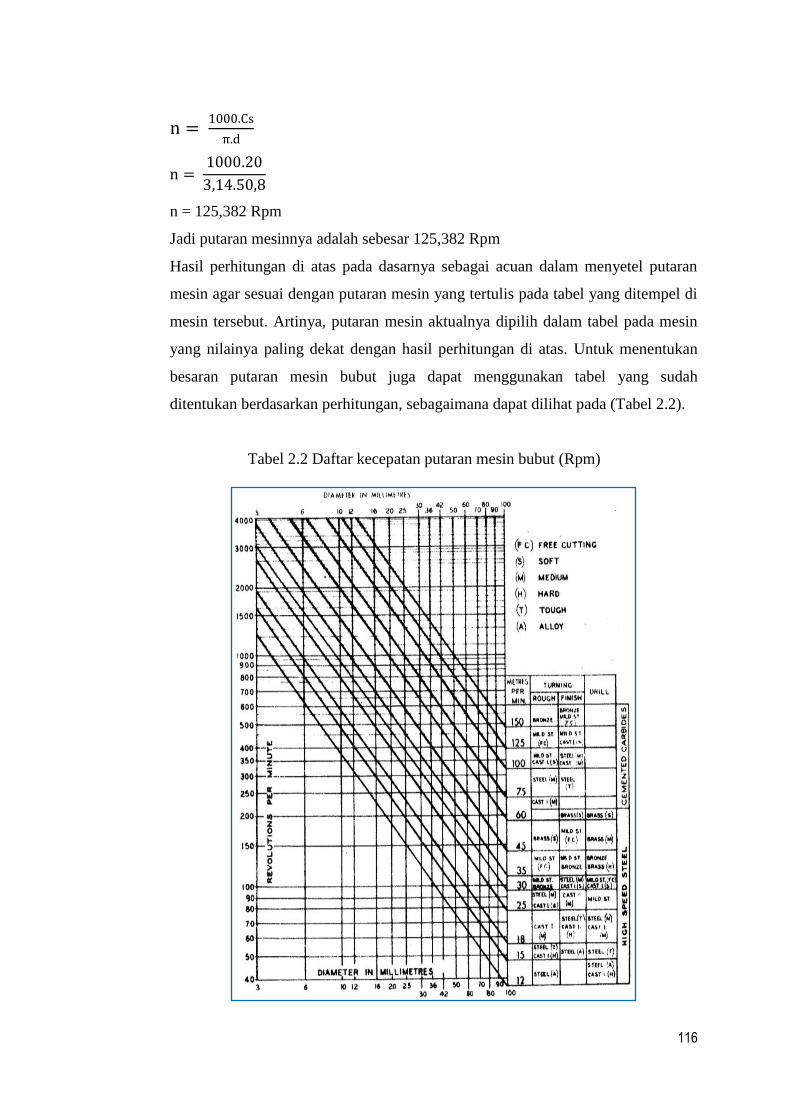
116
n = 1000.Cs
π.d
n = 1000.20
3,14.50,8
n = 125,382 Rpm
Jadi putaran mesinnya adalah sebesar 125,382 Rpm
Hasil perhitungan di atas pada dasarnya sebagai acuan dalam menyetel putaran
mesin agar sesuai dengan putaran mesin yang tertulis pada tabel yang ditempel di
mesin tersebut. Artinya, putaran mesin aktualnya dipilih dalam tabel pada mesin
yang nilainya paling dekat dengan hasil perhitungan di atas. Untuk menentukan
besaran putaran mesin bubut juga dapat menggunakan tabel yang sudah
ditentukan berdasarkan perhitungan, sebagaimana dapat dilihat pada (Tabel 2.2).
Tabel 2.2 Daftar kecepatan putaran mesin bubut (Rpm)
117
c. Kecepatan Pemakanan (Feed - F) – mm/menit
Kecepatan pemakanan atau ingsutan ditentukan dengan mempertimbangkan
beberapa factor, diantaranya: kekerasan bahan, kedalaman penyayatan, sudut-
sudut sayat alat potong, bahan alat potong, ketajaman alat potong dan kesiapan
mesin yang akan digunakan. Kesiapan mesin ini dapat diartikan, seberapa besar
kemampuan mesin dalam mendukung tercapainya kecepatan pemakanan yang
optimal. Disamping beberapa pertimbangan tersebut, kecepatan pemakanan pada
umumnya untuk proses pengasaran ditentukan pada kecepatan pemakanan tinggi
karena tidak memerlukan hasil pemukaan yang halus (waktu pembubutan lebih
cepat), dan pada proses penyelesaiannya/finising digunakan kecepatan pemakanan
rendah dengan tujuan mendapatkan kualitas permukaan hasil penyayatan yang
lebih baik sehingga hasilnya halus (waktu pembubutan lebih cepat).
Besarnya kecepatan pemakanan (F) pada mesin bubut ditentukan oleh seberapa
besar bergesernya pahat bubut (f) dalam satuan mm/putaran dikalikan seberapa
besar putaran mesinnya (n) dalam satuan putaran. Maka rumus untuk mencari
kecepatan pemakanan (F) adalah: F = f x n (mm/menit)
Keterangan:
f= besar pemakanan atau bergesernya pahat (mm/putaran)
n= putaran mesin (putaran/menit)
Contoh 1:
Sebuah benda kerja akan dibubut dengan putaran mesinnya (n) 600 putaran/menit
dan besar pemakanan (f) 0,2 mm/putaran. Pertanyaannya adalah: Berapa besar
kecepatan pemakanannya ?.
Jawaban:
F = f x n
F = 0,2 x 500 = 120 mm/menit.
Pengertiannya adalah, pahat bergeser sejauh 120 mm, selama satu menit.
Contoh 2:
Sebuah benda kerja berdiameter 40 mm, akan dibubut dengan kecepatan potong
(Cs) 25 meter/menit dan besar pemakanan (f) 0,2 mm/putaran. Pertanyaannya
adalah: Berapa besar kecepatan pemakanannya ?
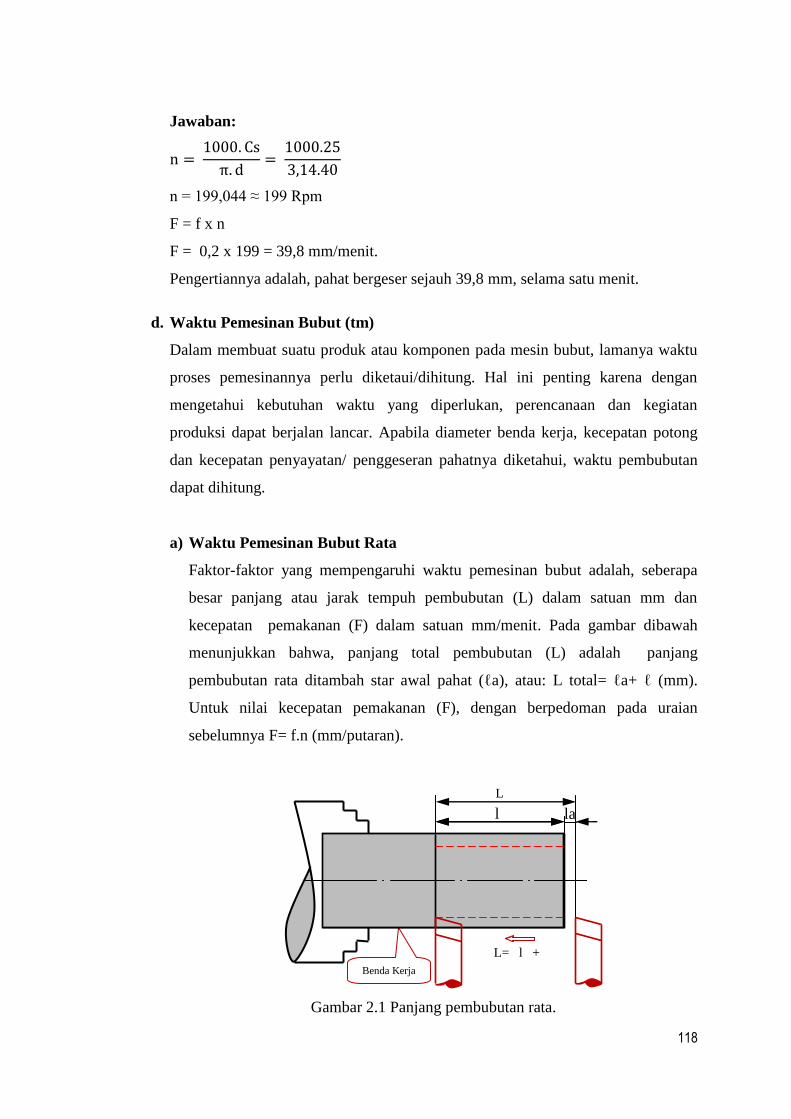
118
Jawaban:
n = 1000. Cs
π. d=
1000.25
3,14.40
n = 199,044 ≈ 199 Rpm
F = f x n
F = 0,2 x 199 = 39,8 mm/menit.
Pengertiannya adalah, pahat bergeser sejauh 39,8 mm, selama satu menit.
d. Waktu Pemesinan Bubut (tm)
Dalam membuat suatu produk atau komponen pada mesin bubut, lamanya waktu
proses pemesinannya perlu diketaui/dihitung. Hal ini penting karena dengan
mengetahui kebutuhan waktu yang diperlukan, perencanaan dan kegiatan
produksi dapat berjalan lancar. Apabila diameter benda kerja, kecepatan potong
dan kecepatan penyayatan/ penggeseran pahatnya diketahui, waktu pembubutan
dapat dihitung.
a) Waktu Pemesinan Bubut Rata
Faktor-faktor yang mempengaruhi waktu pemesinan bubut adalah, seberapa
besar panjang atau jarak tempuh pembubutan (L) dalam satuan mm dan
kecepatan pemakanan (F) dalam satuan mm/menit. Pada gambar dibawah
menunjukkan bahwa, panjang total pembubutan (L) adalah panjang
pembubutan rata ditambah star awal pahat (ℓa), atau: L total= ℓa+ ℓ (mm).
Untuk nilai kecepatan pemakanan (F), dengan berpedoman pada uraian
sebelumnya F= f.n (mm/putaran).
Gambar 2.1 Panjang pembubutan rata.
Benda Kerja
L
l la
L= l +
la

119
Berdasarkan prinsip-prinsip yang telah diuraikan diatas, maka perhitungan
waktu pemesinan bubut rata (tm) dapat dihitung dengan rumus:
enit.M(tm)mm/menit (F) Pemakanan Kecepatan
mm (L) rata pembubutan Panjangratabubut pemesinan Waktu
tm =L
F menit.
L = ℓa+ ℓ (mm).
F= f.n (mm/putaran).
Keterangan:
f = pemakanan dalam satau putaran (mm/put)
n = putaran benda kerja (Rpm)
ℓ = panjang pembubutan rata (mm)
la = jarak star pahat (mm)
L = panjang total pembubutan rata (mm)
F = kecepatan pemakanan mm/menit
Contoh soal 1:
Sebuah benda kerja dengan diameter terbesar (D)= 40 mm akan dibubut rata
menjadi (d)= 30 mm sepanjang (ℓ)= 65, dengan jarak star pahat (la)= 4 mm.
Data-data parameter pemesinannya ditetapkan sebagai berikut: Putaran mesin
(n)= 400 putaran/menit, dan pemakanan mesin dalam satu putaran (f)= 0,05
mm/putaran.
Pertaanyannya adalah: Berapa waktu yang diperlukan untuk melakukan proses
pembubutan rata sesuai data diatas, apabila pemakanan dilakukan satu kali
pemakanan/proses?.
Jawaban soal 1:
L = ℓa+ ℓ = 65+4 = 69 mm

120
F = f.n = 0,05 x 400 = 20 mm/menit
tm =L
F menit
tm =69
20= 3,45 menit
Jadi waktu yang dibutuhkan untuk pembubutan rata sesuai data diatas
adalah selama 3,45 menit.
Contoh soal 2:
Sebuah benda kerja dengan diameter terbesar (D)= 30 mm akan dibubut rata
menjadi (d)= 30 mm sepanjang (ℓ)= 70, dengan jarak star pahat (ℓa)= 4 mm.
Data-data parameter pemesinannya ditetapkan sebagai berikut: Kecepatan
potong (Cs)= 25 meter/menit, dan pemakanan mesin dalam satu putaran (f)=
0,04 mm/putaran.
Pertanyaannya adalah: Berapa waktu yang diperlukan untuk melakukan proses
pembubutan rata sesuai data diatas, apabila pemakanan dilakukan satu kali
pemakanan/proses?.
Jawaban soal 2:
n =1000.Cs
π.d
= 1000.25
3,14.30
= 265,393 ≈ 265 Rpm
L = ℓa+ ℓ = 70+4 = 74 mm
F = f.n = 0,04 x 265 = 10,6 mm/menit
tm =L
F menit
tm =74
10,6= 6,981 menit

121
Jadi waktu yang dibutuhkan untuk pembubutan rata sesuai data diatas
adalah selama 6,981 menit.
b) Waktu Pemesinan Bubut Muka (Facing)
Perhitungan waktu pemesinan bubut muka pada prinsipnya sama dengan
menghitung waktu pemesinan bubut rata, perbedaannya hanya terletak pada
arah pemakanan yaitu melintang. Pada gambar dibawah menunjukkan
bahwa, panjang total pembubutan (L) adalah panjang pembubutan muka
ditambah star awal pahat (ℓa), sehingga: a2
darL . Untuk nilai
kecepatan pemakanan (F), dengan mengacu pada uraian sebelumnya F= f.n
(mm/putaran).
Gambar 2.2. Panjang langkah pembubutan muka (facing)
Berdasarkan prinsip-prinsip yang telah diuraikan diatas, maka perhitungan
waktu pemesinan bubut muka (tm) dapat dihitung dengan rumus:
enit.M(tm)mm/menit (F) Pemakanan Kecepatan
mm (L) muka pembubutan Panjangmukabubut pemesinan Waktu
tm =L
F menit
L =d
2+ ℓa mm
F= f.n mm/menit

122
Keterangan:
d = diameter benda kerja
f = pemakanan dalam satu putaran (mm/putaran)
n = putaran benda kerja (Rpm)
ℓ = panjang pembubutan muka (mm)
la = jarak star pahat (mm)
L = panjang total pembubutan muka (mm)
F = kecepatan pemakanan setiap (mm/menit)
Contoh soal 1:
Sebuah benda kerja dengan diameter terbesar (D)= 50 mm akan dibubut
muka dengan jarak star pahat (ℓa)= 3 mm. Data parameter pemesinannya
ditetapkan sebagai berikut: Putaran mesin (n)= 500 putaran/menit, dan
pemakanan dalam satu putaran (f)= 0,06 mm/putaran.
Pertanyaannya adalah: Berapa waktu yang diperlukan untuk melakukan
proses pembubutan muka sesuai data diatas, apabila pemakanan dilakukan
satu kali pemakanan/proses ?.
Jawaban soal 1:
L =d
2+ ℓa =
50
2+ 3 = 28 mm
F = f.n = 0,06 x 500= 30 mm/menit
tm =L
F menit
=28
30= 0,94 menit
Jadi waktu yang dibutuhkan untuk pembubutan muka sesuai data diatas
adalah selama 0,94 menit.
Contoh soal 2:
Sebuah benda kerja dengan diameter terbesar (D)= 60 mm akan dibubut
muka dengan jarak star pahat (ℓa)= 3 mm. Data parameter pemesinannya

123
ditetapkan sebagai berikut: Kecepatan potong (Cs)= 35 meter/menit, dan
pemakanan dalam satu putaran (f)= 0,08 mm/putaran.
Pertanyaannya adalah: Berapa waktu yang diperlukan untuk melakukan
proses pembubutan muka sesuai data diatas, apabila pemakanan dilakukan
satu kali pemakanan/proses ?.
Jawaban soal 2:
n =1000.Cs
π.d
= 1000.35
3,14.60
= 185,774 ≈ 186 Rpm
L =d
2+ ℓa =
70
2+ 3 = 38 mm
F = f.n = 0,08 x 186= 14,88 mm/menit
tm =L
F menit
=38
14,88= 2,553 menit
Jadi waktu yang dibutuhkan untuk pembubutan muka sesuai data diatas
adalah selama 2,553 menit.
c) Waktu Pengeboran Pada Mesin Bubut
Perhitungan waktu pengeboran pada mesin bubut, pada prinsipnya sama
dengan menghitung waktu pemesinan bubut rata dan bubut muka.
Perbedaannya hanya terletak pada jarak star ujung mata bornya. Pada
gambar dibawah menunjukkan bahwa, panjang total pengeboran (L) adalah
panjang pengeboran (ℓ) ditambah star awal mata bor (ℓa= 0,3 d), sehingga:
L= ℓ + 0,3d (mm). Untuk nilai kecepatan pemakanan (F) mengacu pada
uraian sebelumnya F= f.n (mm/putaran)

124
Gambar 2.3. Panjang langkah pengeboran
Berdasarkan prinsip-prinsip yang telah diuraikan diatas, maka perhitungan
waktu pengeboran (tm) dapat dihitung dengan rumus:
enitM(tm)pmm/menit (F) Feed
mm (L) pengeboran Panjangengeboran Waktu
tm =L
F (menit)
L= ℓ + 0,3d (mm.
F= f.n (mm/putaran)
Keterangan:
ℓ = panjang pengeboran
L = panjang total pengeboran
d = diameter mata bor
n = putaran mata bor (Rpm)
f = pemakanan (mm/putaran)
Contoh soal 1:
Sebuah benda kerja akan dilakukan pengeboran sepanjang 28 mm dengan
mata bor berdiameter 10 mm. Data parameter pemesinannya ditetapkan

125
sebagai berikut: Putaran mesin (n)= 700 putaran/menit, dan pemakanan
dalam satu putaran (f)= 0,04 mm/putaran.
Pertanyaannya adalah: Berapa waktu yang diperlukan untuk melakukan
pengeboran pada mesin bubut sesuai data diatas, apabila pemakanan
dilakukan satu kali pemakanan/proses ?.
Jawab soal 1 :
L = ℓ + 0,3 d = 28 + (0, 3.10) = 31 mm
F = f.n = 0,04 x 700= 28 mm/menit
tm =L
F menit
=31
28= 1,107 menit
Jadi waktu yang dibutuhkan untuk pengeboran sesuai data diatas adalah
selama 1,107 menit.
Contoh soal 2:
Sebuah benda kerja akan dilakukan pengeboran sepanjang 40 mm dengan
mata bor berdiameter 10 mm. Data parameter pemesinannya ditetapkan
sebagai berikut: Kecepatan potong (Cs)= 25 meter/menit, dan pemakanan
dalam satu putaran (f)= 0,04 mm/putaran.
Pertanyaannya adalah: Berapa waktu yang diperlukan untuk melakukan
pengeboran pada mesin bubut sesuai data diatas, apabila pemakanan
dilakukan satu kali pemakanan/proses ?.
Jawab soal 2 :
n =1000.Cs
π.d
= 1000.25
3,14.10

126
= 796,178 ≈ 796 Rpm
L = ℓ + 0,3 d = 28 + (0, 3.10) = 31 mm
F = f.n = 0,04 x 796= 31,84 mm/menit
tm =L
F menit
=31
31,84= 0,973 menit
Jadi waktu yang dibutuhkan untuk pengeboran sesuai data diatas adalah selama
0,973 menit.
3. Rangkuman
Kecepatan potong (Cutting speed – Cs):
Yang dimaksud dengan kecepatan potong (Cs) adalah kemampuan alat potong
menyayat bahan dengan aman menghasilkan tatal dalam satuan panjang/waktu
(meter/menit atau feet/menit). Pada gerak putar seperti mesin bubut, kecepatan
potongnya (Cs) adalah: Keliling lingkaran benda kerja (π.d) dikalikan dengan
putaran (n). atau: Cs = π.d.n Meter/menit.
Keterangan:
d : diameter benda kerja (mm)
n : putaran mesin/benda kerja (putaran/menit - Rpm)
π : nilai konstanta = 3,14
Kecepatan Putaran Mesin Bubut (Revolotion Per Menit - Rpm):
Yang dimaksud kecepatan putaran mesin bubut adalah, kemampuan kecepatan
putar mesin bubut untuk melakukan pemotongan atau penyayatan dalam satuan
putaran/menit. Rumus yang digunakan untuk menentukan putaran mesin adalah:
n = 1000.Cs
π.d Rpm
Keterangan:
d : diameter benda kerja (mm)
Cs : kecepatan potong (meter/menit)

127
π : nilai konstanta = 3,14
Kecepatan Pemakanan (Feed - F) – mm/menit:
Kecepatan pemakanan atau ingsutan ditentukan dengan mempertimbangkan
beberapa faktor, diantaranya: kekerasan bahan, kedalaman penyayatan, sudut-
sudut sayat alat potong, bahan alat potong, ketajaman alat potong dan kesiapan
mesin yang akan digunakan. Rumus yang digunakan untuk menentukan putaran
mesin adalah:F = f x n (mm/men).
Keterangan:
f= besar pemakanan atau bergesernya pahat (mm/putaran)
n= putaran mesin (putaran/menit)
Waktu Pemesinan Bubut Rata (tm):
waktu pemesinan bubut rata (tm) dapat dihitung dengan rumus:
enit.M(tm)mm/menit (F) Pemakanan Kecepatan
mm (L) rata pembubutan Panjangratabubut pemesinan Waktu
tm =L
F menit.
L = ℓa+ ℓ (mm).
F= f.n (mm/putaran).
Keterangan:
f = pemakanan dalam satau putaran (mm/put)
n = putaran benda kerja (Rpm)
ℓ = panjang pembubutan rata (mm)
la = jarak star pahat (mm)
L = panjang total pembubutan rata (mm)
F = kecepatan pemakanan mm/menit
Waktu Pemesinan Bubut Muka (Facing):
waktu pemesinan bubut muka (tm) dapat dihitung dengan rumus:
128
enit.M(tm)mm/menit (F) Pemakanan Kecepatan
mm (L) muka pembubutan Panjangmukabubut pemesinan Waktu
tm =L
F menit
L =d
2+ ℓa mm
F= f.n mm/menit
Keterangan:
d = diameter benda kerja
f = pemakanan dalam satu putaran (mm/putaran)
n = putaran benda kerja (Rpm)
ℓ = panjang pembubutan muka (mm)
la = jarak star pahat (mm)
L = panjang total pembubutan muka (mm)
F = kecepatan pemakanan setiap (mm/menit)
Waktu Pengeboran Pada Mesin bubut:
Rumus untuk menghitung waktu pengeborann pada mesin bubut adalah:
enitM(tm)pmm/menit (F) Feed
mm (L) pengeboran Panjangengeboran Waktu
tm =L
F (menit)
L= ℓ + 0,3d (mm.
F= f.n (mm/putaran)
Keterangan:
ℓ = panjang pengeboran
L = panjang total pengeboran
d = diameter mata bor
n = putaran mata bor (Rpm)
f = pemakanan (mm/putaran)
129
4. Tugas
1. Buat rangkuman terkait materi parameter pemotongan pada mesin bubut
2. Jelaskan dengan singkat, jika pelaksanaan proses pembubutan tidak mengacu pada
parameter-parameter yang sudah ditentukan.
5. Test Formatif
Essay Test:
1. Sebuah baja lunak berdiameter () 35 mm, akan dibubut dengan kecepatan
potong (Cs) 22 meter/menit. Pertanyaannya adalah: Berapa besar putaran
mesinnya ?.
2. Sebuah benda kerja akan dibubut dengan putaran mesinnya (n) 700 putaran/menit
dan besar pemakanan (f) 0,25 mm/putaran. Pertanyaannya adalah: Berapa besar
kecepatan pemakanannya ?.
3. Sebuah benda kerja dengan diameter terbesar (D)= 48 mm akan dibubut rata
menjadi (d)= 42 mm sepanjang (l)= 55, dengan jarak star pahat (la)= 4 mm. Data-
data parameter pemesinannya ditetapkan sebagai berikut: Putaran mesin (n)= 600
putaran/menit, dan pemakanan mesin dalam satu putaran (f)= 0,05 mm/putaran.
Pertaanyannya adalah: Berapa waktu yang diperlukan untuk melakukan proses
pembubutan rata sesuai data diatas, apabila pemakanan dilakukan satu kali
pemakanan/proses?.
4. Sebuah benda kerja dengan diameter terbesar (D)= 52 mm akan dibubut muka
dengan jarak star pahat (ℓa)= 3 mm. Data parameter pemesinannya ditetapkan
sebagai berikut: Putaran mesin (n)= 600 putaran/menit, dan pemakanan dalam
satu putaran (f)= 0,2 mm/putaran.
Pertanyaannya adalah: Berapa waktu yang diperlukan untuk melakukan
pengeboran pada mesin bubut sesuai data diatas, apabila pemakanan dilakukan
satu kali pemakanan/proses?.
5. Sebuah benda kerja akan dilakukan pengeboran sepanjang 28 mm dengan mata
bor berdiameter 14 mm. Data parameter pemesinannya ditetapkan sebagai berikut:
Putaran mesin (n)= 800 putaran/menit, dan pemakanan dalam satu putaran (f)=
0,04 mm/putaran.
130
Pilihan Ganda:
Jawablah soal dibawah ini dengan memilih salah satu jawaban yang dianggap paling
benar dengan memberi tanda (X).
1. Kecepatan putaran mesin bubut dapat dihitung dengan rumus …
a. n = nitLangkah/meπ.D
1000Cs
b. n = Rpmπ.D
1000Cs
c. n = m/menitπ.D
1000Cs
d. n = m/detikπ.D
1000Cs
2. Membubut benda kerja berdiameter 108 mm dengan kecepatan potong 25
m/menit. Putaran mesinnnya adalah …
a. 73,72 Rpm
b. 83,72 Rpm
c. 93,72 Rpm
d. 103, 72 Rpm
3. Mengebor sebuah benda kerja pada mesin bubut, dengan diameter mata bor (d):
18 mm dengan kecepatan potong 20 m/menit. Putaran mesinnnya adalah …
a. 153, 86 Rpm
b. 253, 86 Rpm
c. 353,86 Rpm
d. 453,86 Rpm
4. Besarnya kecepatan pemakanan pembubutan, bila diketahui besar pemakanan
(f): 0,15 mm/putaran dan putaran mesin: 400 Rpm adalah…
a. 60 mm/putaran
b. 60 mm/detik
c. 60 mm/menit
d. 60 m/menit
131
5. Membubut luar diameter (D): 60 mm menjadi diameter (d): 50 mm dilakukan 1
kali proses pemakan, panjang yang dibubut (l): 65 mm, star awal pahat (la): 2
mm, putaran mesin ditetapkan 450 Rpm dan besarnya pemakanan (s): 0,04
mm/putaran. Maka proses pemesinannya memerlukan waktu selama…..
a. 7,44 detik
b. 7,44 menit
c. 3,72 detik
d. 3,72 menit
6. Membubut luar diameter (D): 50 mm menjadi diameter (d): 40 mm dilakukan 2
kali proses pemakan, panjang yang dibubut (l): 35 mm, star awal pahat (la): 4
mm, cutting speed (Cs) nya ditetapkan 30 meter/menit dan besarnya pemakanan
(s): 0,03 mm/putaran. Maka proses pemesinannya memerlukan waktu selama…..
a. 6,80 menit
b. 6.80detik
c. 13,60 menit
d. 13,60 detik
7. Membubut permukaan (facing) diameter (D): 50 mm, dilakukan 1 kali proses
pemakanan, star awal pahat (la): 2 mm, putaran mesinnya ditetapkan 600 Rpm
dan besarnya pemakanan (s): 0,04 mm/putaran. Maka proses pemesinannya
memerlukan waktu selama…..
a. 1,125 detik
b. 1,125 menit
c. 2,25 detik
d. 2,25 menit
8. Membubut permukaan (facing) diameter (D): 40 mm, dilakukan 1 kali proses
pemakan, star awal pahat (la): 3 mm, cutting speed ditetapkan 30 meter/menit dan
besarnya pemakanan (s): 0,04 mm/putaran. Maka proses pemesinannya
memerlukan waktu selama…..
a. 4,80 detik
b. 4,80 menit

132
c. 2,40 detik
d. 2,40 menit
9. Proses pengeboran dilakukan pada mesin bubut dengan kedalaman (l): 30 mm,
diameter bor (d): 12 mm, pemakanannya (s) 0,03 mm/putaran dan putaran mesin
ditetapkan 500 Rpm.Maka proses pengeborannya memerlukan waktu selama…..
a. 4,48menit
b. 4,48detik
c. 2,24 menit
d. 2,24 detik
10. Proses pengeboran dilakukan pada mesin bubut dengan kedalaman (l): 28 mm,
diameter bor (d): 14 mm, pemakanannya (s) 0,04 mm/putaran dan cutting speed
(Cs) ditetapkan 20 meter/menit.Maka proses pengeborannya memerlukan waktu
selama…..
a. 1,77 menit
b. 1,77 detik
c. 3,54 menit
d. 3,54 detik

133
E. Kegiatan Belajar 4 – Teknik Pembubutan
1. Tujuan Pembelajaran
Setelah mempelajari materi ini dengan melalui mengamati, menanya, mengumpulkan
data, mengasosiasi dan mengkomunikasikan, peserta didik dapat:
a. Menjelaskan teknik pembubutan muka
b. Menggunakan teknik pembubutan muka
c. Menjelaskan teknik pembubutan lurus dan bertingkat
d. Menggunakan teknik pembubutan lurus dan bertingkat
e. Menjelaskan teknik pembubutan tirus dengan eretan atas
f. Menggunakan teknik pembubutan tirus dengan eretan atas
g. Menjelaskan teknik pembubutan alur
h. Menggunakan teknik pembubutan alur
i. Menjelaskan teknik pembubutan bentuk/profil
j. Menggunakan teknik pembubutan bentuk/profil
k. Menjelaskan teknik pemotongan pada mesin bubut
l. Menggunakan teknik pemotongan pada mesin bubut
m. Menjelaskan teknik pembubutan ulir
n. Menggunakan teknik pembubutan ulir
o. Menjelaskan teknik pembubutan bentuk/profil
p. Menggunakan teknik pembubutan bentuk/profil
q. Menjelaskan teknik pengeboran pada mesin bubut
r. Menggunakan teknik pengeboran pada mesin bubut
s. Menjelaskan teknik pengkartelan pada mesin bubut
t. Menggunakan teknik pengkartelan pada mesin bubut
2. Uraian Materi
Sebelum mempelajari materi alat potong pada mesin bubut, lakukan kegiatan sebagai
berikut:
Pengamatan:
Silahkan anda mengamati berbagai proses pembubutan sebagaimana terlihat pada
(Gambar 4.1) atau objek lain sejenis disekitar anda. Untuk dapat melakukan proses
pembubutan sesuai ketentuan yang berlaku, tentunya perlu menguasai berbagai
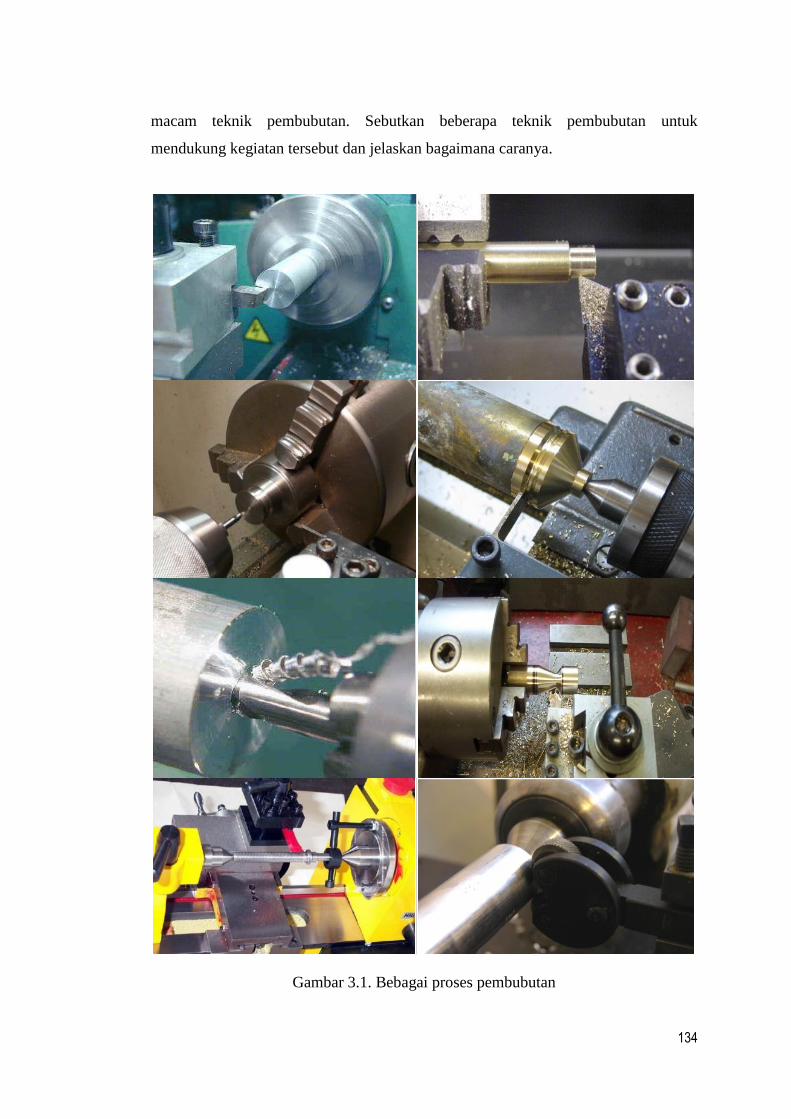
134
macam teknik pembubutan. Sebutkan beberapa teknik pembubutan untuk
mendukung kegiatan tersebut dan jelaskan bagaimana caranya.
Gambar 3.1. Bebagai proses pembubutan

135
Menanya:
Apabila anda mengalami kesulitan dalam memahami tentang teknik apa saja yang
diperlukan pada proses pembubutan dan cara menggunakannya,
bertanyalah/berdiskusi atau berkomentar kepada sasama teman atau guru yang
sedang membimbing anda.
Mengekplorasi:
Kumpulkan data secara individu atau kelompok, terkait beberapa teknik pembubutan
dan cara menggunakannya, melalui: benda konkrit, dokumen, buku sumber, atau
hasil eksperimen.
Mengasosiasi:
Setelah anda memilki data dan menemukan jawabannya, selanjutnya jelaskan
bagaimana cara menerapkan pada proses pemebubutan.
Mengkomunikasikan:
Presentasikan hasil pengumpulan data-data anda, terkait beberapa teknik pembubutan
dan cara menggunakannya, dan selanjutnya buat laporannya.
TEKNIK PEMBUBUTAN
Yang dimaksud teknik pembubutan adalah, bagaimana cara melakukan berbagai
macam proses pembubutan yang dilakukan dengan menggunakan prosedur dan tata
cara yang dibenarkan oleh dasar-dasar teori pendukung yang disertai penerapan
kesehatan, keselamatan kerja dan lingkungan (K3L), pada saat melaksanakan proses
pembubutan. Banyak teknik-teknik pembubutan yang harus diterapakan dalam
proses pembubutan diantaranya, bagaimana teknik pemasangan pahat bubut,
mertakan permukaan, membuat lubang senter, membubut lurus, mengalur, mengulir,
memotong, menchamper, mengkertel dll.
a. Pemasangan pahat bubut
Persyaratan utama dalam melakukan proses pembubutan adalah, pemasangan
pahat bubut ketinggiannya harus sama dengan pusat senter. Persyaratan tersebut
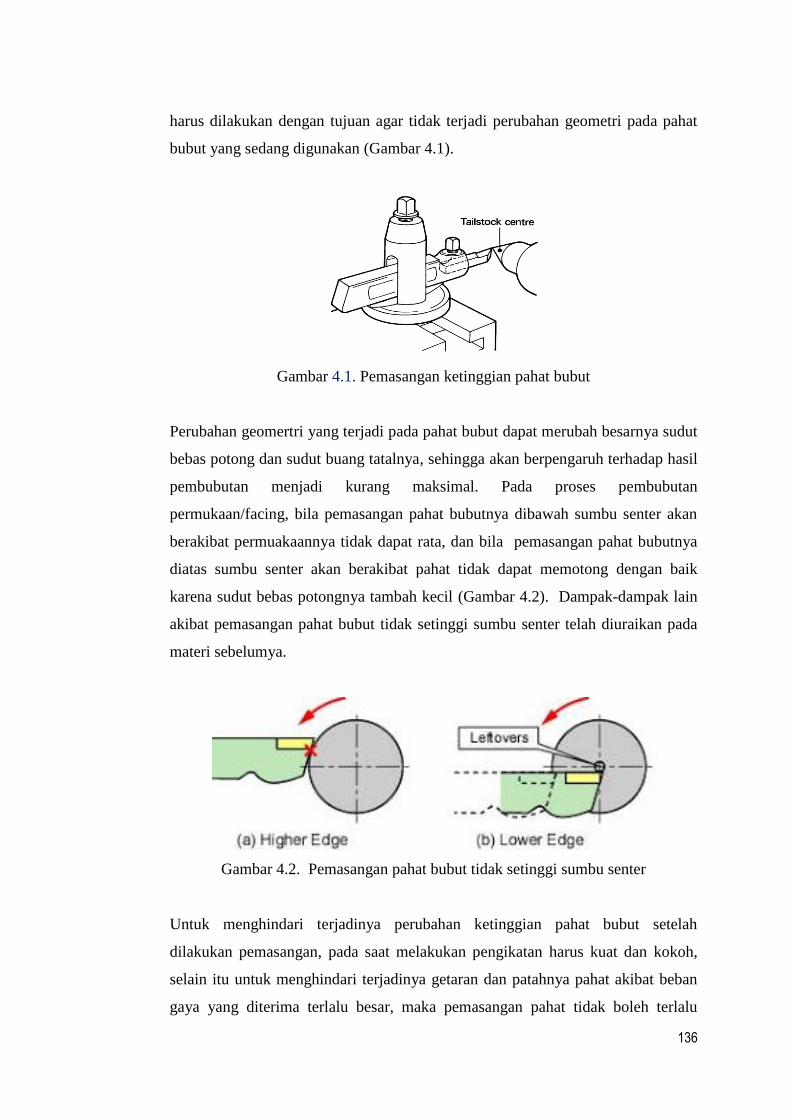
136
harus dilakukan dengan tujuan agar tidak terjadi perubahan geometri pada pahat
bubut yang sedang digunakan (Gambar 4.1).
Gambar 4.1. Pemasangan ketinggian pahat bubut
Perubahan geomertri yang terjadi pada pahat bubut dapat merubah besarnya sudut
bebas potong dan sudut buang tatalnya, sehingga akan berpengaruh terhadap hasil
pembubutan menjadi kurang maksimal. Pada proses pembubutan
permukaan/facing, bila pemasangan pahat bubutnya dibawah sumbu senter akan
berakibat permuakaannya tidak dapat rata, dan bila pemasangan pahat bubutnya
diatas sumbu senter akan berakibat pahat tidak dapat memotong dengan baik
karena sudut bebas potongnya tambah kecil (Gambar 4.2). Dampak-dampak lain
akibat pemasangan pahat bubut tidak setinggi sumbu senter telah diuraikan pada
materi sebelumya.
Gambar 4.2. Pemasangan pahat bubut tidak setinggi sumbu senter
Untuk menghindari terjadinya perubahan ketinggian pahat bubut setelah
dilakukan pemasangan, pada saat melakukan pengikatan harus kuat dan kokoh,
selain itu untuk menghindari terjadinya getaran dan patahnya pahat akibat beban
gaya yang diterima terlalu besar, maka pemasangan pahat tidak boleh terlalu

137
menonjol keluar atau terlalu panjang keluar dari dudukannya (maksimal dua kali
persegiannya) – (Gambar 4.3).
Gambar 4.3. Pemasangan pahat bubut terlalu panjang
b. Pembubutan Permukaan Benda Kerja (Facing)
Membubut permukaan benda kerja adalah proses pembubutan pada permukaan
ujung benda kerja dengan tujuan meratakan pada bidang permukaannya. Ada
beberapa persyaratan yang harus dilakukan pada saat membubut permukaan
diantarannya adalah:
1) Pemasangan Benda Kerja
Untuk pemasangan benda kerja yang memiliki ukuran tidak terlalu panjang,
disarankan pemasangannya tidak boleh terlalu keluar atau menonjol dari
permukaan rahang cekam (Gambar 4.4), hal ini dilakukan dengan tujuan agar
benda kerja tidak mudah berubah posisinya/kokoh dan tidak terjadi getaran
akibat tumpuan benda kerja terlalu jauh.
Gambar 4.4. Pemasangannya benda kerja berukuran pendek sebelum dibubut
permukaannya
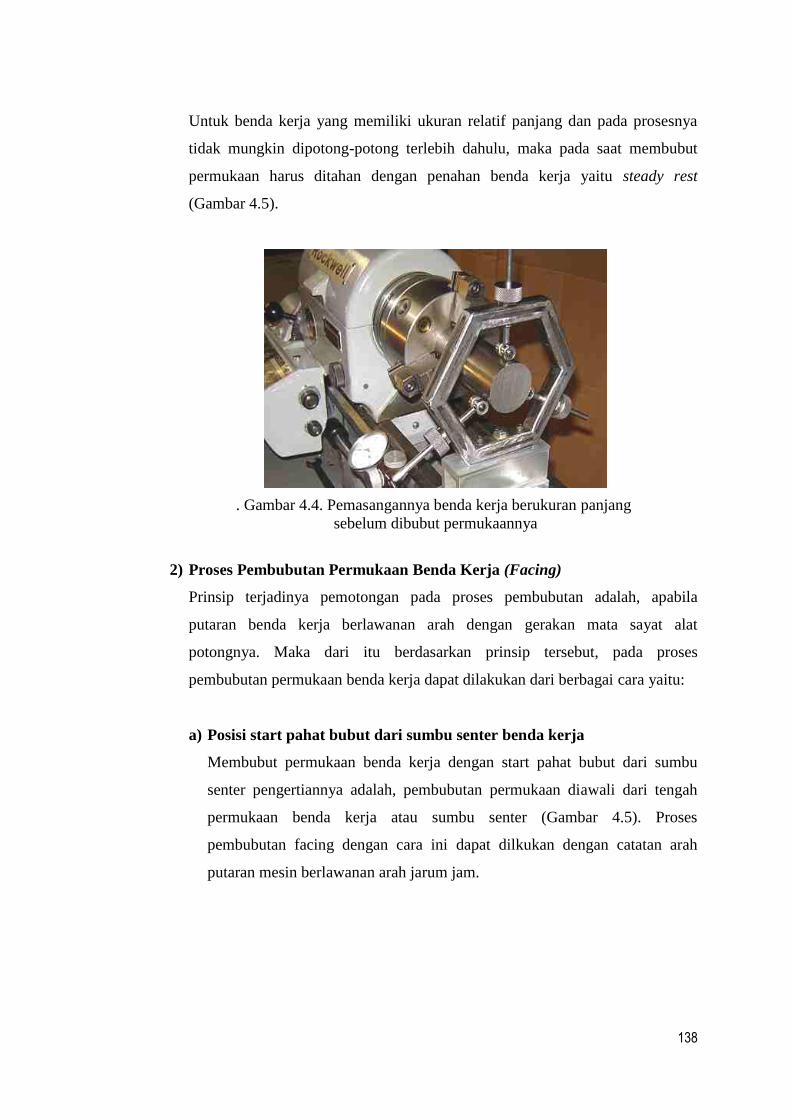
138
Untuk benda kerja yang memiliki ukuran relatif panjang dan pada prosesnya
tidak mungkin dipotong-potong terlebih dahulu, maka pada saat membubut
permukaan harus ditahan dengan penahan benda kerja yaitu steady rest
(Gambar 4.5).
. Gambar 4.4. Pemasangannya benda kerja berukuran panjang
sebelum dibubut permukaannya
2) Proses Pembubutan Permukaan Benda Kerja (Facing)
Prinsip terjadinya pemotongan pada proses pembubutan adalah, apabila
putaran benda kerja berlawanan arah dengan gerakan mata sayat alat
potongnya. Maka dari itu berdasarkan prinsip tersebut, pada proses
pembubutan permukaan benda kerja dapat dilakukan dari berbagai cara yaitu:
a) Posisi start pahat bubut dari sumbu senter benda kerja
Membubut permukaan benda kerja dengan start pahat bubut dari sumbu
senter pengertiannya adalah, pembubutan permukaan diawali dari tengah
permukaan benda kerja atau sumbu senter (Gambar 4.5). Proses
pembubutan facing dengan cara ini dapat dilkukan dengan catatan arah
putaran mesin berlawanan arah jarum jam.

139
Gambar 4.5. Pembubutan permukaan start pahat bubut
diawali dari sumbu senter benda kerja
b) Posisi start pahat bubut dari luar bagian kiri benda kerja
Membubut permukaan benda kerja dengan start pahat bubut dari luar bagian
kiri benda kerja pengertiannya adalah, pembubutan permukaan diawali dari
luar bagian kiri benda kerja menuju sumbu senter (Gambar 4.6). Proses ini
pembubutan facing dengan cara ini dapat dilakukan dengan catatan arah
putaran mesin berlawanan arah jarum jam.
Gambar 4.6. Pembubutan permukaan diawali
dari luar bagian kiri benda kerja
c) Posisi start pahat bubut dari luar bagian kanan benda kerja
Membubut permukaan benda kerja dengan start pahat bubut dari luar bagian
kanan benda kerja pengertiannya adalah, pembubutan permukaan diawali
dari luar bagian kanan benda kerja menuju sumbu senter (Gambar 4.7).
Proses pembubutan facing dengan cara ini dapat dilakukan dengan catatan
arah putaran mesin sarah jarum jam.

140
Gambar 4.7. Pembubutan permukaan diawali
dari luar bagian kanan benda kerja
c. Pembubutan/Pembuatan Lubang Senter
Pembubutan/pembuatan lubang senter bor dengan bor senter (centre drill) pada
permukaan ujung benda kerja (Gambar 4.8), tujuannya adalah agar pada ujung
benda kerja memiliki dudukan apabila didalam proses pembubutannya
memerlukan dukungan senter putar atau sebagai pengarah sebelum melakukan
pengeboran (Gambar 4.9).
Gambar 4.8. Pembubutan lubang senter pada
permukaan ujung benda kerja

141
Gambar 4.9. Fungsi lubang senter bor sebagai dudukan
senter putar dan pengarah pengeboran
Untuk menghindari terjadinya patah pada ujung mata sayat bor senter akibat
kesalahan prosedur, ada beberapa persyaratan dalam membuat lubang senter
pada mesin bubut selain yang dipersyaratan sebagaimana pada saat meratakan
permukaan benda kerja yaitu penonjolan benda kerjanya tidak boleh terlalu
panjang dan untuk benda kerja yang berukuran panjang harus ditahan dengan
penahan benda kerja (steady rest), persyaratan lainnya adalah:
a) Sumbu Senter Spindel Mesin Harus Satu Sumbu Dengan Kepala Lepas
Persyaratan utama sebelum melakukan proses pembuatan lubang senter
pada mesin bubut adalah, sumbu senter kepala lepas harus diseting
kelurusannya/kesepusatannya terlebih dahulu dengan sumbu senter spindel
mesin yang berfungsi sebagai dudukan atau pemegang benda kerja. Apabila
kedua sumbu senter tidak lurus/sepusat, kemungkinan akan terjadi patah
pada ujung senter bor lebih besar, karena pada saat bor senter digunakan
akan mendapatkan beban gaya puntir yang tidak sepusat.
Seting atau menyetel kelurusan sumbu senter kepala lepas terhadap sumbu
senter spindel mesin ada dua cara yaitu, apabila menghendaki hasil yang
presisi adalah dengan cara menggunakan alat bantu batang pengetes dan dial
indikator yang cara penggunaannya dapat dilihat pada (Gambar 4.10) dan
apabila menghendaki hasil yang tidak terlalu presisi/standar adalah dengan
cara mempertemukan kedua ujung senter (Gambar 4.11).

142
Gambar 4.10. Mengatur kesepusatan sumbu
dengan alat bantu batang pengetes dan dial indikator
Gambar 4.11. Mengatur kesepustan sumbu senter dengan
mempertemukan kedua ujung senter
Didalam menyeting kesepusatan senter sumbu, apabila sumbu senter kepala
lepas tidak sepusat/lurus dengan sumbu senter spindel mesin, caranya
adalah dengan mengendorkan terlebih dahulu pengikat kepala lepas dari
pengikatan meja mesin yaitu dengan mengendorkan baut pengencangnya
atau handel yang telah tersedia, baru kemudian atur sumbu kepala lepas
dengan menggeser arah kiri/kanan dengan mengatur baut yang ada pada sisi
samping bagian bawah bodi kepala lepas (Gambar 4.12), sampai
mendapatkan kesepusatan kedua sumbun senternya.
Gambar 4.12. Kepala lepas dan baut pengatur pergeseran
Baut pengatur
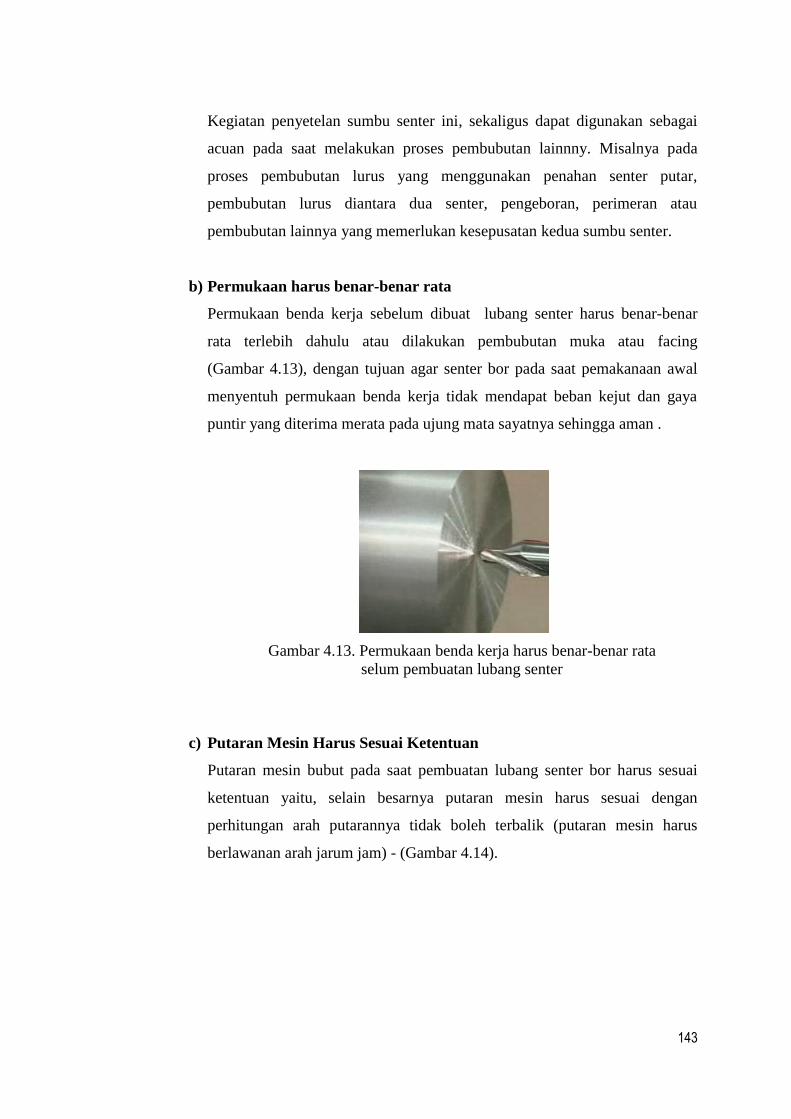
143
Kegiatan penyetelan sumbu senter ini, sekaligus dapat digunakan sebagai
acuan pada saat melakukan proses pembubutan lainnny. Misalnya pada
proses pembubutan lurus yang menggunakan penahan senter putar,
pembubutan lurus diantara dua senter, pengeboran, perimeran atau
pembubutan lainnya yang memerlukan kesepusatan kedua sumbu senter.
b) Permukaan harus benar-benar rata
Permukaan benda kerja sebelum dibuat lubang senter harus benar-benar
rata terlebih dahulu atau dilakukan pembubutan muka atau facing
(Gambar 4.13), dengan tujuan agar senter bor pada saat pemakanaan awal
menyentuh permukaan benda kerja tidak mendapat beban kejut dan gaya
puntir yang diterima merata pada ujung mata sayatnya sehingga aman .
Gambar 4.13. Permukaan benda kerja harus benar-benar rata
selum pembuatan lubang senter
c) Putaran Mesin Harus Sesuai Ketentuan
Putaran mesin bubut pada saat pembuatan lubang senter bor harus sesuai
ketentuan yaitu, selain besarnya putaran mesin harus sesuai dengan
perhitungan arah putarannya tidak boleh terbalik (putaran mesin harus
berlawanan arah jarum jam) - (Gambar 4.14).

144
Gambar 4.14. Putaran mesin bubut harus berlawanan
dengan arah jarum jam
Perhitungan dalam menetapkan putaran mesin pada saat pembuatan
lubang senter yang dijadikan acuan dasar perhitungan adalah diameter
terkecil (D1) pada ujung mata sayatnya. Sedangkan untuk kedalaman
lubang senter bor tidak ada ketentuan/ketetapan yang baku yaitu
tergantung digunakan untuk apa, sebagai pengarah pengeboran atau
sebagai dudukan ujung senter putar yang befungsi untuk menahan benda
kerja pada saat dalakukan pembubutan. Untuk mengakomodasi kedua
proses tersebut, maka pada umumnya kedalaman lubang senter bor
dibuat antara 1/3 s.d 2/3 pada bagian tirus yang besar sudutnya 60º
(Gambar 4.15).
bar 4.15. Dimensi bor senter (centre drill) dan
hasil pembubutan lubang senter bor
d. Pembubutan Lurus/Rata
Yang dimaksud pembubutan lurus adalah, proses pembubutan untuk mendapatkan
permukaan yang lurus dan rata dengan diameter yang sama antara ujung satu
dengan ujung lainnya.
Proses pemembubutan rata/lurus, ada beberapa cara pemegangan atau
pengikatannya yaitu tergantung dari ukuran panjangnya benda kerja. Pengikatan
benda kerja yang berukuran relatif pendek, dapat dilakukan dengan cara langsung

145
diikat menggunakan cekam mesin (Gambar 4.16). Pengikatan benda kerja yang
berukuran relatif panjang, pada bagian ujung yang menonjol keluar ditahan
dengan senter putar (Gambar 4.17). Sedangkan pengikatan benda kerja yang
berukuran realatif panjang yang dikawatirkan akan terjadi getaran pada bagian
tengahnya, selain pada bagian ujung benda kerja yang menonjol keluar ditahan
dengan senter putar, juga pada bagian tengahnya harus ditahan dengan penahan
benda kerja/steady ress (Gambar 4.18).
Gambar 4.16. Pembubutan lurus dengan cekam mesin
Gambar 4.17. Pembubutan lurus, benda kerja ditahan dengan senter putar
Gambar 4.18. Pembubutan lurus benda kerja ditahan
dengan senter putar dan tengahnya ditahan dengan steady rest

146
Ketiga cara pengikatan benda kerja tersebut diatas, adalah cara pembubutan lurus
yang tidak dituntut kesepusatan dan kesejajaran diameternya dengan kedua lubang
senter bornya. Apabila pada diameter benda kerja yang dituntut harus sepusat dan
sejajar dengan kedua lubang senter bornya karena masih akan dilakukan proses
pemesinan berikutnya, maka pengikatannnya harus dilakukan dengan cara
diantara dua sentar (Gambar 4.19).
Gambar 4.19. Pembubutan lurus diantara dua senter
Untuk mendapatkan hasil pembubutan yang lurus terutama yang pengiktannya
menggunakan penahan senter putar dan diantara dua senter, yakinkan bahwa
sumbu senter kepala lepas harus benar-benar satu sumbu/sepusat dengan sumbu
senter spindel mesin, karena apabila tidak hasil pembubutannya akan menjadi
tirus atau tidak lurus.
e. Pembubutan Tirus (Taper)
Yang dimaksud dengan pembubutan tirus adalah, proses pembubutan sebuah
benda kerja dengan hasil ukuran diameter yang berbeda antara ujung satu dengan
yang lainnya (Gambar 4.20). Perbedaan diameter tersebut tentunya ada unsur
kesengajaan karena hasil ketirusannya akan digunakan untuk tujuan tertentu.
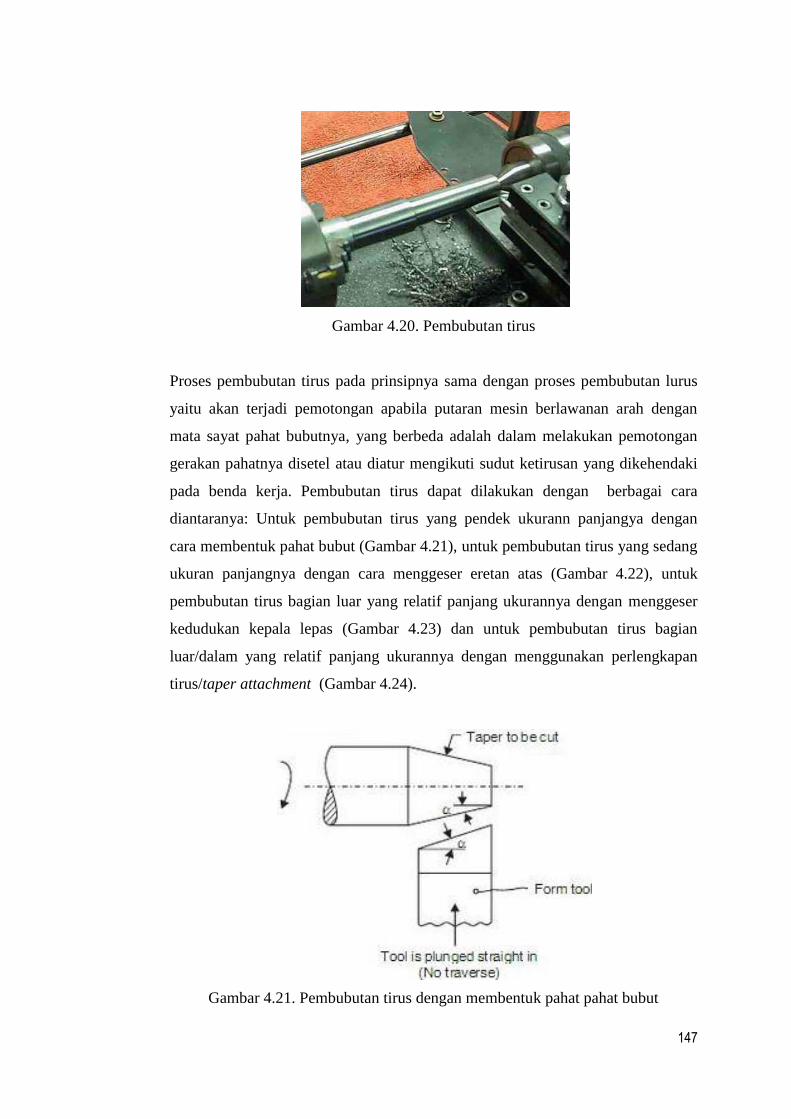
147
Gambar 4.20. Pembubutan tirus
Proses pembubutan tirus pada prinsipnya sama dengan proses pembubutan lurus
yaitu akan terjadi pemotongan apabila putaran mesin berlawanan arah dengan
mata sayat pahat bubutnya, yang berbeda adalah dalam melakukan pemotongan
gerakan pahatnya disetel atau diatur mengikuti sudut ketirusan yang dikehendaki
pada benda kerja. Pembubutan tirus dapat dilakukan dengan berbagai cara
diantaranya: Untuk pembubutan tirus yang pendek ukurann panjangya dengan
cara membentuk pahat bubut (Gambar 4.21), untuk pembubutan tirus yang sedang
ukuran panjangnya dengan cara menggeser eretan atas (Gambar 4.22), untuk
pembubutan tirus bagian luar yang relatif panjang ukurannya dengan menggeser
kedudukan kepala lepas (Gambar 4.23) dan untuk pembubutan tirus bagian
luar/dalam yang relatif panjang ukurannya dengan menggunakan perlengkapan
tirus/taper attachment (Gambar 4.24).
Gambar 4.21. Pembubutan tirus dengan membentuk pahat pahat bubut

148
Gambar 4.22. Pembubutan tirus dengan menggeser eretan atas
Gambar 4.23. Pembubutan tirus dengan menggeser kedudukan kepala lepas
Gambar 4.24. Pembubutan tirus dengan menggunakan perlengkapan tiirus
Untuk memenuhi tuntutan kompetensi yang terdapat pada tujuan kegaiatan
pembelajaran, pada materi ini hanya akan dibahas pembubutan tirus dengan
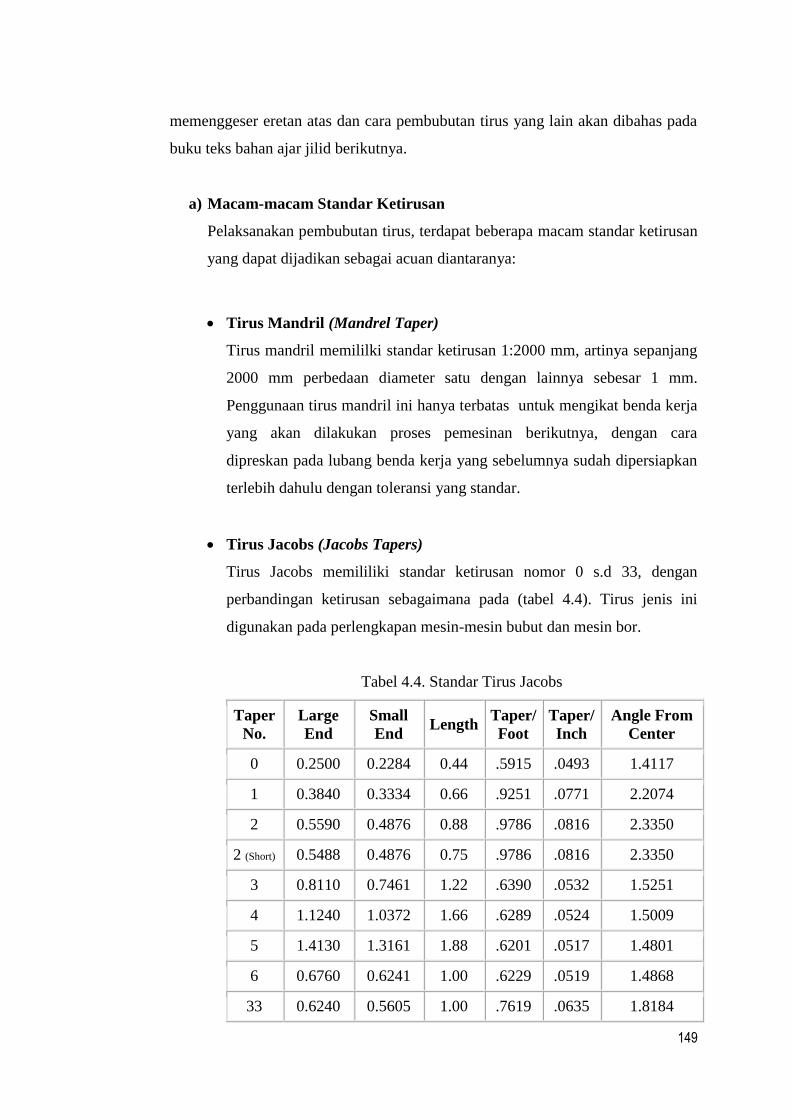
149
memenggeser eretan atas dan cara pembubutan tirus yang lain akan dibahas pada
buku teks bahan ajar jilid berikutnya.
a) Macam-macam Standar Ketirusan
Pelaksanakan pembubutan tirus, terdapat beberapa macam standar ketirusan
yang dapat dijadikan sebagai acuan diantaranya:
Tirus Mandril (Mandrel Taper)
Tirus mandril memililki standar ketirusan 1:2000 mm, artinya sepanjang
2000 mm perbedaan diameter satu dengan lainnya sebesar 1 mm.
Penggunaan tirus mandril ini hanya terbatas untuk mengikat benda kerja
yang akan dilakukan proses pemesinan berikutnya, dengan cara
dipreskan pada lubang benda kerja yang sebelumnya sudah dipersiapkan
terlebih dahulu dengan toleransi yang standar.
Tirus Jacobs (Jacobs Tapers)
Tirus Jacobs memililiki standar ketirusan nomor 0 s.d 33, dengan
perbandingan ketirusan sebagaimana pada (tabel 4.4). Tirus jenis ini
digunakan pada perlengkapan mesin-mesin bubut dan mesin bor.
Tabel 4.4. Standar Tirus Jacobs
Taper
No.
Large
End
Small
End Length
Taper/
Foot
Taper/
Inch
Angle From
Center
0 0.2500 0.2284 0.44 .5915 .0493 1.4117
1 0.3840 0.3334 0.66 .9251 .0771 2.2074
2 0.5590 0.4876 0.88 .9786 .0816 2.3350
2 (Short) 0.5488 0.4876 0.75 .9786 .0816 2.3350
3 0.8110 0.7461 1.22 .6390 .0532 1.5251
4 1.1240 1.0372 1.66 .6289 .0524 1.5009
5 1.4130 1.3161 1.88 .6201 .0517 1.4801
6 0.6760 0.6241 1.00 .6229 .0519 1.4868
33 0.6240 0.5605 1.00 .7619 .0635 1.8184

150
Tirus Morse (Morse Tapers – TPM)
Tirus morse memililiki standar ketirusan nomor 0 s.d 7, dengan
perbandingan ketirusan sebagaimana dapat dilihat pada (tabel 4.1). Tirus
jenis ini banyak digunakan pada tangkai bor, spindel mesin bor dan
perlengkapan mesin bubut.
Tabel 4.1. Standar Tirus Morse
Taper
No.
Large
End
Small
End Length
Taper/
Foot
Taper/
Inch
Taper/
mm
Angle
From
Center
0 0.3561 0.2520 2.00 .6246 .0521 19.212 1.4908
1 0.4750 0.3690 2.13 .5986 .0499 20.047 1.4287
2 0.7000 0.5720 2.56 .5994 .0500 20.020 1.4307
3 0.9380 0.7780 3.19 .6024 .0502 19.922 1.4377
4 1.2310 1.0200 4.06 .6233 .0519 19.922 1.4876
4,5 1.5000 1.2660 4.50 .6240 .0520 19.230 1.4894
5 1.7480 1.4750 5.19 .6315 .0526 19.002 1.5073
6 2.4940 2.1160 7.25 .6257 .0521 19.180 1.4933
7 3.2700 2.7500 10.00 .6240 .0520 19.230 1.4894
Tirus Brown dan Sharp (Brown dan Sharp Tapers – B&S)
Tirus Brown dan Sharp memililiki standar ketirusan nomor 1 s.d 18,
dengan perbandingan ketirusan sebagaimana dapat dilihat pada (tabel
4.2). Tirus jenis ini digunakan pada tangkai pemegang pisau frais, dan
lubang sleeve pada spindel mesin frais.
Tabel 4.2. Standar Tirus Brown dan Sharp
Taper
No.
Large
End
Small
End Length
Taper/
Foot
Taper/
Inch
Angle From
Center
1 0.2392 0.2000 0.94 .5020 .0418 1.1983
2 0.2997 0.2500 1.19 .5020 .0418 1.1983
3 0.3753 0.3125 1.50 .5020 .0418 1.1983
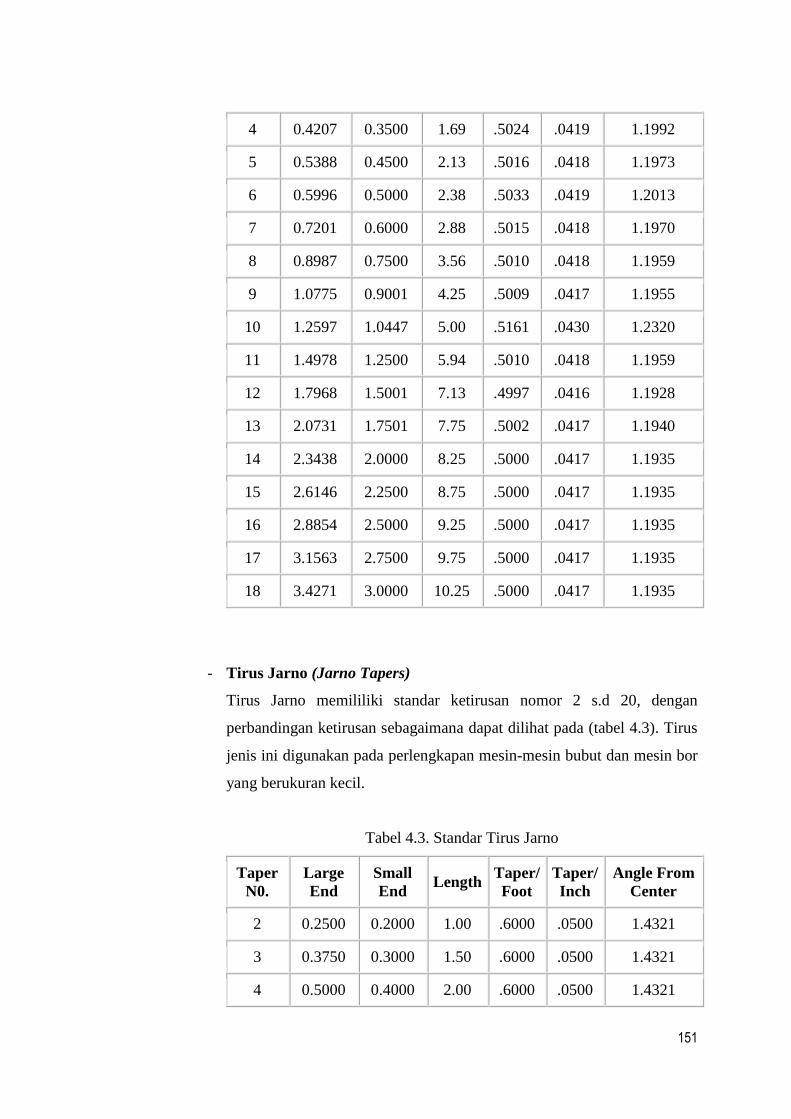
151
4 0.4207 0.3500 1.69 .5024 .0419 1.1992
5 0.5388 0.4500 2.13 .5016 .0418 1.1973
6 0.5996 0.5000 2.38 .5033 .0419 1.2013
7 0.7201 0.6000 2.88 .5015 .0418 1.1970
8 0.8987 0.7500 3.56 .5010 .0418 1.1959
9 1.0775 0.9001 4.25 .5009 .0417 1.1955
10 1.2597 1.0447 5.00 .5161 .0430 1.2320
11 1.4978 1.2500 5.94 .5010 .0418 1.1959
12 1.7968 1.5001 7.13 .4997 .0416 1.1928
13 2.0731 1.7501 7.75 .5002 .0417 1.1940
14 2.3438 2.0000 8.25 .5000 .0417 1.1935
15 2.6146 2.2500 8.75 .5000 .0417 1.1935
16 2.8854 2.5000 9.25 .5000 .0417 1.1935
17 3.1563 2.7500 9.75 .5000 .0417 1.1935
18 3.4271 3.0000 10.25 .5000 .0417 1.1935
- Tirus Jarno (Jarno Tapers)
Tirus Jarno memililiki standar ketirusan nomor 2 s.d 20, dengan
perbandingan ketirusan sebagaimana dapat dilihat pada (tabel 4.3). Tirus
jenis ini digunakan pada perlengkapan mesin-mesin bubut dan mesin bor
yang berukuran kecil.
Tabel 4.3. Standar Tirus Jarno
Taper
N0.
Large
End
Small
End Length
Taper/
Foot
Taper/
Inch
Angle From
Center
2 0.2500 0.2000 1.00 .6000 .0500 1.4321
3 0.3750 0.3000 1.50 .6000 .0500 1.4321
4 0.5000 0.4000 2.00 .6000 .0500 1.4321
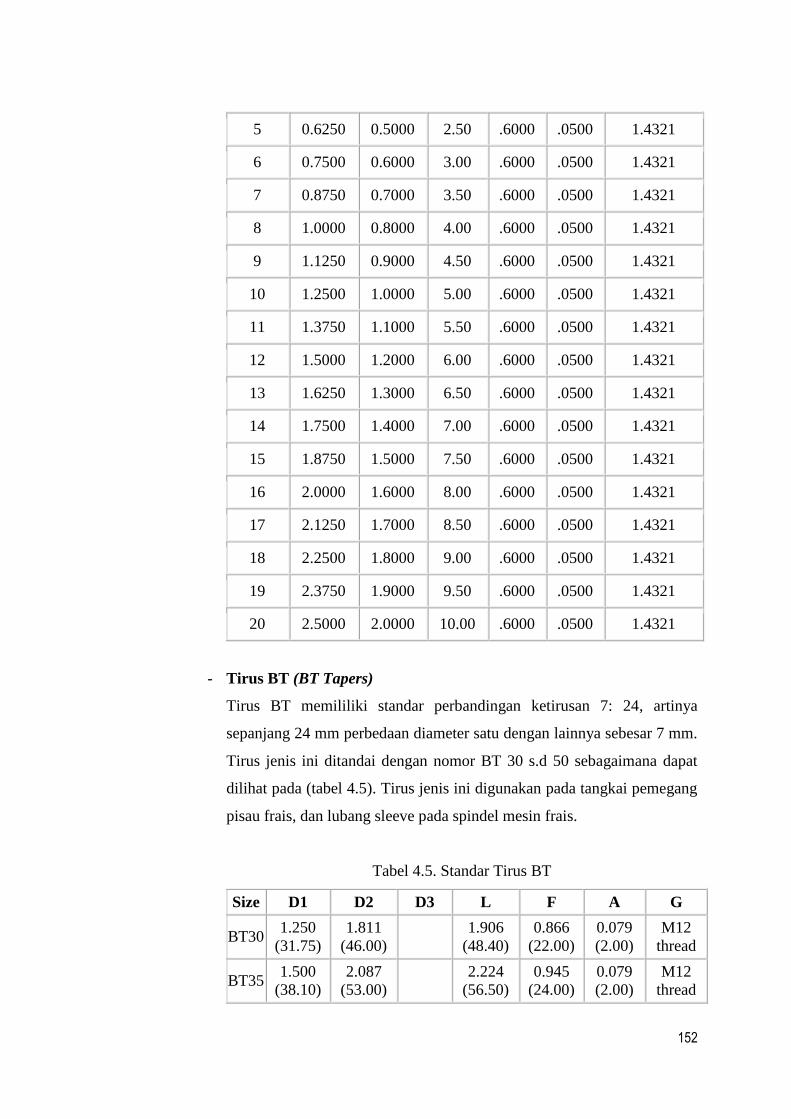
152
5 0.6250 0.5000 2.50 .6000 .0500 1.4321
6 0.7500 0.6000 3.00 .6000 .0500 1.4321
7 0.8750 0.7000 3.50 .6000 .0500 1.4321
8 1.0000 0.8000 4.00 .6000 .0500 1.4321
9 1.1250 0.9000 4.50 .6000 .0500 1.4321
10 1.2500 1.0000 5.00 .6000 .0500 1.4321
11 1.3750 1.1000 5.50 .6000 .0500 1.4321
12 1.5000 1.2000 6.00 .6000 .0500 1.4321
13 1.6250 1.3000 6.50 .6000 .0500 1.4321
14 1.7500 1.4000 7.00 .6000 .0500 1.4321
15 1.8750 1.5000 7.50 .6000 .0500 1.4321
16 2.0000 1.6000 8.00 .6000 .0500 1.4321
17 2.1250 1.7000 8.50 .6000 .0500 1.4321
18 2.2500 1.8000 9.00 .6000 .0500 1.4321
19 2.3750 1.9000 9.50 .6000 .0500 1.4321
20 2.5000 2.0000 10.00 .6000 .0500 1.4321
- Tirus BT (BT Tapers)
Tirus BT memililiki standar perbandingan ketirusan 7: 24, artinya
sepanjang 24 mm perbedaan diameter satu dengan lainnya sebesar 7 mm.
Tirus jenis ini ditandai dengan nomor BT 30 s.d 50 sebagaimana dapat
dilihat pada (tabel 4.5). Tirus jenis ini digunakan pada tangkai pemegang
pisau frais, dan lubang sleeve pada spindel mesin frais.
Tabel 4.5. Standar Tirus BT
Size D1 D2 D3 L F A G
BT30 1.250
(31.75)
1.811
(46.00)
1.906
(48.40)
0.866
(22.00)
0.079
(2.00)
M12
thread
BT35 1.500
(38.10)
2.087
(53.00)
2.224
(56.50)
0.945
(24.00)
0.079
(2.00)
M12
thread
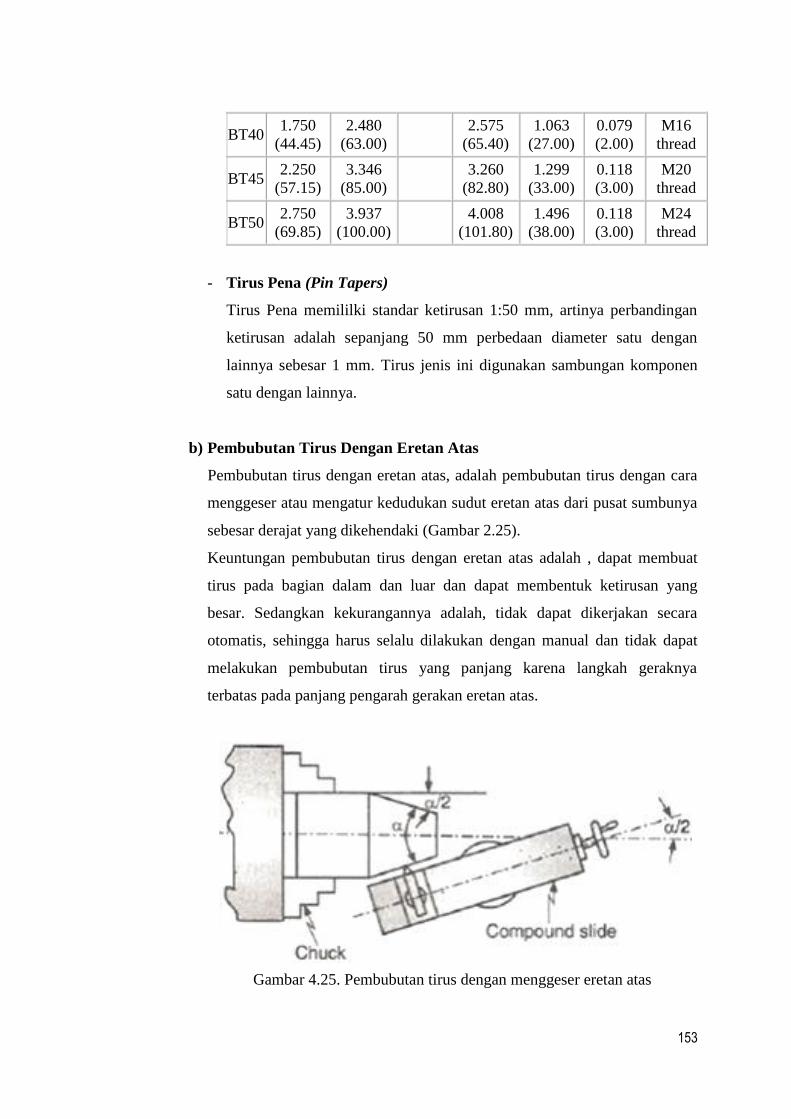
153
BT40 1.750
(44.45)
2.480
(63.00)
2.575
(65.40)
1.063
(27.00)
0.079
(2.00)
M16
thread
BT45 2.250
(57.15)
3.346
(85.00)
3.260
(82.80)
1.299
(33.00)
0.118
(3.00)
M20
thread
BT50 2.750
(69.85)
3.937
(100.00)
4.008
(101.80)
1.496
(38.00)
0.118
(3.00)
M24
thread
- Tirus Pena (Pin Tapers)
Tirus Pena memililki standar ketirusan 1:50 mm, artinya perbandingan
ketirusan adalah sepanjang 50 mm perbedaan diameter satu dengan
lainnya sebesar 1 mm. Tirus jenis ini digunakan sambungan komponen
satu dengan lainnya.
b) Pembubutan Tirus Dengan Eretan Atas
Pembubutan tirus dengan eretan atas, adalah pembubutan tirus dengan cara
menggeser atau mengatur kedudukan sudut eretan atas dari pusat sumbunya
sebesar derajat yang dikehendaki (Gambar 2.25).
Keuntungan pembubutan tirus dengan eretan atas adalah , dapat membuat
tirus pada bagian dalam dan luar dan dapat membentuk ketirusan yang
besar. Sedangkan kekurangannya adalah, tidak dapat dikerjakan secara
otomatis, sehingga harus selalu dilakukan dengan manual dan tidak dapat
melakukan pembubutan tirus yang panjang karena langkah geraknya
terbatas pada panjang pengarah gerakan eretan atas.
Gambar 4.25. Pembubutan tirus dengan menggeser eretan atas
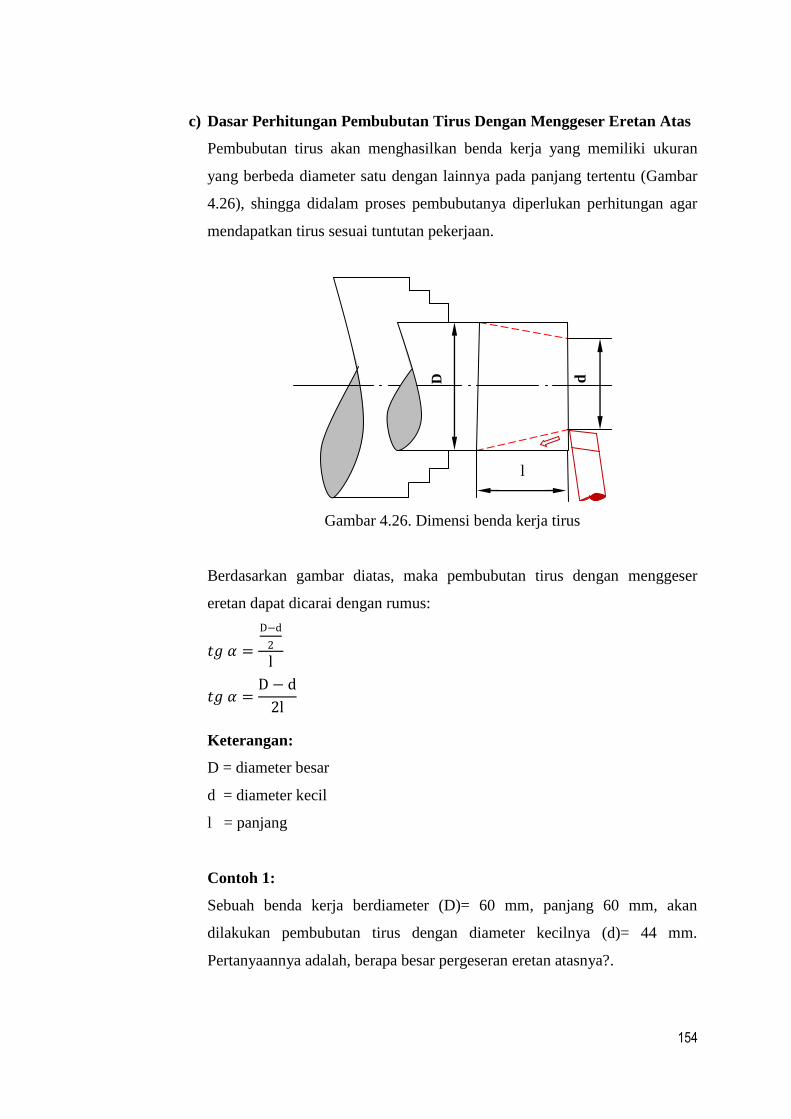
154
c) Dasar Perhitungan Pembubutan Tirus Dengan Menggeser Eretan Atas
Pembubutan tirus akan menghasilkan benda kerja yang memiliki ukuran
yang berbeda diameter satu dengan lainnya pada panjang tertentu (Gambar
4.26), shingga didalam proses pembubutanya diperlukan perhitungan agar
mendapatkan tirus sesuai tuntutan pekerjaan.
Gambar 4.26. Dimensi benda kerja tirus
Berdasarkan gambar diatas, maka pembubutan tirus dengan menggeser
eretan dapat dicarai dengan rumus:
𝑡𝑔 𝛼 =
D−d
2
l
𝑡𝑔 𝛼 =D − d
2l
Keterangan:
D = diameter besar
d = diameter kecil
l = panjang
Contoh 1:
Sebuah benda kerja berdiameter (D)= 60 mm, panjang 60 mm, akan
dilakukan pembubutan tirus dengan diameter kecilnya (d)= 44 mm.
Pertanyaannya adalah, berapa besar pergeseran eretan atasnya?.
D
d
l

155
Jawaban:
l.2
dDα tg
133,02.60
4460α tg
= 7° 35' 40,72”
Jadi pergeseran eretan atasnya sebesar 7° 35' 40,72”
Contoh 2:
Sebuah benda kerja berdiameter (D)= 55 mm, panjang 75 mm, akan
dilakukan pembubutan tirus dengan diameter kecilnya (d)= 42 mm.
Pertanyaannya adalah, berapa besar pergeseran eretan atasnya?.
Jawaban:
l.2
dDα tg
087,02.75
4255α tg
= 4° 57' 11,73”
Jadi pergeseran eretan atasnya sebesar 4° 57' 11,73”
d) Proses Pembubutan tirus Dengan Menggeser Eretan Atas
Proses pembubutan tirus dengan eretan menggeser eretan atas dapat
dilakukan dengan dua cara yaitu, pertama: langsung mengatur pergeseran
eretan atas dengan mengacu pada garis-garis derajatnya sesuai data atau
perhitungan yang ada (Gambar 4.27), kedua: pengaturan pergeseran eretan
atas dengan cara mengemalkan/mengkopi pada batang tirus yana sudah
standar dengan alat bantu dial indikator (Gambar 4.28). Cara kedua ini
hasilnya akan lebih presisi dibandingkan dengan yang pertama.

156
Gambar 4.27. Pengaturan pergeseran eretan atas
berdasarkan hasil perhitungan
Gambar 4.28. Pengaturan pergeseran eretan atas
berdarkan batang tirus standar
f. Pembubutan Alur (Groove)
Yang dimaksud pembubutan alur adalah, proses pembubutan benda kerja
dengan tujuan membuat alur pada bidang permukaan (luar dan dalam) atau
pada bagian depannya sesuai tuntutan pekerjaan (Gambar 4.29).
Gambar 4.29. Pengaluran dengan berbagai posisi

157
a) Macam-macam bentuk alur
Sesuai dengan fungsinya bentuk alur ada tiga jenis yaitu: berbentuk kotak,
radius, dan V (Gambar 4.30). Fungsi alur pada sebuah benda kerja adalah,
pertama: untuk pembubutan alur pada poros lurus, berfungsi memberi
kebebasan/space pada saat benda kerja dipasangkan dengan
elemen/komponen lainnya atau memberi jarak bebas pada proses
penggerindaan terhadap suatu poros; kedua: untuk pembubutan alur pada
ujung ulir, tujuannya agar baut/mur dapat bergerak penuh sampai pada
ujung ulir (Gambar 4.31).
Gambar 4.30. Macam-macam bentuk alur
Gambar 4.31. Fungsi alur untuk berbagai proses manufaktur
b) Proses pembubutan alur
Untuk membentuk berbagai bentuk alur tersebut, pahat yang digunakan
diasah terlebih dengan mesin gerinda yang bentuk disesuaikan dengan
bentuk alur yang akan dibuat. Kecepatan potong yang digunakan pada saat

158
pembubutan alur disarankan sepertiga sampai dengan setengah dari
kecepatan potong bubut rata, karena bidang potong pada saat proses
pengaluran relatif lebar.
Pemasangan Pahat
Persyaratan pemasangan pahat untuk proses pembubutan alur, pada
prinsipnya sama dengan memasang pahat bubut untuk proses
pembubutan lainnya yaitu harus setinggi senter. Namun untuk
menghindari terjadinya hasil pengaluran lebarnya melebihi dari lebar
pahat alurnya, pemasangan pahat harus benar-benar tegak lurus terhadap
sumbu mesin (Gambar 4.32).
Gambar 4.32. Pemasangan pahat alur
Pemasangan Benda Kerja
Persyaratan pemasangan benda kerja pada proses pembubutan alur, pada
prinsipnya sama dengan memasang benda kerja untuk proses
pembubutan lainnya yaitu selain harus harus kuat, untuk benda kerja
yang memiliki ukuran panjang relatif pendek pengikatannya dapat
dilakukan langsung dengan cekam mesin (Gambar 2.33).
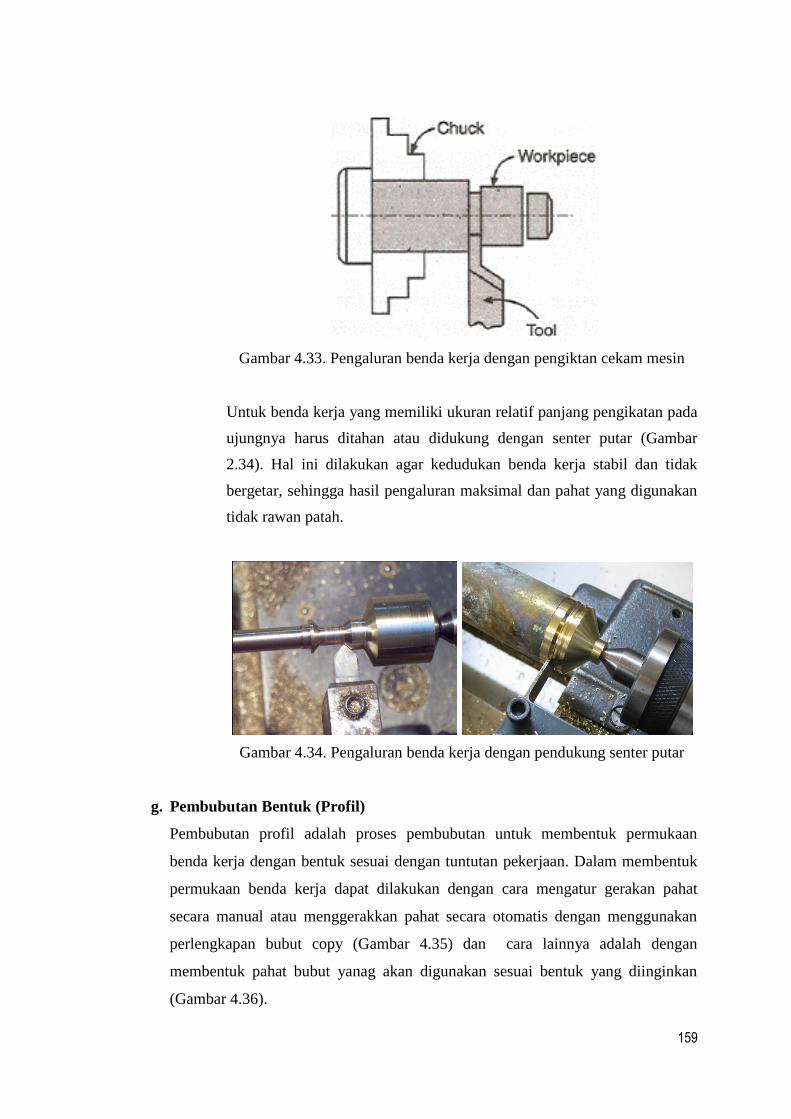
159
Gambar 4.33. Pengaluran benda kerja dengan pengiktan cekam mesin
Untuk benda kerja yang memiliki ukuran relatif panjang pengikatan pada
ujungnya harus ditahan atau didukung dengan senter putar (Gambar
2.34). Hal ini dilakukan agar kedudukan benda kerja stabil dan tidak
bergetar, sehingga hasil pengaluran maksimal dan pahat yang digunakan
tidak rawan patah.
Gambar 4.34. Pengaluran benda kerja dengan pendukung senter putar
g. Pembubutan Bentuk (Profil)
Pembubutan profil adalah proses pembubutan untuk membentuk permukaan
benda kerja dengan bentuk sesuai dengan tuntutan pekerjaan. Dalam membentuk
permukaan benda kerja dapat dilakukan dengan cara mengatur gerakan pahat
secara manual atau menggerakkan pahat secara otomatis dengan menggunakan
perlengkapan bubut copy (Gambar 4.35) dan cara lainnya adalah dengan
membentuk pahat bubut yanag akan digunakan sesuai bentuk yang diinginkan
(Gambar 4.36).
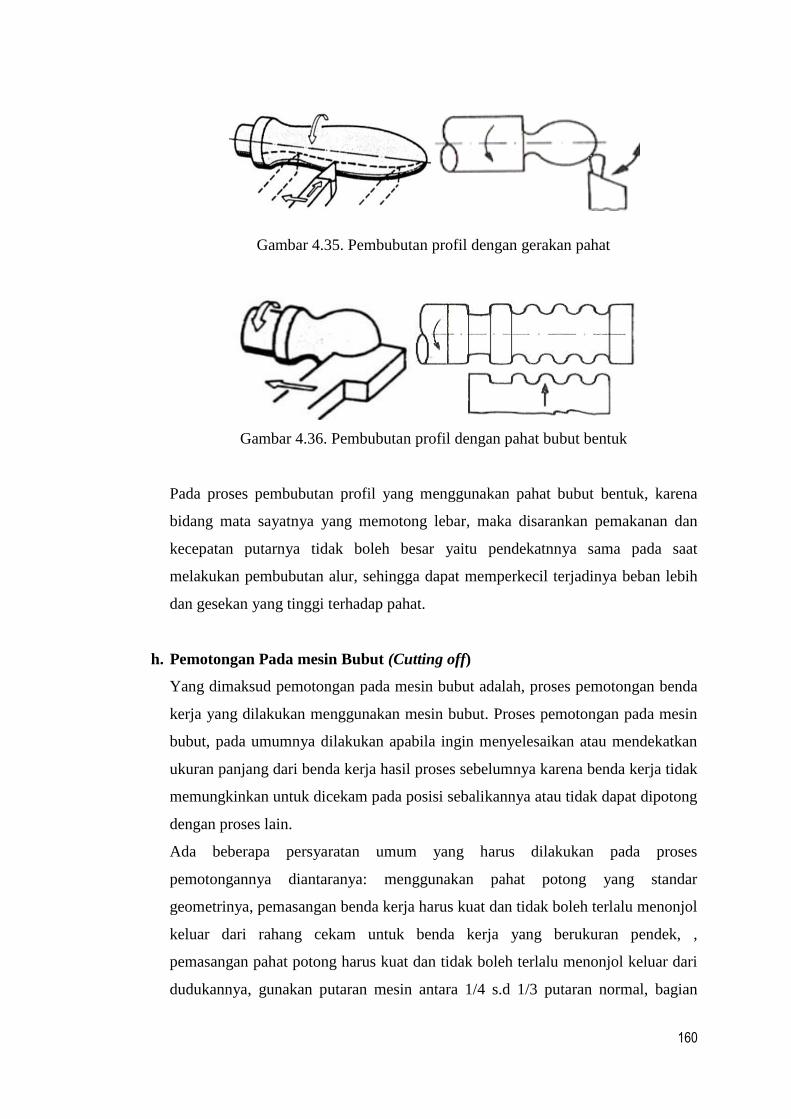
160
Gambar 4.35. Pembubutan profil dengan gerakan pahat
Gambar 4.36. Pembubutan profil dengan pahat bubut bentuk
Pada proses pembubutan profil yang menggunakan pahat bubut bentuk, karena
bidang mata sayatnya yang memotong lebar, maka disarankan pemakanan dan
kecepatan putarnya tidak boleh besar yaitu pendekatnnya sama pada saat
melakukan pembubutan alur, sehingga dapat memperkecil terjadinya beban lebih
dan gesekan yang tinggi terhadap pahat.
h. Pemotongan Pada mesin Bubut (Cutting off)
Yang dimaksud pemotongan pada mesin bubut adalah, proses pemotongan benda
kerja yang dilakukan menggunakan mesin bubut. Proses pemotongan pada mesin
bubut, pada umumnya dilakukan apabila ingin menyelesaikan atau mendekatkan
ukuran panjang dari benda kerja hasil proses sebelumnya karena benda kerja tidak
memungkinkan untuk dicekam pada posisi sebalikannya atau tidak dapat dipotong
dengan proses lain.
Ada beberapa persyaratan umum yang harus dilakukan pada proses
pemotongannya diantaranya: menggunakan pahat potong yang standar
geometrinya, pemasangan benda kerja harus kuat dan tidak boleh terlalu menonjol
keluar dari rahang cekam untuk benda kerja yang berukuran pendek, ,
pemasangan pahat potong harus kuat dan tidak boleh terlalu menonjol keluar dari
dudukannya, gunakan putaran mesin antara 1/4 s.d 1/3 putaran normal, bagian

161
yang akan dipotong harus sedikit lebih lebar dibandingkan dengan lebar mata
pahatnya agar pahat tidak terjepit, dan untuk pemotongan benda yang berukuran
panjang boleh menggunakan penahan senter putar dengan catatan mengikuti
prosedur yang benar.
1) Geometri Pahat Bubut Potong
Untuk mendapatkan hasil pemotongan yang baik, pahat potong yang digunakan
harus memiliki geometri sesuai ketentuan. Misalnya untuk menghindari
terjepitnya pahat pada saat digunakan memotong benda kerja yang berdiameter
besar sehingga memerlukan kedalaman pemotonngan yang relatif dalam, maka
sebaiknya pengasahan pada sisi pahat potong dibuat mengecil ke belakang
anatara 1º s.d 2 º (Gambar 4.37).
Gambar 4.36. Geometri Pahat potong
2) Pemasangan Pahat Potong
Selain yang telah dipersyaratkan tersebut diatas, pemasangan pahat potong
harus benar-benar setinggi sumbu senter (Gambar 4.37), karena apabila tidak
setinggi sumbu senter akan berpengaruh besar terhadap perubahan geometrinya
terutama pada sudut bebas potong bagian depan. Apabila pemasangan terlalu
tinggi dari sumbu senter pengaruhnya tidak akan dapat melakukan
pemotongan, karena ujung mata potongnya berubah pada posisi diatas sumbu
senter dan apabila terlalu rendah, pahat akan mendapat gaya potong yang
relatif besar sehingga rawan patah dan juga benda kerja akan terangakat keatas.

162
Gambar 4.37. Pemasangan Pahat potong
3) Proses pemotongan
Proses pemotongan benda kerja pada mesin bubut, pada umumnya akan
dihadapkan pada ukuran yang pendek dan panajang. Untuk benda kerja uyang
berukuran pendek dapat dilakukan dengan cara pencekam langsung dengan
cekam mesin (Gambar 4.38).
Gambar 4.38. Proses pemotongan benda kerja berukuran pendek.
Untuk melakukan pemotongan benda kerja yang panjang diperbolehkan
ditahan menggunakan senter putar, akan tetapi pemotongannya tidak boleh
dilakukan sampai putus atau disisakan sebagian untuk kemudian digergaji, atau
dilanjutkan dengan dengan pahat tersebut tetapi tanpa didukung dengan senter
dengan tujuan untuk menghindari terjadinya pembengkokan benda kerja dan
patahnya pahat (Gambar 4.39). Cara lain untuk melakukan pemotongan benda
kerja yang panjang, yaitu dengan mendukung benda kerja pada ujungnya
dengan penahan bena kerja/ steady rest (Gambar 4.40)
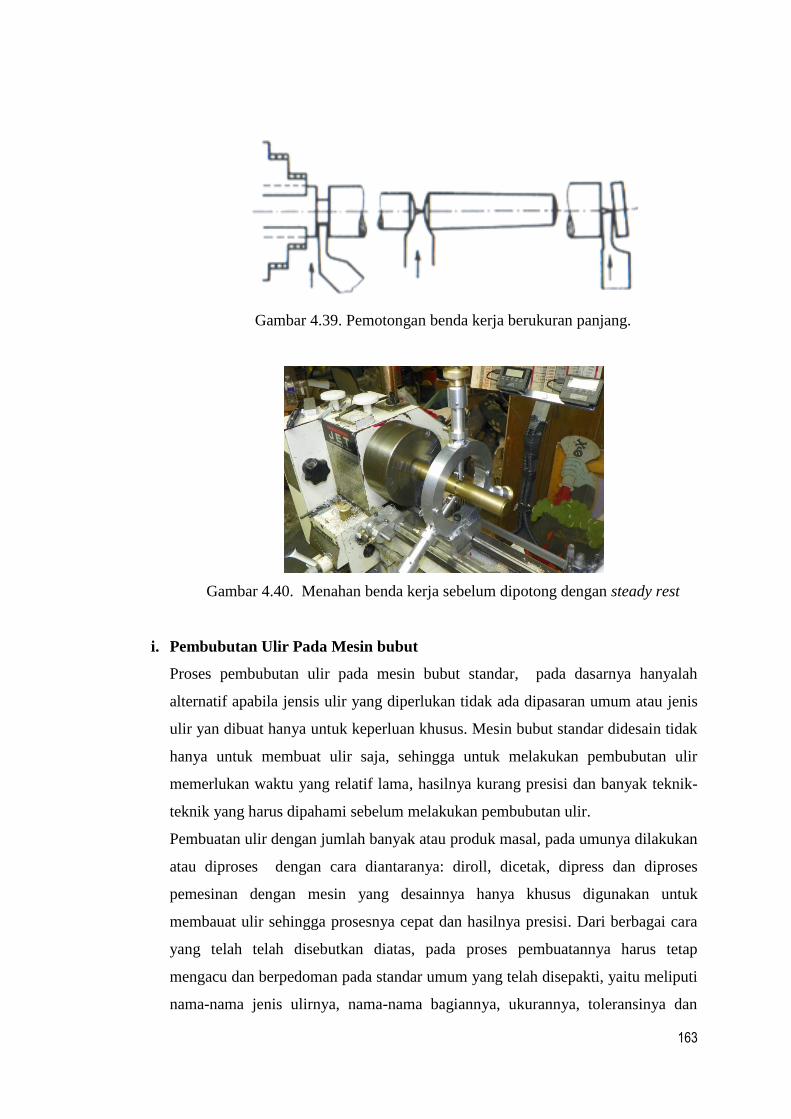
163
Gambar 4.39. Pemotongan benda kerja berukuran panjang.
Gambar 4.40. Menahan benda kerja sebelum dipotong dengan steady rest
i. Pembubutan Ulir Pada Mesin bubut
Proses pembubutan ulir pada mesin bubut standar, pada dasarnya hanyalah
alternatif apabila jensis ulir yang diperlukan tidak ada dipasaran umum atau jenis
ulir yan dibuat hanya untuk keperluan khusus. Mesin bubut standar didesain tidak
hanya untuk membuat ulir saja, sehingga untuk melakukan pembubutan ulir
memerlukan waktu yang relatif lama, hasilnya kurang presisi dan banyak teknik-
teknik yang harus dipahami sebelum melakukan pembubutan ulir.
Pembuatan ulir dengan jumlah banyak atau produk masal, pada umunya dilakukan
atau diproses dengan cara diantaranya: diroll, dicetak, dipress dan diproses
pemesinan dengan mesin yang desainnya hanya khusus digunakan untuk
membauat ulir sehingga prosesnya cepat dan hasilnya presisi. Dari berbagai cara
yang telah telah disebutkan diatas, pada proses pembuatannya harus tetap
mengacu dan berpedoman pada standar umum yang telah disepakti, yaitu meliputi
nama-nama jenis ulirnya, nama-nama bagiannya, ukurannya, toleransinya dan

164
peristilahan-peristilahannya sehingga hasilnya dapat digunakan sesusai
keperuntukannya.
1) Bagian-bagian ULir
Pada Ulir terdapat beberapa bagian yang dengan peristilahan nama tertentu
diantaranya, pada bagian lingkaran ulir terdapat gang (pitch-P) dan kisar (lead-
L). Pengertian “gang” adalah jarak puncak ulir terdekat dan pengertian “kisar”
adalah jarak puncak ulir dalalam satu putaran penuh (Gambar 4.41). Bila
dilihat dari jumlah uliranya, jenis ulir dapat dibagi menajadi dua jenis yaitu:
ulir tunggal (Single thread) dan ulir ganda/majemuk (Multiple thread).
Disebut ulir tunggal apabila dalam satu kali keliling benda kerja hanya terdapat
satu alur ulir dan disebut ulir ganda/majemuk jika mempunyai lebih dari satu
alur ulir dalam satu keliling lingkaran.
Gambar 4.41. Ulir tunggal kanan
Bila dilihat dari arah uliranya, jenis ulir dapat dibagi menajadi dua jenis yaitu:
ulir kanan (righ hand screw thread) dan ulir kiri (left hand screw thread).
Disebut ulir kanan apabila ulirannya mengarah kekanan (Gambar 4.42), dan
disebut ulir kiri apabila arah ulirannya mengarah kekiri (Gambar 4.43).
Gambar 4.42. Ulir tunggal kanan dan arah uir

165
.
Gambar 4.3. Ulir tunggal kiri dan arah ulir
Selain itu ulir juga memiliki standar nama ukuran yang baku, diantaranya
diameter terbesar atau nomilal (mayor diameter), diameter tusuk (pitch
diameter) dan diameter terkecil atau diameter kaki (minor diameter). Nama
ulir bagian luar dan ulir bagian dalam dapat dilihat pada (Gambar 4.44).
Sedangkan mama-nama bagian ulir luar secra lengkap dapat dilihat pada
(Gambar 4.45).
Gambar 4.44. Nama-nama bagian ulir luar dan dalam
Gambar 4.45. Nama-nama bagian ulir luar

166
2) Standar Ulir Untuk Penggunaan Umum
Didalam melakukan pembubutan ulir untuk penggunaan umum harus mengacu
pada standar yang telah ditetapakan pada gambar kerja. Terdapat macam-
macam standar ulir yang dapat dijadikan acauan, sehingga hasil penguliran
sesuai dengan tuntutan pekerjaan. Macam-macam standar ulir untuk
penggunaan umum diantaranya:
a) Metrik V Thread Standard
Jenis ulir Metrik V Thread Standard atau biasa disebut ulir segitiga metrik,
adalah salah satu jenis ulir dengan satuan milimeter (mm) dengan total sudut
ulir sebesar 60º (Gambar 4.46). Selain itu ulir metrik memiliki kedalaman
ulir baut (luar) 0,61P dengan radius pada dasar ulirnya 0,7 P dan kedalaman
ulir murnya (dalam) 0,54 P dengan radius pada dasar ulirnya 0,07 P.
(Gambar 4.47).
Gambar 4.46. Sudut ulir metrik
Gambar 4.47. Kedalaman ulir standar metrik
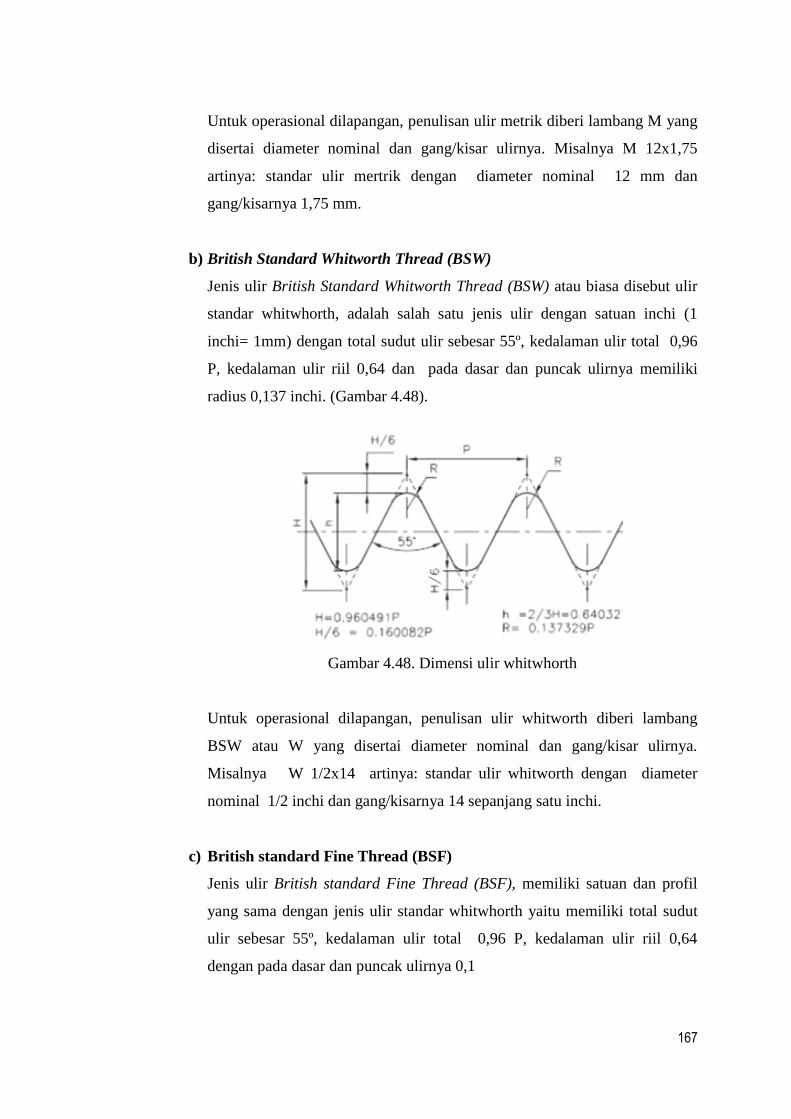
167
Untuk operasional dilapangan, penulisan ulir metrik diberi lambang M yang
disertai diameter nominal dan gang/kisar ulirnya. Misalnya M 12x1,75
artinya: standar ulir mertrik dengan diameter nominal 12 mm dan
gang/kisarnya 1,75 mm.
b) British Standard Whitworth Thread (BSW)
Jenis ulir British Standard Whitworth Thread (BSW) atau biasa disebut ulir
standar whitwhorth, adalah salah satu jenis ulir dengan satuan inchi (1
inchi= 1mm) dengan total sudut ulir sebesar 55º, kedalaman ulir total 0,96
P, kedalaman ulir riil 0,64 dan pada dasar dan puncak ulirnya memiliki
radius 0,137 inchi. (Gambar 4.48).
Gambar 4.48. Dimensi ulir whitwhorth
Untuk operasional dilapangan, penulisan ulir whitworth diberi lambang
BSW atau W yang disertai diameter nominal dan gang/kisar ulirnya.
Misalnya W 1/2x14 artinya: standar ulir whitworth dengan diameter
nominal 1/2 inchi dan gang/kisarnya 14 sepanjang satu inchi.
c) British standard Fine Thread (BSF)
Jenis ulir British standard Fine Thread (BSF), memiliki satuan dan profil
yang sama dengan jenis ulir standar whitwhorth yaitu memiliki total sudut
ulir sebesar 55º, kedalaman ulir total 0,96 P, kedalaman ulir riil 0,64
dengan pada dasar dan puncak ulirnya 0,1

168
d) Unified National Coarse Thread (UNC)
Jenis ulir Unified National Coarse Thread (UNC), memiliki total sudut 60º
dengan kedalaman ulir baut (luar) 0,614 P dan kedalaman ulir murnya
(dalam) 0,54 P (Gambar 4.49).
Gambar 4.49. Dimensi ulir unified national coarse thread (UNC),
e) Unified National Fine Thread (UNF)
Jenis ulir Unified National Fine Thread (UNC) memiliki profil yang sama
dengan Jenis ulir Unified National Coarse Thread (UNC), perbedaannya
kisar ulirnya lebih halus.
f) British Association Thread (BA)
Jenis ulir British Association Thread (BA) atau bisa disebut ulir bola,
memiliki total sudut 47,5º dengan kedalaman ulir 0,6 P dan radius pada
ujung ulir memiliki radius 0,18 P (Gambar 4.50).
Gambar 4.50. Dimensi ulir british association thread (BA)
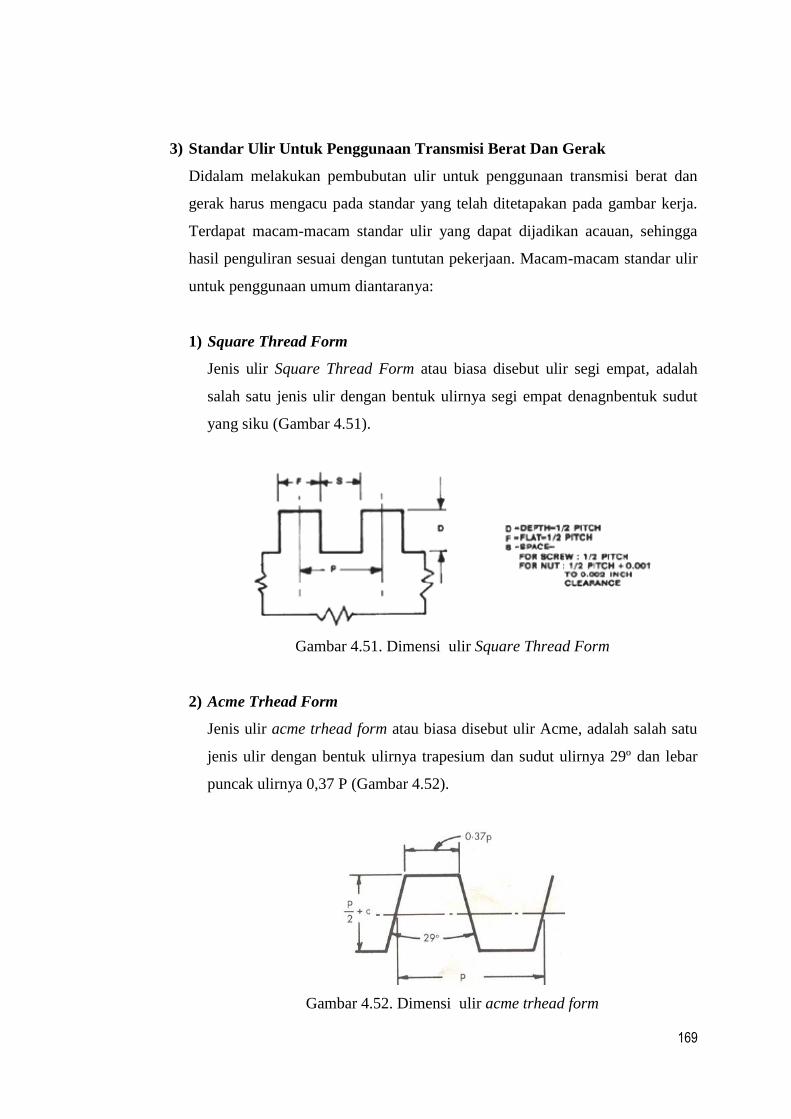
169
3) Standar Ulir Untuk Penggunaan Transmisi Berat Dan Gerak
Didalam melakukan pembubutan ulir untuk penggunaan transmisi berat dan
gerak harus mengacu pada standar yang telah ditetapakan pada gambar kerja.
Terdapat macam-macam standar ulir yang dapat dijadikan acauan, sehingga
hasil penguliran sesuai dengan tuntutan pekerjaan. Macam-macam standar ulir
untuk penggunaan umum diantaranya:
1) Square Thread Form
Jenis ulir Square Thread Form atau biasa disebut ulir segi empat, adalah
salah satu jenis ulir dengan bentuk ulirnya segi empat denagnbentuk sudut
yang siku (Gambar 4.51).
Gambar 4.51. Dimensi ulir Square Thread Form
2) Acme Trhead Form
Jenis ulir acme trhead form atau biasa disebut ulir Acme, adalah salah satu
jenis ulir dengan bentuk ulirnya trapesium dan sudut ulirnya 29º dan lebar
puncak ulirnya 0,37 P (Gambar 4.52).
Gambar 4.52. Dimensi ulir acme trhead form

170
3) Metrik ISO Trapezoidal Tread
Jenis ulir metrik iso trapezoidal tread atau biasa disebut ulir trapesium,
adalah salah satu jenis ulir dengan bentuk ulirnya trapesium dan sudut
ulirnya 30º (Gambar 4.53).
Gambar 4.53. Dimensi ulir metrik iso trapezoidal tread
4) Batres Tread
Jenis ulir Batres Tread atau biasa disebut ulir gergaji terdapat dua jenis
yaitu, pertama: ulir gergaji dengan sudut total ulirnya 45º dan kedalaman
ulirnya 0,75 P (Gambar 4.54a), kedua: ulir gergaji dengan sudut total
ulirnya 50º dan kedalaman ulirnya sama yaitu 0,75 P (Gambar 4.54b).
Gambar 4.54. Dimensi ulir metrik iso trapezoidal tread
4) Teknik Dasar Pembubutan ULir Segitiga
Pada proses pembubutan ulir segitiga selain harus mengikuti dan ketentuan
sebagaimana pada proses pembubutan lainnya, ada beberapa teknik dasar lain
(a) (b)

171
yang harus dipahami sebelum melakukan pembubutan ulir. Beberapa teknik
yang mendasari proses pembubutan ulir tersebut diantaranya:
a) Metoda Pemotongan Ulir Segitiga
Metoda Pemotongan ulir pada mesin bubut dapat dilakukan dengan tiga
cara diantaranya:
PemotonganTegak lurus terhadap sumbu (dengan eretan lintang)
Yang dimaksud pemotongan ulir dengan cara tegak lurus terhadap sumbu
adalah, proses pembubutan ulir pemakanannya dilakukan dengan cara
posisi pahat ulir maju terus tegak lurus terhadap sumbu sehingga pahat
bubut mendapatkan beban yang lebih besar karena ketiga sisi mata sayat
melakukan pemotongan bersama-sama (Gambar 4.55). Keuntungan cara
pemotongan ulir seperti ini adalah, lebih cepat, halus dan mudah cara
melakukannya. Sedangkan kekurangannya adalah, beban pahat lebih
besar karena ketiga mata sayat pahat bubut serentak melakukan
pemotongan dan pahat cepat panas sehingga cenderung cepat rusak. Cara
pemotongan seperti ini disarankan hanya digunakan untuk pemotongan
ulir yang memiliki ukuran gang/kisar kecil.
Gambar 4.55. Pembubutan ulir dengan cara tegak lurus
Pemotongan Miring dengan menggeser eretan atas
Yang dimaksud pemotongan ulir miring dengan menggeser eretan atas
adalah, proses pembubutan ulir pemakanannya dilakukan dengan cara
pahat dimiringkan sebesar stengah sudut ulir dengan memiringkan
dudukan pada eretan atas (Gambar 4.56). Keuntungan cara pemotongan
ulir seperti ini adalah, beban pahat lebih ringan dan tidak cepat panas.
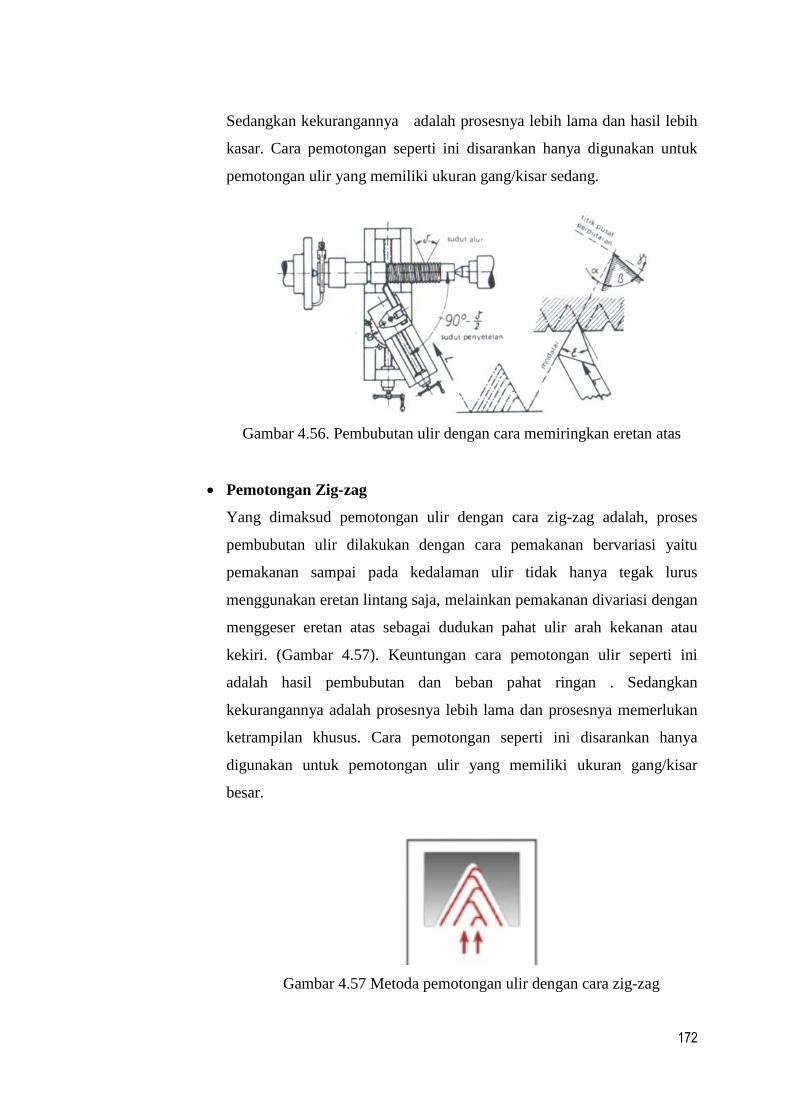
172
Sedangkan kekurangannya adalah prosesnya lebih lama dan hasil lebih
kasar. Cara pemotongan seperti ini disarankan hanya digunakan untuk
pemotongan ulir yang memiliki ukuran gang/kisar sedang.
Gambar 4.56. Pembubutan ulir dengan cara memiringkan eretan atas
Pemotongan Zig-zag
Yang dimaksud pemotongan ulir dengan cara zig-zag adalah, proses
pembubutan ulir dilakukan dengan cara pemakanan bervariasi yaitu
pemakanan sampai pada kedalaman ulir tidak hanya tegak lurus
menggunakan eretan lintang saja, melainkan pemakanan divariasi dengan
menggeser eretan atas sebagai dudukan pahat ulir arah kekanan atau
kekiri. (Gambar 4.57). Keuntungan cara pemotongan ulir seperti ini
adalah hasil pembubutan dan beban pahat ringan . Sedangkan
kekurangannya adalah prosesnya lebih lama dan prosesnya memerlukan
ketrampilan khusus. Cara pemotongan seperti ini disarankan hanya
digunakan untuk pemotongan ulir yang memiliki ukuran gang/kisar
besar.
Gambar 4.57 Metoda pemotongan ulir dengan cara zig-zag

173
b) Arah Pemotongan Ulir
Arah pemotongan ulir tergantung dari jenis ulirnya yaitu ulir kiri atau
kanan. Apabila jenis ulirnya kanan, arah pemotongan ulirnya dimulai start
awal dari posisi ujung benda kerja bagian kanan, dan untuk ulir kiri, arah
pemotongan ulirnya dimulai start awal dari posisi ujung benda kerja bagian
kiri (Gambar 4.58).
Gambar 4.58. Arah pemotongan ulir kanan dan kiri
c) Kedalaman Pemotongan Ulir
Untuk mendapatkan kedalamam ulir yang standar pada proses pembubutan
ulir segitiga, perlu memiliki acuan yang standar agar prosesnya efisien dan
hasilnya dapat memenuhi sesuai tuntutan pekerjaan. Dari uraian materi
sebelumnya telah dijelaskan bahwa, kedalaman ulir segitiga jenis metris
untuk baud (ulir luar) kedalamannya sebesar “0,61 mm x Kisar”, dan untuk
murnya (ulir dalam) kedalamannya sebesar “0,54 mm x Kisar”. (Gambar
4.59). Ketentuan lain sebelum melakukan pemotongan ulir adalah, kurangi
diameter nominal ulir sebesar 1/10.K atau d ulir = D nominal x 1/10 K.
Gambar 4.59. Kedalaman pemotongan ulir metris
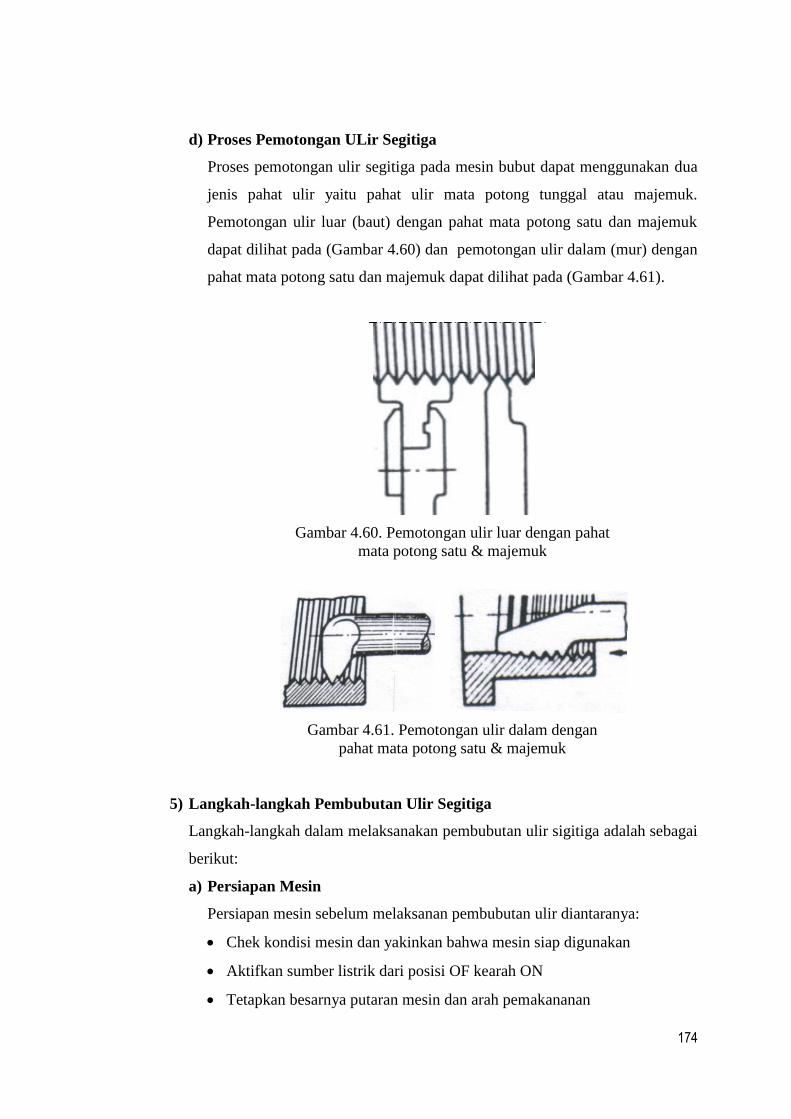
174
d) Proses Pemotongan ULir Segitiga
Proses pemotongan ulir segitiga pada mesin bubut dapat menggunakan dua
jenis pahat ulir yaitu pahat ulir mata potong tunggal atau majemuk.
Pemotongan ulir luar (baut) dengan pahat mata potong satu dan majemuk
dapat dilihat pada (Gambar 4.60) dan pemotongan ulir dalam (mur) dengan
pahat mata potong satu dan majemuk dapat dilihat pada (Gambar 4.61).
Gambar 4.60. Pemotongan ulir luar dengan pahat
mata potong satu & majemuk
Gambar 4.61. Pemotongan ulir dalam dengan
pahat mata potong satu & majemuk
5) Langkah-langkah Pembubutan Ulir Segitiga
Langkah-langkah dalam melaksanakan pembubutan ulir sigitiga adalah sebagai
berikut:
a) Persiapan Mesin
Persiapan mesin sebelum melaksanan pembubutan ulir diantaranya:
Chek kondisi mesin dan yakinkan bahwa mesin siap digunakan
Aktifkan sumber listrik dari posisi OF kearah ON
Tetapkan besarnya putaran mesin dan arah pemakananan

175
Persiapkan susunan roda gigi dalam kotak gigi (gear box) dan atur
handel-handelnya sesuai dengan jenis dan kisar ulir/gang yang akan
dibuat berdasarkan tabel yang tersedia pada mesin.
b) Pelaksanan Pembubutan Ulir Segitiga
Siapkan benda kerja, poros atau lubang dengan diameter yang
sesuai/diinginkan untuk dibuat ulir dan cekam benda kerja dengan kuat
Topang/tahan ujung benda kerja dengan senter putar apabila benda kerja
yang akan diulir berukuran yang panjang.
Laksanakan pembubutan benda kerja yang akan diulir sampai pada
diameter nominal ulirnya
Apabila benda kerja sudah siap dilkukan penguliran, lanjutkan persiapan
pembubutan ulir dengandaiwalai menyetel ketinggian pahat ulir dan
eretan atas pada posisi sesuai ketentuan.

176
Laksanakan awal pembubutan ulir dengan kedalaman pemakanan
diperkirakan tidak terlalu besar.
Lakukan pengecekan kisar ulir dengan mal kisar ulir sebelum dilanjutkan
penguliran, dan jika kisar ulir sudah sesuai pembubutan ulir dapat
dilnjutkan hingga selesai.
Pada pembubutan ulir yang tidak menggunakan loceng ulir, saat
mengembalikan pahat pada posisi semula diperbolehkan dengan
kecepatan putar yang lebih tinggi. Hal ini dilakukan agar supaya
prosesnya lebih cepat.

177
Untuk pembubutan ulir dengan loceng ulir, pada saat mengembalikan
pahat ke ujung benda, tuas mur belah boleh dibuka apabila ulir
transportir dengan ulir yang sedang dibuat satu sistem ukuran, misalnya
sama-sama metris atau inci dan kisar poros transportir merupakan
kelipatan bulat dari kisar ulir yang sedang dibuat.
Apabila pemakanan kedalaman ulir sudah sesuai perhitungan, sebelum
dilepas ckeck atau coba dulu dengan mal ulir (trhead gauge)
Apabila pengepasan ulir sudah standar sesuai ketentuan, benda kerja baru
boleh dilepas dari pencekamnnya.
j. Pengeboran Pada Mesin Bubut
Pengeboran (drilling) pada mesin bubut adalah pembuatan lubang dengan alat
potong mata bor (Gambar 4.62). Proses pengeboran pada mesin bubut, pada
umumnya dilakukan untuk pekerjaan lanjutan diantaranya akan dilanjutkan untuk
diproses: pengetapan, pembesaran lubang (borring), rimer, ulir dalam dll. Masing-
masing proses tersebut memiliki ketentuan sendiri dalam menetapkan diameter
lubang bornya, maka dari itu didalam menentukan diameter bor yang akan
digunakan untuk proses pengeboran di mesin bubut harus mempertimbangkan
beberapa kepentingan diatas.
Gambar 4.62. Proses pengeboran pada mesin bubut

178
1) Persyaratan Pengeboran Pada Mesin Bubut
Untuk menghindari terjadinya mata bor patah dan pembesaran lubang pada
proses pengeboran di mesin bubut, ada beberapa persyaratan teknis yang harus
dilakukan sebelum melakukan pengeboran yaitu pada prinsipnya hampir sama
dengan persayarantan pada saat melakukan pembubutan permukaan dan
membuat lubang senter bor diantaranya:
Penonjolan benda kerjanya tidak boleh terlalu panjang, dan untuk benda
kerja yang berukuran panjang harus ditahan dengan penahan benda kerja
(steady rest).
Senter kepala lepas harus disetting kelurusannya/kesepusatannya terlebih
dahulu dengan sumbu senter spindel mesin yang berfungsi sebagai dudukan
atau pemegang benda kerja.
Permukaan benda kerja sebelum dibuat lubang bor harus dibuat lubang
pengarah dengan bor senter
Selain besarnya putaran mesin harus sesuai dengan perhitungan, arah
putarannya tidak boleh terbalik (putaran mesin harus berlawanan arah jarum
jam)
2) Langkah-langkah Pengeboran Pada Mesin Bubut
Untuk mendapatkan hasil pengeboran sesuai dengan tuntutan pekerjaan,
langkah-langkah pengeboran pada mesin bubut adalah sebagai berikut:
a) Persiapan Mesin Untuk Pengeboran
Persiapan mesin bubut sebelum melaksanan pengeboran diantaranya:
Chek kondisi mesin dan yakinkan bahwa mesin siap digunakan untuk
melakukan pengeboran
Aktifkan sumber listrik dari posisi OF kearah ON
Hitung putaran mesin sesui dengan jenis bahan benda kerja dan diameter
mata bor yang digunakan
Atur handel-handel mesin bubut, untuk mengatur besarnya putaran
mesin dan arah putarannya (putaran berlawanan arah jarum jam).

179
b) Pelaksaan Pengeboran
Siapkan benda kerja yang akan dilakukan pengeboran dan cekam benda
kerja dengan kuat. Untuk benda kerja yang berukuran pendek, usahakan
penonjolannya tidak terlalu keluar dari mulut rahang mesin bubut.
Topang/tahan ujung benda kerja pada ujungnya dengan penahan benda
kerja (steady rest) apabila benda kerja yang akan dilakukan pengeboran
berukuran relatif panjang.
Ratakan permukaan benda kerja sebelum dibuat lubang senter bor,
sebagai pengarah mata bor
Laksanakan pembubutan lubang senter bor dengan besar putaran mesin
sesuai perhitungan, dengan beracuan diameter terkecil bor senter yang
digunakan acuan perhitungan. Hati-hati dalam melakukan pembubutan

180
lubang senter, karena bor senter rawan patah apabila terkena beban kejut
dan beban berat.
Laksanakan pengeboran dengan kedalaman mengacu pada skala nonius
kepala lepas hingga selesai, dan jangan lupa gunakan air pendingin agar
mata bor tidak cepat tumpul
Apabila sudah selesai melakukan pengeboran, sebelum benda kerja
dilepas lakukan pengukuran kedalamannya, dan apabila sudah yakin
bahwa kedalaman pengeboran sudah sesuai dengan tuntutan pekerjaan
benda kerja boleh dilepas dari pencekamnya.
k. Pembubutan Diameter Dalam (Boring)
Pembubutan diameter dalam atau juga disebut pembubutan dalam adalah proses
memperbesar diameter lubang sebuah benda kerja pada mesin bubut yang
sebelumnya dilakukan proses pengeboran. Jadi pembubutan dalam hanya bersifat
perluasan lubang atau membentuk bagian dalam benda kerja (Gambar 4.63) .

181
Gambar 4.63. Proses pembubutan diameter dalam
Pembububutan diameter dalam dapat dilakukan untuk menghasilkan diameter
dalam yang lurus dan tirus (Gambar. 4.64). Untuk diameter yang lurus,
pemotongannya dapat dilakukan secara manual dan otomatis. Sedangkan untuk
diameter yang tirus hanya dapat dilakukan secara manual dengan menggeser
eretan atas kecuali menggunakan perlengkapan tirus (taper attachment) baru dapat
dilakukan pemotongan secara otomatis.
Gambar 4.64. Proses pembubutan diameter dalam lurus dan tirus
1) Persyaratan Pembubutan Diameter Dalam (Boring)
Untuk menghindari terjadinya getaran pada proses pembubutan diameter
dalam, ada beberapa persyaratan teknis yang harus dilakukan diantaranya:
Pemasangan pahat bubut dalam harus kuat dan setinggi senter.
Penonjolan benda kerjanya tidak boleh terlalu panjang, dan untuk benda
kerja yang berukuran panjang harus ditahan dengan penahan benda kerja
(steady rest).
Sebelum dilakukan pembubutan lubang harus dilakukan pembuatan lubang
awal terlebih dahulu
Selain besarnya putaran mesin harus sesuai dengan perhitungan, arah
putaran harus disesuaikan dengan posisi mata sayat pahat dalamnya
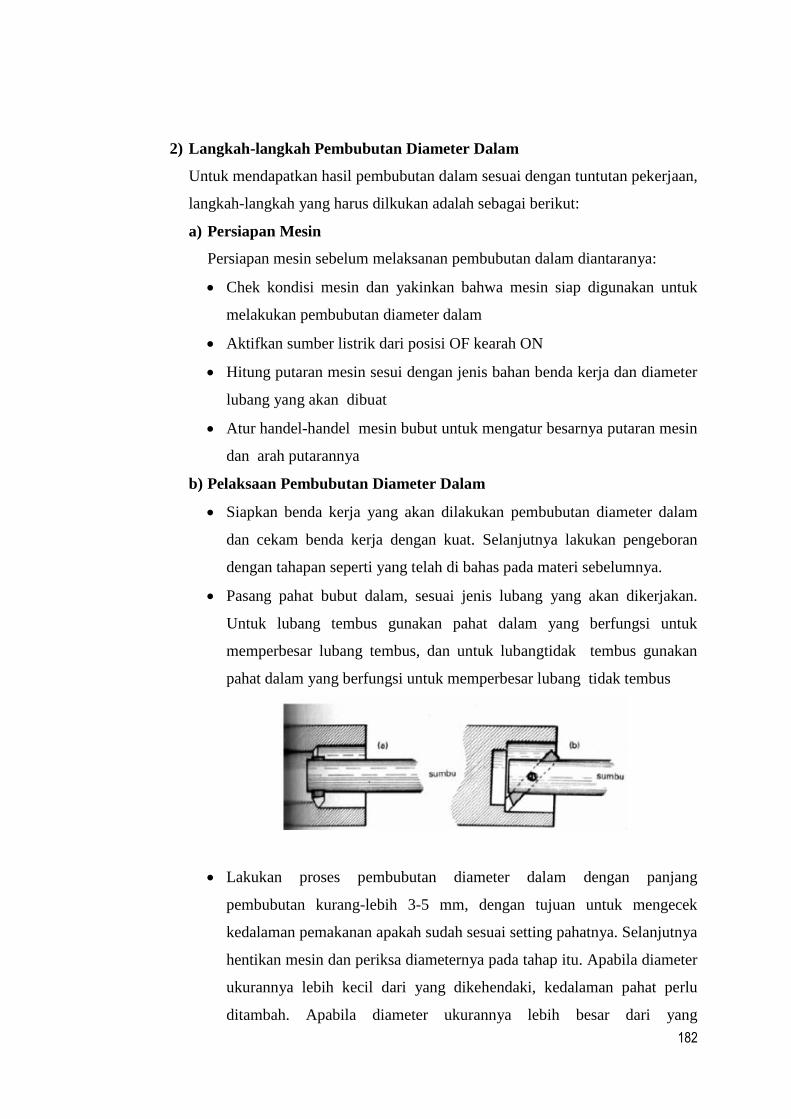
182
2) Langkah-langkah Pembubutan Diameter Dalam
Untuk mendapatkan hasil pembubutan dalam sesuai dengan tuntutan pekerjaan,
langkah-langkah yang harus dilkukan adalah sebagai berikut:
a) Persiapan Mesin
Persiapan mesin sebelum melaksanan pembubutan dalam diantaranya:
Chek kondisi mesin dan yakinkan bahwa mesin siap digunakan untuk
melakukan pembubutan diameter dalam
Aktifkan sumber listrik dari posisi OF kearah ON
Hitung putaran mesin sesui dengan jenis bahan benda kerja dan diameter
lubang yang akan dibuat
Atur handel-handel mesin bubut untuk mengatur besarnya putaran mesin
dan arah putarannya
b) Pelaksaan Pembubutan Diameter Dalam
Siapkan benda kerja yang akan dilakukan pembubutan diameter dalam
dan cekam benda kerja dengan kuat. Selanjutnya lakukan pengeboran
dengan tahapan seperti yang telah di bahas pada materi sebelumnya.
Pasang pahat bubut dalam, sesuai jenis lubang yang akan dikerjakan.
Untuk lubang tembus gunakan pahat dalam yang berfungsi untuk
memperbesar lubang tembus, dan untuk lubangtidak tembus gunakan
pahat dalam yang berfungsi untuk memperbesar lubang tidak tembus
Lakukan proses pembubutan diameter dalam dengan panjang
pembubutan kurang-lebih 3-5 mm, dengan tujuan untuk mengecek
kedalaman pemakanan apakah sudah sesuai setting pahatnya. Selanjutnya
hentikan mesin dan periksa diameternya pada tahap itu. Apabila diameter
ukurannya lebih kecil dari yang dikehendaki, kedalaman pahat perlu
ditambah. Apabila diameter ukurannya lebih besar dari yang

183
dikehendaki, kedalaman pahat perlu dikurangi. Ulangi proses
pembubutan berikutnya dengan kecepatan dan kedalaman sayat yang
lebih kecil.
Apabila sudah selesai melakukan pembubutan diametrer dalam, sebelum
benda kerja dilepas lakukan pengukuran diameternya, dan apabila sudah
yakin bahwa kedalaman pengeboran sudah sesuai dengan tuntutan
gambar kerja, benda kerja boleh dilepas dari pencekamnya.
l. Pengkartelan Pada Mesin Bubut
Mengkartel pada mesin bubut adalah proses pembuatan alur/gigi melingkar pada
bagian permukaan benda kerja dengan tujuannya agar permukannya tidak licin
pada saat dipegang oleh tangan. Contohnya terdapat pada batang penarik, tangkai
palu besi dan pemutar tap dan komponen lain yang memerlukan pemegannya
tidak licin (Gambar 4.65). Bentuk/profil hasil hasil pengkartelan akan mengikuti
jenis katertel yang digunakan. ada yang belah ketupat, dan ada yang lurus
tergantung gigi kartelnya.
Gambar 4.65. Contoh hasil pengkartelan
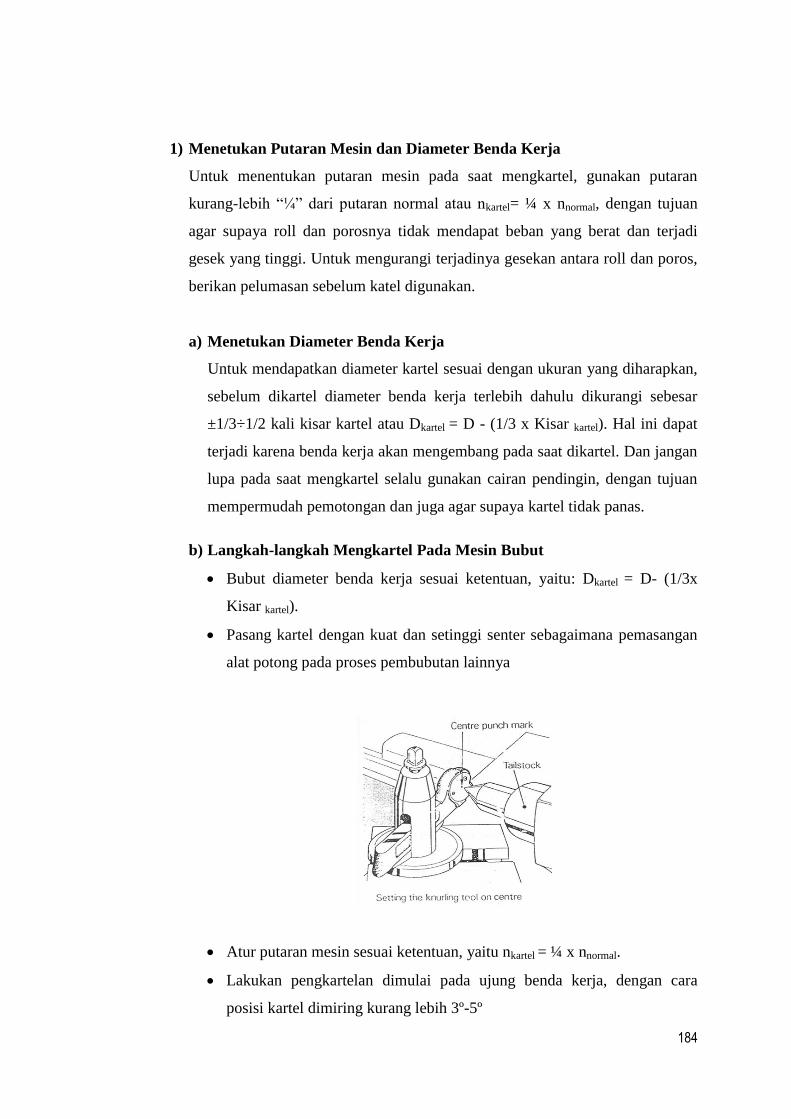
184
1) Menetukan Putaran Mesin dan Diameter Benda Kerja
Untuk menentukan putaran mesin pada saat mengkartel, gunakan putaran
kurang-lebih “¼” dari putaran normal atau nkartel= ¼ x nnormal, dengan tujuan
agar supaya roll dan porosnya tidak mendapat beban yang berat dan terjadi
gesek yang tinggi. Untuk mengurangi terjadinya gesekan antara roll dan poros,
berikan pelumasan sebelum katel digunakan.
a) Menetukan Diameter Benda Kerja
Untuk mendapatkan diameter kartel sesuai dengan ukuran yang diharapkan,
sebelum dikartel diameter benda kerja terlebih dahulu dikurangi sebesar
±1/3÷1/2 kali kisar kartel atau Dkartel = D - (1/3 x Kisar kartel). Hal ini dapat
terjadi karena benda kerja akan mengembang pada saat dikartel. Dan jangan
lupa pada saat mengkartel selalu gunakan cairan pendingin, dengan tujuan
mempermudah pemotongan dan juga agar supaya kartel tidak panas.
b) Langkah-langkah Mengkartel Pada Mesin Bubut
Bubut diameter benda kerja sesuai ketentuan, yaitu: Dkartel = D- (1/3x
Kisar kartel).
Pasang kartel dengan kuat dan setinggi senter sebagaimana pemasangan
alat potong pada proses pembubutan lainnya
Atur putaran mesin sesuai ketentuan, yaitu nkartel = ¼ x nnormal.
Lakukan pengkartelan dimulai pada ujung benda kerja, dengan cara
posisi kartel dimiring kurang lebih 3º-5º

185
Laksanakan pengkartelan secara otomatis hingga mencapai panjang yang
dikehendaki. Jangan lupa gunakan pendingan pada saat mengkartel
Netralkan gerakan otomatisnya dan ukur diameter hasil pengkartelan.
Apabila diameternya belum mencapai ukuran yang dikehendaki, tambah
kedalaman pengkartelan dengan cara penambahan pemakanannya pada
posisi spindel mesin hidup/berputar. Jangan lupa arah putaran mesinnya
tetap sama dan yang perlu dibalik hanya arah gerakkan otomatisnya,
yaitu dengan cara mengatur tuas pembalik arah poros pembawa gerakan
eretan memanjang. Selanjutnya lakukan kembaili pengkartelan secara
otomatis hingga selesai.
m. Penerapan Kesehatan, Keselamatan Kerja dan Lingkungan (K3L) Pada
Proses Pembubutan
Kegiatan produksi pada bengkel manufaktur terutama pada proses pembubutan,
penerapan kesehatan, keselamatan kerja dan lingkungan (K3L) di lingkungan
kerja seharusnya sudah menjadi keasadaran diri yang harus dilaksanakan tanpa
adanya peringatan dan bahkan paksaan dari siapapun. Karena pada dasarnya

186
penerapan K3L di lingkungan kerja secara langsung maupun tidak langsung akan
berdampak pada diri sendiri, orang disekitarnya, mesin, peralatan dan lingkungan
kerja sehari-hari. Dengan demikian, apabila K3L diterapkan dengan penuh
kesadaran akan berdampak positif dan jika tidak akan berdampak negatif terhadap
diri sendiri dan lingkungan kerja.
Terdapat beberapa kegiatan standar yang harus dilakukan dan tidak boleh
dilakukan terkait penerapan K3L pada saat melakukan proses pembubutan,
diantaranya:
1) Yang harus dilakukan
Kegiatan yang harus dilakukan terkait penerapan K3L pada saat proses
pembubuatan diantaranya:
Menggunakan Pakaian Kerja
Untuk menghindari baju dan celana harian terkena kotoran, oli dan benda-
benda lain pada saat melakukan proses pembubutan, operator harus
menggunakan pakaian kerja yang standar sebagaimana terlihat pada (Gambar
4.66).
Gambar 4.66. Penggunakan pakaian kerja yang standar
pada saat proses pembubutan
Menggunakan Kaca Pengaman (Safety Glasses)
Untuk menghindari mata terkena atau kemasukan tatal/beram pada
saat proses pembubutan, maka selama melakukan pemotongan harus
187
menggunakan kaca mata yanag sesuai standar keselamatan kerja
(Gambar 4.67)
Gambar 4.67. Menggunaan kaca mata yang standar
pada saat proses pembubutan
Menggunakan Sepatu Kerja
Pada saat melakukan proses pembubutan, tidak bisa dihindari adanya
chip/beram yang berserakan dilantai akibat dari hasil pemotongan. Selain
itu ada kemungkinan benda/alat atau perlengkapan lain terjatuh dari
atas dan juga oli yang berceceran. Maka dari itu, pada saat melakukan
proses pembubutan harus menggunakan sepatu kerja sesuai standar
yang berlaku (Gambar 4.68).
Gambar 4.68. Menggunakan sepatu kerja yang standar
pada saat proses pembubutan
Menggunakan Alat Penarik Beram
Proses pembubutan akan mengsilkan potongan tatal/beram. Hasil
potongaan yang melilit pada benda kerja, apabila dianggap perlu untuk
menghilangkannya harus menggunakan alat penarik beram agar tangan
tidak terluka (Gambar 4.69).

188
Gambar 4.69. Penggunakan batang penarik pada saat menarik tatal/beram
2) Yang Tidak boleh dilakukan
Kegiatan yang tidak boleh dilakukan pada saat proses pembubuatan
diantaranya:
Menempatkan Peralatan Kerja Yang Tidak Aman
Agar semua peralatan aman dan mudah diambil pada saat akan digunakan,
perlatan harus diletakkan dan ditempatkan pada posisi yang aman dan ditata
dalam penempatannya. Penempatan peralatan sebagaimana (Gambar 4.70),
sangat tidak dibenarkan karena peralatan rawan akan terjadinya kerusakan
akibat saling berbenturan atau mudah terjatuh.
Gambar 470. Penempatkan peralatan kerja yang tidak aman
Meninggalkan Kunci Cekam Pada Mulut Pengencang Cekam Mesin
Setelah Melepas Benda Kerja
Menempatkan kunci cekam pada mulut pengencang cekam setelah melepas
benda kerja (Gambar 4.71), adalah kegiatan yang sangat membahyakan bagi
189
operator dan orang-orang yang ada disekitarnya, karena apabila mesin
dihidupkan sedangkan kunci cekam masih menempel di mulut kunci cekam
mesin, kunci cekam akan terlempar dengan arah yang tidak jelas sehingga
dapat mengenai siapa saja yang ada disekitarnya.
Gambar 471. Menempatkan kunci cekam pada
mulut pengencang cekam setelah melepas benda kerja
Berkerumunan Disekirtar Mesin Bubut Tanpa Alat Pelindung
Berkerumunan disekirtar mesin bubut tanpa alat pelindung adalah salahsatu
kegitan yang sangat membahayakan, karena rawan terjadi kecelakaan akibat
loncatan tatal/beram atau perlengkapan mesin bubut yang terjatuh (Gambar
4.72)
Gambar 472. Bekerumunan disekirtar mesin bubut yang sedang beroperAsi,
tanpa menggunakan pakaian kerja dan alat keselamatan kerja.

190
Membiarkan air Pendingin dan Tatal/Beram Berserakan di Lantai
Dengan membiarkan air pendingan dan tatal berserakan dilantai (Gambar
4.73), akan mengakibatkan terjadinya kecelakaan. Misalnya lantai jadi licin
sehingga orang yang lewat mudah terjatuh dan tatalnya dapat mengakibatkan
orang yang lewat terluka kakinya. Selain itu dilarang keras bekas air
pendingin dibuang sembarangan, karena campuran air pendingin
mengandung bahan kimia yang berbahaya.
Gambar 473. Membiarkan air pendingan dan tatal berserakan
Menggunakan Sarung Tangan Pada Saat Melakukan Pembubutan
Menggunakan sarung tangan pada saat melakukan pembubutan, juga sangat
tidak dianjurkan. Karena jika menggunakan sarung tangan kepekaan tangan
jadi berkurang, sehingga dalam melakukan pengukuran hasil pembubutan
kurang sensitif (Gambar 4.74), dan juga tangan jadi kuarang peka terhadap
kejadian-kejadian lainnya yang dapat mengakibatkan tangan rawan terjadi
kecelakaan.
Gambar 4.74. Menggunakan sarung tangan
pada saat melakukan pembubutan
191
Membuang Tatal/Beram Bersama Jenis Sampah Lainnya
Kegiatan membuang tatal/beram hasil pembubutan bersama-sama jenis sampah
lainnya sangatlah tidak dianjurkan (Gambar 4.75), karena demi kesehatan
lingkungan sampah jenis organik dan an-organik seharusnya dibedakan
sehingga pengolahan akhirnya lebih mudah
Gambar 4.75. Membuang tatal/beram, besama jenis sampah lainnya
3. Rangkuman
Pemasangan pahat bubut:
Persyaratan utama dalam melakukan proses pembubutan adalah, pemasangan
pahat bubut ketinggiannya harus sama dengan pusat senter. Persyaratan tersebut
harus dilakukan dengan tujuan agar tidak terjadi perubahan geometri pada pahat
bubut yang sedang digunakan.
Pembubutan Permukaan Benda Kerja (Facing):
Persyaratan yang harus dilakukan pada saat membubut permukaan diantarannya,
pertama: benda kerja berukuran pendek dapat dilakukan pencekaman langsung
dengan cekam mesin, kedua: untuk pemasangan benda kerja yang memiliki
ukuran tidak terlalu panjang, disarankan pemasangannya ditahan oleh senter
putar/tetap, dan ketiga: untuk benda kerja yang memiliki ukuran relatif panjang
dan pada prosesnya tidak mungkin dipotong-potong terlebih dahulu, maka pada
saat membubut permukaan harus ditahan dengan penahan benda kerja yaitu steady
rest.
proses pembubutan permukaan benda kerja dapat dilakukan dari berbagai cara
yaitu:
192
Membubut permukaan benda kerja dengan start pahat bubut dari sumbu senter
Membubut permukaan benda kerja dengan start pahat bubut dari luar bagian
kiri benda kerja.
Pembubutan/Pembuatan Lubang Senter:
Untuk menghindari terjadinya patah pada ujung mata sayat bor senter akibat
kesalahan prosedur, ada beberapa persyaratan dalam membuat lubang senter pada
mesin bubut selain yang dipersyaratan sebagaimana pada saat meratakan
permukaan benda kerja yaitu penonjolan benda kerjanya tidak boleh terlalu
panjang dan untuk benda kerja yang berukuran panjang harus ditahan dengan
penahan benda kerja (steady rest), persyaratan lainnya adalah:
Sumbu senter spindel mesin harus satu sumbu dengan kepala lepas
Permukaan benda kerja sebelum dibuat lubang senter harus benar-benar rata
terlebih dahulu atau dilakukan pembubutan muka atau
Putaran mesin bubut pada saat pembuatan lubang senter bor harus sesuai
ketentuan yaitu, selain besarnya putaran mesin harus sesuai dengan
perhitungan arah putarannya tidak boleh terbalik (putaran mesin harus
berlawanan arah jarum jam)
Pembubutan Lurus:
Proses pemembubutan rata/lurus, ada beberapa cara pemegangan atau
pengikatannya yaitu tergantung dari ukuran panjangnya benda kerja diantranya:
Pengikatan benda kerja yang berukuran relatif pendek, dapat dilakukan dengan
cara langsung diikat menggunakan cekam mesin.
Pengikatan benda kerja yang berukuran relatif panjang, pada bagian ujung
yang menonjol keluar ditahan dengan senter putar
Pengikatan benda kerja yang berukuran realatif panjang yang dikawatirkan
akan terjadi getaran pada bagian tengahnya, selain pada bagian ujung benda
kerja yang menonjol keluar ditahan dengan senter putar, juga pada bagian
tengahnya harus ditahan dengan penahan benda kerja/steady ress
Pengikatannnya dengan cara ditahan diantara dua senter

193
Pembubutan Tirus (Taper):
Pembubutan tirus dapat dilakukan dengan berbagai cara diantaranya:
Pembubutan tirus yang pendek ukurann panjangya dengan cara membentuk
pahat bubut
Pembubutan tirus yang sedang ukuran panjangnya dengan cara menggeser
eretan atas
Pembubutan tirus bagian luar yang relatif panjang ukurannya dengan
menggeser kedudukan kepala lepas
Pembubutan tirus bagian luar/dalam yang relatif panjang ukurannya dengan
menggunakan perlengkapan tirus/taper attachment
Pelaksanakan pembubutan tirus, terdapat beberapa macam standar ketirusan yang
dapat dijadikan sebagai acuan diantaranya:
Tirus Mandril (Mandrel Taper)
Tirus Morse (Morse Tapers – Tpm)
Tirus Brown Dan Sharp (Brown Dan Sharp Tapers – B&S)
Tirus Jarno (Jarno Tapers)
Tirus Jacobs (Jacobs Tapers)
Tirus BT (BT Tapers)
Tirus Pena (Pin Tapers)
Pembubutan Alur (Groove):
Sesuai dengan fungsinya bentuk alur ada tiga jenis yaitu: berbentuk kotak, radius,
dan V. Fungsi alur pada sebuah benda kerja adalah, pertama: untuk pembubutan
alur pada poros lurus, berfungsi memberi kebebasan/space pada saat benda kerja
dipasangkan dengan elemen/komponen lainnya atau memberi jarak bebas pada
proses penggerindaan terhadap suatu poros; kedua: untuk pembubutan alur pada
ujung ulir, tujuannya agar baut/mur dapat bergerak penuh sampai pada ujung ulir
Pembubutan Bentuk (Profil):
194
Pembubutan profil adalah proses pembubutan untuk membentuk permukaan
benda kerja dengan bentuk sesuai dengan tuntutan pekerjaan. Dalam membentuk
permukaan benda kerja dapat dilakukan dengan cara mengatur gerakan pahat
secara manual atau menggerakkan pahat secara otomatis dengan menggunakan
perlengkapan bubut copy dan cara lainnya adalah dengan membentuk pahat
bubut yang akan digunakan sesuai bentuk yang diinginkan
Pemotongan Pada mesin Bubut (Cutting off):
Ada beberapa persyaratan umum yang harus dilakukan pada proses
pemotongannya diantaranya: menggunakan pahat potong yang standar
geometrinya, pemasangan benda kerja harus kuat dan tidak boleh terlalu menonjol
keluar dari rahang cekam untuk benda kerja yang berukuran pendek, pemasangan
pahat potong harus kuat dan tidak boleh terlalu menonjol keluar dari dudukannya,
gunakan putaran mesin antara 1/4 s.d 1/3 putaran normal, bagian yang akan
dipotong harus sedikit lebih lebar dibandingkan dengan lebar mata pahatnya agar
pahat tidak terjepit, dan untuk pemotongan benda yang berukuran panjang boleh
menggunakan penahan senter putar dengan catatan mengikuti prosedur yang
benar.
Pembubutan Ulir Pada Mesin bubut:
Pembuatan ulir dengan jumlah banyak atau produk masal, pada umunya dilakukan
atau diproses dengan cara diantaranya: diroll, dicetak, dipress dan diproses
pemesinan dengan mesin yang desainnya hanya khusus digunakan untuk
membauat ulir sehingga prosesnya cepat dan hasilnya presisi.
Bagian-bagian ULir
Pada Ulir terdapat beberapa bagian yang dengan peristilahan nama tertentu
diantaranya, pada bagian lingkaran ulir terdapat gang (pitch-P) dan kisar
(lead-L). Pengertian “gang” adalah jarak puncak ulir terdekat dan pengertian
“kisar” adalah jarak puncak ulir dalalam satu putaran penuh. Bila dilihat dari
jumlah uliranya, jenis ulir dapat dibagi menajadi dua jenis yaitu: ulir tunggal
(Single thread) dan ulir ganda/majemuk (Multiple thread). Disebut ulir tunggal

195
apabila dalam satu kali keliling benda kerja hanya terdapat satu alur ulir dan
disebut ulir ganda/majemuk jika mempunyai lebih dari satu alur ulir dalam satu
keliling lingkaran.
Selain itu ulir juga memiliki standar nama ukuran yang baku, diantaranya
diameter terbesar atau nomilal (mayor diameter), diameter tusuk (pitch
diameter) dan diameter terkecil atau diameter kaki (minor diameter). Nama
ulir bagian luar dan ulir bagian dalam dapat dilihat pada
Standar Ulir Untuk Penggunaan Umum
Macam-macam standar ulir untuk penggunaan umum diantaranya:
- Metrik V Thread Standard
Jenis ulir Metrik V Thread Standard atau biasa disebut ulir segitiga metrik,
adalah salah satu jenis ulir dengan satuan milimeter (mm) dengan total sudut
ulir sebesar 60º. Selain itu ulir metrik memiliki kedalaman ulir baut (luar)
0,61P dengan radius pada dasar ulirnya 0,7 P dan kedalaman ulir murnya
(dalam) 0,54 P dengan radius pada dasar ulirnya 0,07 P.
Untuk operasional dilapangan, penulisan ulir metrik diberi lambang M yang
disertai diameter nominal dan gang/kisar ulirnya. Misalnya M 12x1,75
artinya: standar ulir mertrik dengan diameter nominal 12 mm dan
gang/kisarnya 1,75 mm.
- British Standard Whitworth Thread (BSW)
Jenis ulir British Standard Whitworth Thread (BSW) atau biasa disebut ulir
standar whitwhorth, adalah salah satu jenis ulir dengan satuan inchi (1
inchi= 1mm) dengan total sudut ulir sebesar 55º, kedalaman ulir total 0,96
P, kedalaman ulir riil 0,64 dan pada dasar dan puncak ulirnya memiliki
radius 0,137 inchi.
Untuk operasional dilapangan, penulisan ulir whitworth diberi lambang
BSW atau W yang disertai diameter nominal dan gang/kisar ulirnya.
Misalnya W 1/2x14 artinya: standar ulir whitworth dengan diameter
nominal 1/2 inchi dan gang/kisarnya 14 sepanjang satu inchi.
- British standard Fine Thread (BSF)
Jenis ulir British standard Fine Thread (BSF), memiliki satuan dan profil
yang sama dengan jenis ulir standar whitwhorth yaitu memiliki total sudut
196
ulir sebesar 55º, kedalaman ulir total 0,96 P, kedalaman ulir riil 0,64
dengan pada dasar dan puncak ulirnya 0,1
- Unified National Coarse Thread (UNC)
Jenis ulir Unified National Coarse Thread (UNC), memiliki total sudut 60º
dengan kedalaman ulir baut (luar) 0,614 P dan kedalaman ulir murnya
(dalam) 0,54 P.
- Unified National Fine Thread (UNF)
Jenis ulir Unified National Fine Thread (UNC) memiliki profil yang sama
dengan Jenis ulir Unified National Coarse Thread (UNC), perbedaannya
kisar ulirnya lebih halus.
- British Association Thread (BA)
Jenis ulir British Association Thread (BA) atau bisa disebut ulir bola,
memiliki total sudut 47,5º dengan kedalaman ulir 0,6 P dan radius pada
ujung ulir memiliki radius 0,18 P
Standar Ulir Untuk Penggunaan Transmisi Berat Dan Gerak
Macam-macam standar ulir untuk penggunaan umum diantaranya:
- Square Thread Form
Jenis ulir Square Thread Form atau biasa disebut ulir segi empat, adalah
salah satu jenis ulir dengan bentuk ulirnya segi empat denagnbentuk sudut
yang siku
- Acme Trhead Form
Jenis ulir acme trhead form atau biasa disebut ulir Acme, adalah salah satu
jenis ulir dengan bentuk ulirnya trapesium dan sudut ulirnya 29º dan lebar
puncak ulirnya 0,37 P
- Metrik ISO Trapezoidal Tread
Jenis ulir metrik iso trapezoidal tread atau biasa disebut ulir trapesium,
adalah salah satu jenis ulir dengan bentuk ulirnya trapesium dan sudut
ulirnya 30º
- Batres Tread
Jenis ulir Batres Tread atau biasa disebut ulir gergaji terdapat dua jenis
yaitu, pertama: ulir gergaji dengan sudut total ulirnya 45º dan kedalaman

197
ulirnya 0,75 P (Gambar 4.54a), kedua: ulir gergaji dengan sudut total
ulirnya 50º dan kedalaman ulirnya sama yaitu 0,75 P
Teknik Dasar Pembubutan ULir Segitiga
Beberapa teknik yang mendasari proses pembubutan ulir tersebut diantaranya:
- Metoda Pemotongan Ulir Segitiga
Metoda Pemotongan ulir pada mesin bubut dapat dilakukan dengan tiga
cara diantaranya:
› Pemotongan tegak lurus terhadap sumbu (dengan eretan lintang)
› Pemotongan miring dengan menggeser eretan atas
› Pemotongan Zig-zag/bervariasi
- Arah Pemotongan Ulir
Arah pemotongan ulir tergantung dari jenis ulirnya yaitu ulir kiri atau
kanan. Apabila jenis ulirnya kanan, arah pemotongan ulirnya dimulai start
awal dari posisi ujung benda kerja bagian kanan, dan untuk ulir kiri, arah
pemotongan ulirnya dimulai start awal dari posisi ujung benda kerja bagian
kiri
- Kedalaman Pemotongan Ulir
Kedalaman ulir segitiga jenis metris untuk baud (ulir luar) kedalamannya
sebesar “0,61 mm x Kisar”, dan untuk murnya (ulir dalam) kedalamannya
sebesar “0,54 mm x Kisar”. (Gambar 4.59). Ketentuan lain sebelum
melakukan pemotongan ulir adalah, kurangi diameter nominal ulir sebesar
1/10.K atau d ulir = D nominal x 1/10 K.
- Proses Pemotongan ULir Segitiga
Proses pemotongan ulir segitiga pada mesin bubut dapat menggunakan dua
jenis pahat ulir yaitu pahat ulir mata potong tunggal atau majemuk.
Pengeboran Pada Mesin Bubut:
Persyaratan pengeboran pada mesin bubut diantarannya:
Penonjolan benda kerjanya tidak boleh terlalu panjang, dan untuk benda kerja
yang berukuran panjang harus ditahan dengan penahan benda kerja (steady
rest).
198
Senter kepala lepas harus disetting kelurusannya/kesepusatannya terlebih
dahulu dengan sumbu senter spindel mesin yang berfungsi sebagai dudukan
atau pemegang benda kerja.
Permukaan benda kerja sebelum dibuat lubang bor harus dibuat lubang
pengarah dengan bor senter
Selain besarnya putaran mesin harus sesuai dengan perhitungan, arah
putarannya tidak boleh terbalik (putaran mesin harus berlawanan arah jarum
jam)
Pembubutan Diameter Dalam (Boring):
Untuk menghindari terjadinya getaran pada proses pembubutan diameter dalam,
ada beberapa persyaratan teknis yang harus dilakukan diantaranya:
Pemasangan pahat bubut dalam harus kuat dan setinggi senter.
Penonjolan benda kerjanya tidak boleh terlalu panjang, dan untuk benda kerja
yang berukuran panjang harus ditahan dengan penahan benda kerja (steady
rest).
Sebelum dilakukan pembubutan lubang harus dilakukan pembuatan lubang
awal terlebih dahulu
Selain besarnya putaran mesin harus sesuai dengan perhitungan, arah putaran
harus disesuaikan dengan posisi mata sayat pahat dalamnya
Mengkartel Pada Mesin Bubut:
Mengkartel pada mesin bubut adalah proses pembuatan alur/gigi melingkar pada
bagian permukaan benda kerja dengan tujuannya agar permukannya tidak licin
pada saat dipegang oleh tangan. Bentuk/profil hasil hasil pengkartelan akan
mengikuti jenis katertel yang digunakan. ada yang belah ketupat, dan ada yang
lurus tergantung gigi kartelnya.
Menetukan Putaran Mesin dan Diameter Benda Kerja
Untuk menentukan putaran mesin pada saat mengkartel, gunakan putaran
kurang-lebih “¼” dari putaran normal atau nkartel= ¼ x nnormal, dengan tujuan
agar supaya roll dan porosnya tidak mendapat beban yang berat dan terjadi

199
gesek yang tinggi. Untuk mengurangi terjadinya gesekan antara roll dan poros,
berikan pelumasan sebelum katel digunakan.
Menetukan Diameter Benda Kerja
Untuk mendapatkan diameter kartel sesuai dengan ukuran yang diharapkan,
sebelum dikartel diameter benda kerja terlebih dahulu dikurangi sebesar
±1/3÷1/2 kali kisar kartel atau Dkartel = D - (1/3 x Kisar kartel). Hal ini dapat
terjadi karena benda kerja akan mengembang pada saat dikartel. Dan jangan
Penerapan Kesehatan, Keselamatan Kerja dan Lingkungan (K3L) Pada
Proses Pembubutan:
Terdapat beberapa kegiatan standar yang harus dilakukan dan tidak boleh
dilakukan terkait penerapan K3L pada saat melakukan proses pembubutan,
diantaranya:
Yang harus dilakukan
Kegiatan yang harus dilakukan terkait penerapan K3L pada saat proses
pembubuatan diantaranya:
- Menggunakan baju kerja dan sepatu kerja
- Menggunakan kaca pengaman (safety glasses)
- Menggunakan alat penarik, pada sat menarik tatal/beram yang melilit
-
Yang Tidak Boleh dilakukan
Kegiatan yang tidak boleh dilakukan pada saat proses pembubuatan
diantaranya:
- Menempatkan peralatan kerja yang tidak aman
- Meninggalkan kunci cekam pada mulut pengencang cekam mesin setelah
melepas benda kerja
- Berkerumunan disekitar mesin bubut tanpa alat pelindung keselamatan kerja
- Membiarkan air pendingin dan tatal/beram berserakan di lantai
- Menggunakan sarung tangan pada saat melakukan pembubutan
- Membuang tatal/beram bersama-sama jenis sampah lainnya

200
4. Tugas
1. Jelaskan dengan singkat cara pembutan permukaan dan sebutkan jenis
peralatan yang digunakan.
2. Jelaskan dengan singkat cara pembutan lurus dan sebutkan jenis peralatan yang
digunakan.
3. Jelaskan dengan singkat cara pembutan tirus dan sebutkan jenis peralatan yang
digunakan.
4. Sebutkan macam-macam standar ketirusan dan jelaskan penggunaannya
5. Pembubutan tirus dengan diketahui: D= 50 mm, d= 44 mm, panjang ketirusan
l = 58 mm. Berapa penggeseran eretannya?
6. Jelaskan dengan singkat cara pembutan alur dan sebutkan jenis peralatan yang
digunakan
7. Jelaskan dengan singkat cara pembutan bentuk dan sebutkan jenis peralatan
yang digunakan
8. Jelaskan dengan singkat cara pemotongan pada mesin bubut dan sebutkan jenis
peralatan yang digunakan
9. Jelaskan dengan singkat bagian-bagian ulir secara umum
10. Ada beberapa standar ulir, sebuatkan dan jelaskan dimensinya
11. Metoda pemotongan ulir ada tiga cara, sebutkan dan jelaskan cara
pembuatannya
12. Jelaskan pengertian lambang ulir M 12x1,75.
13. Jelaskan pengertian lambang ulir W 15/8x16.
14. Bila dilihat dari bentuknya, jenis ulir ada beberapa macam. Sebutkan minimal
empat buah.
15. Jelaskan dengan singkat cara pembubutan diameter dalam dan sebutkan jenis
peralatan yang digunakan
16. Jelaskan dengan singkat cara mengkartel pada mesin bubut
17. Pada proses pembubutan harus menerapkan K3L. Jelaskan apa saja yang harus
dilakukan dan tidak boleh dilkukan pada saat melakukan proses pembubutan
18. Sebutkan minimal empat buah standar ulir.
19. Metode pemotongan ulir ada tiga, sebutkan dan jelaskan!.
20. Bila diketahui jenis ulir M12x1,75. Berapa besar kedalaman penguliran pada
saat pembuatan ulir luar/baut dan ulir dalam/mur?.
201
5. Tes Formatif
Pilihan Ganda:
Jawablah soal dibawah ini dengan memilih salah satu jawaban yang dianggap
paling benar dengan memberi tanda (X).
1. Perubahan geometri pahat bubut akibat lebih rendah pusat dengan sumbu
senter pada saat pembubutan muka, permukaan hasil pembubutan akan
menajdi...
a. Cembung
b. Cekung
c. Menonjol
d. Menyudut
2. Proses pembubutan permukaan yang memilki ukuran relatif panjang pada
ujungnya harus ditahan dengan...
a. Follow rest
b. Steady rest
c. Senter putar
d. Cekam mesin
3. Yang termasuk fungsi pembuatan lubang senter bor adalah....
a. Penagarah pahat bubut
b. Pengarah benda kerja
c. Penahan benda kerja
d. Pengarah pengeboran
4. Salahsatu persyaratan sebelum melakukan pembuatan lubang senter adalah..
a. Permukaan benda kerja rata
b. Ketinggian benda kerja setinggi senter
c. Putaran mesin serah jarum jam
d. Putaran mesin berlawanan jarum jam
5. Pembubuatan lurus diantara dua senter, jika senter tetap dan senter kepala
lepasnya tidak sepusat, akan berakibat....
a. Pembubutan tirus hasilnya tirus
b. Pembubutan tirus hasilnya lurus
c. Pembubutan lurus hasilnya lurus
d. Pembubutan lurus hasilnya tirus

202
6. Membubut tirus dengan memiringkan/menggeser eretan atas, rumus yang dapat
digunakan adalah….
a.
b.
c.
d.
7. Sebuah benda kerja akan dibubut tirus dengan menggeser eretan atas.
Diketahui diameter terbesar (D): 58 mm, diameter terkecil (d): 50 mm dan
panjang tirusnya (l): 60 mm. Maka pergeseran eretan atasnya adalah....
a. = 3° 38' 40,67”
b. = 3° 48' 50,67”
c. = 7° 25' 30,72”
d. = 7° 35' 40,72”
8. Membubut ulir luar M 12x0,75. Kedalaman ulirnya adalah…
a. 2,45 mm
b. 1,45 mm
c. 0,45 mm
d. 0,045 mm
9. Membubut ulir dalam M 14x2. Kedalaman ulirnya adalah…
a. 2,08 mm
b. 1,08 mm
c. 2,88, mm
d. 1,88 mm
10. Pada saat mengkartel, disarankan dalam menetapkan putaran mesin (n) tidak
boleh sama dengan pembubutan normal. Sebagai pendekatan dapat
menggunakan rumus.....
a. nkartel= ¼ x nnormal
b. nkartel = ½ x nnormal
c. nkartel= ¾ x nnormal
d. nkartel= 11/4 x nnormal
l2
dDα tg
l2
dDα tg
l2
dDα tg
l2
d.Dα tg
203
Soal Praktek 1:
Latihan Membubut Rata dan Bertingkat
1. Peralatan:
a. Mesin bubut dan perlengkapanya
b. Pahat bubut rata
c. Mistar sorong
d. Kikir halus
2. Bahan:
Baja lunak MS 1” x 196 mm
3. Keselamatan Kerja
Periksa alat-alat sebelum digunakan
Simpan peralatan pada tempat yang aman dan rapih selama dan sesudah
digunakan
Gunakan alat-alat keselamatan kerja pada sat praktikum
Operasikan mesin sesuai SOP
Pelajari gambar kerja, sbelum melaksanakan praktikum
Laksanakan pengecekan ukuran secara berulang sebelum benda kerja
dinilaikan

204
Gambar Kerja 1:

205
Lembar Penilaian Proses 1:
Tahapan Uraian Kegiatan
Hasil
Penilaian Keterangan
Ya Tidak
Persiapan Memahami SOP
Menyiapkan alat keselamatan kerja
Menyiapkan gambar kerja
Menyiapkan mesin dan kelengkapannya
Menyiapkan alat potong sesuai kebutuhan
kerja
Mengkondisikan lingkungan kerja
Proses Menerapkan SOP
Menerpakan prinsip-prinsip K3
Membaca dan memahami gambr kerja
Menyimpan perlengkapan mesin sesuai
SOP
Menyimpan alat potong sesuai SOP
Menyimpan alat ukur sesuai SOP
Memasang dan menggunakan
perlengkapan mesin sesuai SOP
Menggunakan alat potong sesuai SOP
Menggunakan alat ukur sesuai SOP
Menggunakan putaran mesin sesuai SOP
Menggunakan feding mesin sesuai SOP
Mengopersikan mesin sesuai SOP
Akhir
Kegiatan
Membersihkan dan merawat alat ukur
Membersihkan mesin dan
perlengkapannya
Membersikan merawat alat potong
Membersih lingkungan kerja dan
sekitarya
Memberi pelumas pada bagian mesin
sesuai SOP
SISWA: GURU PEMBIMBING:
Nama : Nama :
Tanda Tangan : Tanda Tangan :

206
Lemabar Hasil Produk 1:
LEMBAR PENILAIAN
MEMBUBUT RATA DAN
BERTINGKAT
Kode :
Mulai tgl :
Waktu Dicapai :
Standard :
SUB KOMPONEN
Nilai
Keterangan
Maks Yang
dicapai
UKURAN:
Panjang 100 15
Diameter 37 20
Diameter 35 20
Diameter 30 20
Kesikuan bidang
bertingkat
4
Kesejajaran bidang
(3 bidang)
6
Kesepusatan 5
Sub total 90
TAMPILAN:
Kehalusan permukaan
N7 (5 bidang )
5
Kerataan hasil facing 2
Penyelesaian/finising 3
Sub total 10
TOTAL 100
Nilai hasil
persentase:
Nilai akhir:
SISWA: GURU PEMBIMBING:
Nama : Nama :
Tanda Tangan : Tanda Tangan :
207
Soal Praktek 2 :
Latihan Membubut Tirus dan Champer
4. Peralatan:
e. Mesin bubut dan perlengkapanya
f. Pahat bubut rata dan champer
g. Mistar sorong
h. Kikir halus
5. Bahan:
Baja lunak MS 1” x 196 mm
6. Keselamatan Kerja
Periksa alat-alat sebelum digunakan
Simpan peralatan pada tempat yang aman dan rapih selama dan sesudah
digunakan
Gunakan alat-alat keselamatan kerja pada sat praktikum
Operasikan mesin sesuai SOP
Pelajari gambar kerja, sbelum melaksanakan praktikum
Laksanakan pengecekan ukuran secara berulang sebelum benda kerja
dinilaikan
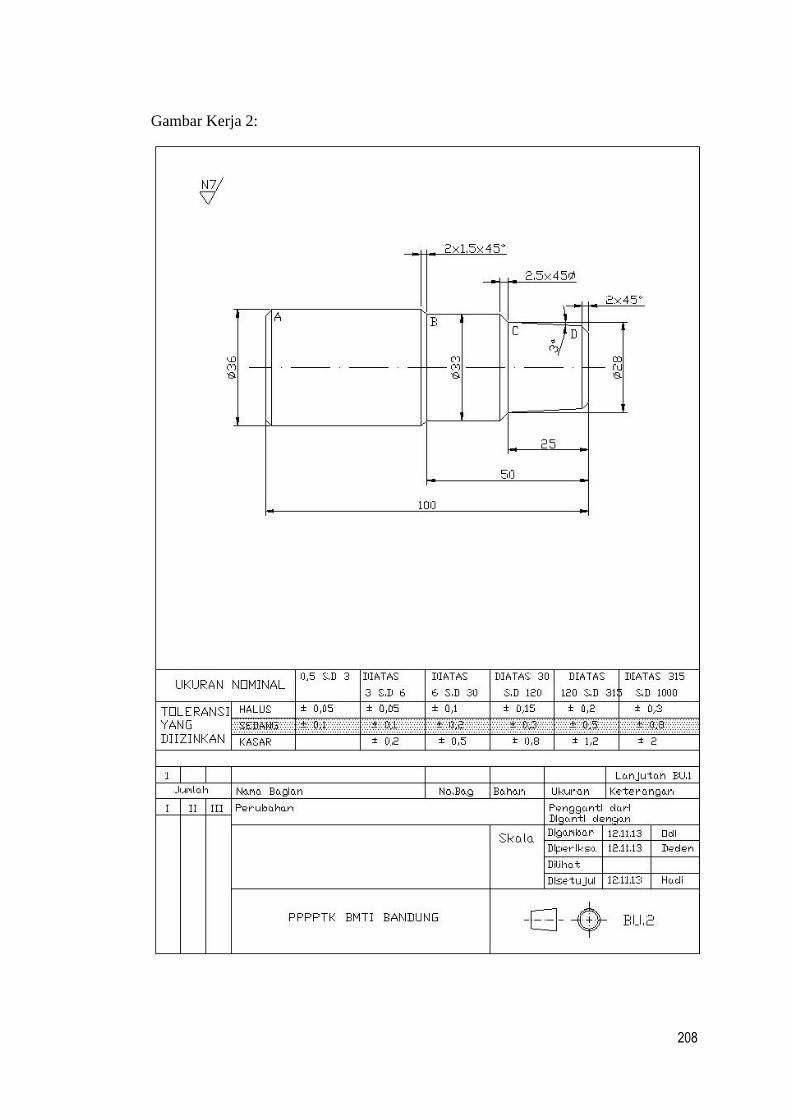
208
Gambar Kerja 2:

209
Penilaian Hasil Proses 2:
Tahapan Uraian Kegiatan
Hasil
Penilaian Keterangan
Ya Tidak
Persiapan Memahami SOP
Menyiapkan alat keselamatan kerja
Menyiapkan gambar kerja
Menyiapkan mesin dan kelengkapannya
Menyiapkan alat potong sesuai kebutuhan
kerja
Mengkondisikan lingkungan kerja
Proses Menerapkan SOP
Menerpakan prinsip-prinsip K3
Membaca dan memahami gambr kerja
Menyimpan perlengkapan mesin sesuai
SOP
Menyimpan alat potong sesuai SOP
Menyimpan alat ukur sesuai SOP
Memasang dan menggunakan
perlengkapan mesin sesuai SOP
Menggunakan alat potong sesuai SOP
Menggunakan alat ukur sesuai SOP
Menggunakan putaran mesin sesuai SOP
Menggunakan feding mesin sesuai SOP
Mengopersikan mesin sesuai SOP
Akhir
Kegiatan
Membersihkan dan merawat alat ukur
Membersihkan mesin dan
perlengkapannya
Membersikan merawat alat potong
Membersih lingkungan kerja dan
sekitarya
Memberi pelumas pada bagian mesin
sesuai SOP
SISWA: GURU PEMBIMBING:
Nama : Nama :
Tanda Tangan : Tanda Tangan :
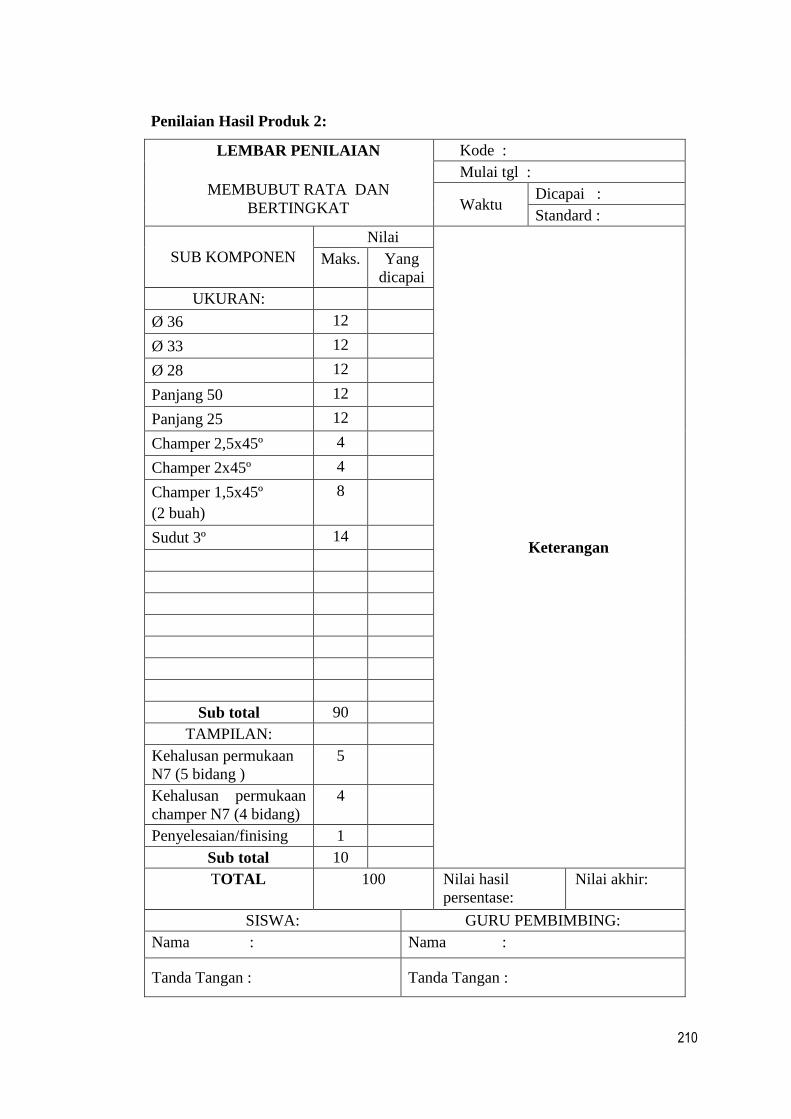
210
Penilaian Hasil Produk 2:
LEMBAR PENILAIAN
MEMBUBUT RATA DAN
BERTINGKAT
Kode :
Mulai tgl :
Waktu Dicapai :
Standard :
SUB KOMPONEN
Nilai
Keterangan
Maks. Yang
dicapai
UKURAN:
Ø 36 12
Ø 33 12
Ø 28 12
Panjang 50 12
Panjang 25 12
Champer 2,5x45º 4
Champer 2x45º 4
Champer 1,5x45º
(2 buah)
8
Sudut 3º 14
Sub total 90
TAMPILAN:
Kehalusan permukaan
N7 (5 bidang )
5
Kehalusan permukaan
champer N7 (4 bidang)
4
Penyelesaian/finising 1
Sub total 10
TOTAL 100
Nilai hasil
persentase:
Nilai akhir:
SISWA: GURU PEMBIMBING:
Nama : Nama :
Tanda Tangan : Tanda Tangan :

211
Soal Praktek 3:
Latihan Mengebor dan Mengkartel
a. Peralatan:
i. Mesin bubut dan perlengkapanya
j. Senter bor
k. Pahat bubut rata dan Champer
l. Bor Ø 12, Ø 16 dan Ø 20
m. Mistar sorong
n. Cekam bor
o. Kartel
p. Kikir halus
b. Bahan:
Baja lunak MS 1” x 196 mm
c. Keselamatan Kerja
Periksa alat-alat sebelum digunakan
Simpan peralatan pada tempat yang aman dan rapih selama dan sesudah
digunakan
Gunakan alat-alat keselamatan kerja pada sat praktikum
Operasikan mesin sesuai SOP
Pelajari gambar kerja, sbelum melaksanakan praktikum
Laksanakan pengecekan ukuran secara berulang sebelum benda kerja
dinilaikan

212
Gamabar Kerja 3:

213
Penilaian Hasil Proses 3:
Tahapan Uraian Kegiatan
Hasil
Penilaian Keterangan
Ya Tidak
Persiapan Memahami SOP
Menyiapkan alat keselamatan kerja
Menyiapkan gambar kerja
Menyiapkan mesin dan kelengkapannya
Menyiapkan alat potong sesuai kebutuhan
kerja
Mengkondisikan lingkungan kerja
Proses Menerapkan SOP
Menerpakan prinsip-prinsip K3
Membaca dan memahami gambr kerja
Menyimpan perlengkapan mesin sesuai
SOP
Menyimpan alat potong sesuai SOP
Menyimpan alat ukur sesuai SOP
Memasang dan menggunakan
perlengkapan mesin sesuai SOP
Menggunakan alat potong sesuai SOP
Menggunakan alat ukur sesuai SOP
Menggunakan putaran mesin sesuai SOP
Menggunakan feding mesin sesuai SOP
Mengopersikan mesin sesuai SOP
Akhir
Kegiatan
Membersihkan dan merawat alat ukur
Membersihkan mesin dan
perlengkapannya
Membersikan merawat alat potong
Membersih lingkungan kerja dan
sekitarya
Memberi pelumas pada bagian mesin
sesuai SOP
SISWA: GURU PEMBIMBING:
Nama : Nama :
Tanda Tangan : Tanda Tangan :
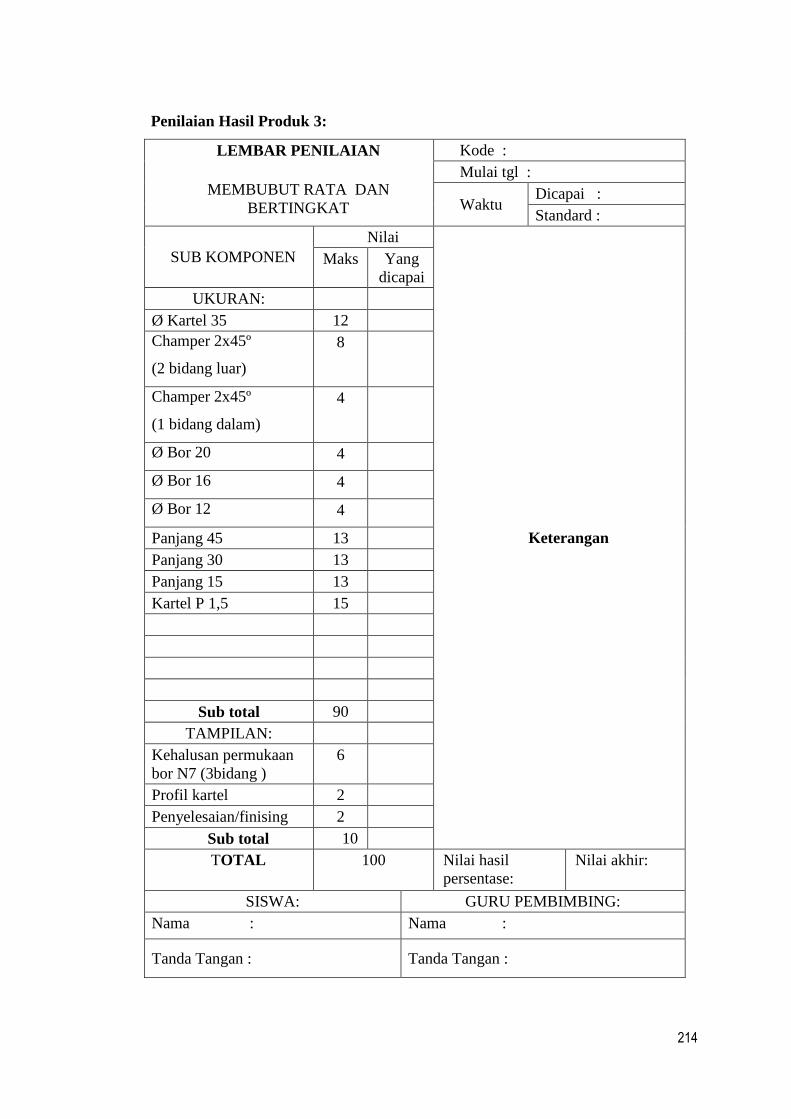
214
Penilaian Hasil Produk 3:
LEMBAR PENILAIAN
MEMBUBUT RATA DAN
BERTINGKAT
Kode :
Mulai tgl :
Waktu Dicapai :
Standard :
SUB KOMPONEN
Nilai
Keterangan
Maks Yang
dicapai
UKURAN:
Ø Kartel 35 12
Champer 2x45º
(2 bidang luar)
8
Champer 2x45º
(1 bidang dalam)
4
Ø Bor 20 4
Ø Bor 16 4
Ø Bor 12 4
Panjang 45 13
Panjang 30 13
Panjang 15 13
Kartel P 1,5 15
Sub total 90
TAMPILAN:
Kehalusan permukaan
bor N7 (3bidang )
6
Profil kartel 2
Penyelesaian/finising 2
Sub total 10
TOTAL 100
Nilai hasil
persentase:
Nilai akhir:
SISWA: GURU PEMBIMBING:
Nama : Nama :
Tanda Tangan : Tanda Tangan :

215
Soal Praktek 4:
Latihan Membubut Ulir dan Membubut Dalam
1. Peralatan:
q. Mesin bubut dan perlengkapanya
r. Pahat bubut rata, alur, champer dan ulir
s. Bor diamter 20
t. Mistar sorong
u. Bor diameter 14
2. Bahan:
Baja lunak MS 1” x 196 mm
3. Keselamatan Kerja
Periksa alat-alat sebelum digunakan
Simpan peralatan pada tempat yang aman dan rapih selama dan sesudah
digunakan
Gunakan alat-alat keselamatan kerja pada sat praktikum
Operasikan mesin sesuai SOP
Pelajari gambar kerja, sbelum melaksanakan praktikum
Laksanakan pengecekan ukuran secara berulang sebelum benda kerja
dinilaikan

216
Gambar Kerja 4:
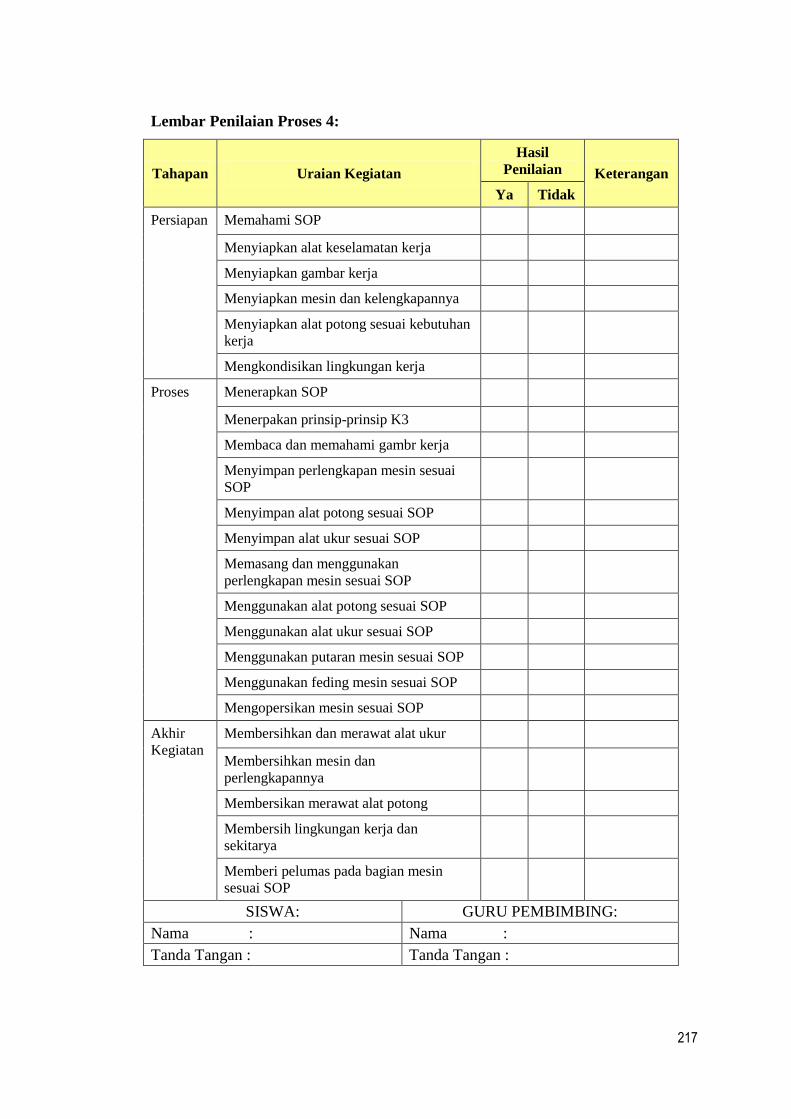
217
Lembar Penilaian Proses 4:
Tahapan Uraian Kegiatan
Hasil
Penilaian Keterangan
Ya Tidak
Persiapan Memahami SOP
Menyiapkan alat keselamatan kerja
Menyiapkan gambar kerja
Menyiapkan mesin dan kelengkapannya
Menyiapkan alat potong sesuai kebutuhan
kerja
Mengkondisikan lingkungan kerja
Proses Menerapkan SOP
Menerpakan prinsip-prinsip K3
Membaca dan memahami gambr kerja
Menyimpan perlengkapan mesin sesuai
SOP
Menyimpan alat potong sesuai SOP
Menyimpan alat ukur sesuai SOP
Memasang dan menggunakan
perlengkapan mesin sesuai SOP
Menggunakan alat potong sesuai SOP
Menggunakan alat ukur sesuai SOP
Menggunakan putaran mesin sesuai SOP
Menggunakan feding mesin sesuai SOP
Mengopersikan mesin sesuai SOP
Akhir
Kegiatan
Membersihkan dan merawat alat ukur
Membersihkan mesin dan
perlengkapannya
Membersikan merawat alat potong
Membersih lingkungan kerja dan
sekitarya
Memberi pelumas pada bagian mesin
sesuai SOP
SISWA: GURU PEMBIMBING:
Nama : Nama :
Tanda Tangan : Tanda Tangan :

218
Lembar Penilaian Produk 5:
LEMBAR PENILAIAN
MEMBUBUT RATA DAN
BERTINGKAT
Kode :
Mulai tgl :
Waktu Dicapai :
Standard :
SUB KOMPONEN
Keterangan
Maks Yang
dicapai
UKURAN:
Ø 20 4
Ø 26 14
Ø 23,5 12
Ø 26 10
Panjang 45 12
Panjang 35 12
Panjang 16 14
Panjang 3 8
Champer 1,5x45º 4
Sub total 90
TAMPILAN:
Kehalusan permukaan
bor N7 (4 bidang )
8
Penyelesaian/finising 2
Sub total 10
TOTAL 100
Nilai hasil
persentase:
Nilai akhir:
SISWA: GURU PEMBIMBING:
Nama : Nama :
Tanda Tangan : Tanda Tangan :

219
BAB III
KEGIATAN PEMBELAJARAN II - TEKNIK DASAR PEMESINAN FRAIS
b. Deskripsi
Kegiatan pembelajaran teknik dasar pemesinan fras, terdiri dari beberapa kegiatan
belajar diantarnya: macam-macam mesin frais, bagian-bagian utama mesin frais ,
perlengkapan mesin frasi, macam-alat potong pada mesin frais, parameter
pemotongan pada mesin frais dan teknik pengefraisan
c. Kegiatan Belajar 1– Mesin Frais
Tujuan Pembelajaran
Setelah mempelajari materi ini, dengan melalui mengamati, menanya, pengumpulan
data, mengasosiasi dan mengkomunikasikan, peserta didik dapat:
a. Menjelaskan fungsi mesin frais
b. Menyebutkan dan menjelaskan macam-macam mesin frais dan fungsinya
c. Menyebutkan dan menjelaskan bagian-bagian utama mesin frais
d. Menyebutkan dan menjelaskan perlengkapan mesin frais
e. Menjelaskan ukuran mesin frais
f. Menggunakan mesin frais standar sesuai SOP
Uraian Materi
Sebelum mempelajari materi mesin frais standar, lakukan kegiatan sebagai berikut:
Pengamatan:
Silahkan mengamati mesin frais yang terdapat pada (Gambar 1.1) atau objek lain
sejenis disekitar anda (dilingkungan bengkel mesin produksi). Selanjutnya tugas
anda adalah:
a. Sebutkan bagian-bagian utama mesin frais standar berikut fungsinya
b. Sebutkan perlengkapan mesin frais standar berikut fungsinya
c. Jelaskan bagaimana cara mengoperasikan mesin frais standar

220
Gambar 1.1. Mesin bubut standar
Menanya:
Apabila anda mengalami kesulitan dalam menjawab tugas diatas, bertanyalah/
berdiskusi/ berkomentar kepada sasama teman atau guru yang sedang membimbing
anda.
Mengekplorasi:
Kumpulkan data secara individu atau kelompok, terkait tugas tersebut melalui:
benda konkrit, dokumen, buku sumber, atau hasil eksperimen.
Mengasosiasi:
Selanjutnya katagorikan/ kelompokkan masing-masing bagian dan perlengkapan
mesin bubut standar. Apabila anda sudah melakukan pengelompokan, selanjutnya
jelaskan bagaimana cara menggunakannya.
221
Mengkomunikasikan:
Presentasikan hasil pengumpulan data-data anda terkait mesin frais standar, dan
selanjutnya buat laporannya.
MESIN FRAIS
Mesin frais adalah salahsatu jenis mesin perkakas yang dapat digunakan untuk
mengerjakan berbagai bentuk komponen sesuai tuntutan pekerjaan, dengan
menggunakan pisau frais sebagai alat potongnya.
Apabila dilihat dari cara kerjanya, mesin frais termasuk mesin perkakas yang
mempunyai gerak utama berputar. Pisau dipasang pada sumbu/arbor mesin yang
didukung dengan alat pendukung arbor.Jika arbor mesin diputar oleh motor, maka
pisau frais ikut berputar. Arbor mesin dapat berputar ke kanan atau ke kiri,
sedangkan banyaknya putaran diatur sesuai dengan kebutuhan.
a. Fungsi Mesin Frais
Dengan berbagai kemungkinan gerakan meja mesin frais, mesin ini dapat digunakan
untuk membentuk berbagai bentuk bidang diantaranya: rata datar, miring/ menyudut,
siku, sejajar, alur lurus/miring, dan segi-segi beraturan atau tidak beraturan.
Selain itu untuk jenis mesin frais universal, dengan kelengkapan dan berbagai jenis
serta bentuk alat potongnya , juga dapat digunakan untuk membuat berbagai jenis
roda gigi (lurus, helik, payung, cacing), nok/eksentrik dan ulir scolor (ulir pada
bidang datar) dan ulir cacing yang mempunyai kisar besar.
b. Macam-macam Mesin Frais Standar
Mesin frais apabila dilihat dari posisi spindelnya, dapat dibedakan menjadi dua
jenis yaitu, mesin frais tegak (vertikal) dan mesin frais mendatar (horisontal)
1) Mesin frais tegak (vertikal)
Mesin frais tegak adalah mesin frais yang memiliki spindel pada posisi tegak
(vertikal). Gerakan mejanya dapat bergerak ke arah memanjang (longitudinal)
dan melintang (cross slide) serta naik turun (Gambar 2.1).

222
Gambar 1.2 Mesin frais tegak
Keterangan:
1. Kolom/bodi 8. Lutut/knee
2. Kepala spindel 9. Poros penggrerak naik/turun meja
3. Spindel 10. Handel gerak memanjang
4. Meja/bed 11. Handel ke arah melintang
5. Meja 12. Handel pengatur naik/
turun spindel
6. Gear box feeding 13. Switch On-Off motor spindel
7. Pendukung lutut/knee 14. Switch On-Off motor otomatis
2) Mesin frais mendatar/horizontal (Plane Milling Machine)
Mesin frais mendatar/horisontal adalah suatu jenis mesin frais dengan
kedudukan arbornya dipasang pada spindel mesin posisi mendatar (Gambar
1.3). Dengan demikian pemasangan alat potongnya/pisau juga harus pada
posisi mendatar, sehingga hanya pada saat melakukan pemotongan hanya dapat
menggunakan jenis pisau mantel/helik (plane milling cutter). Gerakan mejanya
dapat bergerak ke arah memanjang (longitudinal) dan melintang (cross slide)
serta naik turun.
11
1
10
9
7 8
1
3
5
2
13
4
14
4
6
12
2

223
Gambar 1.3 Mesin frais Mendatar sederhana
Keterangan:
a. Lengan penahan arbor l. Pendukung lutut
b. Tuas otomatis meja memanjang m. Alas bodi
c. Meja/bed machine n. Tuas pengunci sadel
d. Handel penggerak memanjang o. Motor pengerak spindel
e. Tuas pengunci meja mesin p. Dudukan meja/bede machine
f. Handel penggerak meja melintang q. Motor penggerak otomatis
g. Gear box feeding r. Tiang (colom)
h. Tombol ON-OFF motor otomatis s. Spindel mesin
i. Poros pengatur naik/ turun meja t. Lengan mesin
j. Engkol untuk ke arah naik turun u. Lengan penahan arbor
k. Lutut/knee v. Tombol ON-OF spindel
f
1
1
1
0
i
q
k
r
s
d
t
v
c
l
b
a
q
p
o
g
h

224
3) Mesin frais universal (Universal Milling Machine)
Mesin frais universal adalah suatu jenis mesin frais yang memiliki kedudukan
arbor yang dapat dipasang pada spindel posisi mendatar dan juga dapat
dipasang pada posisi tegak, karena pada umunya disediakan spindel kepala
tegak. Dengan demikian pemasangan alat potongnya/pisau dapat dilakukan
pada posisi mendatar dan juga vertikal, sehingga tidak hanya menggunakan
jenis alat potong atau pisau mantel/helik (plane milling cutter) saja, akan tetapi
juga dapat menggunakan jenis alat potong lainnya yang dipasang pada posisi
tegak. Selain itu mesin frais universal memiliki ciri/tanda, yaitu mejanya dapat
digeser pada derajat tertentu untuk memfasilitasi pada saat melakukan
pengefraisan helik.
Berdasarkan uraian diatas maka, bagian-bagian mesin frais universal adalah
gabungan antara mesin frais horizontal dan mendatar, hanya ditambah meja
mesinya dapat digeser (swivel bed) - (Gambar1.4), sehingga bagian-bagian
mesin frais universal tidak perlu diuraikan/ disebutkan lagi .
Gambar 1.4 Mesin frais universal

225
Mesin frais tipe lain yang banyak digunakan di industri berdasarkan fungsi
penggunaannya,antara lain: mesin frais copy (Copy milling machine), mesin
frais hobbing, mesin frais tusuk/stick, mesin frais grafir (gravier), mesin frais
planer, dan mesin frais CNC.
a) Mesin frais copy
Mesin frais copy merupakan mesin milling yang digunakan untuk
mengerjakan bentukan yang rumit. Maka dibuat master / mal yang dipakai
sebagai referensi untuk membuat bentukan yang sama.
Mesin ini dilengkapi 2 head mesin yang fungsinya sebagai berikut :
- Head yang pertama berfungsi untuk mengikuti bentukan masternya.
- Head yang kedua berfungsi memotong benda kerja sesuai bentukan
masternya.
Antara head yang pertama dan kedua dihubungkan dengan menggunakan
sistem hidrolik. Sitem referensi pada waktu proses pengerjaan adalah
sebagai berikut :
- Sistem menuju satu arah, yaitu tekanan guide pada head pertama ke arah
master adalah 1 arah.
- Sistem menuju 1 titik, yaitu tekanan guide tertuju pada satu titik dari
master.
Gambar 1.5 Mesin milling copy

226
b) Mesin Frais Hobbing (Hobbing Milling Machine)
Mesin frais hobbing adalah salah satu jenis mesin frais yang dikhususkan
untuk membuat bermacam-macam bentuk roda gigi (gear) diantaranya roda
gigi lurus, helik, cacing dll. Alat potong yang digunakan memiliki bentuk
yang spesifik dan profil gigi (evolvente ) yang standar, sehingga
menghasilkan roda gigi yang lebih presisi jika dibandingkan dengan hasil
roda gigi yang dibuat pada mesin frais universal.
Gambar 1.6 Mesin frais hobbing
c) Mesin frais tusuk/stick
Mesin frais tusuk/stick biasanya digunakan untuk membuat alur pasak pada
lubang yang berpasangan dengan poros, membuat roda gigi dalam dll.
d) Mesin frais gravir
Mesin farais grafir digunakan untuk membuat gambar atau tulisan dengan
ukuran yang dapat diatur sesuai keinginan dengan skala tertentu.

227
Gambar 1.7 Mesin milling gravier
e) Milling Planer Machine
Milling planer machine merupakan salahsatu mesin frais yang biasa
digunakan untuk memotong permukaan (face cutting) dengan benda kerja
yang besar dan berat.
Gambar 1.8. Milling planer machine
f) Mesin frais CNC
Mesin frais CNC digunakan untuk mengerjakan benda kerja dengan yang
bentukannya lebih komplek dan besifat masl. Semua control menggunakan

228
sistem electronic yang komplek, untuk itu dibutuhkan operator yang ahli
untuk menjalankan mesin ini.
Gambar 1.9 Mesin frais CNC
c. Bagian-bagian Utama Mesin Frais Universal
Mesin frais kontruksinya berbeda-beda, tetapi pada prinsipnya mesin frais standar ini
memiliki beberapa bagian utama, diantaranya: kolom mesin/badan mesin,
arm/lengan mesin, table/meja mesin, sadel/dudukan meja, knee/lutut, alas mesin dll.
a) Kolom/badan mesin
Badan mesin ini adalah berdiri tegak dan kokoh karena ia dipakai sebagai patokan
dan merupakan dudukan dan rumah dari roda gigi. Selain dari itu juga akan jadi
dudukan dari sumbu utama, bahkan untuk jadi dudukan motor dan puli-pulinya
itulah ditempatkan.
Bagian depan yang dikerjakan secara khusus, adalah bebentuk ekor burung tegak
yaitu untuk gerak turun naiknya knee yang membawa sadel dan meja. Pada
bagian sebelah atas kolom ini dipasang sumbu utama/spindel untuk dudukan dan
membawa arbor sebagai pemegang dari pisau frais itu sendiri, sehingga dapat

229
berputar. Pada bagian atas juga dibuat alur ekor burung mendatar yaitu untuk
dudukan lengan, dan arm ini dapat didorong maju ataupun mundur untuk
mencapai kedudukan tertentu (Gambar 1.10).
Gambar 1.10a. Kolom/badan mesin
b) Lengan/Arm
Posisi lengan adalah terletak pada bagian paling atas dari badan mesin dan
bawahnya mempunyai bentuk ekor burung yang pas kepada alur ekor burung
pada badan mesin, lengan ini dapat dikunci dan dilepas untuk kebutuhan tertentu.
Pada lengan ini dapat dipasang dukungan arbor (suport arbor) yang mempunyai
alur ekor burung pas kepada lengan tadi dan ia dapat dikunci pada posisi tertentu,
sehingga cocok untuk kebutuhan pekerjaan tertentu.
Untuk beberapa jenis mesin frais lainnya, pendukung arbor ini jumlahnya ada
yang satu ada yang dua buah untuk lebih kokohnya dukungan terhadap arbor.
c) Meja mesin frais
Meja ini letaknya adalah di atas sadel, bentuknya segiempat panjang dan
mempunyai alur-alur T yang berfungsi untuk penempatan baut dan mur T yang
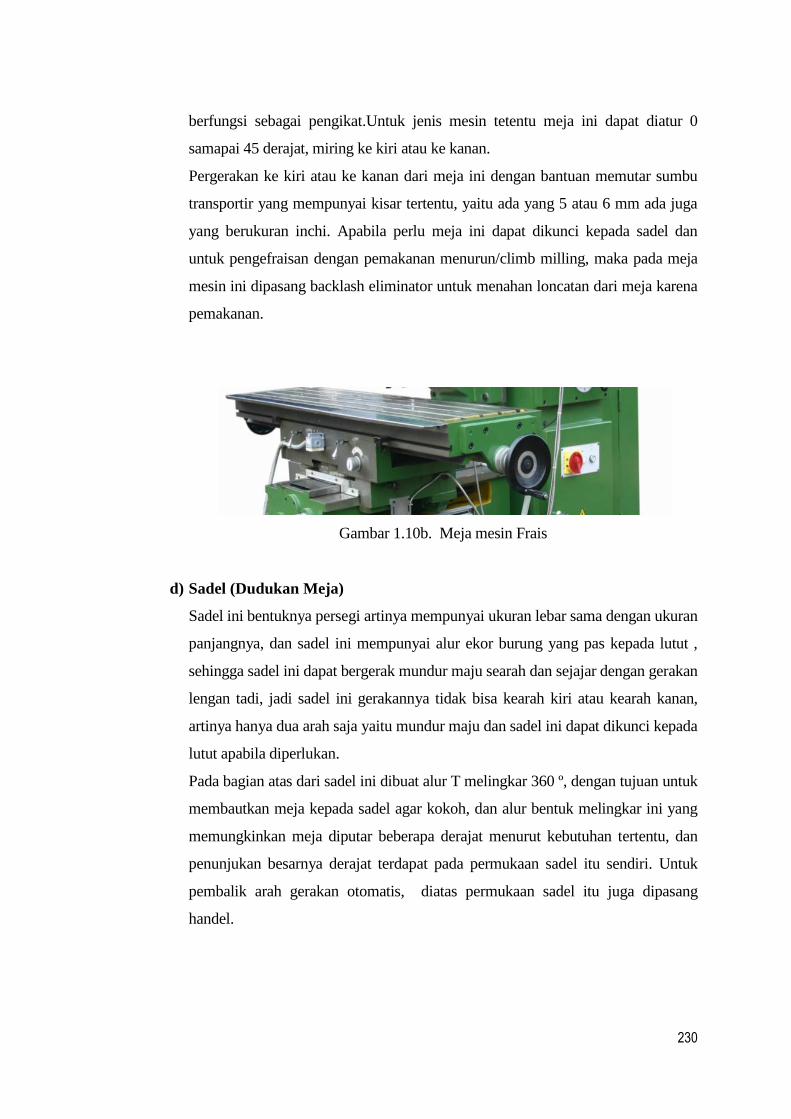
230
berfungsi sebagai pengikat.Untuk jenis mesin tetentu meja ini dapat diatur 0
samapai 45 derajat, miring ke kiri atau ke kanan.
Pergerakan ke kiri atau ke kanan dari meja ini dengan bantuan memutar sumbu
transportir yang mempunyai kisar tertentu, yaitu ada yang 5 atau 6 mm ada juga
yang berukuran inchi. Apabila perlu meja ini dapat dikunci kepada sadel dan
untuk pengefraisan dengan pemakanan menurun/climb milling, maka pada meja
mesin ini dipasang backlash eliminator untuk menahan loncatan dari meja karena
pemakanan.
Gambar 1.10b. Meja mesin Frais
d) Sadel (Dudukan Meja)
Sadel ini bentuknya persegi artinya mempunyai ukuran lebar sama dengan ukuran
panjangnya, dan sadel ini mempunyai alur ekor burung yang pas kepada lutut ,
sehingga sadel ini dapat bergerak mundur maju searah dan sejajar dengan gerakan
lengan tadi, jadi sadel ini gerakannya tidak bisa kearah kiri atau kearah kanan,
artinya hanya dua arah saja yaitu mundur maju dan sadel ini dapat dikunci kepada
lutut apabila diperlukan.
Pada bagian atas dari sadel ini dibuat alur T melingkar 360 º, dengan tujuan untuk
membautkan meja kepada sadel agar kokoh, dan alur bentuk melingkar ini yang
memungkinkan meja diputar beberapa derajat menurut kebutuhan tertentu, dan
penunjukan besarnya derajat terdapat pada permukaan sadel itu sendiri. Untuk
pembalik arah gerakan otomatis, diatas permukaan sadel itu juga dipasang
handel.

231
Gambar 1.1. Sadel Mesin Frais
e. Lutut/Knee
Lutut ini adalah mempunyai dua alur ekor burung yang saling tegak lurus, yaitu
satu alur dipaskan kepada kolom dan satunya lagi dipaskan kepada sadel itu tadi.
Lutut ini berbentuk rongga, dan dalam rongga itulah dipasang roda-roda gigi
untuk gerakan otomatis, mundur maju, naik turun dan kiri kanan. Gerakan dari
lutut ini hanya dua arah yaitu turun dan naik saja, lutut ini juga dapat dikuncikan
kepada kolom, agar kukuh pada waktu pengefraisan.
Gambar 1.12 Knee/lutut
f. Alas mesin
Alas mesin ini letaknya sama dengan namanya yaitu alas, artinya bagian paling
bawah dari mesin, alas ini berfungsi untuk menumpu seluruh beban yang ada
pada mesin, seperti berat mesin ditambah berat bahan yasng dikerjakandan berat
perlengkapan yang dipakai serta berat dari alas itu sendiri.
Pada alas mesin ini dibuat rongga sebagai bak penampung, yaitu untuk
menampung cairan pendingin. Dan pompa air untuk mengalirkan cairan
pendingin kepada cutter dan benda kerja,juga dipasang pada alas ini untuk
membuat sirkulasi air pendingin itu tadi.
Knee/lutut
Sadel

232
Gambar 1.13 Alas Mesin
d. Perlengkapan Mesin Frais
Untuk menunjang berbagai macam jenis pekerjaan pada mesin frais, mesin ini
dilengkapi beberapa perlengkapan diantaranya :
1. Arbor
Arbor digunakan sebagai dudukan alat potong/pisau (mantel, side and face,
slitting saw dll) yang dipasang pada spindel utama pada posisi mendatar
(horisontal) – (Gambar 2.14)
Gambar 2.14. Arbor
2. Stub Arbor
Stub arbor digunakan sebagai dudukan alat potong/pisau ( Face mill, Shell
endmill dll), yang dipasang pada spindel utama atau tegak. Jadi posisinya dapat
dipasang dalam posisi mendatar (horisontal) atau tegak vertikal (Gambar 2.15)

233
Gambar 2.15 Stub arbor
3. Collet Chuck
Collet chuck digunakan sebagai pengikat alat potong/pisau (End mill, Slot drill
dll), yang dipasang pada spindel utama atau tegak. Jadi posisinya dapat
dipasang dalam posisi mendatar (horisontal) atau tegak vertikal (Gambar
2.16).
Gambar 2.16. Collet chuck
4. Ragum/Catok Mesin
Benda kerja yang akan dikerjakan dengan mesin frais harus dijepit dengan kuat
agar posisinya tidak berubah waktu difrais. Berdasarkan gerakannya ragum
dibagi menjadi 3 jenis yaitu :
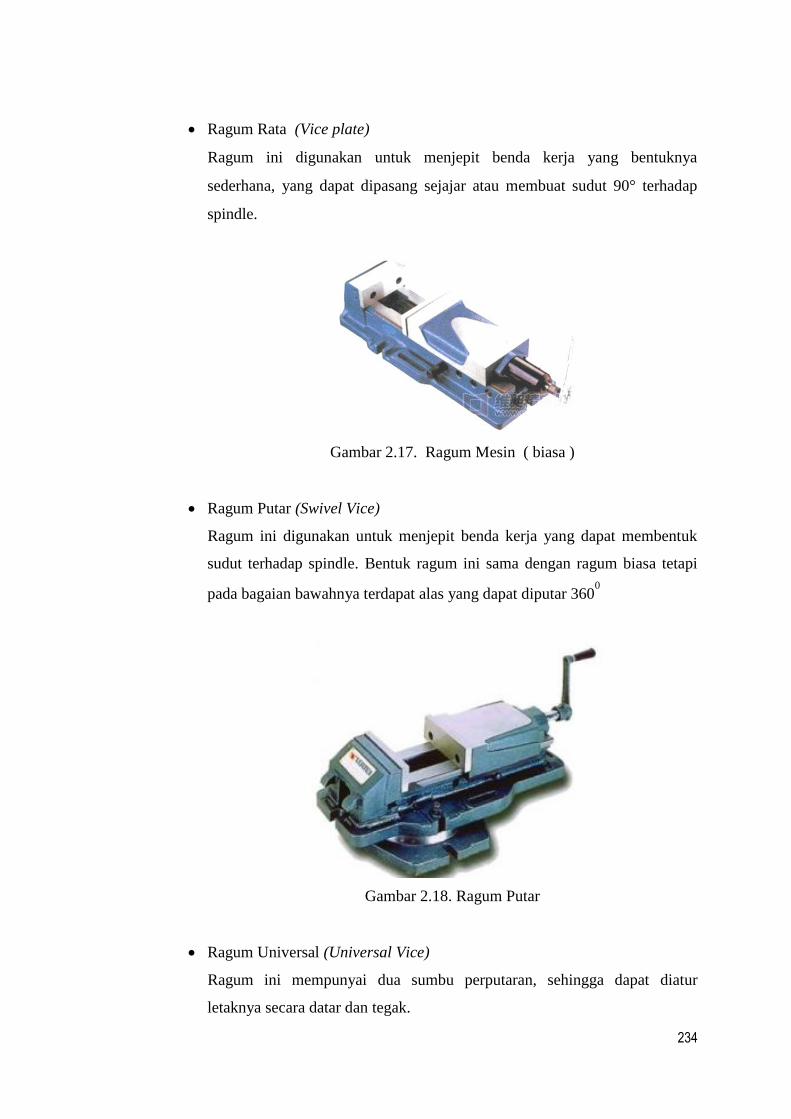
234
Ragum Rata (Vice plate)
Ragum ini digunakan untuk menjepit benda kerja yang bentuknya
sederhana, yang dapat dipasang sejajar atau membuat sudut 90° terhadap
spindle.
Gambar 2.17. Ragum Mesin ( biasa )
Ragum Putar (Swivel Vice)
Ragum ini digunakan untuk menjepit benda kerja yang dapat membentuk
sudut terhadap spindle. Bentuk ragum ini sama dengan ragum biasa tetapi
pada bagaian bawahnya terdapat alas yang dapat diputar 3600
Gambar 2.18. Ragum Putar
Ragum Universal (Universal Vice)
Ragum ini mempunyai dua sumbu perputaran, sehingga dapat diatur
letaknya secara datar dan tegak.

235
Gambar 2.19 Ragum Universal
5. Meja Putar (Rorary Table)
Meja putar (Rotary Table) digunakan untuk membagi jarak-jarak lubang, alur,
radius (melingkar) dan bentuk-bentuk segi banyak (Gambar 2.20).
Gambar 2.20. Meja putar (Rorary Table).
6. Kepala Pembagi (Dividing Head)
Kepala pembagi (dividing head) adalah perlengkapan mesin frais yang
digunakan untuk membentuk/membagi segi-segi yang beraturan pada poros
benda kerja . Peralatan ini biasanya dilengkapi dengan plat pembagi yang
berfungsi untuk membantu pembagian yang tidak dapat dilakukan dengan

236
pembagian langsung. Kepala pembagi dan kelengkapannya dapat dilihat pada
(Gambar 2.21).
Gambar 2.21. Kepala pembagi.
7. Kepala lepas
Alat ini digunakan untuk menyangga benda kerja yang ikerjakan dengan
dividing head. Sehingga waktu disayat enda kerja tidak terangkat atau tertekan
ke bawah.
Gambar 2.20. Kepala lepas
8. Adaptor
Bagian ini adalah tempat dudukan (pengikatan) cutter sebelum dimasukkan ke
sarung tirus pada sumbu utama.

237
Gambar 2.21. Adaptor
9. Penjepit/Klem Mesin
Klem Mesin ini digunakan untuk memegang/menjepit benda kerja yang tidak
dapat dijepit pada ragum, yang umumnya benda panjang atau lebar.
Penjepitan langsung benda kerja itu ditaruh di meja mesin frais bila slindris
ditaruh pada alur meja, bila lebih ditempatkan sesuai dengan kemampuan langkah
kerja sehubungan dengan jangkauan pisau frais (cutter).
Gambar 2.22 Klem mesin
e. Ukuran Standar Mesin
Ukuran suatu mesin frais ditentukan oleh beberapa faktor diantaranya:
Panjang langkah/ jarak tempuh meja mesin frais arah memanjang
Jarak spindel sampai permukaan meja pada kedudukan paling bawah.
Panjang langkah/ jaraktempuh meja mesin frais arah melintang
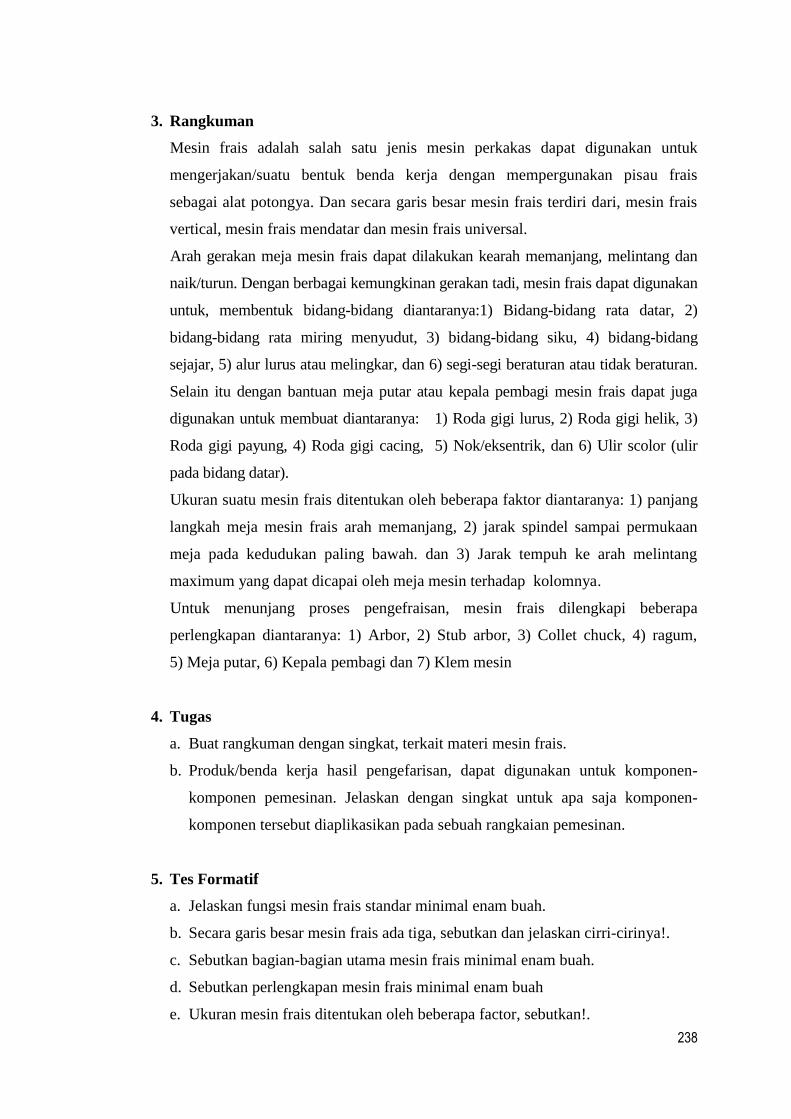
238
3. Rangkuman
Mesin frais adalah salah satu jenis mesin perkakas dapat digunakan untuk
mengerjakan/suatu bentuk benda kerja dengan mempergunakan pisau frais
sebagai alat potongya. Dan secara garis besar mesin frais terdiri dari, mesin frais
vertical, mesin frais mendatar dan mesin frais universal.
Arah gerakan meja mesin frais dapat dilakukan kearah memanjang, melintang dan
naik/turun. Dengan berbagai kemungkinan gerakan tadi, mesin frais dapat digunakan
untuk, membentuk bidang-bidang diantaranya:1) Bidang-bidang rata datar, 2)
bidang-bidang rata miring menyudut, 3) bidang-bidang siku, 4) bidang-bidang
sejajar, 5) alur lurus atau melingkar, dan 6) segi-segi beraturan atau tidak beraturan.
Selain itu dengan bantuan meja putar atau kepala pembagi mesin frais dapat juga
digunakan untuk membuat diantaranya: 1) Roda gigi lurus, 2) Roda gigi helik, 3)
Roda gigi payung, 4) Roda gigi cacing, 5) Nok/eksentrik, dan 6) Ulir scolor (ulir
pada bidang datar).
Ukuran suatu mesin frais ditentukan oleh beberapa faktor diantaranya: 1) panjang
langkah meja mesin frais arah memanjang, 2) jarak spindel sampai permukaan
meja pada kedudukan paling bawah. dan 3) Jarak tempuh ke arah melintang
maximum yang dapat dicapai oleh meja mesin terhadap kolomnya.
Untuk menunjang proses pengefraisan, mesin frais dilengkapi beberapa
perlengkapan diantaranya: 1) Arbor, 2) Stub arbor, 3) Collet chuck, 4) ragum,
5) Meja putar, 6) Kepala pembagi dan 7) Klem mesin
4. Tugas
a. Buat rangkuman dengan singkat, terkait materi mesin frais.
b. Produk/benda kerja hasil pengefarisan, dapat digunakan untuk komponen-
komponen pemesinan. Jelaskan dengan singkat untuk apa saja komponen-
komponen tersebut diaplikasikan pada sebuah rangkaian pemesinan.
5. Tes Formatif
a. Jelaskan fungsi mesin frais standar minimal enam buah.
b. Secara garis besar mesin frais ada tiga, sebutkan dan jelaskan cirri-cirinya!.
c. Sebutkan bagian-bagian utama mesin frais minimal enam buah.
d. Sebutkan perlengkapan mesin frais minimal enam buah
e. Ukuran mesin frais ditentukan oleh beberapa factor, sebutkan!.

239
C. Kegiatan Belajar 2– Alat Potong pada Mesin frais
1. Tujuan Pembelajaran
Setelah mempelajari materi ini, dengan melalui mengamati, menanya, pengumpulan
data, mengasosiasi dan mengkomunikasikan, peserta didik dapat:
a. Menyebutkan dan menjelaskan macam-macam alat potong
b. Menjelaskan geometris pisau frais
c. Menjelaskan sudut potong pisau frais
d. Menggunakan/menggunakan mesin bubut standar sesuai SOP
2. Uraian Materi
Sebelum mempelajari materi alat potong pada mesin frais, lakukan kegiatan sebagai
berikut:
Pengamatan:
Silahkan mengamati jenis-jenis pisau frais yang terdapat pada (Gambar 2.1) atau
objek lain sejenis disekitar anda (dilingkungan bengkel mesin produksi). Selanjutnya
sebutkan dan jelaskan macam-macam dan fungsi alat potong frais tersebut
Gambar 2.1. Macam-macam pisau frais

240
Menanya:
Apabila anda mengalami kesulitan dalam menjawab tugas diatas, bertanyalah/
berdiskusi/ berkomentar kepada sasama teman atau guru yang sedang membimbing
anda.
Mengekplorasi:
Kumpulkan data secara individu atau kelompok, terkait tugas tersebut melalui:
benda konkrit, dokumen, buku sumber, atau hasil eksperimen.
Mengasosiasi:
Selanjutnya katagorikan/ kelompokkan masing-masing macam-macam pisau frais
tersebut. Apabila anda sudah melakukan pengelompokan, selanjutnya jelaskan
fungsinya dan cara menggunakannya..
Mengkomunikasikan:
Presentasikan hasil pengumpulan data-data anda terkait alat potong pada mesin frais,
dan selanjutnya buat laporannya.
ALAT POTONG MESIN FAIS
Terdapat berbagai jenis alat potong yang digunakan untuk melakukan pemotongan
pada proses pengefraisan. Produk/benda kerja hasil pengefraisan ditentukan oleh
jenis alat potong/ pisau frais yang digunakan pada saat melakukan proses
pemotongan.
a. Macam-macam Pisau Frais
Adapun macam-macam pisau frais yang sering digunakan pada proses
pengefraisan adalah sebagai berikut:
1) Pisau Frais Mantel (Plane Milling Cutter)
Pisau frais mantel pada umumnya digunakan untuk mengefrais bidang yang
lebar dan rata. Pisau jenis ini apabila dilhat dari arah mata sayat/heliknya
terbagi menjadi dua yaitu, pisau frais mantel helik kanan dan pisau frais mantel
helik kiri. Disebut helik kanan karena arah mata sayatnya mengarah kekanan
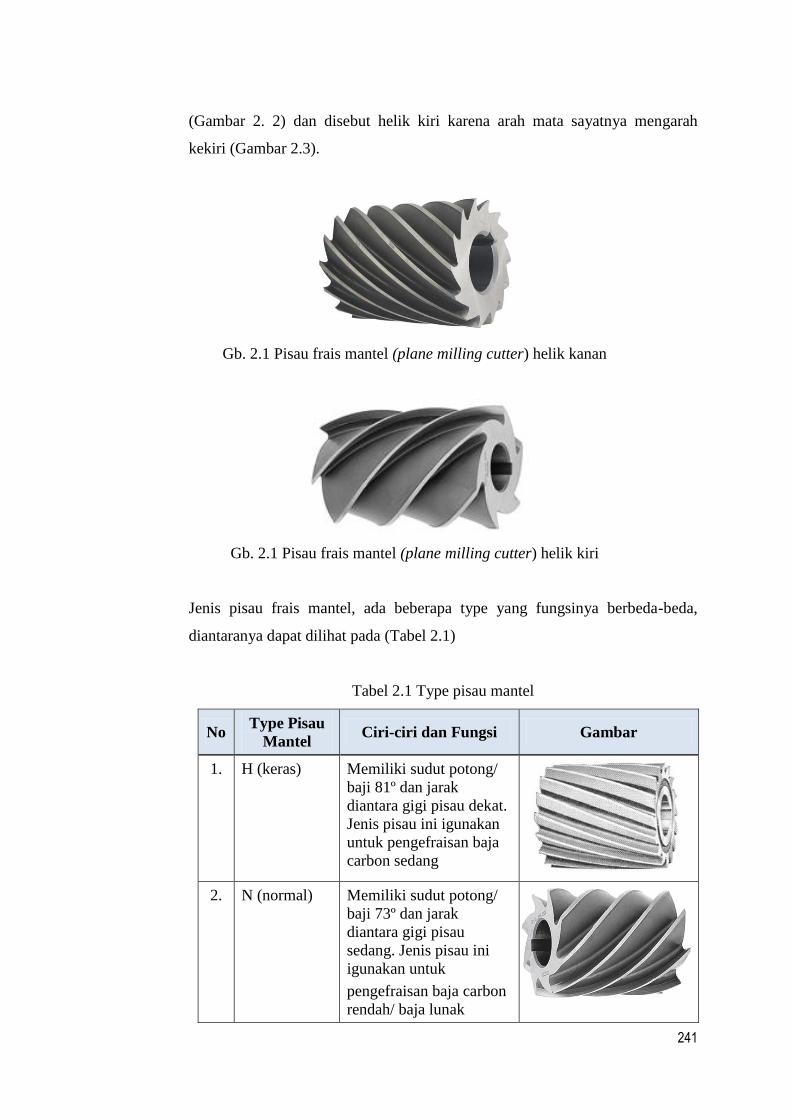
241
(Gambar 2. 2) dan disebut helik kiri karena arah mata sayatnya mengarah
kekiri (Gambar 2.3).
Gb. 2.1 Pisau frais mantel (plane milling cutter) helik kanan
Gb. 2.1 Pisau frais mantel (plane milling cutter) helik kiri
Jenis pisau frais mantel, ada beberapa type yang fungsinya berbeda-beda,
diantaranya dapat dilihat pada (Tabel 2.1)
Tabel 2.1 Type pisau mantel
No Type Pisau
Mantel Ciri-ciri dan Fungsi Gambar
1. H (keras) Memiliki sudut potong/
baji 81º dan jarak
diantara gigi pisau dekat.
Jenis pisau ini igunakan
untuk pengefraisan baja
carbon sedang
2. N (normal)
Memiliki sudut potong/
baji 73º dan jarak
diantara gigi pisau
sedang. Jenis pisau ini
igunakan untuk
pengefraisan baja carbon
rendah/ baja lunak

242
3. W (lunak)
Memiliki sudut potong/
baji 69º dan jarak
diantara gigi pisau
jarang. Jenis pisau ini
digunakan untuk
pengefraisan logam non
fero.
2) Pisau Frais Sudut (Angle Cutter)
Pisau frais sudut pada umumnya memiliki sudut 30o, 45
o , 60
o dan 90
o.
Sedangkan apabila dilihat dari sisi sudutnya, ada yang memilki sudut tunggal
(Single angle cutter) - (Gambar 3.2.a) dan ada yang memilki sudut ganda
(double angle cutter) - (Gambar 3.2.b). Pisau frais jenis ini berfungsi untuk
membuat alur yang memiliki sudut sesuai dengan sudut pisau yang digunakan.
Gb. 3.2. Pisau frais sudut tunggal dan sudut ganda
3) Pisau Frais Ekor Burung (Dove Tail Cutter)
Pisau frais ekor burung pada umumnya memiliki sudut sebesar: 30o, 45
o dan
60o. Pisau jenis ini digunakan untuk mengefrais alur berbentuk ekor burung
yang sebelumnya dilakukan pembuatan alur terlebih dahulu dengan pisau jari.
Gb. 3.3. Pisau frais ekor burung
(a) (b)

243
4) Pisau frais Alur Melingkar (Woodruff Keyseat Cutter)
Pisau frais alur melingkar digunakan untuk mengefrais alur pasak pada poros
yang berbentuk bulan sabit, yang letak alurnya tidak terletak pada ujung
porosnya (gambar 3.4).
Gambar 3.4 Pisau frais alur melingkar.
5) Pisau Sisi dan Muka (Side and Face Cutter)
Pisau sisi dan muka memiliki mata sayat pada sisi muka dan samping,
digunakan untuk mengefrais alur pada permukaan benda kerja (Gambar 3.5).
Gambar.3.5 Pisau sisi dan muka
6) Pisau Frais Sisi dan Muka Gigi Silang (Staggered Tooth Side and Face
Cutter).
Pisau sisi dan muka gigi silang memiliki mata sayat pada sisi muka dan
samping bersilang, digunakan untuk mengefrais alur pada permukaan benda
kerja. Perbedaan dengan pisau frais sisi dan muka adalah pemakanannya lebih
ringan, karena pemotongannya mata sayatnya bergantian (Gambar 3.6).

244
Gambar.3.6 Pisau frais sisi gigi silang
7) Pisau frais radius/bentuk (Form Cutter)
Pisau frais radius, berfungsi untuk membentuk radius luar berbentuk cekung
disebut (convex milling cutter) - (gambar 3.7a) dan untuk membentuk radius
luar berbentuk cembung disebut (concave milling cutter) - (gambar 3.7b).
Gambar.3.7a. Convex milling cutter
Gambar.3.7b. Concave milling cutter
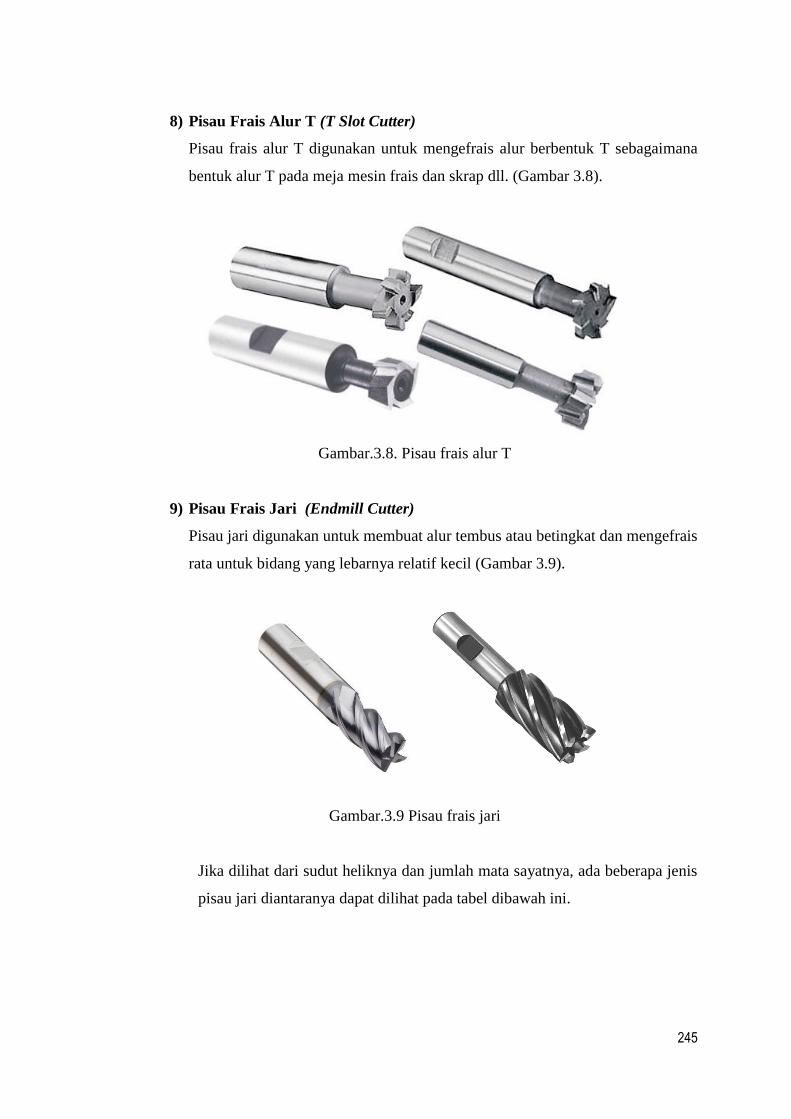
245
8) Pisau Frais Alur T (T Slot Cutter)
Pisau frais alur T digunakan untuk mengefrais alur berbentuk T sebagaimana
bentuk alur T pada meja mesin frais dan skrap dll. (Gambar 3.8).
Gambar.3.8. Pisau frais alur T
9) Pisau Frais Jari (Endmill Cutter)
Pisau jari digunakan untuk membuat alur tembus atau betingkat dan mengefrais
rata untuk bidang yang lebarnya relatif kecil (Gambar 3.9).
Gambar.3.9 Pisau frais jari
Jika dilihat dari sudut heliknya dan jumlah mata sayatnya, ada beberapa jenis
pisau jari diantaranya dapat dilihat pada tabel dibawah ini.

246
Tabel 3.2 Macam-Macam Endmill dan Penggunaannya
No. Gambar Ciri dan Fungsi
1.
Sudut helik dan alur giginya
tidak terlalu besar, digunakan
untuk pengefraisan baja normal
2.
Sudut helik kecil, gigi lebih
banyak, digunakan untuk
pengefraisan baja yang keras dan
ulet
3.
Sudut helik dan alur gigi besar,
digunakan untukpengefraisan
baja lunak
4.
Memiliki sisi mata sayat
bergerigi, digunakan untuk
pengefraisan denganpemakanan
kasar
5.
Sudut helik dan alur gigi besar,
dapat digunakan untuk
pemakanan kebawah/ membuat
lubang

247
10) Pisau Jari Radius ( Bull Noze Cutter)
Pisau jari radius digunakan untuk membuat bidang alur berbentuk radius c
ekung (Gambar 3.10).
Gambar 3.10 Pisau jari radius
11) Pisau Frais Roda Gigi (Gear Cutter)
Pisau ferais roda gigi digunakan untuk pembuatan roda gigi. Pisau jenis ini ada
dua macam yaitu, pisau frais roda gigi untuk sistem modul (mm) dan Dp
(diameter pitch) (Gambar 3.11).
Gambar 3.11 Pisau frais roda gigi
12) Pisau Frais Muka (Face Mill Cutter)
Pisau muka pada umumnya mata sayatnya ditempel pada bodi dengan cara
dilas atau dibaud, yang mata sayatnya terbuat dari bahan cementit carbide.
Pisau ini digunakan untuk mengefrais permukaan rata dan luas/lebar (Gambar
2.12).

248
Gambar 3.12. Pisau frais muka
13) Pisau Frais Sisi dan Muka (Shell endmil Cutter)
Pisau frais sisi dan muka, digunakan untuk pemakanan bagian samping dan
muka, sehingga dapat digunakan untuk mengefrais bidang siku. Pisau jenis ini
ada macam yaitu, untuk pemakanan ringan/finising (Gambar 3.13a) dan untuk
pemakanan berat/pengasaran (Gambar 3.13b).
(a) (b)
Gambar 3.13 Pisau frais sisi dan muka
14) Pisau Frais Gergaji (Slitting Saw)
Pisau gergaji digunakan untuk memotong/ membelah benda kerja yang
memiliki ukuran ketebalan tidak terlalu besar (tipis) (Gambar 3.14).

249
Gambar 3.14 Pisau frais gergaji (slitting saw)
b. Bahan Pisau Frais
Jenis bahan yang digunakan untuk membuat pisau frais antara lain:
1) Unalloyed Tool Steel
Merupakan baja perkakas bukan paduan dengan kandungan karbon 0,5% -
1,5% , kekerasan bahan ini akan hilang jika suhu kerjanya 250 º C. Oleh karena
itu jenis tidak cocok kalau digunakan untuk proses kecepatan potong yang
tinggi.
2) Alloy Tool Steel
Merupakan baja perkakas bukan paduan yang mengandung karbon kromium,
vanadium dan molybdenum. Bahan paduan ini tahan keausan sampai suhu
600º C.
3) Cemented Carbide
Merupakan baja perkakas bukan paduan yang mengandung karbon,Tungten
dan Cobalt, bahan paduan ini tahan keausan sampai suhu 900º C. Cemented
Carbide pada umumnya dibuat dalam bentuk tip yang terpasang pada
pemegang Cutter. Pisau bahan ini untuk pengefrais dengan kecepatan tinggi,
sehingga waktu pemotongan dapat dipersingkat dan dapat menghasilkan
kualitas permukaan yang halus.
c. Geometri Alat potong Pada Pisau Frais
Yang dimaksud dengan geometri alat potong pada pisau frais adalah, sudut
potong/baji dan sudut-sudut kebebasan lainnya yang teerdapat pada mata sayat

250
pisau frais. Pada proses pengefraisan untuk jenis bahan tertentu diperlukan
geometri pisau frais yang sesuai, besarnya sudut-sudut kebebasan yang harus
diperhatikan pada saat pengasahan adalah: sudut potong bagian depan, sudut bebas
mata potong (land 1) dan sudut bebas belakang (land 2).
Gambar 3.15. Geometri alat potong/pisau frais/cutter
d. Penggunaan Pisau Frais
Penggunaan pisau frais tergantung dari jenis pekerjaan yang akan dilakukan
pengefraisan. Dibawah ini tabel penggunaan masing-masing pisau frais sesuai
fungsinya.
Table 3.3 Pisau frais dan penggunaannya.
No. Jenis Pisau Frais Ilustrasi Penggunaan
1 Pisau Frais Mantel
(Plane Milling Cutter)
2. Pisau Frais Sudut
(Angle Milling Cutter)

251
3. Pisau Frais Ekor Burung
(Dove Tail Milling Cutter)
4. Pisau frais Alur Melingkar
(Woodruff Keyseat Cutter)
5. Pisau sisi dan Muka
(Side and Face Cutter)
6.
Pisau Frais Sisi Gii Silang
(Staggered Tooth Side and Face
Cutter)
7. Pisau frais radius (bentuk) (Form
Cutter)

252
8. Pisau Frais Alur T
(T Slot Cutter)
9. Pisau Frais Jari
(Endmill Cutter)
10. Pisau Frais Roda Gigi
(Gear Cutter)
11. Pisau Frais Muka
(Face Mill Cutter)
12. Pisau Frais Sisi dan Muka (Shell
endmil Cutter)
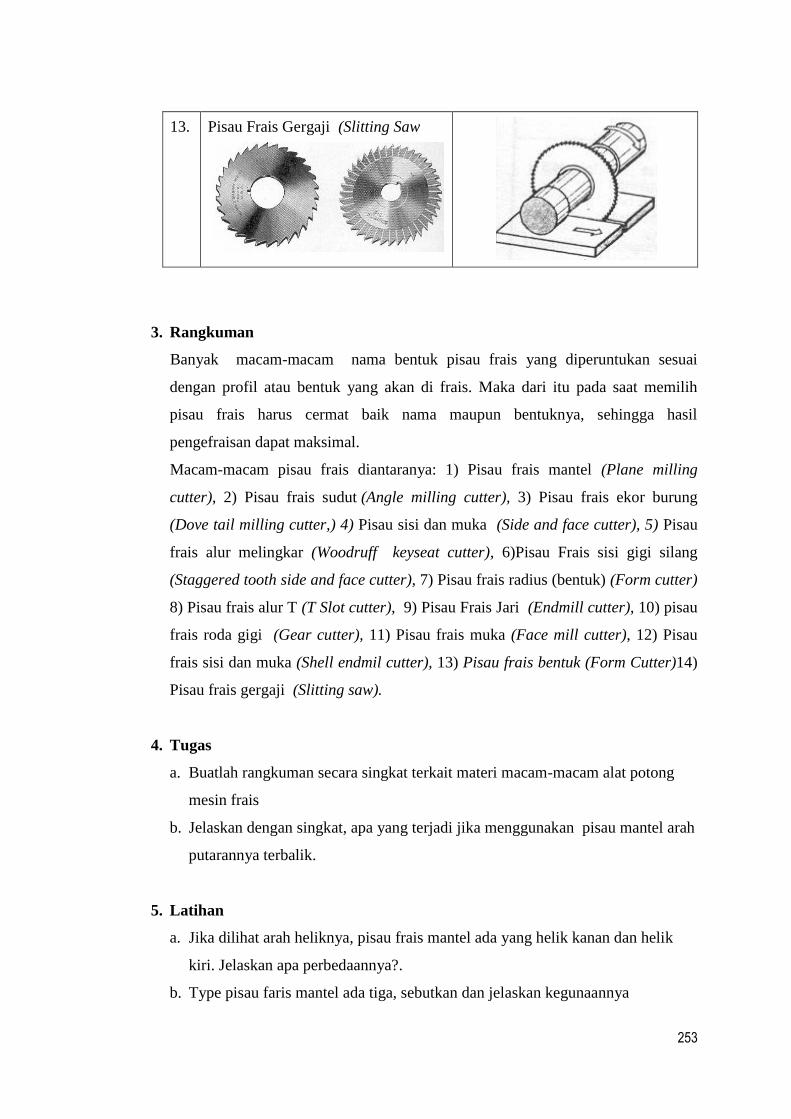
253
13. Pisau Frais Gergaji (Slitting Saw
3. Rangkuman
Banyak macam-macam nama bentuk pisau frais yang diperuntukan sesuai
dengan profil atau bentuk yang akan di frais. Maka dari itu pada saat memilih
pisau frais harus cermat baik nama maupun bentuknya, sehingga hasil
pengefraisan dapat maksimal.
Macam-macam pisau frais diantaranya: 1) Pisau frais mantel (Plane milling
cutter), 2) Pisau frais sudut (Angle milling cutter), 3) Pisau frais ekor burung
(Dove tail milling cutter,) 4) Pisau sisi dan muka (Side and face cutter), 5) Pisau
frais alur melingkar (Woodruff keyseat cutter), 6)Pisau Frais sisi gigi silang
(Staggered tooth side and face cutter), 7) Pisau frais radius (bentuk) (Form cutter)
8) Pisau frais alur T (T Slot cutter), 9) Pisau Frais Jari (Endmill cutter), 10) pisau
frais roda gigi (Gear cutter), 11) Pisau frais muka (Face mill cutter), 12) Pisau
frais sisi dan muka (Shell endmil cutter), 13) Pisau frais bentuk (Form Cutter)14)
Pisau frais gergaji (Slitting saw).
4. Tugas
a. Buatlah rangkuman secara singkat terkait materi macam-macam alat potong
mesin frais
b. Jelaskan dengan singkat, apa yang terjadi jika menggunakan pisau mantel arah
putarannya terbalik.
5. Latihan
a. Jika dilihat arah heliknya, pisau frais mantel ada yang helik kanan dan helik
kiri. Jelaskan apa perbedaannya?.
b. Type pisau faris mantel ada tiga, sebutkan dan jelaskan kegunaannya

254
c. Pisau frais sudut ada dua jenis sebutkan dan jelaskan fungsi
d. Jelaskan fungsi pisau frais dove tail cutter
e. Jelaskan fungsi pisau frais woodruff keyseat cutter
f. Jelaskan fungsi pisau frais side and face cutter
g. Jelaskan fungsi pisau frais staggered tooth side and face cutter
h. Jelaskan fungsi pisau frais form cutter
i. Jelaskan fungsi pisau frais T slot cutter
j. Jelaskan fungsi pisau frais endmill cutter

255
D. Kegiatan Belajar 3– Parameter Pemotongan Mesin frais
1. Tujuan Pembelajaran
Setelah mempelajari materi ini, dengan melalui mengamati, menanya, pengumpulan
data, mengasosiasi dan mengkomunikasikan, peserta didik dapat:
a. Menetapkan kecepatan potong (Cutting speed – Cs) pada proses pengefraisan
b. Menerapkan kecepatan potong (Cutting speed – Cs) pada proses pengefraisan
c. Menghitung putaran (Revolotion Permenit – Rpm) pada proses pengefraisan
d. Menerapkan putaran (Revolotion Permenit – Rpm) pada proses pengefraisan
e. Menghitung kecepatan pemakanan (feed) pada proses pengefraisan
f. Menerapakan kecepatan pemakanan (feed) pada proses pengefraisan
g. Menghitung waktu pemesinan pada proses pengefraisan
h. Menerapakan waktu pemesinan pada proses pengefraisan
2. Uraian Materi
Sebelum mempelajari materi parameter pemotongan pada mesin frais, lakukan
kegiatan sebagai berikut:
Pengamatan:
Silahkan anda mengamati beberapa kegiatan proses pemotongannya pada mesin
(Gambar 3.1) atau objek lain sejenis disekitar anda. Pada saat melakukan proses
pembubutan seperti yang anda lihat, untuk dapat memotong/menyayat benda kerja
agar dapat membentuk komponen sesuai tuntutan pada gambar kerja, selain
membutuhkan jenis alat potong yang geometrisnya standart, fakktor lainnya adalah
penetapan parameter pemotongan yang digunakan pada saat proses pengefraisan.
Sebutkan parameter pemotongan apa saja diperlukan untuk melakukan kegiatan
tersebut dan jelaskan bagaimana cara menghitungnya.

256
Gambar 3.1. Proses Pengefraisan
Menanya:
Apabila anda mengalami kesulitan dalam menjawab tugas diatas, bertanyalah/
berdiskusi/ berkomentar kepada sasama teman atau guru yang sedang membimbing
anda.
Mengekplorasi:
Kumpulkan data secara individu atau kelompok, terkait tugas tersebut melalui:
benda konkrit, dokumen, buku sumber, atau hasil eksperimen.
Mengasosiasi:
Setelah anda memilki data dan menemukan jawabannya, selanjutnya jelaskan
bagaimana cara menerapkan pada proses pengefraisan.
Mengkomunikasikan:
Presentasikan hasil pengumpulan data-data anda, terkait parameter pemotongan pada
mesin frais, dan selanjutnya buat laporannya
PARAMETER PEMOTONGAN MESIN FRAIS
Yang dimaksud dengan parameter pemotongan pada mesin frais adalah, informasi
berupa dasar-dasar perhitungan, rumus dan tabel-tabel yang medasari teknologi
proses pemotongan/penyayatan pada proses pengfraisan. Parameter pemotongan
pada mesin frais meliputi: kecepatan potong (Cutting speed - Cs), kecepatan putaran
mesin (Revolotion Permenit - Rpm), kecepatan pemakanan (Feed – F) dan waktu
proses pemesinannya.

257
a. Kecepatan potong (Cutting speed – Cs )
Yang dimaksud dengan kecepatan potong (Cs) adalah kemampuan alat potong
menyayat bahan dengan aman menghasilkan tatal dalam satuan panjang/waktu
(meter/menit atau feet/menit). Pada gerak putar seperti pada mesin frais,
kecepatan potongnya (Cs) adalah: Keliling lingkaran benda kerja (π.d) dikalikan
dengan putaran (n). atau: Cs = π.d.n Meter/menit.
Keterangan:
d : diameter alat potong (mm)
n : putaran mesin/benda kerja (putaran/menit - Rpm)
π : nilai konstanta = 3,14
Kecepatan potong untuk berbagai macam bahan teknik yang umum dikerjakan
pada proses pemesinan, sudah teliti/diselidiki para ahli dan sudah patenkan pada
ditabelkan kecepatan potong. Sehingga dalam penggunaannya tinggal
menyesuaikan antara jenis bahan yang akan difrais dan jenis alat potong yang
digunakan. Sedangkan untuk bahan-bahan khusus/spesial, tabel kecepatan
potongnya dikeluarkan oleh pabrik pembuat bahan tersebut.
Pada tabel kecepatan potong (Cs) juga disertakan jenis bahan alat potongnya.
Pada umumnya bahan alat potong dikelompokkan menjadi dua macam, yaitu HSS
(High Speed Steel) dan karbida (carbide). Pada tabel tersebut menunjukkan
bahwa, dengan alat potong yang jenis bahannya dari karbida, kecepatan
potongnya lebih cepat jika dibandingkan dengan alat potong yang jenis bahannya
dari HSS (Tabel 3.1).
Tabel 3.1 Kecepatan potong bahan
Bahan Pahat Bubut HSS Pahat Bubut Karbida
m/men Ft/min M/men Ft/min
Baja lunak(Mild
Steel) 18 – 21 60 – 70 30 – 250 100 – 800
Besi Tuang(Cast
Iron) 14 – 17 45 – 55 45 - 150 150 – 500
Perunggu 21 – 24 70 – 80 90 – 200 300 – 700
Tembaga 45 – 90 150 – 300 150 – 450 500 – 1500
Kuningan 30 – 120 100 – 400 120 – 300 400 – 1000
Aluminium 90 - 150 300 - 500 90 - 180 a. – 600

258
b. Kecepatan Putaran Mesin Frais (Revolotion Per Menit - Rpm)
Yang dimaksud kecepatan putaran mesin frais adalah, kemampuan kecepatan
putar mesin frais untuk melakukan pemotongan atau penyayatan dalam satuan
putaran/menit. Maka dari itu untuk mencari besarnya putaran mesin sangat
dipengaruhi oleh seberapa besar kecepatan potong dan keliling benda kerjanya.
Mengingat nilai kecepatan potong untuk setiap jenis bahan sudah ditetapkan
secara baku, maka komponen yang bisa diatur dalam proses penyayatan adalah
putaran mesin/benda kerjanya. Dengan demikian rumus dasar untuk menghitung
putaran mesin bubut adalah:
Cs = π.d.n Meter/menit
n = Cs
π.d Rpm
Karena satuan kecepatan potong (Cs) dalam meter/menit sedangkan satuan
diameter benda kerja dalam milimeter, maka satuannya harus disamakan terlebih
dahulu yaitu dengan mengalikan nilai kecepatan potongnya dengan angka 1000
mm. Maka rumus untuk putaran mesin menjadi:
n = 1000.Cs
π.d Rpm
Keterangan:
d : diameter alat potong (mm)
Cs : kecepatan potong (meter/menit)
π : nilai konstanta = 3,14
Contoh soal 1:
Sebuah baja lunak akan dilakukan proses pengefraisan dengan pisau frais shell
endmill cutter berdiameter () 60 mm dengan kecepatan potong (Cs) 25
meter/menit. Pertanyaannya adalah: Berapa besar putaran mesinnya ?.
Jawaban contoh soal 1:
n = 1000.Cs
π.d

259
n = 1000.25
3,14.60
n = 132,696 Rpm
Jadi kecepatan putaran mesinnya adalah sebesar 132,69 Rpm
Contoh soal 2:
Sebuah baja lunak akan dilakukan proses pengefraisan dengan pisau frais pisau
frais shell endmill cutter berdiameter () 2 inchi dengan kecepatan potong (Cs)
20 meter/menit. Pertanyaannya adalah: Berapa besar putaran mesinnya ?.
Jawaban contoh soal 2:
Satuan inchi bila dijadikan satuan mm harus dikalikan 25,4 mm. Dengan
demikian diamter () 2 inchi = 2x25,4=50,8 mm. Maka putaran mesinnya adalah:
n = 1000.Cs
π.d
n = 1000.20
3,14.50,8
n = 125,382 Rpm
Jadi putaran mesinnya adalah sebesar 125,382 Rpm
Hasil perhitungan di atas pada dasarnya sebagai acuan dalam menyetel putaran
mesin agar sesuai dengan putaran mesin yang tertulis pada tabel yang ditempel
pada mesin tersebut. Artinya putaran mesin yang digunakan dipilih dalam tabel
pada mesin yang nilainya paling dekat dengan hasil perhitungan di atas. Untuk
menentukan besaran putaran mesin faris juga dapat menggunakan tabel yang
sudah ditentukan berdasarkan perhitungan, sebagaimana dapat dilihat pada
(Tabel 3.2).

260
Tabel 3.2 Daftar kecepatan putaran mesin frais(Rpm)
c. Kecepatan Pemakanan (Feed - F) – mm/menit
Kecepatan pemakanan atau ingsutan ditentukan dengan mempertimbangkan
beberapa factor, diantaranya: kekerasan bahan, kedalaman penyayatan, sudut-
sudut sayat alat potong, bahan alat potong, ketajaman alat potong dan kesiapan
mesin yang akan digunakan. Kesiapan mesin ini dapat diartikan, seberapa besar
kemampuan mesin dalam mendukung tercapainya kecepatan pemakanan yang
optimal. Disamping beberapa pertimbangan tersebut, kecepatan pemakanan pada
umumnya untuk proses pengasaran ditentukan pada kecepatan pemakanan tinggi
karena tidak memerlukan hasil pemukaan yang halus (waktu pengefraisan lebih
cepat), dan pada proses penyelesaiannya/finising digunakan kecepatan pemakanan
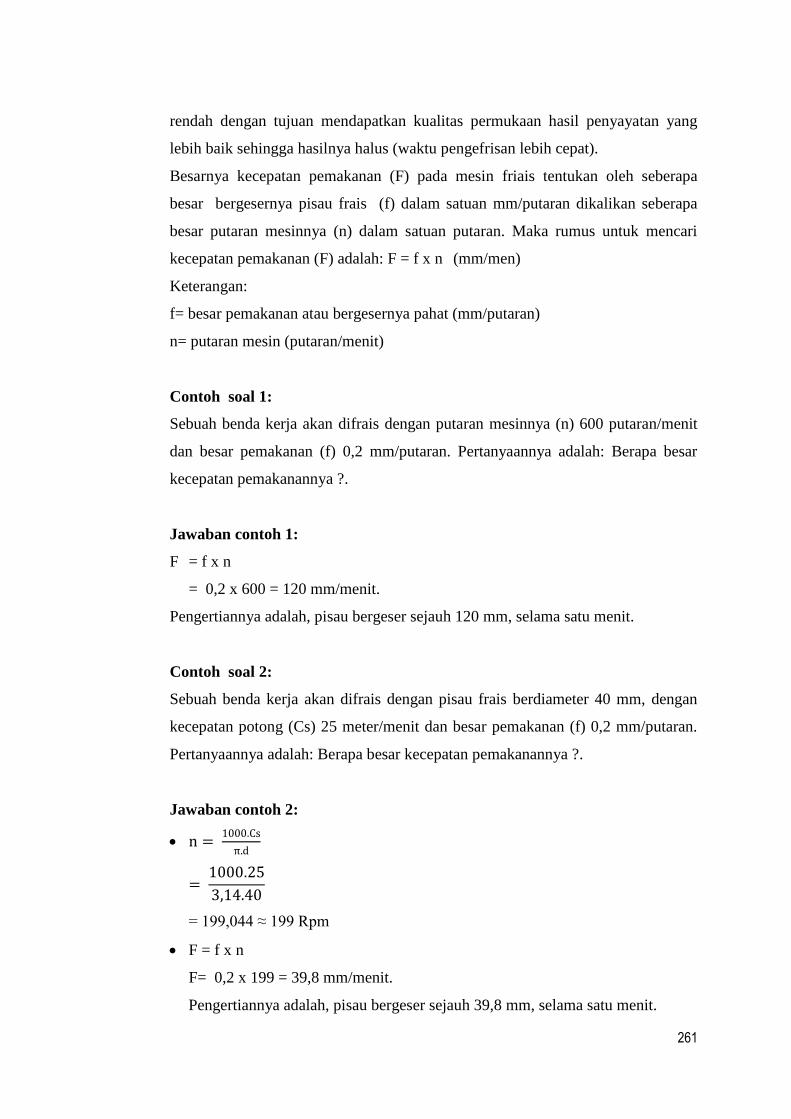
261
rendah dengan tujuan mendapatkan kualitas permukaan hasil penyayatan yang
lebih baik sehingga hasilnya halus (waktu pengefrisan lebih cepat).
Besarnya kecepatan pemakanan (F) pada mesin friais tentukan oleh seberapa
besar bergesernya pisau frais (f) dalam satuan mm/putaran dikalikan seberapa
besar putaran mesinnya (n) dalam satuan putaran. Maka rumus untuk mencari
kecepatan pemakanan (F) adalah: F = f x n (mm/men)
Keterangan:
f= besar pemakanan atau bergesernya pahat (mm/putaran)
n= putaran mesin (putaran/menit)
Contoh soal 1:
Sebuah benda kerja akan difrais dengan putaran mesinnya (n) 600 putaran/menit
dan besar pemakanan (f) 0,2 mm/putaran. Pertanyaannya adalah: Berapa besar
kecepatan pemakanannya ?.
Jawaban contoh 1:
F = f x n
= 0,2 x 600 = 120 mm/menit.
Pengertiannya adalah, pisau bergeser sejauh 120 mm, selama satu menit.
Contoh soal 2:
Sebuah benda kerja akan difrais dengan pisau frais berdiameter 40 mm, dengan
kecepatan potong (Cs) 25 meter/menit dan besar pemakanan (f) 0,2 mm/putaran.
Pertanyaannya adalah: Berapa besar kecepatan pemakanannya ?.
Jawaban contoh 2:
n = 1000.Cs
π.d
= 1000.25
3,14.40
= 199,044 ≈ 199 Rpm
F = f x n
F= 0,2 x 199 = 39,8 mm/menit.
Pengertiannya adalah, pisau bergeser sejauh 39,8 mm, selama satu menit.
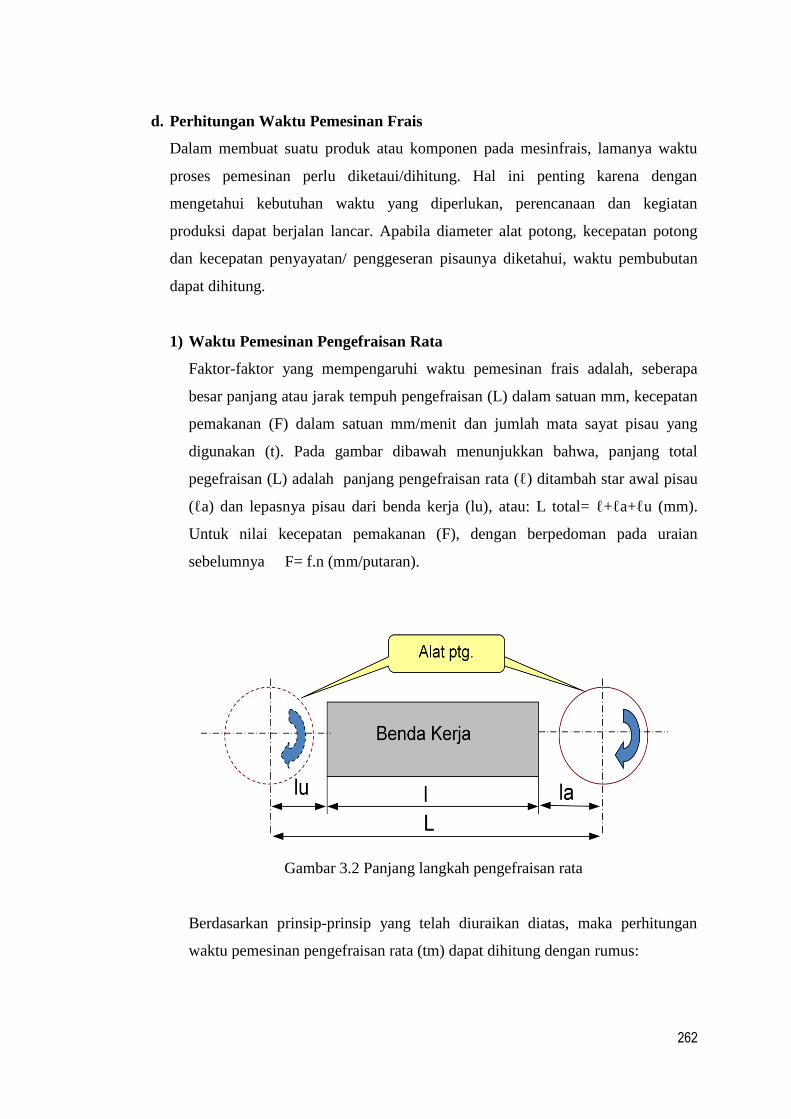
262
d. Perhitungan Waktu Pemesinan Frais
Dalam membuat suatu produk atau komponen pada mesinfrais, lamanya waktu
proses pemesinan perlu diketaui/dihitung. Hal ini penting karena dengan
mengetahui kebutuhan waktu yang diperlukan, perencanaan dan kegiatan
produksi dapat berjalan lancar. Apabila diameter alat potong, kecepatan potong
dan kecepatan penyayatan/ penggeseran pisaunya diketahui, waktu pembubutan
dapat dihitung.
1) Waktu Pemesinan Pengefraisan Rata
Faktor-faktor yang mempengaruhi waktu pemesinan frais adalah, seberapa
besar panjang atau jarak tempuh pengefraisan (L) dalam satuan mm, kecepatan
pemakanan (F) dalam satuan mm/menit dan jumlah mata sayat pisau yang
digunakan (t). Pada gambar dibawah menunjukkan bahwa, panjang total
pegefraisan (L) adalah panjang pengefraisan rata (ℓ) ditambah star awal pisau
(ℓa) dan lepasnya pisau dari benda kerja (lu), atau: L total= ℓ+ℓa+ℓu (mm).
Untuk nilai kecepatan pemakanan (F), dengan berpedoman pada uraian
sebelumnya F= f.n (mm/putaran).
Gambar 3.2 Panjang langkah pengefraisan rata
Berdasarkan prinsip-prinsip yang telah diuraikan diatas, maka perhitungan
waktu pemesinan pengefraisan rata (tm) dapat dihitung dengan rumus:
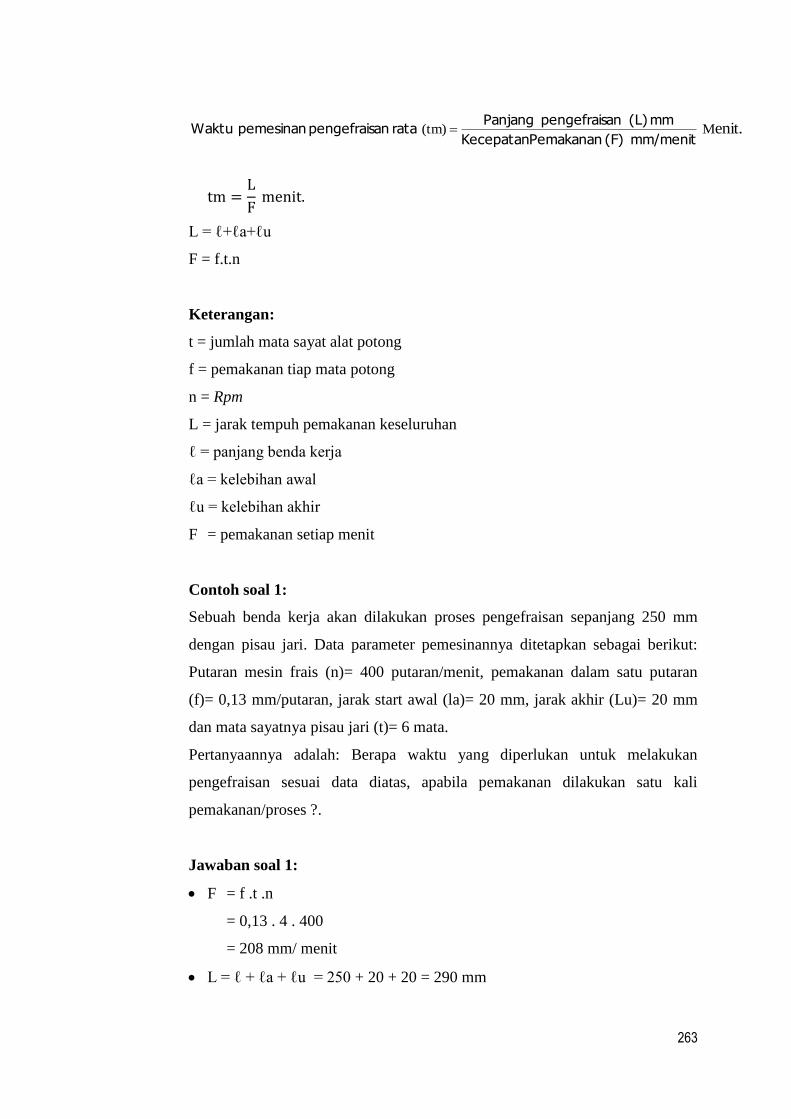
263
enit.M)(tmmm/menit (F) Pemakanan Kecepatan
mm (L) anpengefrais Panjangrata anpengefrais pemesinan Waktu
tm =L
F menit.
L = ℓ+ℓa+ℓu
F = f.t.n
Keterangan:
t = jumlah mata sayat alat potong
f = pemakanan tiap mata potong
n = Rpm
L = jarak tempuh pemakanan keseluruhan
ℓ = panjang benda kerja
ℓa = kelebihan awal
ℓu = kelebihan akhir
F = pemakanan setiap menit
Contoh soal 1:
Sebuah benda kerja akan dilakukan proses pengefraisan sepanjang 250 mm
dengan pisau jari. Data parameter pemesinannya ditetapkan sebagai berikut:
Putaran mesin frais (n)= 400 putaran/menit, pemakanan dalam satu putaran
(f)= 0,13 mm/putaran, jarak start awal (la)= 20 mm, jarak akhir (Lu)= 20 mm
dan mata sayatnya pisau jari (t)= 6 mata.
Pertanyaannya adalah: Berapa waktu yang diperlukan untuk melakukan
pengefraisan sesuai data diatas, apabila pemakanan dilakukan satu kali
pemakanan/proses ?.
Jawaban soal 1:
F = f .t .n
= 0,13 . 4 . 400
= 208 mm/ menit
L = ℓ + ℓa + ℓu = 250 + 20 + 20 = 290 mm

264
menit
F
Ltm 394,1
208
290
Jadi waktu yang dibutuhkan untuk proses pengefraisan sesuai data diatas
adalah selama 1,394 menit.
Contoh soal 2:
Sebuah benda kerja akan dilakukan proses pengefraisan sepanjang 350 mm
dengan pisau shell endmil berdiameter 40 mm. Data parameter pemesinannya
ditetapkan sebagai berikut: Kecepatan pemakanan (Cs)= 25 meter/menit,
pemakanan dalam satu putaran (f)= 0,23 mm/putaran, jarak start awal (la)= 25
mm, jarak akhir (Lu)= 25 mm dan mata sayatnya pisau jari (t)= 8 mata.
Pertanyaannya adalah: Berapa waktu yang diperlukan untuk melakukan
pengefraisan sesuai data diatas, apabila pemakanan dilakukan satu kali
pemakanan/proses ?.
Jawaban soal 2:
n = 1000.Cs
π.d
= 1000.25
3,14.40
= 199,05 ≈ 199 Rpm
F = f .t .n
= 0,23 . 8 . 199
=366,16 mm/ menit
L = ℓ + ℓa + ℓu = 250 + 30 + 30 = 334,32 mm
menit
F
Ltm 822,0
76,445
16,366
Jadi waktu yang dibutuhkan untuk proses pengefraisan sesuai data diatas
adalah selama 0,822 menit.
2) Waktu Pengeboran Pada Mesin Frais
Perhitungan waktu pengeboran pada mesin frais, pada prinsipnya sama dengan
menghitung waktu pemesinan pengefraisan rata. Perbedaannya hanya terletak
pada jarak star ujung mata bornya. Pada gambar dibawah menunjukkan bahwa,
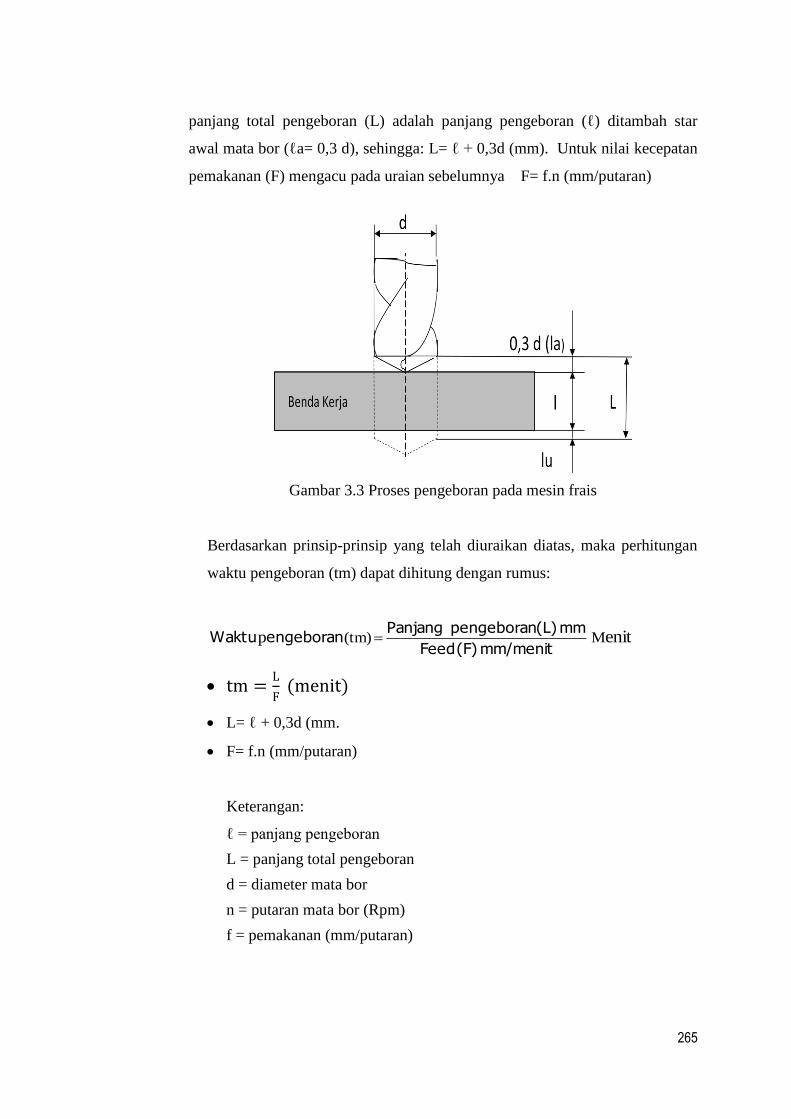
265
panjang total pengeboran (L) adalah panjang pengeboran (ℓ) ditambah star
awal mata bor (ℓa= 0,3 d), sehingga: L= ℓ + 0,3d (mm). Untuk nilai kecepatan
pemakanan (F) mengacu pada uraian sebelumnya F= f.n (mm/putaran)
Gambar 3.3 Proses pengeboran pada mesin frais
Berdasarkan prinsip-prinsip yang telah diuraikan diatas, maka perhitungan
waktu pengeboran (tm) dapat dihitung dengan rumus:
enitM(tm)pmm/menit (F) Feed
mm (L) pengeboran Panjangengeboran Waktu
tm =L
F (menit)
L= ℓ + 0,3d (mm.
F= f.n (mm/putaran)
Keterangan:
ℓ = panjang pengeboran
L = panjang total pengeboran
d = diameter mata bor
n = putaran mata bor (Rpm)
f = pemakanan (mm/putaran)

266
Contoh soal 1:
Sebuah benda kerja akan dilakukan pengeboran pada mesin frais sepanjang
38 mm dengan mata bor berdiameter 12 mm. Data parameter pemesinannya
ditetapkan sebagai berikut: Putaran mesin frais (n)= 800 putaran/menit, dan
pemakanan dalam satu putaran (f)= 0,04 mm/putaran.
Pertanyaannya adalah: Berapa waktu yang diperlukan untuk melakukan
pengeboran pada mesin frais sesuai data diatas, apabila pemakanan
dilakukan satu kali pemakanan/proses ?.
Jawab soal 1 :
L = ℓ + 0,3 d = 38 + (0, 3.12) = 41,6 mm
F = f.n = 0,04 x 800= 32 mm/menit
tm =L
F menit
=41,6
32= 1,3 menit
Jadi waktu yang dibutuhkan untuk pengeboran sesuai data diatas adalah
selama 1,3 menit.
Contoh soal 2:
Sebuah benda kerja akan dilakukan pengeboran pada mesin frais sepanjang
30 mm dengan mata bor berdiameter 10 mm. Data parameter pemesinannya
ditetapkan sebagai berikut: Kecepatan potong (Cs)= 25 meter/menit, dan
pemakanan dalam satu putaran (f)= 0,04 mm/putaran.
Pertanyaannya adalah: Berapa waktu yang diperlukan untuk melakukan
pengeboran pada mesin bubut sesuai data diatas, apabila pemakanan
dilakukan satu kali pemakanan/proses ?.
Jawab soal 2 :
n =1000.Cs
π.d
= 1000.25
3,14.10
= 796,178 ≈ 796 Rpm
L = ℓ + 0,3 d = 30 + (0, 3.10) = 33 mm
F = f.n = 0,04 x 796= 31,84 mm/menit

267
tm =L
F menit
=33
31,84= 1,036 menit
Jadi waktu yang dibutuhkan untuk pengeboran sesuai data diatas adalah
selama 1,036 menit.
3. Rangkuman
Menghitung putaran mesin Frais:
Rumus untuk menentukan putaran mesin frais adalah:
n = 1000. Cs
π. d
Menghitung kecepatan pemakanan/feeding= F (mm/menit):
F (mm/men) = f (mm/putaran) x n ( put/menit)
Dimana, f adalah bergesernya pahat (mm) dalam satu putaran
Waktu Pemesinan frais:
mm/menit
mm.
pemakananratarata
kerjamejatempuhjarak(tm) pemesinan Waktu
tm =L
F menit
L = ℓ+ℓa+ℓu
F = f.t.n
Keterangan:
t = jumlah mata sayat alat potong
f = pemakanan tiap mata potong
n = Rpm
L = jarak tempuh pemakanan keseluruhan
ℓ = panjang benda kerja
ℓa = kelebihan awal
ℓu = kelebihan akhir
F = pemakanan setiap menit
Waktu Pemesinan Bor:
waktu pengeboran (tm) dapat dihitung dengan rumus:
268
enitM(tm)pmm/menit (F) Feed
mm (L) pengeboran Panjangengeboran Waktu
tm =L
F (menit)
L= ℓ + 0,3d (mm.
F= f.n (mm/putaran)
Keterangan:
ℓ = panjang pengeboran
L = panjang total pengeboran
d = diameter mata bor
n = putaran mata bor (Rpm)
f = pemakanan (mm/putaran)
4. Tugas
1. Buat ringkasan terkait materi parameter pada pemesinan frais
2. Jelaskan dengan singkat alasan mengapa parameter pemesinan harus digunakan
pada saat proses pengefraisan?.
5. Test Formatif
3. Tuliskan rumus dasar kecepatan potong (Cs) dan turunkan menjadi rumus
putaran mesin frais (n)
4. Diketahui: Baja lunak 60, akan difrais dengan Cs = 25 m/menit. Hitung:
Kecepatan putaran mesinnya!.
5. Diketahui putaran mesin frais (n)= 400 putaran/menit, f pada tabel mesin
disetel 0,2 mm/putaran. Berapa kecepatan pemakanannya (F mm/menit)!.
6. Diketahui, Sebuah benda kerja akan dilakukan pengeboran pada mesin frais
sepanjang 18 mm dengan mata bor berdiameter 10 mm. Data parameter
pemesinannya ditetapkan sebagai berikut: Putaran mesin frais (n)= 700
putaran/menit, dan pemakanan dalam satu putaran (f)= 0,03mm/putaran.
Pertanyaannya adalah: Berapa waktu yang diperlukan untuk melakukan
pengeboran pada mesin frais sesuai data diatas, apabila pemakanan dilakukan
satu kali pemakanan/proses ?
269
E. Kegiatan Belajar 4 – Teknik Pengefraisan
1. Tujuan Pembelajaran
Setelah mempelajari materi ini, dengan melalui mengamati, menanya,
pengumpulan data, mengasosiasi dan mengkomunikasikan, peserta didik dapat:
a. Menjelaskan metode pemotongan yang benar pada proses pemesinan frais
b. Menjelaskan macam-macam teknik proses pengefraisan
c. Menjelaskan teknik pengefraisan rata sejajar dan siku arah mendatar
(horizontal)
d. Menjelaskan teknik pengefraisan rata sejajar dan siku arah tegak (vertikal)
e. Menjelaskan teknik pengefraisan bidang miring
f. Menjelaskan teknik pengefraisan alur
g. Menjelaskan teknik pengefraisan bentuk persegi
h. Menjelaskan langkah-langkah pengoperasian mesin frais
i. Menjelaskan fungsi kepala pembagi
j. Menyebutkan macam-macam system pembagian
k. Menjelaskan system pembagian langsung dan sederhana
l. Menerapkan K3L pada pada proses pengefraisan
2. Uraian Materi
Sebelum mempelajari materi parameter pemotongan pada mesin frais, lakukan
kegiatan sebagai berikut:
Pengamatan:
Silahkan anda mengamati beberapa kegiatan proses pengefraisan seperti terlihat pada
(Gambar 4.1) atau objek lain sejenis disekitar anda. Pada saat melakukan proses
pengefrasian seperti yang anda lihat, untuk dapat menghasilkan produk sesuai
tuntutan pekerjaan tentunya memerlukan beberapa teknik pengefraisan. Tugas anda
adalah, menyebutkan teknik apa saja yang diperlukan untuk melakukan proses
pengefraisan benda tersebut dan jelaskan caranya.
270
Gambar 4.1. Proses Pengerjaan pada mesin frais
Menanya:
Apabila anda mengalami kesulitan dalam menjawab tugas diatas, bertanyalah/
berdiskusi/ berkomentar kepada sasama teman atau guru yang sedang membimbing
anda.
Mengekplorasi:
Kumpulkan data secara individu atau kelompok, terkait tugas tersebut melalui:
benda konkrit, dokumen, buku sumber, atau hasil eksperimen.
Mengasosiasi:
Setelah anda memilki data dan menemukan jawabannya, selanjutnya jelaskan
bagaimana cara menerapkan pada proses pengefraisan.
Mengkomunikasikan:
Presentasikan hasil pengumpulan data-data anda, terkait teknik proses penefraisan
dan selanjutnya buat laporannya.
TEKNIK PENGEFRAISAN
Yang dimaksud teknik pemngefraisan adalah, bagaimana cara melakukan berbagai
macam proses pengefraisan yang dilakukan dengan menggunakan prosedur dan tata
cara yang dibenarkan oleh dasar-dasar teori pendukung yang disertai penerapan
kesehatan, keselamatan kerja dan lingkungan (K3L). Pada saat melaksanakan proses
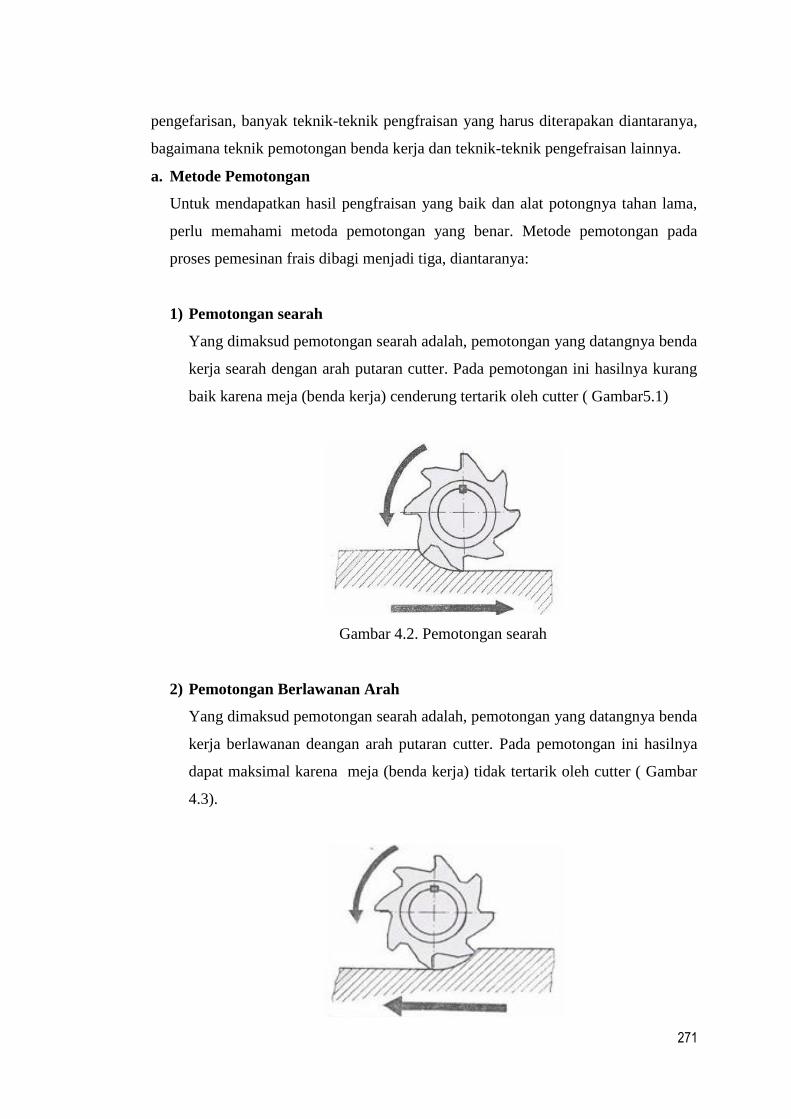
271
pengefarisan, banyak teknik-teknik pengfraisan yang harus diterapakan diantaranya,
bagaimana teknik pemotongan benda kerja dan teknik-teknik pengefraisan lainnya.
a. Metode Pemotongan
Untuk mendapatkan hasil pengfraisan yang baik dan alat potongnya tahan lama,
perlu memahami metoda pemotongan yang benar. Metode pemotongan pada
proses pemesinan frais dibagi menjadi tiga, diantaranya:
1) Pemotongan searah
Yang dimaksud pemotongan searah adalah, pemotongan yang datangnya benda
kerja searah dengan arah putaran cutter. Pada pemotongan ini hasilnya kurang
baik karena meja (benda kerja) cenderung tertarik oleh cutter ( Gambar5.1)
Gambar 4.2. Pemotongan searah
2) Pemotongan Berlawanan Arah
Yang dimaksud pemotongan searah adalah, pemotongan yang datangnya benda
kerja berlawanan deangan arah putaran cutter. Pada pemotongan ini hasilnya
dapat maksimal karena meja (benda kerja) tidak tertarik oleh cutter ( Gambar
4.3).
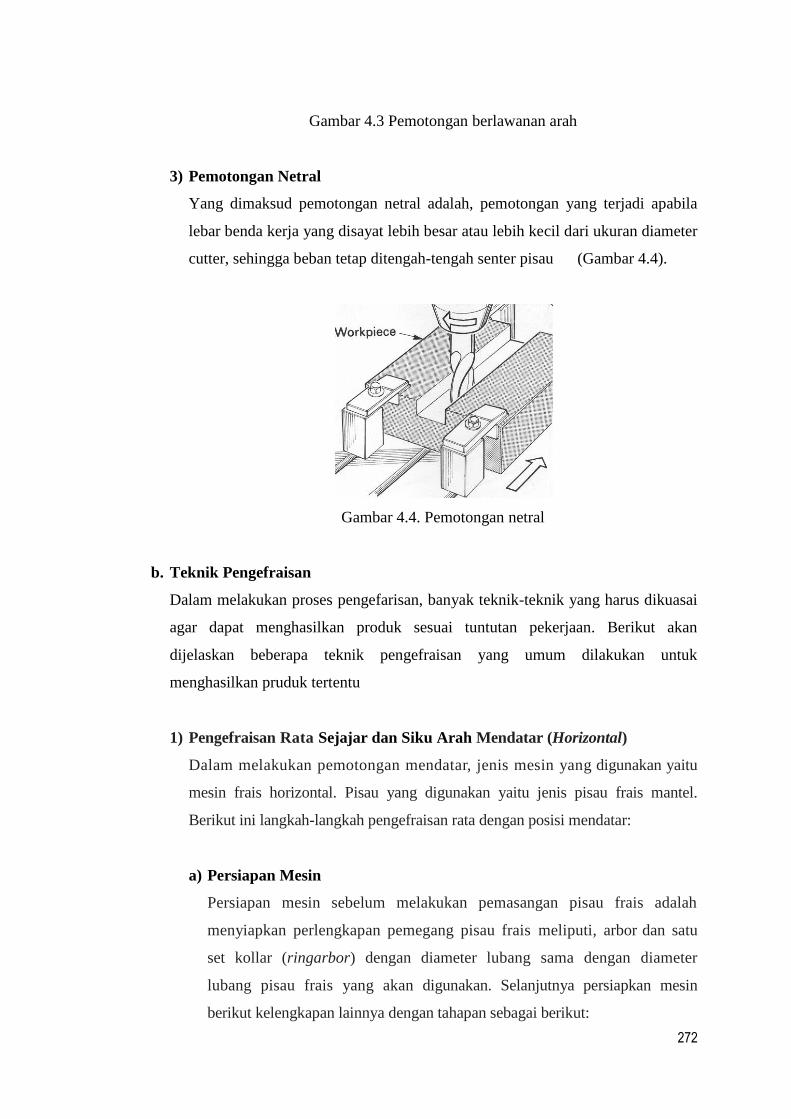
272
Gambar 4.3 Pemotongan berlawanan arah
3) Pemotongan Netral
Yang dimaksud pemotongan netral adalah, pemotongan yang terjadi apabila
lebar benda kerja yang disayat lebih besar atau lebih kecil dari ukuran diameter
cutter, sehingga beban tetap ditengah-tengah senter pisau (Gambar 4.4).
Gambar 4.4. Pemotongan netral
b. Teknik Pengefraisan
Dalam melakukan proses pengefarisan, banyak teknik-teknik yang harus dikuasai
agar dapat menghasilkan produk sesuai tuntutan pekerjaan. Berikut akan
dijelaskan beberapa teknik pengefraisan yang umum dilakukan untuk
menghasilkan pruduk tertentu
1) Pengefraisan Rata Sejajar dan Siku Arah Mendatar (Horizontal)
Dalam melakukan pemotongan mendatar, jenis mesin yang digunakan yaitu
mesin frais horizontal. Pisau yang digunakan yaitu jenis pisau frais mantel.
Berikut ini langkah-langkah pengefraisan rata dengan posisi mendatar:
a) Persiapan Mesin
Persiapan mesin sebelum melakukan pemasangan pisau frais adalah
menyiapkan perlengkapan pemegang pisau frais meliputi, arbor dan satu
set kollar (ringarbor) dengan diameter lubang sama dengan diameter
lubang pisau frais yang akan digunakan. Selanjutnya persiapkan mesin
berikut kelengkapan lainnya dengan tahapan sebagai berikut:

273
Geser lengan mesin (Gambar 4.5a), dan lepaskan pendukung (support)
arbornya (Gambar 4.5b).
Bersihkan arbor dan lubang spindel pada bagian tirusnya (Gambar 4.6).
Pasang arbor pada spindle mesin dan ikat arbor dengan mengencangkan
kepala baut pengikat yang terletak dibelakang bodi mesin (Gambar 4.7).
Gambar 4.5a. Menggeser lengan mesin
Gambar 4.5b. Melepas pendukung arbor
Gambar 4.6. Membersihkan arbor dan lubang spindel pada bagian tirusnya
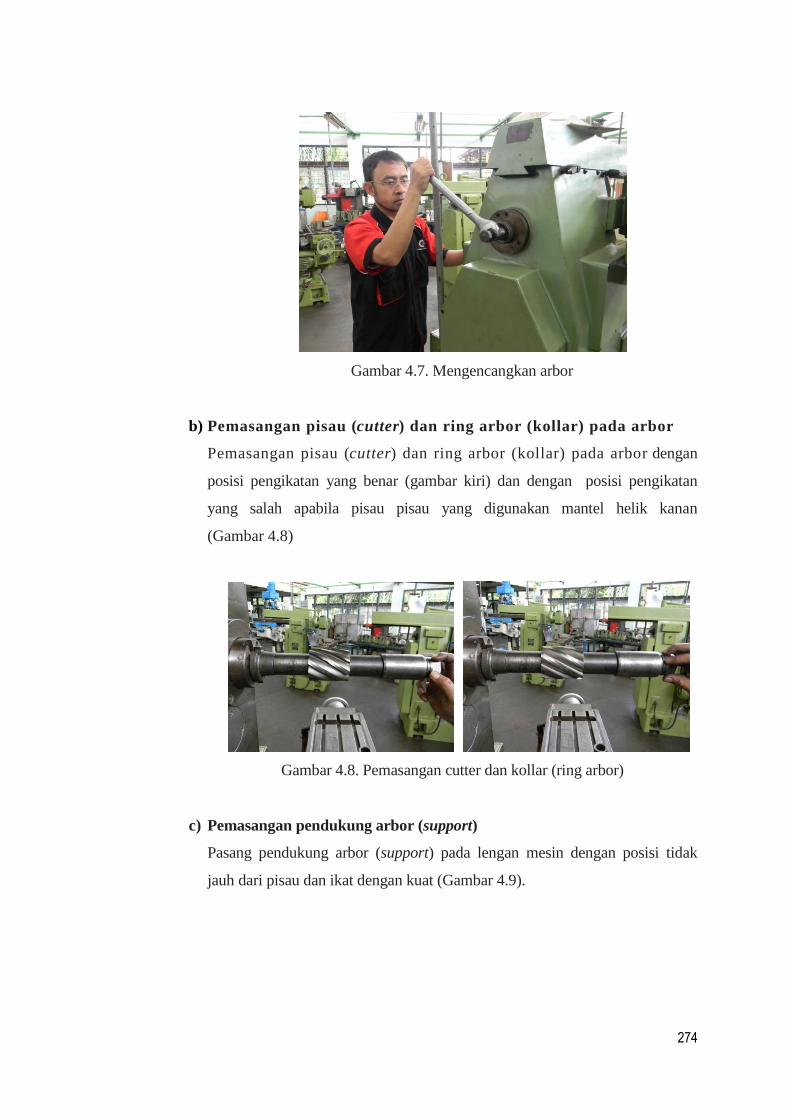
274
Gambar 4.7. Mengencangkan arbor
b) Pemasangan pisau (cutter) dan ring arbor (kollar) pada arbor
Pemasangan pisau (cutter) dan ring arbor (kollar) pada arbor dengan
posisi pengikatan yang benar (gambar kiri) dan dengan posisi pengikatan
yang salah apabila pisau pisau yang digunakan mantel helik kanan
(Gambar 4.8)
Gambar 4.8. Pemasangan cutter dan kollar (ring arbor)
c) Pemasangan pendukung arbor (support)
Pasang pendukung arbor (support) pada lengan mesin dengan posisi tidak
jauh dari pisau dan ikat dengan kuat (Gambar 4.9).

275
Gambar 4.9. Pemasangan pendukung arbor
d) Pemasangan Ragum
Pemasangan ragum pada meja mesin faris tahapan sebagaiberikut:
Pasang ragum pada meja mesin frais pada posisi kurang lebih di tengah-
tengah meja mesin agar mendapatkan area kerja yang maksimal.
Lakukan pengecekan kesejajaran ragum.Apabila jenis pekerjaannya tidak
dituntut hasil kesejajaran dengan kepresisian yang tinggi pengecekan
kesejajaran ragum dapat dilakukan dengan penyiku (Gambar 4.10a).
Apabila hasil kesejajarannya dituntut dengan kepresisian yang tinggi
pengecekan kesejajaran ragum harus dilakukan dengan dial indicator
(Gambar 4.10b).
(a) (b)
Gambar 4.10. Pemasangan ragum
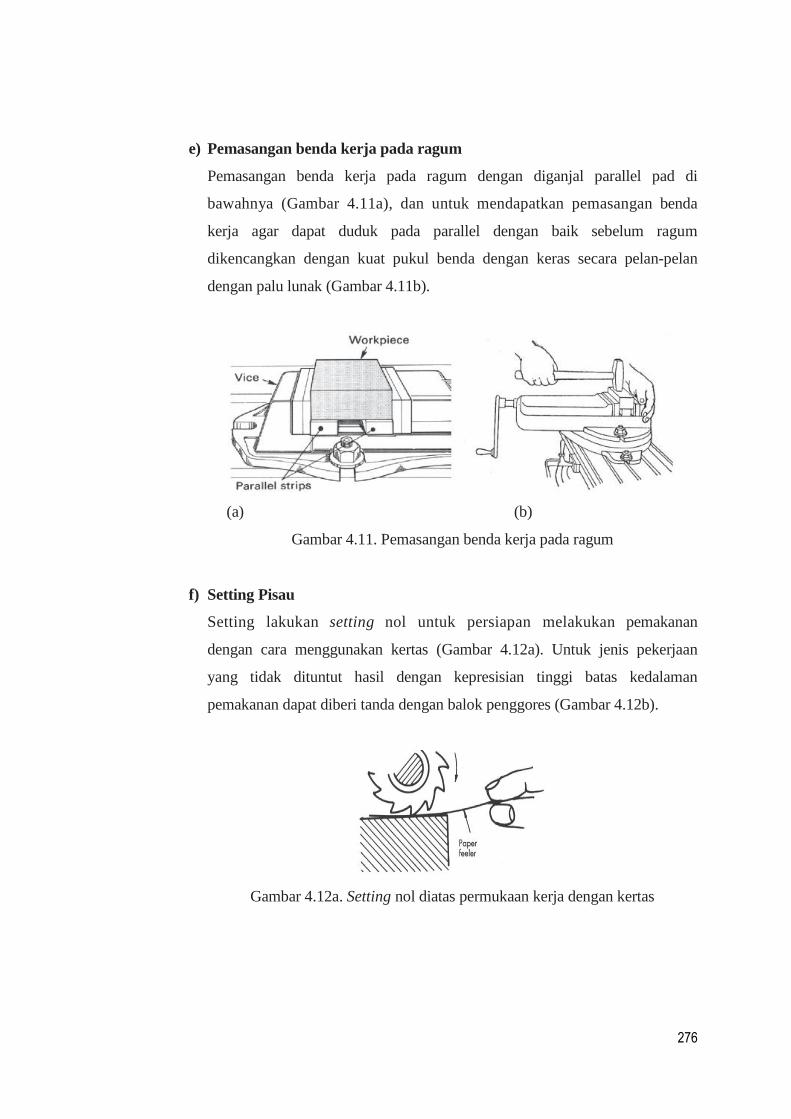
276
e) Pemasangan benda kerja pada ragum
Pemasangan benda kerja pada ragum dengan diganjal parallel pad di
bawahnya (Gambar 4.11a), dan untuk mendapatkan pemasangan benda
kerja agar dapat duduk pada parallel dengan baik sebelum ragum
dikencangkan dengan kuat pukul benda dengan keras secara pelan-pelan
dengan palu lunak (Gambar 4.11b).
(a) (b)
Gambar 4.11. Pemasangan benda kerja pada ragum
f) Setting Pisau
Setting lakukan setting nol untuk persiapan melakukan pemakanan
dengan cara menggunakan kertas (Gambar 4.12a). Untuk jenis pekerjaan
yang tidak dituntut hasil dengan kepresisian tinggi batas kedalaman
pemakanan dapat diberi tanda dengan balok penggores (Gambar 4.12b).
Gambar 4.12a. Setting nol diatas permukaan kerja dengan kertas

277
Gambar 4.12b. Penandaan kedalaman pemakanan
Atur putaran dan feeding mesin sesuai dengan perhitungan atau melihat
table kecepatan potong mesin frais.
Selanjutnya lakukan pemakanan dengan arah putaran searah jarum jam
bila pisau yang digunakan arah mata sayatnya helik kiri (Gambar
5.13).Pemakanannya dapat dilakukan secara manual maupun otomatis.
Gambar 4.13. Proses pemotongan benda kerja
Dalam menggunakan nonius ketelitian yang terletak pada handel mesin
pemutaran roda handel arahnya tidak boleh berlawanan arah dari setting
awal karena akan menimbulkan kesalahan setting yang akan
mengakibatkan hasil tidak presisi (Gambar 4.14).
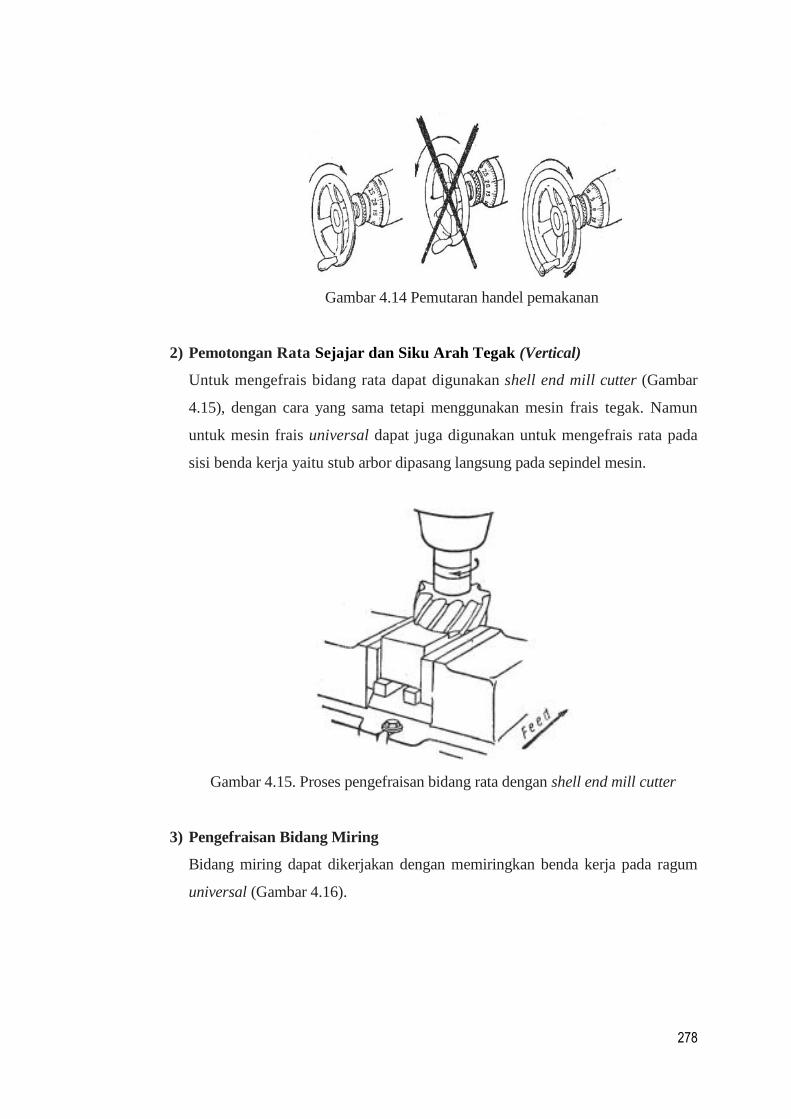
278
Gambar 4.14 Pemutaran handel pemakanan
2) Pemotongan Rata Sejajar dan Siku Arah Tegak (Vertical)
Untuk mengefrais bidang rata dapat digunakan shell end mill cutter (Gambar
4.15), dengan cara yang sama tetapi menggunakan mesin frais tegak. Namun
untuk mesin frais universal dapat juga digunakan untuk mengefrais rata pada
sisi benda kerja yaitu stub arbor dipasang langsung pada sepindel mesin.
Gambar 4.15. Proses pengefraisan bidang rata dengan shell end mill cutter
3) Pengefraisan Bidang Miring
Bidang miring dapat dikerjakan dengan memiringkan benda kerja pada ragum
universal (Gambar 4.16).

279
Gambar 4.16. Pengefraisan bidang permukaan miring
Apabila bidang permukaannya lebih lebar diperlukan memasang cutter pada arbor
yang panjang dengan pendukung (Gambar 4.17).
Gambar 4.17. Pengefraisan bidang miring yang lebar
4) Pengefraisan Alur
Pengefraisan Alur V Menggunakan pisau Sudut
Pemotongan bidang miring atau sudut juga dapat dibuat dengan pisau
sudut. Hasil pengefraisan menggunakan pisau dua sudut 45° (Gambar 4.18
dan prosesnya dapat dilihat pada (Gambar 4.19)

280
Gambar 4.218. Blok-V
Gambar 4.19. Pengefraisan blok-V
5) Pengefraisan Alur Tembus
Banyak bagian mesin yang mempunyai bentuk/bidang beralur. Proses
pengerjaannya seperti ditunjukkan pada (Gambar 4.20).
Gambar 4.20. Pengefraisan alur
6) Pengefraisan Alur Pasak
Pembuatan alur pasak pada mesin frais dapat dilakukan dengan berbagai cara
diantaranya, pemotongan dilakukan dengan posisi horizontal menggunakan

281
pisau frais mantel (Gambar 4.21), pemotongan dilakukan dengan posisi
horizontal menggunakan pisau jari yang pemegang pisaunya dipasang pada
lubang sepindel (Gambar 4.22) dan pemotongan dilakukan dengan posisi
vertikal (Gambar 4.23)
Gambar 4.21. Pengefraisan alur pasak posisi horizontal
menggunakan pisau faris mantel
Gambar 4.22. Pengefraisan alur pasak posisi horizontal
menggunakan pisau frais jari
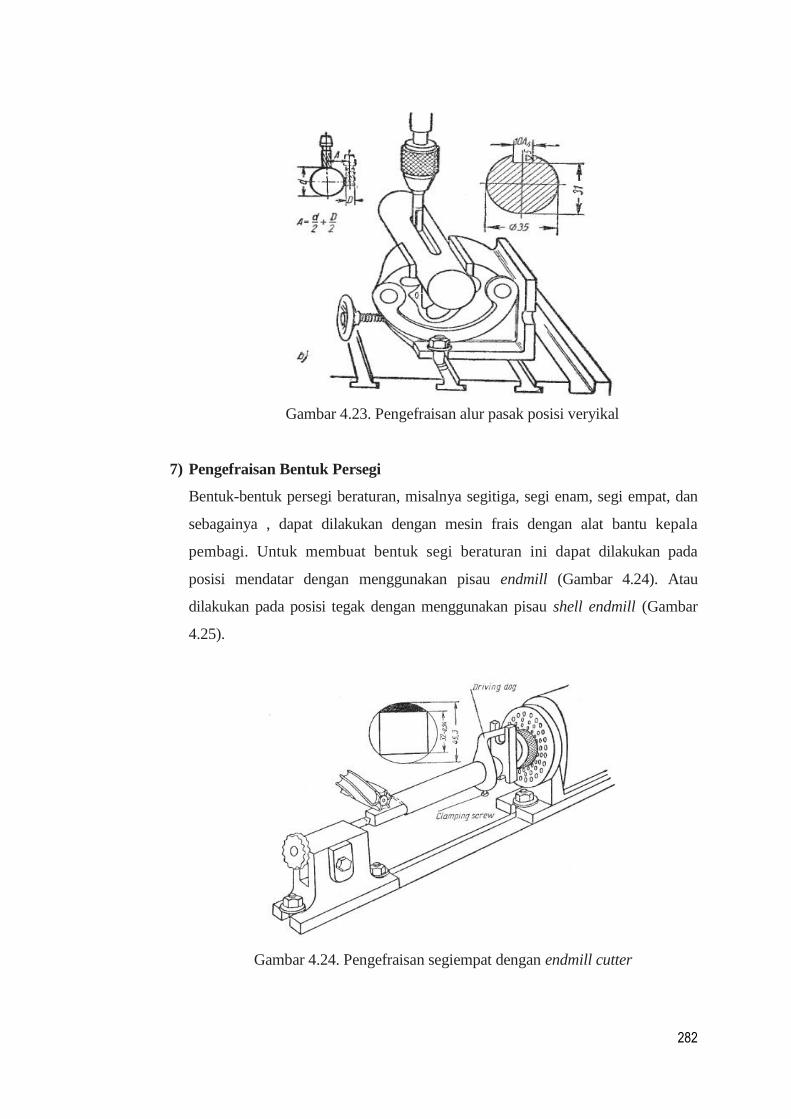
282
Gambar 4.23. Pengefraisan alur pasak posisi veryikal
7) Pengefraisan Bentuk Persegi
Bentuk-bentuk persegi beraturan, misalnya segitiga, segi enam, segi empat, dan
sebagainya , dapat dilakukan dengan mesin frais dengan alat bantu kepala
pembagi. Untuk membuat bentuk segi beraturan ini dapat dilakukan pada
posisi mendatar dengan menggunakan pisau endmill (Gambar 4.24). Atau
dilakukan pada posisi tegak dengan menggunakan pisau shell endmill (Gambar
4.25).
Gambar 4.24. Pengefraisan segiempat dengan endmill cutter
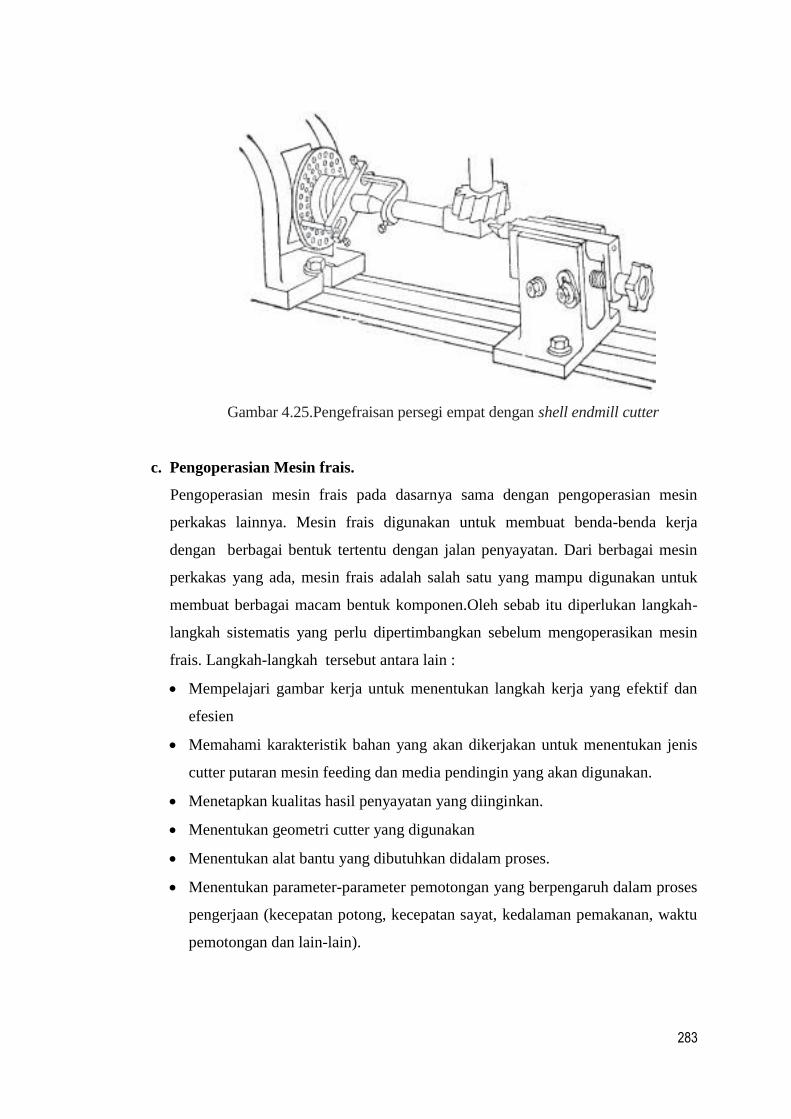
283
Gambar 4.25.Pengefraisan persegi empat dengan shell endmill cutter
c. Pengoperasian Mesin frais.
Pengoperasian mesin frais pada dasarnya sama dengan pengoperasian mesin
perkakas lainnya. Mesin frais digunakan untuk membuat benda-benda kerja
dengan berbagai bentuk tertentu dengan jalan penyayatan. Dari berbagai mesin
perkakas yang ada, mesin frais adalah salah satu yang mampu digunakan untuk
membuat berbagai macam bentuk komponen.Oleh sebab itu diperlukan langkah-
langkah sistematis yang perlu dipertimbangkan sebelum mengoperasikan mesin
frais. Langkah-langkah tersebut antara lain :
Mempelajari gambar kerja untuk menentukan langkah kerja yang efektif dan
efesien
Memahami karakteristik bahan yang akan dikerjakan untuk menentukan jenis
cutter putaran mesin feeding dan media pendingin yang akan digunakan.
Menetapkan kualitas hasil penyayatan yang diinginkan.
Menentukan geometri cutter yang digunakan
Menentukan alat bantu yang dibutuhkan didalam proses.
Menentukan parameter-parameter pemotongan yang berpengaruh dalam proses
pengerjaan (kecepatan potong, kecepatan sayat, kedalaman pemakanan, waktu
pemotongan dan lain-lain).
284
d. Sistem Pembagian
Di dalam mesin frais atau milling machine, selain mengerjakan pekerjaan-
pekerjaan pengefraisan rata, menyudut, membelok, mengatur dsb, dapat pula
mengerjakan benda kerja yang berbidang-bidang atau bersudut-sudut. Yang
dimaksud benda kerja yang berbidang-bidang ialah benda kerja yang mempunyai
beberapa bidang atau sudut atau alur beraturan misalnya segi banyak beraturan,
batang beralur, roda gigi, roda gigi cacing, dan sebagainya.
Untuk dapat mengerjakan benda-benda kerja tersebut di atas, mesin frais
dilengkapi dengan kepala pembagi dan kelengkapannya. Kepala pembagi ini
berfungsi untuk membuat pembagian atau mengerjakan benda kerja yang
berbidang-bidang tadi dalam sekali pencekaman.
Dalam pelaksanaannya, operasi tersebut di atas ada lima (lima) cara, yang
merupakan tingkatan cara pengerjaan, yaitu:
Pembagian langsung (direct indexing)
Pembagian sederhana (simple indexing)
Pembagian sudut (angel indexing)
Pembagian differensial (differential indexing)
Pembagian sudut differensial (differential angel indexing)
Dari kelima cara tersebut, merupakan tingkatan-tingkatan cara pengerjaan, artinya
cara yang kedua lebih sulit/rumit dari pada cara yang pertama, cara yang ketiga
adalah cara yang lebih sulit/rumit dari cara yang kedua, demikian pula cara
keempat adalah cara yang lebih dari pada cara ketiga. Cara kelima adalah cara
yang paling sulit/rumit dan digunakan apabila keempat cara yang lainnya tidak
dapat dilaksanakan. Pada materi ini hanya akan dibahas sestem pembagian
langsung dan sederhana
1) Pembagian Langsung
Yang dimaksud dengan pembagian langsung adalah, cara mengerjakan benda
kerja dibagi menjadi berbidang-bidang dengan cara pembagian langsung, yang
dilakukan dengan memutar spindel kepala pembagi yang mengacu pada alur-
alur/lubang-lubang pelat pembagi .
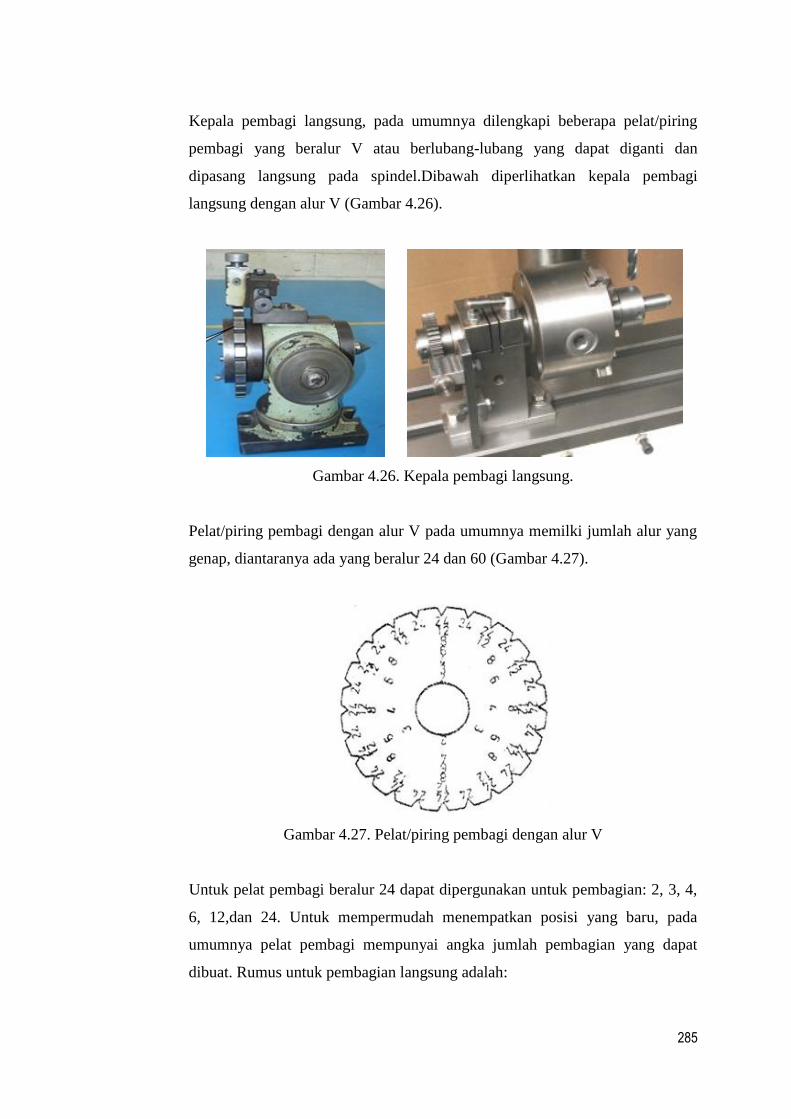
285
Kepala pembagi langsung, pada umumnya dilengkapi beberapa pelat/piring
pembagi yang beralur V atau berlubang-lubang yang dapat diganti dan
dipasang langsung pada spindel.Dibawah diperlihatkan kepala pembagi
langsung dengan alur V (Gambar 4.26).
Gambar 4.26. Kepala pembagi langsung.
Pelat/piring pembagi dengan alur V pada umumnya memilki jumlah alur yang
genap, diantaranya ada yang beralur 24 dan 60 (Gambar 4.27).
Gambar 4.27. Pelat/piring pembagi dengan alur V
Untuk pelat pembagi beralur 24 dapat dipergunakan untuk pembagian: 2, 3, 4,
6, 12,dan 24. Untuk mempermudah menempatkan posisi yang baru, pada
umumnya pelat pembagi mempunyai angka jumlah pembagian yang dapat
dibuat. Rumus untuk pembagian langsung adalah:
286
Jumlah alur =Jumlah alur V pada pelat pembagi
Jumlah bidang yang akan dibuat
Sedangakan pelat pembagi dengan lubang-lubang, mempunyai satu lingkaran
lubang dan terdapat pula angka-angka yang menyatakan nomor lubang itu.
Cara kerjanya sama dengan plat pembagi beralur V, hanya saja fungsi pengunci
indeks diganti dengan pen indeks.
Contoh:
Sebuah benda kerja bulat akan dibuat menjadi 8 (delapan) bidang segi
beraturan, dengan kepala pembagi langsung yang pelat pembaginya
mempunyai alur 24. Hitung agar supaya mendapatkan pembagian yang sama.
Jawaban:
Jumlah alur =Jumlah alur V pada pelat pembagi
Jumlah bidang yang akan dibuat
Jumlah alur = 24
8= 3 alur
Jadi untuk mengerjakan setiap bidang, maka spindel kepala pembagi (benda
kerja) diputar sebanyak 3 alur, dan pengunci indeks dimasukkan pada alur
keempat bila dihitung dari tempat semula.Atau sebaiknya, pengunci indeks
ditempatkan pada angka yang sesuai dengan pembagian yang dikehendaki.
2) Pembagian Sederhana
Melakukan pembagian dengan kepala pembagi langsung, jumlah pembagian
dan sudut putarnya sangat terbatas. Untuk jumlah pembagian dan sudut putar
banyak, digunakan kepala pembagi universal (Gambar 4.28).

287
Gambar 4.29. Kepala pembagi universal
Kepala pembagi jenis ini terdiri dari dua bagian utama yaitu, roda gigi cacing
dan ulir cacing.Perbandingan antara jumlah gigi cacing dengan ulir cacing
disebut ratio.Ratio kepala pembagi pada umumnya 1:40 dan 1:60, akan tetapi
yang paling banyak digunakan adalah yang rationya 1 : 40. Artinya, satu
putaran roda gigi cacing memerlukan 40 putaran ulir cacing.
Dalam pelaksanaannya untuk membuat segi-segi nberaturan, kepala pembagi
universal dapat digunakan untuk pembagian langsung.Namun apabila
pembagian tidak dapat dilakukan dengan system pembagian langsung,
pembagiannya dapat dilakukan menggunakan bantuan pelat/piring pembagi
(Indexsing plate)(Gambar 4.30), yang diputar dengan engkol kepala
pembagi(Indexs Crank) dan dibatasi dengan lengan/gunting penepat.
Gambar 4.30. Pelat/piring pembagi
288
Fungsi dari indexsing plate ini adalah untuk menempatkan pemu-
taran/pembagian benda kerja yang diinginkan. Dengan lubang-lubang yang ada
pada indeksing plate itulah dapat menempatkan pembagian benda kerja sesuai
dengan yang diinginkan. Dengan demikian, semakin banyak lingkaran lubang
yang ada, makin banyak pula kemungkinan benda kerja dapat membuat segi
nberaturan lebih banyak. Pembuatan/pembagian benda kerja yang dapat
dilaksanakan dengan lubang-lubang yang ada, inilah yang disebut pembagian
sederhana. Sedangkan engkol pembagi (Indexs Crank) berfungsi untuk
memutar batang ulir cacing. Lengan penempat gunanya untuk menempatkan
pen indeks. Pada beberapa kepala pembagi, ulir cacing dapat diputar lepas dari
roda gigi cacing.
Kepala pembagi universal biasanya dilengkapi dengan 3 buah pelat pembagi,
tetapi ada juga yang hanya mempunyai 2 buah. Jumlah lubang setiap lingkaran
harus dipilih untuk pembagian yang mungkin dibuat dalam hubungannya
dengan ulir cacing pada kepala pembagi.
Dibawah ini ditunjukkan beberapa contoh set indexcing plate diantaranya:
Mesin frais Accera:
Keping I : 15; 18; 21; 29; 37; 43
Keping II : 16; 19; 23; 31; 39; 47
Keping III : 17; 20; 27; 33; 41; 49
Mesin frais Brown & Sharpe:
Keping I : 15; 16; 17; 18; 19; 20
Keping II : 21; 23; 27; 29; 31; 33
Keping III : 37; 39; 41; 43; 47; 49
Mesin frais Hero:
Keping I : 20; 27; 31; 37; 41; 43; 49; 53.
Keping II : 23; 29; 33; 39; 42; 47; 51; 57.

289
Mesin frais Vilh Pedersen:
Keping I : 30; 41; 43; 48; 51; 57; 69; 81; 91; 99; 117.
Keping II : 38; 42; 47; 49; 53; 59; 77; 87; 93; 111; 119.
Apabila diketahui perbandingan antara jumlah gigi cacing dengan ulir cacing
(rationya) = 40 : 1 atau i = 40 : 1, berarti 40 putaran ulir cacing atau putaran
engkol pembagi, membuat satu putaran roda gigi cacing atau benda kerja.
Untuk T pembagian yang sama dari benda kerja, setiap satu bagian
memerlukan:
𝑛𝑐 = 𝑅𝑎𝑡𝑖𝑜
𝑇=
40: 1
𝑇=
𝑖
𝑇𝑃𝑢𝑡𝑎𝑟𝑎𝑛
Keterangan:
Nc = putaran indeks
i = angka pemindahan (ratio)
T = pembagian benda kerja
Perlu diingat bahwa, apabila pembagian yang dikehendaki lebih dari 40, ulir
cacing diputar kurang dari satu putaran, dan bila pembagian kurang dari 40,
ulir cacing diputar lebih dari satu putaran.
Contoh :
Sebuah benda kerja akan dibuat alur berjumlah 16 bagian yang sama
(Gambar 4.31). Hitung nc , apabila i = 40 : 1
Gambar 4.31. Pembagian alur jumlah 16
Jawaban:
𝑛𝑐 =𝑖
𝑇=
40
16= 2
8
16𝑃𝑢𝑡𝑎𝑟𝑎𝑛

290
Jadi, engkol kepala pembagi diputar dua putaran penuh, ditambah 8 lubang pen
indeks pada piring pembagi yang jumlahnya 16, untuk setiap bagian alur benda
kerja.
e. Penerapan Kesehatan, Keselamatan Kerja dan Lingkungan (K3L) Pada
Proses Pengefraisan
Kegiatan produksi pada bengkel manufaktur terutama pada proses pengefraisan;
penerapan kesehatan, keselamatan kerja dan lingkungan (K3L) di lingkungan
kerja seharusnya sudah menjadi keasadaran diri yang harus dilaksanakan tanpa
adanya peringatan dan bahkan paksaan dari siapapun. Karena pada dasarnya
penerapan K3L di lingkungan kerja secara langsung maupun tidak langsung akan
berdampak pada diri sendiri, orang disekitarnya, mesin, peralatan dan lingkungan
kerja sehari-hari. Dengan demikian, apabila K3L diterapkan dengan penuh
kesadaran akan berdampak positif dan jika tidak akan berdampak negatif terhadap
diri sendiri dan lingkungan kerja.
Terdapat beberapa kegiatan standar yang harus dilakukan dan tidak boleh
dilakukan terkait penerapan K3L pada saat melakukan proses pengefraisan,
diantaranya:
1) Yang harus dilakukan
Kegiatan yang harus dilakukan terkait penerapan K3L pada saat proses
pengefraisan diantaranya:
Menggunakan Pakaian Kerja
Untuk menghindari baju dan celana harian terkena kotoran, oli dan benda-
benda lain pada saat melakukan proses pengefraisan, operator harus
menggunakan pakaian kerja yang standar sebagaimana terlihat pada (Gambar
4.32).
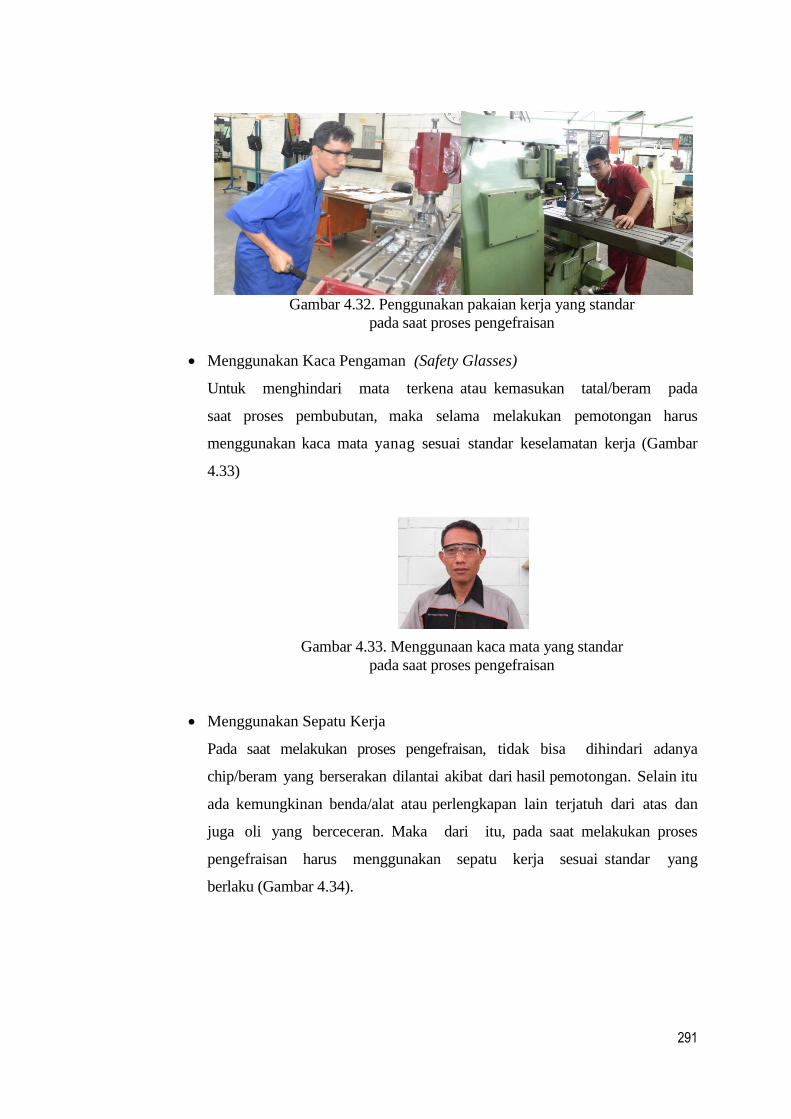
291
Gambar 4.32. Penggunakan pakaian kerja yang standar
pada saat proses pengefraisan
Menggunakan Kaca Pengaman (Safety Glasses)
Untuk menghindari mata terkena atau kemasukan tatal/beram pada
saat proses pembubutan, maka selama melakukan pemotongan harus
menggunakan kaca mata yanag sesuai standar keselamatan kerja (Gambar
4.33)
Gambar 4.33. Menggunaan kaca mata yang standar
pada saat proses pengefraisan
Menggunakan Sepatu Kerja
Pada saat melakukan proses pengefraisan, tidak bisa dihindari adanya
chip/beram yang berserakan dilantai akibat dari hasil pemotongan. Selain itu
ada kemungkinan benda/alat atau perlengkapan lain terjatuh dari atas dan
juga oli yang berceceran. Maka dari itu, pada saat melakukan proses
pengefraisan harus menggunakan sepatu kerja sesuai standar yang
berlaku (Gambar 4.34).

292
Gambar 4.34. Menggunakan sepatu kerja yang standar
pada saat proses pengefraisan
Matikan Mesin Pada Saat Melakukan Pengukuran Benda Kerja
Melakukan pengecekan ukuran benda kerja hasil pengefarisan putaran
mesin harus dalam posisi mati/Off, karena jika tidak tangan rawan terkena
putaran pisau (Gambar 4.35).
Gambar 4.35. Matikan mesin pada saat mengecek hasil pengefraisan
Menggunakan Kuas Pada Saat Membersihkan Mesin
Kecelakaan pada tangan bisa saja terjadi pada saat membersihkan mesin, maka
dari itu selalu gunakan kuas pada saat membersihkan permukaan benda kerja
dan mesin (Gambar 4.36).
Gambar 4.36. Menggunakan Kuas Pada Saat Membersihkan Mesin

293
2) Yang Tidak boleh dilakukan
Kegiatan yang tidak boleh dilakukan pada saat proses pengefraisan
diantaranya:
Menempatkan Peralatan Kerja Yang Tidak Aman
Agar semua peralatan aman dan mudah diambil pada saat akan digunakan,
perlatan harus diletakkan dan ditempatkan pada posisi yang aman dan ditata
dalam penempatannya. Penempatan peralatan sebagaimana (Gambar 4.70),
sangat tidak dibenarkan karena peralatan rawan akan terjadinya kerusakan
akibat saling berbenturan atau mudah terjatuh.
Gambar 470. Penempatkan peralatan kerja yang tidak aman
Meninggalkan Kunci Pengikat Pemegang Pisau/Holder Pada Spindel
Mesin
Meninggalkan kunci pengikat pemegang pisau/holder pada spindel mesin
setelah pemegang pisau dilepas (Gambar 4.71), adalah kegiatan yang sangat
membahyakan bagi operator dan orang-orang yang ada disekitarnya, karena
apabila mesin dihidupkan sedangkan kunci pengikat masih menempel di
spindel mesin, kunci cekam akan terlempar dengan arah yang tidak jelas
sehingga dapat mengenai siapa saja yang ada disekitarnya.

294
Gambar 471. Menempatkan kunci cekam pada
mulut pengencang cekam setelah melepas benda kerja
Berkerumunan Disekitar Mesin Bubut Tanpa Alat Pelindung
Berkerumunan disekirtar mesin bubut tanpa alat pelindung adalah salahsatu
kegitan yang sangat membahayakan, karena rawan terjadi kecelakaan akibat
loncatan tatal/beram atau perlengkapan mesin frais yang terjatuh
(Gambar 4.72).
Gambar 472. Bekerumunan disekitar mesin frais yang sedang beropersi,
tanpa menggunakan pakaian kerja dan alat keselamatan kerja.
Membiarkan air Pendingin dan Tatal/Beram Berserakan di Lantai
Dengan membiarkan air pendingan dan tatal berserakan dilantai pada saat
proses pengefraisan (Gambar 4.73), akan dapat mengakibatkan terjadinya
kecelakaan. Misalnya lantai jadi licin sehingga orang yang lewat mudah
terjatuh dan tatalnya dapat mengakibatkan orang yang lewat terluka kakinya.
Selain itu dilarang keras bekas air pendingin dibuang sembarangan, karena
campuran air pendingin mengandung bahan kimia yang berbahaya.

295
Gambar 473. Membiarkan air pendingan dan tatal berserakan
Menggunakan Sarung Tangan Pada Saat Proses Pengefraisan
Menggunakan sarung tangan pada saat proses pengefraisan, juga sangat
tidak dianjurkan. Karena jika menggunakan sarung tangan kepekaan tangan
jadi berkurang sehingga dalam melakukan pengukuran hasil pengefraisan
kurang sensitif (Gambar 4.74), dan juga tangan jadi kurang peka terhadap
kejadian-kejadian lainnya yang dapat mengakibatkan tangan rawan terjadi
kecelakaan.
Gambar 4.74. Menggunakan sarung tangan pada saat
pada saat melakukan pengukuran benda kerja hasil pengefraisan
Membuang Tatal/Beram Bersama Jenis Sampah Lainnya
Kegiatan membuang tatal/beram hasil pemotongan besama-sama jenis
sampah lainnya sangatlah tidak dianjurkan (Gambar 4.75), karena demi
kesehatan lingkungan sampah jenis organik dan an-organik seharusnya
dibedakan sehingga pengolahan akhirnya lebih mudah
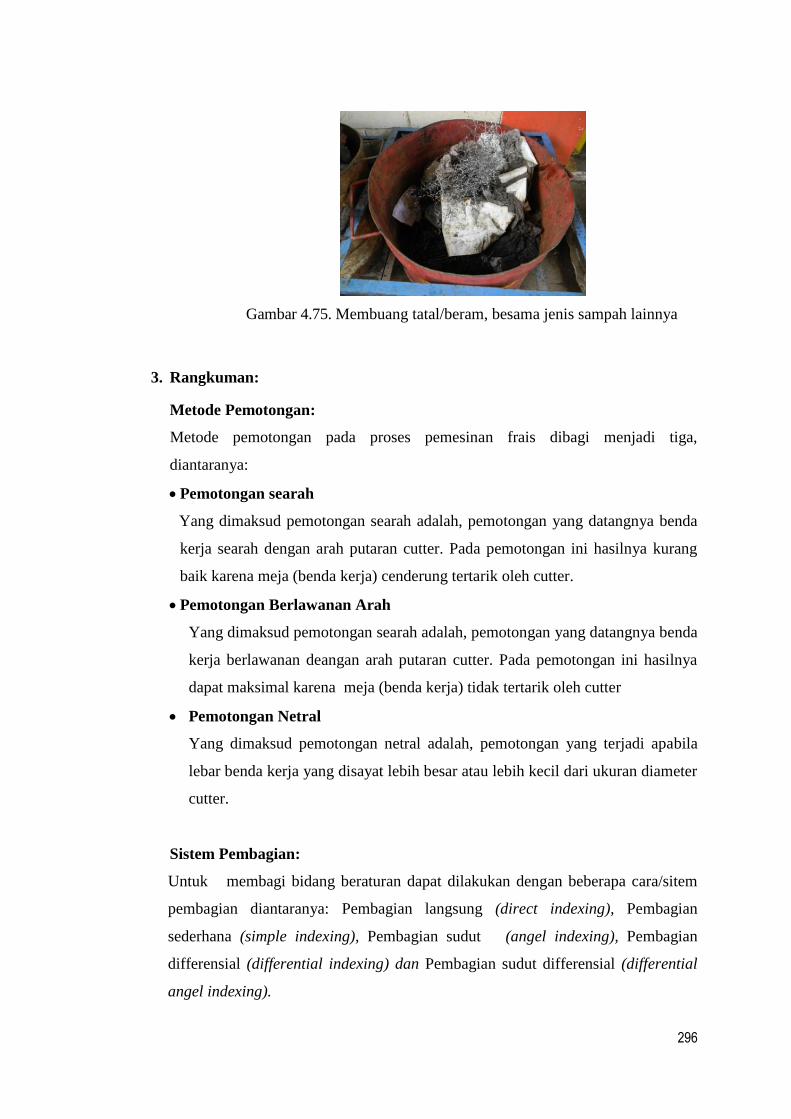
296
Gambar 4.75. Membuang tatal/beram, besama jenis sampah lainnya
3. Rangkuman:
Metode Pemotongan:
Metode pemotongan pada proses pemesinan frais dibagi menjadi tiga,
diantaranya:
Pemotongan searah
Yang dimaksud pemotongan searah adalah, pemotongan yang datangnya benda
kerja searah dengan arah putaran cutter. Pada pemotongan ini hasilnya kurang
baik karena meja (benda kerja) cenderung tertarik oleh cutter.
Pemotongan Berlawanan Arah
Yang dimaksud pemotongan searah adalah, pemotongan yang datangnya benda
kerja berlawanan deangan arah putaran cutter. Pada pemotongan ini hasilnya
dapat maksimal karena meja (benda kerja) tidak tertarik oleh cutter
Pemotongan Netral
Yang dimaksud pemotongan netral adalah, pemotongan yang terjadi apabila
lebar benda kerja yang disayat lebih besar atau lebih kecil dari ukuran diameter
cutter.
Sistem Pembagian:
Untuk membagi bidang beraturan dapat dilakukan dengan beberapa cara/sitem
pembagian diantaranya: Pembagian langsung (direct indexing), Pembagian
sederhana (simple indexing), Pembagian sudut (angel indexing), Pembagian
differensial (differential indexing) dan Pembagian sudut differensial (differential
angel indexing).

297
Pembagian Langsung:
Yang dimaksud dengan pembagian langsung adalah, cara mengerjakan benda
kerja dibagi menjadi berbidang-bidang dengan cara pembagian langsung, yang
dilakukan dengan memutar spindel kepala pembagi yang mengacu pada alur-
alur/lubang-lubang pelat pembagi. Rumus untuk pembagian langsung adalah:
Jumlah alur =Jumlah alur V pada pelat pembagi
Jumlah bidang yang akan dibuat
Pembagian Sederhana
Melakukan pembagian dengan kepala pembagi langsung, jumlah pembagian
dan sudut putarnya sangat terbatas. Untuk jumlah pembagian dan sudut putar
banyak, digunakan kepala pembagi universal.
Perbandingan antara jumlah gigi cacing dengan ulir cacing disebut ratio. Ratio
kepala pembagi pada umumnya 1:40 dan 1:60, akan tetapi yang paling banyak
digunakan adalah yang rationya 1 : 40. Artinya, satu putaran roda gigi cacing
memerlukan 40 putaran ulir cacing.
Untuk melakukan pembagian yang sama pada sebuah permukaan benda kerja,
setiap satu bagian memerlukan:
𝑛𝑐 = 𝑅𝑎𝑡𝑖𝑜
𝑇=
40: 1
𝑇=
𝑖
𝑇𝑃𝑢𝑡𝑎𝑟𝑎𝑛
Keterangan:
Nc = putaran indeks
i = angka pemindahan (ratio)
T = pembagian benda kerja
Perlu diingat bahwa, apabila pembagian yang dikehendaki lebih dari 40, ulir
cacing diputar kurang dari satu putaran, dan bila pembagian kurang dari 40,
ulir cacing diputar lebih dari satu putaran.
Penerapan Kesehatan, Keselamatan Kerja dan Lingkungan (K3L) Pada Proses
Pengefraisan:
Terdapat beberapa kegiatan standar yang harus dilakukan dan tidak boleh dilakukan
terkait penerapan K3L pada saat melakukan proses pengefraisan, diantaranya:

298
Yang harus dilakukan
Kegiatan yang harus dilakukan terkait penerapan K3L pada saat proses
pengefraisan diantaranya:
Menggunakan Pakaian Kerja
Menggunakan kaca pengaman (safety glasses)
Menggunakan sepatu kerja
Matikan Mesin pada saat melakukan pengukuran benda kerja
Menggunakan kuas pada saat membersihkan mesin
Yang Tidak boleh dilakukan
Kegiatan yang tidak boleh dilakukan terkait penerapan K3L pada saat melakukan
proses pengefraisan, diantaranya:
Menempatkan peralatan kerja yang tidak aman
Meninggalkan kunci pengikat pemegang pisau/holder pada spindel mesin
Berkerumunan disekitar mesin frais tanpa menggunakan pakaian kerja dan alat
keselamatan kerja.
Membiarkan air pendingin dan tatal/beram berserakan di lantai
Menggunakan sarung tangan pada saat proses pengefraisan
Membuang tatal/beram bersama jenis sampah lainnya
4. Tugas
1. Buat ringkasan dengan singkat terkait materi proses pengefraisan
2. Jelaskan dengan singkat, mengapa dalam proses pengefraisan harus
menggunakan teknik-teknik benar?.
5. Test Formatif
1. Metode pemakanan pada proses penegfraisan ada tiga. Sebutkan dan jelaskan!
2. Menjelaskan macam-macam teknik proses pengefraisan
3. Jelaskan dengan singkat teknik pengefraisan rata, sejajar dan siku arah
mendatar (horizontal)
4. Jelaskan dengan singkat teknik pengefraisan rata sejajar dan siku arah tegak
(vertikal)
5. Jelaskan dengan singkat teknik pengefraisan bidang miring
299
6. Jelaskan dengan singkat teknik pengefraisan alur
7. Jelaskan dengan singkat pengefraisan bentuk persegi
8. Jelaskan dengan singkat langkah-langkah pengoperasian mesin frais
9. Jelaskan dengan singkat fungsi kepala pembagi
10. Sebutkan macam-macam system pembagian
11. Sebuah benda kerja bulat akan dibuat menjadi 12 (delapan) bidang segi
beraturan, dengan kepala pembagi langsung yang pelat pembaginya
mempunyai alur 24. Hitung agar supaya mendapatkan pembagian yang sama.
12. Sebuah benda kerja akan dibuat alur dengan kepala pembagi universal
berjumlah 18 bagian yang sama . Hitung nc , apabila i = 40 : 1.
13. Menjelaskan system pembagian langsung dan sederhana
14. Menerapkan K3L pada pada proses pengefraisan

300
Soal Praktek 1:
Latihan mengefrais rata, sejajar dan siku
1. Peralatan:
a. Mesin frais dan perlengkapanya
b. Shell endmill cutter berikut holdernya
c. Paralel pad
d. Palu lunak
e. Mistar sorong
f. Kikir halus
g. Penyiku
2. Bahan:
Baja lunak MS 104 x 40 x 24 mm
3. Keselamatan Kerja
a. Periksa alat-alat sebelum digunakan
b. Simpan peralatan pada tempat yang aman dan rapih selama dan sesudah
digunakan
c. Gunakan alat-alat keselamatan kerja pada sat praktikum
d. Operasikan mesin sesuai SOP
e. Pelajari gambar kerja, sbelum melaksanakan praktikum
f. Laksanakan pengecekan ukuran secara berulang sebelum benda kerja
dinilaikan

301
Gambar Kerja 1:
UKURAN NOMINAL 0.5 S.D 3 DIATAS 3 S.D 6
DIATAS 6 S.D 30
DIATAS 30 S.D 120
DIATAS 120S.D315
DIATAS 315 S.D 1000
TOLERANSI YANG
DIIZINKAN
HALUS ± 0,05 ± 0,05 ± 0,1 ± 0,15 ± 0,2 ± 0,3
SEDANG ±0,1 ± 0,1 ± 0,2 ± 0,3 ± 0,5 ± 0,8
KASAR ± 0,2 ± 0,5 ± 0,8 ± 1,2 ± 2
Jumlah Nama Bagian No.Bag Bahan Ukuran Keterangan
I II III Perubahan
Pengganti dari
Diganti dengan
LATIHAN MENGEFRAIS RATA, SIKU DAN SEJAJAR (BALOK)
Skala Digambar 15.11.13 Odi
Diperiksa Deden
Dilihat
Disetujui Hadi M
PPPPTK BMTI - BANDUNG
N7

302
Lembar Penilaian Proses 1:
Tahapan Uraian Kegiatan
Hasil
Penilaian Keterangan
Ya Tidak
Persiapan Memahami SOP
Menyiapkan alat keselamatan kerja
Menyiapkan gambar kerja
Menyiapkan mesin dan kelengkapannya
Menyiapkan alat potong sesuai kebutuhan
kerja
Mengkondisikan lingkungan kerja
Proses Menerapkan SOP
Menerpakan prinsip-prinsip K3
Membaca dan memahami gambr kerja
Menyimpan perlengkapan mesin sesuai
SOP
Menyimpan alat potong sesuai SOP
Menyimpan alat ukur sesuai SOP
Memasang dan menggunakan
perlengkapan mesin sesuai SOP
Menggunakan alat potong sesuai SOP
Menggunakan alat ukur sesuai SOP
Menggunakan putaran mesin sesuai SOP
Menggunakan feding mesin sesuai SOP
Mengopersikan mesin sesuai SOP
Akhir
Kegiatan
Membersihkan dan merawat alat ukur
Membersihkan mesin dan
perlengkapannya
Membersikan dan merawat alat potong
Membersih lingkungan kerja dan
sekitarya
Memberi pelumas pada bagian mesin
sesuai SOP
SISWA: GURU PEMBIMBING:
Nama : Nama :
Tanda Tangan : Tanda Tangan :

303
Lembar Penilaian Hasil Produk 1:
LEMBAR PENILAIAN
MENGEFRAIS RATA, SEJAJAR DAN
SIKU
Kode :
Mulai tgl :
Waktu Dicapai :
Standard :
SUB KOMPONEN
Nilai
Keterangan
Maks. Yang
dicapai
UKURAN:
Panjang 100 14
Lebar 36 14
Tebal 12 14
Kesejajaran bidang
A1-A2
8
Kesejajaran bidang
B1-B2
8
Kesejajaran bidang
C1-C2
8
Kesikuan C-A 8
Kesikuan B-A 8
Kesikuan C-B 8
Sub total 90
TAMPILAN:
Kehalusan permukaan
N7 (6 bidang )
6
Penyelesaian/finising 4
Sub total 10
TOTAL 100
Nilai hasil
persentase:
Nilai akhir:
SISWA: GURU PEMBIMBING:
Nama : Nama :
Tanda Tangan : Tanda Tangan :

304
Soal Praktek 2:
Latihan mengefrais miring, mengebor alur dan chmamper.
1. Peralatan:
a. Mesin frais dan perlengkapanya
b. Mat bor Ø 10,3 berikut cekam bornya
c. Endmill cutter Ø 20 mm berikut koletny
d. Kontersingg Ø 25 mm, sudut 90 º
e. Paralel pad
f. Palu lunak
g. Mistar sorong
h. Kikir halus
i. Penyiku
2. Bahan:
Baja lunak MS 100 x 36 x 20mm
3. Keselamatan Kerja
a. Periksa alat-alat sebelum digunakan
b. Simpan peralatan pada tempat yang aman dan rapih selama dan sesudah
digunakan
c. Gunakan alat-alat keselamatan kerja pada sat praktikum
d. Operasikan mesin sesuai SOP
e. Pelajari gambar kerja, sbelum melaksanakan praktikum
f. Laksanakan pengecekan ukuran secara berulang sebelum benda kerja
dinilaikan
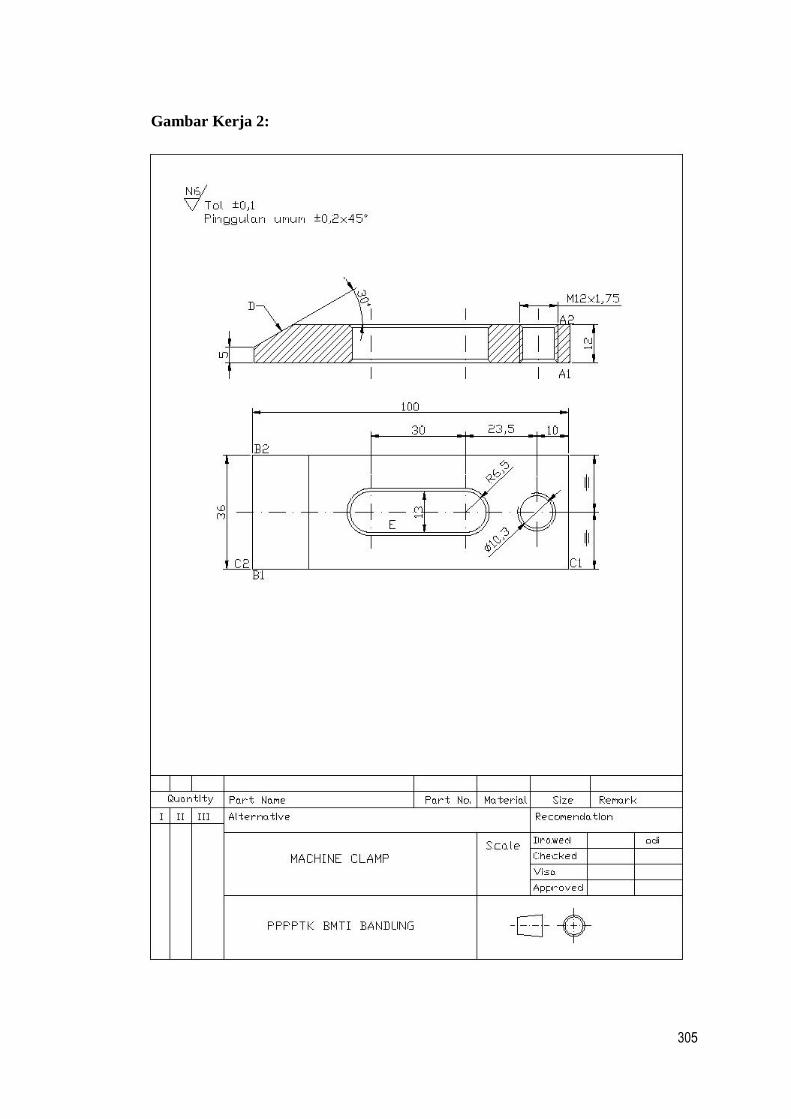
305
Gambar Kerja 2:

306
Lembar Penilaian Proses 2:
Tahapan Uraian Kegiatan
Hasil
Penilaian Keterangan
Ya Tidak
Persiapan Memahami SOP
Menyiapkan alat keselamatan kerja
Menyiapkan gambar kerja
Menyiapkan mesin dan kelengkapannya
Menyiapkan alat potong sesuai kebutuhan
kerja
Mengkondisikan lingkungan kerja
Proses Menerapkan SOP
Menerpakan prinsip-prinsip K3
Membaca dan memahami gambr kerja
Menyimpan perlengkapan mesin sesuai
SOP
Menyimpan alat potong sesuai SOP
Menyimpan alat ukur sesuai SOP
Memasang dan menggunakan
perlengkapan mesin sesuai SOP
Menggunakan alat potong sesuai SOP
Menggunakan alat ukur sesuai SOP
Menggunakan putaran mesin sesuai SOP
Menggunakan feding mesin sesuai SOP
Mengopersikan mesin sesuai SOP
Akhir
Kegiatan
Membersihkan dan merawat alat ukur
Membersihkan mesin dan
perlengkapannya
Membersikan dan merawat alat potong
Membersih lingkungan kerja dan
sekitarya
Memberi pelumas pada bagian mesin
sesuai SOP
SISWA: GURU PEMBIMBING:
Nama : Nama :
Tanda Tangan : Tanda Tangan :

307
Lembar Hasil Produk 2:
LEMBAR PENILAIAN
MNGEFRAIS ALUR, CHAMPER,
MIRING DAN MENGEBOR
Kode :
Mulai tgl :
Waktu Dicapai :
Standard :
SUB KOMPONEN
Nilai
Keterangan
Maks Yang
dicapai
UKURAN:
Jarak 10 12
Jarak 23,5 12
Jarak 30 12
Lebar 13 4
Tebal 5 10
Sudut 30º 6
Lubang ulir 10,3 4
Ulir M12x1,75 4
Champer ulir (2 bidang) 4
Champer alur (2 bidang) 4
Kesimetrisan alur
terhadap bidang B1 dan
B2
6
Kesimetrisan lubang ulir
terhadap bidang B1 dan
B2
6
Ketegaklurusan ulir
terhadap bidang A
6
Sub total 90
TAMPILAN:
Kehalusan permukaan N7
bidang D
3
Kehalusan permukaan N7
bidang alur 3
Kehalusan permukaan N7
bidang champer
2
Penyelesaian/finising 2
Sub total 10
TOTAL 100
Nilai hasil
persentase:
Nilai akhir:
SISWA: GURU PEMBIMBING:
Nama : Nama :
Tanda Tangan : Tanda Tangan :
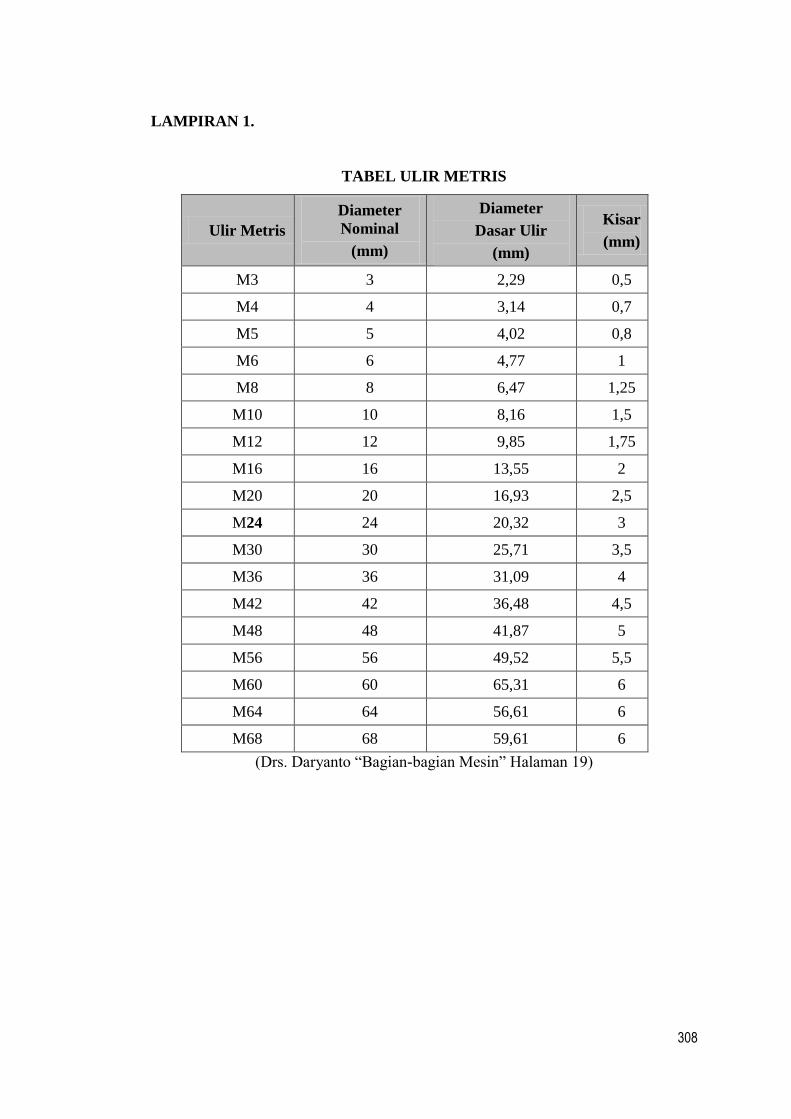
308
LAMPIRAN 1.
TABEL ULIR METRIS
Ulir Metris
Diameter
Nominal
(mm)
Diameter
Dasar Ulir
(mm)
Kisar
(mm)
M3 3 2,29 0,5
M4 4 3,14 0,7
M5 5 4,02 0,8
M6 6 4,77 1
M8 8 6,47 1,25
M10 10 8,16 1,5
M12 12 9,85 1,75
M16 16 13,55 2
M20 20 16,93 2,5
M24 24 20,32 3
M30 30 25,71 3,5
M36 36 31,09 4
M42 42 36,48 4,5
M48 48 41,87 5
M56 56 49,52 5,5
M60 60 65,31 6
M64 64 56,61 6
M68 68 59,61 6
(Drs. Daryanto “Bagian-bagian Mesin” Halaman 19)
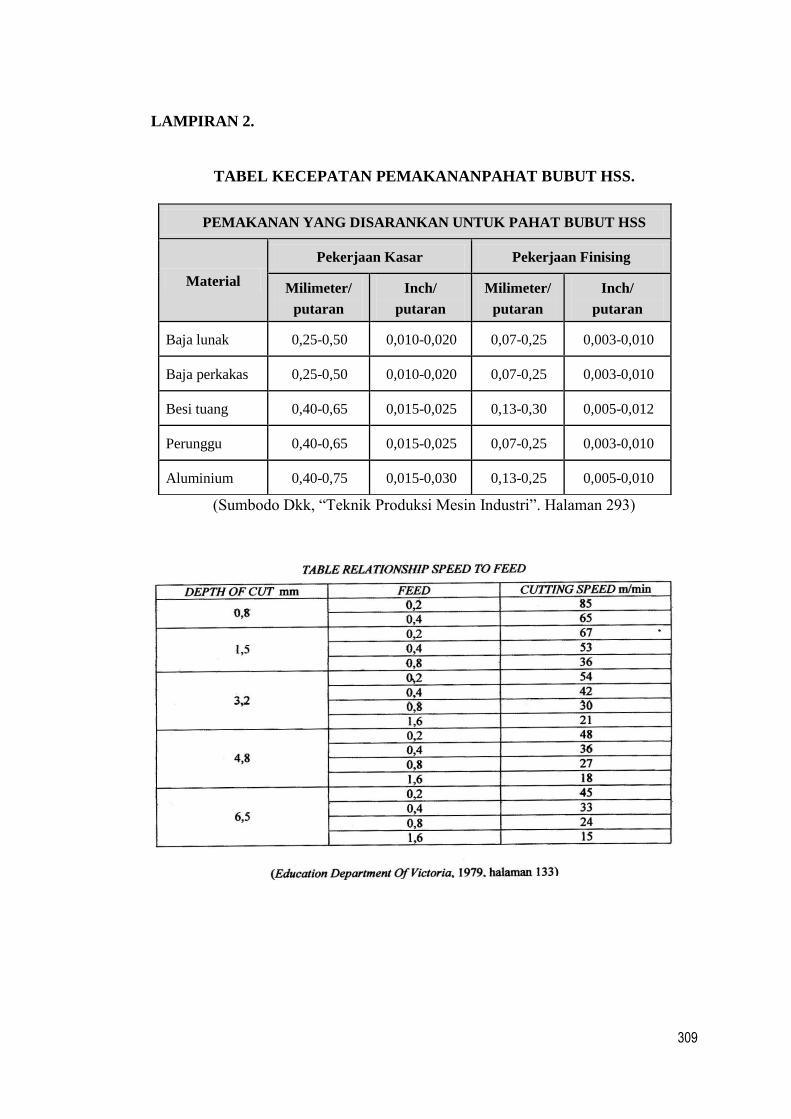
309
LAMPIRAN 2.
TABEL KECEPATAN PEMAKANANPAHAT BUBUT HSS.
(Sumbodo Dkk, “Teknik Produksi Mesin Industri”. Halaman 293)
PEMAKANAN YANG DISARANKAN UNTUK PAHAT BUBUT HSS
Material
Pekerjaan Kasar Pekerjaan Finising
Milimeter/
putaran
Inch/
putaran
Milimeter/
putaran
Inch/
putaran
Baja lunak 0,25-0,50 0,010-0,020 0,07-0,25 0,003-0,010
Baja perkakas 0,25-0,50 0,010-0,020 0,07-0,25 0,003-0,010
Besi tuang 0,40-0,65 0,015-0,025 0,13-0,30 0,005-0,012
Perunggu 0,40-0,65 0,015-0,025 0,07-0,25 0,003-0,010
Aluminium 0,40-0,75 0,015-0,030 0,13-0,25 0,005-0,010

310
TABEL KECEPATAN PEMAKANAN UNTUK PROSES BOR
Kecepatan Pemakanan (mm/putaran) Diameter Mata Bor (mm)
0,02 ÷ 0,05 < 3
0,05 ÷ 0,1 3 ÷ 6
0,1 ÷ 0,2 6 ÷ 12
0,2 ÷ 0,4 12 ÷ 25
(Education Departemen Of Victoria, 1979, 132)

311
DAFTAR PUSTAKA
Widarto, (2088), Teknik Pemesinan Juilid 1, Direktorat Pembinaan Sekolah
Menengah Kejuruan. Direktirat Jendral Manajemen Pendidikan Dasar dan
Menengah, Departemen Pendidikan Nasional.
Wirawan Sumbodo dkk, (2008).Teknik Produksi Mesin Industri jilid II. Direktorat
Pembinaan Sekolah Menengah Kejuruan. Direktirat Jendral Manajemen Pendidikan
Dasar dan Menengah, Departemen Pendidikan Nasional.
Rizal Sani, 20006. Dasar Fabrikasi Logam. PPPG Teknologi Bandung.
BM. Surbakty, Kasman Barus (1983). Membubut
C.Van Terheijden, Harun (1985). Alat-alat Perkakas 2.
Daryanto (1987). Mesin Pengerjaan Logam, Bandung : Tarsito
Jhon Gain,(1996). Engenering Whorkshop Practice. An International Thomson
Publishing Company. National Library of Australia
................(1975). Machining in a chuck or with a faceplate 3-5, Canberra :
Department of Labour and Immigration.
…………..(1975). Turning Between Centres, 3-3, Canberra : Department of Labour
and Immigration.
…………..(1975). Thread Cutting 3-6, Canberra : Department of Labour and
Immigration.
Abdul Rachman (1984). Penambatan Frais, Jakarta : Bratasa Karya Aksara.
C.Van Terheijden, Harun . Alat-alat Perkakas 3.
Daryanto (1987). Mesin Pengerjaan Logam, Bandung : Tarsito.
Fitting and Machining Volume 2 : Education Department Victoria.