Teknik Pembentukan Logam Br
105
TEKNIK PEMBENTUKAN LOGAM Oleh : ARYA MAHENDRA SAKTI
-
Upload
rizqiawaludin -
Category
Documents
-
view
59 -
download
18
description
cara pembuatan logam Br
Transcript of Teknik Pembentukan Logam Br

TEKNIK PEMBENTUKAN LOGAM
Oleh : ARYA MAHENDRA SAKTI

Bahan
Dalam berbagai macam pelaksanaan penggunaan bahan perlu diketahui :– Dalam proses perencanaan– Dalam proses pembuatan– Dalam pengoperasian dan perawatan/perbaikan

Klasifikasi Bahan Teknik
1. Bahan Logama. Logam Ferrousb. Logam Non Ferrous
2. Bahan Non Logama. Plastik (Polimer)b. Keramik (Ceramic)c. Komposit (Composite)

Jenis Material
LogamKuat, ulet, mudah dibentuk dan bersifat penghantar panas dan listrik yang baik
KeramikKeras, getas dan penghantar panas dan listrik yang buruk
Polimerkerapatan rendah, penghantar panas dan listrik buruk dan mudah dibentuk
Kompositmerupakan ganbungan dari dua bahan atau lebih yang masing-masing sifat tetap

Logam

Keramik

Polimer

Komposit

Prinsip pemilihan bahan hanya mempertemukan persyaratan/sifat-sifat yang diminta oleh suatu desain peralatan / konstruksi, dengan sifat-sifat dan kemampuan-kemampuan bahan yang dapat dipergunakan

Persyaratan yang diminta Sifat Mekanik
Kekuatan, kekakuan, keuletan, ketangguhan, kekerasan
Sifat FisikHeat conduktifity, bentuk, dimensi, struktur mikro elektrical conductivity, head expansion
Sifat KimiaSifat tahan korosi

Faktor Lain Pemilihan Bahan
Availability (apakah bahan tersedia di pasaran, seberapa banyak )
Teknologi yang tersedia untuk mengolah Berbagai faktor ekonomis (harga bahan,
harga produk)

PERKEMBANGAN AWAL
tahun pengecoran deformasi penyambungan
pemesinan keramik plastik Mesin & kontrol
2500 Coran pola lilin (perunggu)
Pemotongan geser, pembentukan pelat
penyolderan., pematrian
Pengedrilan, penggergajian
Rigi-rigi kaca, roda tembikar
Kayu, serat alami
Roda driil tali
0 Pres skrup, pembuatan uang logam, penempaan
Perekatan difusi
pengikiran Pembuatan kaca dgn peniupan
Engkol
1800 Rangka-rangka cetak
Pres desak dalam, penggilasan, ekstrusi
Pengeboran, pembubutan, pembuatan sekrup dgn pengirisan
Ekstrusi, kaca lembaran, porselen
Mesin uap, mesin bor-freis, dril tekan, kartu 2 lubang

tahun pengecoran deformasi penyambungan
pemesinan keramik plastik Mesin & kontrol
1900 Alumunium Pelubangan pipa, ekstrusi
Pengelasan asetelin, busur listrik
Pembuatan roda gigi, HSS
Pembuatan botol otomat
Motor listrik, mesin bubut khusus
1960 Pembekuan cepat
Ekstrusi hidrostatik, pembentukan plastik super
Pengelasan busur-plasma, sinar elektron
Intan sintetis
Kaca apung
Asetat, polikarbonat, poliprofil
CNC,CAD, robot teknologi kelompok
1990 Bubuk-bubuk fasa nano
Pemesinan berat
Superkonduktor suhu tinggi
Manufaktur ramping, manufaktur cerdas-tangkas

Perencanaanproses
Persiapanproduksi
Rancangan produk
Rancangan konseptual
Pelanggan
LayananKepada
pelanggan
Pengiriman
Kontrolproduksi
Pemrosesan
Riset danPengembangan
proses
Database umum
REALISASI PRODUKDI SUATU SISTEM

MATERIAL YANG SERING DIPAKAI
Produksi dunia Konsumsi energi
106Mg MJ/kg
Bahan 1972 1994 Dari biji Dari skrap
Besi (baja) 634 750 35 14Alumunium 11 19,4 240 13Tembaga 7 11,5 120 20
Seng 5,2 7,1 70 20Timah 3,6 5,4 30 10Nikel 0,6 0,9 150 16
Magnesium 0,26 0,34 380 10Titanium 0,06 0,1 550Plastik 130 170
Plywood 10
Mg (metric tonne) = 1000 Kg = 2200 lb

STRUKTUR KRISTAL DAN DEFORMASI

Struktur AtomZat terdiri dari susunan atom.Atom terdiri dari inti atom (Proton dan Neutron) yang dikelilingi oleh elektron.Setiap atom mempunyai jumlah kulit atom yang berbeda.Setiap kulit atom ditempati beberapa elektron berdasarkan 2n2.

SUSUNAN ATOM

Ikatan Atom
Ikatan IonikYatiu bila ada dua atom atau lebih yang melakukan gaya tarik menarik untuk bertukar muatan, supaya menjadi stabil.Contoh : NaCl

CONTOH IKATAN IONIK

Ikatan KovalenYatiu bila ada dua atom atau lebih yang melakukan gaya tarik menarik untuk memakai secara bersama atau meminjamkan muatan yang berbeda, supaya menjadi stabil.Contoh : Cl2, N2, HF.

CONTOH IKATAN KOVALEN

Ikatan LogamDimana ikatan ini terjadi pada hampir semua atom yang berada pada suatu logam.Disini terjadi ikatan ionik dan kovalen yang sangat besar dengan jarak yang relatif stabil.Pada ikatan ini inti atom terbentuk secara beraturan dan elektron yang saling dipinjamkan akan membentuk kabut elektron.

CONTOH IKATAN LOGAM

STRUKTUR KRISTAL
Yaitu susunan atom-atom yang teratur dalam tiga demensi menurut pola tertentu dinamakan kristal.
Kristal-kristal yang tersusun membentuk pola kerangka 3 dimensi disebut dengan space lattice (kisi ruang).

7 Macam Sistem Kristal
1. Cubic.2. Tetragonal.3. Orthorhombic.4. Monoclinic.5. Triclinic.6. Hexagonal.7. Rhombohedral.

Yang sering dipakai
1. Face Centered Cubic (FCC).Kubus Pemusatan Sisi
2. Body Centered Cubic (BCC).Kubus Pemusatan Ruang
3. Hexagonal Close-Packed (HCP).Heksagonal Tumpukan Padat

STRUKTUR ATOM BCC

STRUKTUR ATOM FCC

STRUKTUR ATOM HCP

CACAT PADA KRISTAL
1. Cacat Titik (Point Defect)a. Kekosongan (Vacancy)b. Penggantian (Substitutional)c. Penyisipan (Interstitional)

CONTOH CACAT TITIK

a. Dislokasi Tepi b. Dislokasi ulir
2. Cacat Garis (Line Defect)

CONTOH DISLOKASI TEPI

CONTOH DISLOKASI ULIR

LOGIKA DISLOKASI

3. Cacat Bidang (Interfacial Defect)
Terjadi pada batas butir

a. Renik : Karena ada gelembung udara yang terjebak didalam logam.
b. Retak : Karena logam sudah mengalami kelelahan sehingga terjadi retak.c Inklusi : Karena ada bahan asing yang
terjebak didalam logam.
4. Cacat Ruang (Bulk Defect)

Proses Pembentukan
Yaitu proses pembuatan yang dasarnya dilakukan dengan cara memberikan gaya luar (menekan, memadatkan, menarik, dll) hingga berubah bentuk secara plastis.
Proses pembentukan (forming) adalah proses mengubah bentuk logam dengan suatu gaya pada arah tertentu tanpa menyisakan serpihan.
Proses pembentukan tergantung pada sifat plasticity (plastisitas), yakni kemampuan mengalir sebagai padatan tanpa merusak sifat-sifatnya.

Contoh :
1. Pengerolan2. Tempa3. Ekstrusi4. Penarikan Kawat5. Penarikan Dalam6. Dll.

Kedudukan dengan proses lain:
1. Teknik Pengecoran2. Teknik Pembentukan3. Teknik Pemesinan4. Teknik Pengelasan5. Perlakuan Panas6. Perlakuan Permukaan

Kajian Teknik Pembentukan
1. Bidang Teknologi Proses Tentang Geometri dan kondisi serta parameter proses2. Bidang Mekanika Memperkirakan Gaya, Daya, Serta Energi Pembentukannya3. Bidang Metalurgi Membahas perubahan sifat dari material akibat proses pembentukannya

Tujuan Proses Pembentukan Logam
1. Mengubah bentuk benda kerja menjadi bentuk yang diinginkan.
2. Memperbaiki sifat logam dengan jalan memperbaiki struktur mikronya.
1. Dengan menghaluskan butirnya.2. Memecah dan mendistribusikan Inklusi.3. Menutup rongga cacat coran.4. Memperkuat logam dengan mekanisme
pengerasan regangan.

Klasifikasi Berdasarkan Gaya Pembentukannya :
1. Pembentukan dengan Tekanan : Tempa, Pengerolan, Ekstrusi, Pukul Putar.2. Pembentukan dengan Tekanan dan Tarikan : Penarikan kawat, Penarikan pipa, penarikan dalam, Peniisan dinding tabung, dan spinning.3. Pembentukan dengan Tarikan : Tarik regang, Ekspansi

4. Pembentukan dengan Tekukan : Proses tekuk, Proses roll tekuk5. Pembentukan dengan geseran : Shearing

Kasifikasi Berdasar Bentuk Benda Kerja :
1. Pembentkan benda kerja masif : Tempa, Pengerolan, Ekstrusi, Penarikan Kawat, Penarikan Pipa, Penipisan2. Pembentukan benda kerja pelat : Penarikan Dalam, Proses Tekuk

Klasifikasi Berdasar Tahapan Produk :
1. Proses pembentukan primer : Pengerolan, Ekstrusi2. Proses pembentukan sekunder : Penarikan Kawat, Penarikan Dalam, dan Penarikan Pipa

Kelebihannya & Kekurangannya
Kelebihannya: Karena padatan, maka tidak perlu perangkat pembawa
cairan Tidak ada kompleksitas pemadatan. Dibanding dengan proses pemesinan, proses
pembentukan menghasilkan sekrap yang lebih sedikit.Kekurangannya: Gaya yang diperlukan tinggi, Mesin dan perkakas mahal, Sebagai konsekuensi dari kedua hal tersebut maka
harus dalam produksi besar

klasifikasi forming menurut keadaan tegangan yang bekerja

Variabel Proses Pembentukan
Variabel Bebas: di mana kita dapat mengontrol langsung dan variabel-variabel tersebut biasanya dipilih atau ditentukan ketika proses set-up
Variabel Tak Bebas adalah konsekuensi dari pilihan variable bebas

Variabel Bebas
1. Material permukaan: sifat kimia dan persyaratan sifat dan karakteristik bahan. Dasar pemilihan: kemudahan fabrikasi, dibatasi oleh sifat produk yang diinginkan.
2. Geometri mula dari benda kerja; dipilih dari varietas bentuk yang ada atas pertimbangan ekonomi
3. Geometri perkakas / cetakan; sangat berpengaruh karena sistem perkakas akan memproduksi dan mengontrol aliran logam

4. Pelumasan; 50% daya yang diberikan untuk mengatasi gesekanFungsi pelumas: melumasi, pendingin, pembatas panas, pencegah korosi, senyawa pemusnahYang perlu diperhatikan: tipe pelumas, jumlah yang harus diberikan, dan metode pemberian
5. Suhu permukaan baik untuk benda kerja dan perkakas6. Kecepatan operasi: mempengaruhi efektivitas pelumas,
gaya yang diperlukan untuk operasi, waktu tersedia untuk perpindahan panas
7. Jumlah deformasi

Variabel Tak Bebas
1. Gaya/ daya yang diperlukan2. Sifat material produk; perhatian konsumen pada
bentuk dan sifat material akhir sehingga perencana harus pandai memilih material awal dan memprediksi pengaruh proses dalam mengubah sifat tersebut.
3. Temperatur akhir4. Surface finish (permukaan akhir) dan kehalusan5. Sifat aliran bahan

Friksi dan Lubrikasi
Beberapa proses 50% energi input digunakan untuk mengatasi gesekan
Surface finish dan kepresisisan produk dipengaruhi oleh friksi

Pada gear, bearing, dan komponen sejenis, kondisi friksi melibatkan:
1. Dua permukaan dengan material dan kekuatan serupa
2. Di bawah beban elastik di mana salah satu komponen mengalami perubahan bentuk permanen
3. Keausan berbentuk lingkaran yang menghasilkan kesesuaian permukaan
4. Umumnya suhunya rendah sampai sedang

Pada proses pembentukan
Tool keras dan tak mampu bentuk Hanya sekali / satu tahap deformasi Suhu benda kerja naik / tinggi

Gesekan
Menurut teori friksi modern: “permukaan yang rata tidaklah rata”, namun ada kekasaran.
Bila dua permukaan berinteraksi, kontak permukaan dibangkitkan untuk mengatasi beban yang diberikan.
1. Bila beban ringan hanya 3 titik yang kontak2. Bila beban naik luasan kontak naik3. Bila beban tinggi kontak seluruh permukaan4. Bila beban dinaikkan lagi maka luasan permukaan
kontak tak akan naik lagi dan friksi tetap

Slope (gradien)
P
Tekanan kontak, P
Friksi, FF
Pengaruh tekanan kontak terhadap gesekan

Adapun proses pengerjaannya bisa dilakukan dengan :
1. Bahan logam dipanaskan terlebih terlebih dahulu sampai mencapai batas tertentu (Hot Working Process).
2. Bahan logam tetap dingin dalam arti dibawah batas temperatur tertentu (Cold Working Process).

Suhu
Proses forming diklasifikasikan menjadi: Hot working; deformasi dilakukan di bawah kondisi
temperatur dan laju strain (regangan) di mana rekristalisasi terjadi simultan dengan deformasi. Untuk mencapai ini, suhu deformasi biasanya di atas 0.6 kali titik cair material pada skala suhu absolut (Kelvin atau Rankine)
Cold working adalah deformasi di bawah kondisi proses recovery tidak aktif. Biasanya suhu kerja kurang dari 0.3 kali suhu leleh benda kerja
Warm working adalah deformasi di bawah kondisi transisi (yakni suhu kerja antara 0.3 dan 0.6 kali suhu leleh).

Hot working
Hot working didefinisikan sebagi deformasi plastis logam di atas suhu rekristaliasinya. Yang perlu diingat bahwa beda material beda suhu rekristalisasinya. Misalnya tin / timah putih (Sn) pada suhu kamar, baja pada suhu 2000 0F, tungsten pada suhu sampai 4000 0F belum mencapai daerah hot working.
Kenaikan suhu berpengaruh terhadap penurunan tegangan yield logam dan meningkatkan keuletannya.

Keuntungan hot working:
Pada suhu hot working, rekristalisasi mengeliminasi efek dari strain hardening (pengerasan regang) sehingga tidak ada kenaikan signifikan dalam kekuatan yield atau kekerasan atau penurunan keuletan.
Kurva stress-strain sebenarnya mendatar di atas titik yield dan deformasi dapat dipakai mengubah secara drastis bentuk logam tanpa takut akan retak atau diperlukan gaya yang sangat besar.
Mengurangi atau menghilangkan ketidakhomogenan kimiawi Pori-pori dapat dilas atau direduksi ukurannya selama deformasi Struktur metalurgis dapat diubah untuk meningkatkan sifat akhir Pada baja pada suhu rekristalisasi deformasi terjadi pada struktur
Krista austenit FCC yang lemah dan ulet dari pada ferrit BCC yang kuat dan stabil pada suhu rendah.

Kelemahan hot woking:
Suhu tinggi dari hot working meningkatkan reaksi logam dengan sekitarnya
Toleransi yang miskin karena pemendekan termal dan kemungkinan pendinginan yang tidak uniform
Struktur metalurgis mungkin juga tidak uniform Karena ukuran butir akhir tergantung pada reduksi, suhu pada akhir deformasi dan faktor yang lain yang bervariasi sepanjang benda kerja

Bila logam dipanaskan ulang tanpa deformasi sebelumnya maka logam akan mengalami pertumbuhan butir dan penurunan dalam sifatnya.
Namun bila logam telah mengalami deformasi sebelumnya maka struktur yang terdistorsi secara cepat diganti dengan ‘butir bebas rengangan’ baru.

Kemudian rekristalisasi diikuti dengan salah satu dari
1. pertumbuhan butir 2. deformasi tambahan dan rekristalisasi 3. penurunan suhu secara tajam untuk
memberhentikan difusi dan membeku dalam struktrur kristalisasi.

Sifat logam dapat ditingkatkan dengan:
Mengganti struktur awal dengan yang lebih bagus, dapat dihasilkan peningkatan kekuatan, keuletan dan ketangguhan
Reorientasi partikel inklusi atau pengotor yang ada pada logam

Cold working
Cold working adalah deformasi plastis logam di bawah suhu rekristalisasi. Proses biasanya pada suhu kamar, tetapi kenaikan suhu ringan biasa digunakan untuk meningkatkan keuletan dan mengurangi kekuatan.
Keunggulan cold working dibanding hot working Tidak diperlukan panas Permukaan akhir yang diperoleh lebih bagus Kontrol dimensi lebih bagus sehingga sedikit/tidak memerlukan
pemesinan lanjutan Produk memiliki kemampuan reproduksi yang lebih bagus Sifat kekuatan, kelelahan dan keausan ditingkatkan melalui
strain hardening Sifat terarah dapat diberikan Problem kontaminasi diminimisasi

Kelemahan cold working
Diperlukan gaya yang lebih besar untuk memulai dan menyelesaikan proses cold work
Diperlukan perangkat yang lebih berat dan lebih kuat Kurang keuletannya Permukaan logam bersih bebas sisik Anneal mungkin diperlukan untuk mengkompensasi
hilang keuletan yang menyertai strain hardening Pemberian sifat yang terarah mungkin merusak Timbul tegangan sisa yang tak diinginkan

Sifat logam pada cold working
Kesesuaian suatu logam untuk dicold work ditentukan oleh sifat keuletan, di mana sifat ini merupakan konsekuensi langsung dari struktur metalurgis. Kemudian proses cold work mengubah struktur logam dan pada akhirnya mengubah sifat keuletan produk

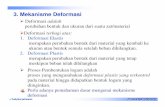
Mekanisme Deformasi
Secara makroskopis, deformasi dapat dilihat sebagai perubahan bentuk dan ukuran. Perubahan bentuk secara deformasi elastis dan deformasi plastis

Secara Mikroskopis
Yaitu disebabkan oleh bergesernya kedudukan atom-atom dari tempatnya semula.Mekanisme Kembaran (Twinning)Yaitu terjadi akibat adanya tegangan geser, sederetan bidang atom akan berpindah tempat.Mekanisme SlipYaitu bila ada tegangan geser yang cukup besar, maka sederetan atom akan bergeser dan berpindah serta menempati posisinya yg baru. Jarak antara atom yang satu dengan yang lain berjauhan.

Kurva tegangan-regangan pada baja karbon rendah (kiri) dan baja karbon tinggi (kanan)

Deformasi elasis sd X1 Deformasi plastis dr X1 sd X4 X4 material putus Besar dari titik yield (X1) yang menentukan
gaya yang diperlukan untuk memulai deformasi permanen,
X1 ke X4, yang menunjukkan jumlah deformasi plastis (atau keuletan) yang bisa dicapai tanpa patah.

Pengaruh pada komposisi bahan
1 Baja karbon rendah: jumlah deformasi yang bisa dilakukan lebih banyak Keuletan yang lebih besar gaya yang lebih kecil diperlukan untuk memulai dan
melanjutkan deformasi.2 Baja karbon tinggi: memiliki koefisien regangan lebih besar. mengalami kenaikan kekuatan yang lebih besar untuk
sejumlah cold work yang sama. akan lebih menarik untuk operasi pemotongan dan lebih mudah untuk dimesin.

Deformasi dapat disimpulkan
1. Adanya tegangan, maka dislokasi bergerak ke permukaan luar, sehingga terjadi deformasi.
2. Selama bergerak terjadi reaksi, hasil reaksinya ada yang mudah bergerak dan ada pula yang sukar bergerak.
3. Hasil reaksi yang sukar bergerak akan berfungsi sebagai sumberdislokasi baru, sehingga kecepatan dislokasi akan bertambah.

4. Akibat naiknya kerapatan dari dislokasi, maka gerakan dislokasi akan lebih sulit akibat makin banyaknya hasil reaksi yang sukar bergerak.5. Akibat nyata dari sukarnya gerakan dislokasi adalah naiknya kekuatan logam tersebut.

Spring back
Bila logam dideformasi dengan pemberian sejumlah beban, sebagian dari deformasi adalah elastis.
Misalnya bila logam ditarik sampai titik X1 pada gambar di atas dan beban dilepaskan, maka logam akan kembali ke bentuk semula karena semua deformasi adalah elastis.
Bila logam ditarik dengan beban X3, yang berhubungan dengan titik b pada kurva tegangan-regangan, regangan total terdiri dari dua bagian, satu bagian elastis dan yang lain plastis. Jika beban deformasi dihilangkan relaksasi tegangan akan mengikuti garis bX2, dan regangan akhir akan hanya X2.
pengurangan regangan , X3 - X2, dikenal sebagai springback.

Springback
Pada proses cold working, bila mengingin-kan ukuran tertentu, deformasi harus dilebihkan sejumlah yang sama dengan springback.
Setiap material memilki modulis elastisitas yang berlainan maka pemberian kelebihan untuk tiap material juga berbeda.
Spring back adalah fenomena yang bisa diperkirakan dan pada hal yang lebih sulit dicegah dengan prosedur desain yang lebih layak.

Dapur peleburan logam

Urutan Proses Pembuatan Billet

Macam Produk dari Billet

Proses Pembuatan Slab

Macam Produk dari Slab

Macam Produk dari Hot Rolled Coil

Contoh Produk

Contoh Produk

Contoh Produk

Contoh Produk


Engineering Stress-Strain Curve

Proses Uji Tarik

Contoh Uji Tarik

Macam-macam proses pembentukan logam
1. Pengerolan (Rolling).2. Tempa (Forging).3. Proses Tarik (Drawing).4. Ekstrusi (Extrusion).5. Proses Putar Tekan (Spinning).6. Proses Potong (Piercing).

Pengerolan (Rolling)
Rolling dipakai sebagai langkah awal dalam proses pembentukan logam dari ingot dan billet menjadi produk akhir.


Tempa (Forging)
Yaitu proses pengerjaan pada material logam secara plastis dengan cara memberikan gaya kompresi pada logam tersebut, baik dengan manual ataupun dengan tekanan mesin.

Contoh mesin tempa

Proses tempa

Ekstrusi (Extrusion)
Yaitu proses pengerjaan panas pada logam padat yang dipaksakan mengalir melalui die, sehingga benda kerja yang diperoleh akan sesuai dengan bentuk die dan ukuran benda kerja yang lebih kecil.


Contoh pengerjaan ekstrusi

Proses Putar Tekan (Spinning)
Adalah proses pembentukan logam secara plastis dari bentuk datar dengan ukuran tertentu menjadi bentuk yang sesuai dengan die dan dengan cara memutarnya dan memberikan tekanan secara lokal pada sisi lainnya.

Proses putar tekan

Contoh pembuatan produk

TERIMA KASIH