Sumario · Sumario • JUNIO 2012 - Nº 29 N u e s t r a P o r t a d a Asociación colaboradora...
58
JUNIO 2012 • Nº 29 TRATER PRESS
Transcript of Sumario · Sumario • JUNIO 2012 - Nº 29 N u e s t r a P o r t a d a Asociación colaboradora...

JUN
IO20
12•
Nº
29T
RA
TER
PRES
S


1
Director: Antonio Pérez de CaminoPublicidad: Carolina AbuinAdministración: María González Ochoa
PEDECA PRESS PUBLICACIONES S.L.U.Goya, 20, 4º - 28001 Madrid
Teléfono: 917 817 776 - Fax: 917 817 126www.pedeca.es • [email protected]
ISSN: 1888-4423 - Depósito legal: M-53065-2007
Diseño y Maquetación: José González OteroCreatividad: Víctor J. RuizImpresión: Villena Artes Gráficas
Redactorhonorífico:José MaríaPalacios
Colaboradores:Manuel A.
Martínez Baena,Juan Martínez
Arcasy Jordi Tartera
Por su amable y desinteresada colaboraciónen la redacción de este número, agradece-mos sus informaciones, realización de repor-tajes y redacción de artículos a sus autores.
TRATER PRESS se publica seis veces al año: Fe-brero, Abril, Junio, Septiembre, Noviembre yDiciembre.
Los autores son los únicos responsables delas opiniones y conceptos por ellos emitidos.
Queda prohibida la reproducción total o parcialde cualquier texto o artículo publicado en TRA-TER PRESS sin previo acuerdo con la revista.
Sumario • JUNIO 2012 - Nº 29
Nue
stra
Port
ada
Asociación colaboradora
Asociaciónde Amigosde la Metalurgia
Editorial 2
Noticias 4Land Instruments lanza la NUEVA Arc • Air Products, reconocida por su responsabilidad corporativa •Schneider Electric presenta los nuevos reguladores de temperatura Zelio Control REG • SYSMAC am-plía su solución con nuevas CPUs de 4 y 8 ejes • Conocer mejor los gases de soldadura • SICK e IDC Tec-nología realizan jornada de seguridad • Pedro Rodríguez, nuevo Director General de RUUKKI Metals pa-ra España y Portugal • AM-201GE, la nueva cámara monocromo.
Artículos
• Fórum de ARCAS - Por Juan Martínez Arcas 12• Durómetro universal totalmente motorizado modelo, Duravision 250/350 de Emcotest - Por Izasa 14• MIDEST 2012, acelerador de encuentros 16• Orbital Aerospace y Matrice, nuevos miembros de HEGAN 18• SECO/WARWICK suministra un conjunto de hornos de vacío al centro Z.P.H. Jan Tarapata 22• Nueva cámara de termografía fija FTI-E 1000 - Por Land Instruments Int. 24• Equipos para la industria del tratamiento térmico - Por Ernesto Guerra 26• Técnicas en Hornos HOT S.L. 27• Comportamiento termomecánico de un acero microaleado al Nb - V - Por E. A. Cartaya, G. Varela, J. M.
Cabrera 28• Algunas consideraciones sobre la nitrocarburación ferrítica gaseosa - Por Manuel Antonio Martínez Ba-
ena y José María Palacios Reparaz (=) 36• Nitruración por plasma de aceros inoxidables. Limitaciones en procesos industriales y optimización
microestructural - Por P. Corengia, E. de las Heras, D. Egidi, A. García-Luis y M. Brizuela 44
Guía de compras 52
Indice de Anunciantes 56
Nuestro programa de fabricación incluye aplicaciones de trata-miento en:• Metales Férricos y No Férricos.• Trabajo en Continuo o Intermitente.• Con o sin Atmósferas Protectoras.• Con calentamiento Eléctrico o a Gas.
Tipos de Hornos para estas Aplicaciones y Procesos:• Horno de Carro.• Horno de Campana.• Horno de Cámara.• Máquina de Cargar.• Horno de Cinta “Cast Link”• Horno de Cinta de Malla.• Horno de Pote.• Horno de Tambor.
• Horno de Empuje.• Horno de Solera de Rodillos.• Horno con Tanque de Temple incorporado.• Horno de Solera Giratoria.• Horno de Retorta Rotativa.• Estufas con recirculación.• Equipos para Calentamiento.• Horno de Vacío.• Equipos Auxiliares.
Ingeniería y Servicios Técnicos, S.A.Avda. Cervantes, 6 - Basauri, Vizcaya, Spain
Tel.: 34-944 409 420 / Fax: 34 - 944 496 624www.insertec.biz
e.mail: [email protected]
Síguenos en
Información / Junio 2012
2
Editorial
AIRE FRESCOLa BIEMH celebra su edición 27 y la revista TRATER Presscon el número que tiene en sus manos, estará presenteen dicho certamen en el Pabellón 1, Stand B-50. No po-día ser de otra forma.
Las expectativas son muy buenas, se intentará potenciarun nuevo rumbo y respirar aire fresco. 4 Pabellones com-pletos son buena muestra de ello.
En esta edición se darán cita 1.171 expositores, entre fa-bricantes, distribuidores y compañías del sector, paraque visitantes de todo el mundo puedan ver y conocerlos últimos desarrollos, tecnologías y servicios de em-presas líderes en su especialidad.
Además y coincidiendo con los días de Feria, se llevarána cabo diversas jornadas técnicas, llenas de innovacio-nes, en las que se conocerá lo más avanzado de la indus-tria.
El grupo PEDECA PRESS PUBLICACIONES no podía faltaa esta cita tan importante, entregando las distintas re-vistas del grupo a expositores y visitantes.
Esperamos poder saludarle personalmente.
Antonio Pérez de Camino

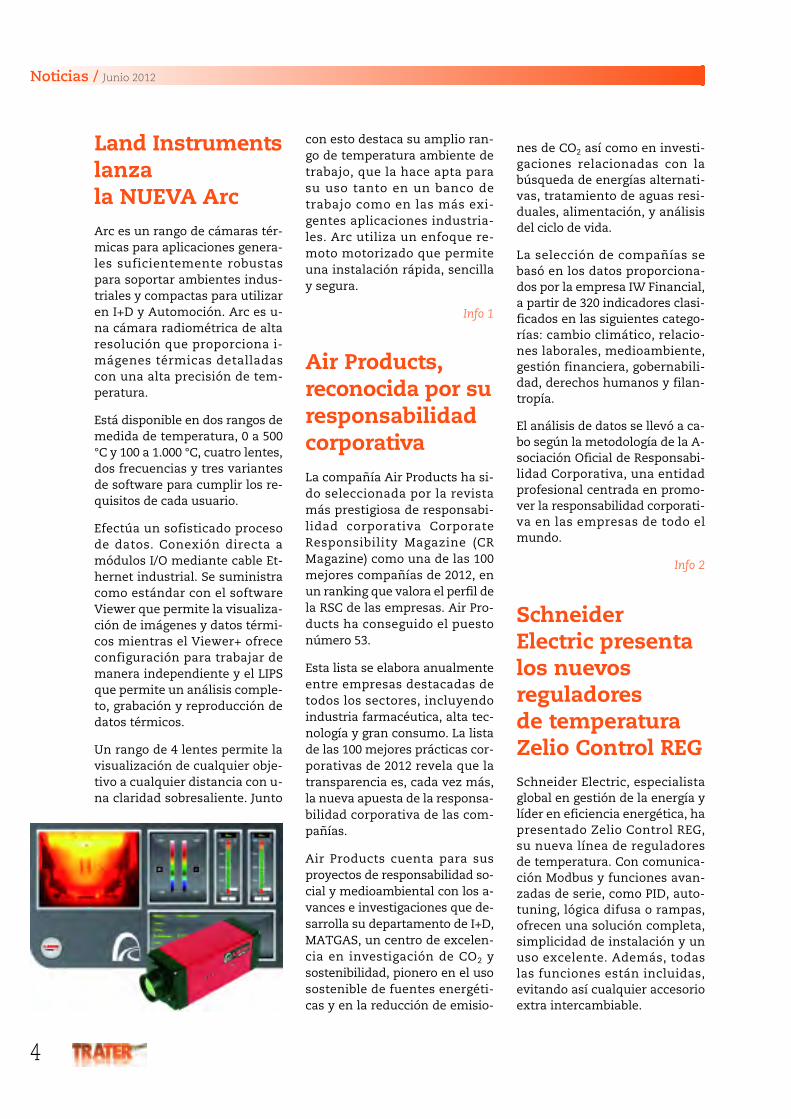
Land Instrumentslanzala NUEVA Arc Arc es un rango de cámaras tér-micas para aplicaciones genera-les suficientemente robustaspara soportar ambientes indus-triales y compactas para utilizaren I+D y Automoción. Arc es u-na cámara radiométrica de altaresolución que proporciona i-mágenes térmicas detalladascon una alta precisión de tem-peratura.
Está disponible en dos rangos demedida de temperatura, 0 a 500°C y 100 a 1.000 °C, cuatro lentes,dos frecuencias y tres variantesde software para cumplir los re-quisitos de cada usuario.
Efectúa un sofisticado procesode datos. Conexión directa amódulos I/O mediante cable Et-hernet industrial. Se suministracomo estándar con el softwareViewer que permite la visualiza-ción de imágenes y datos térmi-cos mientras el Viewer+ ofrececonfiguración para trabajar demanera independiente y el LIPSque permite un análisis comple-to, grabación y reproducción dedatos térmicos.
Un rango de 4 lentes permite lavisualización de cualquier obje-tivo a cualquier distancia con u-na claridad sobresaliente. Junto
nes de CO2 así como en investi-gaciones relacionadas con labúsqueda de energías alternati-vas, tratamiento de aguas resi-duales, alimentación, y análisisdel ciclo de vida.
La selección de compañías sebasó en los datos proporciona-dos por la empresa IW Financial,a partir de 320 indicadores clasi-ficados en las siguientes catego-rías: cambio climático, relacio-nes laborales, medioambiente,gestión financiera, gobernabili-dad, derechos humanos y filan-tropía.
El análisis de datos se llevó a ca-bo según la metodología de la A-sociación Oficial de Responsabi-lidad Corporativa, una entidadprofesional centrada en promo-ver la responsabilidad corporati-va en las empresas de todo elmundo.
Info 2
SchneiderElectric presentalos nuevosreguladoresde temperaturaZelio Control REGSchneider Electric, especialistaglobal en gestión de la energía ylíder en eficiencia energética, hapresentado Zelio Control REG,su nueva línea de reguladoresde temperatura. Con comunica-ción Modbus y funciones avan-zadas de serie, como PID, auto-tuning, lógica difusa o rampas,ofrecen una solución completa,simplicidad de instalación y unuso excelente. Además, todaslas funciones están incluidas,evitando así cualquier accesorioextra intercambiable.
Noticias / Junio 2012
4
con esto destaca su amplio ran-go de temperatura ambiente detrabajo, que la hace apta parasu uso tanto en un banco detrabajo como en las más exi-gentes aplicaciones industria-les. Arc utiliza un enfoque re-moto motorizado que permiteuna instalación rápida, sencillay segura.
Info 1
Air Products,reconocida por suresponsabilidadcorporativaLa compañía Air Products ha si-do seleccionada por la revistamás prestigiosa de responsabi-lidad corporativa CorporateResponsibility Magazine (CRMagazine) como una de las 100mejores compañías de 2012, enun ranking que valora el perfil dela RSC de las empresas. Air Pro-ducts ha conseguido el puestonúmero 53.
Esta lista se elabora anualmenteentre empresas destacadas detodos los sectores, incluyendoindustria farmacéutica, alta tec-nología y gran consumo. La listade las 100 mejores prácticas cor-porativas de 2012 revela que latransparencia es, cada vez más,la nueva apuesta de la responsa-bilidad corporativa de las com-pañías.
Air Products cuenta para susproyectos de responsabilidad so-cial y medioambiental con los a-vances e investigaciones que de-sarrolla su departamento de I+D,MATGAS, un centro de excelen-cia en investigación de CO2 ysostenibilidad, pionero en el usosostenible de fuentes energéti-cas y en la reducción de emisio-


misión de los datos, como porejemplo los valores de los pun-tos preestablecidos, valores pre-sentes y alarmas.
Los reguladores Zelio ControlREG pueden configurarse me-diante el software Zelio ControlSoft (de descarga gratuita en in-ternet), común para todos losmodelos, y con el que se consi-guen ahorros de más del 70%del tiempo en la confiiguraciónde los parámetros.
La nueva solución de la compa-ñía destaca por su alta compaci-dad (<90mm de profundidad), loque permite una fácil inclusiónen las máquinas. Zelio ControlREG está disponible en 3 forma-tos: 24 x 48 mm, que destaca porsu tamaño reducido y funcional,48 x 48 mm, caracterizado porsu excelente combinación y subuena relación tamaño/funcio-nalidad, y 96 x 48 mm, de dise-ño elegante y gran visualizaciónde datos.
Los controladores Zelio ControlREG utilizados con nuestra gamade relés de estado sólido ofrecenuna solución global y eficaz en elcontrol de temperatura en las si-guientes aplicaciones: hornos,HVAC, packaging y textil.
Info 3
SYSMAC amplíasu solucióncon nuevas CPUsde 4 y 8 ejesEsta expansión de la familia Sys-mac es parte del compromiso deOmron para satisfacer las nece-sidades de automatización, ofre-ciendo una solución consistentedesde un bajo número de ejes,hasta las máquinas más gran-des y complejas del mercado,
permitiendo una sencilla y esca-lable construcción modular de lamáquina.
Siguiendo con el lanzamientode la Plataforma de Automati-zación Sysmac el pasado mesde Julio de 2011, Omron amplíala familia de sus controladoresde máquina con el lanzamientode las nuevas CPUs serie NJ3.
Esta nueva serie consiste en dosCPUs de 4 y 8 ejes, con las queOmron amplía su solución y ofre-ce total compatibilidad y escala-bilidad desde 4 hasta 64 ejes.
La serie NJ3 es totalmente com-patible con el controlador de má-quinas NJ5, usando la misma he-rramienta de programación yconfiguración –Sysmac Studio– ylas mismas redes integradas - Et-herCAT para control total de to-da la máquina y EtherNet/IP parainformación de planta. Al igualque NJ5, su hermano pequeñoNJ3 integra la última tecnologíade procesadores de Intel Corpo-ration, aprovechando todas lasventajas de la arquitectura de laplataforma de automatizaciónSysmac.
Info 4
Conocer mejorlos gasesde soldaduraAir Products/Carburos Metáli-cos, ha llevado a cabo un estu-
Noticias / Junio 2012
6
La nueva gama de reguladoresde temperatura Zelio ControlREG de Schneider Electric puedeintegrarse en arquitecturas in-teligentes supervisadas por ter-minales HMI o controladas porautómatas programables (PLC)para el intercambio y la trans-

dio que demuestra la importan-cia de conocer los gases que seemplean en soldadura. Entre lasconclusiones destacan que ele-gir el gas adecuado tiene efectospositivos directos en la calidady productividad del proceso desoldadura y, por el contrario, ungas inadecuado puede ocasio-nar daños como la porosidad ola quiebra del cordón de solda-dura, cuya reparación suponeun gasto cinco veces mayor a laelección adecuada desde elprincipio.
Los resultados de la encuestaque realizó Air Products a másde cuarenta mil expositores enla feria Techni-Show, en Utrech(Países Bajos), muestran la esca-sa atención que ponen los sol-dadores a la hora de adquirirformación sobre las propieda-des de los gases, las mezclas es-peciales, sus funciones y su tec-nología.
Sobre el modo en que los gasesson suministrados, la encuestarevela que el 71% de soldadorestodavía utiliza botellas de 200bar de presión, pero la intencióndel sector es que pronto seanreemplazadas por botellas de300 bar de presión.
Carburos Metálicos ya dispone,en su cartera de productos, de lagama de botellas Integra®, conun tamaño reducido y llenado a300 bar de presión, en lugar de a200 bar como las botellas tradi-cionales. Este factor ofrece ma-yor seguridad al reducir el ries-go de caída y facilitar el manejoy transporte.
Además, Carburos Metálicos su-ministra gases que sirven paraoptimizar los procesos de solda-dura y el corte de diferentes ma-teriales como el acero al carbo-no, el acero inoxidable, elaluminio, o el cobre y sus alea-ciones. Estos gases se emplean,
entre otras aplicaciones, para latecnología láser, en la que la fun-ción del gas es el control de losvapores producidos y la purgadel material de corte; y en la ge-neración del haz láser de CO2, enel que la radiación está produci-da por la molécula de CO2, y portanto requiere el uso de gases omezclas de gases de elevada pu-reza, especialmente concebidospara estas aplicaciones.
Otra solución desarrollada porCarburos Metálicos es la gamade gases Maxx®, que mejoran lacalidad de la soldadura, dismi-nuyen la producción de humosy aumentan la productividadrespecto a los gases tradiciona-les. También dispone de la ga-ma de gases ultrapuros Expe-ris®, que ofrecen la máximafiabilidad y pureza; y las mez-clas Experis®, que tienen hasta10 años de vida estable.
Info 5
SICK e IDCTecnologíarealizan jornadade seguridad El pasado 7 de marzo la empresaIDC conjuntamente a SICK inicióuna doble jornada de seguridaden máquinas en sus instalacio-nes en Alcalá de Henares. Losponentes Josep Plassa (Respon-sable de Seguridad de SICK) yFlorentino Rico (Director Técnicode IDC) alternaron una parte teó-rica legal con casos prácticos ba-sados en un montaje demo reali-zado en las instalaciones de IDCTecnología.
La celda robotizada, ideada e ins-talada por el Departamento Téc-nico de IDC Tecnología, estabaintegrada por una cinta de trans-porte, un robot antropomorfo
ABB y un despaletizador. Alrede-dor de treinta participantes pre-senciaron unos simulacros basa-dos en situaciones prácticas tal ycomo empresas como IDC o SICKlas suelen encontrar en su día adía, ante todo en sectores comofabricación de maquinaria, aero-náutico, componentes automóvily materias primas.
IDC Tecnología es una compañíaespañola dentro del segmentode la Distribución Industrial Es-pecializada de componentes ysistemas para la automatizaciónindustrial de procesos producti-vos.
La empresa está especializadaen tres áreas de actividad co-mercial: Neumática y Control deMovimientos, Sensórica-Seguri-dad Industrial e IdentificaciónAutomática, y Componentes ySistemas de Visión Artificial.
La empresa SICK este año estállevando a cabo un ambiciosoplan de formación en el ámbitode normativas en la seguridadindustrial. Los trainings se reali-zan tanto en formato presencialcomo online.
Asimismo, SICK ofrece forma-ción continua de producto pro-fundizando sobre funciones yselección de dispositivos, análi-sis y diagnóstico.
Info 6
Noticias / Junio 2012
8
Síguenos en

Pedro Rodríguez,nuevo DirectorGeneralde RUUKKI Metalspara Españay PortugalPedro Mª Rodríguez, hasta ahoraSales Manager de RUUKKI Me-tals en España, ha sido nombra-do Director General de la compa-ñía para España y Portugal.
Pedro Rodríguez es Ingeniero In-dustrial por el Centre D´EtudesSupérieurs Industriels (CESI) yMaster en Business Administra-tion and Marketing de ESIC. Trasvarios años de experiencia en elsector siderúrgico, ocupaba des-de abril de 2007 el cargo de Sales
Manager en RUUKKI Spain, filialde la multinacional finlandesaRautaruukki Oyj.
El directivo llevará a cabo la con-tinuación de la fase de expan-sión de RUUKKI en España y Por-tugal desde su sede de Vitoria,desde la cual la compañía vienedesarrollando su estrategia decrecimiento en estos mercados,en los que prevé aumentar lasventas de aceros especiales. La
empresa está reforzando su con-tacto con el cliente directo, a tra-vés del servicio de asistenciatécnica y asesoramiento a clien-tes, a los que oferta aceros anti-desgaste, de alta resistencia yaceros recubiertos especiales.
A su vez, Josu Piña, hasta ahoraDirector General de la compañíaen España, ha sido nombrado Vi-cepresidente de la nueva unidadde negocio RUUKKI Americas,ámbito que incluye todos los pa-íses del continente americano.
Ambos han tomado cargo desus nuevas posiciones desde elpasado 15 de marzo.
Info 7
AM-201GE,la nueva cámaramonocromoInfaimon presenta las nuevasAM/AB-201GE del fabricante da-nés JAI. Con una resolución de1.920 x 1.080 píxeles a una velo-cidad de 38 imágenes por segun-do, la nueva cámara con arqui-tectura quad-tap de JAI utilizasensores Kodak KAI-02150 CCD einterfaz Gigabit Ethernet.
Noticias / Junio 2012
10
Como toda la línea de cámarasde alta resolución de JAI, lasnuevas AM/AB-201GE incorpo-ran una lista de característicasindustriales para optimizar surendimiento en sistemas de vi-sión artificial, tales como alinea-miento preciso del sensor, avan-zada gestión de temperatura,carcasa robusta y alta resisten-cia a choques y vibraciones.
Info 8

Información / Junio 2012
12
Fórum de ARCASPPoorr JJuuaann MMaarrttíínneezz AArrccaass
Como decíamos en el número anterior, el ali-vio de tensiones por vibraciones suponeuna alternativa real y efectiva del Trata-
miento Térmico en horno para aliviar tensiones yno sólo las de trabajo (Revenido distensionante),sino también las provocadas en los mecanizadospor arranque de viruta (Estabilizado).
Las vibraciones (frecuencia y amplitud) deben serdistintas en función de la masa y dimensiones, así-como el tiempo a que se someterá el molde a di-chas vibraciones.
En el caso que nos ocupa, es decir tensiones en Mol-des para inyección de aluminio, el procedimientoque está dando buenos resultados es el de vibracio-nes de baja frecuencia y alta amplitud. Este procesoalivia las tensiones como decíamos propias del tra-bajo o de la mecanización del molde, así también esmuy interesante su aplicación para aquéllos quehan sufrido una reparación por soldadura.
Está demostrado que las vibraciones resonantes esel proceso más eficaz para reducir los esfuerzos re-siduales tanto térmicos como mecánicos, ya queproducen una redistribución de esfuerzos más pro-nunciada que si la comparamos con otros procedi-mientos basados en frecuencias subresonantes(también llamadas subarmónicas).
Las vibraciones de baja frecuencia son precisa-mente las más interesantes porque son portadorasde energía de gran amplitud, ya que con su aplica-ción se eliminan los picos de esfuerzos residualesprovocados por el cúmulo de tensiones de todo ti-po, tanto térmicas de calentamiento-enfriamientosobre todo cuando de forma brusca e intermitente(zonas de contra colada, masas críticas, etc.).
Coincidimos en este Fórum en la idea de que seríamuy interesante que cada taller de moldes, fundi-ciones y en general talleres de reparaciones y demantenimiento preventivo, dispusiera de un equi-po de estas características, con ello alargaríamos lavida útil de los moldes.
Pueden formularnos las preguntas que deseen sobre la problemática de los Tratamientos Térmicos, diri-giéndose a la revista:
Por carta: Goya, 20, 4º - 28001 Madrid - Teléfono: 917 817 776 - Fax: 917 817 126E-mail: [email protected]
Tanto preguntas como respuestas irán publicadas en sucesivos números de la revista por orden de llega-da, gracias a la activa colaboración de D. Juan Martínez Arcas.

Información / Junio 2012
14
Emcotest da un paso de gigante en el conceptode durómetros universales, ya que introducede manera estandarizada mesas motoriza-
das para ensayos de dureza hasta 3.000 kgf.
Está disponible en dos versiones, DV250 con unrango de cargas de 1 kgf hasta 250 kgf y el DV350con un rango de 3 a 3.000 kgf.
Como principales características podemos destacar:
• Cabezal motorizado en Z, permite ensayar mues-tras más grandes y una mayor estabilidad duran-te el ensayo.
• Mesa motorizada de amplio recorrido, 400 x 290mm, que permite realizar ensayos en muestrasmuy grandes y de la forma que deseemos, ade-más de los normalizados en serie o CHD, Nht,Rht, y todo de una forma automática.
• Torreta motorizada de alta velocidad de 2 posi-ciones estándar y 6 posiciones opcional.
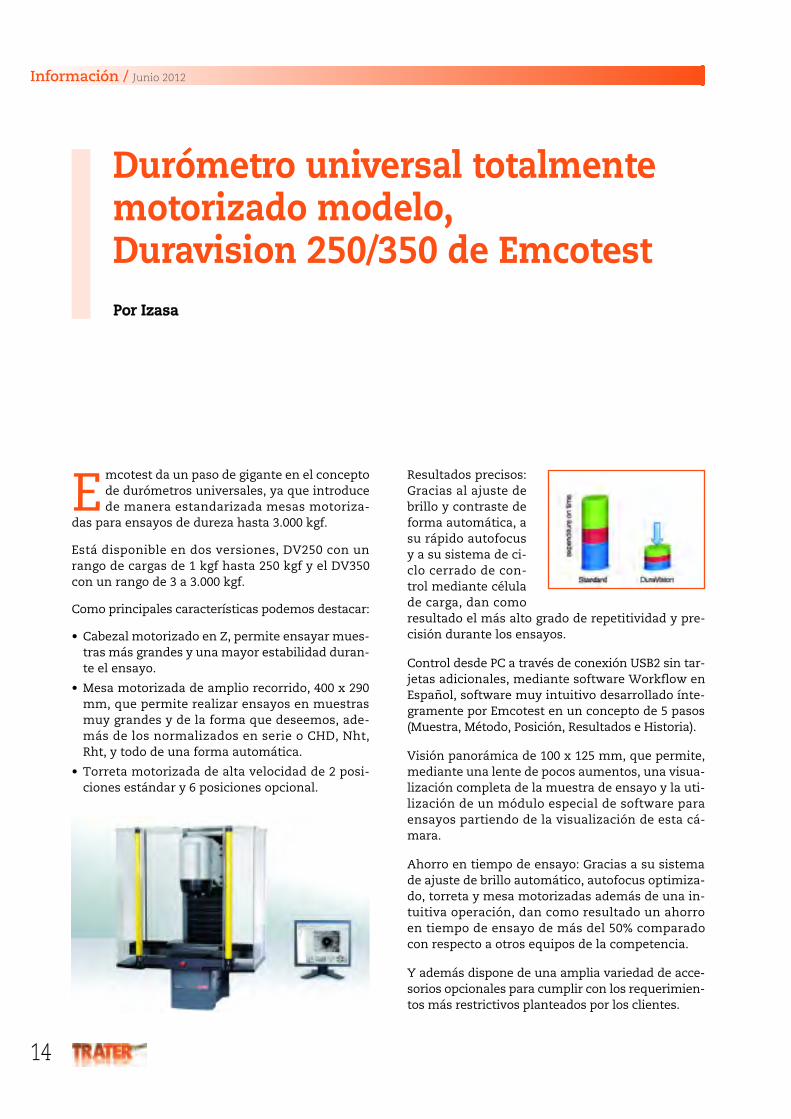
Resultados precisos:Gracias al ajuste debrillo y contraste deforma automática, asu rápido autofocusy a su sistema de ci-clo cerrado de con-trol mediante célulade carga, dan comoresultado el más alto grado de repetitividad y pre-cisión durante los ensayos.
Control desde PC a través de conexión USB2 sin tar-jetas adicionales, mediante software Workflow enEspañol, software muy intuitivo desarrollado ínte-gramente por Emcotest en un concepto de 5 pasos(Muestra, Método, Posición, Resultados e Historia).
Visión panorámica de 100 x 125 mm, que permite,mediante una lente de pocos aumentos, una visua-lización completa de la muestra de ensayo y la uti-lización de un módulo especial de software paraensayos partiendo de la visualización de esta cá-mara.
Ahorro en tiempo de ensayo: Gracias a su sistemade ajuste de brillo automático, autofocus optimiza-do, torreta y mesa motorizadas además de una in-tuitiva operación, dan como resultado un ahorroen tiempo de ensayo de más del 50% comparadocon respecto a otros equipos de la competencia.
Y además dispone de una amplia variedad de acce-sorios opcionales para cumplir con los requerimien-tos más restrictivos planteados por los clientes.
Durómetro universal totalmentemotorizado modelo,Duravision 250/350 de EmcotestPPoorr IIzzaassaa
Información / Junio 2012
16
Tras una edición 2011 cuyo éxito fue procla-mado por unanimidad, la 42ª edición de MI-DEST, salón de subcontratación industrial
se celebrará del 6 al 9 de noviembre en el RecintoFerial de Paris Nord Villepinte en un contexto eco-nómico agitado e incierto. En efecto, la mejora realde 2010 y 2011 tras la fuerte crisis de 2009 no pare-ce ser duradera y nuevas nubes económicas y fi-nancieras vienen a ensombrecer el mundo de la in-dustria.
Sin embargo, no conviene desesperarse. Acostum-brados a estos cambios, los subcontratistas en gene-ral siempre supieron adaptarse apoyándose en eltrío ganador: innovación / creación (de nuevos pro-ductos) y diversificación (de los mercados y los sec-tores).
MIDEST 2012 pone una vez más todo lo necesario asu alcance para acompañarles y favorecer su aper-tura a nuevos mercados y su desarrollo.
2012 será pues el escenario de diferentes noveda-des que destacarán un sector, la automoción y unaregión, el Piamonte. Este año, marcado claramentepor las elecciones, el salón también estrena presi-dente en la persona de Jérôme Delabre.
No olvidemos tampoco la segunda edición de SIS-TEP-MIDEST, la cita industrial en Marruecos que secelebrará en Casablanca del 19 al 22 de septiembreen torno a seis grandes sectores: la subcontrata-ción, la máquina-herramienta, la chapa, la electró-nica, los plásticos y los servicios.
MIDEST 2012, la plataforma mundialde la subcontratación
Los profesionales son unánimes al respecto y las ci-fras de la edición 2011 lo demuestran: 1.724 exposi-tores, el 39% de ellos extranjeros procedentes de 36países y 42.769 profesionales de todos los sectoresde actividad que acudieron a visitarlos (+5,8% res-pecto a 2010), el 15% internacionales de 65 países.
Este año los subcontratistas también pueden elegirentre tres fórmulas de exposición:
• Como individual en todos los sectores: Transfor-mación de metales, Transformación de plásticos,caucho, composites, Transformación de la made-ra, Transformación de otras materias y materia-les, Electrónica y electricidad, Microtécnicas, Tra-tamientos de superficies, Tratamientos térmicosy acabados, Fijaciones industriales, Servicios parala industria y Mantenimiento industrial.
• O en uno de los 11 Villages por oficios existentes:Caucho, Electrónica, Fijación europea, Fundición,Forja, Conformación de metales, Plásticos, Servi-cios para el medioambiente, Tratamientos demateriales, Transformación de la madera, Meca-nizado y máquinas especiales.
• Como colectivo en el marco de los pabellones: Almenos 18 regiones francesas y una treintena de pa-íses o regiones extranjeras estarán representados.
La automoción y el Piamonte destacados
En 2012 por primera vez, MIDEST da protagonismo
MIDEST 2012,acelerador de encuentros

Tecnológicos volverán bajo la égida del CETIM (Cen-tro técnico de las industrias mecánicas), del CTIF(Centro de desarrollo de las industrias de conforma-ción de materiales – Fundición) y del LRCCP (Labora-torio de investigación y control del caucho y losplásticos).
Un nuevo presidente
MIDEST está presidido, alternativamente cada dosaños, por un responsable de asociaciones profesio-nales y de cámaras de comercio. Para las edicionesde 2012 y 2013 estará encabezado por Jérôme Dela-bre, Vicepresidente de la Cámara de Comercio e In-dustria Territorial (CCIT) Littoral Normand-Picardencargado de la Industria y miembro de la oficina dela UIMM (Unión de Industrias y Oficios de la Meta-lurgia) del Vimeu. El Sr. Delabre, de 45 años, conocemuy bien MIDEST: en efecto, es el presidente direc-tor general de los Establecimientos Delabre, espe-cializados en troquelado y embutición y de DelabreFrance Tôlerie, que actúa en el sector de la chapa yla calderería; ambas empresas exponen desde 1994en el stand colectivo de la región de Picardie.
a una región internacional, el Piamonte. Una elec-ción merecida por este protagonista de primer or-den de la subcontratación italiana, que bajo la égi-da de la Cámara de Comercio de Turín y del CentroEstero per l’Internazionalizzazione, ha incremen-tado notablemente su presencia en MIDEST en 3 a-ños. Una marca que debería superar aún más esteaño. Por su parte, el número de visitantes trasalpi-nos se sitúa en segunda posición entre los paísespor detrás de Bélgica, con más del 10% de los pro-fesionales extranjeros presentes en el salón. Estopermitirá focalizar sobre el primer sector cliente dela subcontratación, la automoción, mediante dife-rentes conferencias y mesasredondas.
Como es habitual, los profesionales tanto visitantescomo expositores, disfrutarán de numeras anima-ciones que les mantendrán al día de las últimas e-voluciones y favorecerán los encuentros. Los Trofe-os MIDEST volverán a valorizar la excelencia de lossubcontratistas. Cerca de sesenta conferencias gra-tuitas, de corta duración y exhaustivas pondrán alalcance de cada uno los últimos avances técnicos,estratégicos y económicos. Para concluir, los Polos
SE VENDEGRANALLADORA DE GANCHO DE OCASIÓN• Marca: ALJU.• Modelo: Regina 161-A.• Interior todo de manganeso.• Totalmente revisada y garantizada.
Teléf.: 93 715 00 00 - Fax: 93 715 11 52Email: [email protected]
www.granallatecnic.com
Junio 2012 / Información
Información / Junio 2012
18
La Asociación Cluster de Aeronáutica y Espa-cio del País Vasco, HEGAN, ha confirmado co-mo nuevos socios a la empresa Orbital Aeros-
pace –la primera compañía asociada con actividadplena en el segmento de aviónica y diseño y desa-rrollo de software (SW)–, y a la cooperativa Matrici,que diversifica de esta manera, sus actividades tra-dicionales en otros sectores industriales. HEGANpasa así a contar con un total de 38 entidades aso-ciadas, que operan en toda la cadena de suminis-tro, desde las áreas de ingeniería, diseño, aviónica,fabricación de estructuras, de subsistemas com-pletos para motores y espacio, de sistemas y deUAS, hasta ensayos, mantenimiento, automatiza-ción o logística.
Las dos nuevas compañías aspiran a colaborar conel resto de socios de HEGAN en diversos proyectos y
a crecer internacionalmente en un sector con favo-rables expectativas. La integración de estas dosnuevas empresas en HEGAN les permitirá tomarparte en los programas de cooperación, innovacióny promoción internacional en los que participa la a-sociación cluster. La contribución de los nuevos so-cios, por su parte, es incrementar la capacidad tec-nológica del cluster y ampliar la cadena de valor.
Orbital Aerospace
La compañía de aviónica Orbital Aerospace es frutode la iniciativa de los emprendedores AscensiónCruchaga y Jorge Robles, con experiencia profesio-nal en Alemania, donde trabajaban para Bosch y E-ADS, respectivamente. La experiencia en este paíssirvió de detonante para descubrir un nicho de mer-
Orbital Aerospace y Matrici,nuevos miembros de HEGAN

cado en la aviónica (SW y sistemas de control de laelectrónica aplicada a la aeronáutica y el espacio),sistemas críticos y SW de bancos de ensayo, lo queles llevó en 2008 a crear la sociedad en el Parque dela Innovación de Pamplona. Actualmente tienentambién plantas en Guadalajara y Ulm (Alemania),cuenta con 30 personas en plantilla, y el pasado añola compañía facturó 1,3 millones de euros.
Esta empresa, con sede en Navarra, ha sido acepta-da como socio colaborador de acuerdo con los es-tatutos de HEGAN aprobados en 1997, que acuer-dan la libertad de elegir socios colaboradores de“cualquier parte del mundo que puedan contribuira los fines de la asociación y se identifiquen conestos objetivos”. La asociación considera que la ac-tividad de aviónica de esta compañía resulta estra-tégica para el sector.
Por su parte, con su incorporación a HEGAN, el ob-jetivo de Orbital Aerospace consiste en pasar a“formar parte de una asociación de empresas, queafronta en cooperación los retos del sector”, espe-
cialmente en los ámbitos de SW, bancos de ensayoy aviónica. Así, Orbital aspira a complementar lascapacidades de las empresas integrantes de HE-GAN y facilitar a éstas la entrada en proyectos ma-yores que abarquen estas necesidades, ya que elsector aeronáutico demanda cada vez más provee-dores multidisciplinares.
Entre los proyectos más significativos que acometela compañía actualmente se encuentra, en aero-náutica, los diferentes sistemas de comunicacióndesarrollados para el avión de transporte A400Mde Airbus, el sistema de control del BOOM –la pér-tiga de reportaje en vuelo del MRTT- y apoyo en lostests de sistemas, tanto en tierra como en vuelodel A440M. Pese a su corta edad. Orbital Aerospaceha obtenido un gran reconocimiento al ser elegidocomo proveedor directo de EADS Cassidian.
Por su parte, en el terreno de espacio, desarrolla yfabrica electrónica para alimentar y leer los espec-trómetros del Seosat, el satélite español de observa-ción de la Tierra que medirá la contaminación at-
Junio 2012 / Información

mosférica y la calidad del aire desde su lanzamientoen 2014. Entre las aplicaciones del satélite se en-cuentran el estudio de la composición y grado depolución en zonas urbanas, en carreteras con altonivel de tráfico, incendios forestales o erupcionesvolcánicas. También permitirá interpretar con ma-yor precisión cual es el impacto de las tormentas dearena sobre la calidad del aire en España y Europa.
Para este proyecto Orbital Aerospace desarrollatecnología de última generación conjuntamentecon el CIAC (Laboratorio de Ciencias de la Atmósfe-ra), “una instrumentación superior en resolución ala utilizada actualmente por la NASA o la ESA”. Elnuevo socio de HEGAN destina el 20% de su factu-ración a investigación en I+D para continuar almás alto nivel.
La compañía proyecta convertirse en el plazo decinco años en un referente en el sector de aviónicae internacionalizar su actividad hacia los países e-mergentes, fundamentalmente Brasil y China. Enel horizonte, se encuentra también su diversifica-ción hacia otros sectores industriales, con la apli-cación de electrónica en centrales nucleares e in-dustria ferroviaria.
Matrici
Por su parte, la cooperativa Matrici, integrada en elgrupo Mondragón, ha realizado el camino inverso.
Creada en 1964, con activi-dad en el diseño y cons-trucción de utillaje para elsector de automoción, haemprendido una estrategiade diversificación para ex-tender su amplia experien-cia en la realización deprocesos y utillajes de ob-tención de piezas a la in-dustria aeroespacial, entreotros sectores. Su objetivoes dar un servicio integraly brindar una gran capaci-dad de ingeniería, gestiónde proyectos y solidez fi-nanciera del grupo.
Con una plantilla total com-puesta por 370 empleados yuna producción de 67 millo-nes de euros en 2011, la em-presa está instalada en elpolígono Ugaldeguren de
Zamudio. Entre los proyectos que desarrolla en ae-ronáutica se encuentran los útiles de forjado delprograma B787 de Boeing, así como los útiles depreformado para el programa A350 de Airbus.
En el sector aeronáutico, Matrici ha emprendidolas dos líneas de negocio de utillaje y fabricaciónde piezas. En utillaje centra la mayor parte de suactividad en útiles para la fabricación de piezas enmateriales compuestos. En este campo destacanlas piezas para el Airbus A350, así como para clien-tes franceses y proveedores españoles de primernivel.
A ésta se une una segunda línea que desplegará através de un proyecto inversor para convertirse ensuministrador de piezas, mediante nuevas tecno-logías como el RTM de conformado de componen-tes de fibra de carbono. Para apoyar este proyecto,Matrici utilizará sus implantaciones en Corea yChina, con las que prevé reforzar su internaciona-lización.
Con prácticamente un 100% de sus ventas destina-das a exportaciones, entre sus objetivos se encuen-tra afianzar su posición con Airbus y los tier 1 enEspaña, Francia y Alemania y apoyarse en la cola-boración con el resto de miembros de HEGAN endiversos proyectos. En este sentido, estará presen-te en la Feria ADM Sevilla y otros eventos del sec-tor con stand propio.
Información / Junio 2012
20

Información / Junio 2012
22
SECO/WARWICK SA ha suministrado dos hor-nos de vacío, que amplían la gama de posibili-dades tecnológicas de Z.P.H. Jan Tarapata en
Kolbuszowa. El alcance del suministro incluye unhorno de vacío tipo de VPT con el sistema de enfria-miento de alta presión y el sistema de alto vacío, en-friamiento isotérmico, cementación en vacio Fine-
Carb® y la prenitruración® PreNitLPC. El equipo delhorno permite templar, revenir, recocer, soldar y ce-mentar en vacío. Debido a la moderna tecnología, eltratamiento térmico de los detalles no provoca oxi-dación (zona brillante y limpia) y reduce las defor-maciones (mediante el uso de temple en gas). El e-quipo suplementario es un horno de tipo VTR con
SECO/WARWICK suministraun conjunto de hornos de vacíoal centro Z.P.H. Jan Tarapata

La compañía ofrece hornos de tratamiento térmicopara el temple, revenido, recocido, tratamientotérmico de solución, soldadura, sinterizado, ce-mentación, carbonitruración, alto vacío, CVD-gra-fitización y desgasificación. SECO/WARWICK haconstruido algunos de los hornos de vacío másgrandes y técnicamente avanzados operativos ac-tualmente, el desarrollo de tecnologías avanzadas,como Universal HPQ ™ (temple de alta presión),PreNit® y ® FineCarb LPC cementación en vacío, sis-temas de control totalmente automatizados y soft-ware de modelado. Las configuraciones de hornosde vacío están disponibles en hornos de tipo verti-cal, horizontal y elevador. Están disponibles tantolas cámaras calientes cilíndricas como rectangula-res, con resistencias metálicas o de grafito, paraambos para equipos nuevos y usados.
SECO/WARWICK Worldwide proporciona hornosde tratamiento térmico de metal industriales, utili-zados en una variedad de procesos de acabado demateriales y aplicaciones de fabricación de compo-nentes. Suministra hornos a clientes que partici-pan en la producción de acero y aluminio, reciclajede aluminio, forja, automoción, aeronaútica, trata-miento térmico comercial, HVAC/R, electrónica, e-nergía eólica, equipamiento médico e industria nu-clear.
purga en vacío y nitruración Zero-Flow®. El horno hace posible realizarrevenidos y nitruraciones mante-niendo al mismo tiempo las cargasmuy limpias. Ambos hornos están e-quipados con sistemas de controlmodernos, lo que permite obtenerun proceso de repetitibilidad muy al-ta, a la vez que mantiene paráme-tros altos de tratamiento térmico.Ambos equipos permiten realizarprocesos de tratamiento térmico aclientes de todo tipo de industrias.
Especificaciones del horno modelo10.0VPT-4035/36IQHVN:
• Tamaño zona de trabajo: 600 x 600x 900 mm,
• Peso máximo de carga: 600 kg,
• Temperatura máxima de trabajo:1.300 ºC,
• Presión máxima: 10 bar abs,
• Gas de enfriamiento: nitrógeno,
• Máximo vacío: 10-4 mbar.
Especificaciones del horno modelo VTR-5035/36F:
• Tamaño zona de trabajo: 600x600x900 mm,
• Peso máximo de carga: 600 kg,
• Temperatura máxima de trabajo: 650 ºC,
• Gas de enfriamiento: nitrógeno.
Z.P.H. Jan Tarapata en Kolbuszowa está especializa-da en la producción de piezas de recambio para losautobuses, tales como: Autosan, Jelcz, Ikarus, Man,Mercedes, Neoplan, Scania, Solaris, Volvo y prestaservicios a clientes externos.
Las instalaciones de producción de la empresa enKolbuszowa son de:
• Mecanizado (centros de CNC horizontales y ver-ticales - máquinas de fresado y torneado), má-quinas-herramientas convencionales, moledo-ras, taladros, mortajadoras, rectificadoras.
• Temple (hornos de cámara para trabajar con at-mósfera, temple, cementación, carbonitruración,recocido, temple por inducción, envejecimiento).
• Taller de pintura (polvo, ducha).
• Taller de soldadura y carpintería de aluminio.
Con el equipo actual de tratamiento térmico, la em-presa puede realizar todo tipo de proceso de trata-miento térmico de toda la gama de aceros.
Junio 2012 / Información
23
Información / Junio 2012
24
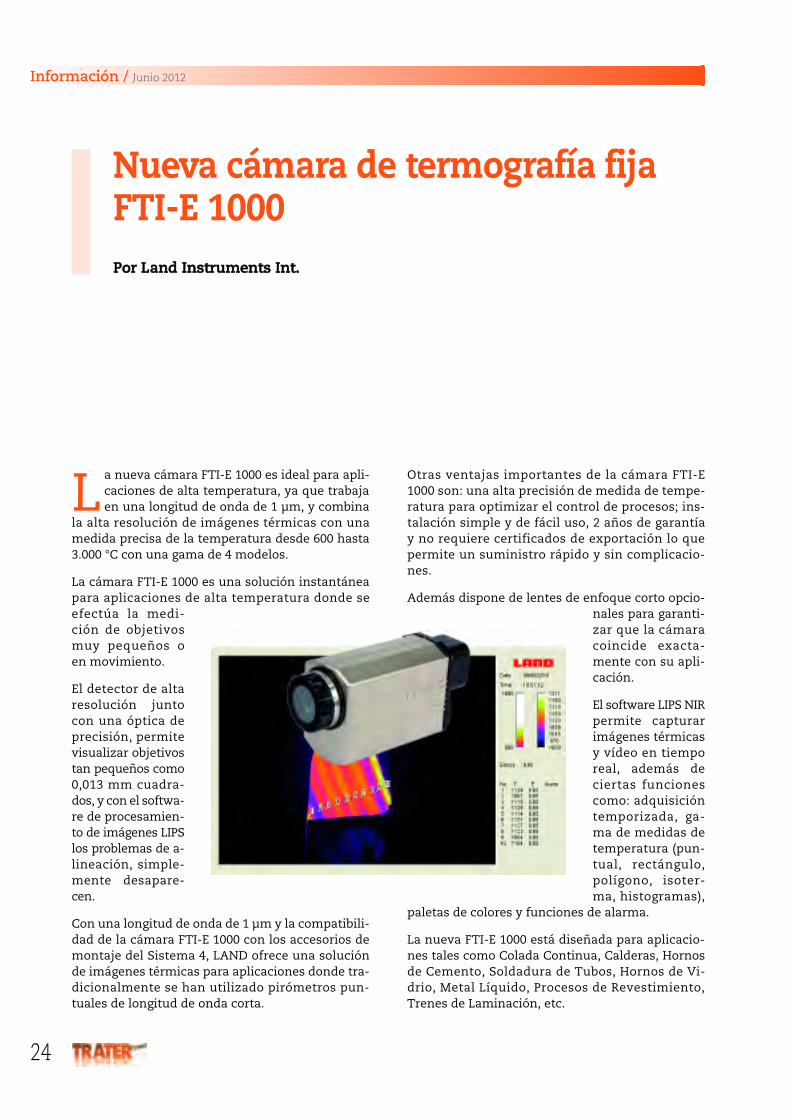
La nueva cámara FTI-E 1000 es ideal para apli-caciones de alta temperatura, ya que trabajaen una longitud de onda de 1 µm, y combina
la alta resolución de imágenes térmicas con unamedida precisa de la temperatura desde 600 hasta3.000 °C con una gama de 4 modelos.
La cámara FTI-E 1000 es una solución instantáneapara aplicaciones de alta temperatura donde seefectúa la medi-ción de objetivosmuy pequeños oen movimiento.
El detector de altaresolución juntocon una óptica deprecisión, permitevisualizar objetivostan pequeños como0,013 mm cuadra-dos, y con el softwa-re de procesamien-to de imágenes LIPSlos problemas de a-lineación, simple-mente desapare-cen.
Con una longitud de onda de 1 µm y la compatibili-dad de la cámara FTI-E 1000 con los accesorios demontaje del Sistema 4, LAND ofrece una soluciónde imágenes térmicas para aplicaciones donde tra-dicionalmente se han utilizado pirómetros pun-tuales de longitud de onda corta.
Otras ventajas importantes de la cámara FTI-E1000 son: una alta precisión de medida de tempe-ratura para optimizar el control de procesos; ins-talación simple y de fácil uso, 2 años de garantíay no requiere certificados de exportación lo quepermite un suministro rápido y sin complicacio-nes.
Además dispone de lentes de enfoque corto opcio-nales para garanti-zar que la cámaracoincide exacta-mente con su apli-cación.
El software LIPS NIRpermite capturarimágenes térmicasy vídeo en tiemporeal, además deciertas funcionescomo: adquisicióntemporizada, ga-ma de medidas detemperatura (pun-tual, rectángulo,polígono, isoter-ma, histogramas),
paletas de colores y funciones de alarma.
La nueva FTI-E 1000 está diseñada para aplicacio-nes tales como Colada Continua, Calderas, Hornosde Cemento, Soldadura de Tubos, Hornos de Vi-drio, Metal Líquido, Procesos de Revestimiento,Trenes de Laminación, etc.
Nueva cámara de termografía fijaFTI-E 1000PPoorr LLaanndd IInnssttrruummeennttss IInntt..
Información / Junio 2012
26
PhoenixTM es especialista en el diseño y fabri-cación de sistemas completos para la obten-ción de perfiles de temperatura en hornos de
tratamiento térmico, de procesos de acabado desuperficies y hornos cerámicos. La obtención deperfiles de temperatura es una práctica común enmuchos procesos de tratamiento de metales y seconsigue situando termopares en los puntos críti-cos del producto, conectándolos a un registrador.Si este registrador se protege con una barrera tér-mica, el sistema completo puede atravesar el hor-no junto con el producto. De esta forma se regis-tran y almacenan las temperaturas reales delproducto para su análisis.
Obtener el perfil térmico de procesos con varias e-tapas siempre ha sido complicado, ya que el equi-po de medida debe garantizar su funcionamientoen condiciones cambiantes y difíciles de predecir.Por eso hasta ahora, si un equipo debía medir unciclo de calentamiento más temple en agua, no sepodía calentar de nuevo a niveles altos de tempe-ratura tras el temple (limitado a calentamientos
inferiores a 200 ºC). Esto era útil para procesos deT6 en aluminio, pero no en tratamientos de acero.
La alternativa de usar termopares externos en es-tos procesos es también compleja, ya que la proba-bilidad de rotura de los termopares debida a losmovimientos de la carga y la inmersión en el aguaes muy alta, por lo que rara vez se obtienen todoslos datos que se buscan. Además, el manejo de lostermopares es complicado y engorroso, interfirien-do bastante en la producción. Su único punto a fa-vor es que la inversión necesaria es muy baja.
Gracias al desarrollo de nuevos aislantes y al nue-vo diseño de los equipos Phoenix™ que garantizanla estabilidad del sistema durante todo el ensayo,se pueden monitorizar procesos completos que in-cluyan un temple intermedio en agua entre dos ci-clos de calentamiento, por ejemplo en ciclos deaustenizado, temple y revenido.
De esta forma se obtiene el perfil de temperaturasreal del proceso completo, pudiendo analizar indi-vidualmente cada paso en condiciones reales deproducción (mínima interferencia del sistema demedida) y así localizar posibles problemas o áreasde mejora en el proceso.
Además, opcionalmente se puede incluir la obten-ción de datos en tiempo real para conocer en todomomento la marcha del proceso y acelerar la tomade decisiones.
Grupo Eucon vende y pone en marcha estos equiposy también ofrece servicios de pruebas programadassin necesidad de comprar el sistema completo.
Equipos para la industriadel tratamiento térmicoPPoorr EErrnneessttoo GGuueerrrraa,, GGRRUUPPOO EEUUCCOONN
Sistema PhoenixTMpara procesos contemple en agua.

Junio 2012 / Información
27
Técnicas en Hornos HOT S.L. realizará la distri-bución de la firma Alemana líder mundial enla fabricación de hornos Nabertherm gmbh.
Nabertherm gmbh con sus 350 empleados, desarro-lla y produce hornos y equipos de proceso desdehace más de 60 años, cubriendo un gran espectrode tipos de tratamiento térmico. 150.000 clientes en100 países son la prueba que documenta el éxito dela empresa.
La experiencia de décadas construyendo hornos in-dustriales les ha llevado a las conocidas altas cotasde "Calidad Nabertherm", que destaca por el uso demateriales de alta calidad, máxima exactitud posi-ble de temperaturas y un innovador y preciso siste-ma de control.
Nabertherm gmbh, dispone de filiales de Servicio yatención al cliente en España, Francia, Italia, ReinoUnido, Suiza, Estados Unidos y R.P.China.
ámbitos de aplicación. Dispone de Hornos de Cá-mara, de Retorta, de Carro, de Pote, así como Hor-nos de Laboratorio y Hornos de Vacío para altastemperaturas.
En muchos campos, la construcción modular per-mite dar con una solución al problema sin necesi-dad de gran esfuerzo.
Pero si ninguno de los productos estándar encajacon la aplicación, dispone de un importante equi-po técnico para diseñar, desarrollar y fabricar unmodelo de horno propio, o equipo correspondien-te, que se ajuste a las necesidades.
Por su parte Técnicas en Hornos HOT S.L. con másde 15 años en el mercado nacional, dispone del co-nocimiento y cercanía al cliente, así como los me-dios necesarios y próximos para hacer de esta co-laboración una unión fructífera, que redunde enbeneficio de los clientes Españoles.
Técnicas en Hornos HOT S.L.
Nabertherm gmbh ofrece un amplio surtido enequipos y hornos estándar para los más diversos
Información / Junio 2012
28
RESUMEN
Empleando ensayos de compresión simple en ca-liente y relajación de tensiones después de la de-formación en un dilatómetro modelo DIL805T, seobtuvieron las curvas de fluencia y relajación dedos aceros, el primero de ellos al C – Mn y otro HS-LA con idéntica composición química base, micro-aleado con Nb – V.
Los ensayos de compresión simple fueron efectua-dos a temperaturas en el rango austenítico, desde900 – 1.200 ºC y velocidades de deformación de0.001, 0.01, 0.1, 1 y 10 s-1. Se obtuvieron las curvas defluencia para las diferentes condiciones, permitien-do el estudio del efecto de los elementos microale-antes sobre la recristalización dinámica y la micro-estructura final; pudiendo comprobar mediante unanálisis microestructural el efecto retardador en lacinética de recristalización que presenta el aceromicroaleado, el incremento en la deformación críti-ca y en la energía de activación. Se determina asi-mismo por medio del método de relajación de ten-siones la cinética de precipitación, elaborando losdiagramas precipitación – temperatura – tiempo.
1. INTRODUCCIÓN
Mediante los procesamientos termomecánicos sepretenden mejorar las propiedades mecánicas fi-nales de los aceros mediante el refinamiento degrano, sin la necesidad de realizar un tratamientotérmico posterior al proceso. En la industria delacero, se consigue el afino a través del acondicio-
namiento de la austenita, y generalmente es afina-do por medio de la recristalización durante la de-formación, o empleando una austenita muy defor-mada con su siguiente transformación, lograndotamaños de ferrita finos [1].
Un mayor refinamiento se alcanza mediante la a-dición de microaleantes, combinado con un estric-to control de las condiciones de conformado. El pa-pel de los microaleantes es diverso, siendo uno deellos el retrasar tanto la recristalización dinámicacomo la estática en el transcurso del proceso encaliente. La transformación de la austenita alarga-da y no recristalizada con una alta densidad de dis-locaciones reduce significativamente el tamaño degrano de ferrita. Los elementos microaleantes Al,Ti, V, Nb inhiben el crecimiento del grano median-te la formación de carburos o nitruros antes o du-rante la laminación, mientras que el Nb tambiénretarda la recristalización e inhibe el crecimientode grano, mediante la estabilización de la subes-tructura de la austenita deformada por efecto solu-to o el de precipitación inducida por la deforma-ción [1, 2].
Los elementos microaleantes como Nb, V o suefecto conjunto han sido efectivamente utilizadosen aceros de baja aleación y alta resistencia HSLApara producir el refinamiento de la estructuratransformada [2]. Uno de los efectos primarios deNb es retardar la recristalización estática de la aus-tenita entre pasos de laminaciones, por lo que esuno de los elementos más importantes para elcontrol del tratamiento termomecánico.
Comportamiento termomecánicode un acero microaleado al Nb - VPPoorr EE.. AA.. CCaarrttaayyaa((11)),, GG.. VVaarreellaa((11)),, JJ.. MM.. CCaabbrreerraa((11,, 22)),, JJ.. MM.. PPrraaddoo((11,, 22))
((11)) DDeeppaarrttaammeennttoo ddee CCiieenncciiaa ddee MMaatteerriiaalleess ee IInnggeenniieerrííaa MMeettaallúúrrggiiccaa,, EETTSSEEIIBB,,UUnniivveerrssiiddaadd PPoolliittééccnniiccaa ddee CCaattaalluuññaa
((22)) CCeennttrroo TTeeccnnoollóóggiiccoo ddee MMaannrreessaa ((CCTTMM))
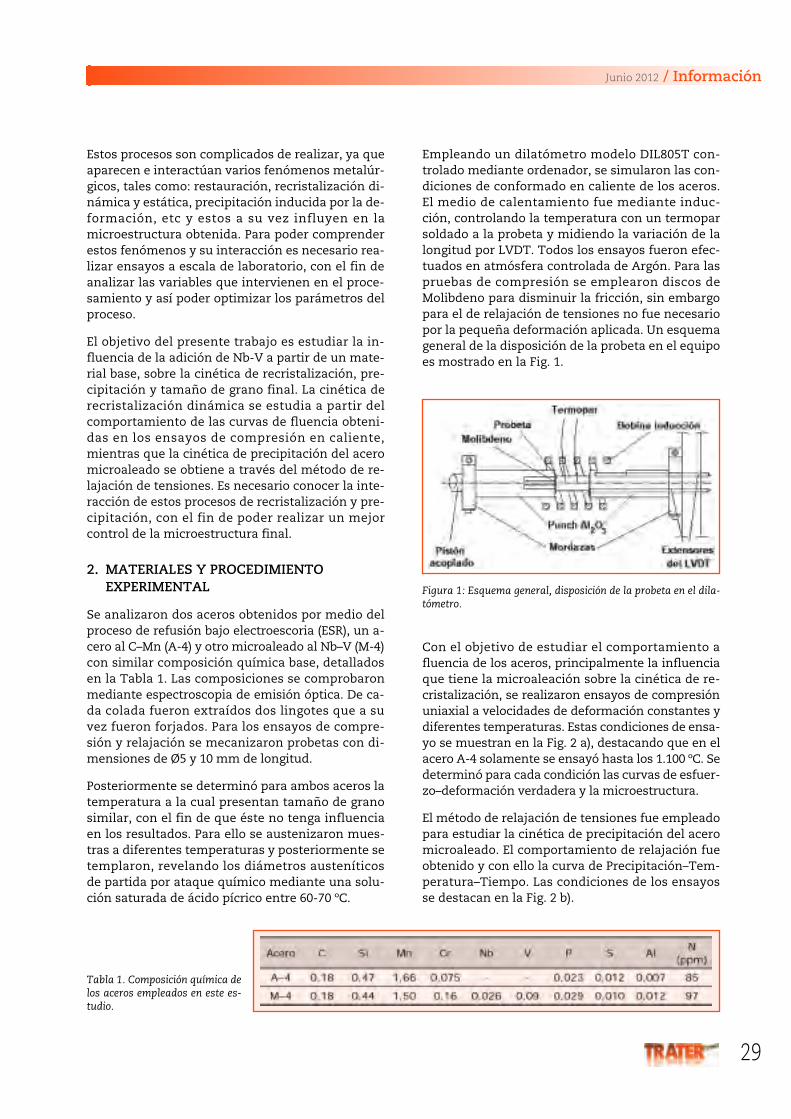
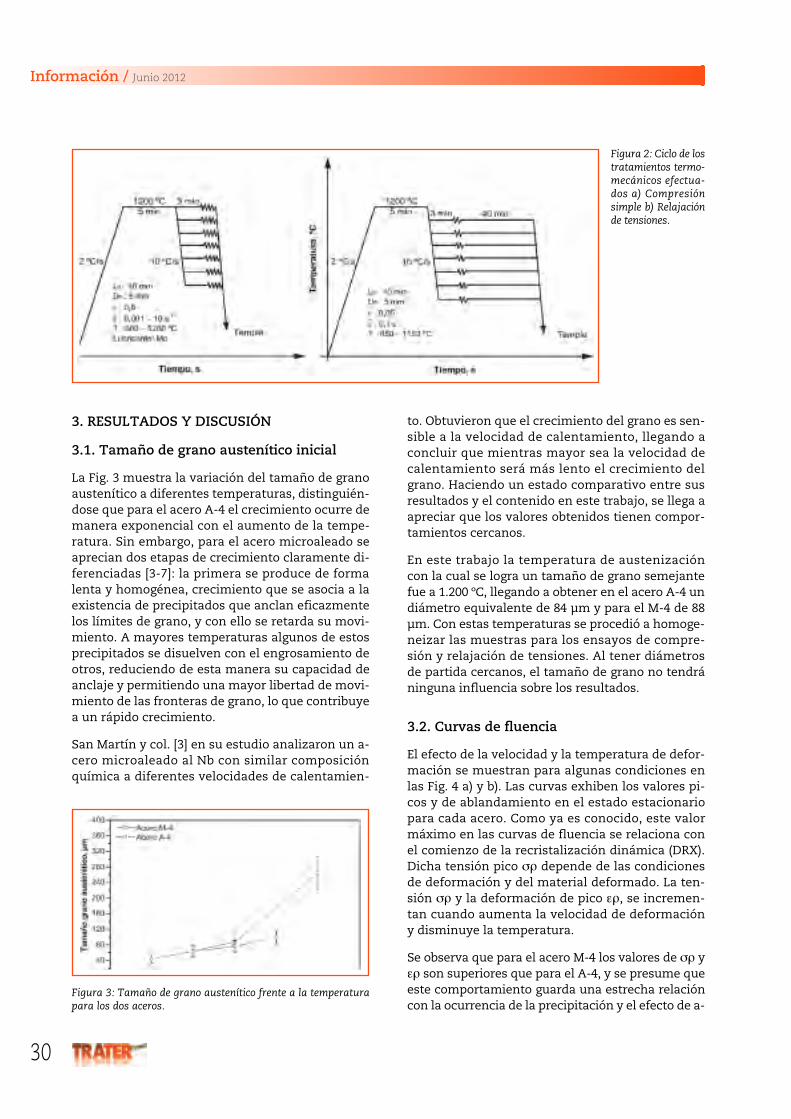
Empleando un dilatómetro modelo DIL805T con-trolado mediante ordenador, se simularon las con-diciones de conformado en caliente de los aceros.El medio de calentamiento fue mediante induc-ción, controlando la temperatura con un termoparsoldado a la probeta y midiendo la variación de lalongitud por LVDT. Todos los ensayos fueron efec-tuados en atmósfera controlada de Argón. Para laspruebas de compresión se emplearon discos deMolibdeno para disminuir la fricción, sin embargopara el de relajación de tensiones no fue necesariopor la pequeña deformación aplicada. Un esquemageneral de la disposición de la probeta en el equipoes mostrado en la Fig. 1.
Estos procesos son complicados de realizar, ya queaparecen e interactúan varios fenómenos metalúr-gicos, tales como: restauración, recristalización di-námica y estática, precipitación inducida por la de-formación, etc y estos a su vez influyen en lamicroestructura obtenida. Para poder comprenderestos fenómenos y su interacción es necesario rea-lizar ensayos a escala de laboratorio, con el fin deanalizar las variables que intervienen en el proce-samiento y así poder optimizar los parámetros delproceso.
El objetivo del presente trabajo es estudiar la in-fluencia de la adición de Nb-V a partir de un mate-rial base, sobre la cinética de recristalización, pre-cipitación y tamaño de grano final. La cinética derecristalización dinámica se estudia a partir delcomportamiento de las curvas de fluencia obteni-das en los ensayos de compresión en caliente,mientras que la cinética de precipitación del aceromicroaleado se obtiene a través del método de re-lajación de tensiones. Es necesario conocer la inte-racción de estos procesos de recristalización y pre-cipitación, con el fin de poder realizar un mejorcontrol de la microestructura final.
2. MATERIALES Y PROCEDIMIENTOEXPERIMENTAL
Se analizaron dos aceros obtenidos por medio delproceso de refusión bajo electroescoria (ESR), un a-cero al C–Mn (A-4) y otro microaleado al Nb–V (M-4)con similar composición química base, detalladosen la Tabla 1. Las composiciones se comprobaronmediante espectroscopia de emisión óptica. De ca-da colada fueron extraídos dos lingotes que a suvez fueron forjados. Para los ensayos de compre-sión y relajación se mecanizaron probetas con di-mensiones de Ø5 y 10 mm de longitud.
Posteriormente se determinó para ambos aceros latemperatura a la cual presentan tamaño de granosimilar, con el fin de que éste no tenga influenciaen los resultados. Para ello se austenizaron mues-tras a diferentes temperaturas y posteriormente setemplaron, revelando los diámetros austeníticosde partida por ataque químico mediante una solu-ción saturada de ácido pícrico entre 60-70 ºC.
Tabla 1. Composición química delos aceros empleados en este es-tudio.
Figura 1: Esquema general, disposición de la probeta en el dila-tómetro.
Con el objetivo de estudiar el comportamiento afluencia de los aceros, principalmente la influenciaque tiene la microaleación sobre la cinética de re-cristalización, se realizaron ensayos de compresiónuniaxial a velocidades de deformación constantes ydiferentes temperaturas. Estas condiciones de ensa-yo se muestran en la Fig. 2 a), destacando que en elacero A-4 solamente se ensayó hasta los 1.100 ºC. Sedeterminó para cada condición las curvas de esfuer-zo–deformación verdadera y la microestructura.
El método de relajación de tensiones fue empleadopara estudiar la cinética de precipitación del aceromicroaleado. El comportamiento de relajación fueobtenido y con ello la curva de Precipitación–Tem-peratura–Tiempo. Las condiciones de los ensayosse destacan en la Fig. 2 b).
Junio 2012 / Información
29
3. RESULTADOS Y DISCUSIÓN
3.1. Tamaño de grano austenítico inicial
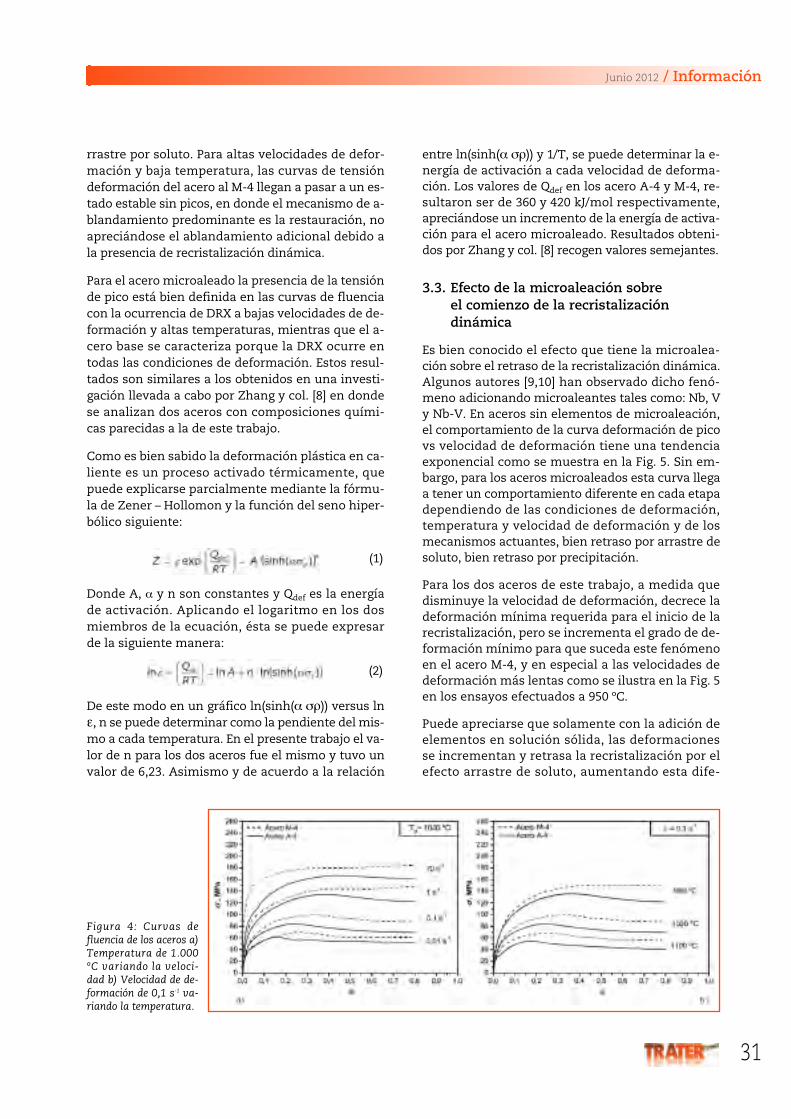
La Fig. 3 muestra la variación del tamaño de granoaustenítico a diferentes temperaturas, distinguién-dose que para el acero A-4 el crecimiento ocurre demanera exponencial con el aumento de la tempe-ratura. Sin embargo, para el acero microaleado seaprecian dos etapas de crecimiento claramente di-ferenciadas [3-7]: la primera se produce de formalenta y homogénea, crecimiento que se asocia a laexistencia de precipitados que anclan eficazmentelos límites de grano, y con ello se retarda su movi-miento. A mayores temperaturas algunos de estosprecipitados se disuelven con el engrosamiento deotros, reduciendo de esta manera su capacidad deanclaje y permitiendo una mayor libertad de movi-miento de las fronteras de grano, lo que contribuyea un rápido crecimiento.
San Martín y col. [3] en su estudio analizaron un a-cero microaleado al Nb con similar composiciónquímica a diferentes velocidades de calentamien-
to. Obtuvieron que el crecimiento del grano es sen-sible a la velocidad de calentamiento, llegando aconcluir que mientras mayor sea la velocidad decalentamiento será más lento el crecimiento delgrano. Haciendo un estado comparativo entre susresultados y el contenido en este trabajo, se llega aapreciar que los valores obtenidos tienen compor-tamientos cercanos.
En este trabajo la temperatura de austenizacióncon la cual se logra un tamaño de grano semejantefue a 1.200 ºC, llegando a obtener en el acero A-4 undiámetro equivalente de 84 µm y para el M-4 de 88µm. Con estas temperaturas se procedió a homoge-neizar las muestras para los ensayos de compre-sión y relajación de tensiones. Al tener diámetrosde partida cercanos, el tamaño de grano no tendráninguna influencia sobre los resultados.
3.2. Curvas de fluencia
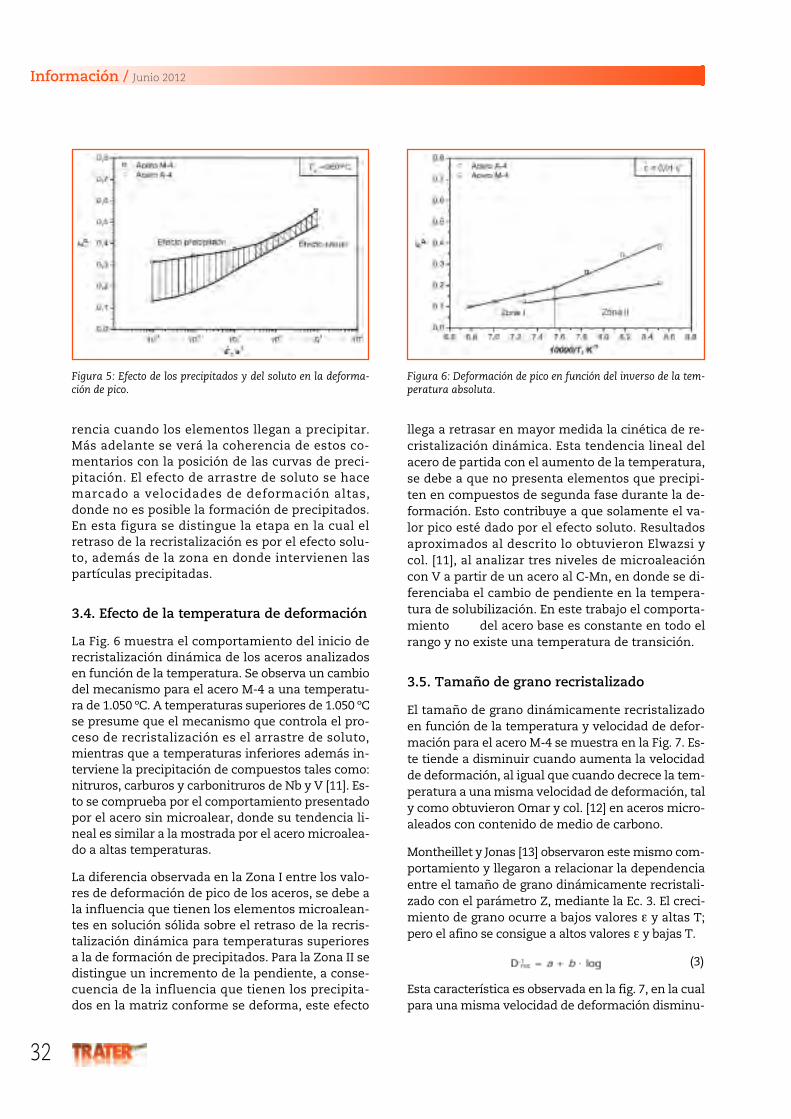
El efecto de la velocidad y la temperatura de defor-mación se muestran para algunas condiciones enlas Fig. 4 a) y b). Las curvas exhiben los valores pi-cos y de ablandamiento en el estado estacionariopara cada acero. Como ya es conocido, este valormáximo en las curvas de fluencia se relaciona conel comienzo de la recristalización dinámica (DRX).Dicha tensión pico σρ depende de las condicionesde deformación y del material deformado. La ten-sión σρ y la deformación de pico ερ, se incremen-tan cuando aumenta la velocidad de deformacióny disminuye la temperatura.
Se observa que para el acero M-4 los valores de σρ yερ son superiores que para el A-4, y se presume queeste comportamiento guarda una estrecha relacióncon la ocurrencia de la precipitación y el efecto de a-
Información / Junio 2012
30
Figura 2: Ciclo de lostratamientos termo-mecánicos efectua-dos a) Compresiónsimple b) Relajaciónde tensiones.
Figura 3: Tamaño de grano austenítico frente a la temperaturapara los dos aceros.
entre ln(sinh(α σρ)) y 1/T, se puede determinar la e-nergía de activación a cada velocidad de deforma-ción. Los valores de Qdef en los acero A-4 y M-4, re-sultaron ser de 360 y 420 kJ/mol respectivamente,apreciándose un incremento de la energía de activa-ción para el acero microaleado. Resultados obteni-dos por Zhang y col. [8] recogen valores semejantes.
3.3. Efecto de la microaleación sobreel comienzo de la recristalizacióndinámica
Es bien conocido el efecto que tiene la microalea-ción sobre el retraso de la recristalización dinámica.Algunos autores [9,10] han observado dicho fenó-meno adicionando microaleantes tales como: Nb, Vy Nb-V. En aceros sin elementos de microaleación,el comportamiento de la curva deformación de picovs velocidad de deformación tiene una tendenciaexponencial como se muestra en la Fig. 5. Sin em-bargo, para los aceros microaleados esta curva llegaa tener un comportamiento diferente en cada etapadependiendo de las condiciones de deformación,temperatura y velocidad de deformación y de losmecanismos actuantes, bien retraso por arrastre desoluto, bien retraso por precipitación.
Para los dos aceros de este trabajo, a medida quedisminuye la velocidad de deformación, decrece ladeformación mínima requerida para el inicio de larecristalización, pero se incrementa el grado de de-formación mínimo para que suceda este fenómenoen el acero M-4, y en especial a las velocidades dedeformación más lentas como se ilustra en la Fig. 5en los ensayos efectuados a 950 ºC.
Puede apreciarse que solamente con la adición deelementos en solución sólida, las deformacionesse incrementan y retrasa la recristalización por elefecto arrastre de soluto, aumentando esta dife-
rrastre por soluto. Para altas velocidades de defor-mación y baja temperatura, las curvas de tensióndeformación del acero al M-4 llegan a pasar a un es-tado estable sin picos, en donde el mecanismo de a-blandamiento predominante es la restauración, noapreciándose el ablandamiento adicional debido ala presencia de recristalización dinámica.
Para el acero microaleado la presencia de la tensiónde pico está bien definida en las curvas de fluenciacon la ocurrencia de DRX a bajas velocidades de de-formación y altas temperaturas, mientras que el a-cero base se caracteriza porque la DRX ocurre entodas las condiciones de deformación. Estos resul-tados son similares a los obtenidos en una investi-gación llevada a cabo por Zhang y col. [8] en dondese analizan dos aceros con composiciones quími-cas parecidas a la de este trabajo.
Como es bien sabido la deformación plástica en ca-liente es un proceso activado térmicamente, quepuede explicarse parcialmente mediante la fórmu-la de Zener – Hollomon y la función del seno hiper-bólico siguiente:
(1)
Donde A, α y n son constantes y Qdef es la energíade activación. Aplicando el logaritmo en los dosmiembros de la ecuación, ésta se puede expresarde la siguiente manera:
(2)
De este modo en un gráfico ln(sinh(α σρ)) versus lnε, n se puede determinar como la pendiente del mis-mo a cada temperatura. En el presente trabajo el va-lor de n para los dos aceros fue el mismo y tuvo unvalor de 6,23. Asimismo y de acuerdo a la relación
Junio 2012 / Información
31
Figura 4: Curvas defluencia de los aceros a)Temperatura de 1.000ºC variando la veloci-dad b) Velocidad de de-formación de 0,1 s-1 va-riando la temperatura.
llega a retrasar en mayor medida la cinética de re-cristalización dinámica. Esta tendencia lineal delacero de partida con el aumento de la temperatura,se debe a que no presenta elementos que precipi-ten en compuestos de segunda fase durante la de-formación. Esto contribuye a que solamente el va-lor pico esté dado por el efecto soluto. Resultadosaproximados al descrito lo obtuvieron Elwazsi ycol. [11], al analizar tres niveles de microaleacióncon V a partir de un acero al C-Mn, en donde se di-ferenciaba el cambio de pendiente en la tempera-tura de solubilización. En este trabajo el comporta-miento del acero base es constante en todo elrango y no existe una temperatura de transición.
3.5. Tamaño de grano recristalizado
El tamaño de grano dinámicamente recristalizadoen función de la temperatura y velocidad de defor-mación para el acero M-4 se muestra en la Fig. 7. Es-te tiende a disminuir cuando aumenta la velocidadde deformación, al igual que cuando decrece la tem-peratura a una misma velocidad de deformación, taly como obtuvieron Omar y col. [12] en aceros micro-aleados con contenido de medio de carbono.
Montheillet y Jonas [13] observaron este mismo com-portamiento y llegaron a relacionar la dependenciaentre el tamaño de grano dinámicamente recristali-zado con el parámetro Z, mediante la Ec. 3. El creci-miento de grano ocurre a bajos valores ε y altas T;pero el afino se consigue a altos valores ε y bajas T.
(3)
Esta característica es observada en la fig. 7, en la cualpara una misma velocidad de deformación disminu-
Información / Junio 2012
32
Figura 5: Efecto de los precipitados y del soluto en la deforma-ción de pico.
rencia cuando los elementos llegan a precipitar.Más adelante se verá la coherencia de estos co-mentarios con la posición de las curvas de preci-pitación. El efecto de arrastre de soluto se hacemarcado a velocidades de deformación altas,donde no es posible la formación de precipitados.En esta figura se distingue la etapa en la cual elretraso de la recristalización es por el efecto solu-to, además de la zona en donde intervienen laspartículas precipitadas.
3.4. Efecto de la temperatura de deformación
La Fig. 6 muestra el comportamiento del inicio derecristalización dinámica de los aceros analizadosen función de la temperatura. Se observa un cambiodel mecanismo para el acero M-4 a una temperatu-ra de 1.050 ºC. A temperaturas superiores de 1.050 ºCse presume que el mecanismo que controla el pro-ceso de recristalización es el arrastre de soluto,mientras que a temperaturas inferiores además in-terviene la precipitación de compuestos tales como:nitruros, carburos y carbonitruros de Nb y V [11]. Es-to se comprueba por el comportamiento presentadopor el acero sin microalear, donde su tendencia li-neal es similar a la mostrada por el acero microalea-do a altas temperaturas.
La diferencia observada en la Zona I entre los valo-res de deformación de pico de los aceros, se debe ala influencia que tienen los elementos microalean-tes en solución sólida sobre el retraso de la recris-talización dinámica para temperaturas superioresa la de formación de precipitados. Para la Zona II sedistingue un incremento de la pendiente, a conse-cuencia de la influencia que tienen los precipita-dos en la matriz conforme se deforma, este efecto
Figura 6: Deformación de pico en función del inverso de la tem-peratura absoluta.
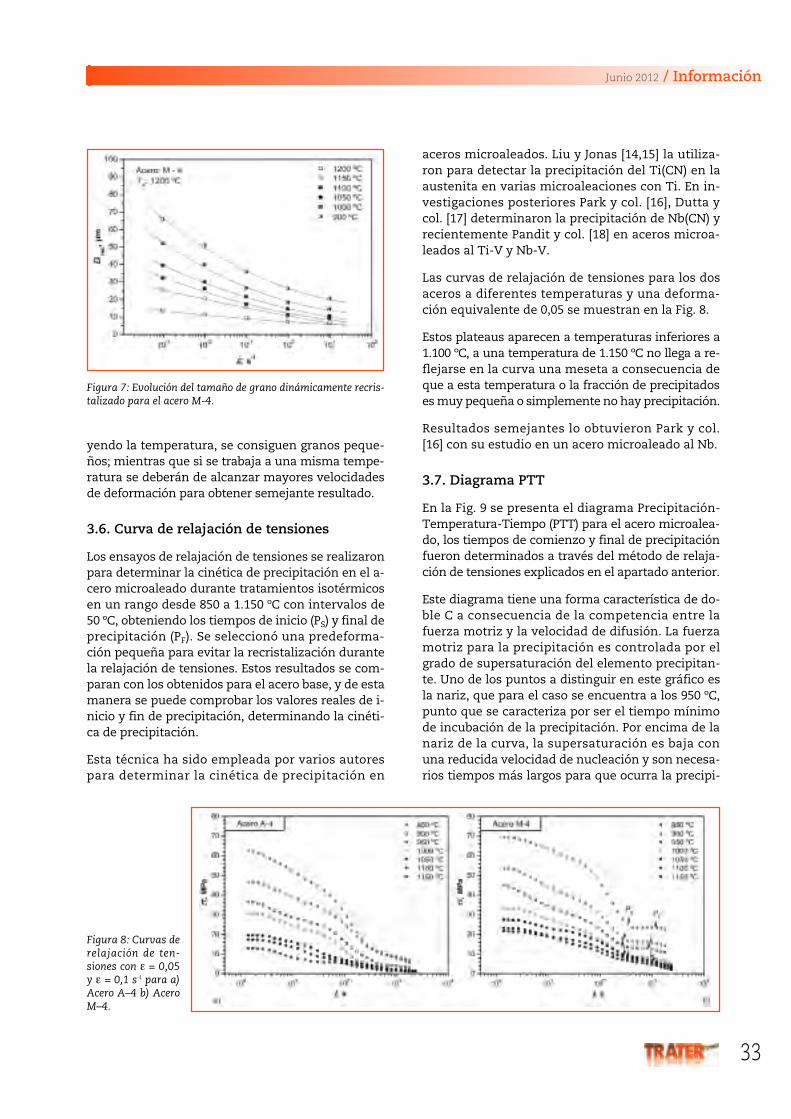
Figura 7: Evolución del tamaño de grano dinámicamente recris-talizado para el acero M-4.
Figura 8: Curvas derelajación de ten-siones con ε = 0,05y ε = 0,1 s-1 para a)Acero A–4 b) AceroM–4.
aceros microaleados. Liu y Jonas [14,15] la utiliza-ron para detectar la precipitación del Ti(CN) en laaustenita en varias microaleaciones con Ti. En in-vestigaciones posteriores Park y col. [16], Dutta ycol. [17] determinaron la precipitación de Nb(CN) yrecientemente Pandit y col. [18] en aceros microa-leados al Ti-V y Nb-V.
Las curvas de relajación de tensiones para los dosaceros a diferentes temperaturas y una deforma-ción equivalente de 0,05 se muestran en la Fig. 8.
Estos plateaus aparecen a temperaturas inferiores a1.100 ºC, a una temperatura de 1.150 ºC no llega a re-flejarse en la curva una meseta a consecuencia deque a esta temperatura o la fracción de precipitadoses muy pequeña o simplemente no hay precipitación.
Resultados semejantes lo obtuvieron Park y col.[16] con su estudio en un acero microaleado al Nb.
3.7. Diagrama PTT
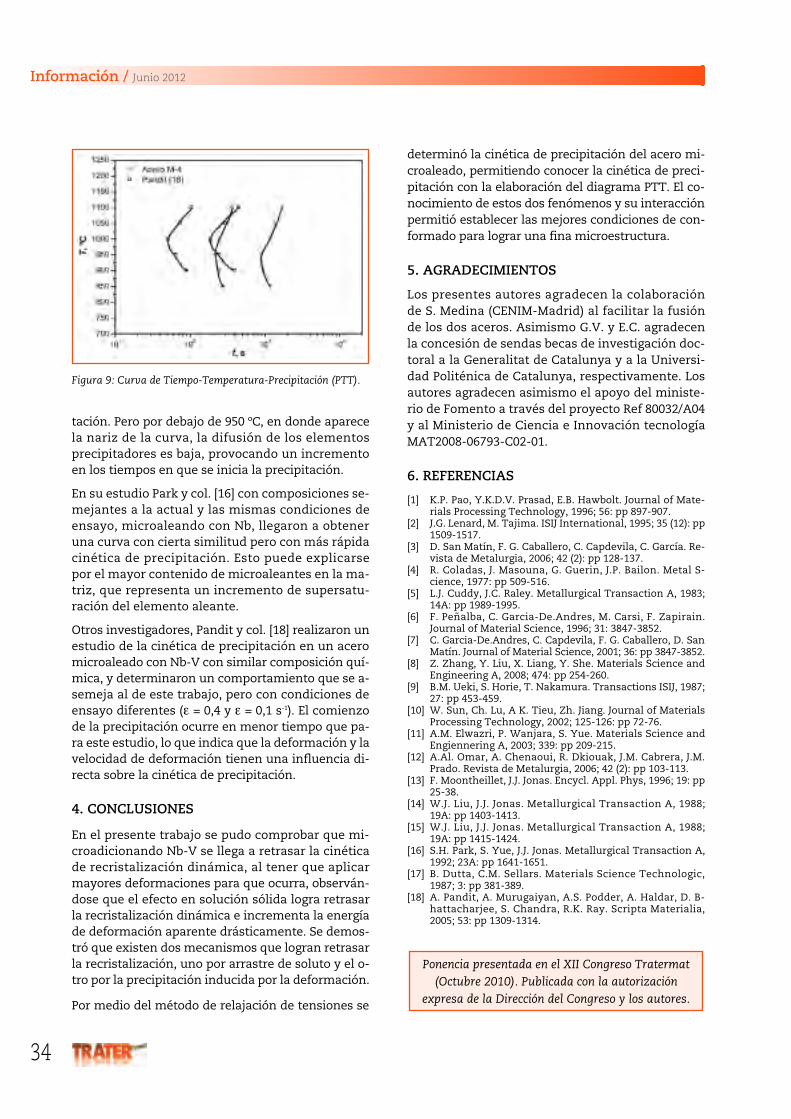
En la Fig. 9 se presenta el diagrama Precipitación-Temperatura-Tiempo (PTT) para el acero microalea-do, los tiempos de comienzo y final de precipitaciónfueron determinados a través del método de relaja-ción de tensiones explicados en el apartado anterior.
Este diagrama tiene una forma característica de do-ble C a consecuencia de la competencia entre lafuerza motriz y la velocidad de difusión. La fuerzamotriz para la precipitación es controlada por elgrado de supersaturación del elemento precipitan-te. Uno de los puntos a distinguir en este gráfico esla nariz, que para el caso se encuentra a los 950 ºC,punto que se caracteriza por ser el tiempo mínimode incubación de la precipitación. Por encima de lanariz de la curva, la supersaturación es baja conuna reducida velocidad de nucleación y son necesa-rios tiempos más largos para que ocurra la precipi-
yendo la temperatura, se consiguen granos peque-ños; mientras que si se trabaja a una misma tempe-ratura se deberán de alcanzar mayores velocidadesde deformación para obtener semejante resultado.
3.6. Curva de relajación de tensiones
Los ensayos de relajación de tensiones se realizaronpara determinar la cinética de precipitación en el a-cero microaleado durante tratamientos isotérmicosen un rango desde 850 a 1.150 ºC con intervalos de50 ºC, obteniendo los tiempos de inicio (PS) y final deprecipitación (PF). Se seleccionó una predeforma-ción pequeña para evitar la recristalización durantela relajación de tensiones. Estos resultados se com-paran con los obtenidos para el acero base, y de estamanera se puede comprobar los valores reales de i-nicio y fin de precipitación, determinando la cinéti-ca de precipitación.
Esta técnica ha sido empleada por varios autorespara determinar la cinética de precipitación en
Junio 2012 / Información
33
determinó la cinética de precipitación del acero mi-croaleado, permitiendo conocer la cinética de preci-pitación con la elaboración del diagrama PTT. El co-nocimiento de estos dos fenómenos y su interacciónpermitió establecer las mejores condiciones de con-formado para lograr una fina microestructura.
5. AGRADECIMIENTOS
Los presentes autores agradecen la colaboraciónde S. Medina (CENIM-Madrid) al facilitar la fusiónde los dos aceros. Asimismo G.V. y E.C. agradecenla concesión de sendas becas de investigación doc-toral a la Generalitat de Catalunya y a la Universi-dad Politénica de Catalunya, respectivamente. Losautores agradecen asimismo el apoyo del ministe-rio de Fomento a través del proyecto Ref 80032/A04y al Ministerio de Ciencia e Innovación tecnologíaMAT2008-06793-C02-01.
6. REFERENCIAS
[1] K.P. Pao, Y.K.D.V. Prasad, E.B. Hawbolt. Journal of Mate-rials Processing Technology, 1996; 56: pp 897-907.
[2] J.G. Lenard, M. Tajima. ISIJ International, 1995; 35 (12): pp1509-1517.
[3] D. San Matín, F. G. Caballero, C. Capdevila, C. García. Re-vista de Metalurgia, 2006; 42 (2): pp 128-137.
[4] R. Coladas, J. Masouna, G. Guerin, J.P. Bailon. Metal S-cience, 1977: pp 509-516.
[5] L.J. Cuddy, J.C. Raley. Metallurgical Transaction A, 1983;14A: pp 1989-1995.
[6] F. Peñalba, C. Garcia-De.Andres, M. Carsi, F. Zapirain.Journal of Material Science, 1996; 31: 3847-3852.
[7] C. Garcia-De.Andres, C. Capdevila, F. G. Caballero, D. SanMatín. Journal of Material Science, 2001; 36: pp 3847-3852.
[8] Z. Zhang, Y. Liu, X. Liang, Y. She. Materials Science andEngineering A, 2008; 474: pp 254-260.
[9] B.M. Ueki, S. Horie, T. Nakamura. Transactions ISIJ, 1987;27: pp 453-459.
[10] W. Sun, Ch. Lu, A K. Tieu, Zh. Jiang. Journal of MaterialsProcessing Technology, 2002; 125-126: pp 72-76.
[11] A.M. Elwazri, P. Wanjara, S. Yue. Materials Science andEngiennering A, 2003; 339: pp 209-215.
[12] A.Al. Omar, A. Chenaoui, R. Dkiouak, J.M. Cabrera, J.M.Prado. Revista de Metalurgia, 2006; 42 (2): pp 103-113.
[13] F. Moontheillet, J.J. Jonas. Encycl. Appl. Phys, 1996; 19: pp25-38.
[14] W.J. Liu, J.J. Jonas. Metallurgical Transaction A, 1988;19A: pp 1403-1413.
[15] W.J. Liu, J.J. Jonas. Metallurgical Transaction A, 1988;19A: pp 1415-1424.
[16] S.H. Park, S. Yue, J.J. Jonas. Metallurgical Transaction A,1992; 23A: pp 1641-1651.
[17] B. Dutta, C.M. Sellars. Materials Science Technologic,1987; 3: pp 381-389.
[18] A. Pandit, A. Murugaiyan, A.S. Podder, A. Haldar, D. B-hattacharjee, S. Chandra, R.K. Ray. Scripta Materialia,2005; 53: pp 1309-1314.
Ponencia presentada en el XII Congreso Tratermat(Octubre 2010). Publicada con la autorización
expresa de la Dirección del Congreso y los autores.
Información / Junio 2012
34
Figura 9: Curva de Tiempo-Temperatura-Precipitación (PTT).
tación. Pero por debajo de 950 ºC, en donde aparecela nariz de la curva, la difusión de los elementosprecipitadores es baja, provocando un incrementoen los tiempos en que se inicia la precipitación.
En su estudio Park y col. [16] con composiciones se-mejantes a la actual y las mismas condiciones deensayo, microaleando con Nb, llegaron a obteneruna curva con cierta similitud pero con más rápidacinética de precipitación. Esto puede explicarsepor el mayor contenido de microaleantes en la ma-triz, que representa un incremento de supersatu-ración del elemento aleante.
Otros investigadores, Pandit y col. [18] realizaron unestudio de la cinética de precipitación en un aceromicroaleado con Nb-V con similar composición quí-mica, y determinaron un comportamiento que se a-semeja al de este trabajo, pero con condiciones deensayo diferentes (ε = 0,4 y ε = 0,1 s-1). El comienzode la precipitación ocurre en menor tiempo que pa-ra este estudio, lo que indica que la deformación y lavelocidad de deformación tienen una influencia di-recta sobre la cinética de precipitación.
4. CONCLUSIONES
En el presente trabajo se pudo comprobar que mi-croadicionando Nb-V se llega a retrasar la cinéticade recristalización dinámica, al tener que aplicarmayores deformaciones para que ocurra, observán-dose que el efecto en solución sólida logra retrasarla recristalización dinámica e incrementa la energíade deformación aparente drásticamente. Se demos-tró que existen dos mecanismos que logran retrasarla recristalización, uno por arrastre de soluto y el o-tro por la precipitación inducida por la deformación.
Por medio del método de relajación de tensiones se

30 € 40 €206 páginas 316 páginas
E stos libros son el resultado de una serie de charlas impartidasal personal técnico y mandos de taller de un numeroso grupo
de empresas metalúrgicas, particularmente, del sector auxiliardel automóvil. Otras han sido impartidas, también, a alumnos deescuelas de ingeniería y de formación profesional.
E l propósito que nos ha guiado es el de contribuir a despertarun mayor interés por los temas que presentamos, permitien-
do así la adquisición de unos conocimientos básicos y una visiónde conjunto, clara y sencilla, necesarios para los que han de uti-lizar o han de tratar los aceros y aleaciones; no olvidándonos deaquéllos que sin participar en los procesos industriales están in-teresados, de una forma general, en el conocimiento de los ma-teriales metálicos y de su tratamiento térmico.
No pretendemos haber sido originales al recoger y redactarlos temas propuestos. Hemos aprovechado información
procedente de las obras más importantes ya existentes; y, funda-mentalmente, aportamos nuestra experiencia personal adquiriday acumulada durante largos años en la docencia y de una dilata-da vida de trabajo en la industria metalúrgica en sus distintos sec-tores: aeronáutica –motores–, automoción, máquinas herramien-ta, tratamientos térmicos y, en especial, en el de aceros finos deconstrucción mecánica y de ingeniería. Por tanto, la única justifi-
cación de este libro radica en los temas particulares que trata, suordenación y la manera en que se exponen.
E l segundo volumen describe, de una manera práctica, clara,concisa y amena el estado del arte en todo lo que concierne
a los aceros finos de construcción mecánica y a los aceros inoxida-bles, su utilización y sus tratamientos térmicos. Tanto los que hande utilizar como los que han de tratar estos grupos de aceros, en-contrarán en este segundo volumen los conocimientos básicos ynecesarios para acertar en la elección del acero y el tratamientotérmico más adecuados a sus fines. También es recomendablepara aquéllos que, sin participar en los procesos industriales, es-tán interesados de un modo general, en el conocimiento de losaceros finos y su tratamiento térmico.
E l segundo volumen está dividido en dos partes. En la primeraque consta de 9 capítulos se examinan los aceros de construc-
ción al carbono y aleados, los aceros de cementación y nitru-ración, los aceros para muelles, los de fácil maquinabilidad y demaquinabilidad mejorada, los microaleados, los aceros para de-formación y extrusión en frío y los aceros para rodamientos. Lostres capítulos de la segunda parte están dedicados a los aceros i-noxidables, haciendo hincapié en su comportamiento frente a lacorrosión, y a los aceros maraging.
Puede ver el contenido de los libros y el índice en www.pedeca.eso solicite más información a:
Teléf.: 917 817 776 - E-mail: [email protected]
Información / Junio 2012
36
1. Introducción
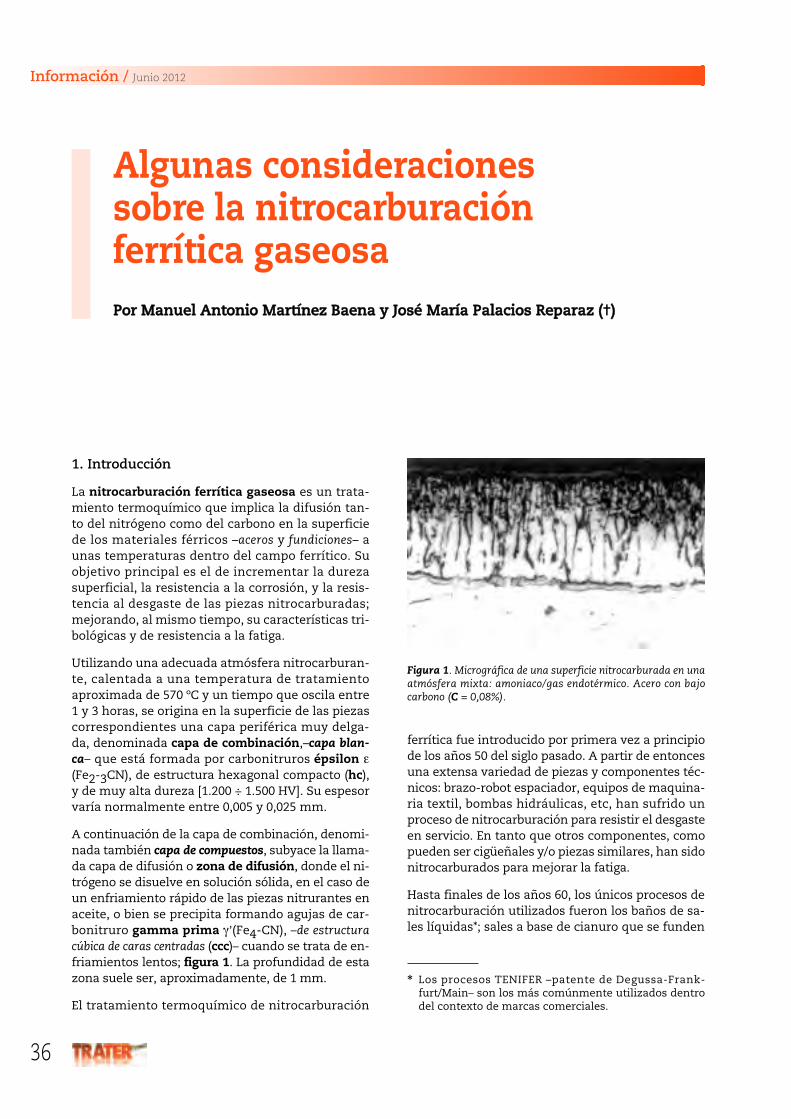
La nitrocarburación ferrítica gaseosa es un trata-miento termoquímico que implica la difusión tan-to del nitrógeno como del carbono en la superficiede los materiales férricos –aceros y fundiciones– aunas temperaturas dentro del campo ferrítico. Suobjetivo principal es el de incrementar la durezasuperficial, la resistencia a la corrosión, y la resis-tencia al desgaste de las piezas nitrocarburadas;mejorando, al mismo tiempo, su características tri-bológicas y de resistencia a la fatiga.
Utilizando una adecuada atmósfera nitrocarburan-te, calentada a una temperatura de tratamientoaproximada de 570 ºC y un tiempo que oscila entre1 y 3 horas, se origina en la superficie de las piezascorrespondientes una capa periférica muy delga-da, denominada capa de combinación,–capa blan-ca– que está formada por carbonitruros épsilon ε(Fe2-3CN), de estructura hexagonal compacto (hc),y de muy alta dureza [1.200 ÷ 1.500 HV]. Su espesorvaría normalmente entre 0,005 y 0,025 mm.
A continuación de la capa de combinación, denomi-nada también capa de compuestos, subyace la llama-da capa de difusión o zona de difusión, donde el ni-trógeno se disuelve en solución sólida, en el caso deun enfriamiento rápido de las piezas nitrurantes enaceite, o bien se precipita formando agujas de car-bonitruro gamma prima γ’(Fe4-CN), –de estructuracúbica de caras centradas (ccc)– cuando se trata de en-friamientos lentos; figura 1. La profundidad de estazona suele ser, aproximadamente, de 1 mm.
El tratamiento termoquímico de nitrocarburación
ferrítica fue introducido por primera vez a principiode los años 50 del siglo pasado. A partir de entoncesuna extensa variedad de piezas y componentes téc-nicos: brazo-robot espaciador, equipos de maquina-ria textil, bombas hidráulicas, etc, han sufrido unproceso de nitrocarburación para resistir el desgasteen servicio. En tanto que otros componentes, comopueden ser cigüeñales y/o piezas similares, han sidonitrocarburados para mejorar la fatiga.
Hasta finales de los años 60, los únicos procesos denitrocarburación utilizados fueron los baños de sa-les líquidas*; sales a base de cianuro que se funden
Algunas consideracionessobre la nitrocarburaciónferrítica gaseosaPPoorr MMaannuueell AAnnttoonniioo MMaarrttíínneezz BBaaeennaa yy JJoosséé MMaarrííaa PPaallaacciiooss RReeppaarraazz ((=))
* Los procesos TENIFER –patente de Degussa-Frank-furt/Main– son los más comúnmente utilizados dentrodel contexto de marcas comerciales.
Figura 1. Micrográfica de una superficie nitrocarburada en unaatmósfera mixta: amoniaco/gas endotérmico. Acero con bajocarbono (C = 0,08%).
peratura próxima a 570 ºC. Temperatura que estáobviamente por debajo del punto A1, en el campode solución sólida del carbono (C) en hierro alfa (Feα) del sistema hierro-carbono (Fe-C). Los tiemposde tratamiento oscilan entre 1 a 3 horas. El procesose realiza sobre un control estricto del potencial denitrógeno a través de un sistema muy preciso ycomplejo que regula, a tiempo real, todas la varia-bles del ciclo de tratamiento: temperatura, presión,mediciones del gas de entrada y de salida, compo-sición química de la atmósfera, etc.
El tratamiento térmico preliminar de las piezas anitrocarburar en gas, es el de bonificado; es decir:temple + revenido a alta temperatura. La tempera-tura de revenido de estar por encima de la de nitro-carburación unos cuantos grados, [25 ÷ 30 ºC] paraevitar las alteraciones principales durante el pro-ceso de nitrocarburación.
3. Propiedades físico-metalúrgicasde la nitrocarburación ferrítica gaseosa
Un estudio muy importante y detallado de la inter-pretación científica del proceso de nitrocarburaciónfue publicado por B. Prenosil en año 1965. Investigóla estructura y composición de la capa formada so-bre hierro puro, obtenida por nitrocarburación ga-seosa a 580 ºC en una atmósfera mixta, con conte-nidos aproximados del 50 por 100 de amoníaco(NH3 50%) y 50 por 100 de propano (C3H8 50%).
En la investigación, Prenosil comprobó que el conte-nido alto de carbono, –en lo que actualmente denomi-namos capa de combinación con nitruros de hierro épsilon(ε)– mejora considerablemente la dureza y la resis-tencia al desgaste de las superficies nitrocarbura-das. Tales observaciones han sido contrastadas, a lolargo del tiempo, con estudios exhaustivos realiza-dos sobre la estructura de capas nitrocarburadas.
Otro estudioso de la nitrocarburación gaseosa, T.Bell, llegó a la conclusión de que el oxígeno se de-bía incrementar en la escala de formación de nitro-carburos épsilon (ε). Las capas obtenidas se evalua-ron, rigurosamente, nitrocarburando una serie deaceros comerciales de bajo carbono en atmósferasactivadas de nitrógeno, oxígeno y carbono; nitro-carburación en la que se lograba la tan deseada ca-pa monofásica, con oxígeno, formada especial-mente de nitrocarburos épsilon (ε).
La consideración básica que hay detrás de todoproceso de nitrocarburación gaseosa es, en esen-cia, el tipo de atmósfera a utilizar, para conseguir
en crisol a una temperatura aproximada de 580 ºC.Desde entonces se ha ido incrementando la preo-cupación sobre todos los aspectos, referidos a losprocesos termoquímicos con sales de cianuro. Con-secuentemente ha habido un marcado interés en eldesarrollo del grupo cianuro (CN), como alternativatécnica y económicamente viable a los tratamien-tos que tienen por base las sales de cianuro.
A lo largo de estos últimos 40 años se ha alcanzadoun progreso considerable, en la nitrocarburaciónen baños de sales. Sin embargo nuestro propósito,en este trabajo, es sólo hacer hincapié principal-mente sobre los tratamientos termoquímicos denitrocarburación ferrítica gaseosa que permiteaplicaciones que en otros medios –gas amoniaco, sa-les, plasma, etc.– no son posibles, o bien dan resul-tados inferiores.
Los tratamientos termoquímicos de nitrocarbura-ción ferrítica gaseosa han sido aplicados con éxitoen la mayoría de los materiales férricos; incluyendoaceros sinterizados, aceros aleados y aceros ino-xidables. Aunque las mejoras más significativas, encuanto a desgaste y resistencia a la fatiga se refiere,las encontramos en los aceros al carbono –de medio ybajo carbono– y en los aceros de baja aleación.
2. Nitrocarburación ferrítica gaseosa
Como describimos en la introducción, la nitrocar-buración ferrítica implica la introducción y difu-sión de carbono y nitrógeno en el acero para pro-ducir una película delgada de carbonitruros dehierro, formada por una capa de combinación ocapa blanca + una capa o zona de difusión subya-cente a la primera, que contiene nitruros aleados ynitruros de hierro. La capa blanca, capa de combi-nación, incrementa la resistencia al desgaste y re-sistencia a la erosión. La zona de difusión aumentamuy mucho el límite de fatiga, especialmente, enlos aceros de medio y bajo carbono, y también enlos aceros de baja aleación.
La capa de combinación puede contener cantidadesvariables de fase gamma prima (γ,), de fase épsilon(εε) y de cementita (Fe3C), así como de una serie denitruros y carbonitruros aleados. La composición e-xacta de los nitruros y carbonitruros es función delos elementos de aleación del acero que se nitrocar-bura junto, también, con la composición de la at-mósfera utilizada.
La nitrocarburación ferrítica gaseosa se realiza, aligual que la nitrocarburación en sales, a una tem-
Junio 2012 / Información
37
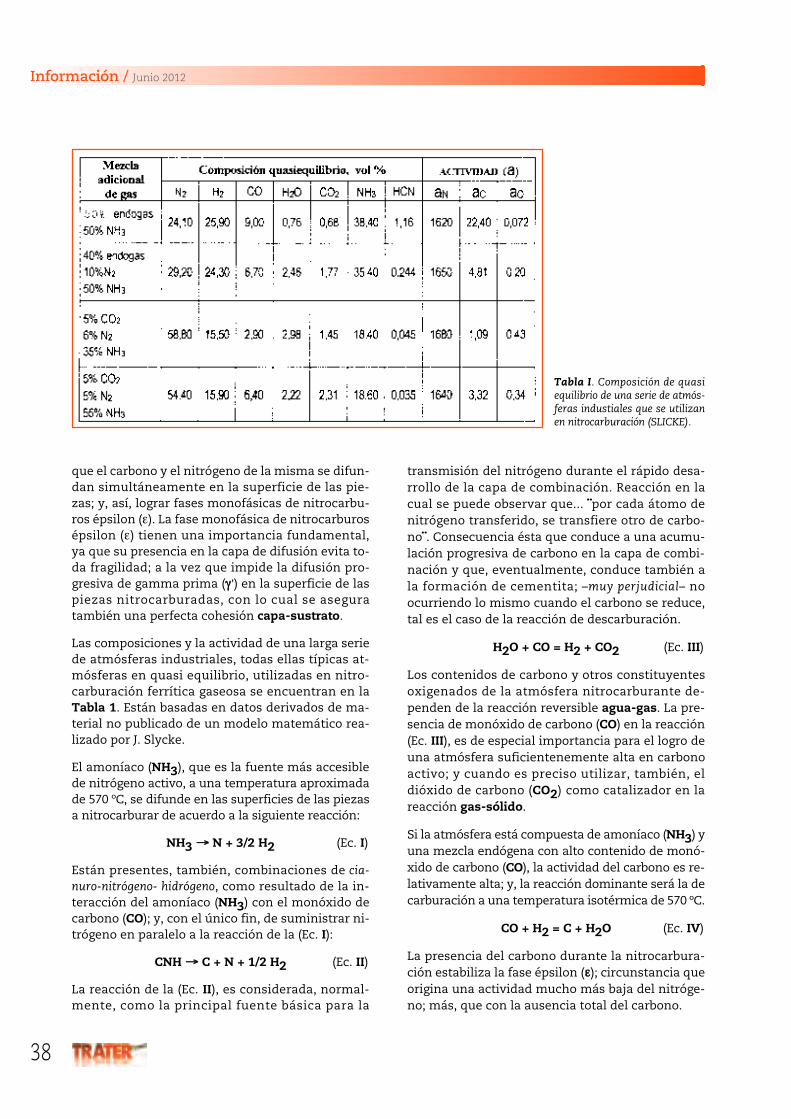
que el carbono y el nitrógeno de la misma se difun-dan simultáneamente en la superficie de las pie-zas; y, así, lograr fases monofásicas de nitrocarbu-ros épsilon (ε). La fase monofásica de nitrocarburosépsilon (ε) tienen una importancia fundamental,ya que su presencia en la capa de difusión evita to-da fragilidad; a la vez que impide la difusión pro-gresiva de gamma prima (γγ’) en la superficie de laspiezas nitrocarburadas, con lo cual se aseguratambién una perfecta cohesión capa-sustrato.
Las composiciones y la actividad de una larga seriede atmósferas industriales, todas ellas típicas at-mósferas en quasi equilibrio, utilizadas en nitro-carburación ferrítica gaseosa se encuentran en laTabla 1. Están basadas en datos derivados de ma-terial no publicado de un modelo matemático rea-lizado por J. Slycke.
El amoníaco (NH3), que es la fuente más accesiblede nitrógeno activo, a una temperatura aproximadade 570 ºC, se difunde en las superficies de las piezasa nitrocarburar de acuerdo a la siguiente reacción:
NH3 →→ N + 3/2 H2 (Ec. I)
Están presentes, también, combinaciones de cia-nuro-nitrógeno- hidrógeno, como resultado de la in-teracción del amoníaco (NH3) con el monóxido decarbono (CO); y, con el único fin, de suministrar ni-trógeno en paralelo a la reacción de la (Ec. I):
CNH →→ C + N + 1/2 H2 (Ec. II)
La reacción de la (Ec. II), es considerada, normal-mente, como la principal fuente básica para la
transmisión del nitrógeno durante el rápido desa-rrollo de la capa de combinación. Reacción en lacual se puede observar que... ¨por cada átomo denitrógeno transferido, se transfiere otro de carbo-no¨. Consecuencia ésta que conduce a una acumu-lación progresiva de carbono en la capa de combi-nación y que, eventualmente, conduce también ala formación de cementita; –muy perjudicial– noocurriendo lo mismo cuando el carbono se reduce,tal es el caso de la reacción de descarburación.
H2O + CO = H2 + CO2 (Ec. III)
Los contenidos de carbono y otros constituyentesoxigenados de la atmósfera nitrocarburante de-penden de la reacción reversible agua-gas. La pre-sencia de monóxido de carbono (CO) en la reacción(Ec. III), es de especial importancia para el logro deuna atmósfera suficientenemente alta en carbonoactivo; y cuando es preciso utilizar, también, eldióxido de carbono (CO2) como catalizador en lareacción gas-sólido.
Si la atmósfera está compuesta de amoníaco (NH3) yuna mezcla endógena con alto contenido de monó-xido de carbono (CO), la actividad del carbono es re-lativamente alta; y, la reacción dominante será la decarburación a una temperatura isotérmica de 570 ºC.
CO + H2 = C + H2O (Ec. IV)
La presencia del carbono durante la nitrocarbura-ción estabiliza la fase épsilon (εε); circunstancia queorigina una actividad mucho más baja del nitróge-no; más, que con la ausencia total del carbono.
Información / Junio 2012
38
Tabla I. Composición de quasiequilibrio de una serie de atmós-feras industiales que se utilizanen nitrocarburación (SLICKE).

han expresado la opinión de que una reducciónparcial en la presión del oxígeno cambiaría, consi-derablemente, los límites de la región épsilon (εε)del diagrama Fe-C-N. Sin embargo está claro que laestructura de la capa de combinación, resultantede una correcta nitrocarburación, no ha de ser untema necesariamente enfatizado; cuando se hacereferencia a la versión del diagrama de fases publi-cado por Naumann y Langenscheid.
En los últimos 20 años del siglo XX, ya hubo unconsiderable interés en la reconsideración del refe-rido sistema ternario Fe-C-N. En el año 1987, Z. Xuy L. Li demostraron, por medio de cálculos termo-dinámicos, que la región gamma prima (γγ’) del dia-grama de fases Fe-C-N de Naumann y Langens-cheid, era correcta; pero que la región épsilon (εε)del mismo, requería una revisión profunda. Suscálculos evidenciaron, no obstante, que la mayoríade los experiencias realizadas por Wells y. Bell e-ran razonables y acertadas.
Trabajos posteriores, con abundantes datos expe-rimentales, están en desacuerdo con el diagramade Naumann y Langenscheid; trabajos que coinci-den con la existencia, asimismo, de fases alfa + ép-silon + cementita [α + ε + Fe3C] a una temperaturaisotérmica aproximada de 570 ºC; circunstanciaque se ha podido demostrar mediante nuevos ynumerosos estudios. Durante la nitruración se ob-servó que la cementita de la perlita, en aceros debaja aleación, se transforma en carbonitruros épsi-lon (εε). De esta manera, en el campo de transfor-mación fase alfa-épsilon-cementita, podían estarinterrelacionadas unas fases con otras; poniendoen evidencia la existencia de un campo de tres fa-ses [α + ε + Fe3C].
Basándose en los datos arriba indicados, Slyckepropuso un nuevo diagrama Fe-C-N. Este diagra-ma, representado en la figura 3, permite la rela-ción directa entre la fase ferrita (α) y la fase épsilon(εε). Su utilización elimina toda ambigüedad de in-terpretación sobre la estructura de la fase épsilon(εε); y, de su evolución bajo una larga variedad decondicionantes durante el proceso de nitrocarbu-ración.
Como ejemplo del uso de las distintas fases delnuevo diagrama Fe-C-N, muy bien caracterizadasen la figura 3 b; consideramos la serie de microgra-fías de la figura 4, que muestran la capa de combi-nación de un hierro puro al 99,99% nitrocarburado.En el proceso de nitrocarburación se han utilizado6 atmósferas, cada una de ellas con distinta rela-
En la tabla I se puede observar que la actividad delcarbono en una mezcla endogas-amoníaco es,marcadamente mayor frente a las atmósferas ba-se-nitrógeno. Sin embargo, las atmósferas base-endogas se pueden reducir, si es preciso, con la a-dición de aire.
La presencia del oxígeno está reconocido como uncomponente constitutivo de la atmósfera, cuando sedesea, como resultado final, una nitrocarburaciónde buena calidad; es decir, la obtención de capasmonofásicas épsilon (εε). Particularidad ésta que hasido enfatizada por J. Slycke y L. Sproge en sus traba-jos sobre la reacciones cianuro-hidrógeno (Ec. II).
3.1. Formación de la capa de combinación
Tradicionalmente se ha aceptado que el rango dela disolución del carbono y del nitrógeno, para laobtención de la fase épsilon (εε) –estable en la capa ni-trocarburada– puede ser deducido del del diagramahierro-carbono-nitrógeno [Fe-C-N] publicado por F.K. Nauman y G. Langenscheid en año1965; figura 2.Sin embargo en año 1983 A. Wells y T. Bell, demos-traron que la fase épsilon (εε) puede tener conteni-dos intersticiales más bajos que los caracterizadosen el diagrama Fe-C-N, antes mencionado.
No se sabe con certeza cuánto y cómo la presenciadel oxígeno, dentro de la fase épsilon (εε), influye enresultado final; pero los investigadores Z. Xu y L. Li,
Junio 2012 / Información
39
Figura 2. Diagrama Fe-C-N [Naumann y Langenscheid] quecaracteriza el nivel de disolución del carbono y la formación dela fase ε.
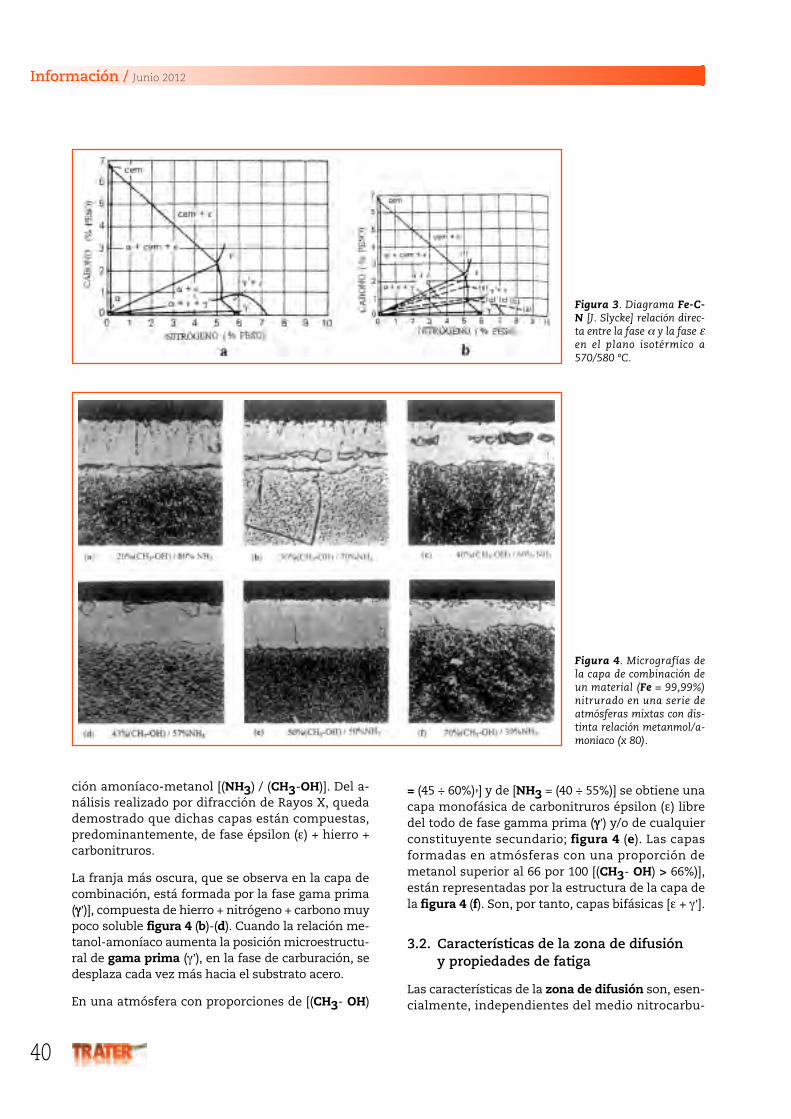
ción amoníaco-metanol [(NH3) / (CH3-OH)]. Del a-nálisis realizado por difracción de Rayos X, quedademostrado que dichas capas están compuestas,predominantemente, de fase épsilon (ε) + hierro +carbonitruros.
La franja más oscura, que se observa en la capa decombinación, está formada por la fase gama prima(γγ’)], compuesta de hierro + nitrógeno + carbono muypoco soluble figura 4 (b)-(d). Cuando la relación me-tanol-amoníaco aumenta la posición microestructu-ral de gama prima (γ’), en la fase de carburación, sedesplaza cada vez más hacia el substrato acero.
En una atmósfera con proporciones de [(CH3- OH)
= (45 ÷ 60%),] y de [NH3 = (40 ÷ 55%)] se obtiene unacapa monofásica de carbonitruros épsilon (ε) libredel todo de fase gamma prima (γγ’) y/o de cualquierconstituyente secundario; figura 4 (e). Las capasformadas en atmósferas con una proporción demetanol superior al 66 por 100 [(CH3- OH) > 66%)],están representadas por la estructura de la capa dela figura 4 (f). Son, por tanto, capas bifásicas [ε + γ’].
3.2. Características de la zona de difusióny propiedades de fatiga
Las características de la zona de difusión son, esen-cialmente, independientes del medio nitrocarbu-
Información / Junio 2012
40
Figura 3. Diagrama Fe-C-N [J. Slycke] relación direc-ta entre la fase α y la fase εen el plano isotérmico a570/580 ºC.
Figura 4. Micrografías dela capa de combinación deun material (Fe = 99,99%)nitrurado en una serie deatmósferas mixtas con dis-tinta relación metanmol/a-moniaco (x 80).
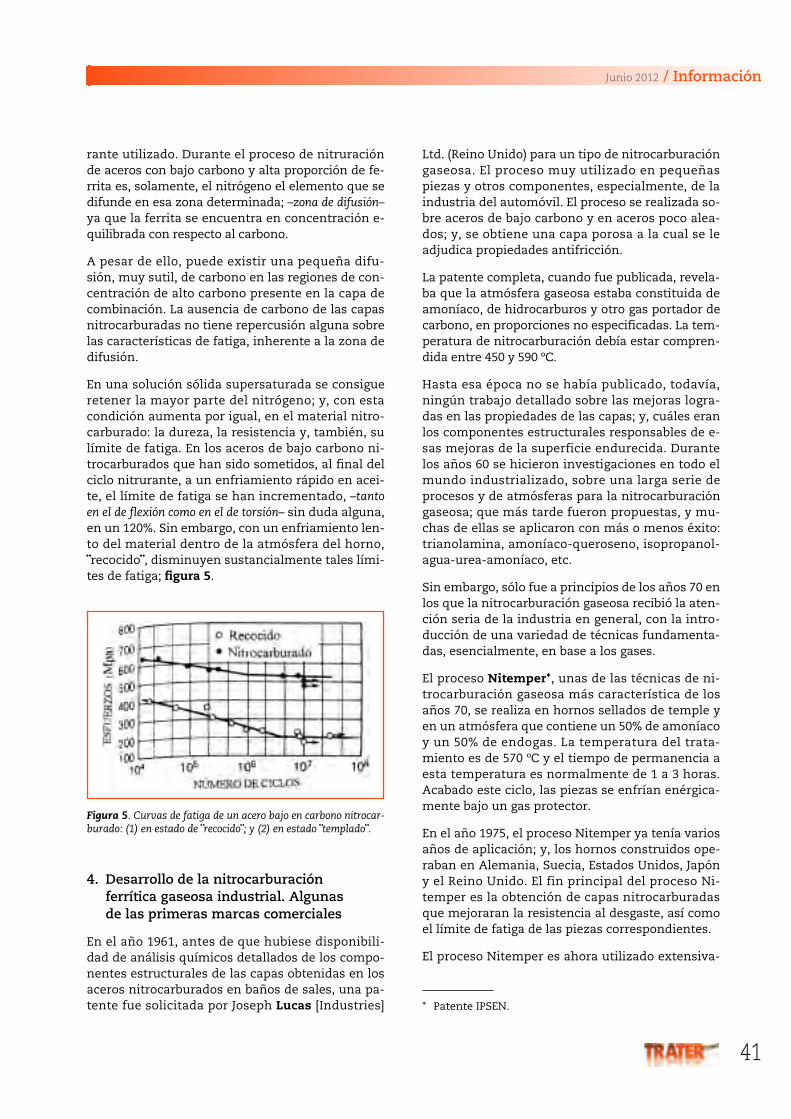
Ltd. (Reino Unido) para un tipo de nitrocarburacióngaseosa. El proceso muy utilizado en pequeñaspiezas y otros componentes, especialmente, de laindustria del automóvil. El proceso se realizada so-bre aceros de bajo carbono y en aceros poco alea-dos; y, se obtiene una capa porosa a la cual se leadjudica propiedades antifricción.
La patente completa, cuando fue publicada, revela-ba que la atmósfera gaseosa estaba constituida deamoníaco, de hidrocarburos y otro gas portador decarbono, en proporciones no especificadas. La tem-peratura de nitrocarburación debía estar compren-dida entre 450 y 590 ºC.
Hasta esa época no se había publicado, todavía,ningún trabajo detallado sobre las mejoras logra-das en las propiedades de las capas; y, cuáles eranlos componentes estructurales responsables de e-sas mejoras de la superficie endurecida. Durantelos años 60 se hicieron investigaciones en todo elmundo industrializado, sobre una larga serie deprocesos y de atmósferas para la nitrocarburacióngaseosa; que más tarde fueron propuestas, y mu-chas de ellas se aplicaron con más o menos éxito:trianolamina, amoníaco-queroseno, isopropanol-agua-urea-amoníaco, etc.
Sin embargo, sólo fue a principios de los años 70 enlos que la nitrocarburación gaseosa recibió la aten-ción seria de la industria en general, con la intro-ducción de una variedad de técnicas fundamenta-das, esencialmente, en base a los gases.
El proceso Nitemper*, unas de las técnicas de ni-trocarburación gaseosa más característica de losaños 70, se realiza en hornos sellados de temple yen un atmósfera que contiene un 50% de amoníacoy un 50% de endogas. La temperatura del trata-miento es de 570 ºC y el tiempo de permanencia aesta temperatura es normalmente de 1 a 3 horas.Acabado este ciclo, las piezas se enfrían enérgica-mente bajo un gas protector.
En el año 1975, el proceso Nitemper ya tenía variosaños de aplicación; y, los hornos construidos ope-raban en Alemania, Suecia, Estados Unidos, Japóny el Reino Unido. El fin principal del proceso Ni-temper es la obtención de capas nitrocarburadasque mejoraran la resistencia al desgaste, así comoel límite de fatiga de las piezas correspondientes.
El proceso Nitemper es ahora utilizado extensiva-
rante utilizado. Durante el proceso de nitruraciónde aceros con bajo carbono y alta proporción de fe-rrita es, solamente, el nitrógeno el elemento que sedifunde en esa zona determinada; –zona de difusión–ya que la ferrita se encuentra en concentración e-quilibrada con respecto al carbono.
A pesar de ello, puede existir una pequeña difu-sión, muy sutil, de carbono en las regiones de con-centración de alto carbono presente en la capa decombinación. La ausencia de carbono de las capasnitrocarburadas no tiene repercusión alguna sobrelas características de fatiga, inherente a la zona dedifusión.
En una solución sólida supersaturada se consigueretener la mayor parte del nitrógeno; y, con estacondición aumenta por igual, en el material nitro-carburado: la dureza, la resistencia y, también, sulímite de fatiga. En los aceros de bajo carbono ni-trocarburados que han sido sometidos, al final delciclo nitrurante, a un enfriamiento rápido en acei-te, el límite de fatiga se han incrementado, –tantoen el de flexión como en el de torsión– sin duda alguna,en un 120%. Sin embargo, con un enfriamiento len-to del material dentro de la atmósfera del horno,¨recocido¨, disminuyen sustancialmente tales lími-tes de fatiga; figura 5.
Junio 2012 / Información
41
Figura 5. Curvas de fatiga de un acero bajo en carbono nitrocar-burado: (1) en estado de ¨recocido¨; y (2) en estado ¨templado¨.
4. Desarrollo de la nitrocarburaciónferrítica gaseosa industrial. Algunasde las primeras marcas comerciales
En el año 1961, antes de que hubiese disponibili-dad de análisis químicos detallados de los compo-nentes estructurales de las capas obtenidas en losaceros nitrocarburados en baños de sales, una pa-tente fue solicitada por Joseph Lucas [Industries] * Patente IPSEN.
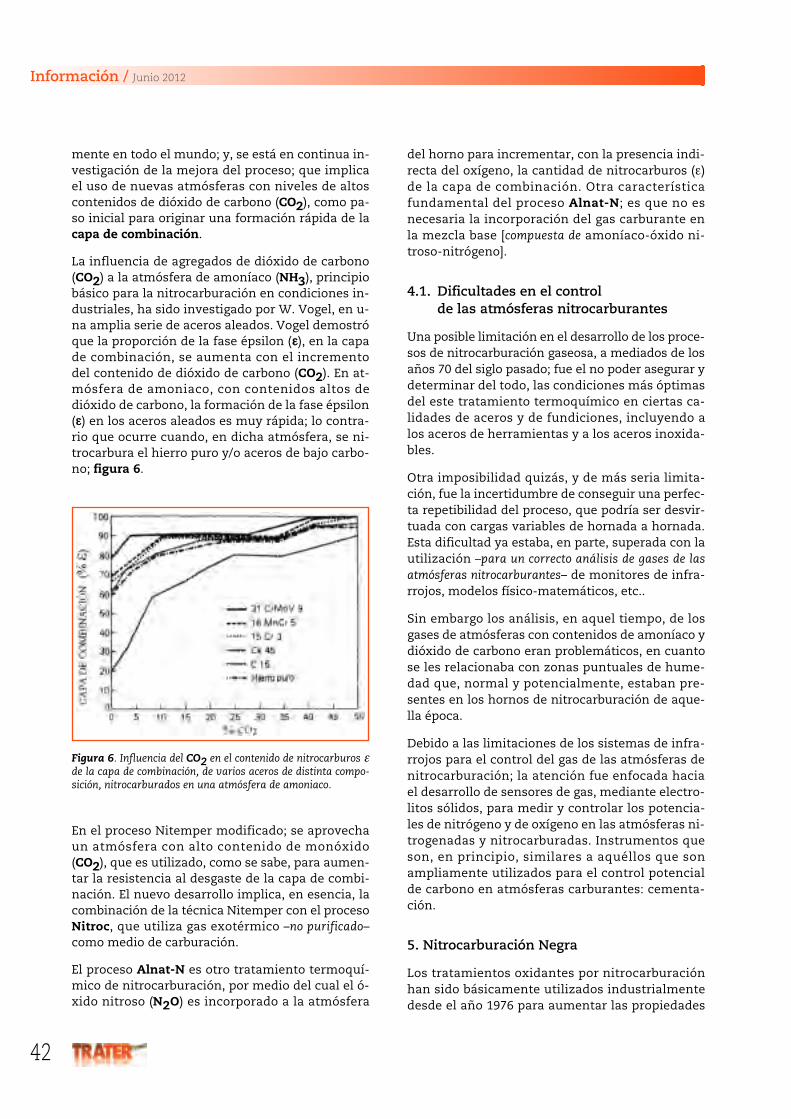
mente en todo el mundo; y, se está en continua in-vestigación de la mejora del proceso; que implicael uso de nuevas atmósferas con niveles de altoscontenidos de dióxido de carbono (CO2), como pa-so inicial para originar una formación rápida de lacapa de combinación.
La influencia de agregados de dióxido de carbono(CO2) a la atmósfera de amoníaco (NH3), principiobásico para la nitrocarburación en condiciones in-dustriales, ha sido investigado por W. Vogel, en u-na amplia serie de aceros aleados. Vogel demostróque la proporción de la fase épsilon (εε), en la capade combinación, se aumenta con el incrementodel contenido de dióxido de carbono (CO2). En at-mósfera de amoniaco, con contenidos altos dedióxido de carbono, la formación de la fase épsilon(εε) en los aceros aleados es muy rápida; lo contra-rio que ocurre cuando, en dicha atmósfera, se ni-trocarbura el hierro puro y/o aceros de bajo carbo-no; figura 6.
del horno para incrementar, con la presencia indi-recta del oxígeno, la cantidad de nitrocarburos (ε)de la capa de combinación. Otra característicafundamental del proceso Alnat-N; es que no esnecesaria la incorporación del gas carburante enla mezcla base [compuesta de amoníaco-óxido ni-troso-nitrógeno].
4.1. Dificultades en el controlde las atmósferas nitrocarburantes
Una posible limitación en el desarrollo de los proce-sos de nitrocarburación gaseosa, a mediados de losaños 70 del siglo pasado; fue el no poder asegurar ydeterminar del todo, las condiciones más óptimasdel este tratamiento termoquímico en ciertas ca-lidades de aceros y de fundiciones, incluyendo alos aceros de herramientas y a los aceros inoxida-bles.
Otra imposibilidad quizás, y de más seria limita-ción, fue la incertidumbre de conseguir una perfec-ta repetibilidad del proceso, que podría ser desvir-tuada con cargas variables de hornada a hornada.Esta dificultad ya estaba, en parte, superada con lautilización –para un correcto análisis de gases de lasatmósferas nitrocarburantes– de monitores de infra-rrojos, modelos físico-matemáticos, etc..
Sin embargo los análisis, en aquel tiempo, de losgases de atmósferas con contenidos de amoníaco ydióxido de carbono eran problemáticos, en cuantose les relacionaba con zonas puntuales de hume-dad que, normal y potencialmente, estaban pre-sentes en los hornos de nitrocarburación de aque-lla época.
Debido a las limitaciones de los sistemas de infra-rrojos para el control del gas de las atmósferas denitrocarburación; la atención fue enfocada haciael desarrollo de sensores de gas, mediante electro-litos sólidos, para medir y controlar los potencia-les de nitrógeno y de oxígeno en las atmósferas ni-trogenadas y nitrocarburadas. Instrumentos queson, en principio, similares a aquéllos que sonampliamente utilizados para el control potencialde carbono en atmósferas carburantes: cementa-ción.
5. Nitrocarburación Negra
Los tratamientos oxidantes por nitrocarburaciónhan sido básicamente utilizados industrialmentedesde el año 1976 para aumentar las propiedades
Información / Junio 2012
42
Figura 6. Influencia del CO2 en el contenido de nitrocarburos εde la capa de combinación, de varios aceros de distinta compo-sición, nitrocarburados en una atmósfera de amoniaco.
En el proceso Nitemper modificado; se aprovechaun atmósfera con alto contenido de monóxido(CO2), que es utilizado, como se sabe, para aumen-tar la resistencia al desgaste de la capa de combi-nación. El nuevo desarrollo implica, en esencia, lacombinación de la técnica Nitemper con el procesoNitroc, que utiliza gas exotérmico –no purificado–como medio de carburación.
El proceso Alnat-N es otro tratamiento termoquí-mico de nitrocarburación, por medio del cual el ó-xido nitroso (N2O) es incorporado a la atmósfera
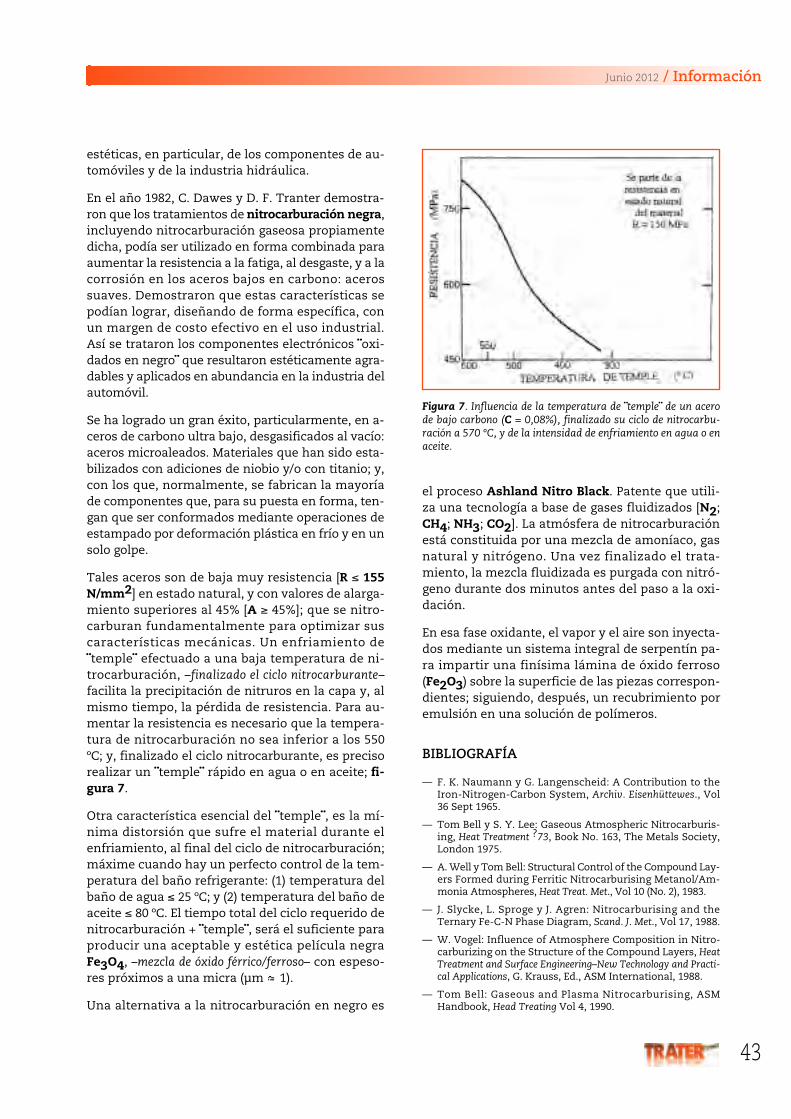
el proceso Ashland Nitro Black. Patente que utili-za una tecnología a base de gases fluidizados [N2;CH4; NH3; CO2]. La atmósfera de nitrocarburaciónestá constituida por una mezcla de amoníaco, gasnatural y nitrógeno. Una vez finalizado el trata-miento, la mezcla fluidizada es purgada con nitró-geno durante dos minutos antes del paso a la oxi-dación.
En esa fase oxidante, el vapor y el aire son inyecta-dos mediante un sistema integral de serpentín pa-ra impartir una finísima lámina de óxido ferroso(Fe2O3) sobre la superficie de las piezas correspon-dientes; siguiendo, después, un recubrimiento poremulsión en una solución de polímeros.
BIBLIOGRAFÍA
— F. K. Naumann y G. Langenscheid: A Contribution to theIron-Nitrogen-Carbon System, Archiv. Eisenhüttewes., Vol36 Sept 1965.
— Tom Bell y S. Y. Lee: Gaseous Atmospheric Nitrocarburis-ing, Heat Treatment ?73, Book No. 163, The Metals Society,London 1975.
— A. Well y Tom Bell: Structural Control of the Compound Lay-ers Formed during Ferritic Nitrocarburising Metanol/Am-monia Atmospheres, Heat Treat. Met., Vol 10 (No. 2), 1983.
— J. Slycke, L. Sproge y J. Agren: Nitrocarburising and theTernary Fe-C-N Phase Diagram, Scand. J. Met., Vol 17, 1988.
— W. Vogel: Influence of Atmosphere Composition in Nitro-carburizing on the Structure of the Compound Layers, HeatTreatment and Surface Engineering–New Technology and Practi-cal Applications, G. Krauss, Ed., ASM International, 1988.
— Tom Bell: Gaseous and Plasma Nitrocarburising, ASMHandbook, Head Treating Vol 4, 1990.
estéticas, en particular, de los componentes de au-tomóviles y de la industria hidráulica.
En el año 1982, C. Dawes y D. F. Tranter demostra-ron que los tratamientos de nitrocarburación negra,incluyendo nitrocarburación gaseosa propiamentedicha, podía ser utilizado en forma combinada paraaumentar la resistencia a la fatiga, al desgaste, y a lacorrosión en los aceros bajos en carbono: acerossuaves. Demostraron que estas características sepodían lograr, diseñando de forma específica, conun margen de costo efectivo en el uso industrial.Así se trataron los componentes electrónicos ¨oxi-dados en negro¨ que resultaron estéticamente agra-dables y aplicados en abundancia en la industria delautomóvil.
Se ha logrado un gran éxito, particularmente, en a-ceros de carbono ultra bajo, desgasificados al vacío:aceros microaleados. Materiales que han sido esta-bilizados con adiciones de niobio y/o con titanio; y,con los que, normalmente, se fabrican la mayoríade componentes que, para su puesta en forma, ten-gan que ser conformados mediante operaciones deestampado por deformación plástica en frío y en unsolo golpe.
Tales aceros son de baja muy resistencia [R ≤ 155N/mm2] en estado natural, y con valores de alarga-miento superiores al 45% [A ≥ 45%]; que se nitro-carburan fundamentalmente para optimizar suscaracterísticas mecánicas. Un enfriamiento de¨temple¨ efectuado a una baja temperatura de ni-trocarburación, –finalizado el ciclo nitrocarburante–facilita la precipitación de nitruros en la capa y, almismo tiempo, la pérdida de resistencia. Para au-mentar la resistencia es necesario que la tempera-tura de nitrocarburación no sea inferior a los 550ºC; y, finalizado el ciclo nitrocarburante, es precisorealizar un ¨temple¨ rápido en agua o en aceite; fi-gura 7.
Otra característica esencial del ¨temple¨, es la mí-nima distorsión que sufre el material durante elenfriamiento, al final del ciclo de nitrocarburación;máxime cuando hay un perfecto control de la tem-peratura del baño refrigerante: (1) temperatura delbaño de agua ≤ 25 ºC; y (2) temperatura del baño deaceite ≤ 80 ºC. El tiempo total del ciclo requerido denitrocarburación + ¨temple¨, será el suficiente paraproducir una aceptable y estética película negraFe3O4, –mezcla de óxido férrico/ferroso– con espeso-res próximos a una micra (µm 1).
Una alternativa a la nitrocarburación en negro es
Junio 2012 / Información
43
Figura 7. Influencia de la temperatura de ¨temple¨ de un acerode bajo carbono (C = 0,08%), finalizado su ciclo de nitrocarbu-ración a 570 ºC, y de la intensidad de enfriamiento en agua o enaceite.
Información / Junio 2012
44
RESUMEN
Los aceros inoxidables son empleados en diversasaplicaciones industriales, principalmente debido asu excelente resistencia frente a la corrosión; sinembargo, su baja resistencia mecánica y pobrecomportamiento tribológico, limitan su utilizaciónen muchas aplicaciones. En este trabajo, muestrasde acero inoxidable AISI 316L y AISI 410 fueron ni-truradas en una descarga DC-pulsada en un reac-tor industrial empleando una mezcla de gases de25% N2 + 75% H2. Las muestras de acero inoxidableAISI 410 fueron nitruradas a tres temperaturas di-ferentes: 623, 673 y 773 ºK, mientras que las mues-tras de acero AISI 316L fueron tratadas a 673 ºK.
Se estudió la influencia de las condiciones de pro-ceso en las características microestructurales y mi-crodureza en ambos aceros nitrurados. Asimismo,se realizó un breve análisis de algunas limitacionesexistentes al tratar estos materiales en reactoresindustriales.
Las muestras nitruradas fueron estudiadas me-diante microscopia óptica, electrónica de barrido,difracción de rayos X y microdureza.
Todas las muestras nitruradas presentaron unadureza superficial superior a 1.000 HV.
Las muestras de acero inoxidable AISI 410 nitrura-da a 623 ºK exhibieron una fase denominada “ferri-ta expandida” (αN), y una incipiente precipitaciónde nitruros de Fe4N. Las muestras tratadas a tem-peraturas superiores a 673 ºK fueron caracteriza-
das por la presencia de dos frentes, denominadosfrente de difusión y frente de transformación; esteúltimo produjo un emblandecimiento de la capanitrurada.
Por orto lado, la nitruración por plasma del aceroAISI 316L produjo una capa sobresaturada en ni-trógeno (γN), que puede ser descrita como una es-tructura triclínica con una distorsión de 11%, ca-racterizada por alta dureza y buena resistencia a lacorrosión.
1. INTRODUCCIÓN
La tecnología de materiales ha experimentado sen-sibles avances en los últimos años, especialmenteen lo que se refiere a materiales tratados en su su-perficie con propiedades específicas y adecuadas ausos muy concretos y a solicitaciones variadas [1].
Debido a las crecientes exigencias productivas, losmateriales deben trabajar en condiciones cada vezmás severas, lo que conduce a la degradación delos mismos por desgaste, corrosión, fatiga, etc. conmayor rapidez, si no son seleccionados y modifica-dos adecuadamente mediante tratamientos de su-perficie [2]. Es por esto que la importancia del esta-do de la superficie respecto a las condiciones detrabajo, ha impulsado notablemente el desarrollode nuevas tecnologías de tratamiento de superfi-cie, que en buena medida están desplazando a lostratamientos convencionales [3].
Entre ellos, los tratamientos de nitruración iónica[4,5] (plasma nitriding) y los recubrimientos por
Nitruración por plasma de acerosinoxidables. Limitacionesen procesos industrialesy optimización microestructuralPPoorr PP.. CCoorreennggiiaa((11)),, EE.. DDee LLaass HHeerraass((22)),, DD.. EEggiiddii((22)),, AA.. GGaarrccííaa--LLuuiiss((11)),, MM.. BBrriizzuueellaa((11))
((11)) IINNAASSMMEETT--TTeeccnnaalliiaa..((22)) GGrruuppoo ddee BBiioommaatteerriiaalleess,, IInnssttiittuuttoo NNaacciioonnaall ddee TTeeccnnoollooggííaa IInndduussttrriiaall..
ºK), mientras que los tratamientos convencionalesde nitruración gaseosa o en sales son realizados aaproximadamente a 843 ºK.
Por otro lado, los investigadores K. Ichii [13], P. A.Dearnley [14] y Y. Sun [15], han observado que lanitruración por plasma a bajas temperaturas pue-de producir una pequeña capa de extremadamen-te alta dureza con excelente resistencia a la corro-sión. Dichos investigadores observaron estructurasde austenita expandida (γN), como resultado de lasobresaturación de nitrógeno en la austenita. Deesta forma, los aceros inoxidables de tipo austení-tico poseen una excelente performance despuésdel nitrurado por plasma.
La dificultad de obtener una capa continua, unifor-me, de alta dureza y con adecuado comportamien-to frente a la corrosión, es aún mayor cuando sepretenden nitrurar aceros inoxidables del tipomartensítico. En este material en particular se hanrealizado relativamente pocos estudios, a pesar desu gran importancia en la industria del petróleo,gas y alimentación [17,18]. Al nitrurar los acerosinoxidables martensíticos se debe tener especial a-tención en las condiciones de nitruración a emple-ar, ya que los mismos tienen un contenido de cro-mo que los ubica en el límite de inoxidabilidad ycualquier precipitación de nitruros de cromo losvolvería “oxidables”. Además, estos aceros tienenuna estructura martensítica, la cual posee menorsolubilidad de nitrógeno, en comparación con losaceros de tipo austenítico para formar una solu-ción sólida sobresaturada de N, análoga a la obte-nida en los aceros inoxidables austeníticos.
Además de la limitación debida a la precipitaciónde nitruros de cromo y la consecuente pérdida deinoxidabilidad de los aceros inoxidables nitrura-dos, existen otras dificultades al tratar estos mate-riales. Entre ellas, se pueden citar las siguientes:
• la sensitización producida al someter algunos a-ceros inoxidables a un determinado ciclo térmi-co (asociado al proceso de nitruración por plas-ma).
• la presencia de la película pasiva de Cr2O3 exis-tente en estos materiales que impide una ade-cuada difusión de N.
• el gradiente de temperatura producido en laspiezas durante el tratamiento. Actualmente, enalgunos reactores industriales se realizan trata-mientos de nitruración por plasma que solamen-te emplean para calefaccionar las piezas la ener-gía provista por el bombardeo iónico. En estos
PVD [3] (Physical Vapour Deposition) son los quehan tenido el mayor desarrollo. Las razones de es-ta preferencia se basan en las ventajas que presen-tan con respecto a las tecnologías convencionales[3], ya que no sólo producen una combinación efi-caz de propiedades metalúrgicas, sino que tam-bién son una tecnología limpia que no degrada elmedio ambiente [6], reduce los costos de produc-ción y mejora la productividad.
La nitruración iónica es un conocido tratamientotermoquímico que mejora la resistencia al desgas-te, fatiga, y en algunos casos resistencia a la corro-sión de aceros, fundiciones, titanio, etc. Estas ca-racterísticas junto a su relativo bajo costo, hace quesea un tratamiento de gran empleo industrial [7].
Las características de superficie de los aceros ni-trurados varían, según el tipo y contenido de ele-mentos aleantes que posean y las condiciones deproceso empleadas.
Entre los elementos de aleación que contienen losaceros, el cromo es frecuentemente usado en ace-ros para nitruración, debido a su afinidad con el ni-trógeno. Dentro de las aleaciones de alto contenidode cromo, los aceros inoxidables tienen un espe-cial interés. Estos aceros, conocidos por su resis-tencia a la corrosión, debido a la capa superficialde óxido que los mismos poseen, limitan su utili-zación en varias e importantes aplicaciones indus-triales debido a su baja dureza y resistencia al des-gaste.
Existe una extensa bibliografía científico-tecnoló-gica acerca de la aplicación del tratamiento termo-químico de nitruración en aceros inoxidables, par-ticularmente aceros del tipo austenítico, con elobjeto de incrementar la resistencia al desgaste yla dureza superficial, así como disminuir el coefi-ciente de fricción, entre otros [8,9].
Diversas investigaciones muestran que la nitrura-ción de estos aceros, si bien mejora sustancial-mente la resistencia al desgaste, es usualmente ca-racterizada por la precipitación de nitruros decromo en la capa nitrurada, esto lleva a una dismi-nución en el contenido de cromo en la matriz, locual provoca una reducción en la resistencia a lacorrosión de la capa nitrurada [10].
Se realizaron diversos intentos en los últimos añospara superar este inconveniente en aceros inoxi-dables austeníticos. L. Zhang [11] y R. Wei [12] de-sarrollaron tratamientos de nitruración asistidospor plasma a bajas temperaturas (menores a 723
Junio 2012 / Información
45
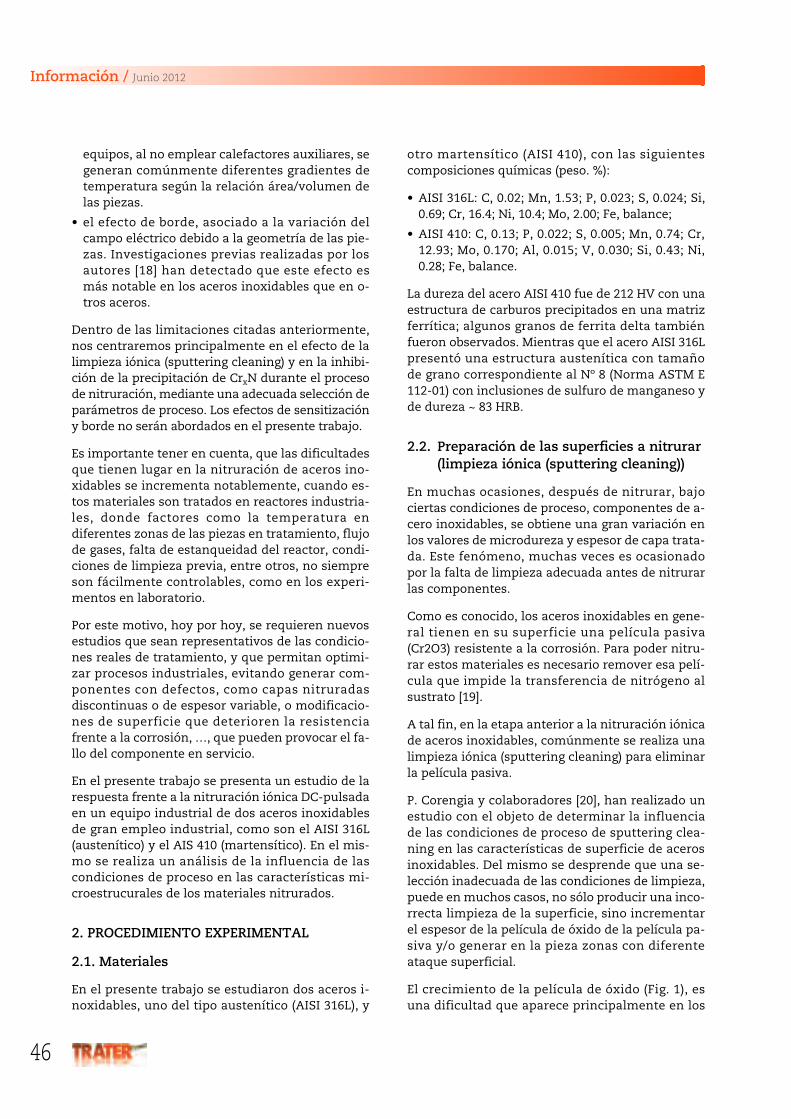
equipos, al no emplear calefactores auxiliares, segeneran comúnmente diferentes gradientes detemperatura según la relación área/volumen delas piezas.
• el efecto de borde, asociado a la variación delcampo eléctrico debido a la geometría de las pie-zas. Investigaciones previas realizadas por losautores [18] han detectado que este efecto esmás notable en los aceros inoxidables que en o-tros aceros.
Dentro de las limitaciones citadas anteriormente,nos centraremos principalmente en el efecto de lalimpieza iónica (sputtering cleaning) y en la inhibi-ción de la precipitación de CrxN durante el procesode nitruración, mediante una adecuada selección deparámetros de proceso. Los efectos de sensitizacióny borde no serán abordados en el presente trabajo.
Es importante tener en cuenta, que las dificultadesque tienen lugar en la nitruración de aceros ino-xidables se incrementa notablemente, cuando es-tos materiales son tratados en reactores industria-les, donde factores como la temperatura endiferentes zonas de las piezas en tratamiento, flujode gases, falta de estanqueidad del reactor, condi-ciones de limpieza previa, entre otros, no siempreson fácilmente controlables, como en los experi-mentos en laboratorio.
Por este motivo, hoy por hoy, se requieren nuevosestudios que sean representativos de las condicio-nes reales de tratamiento, y que permitan optimi-zar procesos industriales, evitando generar com-ponentes con defectos, como capas nitruradasdiscontinuas o de espesor variable, o modificacio-nes de superficie que deterioren la resistenciafrente a la corrosión, …, que pueden provocar el fa-llo del componente en servicio.
En el presente trabajo se presenta un estudio de larespuesta frente a la nitruración iónica DC-pulsadaen un equipo industrial de dos aceros inoxidablesde gran empleo industrial, como son el AISI 316L(austenítico) y el AIS 410 (martensítico). En el mis-mo se realiza un análisis de la influencia de lascondiciones de proceso en las características mi-croestrucurales de los materiales nitrurados.
2. PROCEDIMIENTO EXPERIMENTAL
2.1. Materiales
En el presente trabajo se estudiaron dos aceros i-noxidables, uno del tipo austenítico (AISI 316L), y
otro martensítico (AISI 410), con las siguientescomposiciones químicas (peso. %):
• AISI 316L: C, 0.02; Mn, 1.53; P, 0.023; S, 0.024; Si,0.69; Cr, 16.4; Ni, 10.4; Mo, 2.00; Fe, balance;
• AISI 410: C, 0.13; P, 0.022; S, 0.005; Mn, 0.74; Cr,12.93; Mo, 0.170; Al, 0.015; V, 0.030; Si, 0.43; Ni,0.28; Fe, balance.
La dureza del acero AISI 410 fue de 212 HV con unaestructura de carburos precipitados en una matrizferrítica; algunos granos de ferrita delta tambiénfueron observados. Mientras que el acero AISI 316Lpresentó una estructura austenítica con tamañode grano correspondiente al Nº 8 (Norma ASTM E112-01) con inclusiones de sulfuro de manganeso yde dureza ~ 83 HRB.
2.2. Preparación de las superficies a nitrurar(limpieza iónica (sputtering cleaning))
En muchas ocasiones, después de nitrurar, bajociertas condiciones de proceso, componentes de a-cero inoxidables, se obtiene una gran variación enlos valores de microdureza y espesor de capa trata-da. Este fenómeno, muchas veces es ocasionadopor la falta de limpieza adecuada antes de nitrurarlas componentes.
Como es conocido, los aceros inoxidables en gene-ral tienen en su superficie una película pasiva(Cr2O3) resistente a la corrosión. Para poder nitru-rar estos materiales es necesario remover esa pelí-cula que impide la transferencia de nitrógeno alsustrato [19].
A tal fin, en la etapa anterior a la nitruración iónicade aceros inoxidables, comúnmente se realiza unalimpieza iónica (sputtering cleaning) para eliminarla película pasiva.
P. Corengia y colaboradores [20], han realizado unestudio con el objeto de determinar la influenciade las condiciones de proceso de sputtering clea-ning en las características de superficie de acerosinoxidables. Del mismo se desprende que una se-lección inadecuada de las condiciones de limpieza,puede en muchos casos, no sólo producir una inco-rrecta limpieza de la superficie, sino incrementarel espesor de la película de óxido de la película pa-siva y/o generar en la pieza zonas con diferenteataque superficial.
El crecimiento de la película de óxido (Fig. 1), esuna dificultad que aparece principalmente en los
Información / Junio 2012
46
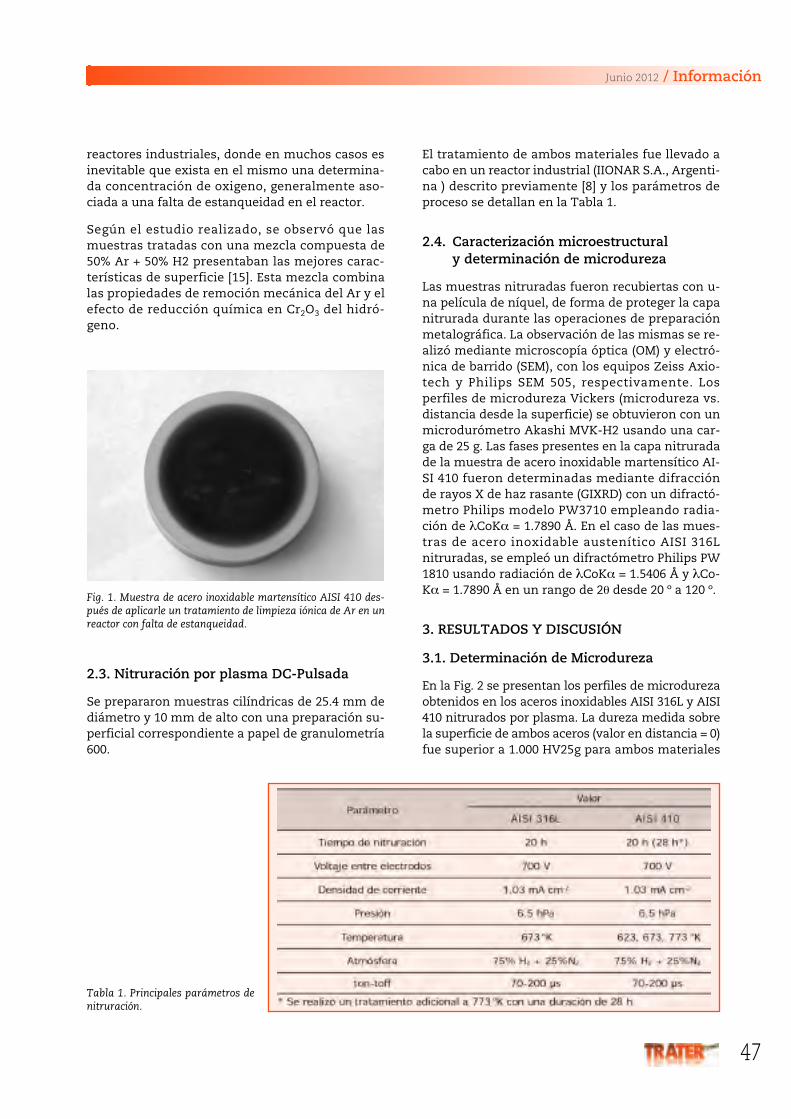
El tratamiento de ambos materiales fue llevado acabo en un reactor industrial (IIONAR S.A., Argenti-na ) descrito previamente [8] y los parámetros deproceso se detallan en la Tabla 1.
2.4. Caracterización microestructuraly determinación de microdureza
Las muestras nitruradas fueron recubiertas con u-na película de níquel, de forma de proteger la capanitrurada durante las operaciones de preparaciónmetalográfica. La observación de las mismas se re-alizó mediante microscopía óptica (OM) y electró-nica de barrido (SEM), con los equipos Zeiss Axio-tech y Philips SEM 505, respectivamente. Losperfiles de microdureza Vickers (microdureza vs.distancia desde la superficie) se obtuvieron con unmicrodurómetro Akashi MVK-H2 usando una car-ga de 25 g. Las fases presentes en la capa nitruradade la muestra de acero inoxidable martensítico AI-SI 410 fueron determinadas mediante difracciónde rayos X de haz rasante (GIXRD) con un difractó-metro Philips modelo PW3710 empleando radia-ción de λCoKα = 1.7890 Å. En el caso de las mues-tras de acero inoxidable austenítico AISI 316Lnitruradas, se empleó un difractómetro Philips PW1810 usando radiación de λCoKα = 1.5406 Å y λCo-Kα = 1.7890 Å en un rango de 2θ desde 20 º a 120 º.
3. RESULTADOS Y DISCUSIÓN
3.1. Determinación de Microdureza
En la Fig. 2 se presentan los perfiles de microdurezaobtenidos en los aceros inoxidables AISI 316L y AISI410 nitrurados por plasma. La dureza medida sobrela superficie de ambos aceros (valor en distancia = 0)fue superior a 1.000 HV25g para ambos materiales
reactores industriales, donde en muchos casos esinevitable que exista en el mismo una determina-da concentración de oxigeno, generalmente aso-ciada a una falta de estanqueidad en el reactor.
Según el estudio realizado, se observó que lasmuestras tratadas con una mezcla compuesta de50% Ar + 50% H2 presentaban las mejores carac-terísticas de superficie [15]. Esta mezcla combinalas propiedades de remoción mecánica del Ar y elefecto de reducción química en Cr2O3 del hidró-geno.
Junio 2012 / Información
47
Fig. 1. Muestra de acero inoxidable martensítico AISI 410 des-pués de aplicarle un tratamiento de limpieza iónica de Ar en unreactor con falta de estanqueidad.
Tabla 1. Principales parámetros denitruración.
2.3. Nitruración por plasma DC-Pulsada
Se prepararon muestras cilíndricas de 25.4 mm dediámetro y 10 mm de alto con una preparación su-perficial correspondiente a papel de granulometría600.
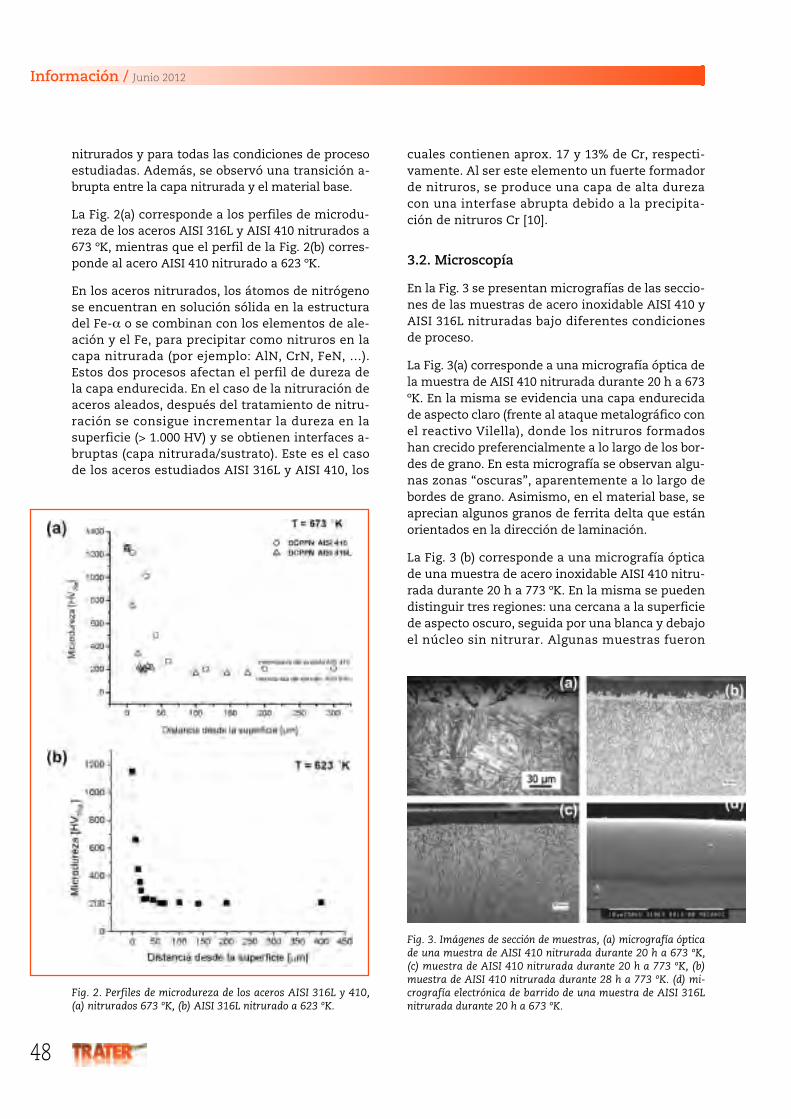
nitrurados y para todas las condiciones de procesoestudiadas. Además, se observó una transición a-brupta entre la capa nitrurada y el material base.
La Fig. 2(a) corresponde a los perfiles de microdu-reza de los aceros AISI 316L y AISI 410 nitrurados a673 ºK, mientras que el perfil de la Fig. 2(b) corres-ponde al acero AISI 410 nitrurado a 623 ºK.
En los aceros nitrurados, los átomos de nitrógenose encuentran en solución sólida en la estructuradel Fe-α o se combinan con los elementos de ale-ación y el Fe, para precipitar como nitruros en lacapa nitrurada (por ejemplo: AlN, CrN, FeN, …).Estos dos procesos afectan el perfil de dureza dela capa endurecida. En el caso de la nitruración deaceros aleados, después del tratamiento de nitru-ración se consigue incrementar la dureza en lasuperficie (> 1.000 HV) y se obtienen interfaces a-bruptas (capa nitrurada/sustrato). Este es el casode los aceros estudiados AISI 316L y AISI 410, los
cuales contienen aprox. 17 y 13% de Cr, respecti-vamente. Al ser este elemento un fuerte formadorde nitruros, se produce una capa de alta durezacon una interfase abrupta debido a la precipita-ción de nitruros Cr [10].
3.2. Microscopía
En la Fig. 3 se presentan micrografías de las seccio-nes de las muestras de acero inoxidable AISI 410 yAISI 316L nitruradas bajo diferentes condicionesde proceso.
La Fig. 3(a) corresponde a una micrografía óptica dela muestra de AISI 410 nitrurada durante 20 h a 673ºK. En la misma se evidencia una capa endurecidade aspecto claro (frente al ataque metalográfico conel reactivo Vilella), donde los nitruros formadoshan crecido preferencialmente a lo largo de los bor-des de grano. En esta micrografía se observan algu-nas zonas “oscuras”, aparentemente a lo largo debordes de grano. Asimismo, en el material base, seaprecian algunos granos de ferrita delta que estánorientados en la dirección de laminación.
La Fig. 3 (b) corresponde a una micrografía ópticade una muestra de acero inoxidable AISI 410 nitru-rada durante 20 h a 773 ºK. En la misma se puedendistinguir tres regiones: una cercana a la superficiede aspecto oscuro, seguida por una blanca y debajoel núcleo sin nitrurar. Algunas muestras fueron
Información / Junio 2012
48
Fig. 2. Perfiles de microdureza de los aceros AISI 316L y 410,(a) nitrurados 673 ºK, (b) AISI 316L nitrurado a 623 ºK.
Fig. 3. Imágenes de sección de muestras, (a) micrografía ópticade una muestra de AISI 410 nitrurada durante 20 h a 673 ºK,(c) muestra de AISI 410 nitrurada durante 20 h a 773 ºK, (b)muestra de AISI 410 nitrurada durante 28 h a 773 ºK. (d) mi-crografía electrónica de barrido de una muestra de AISI 316Lnitrurada durante 20 h a 673 ºK.
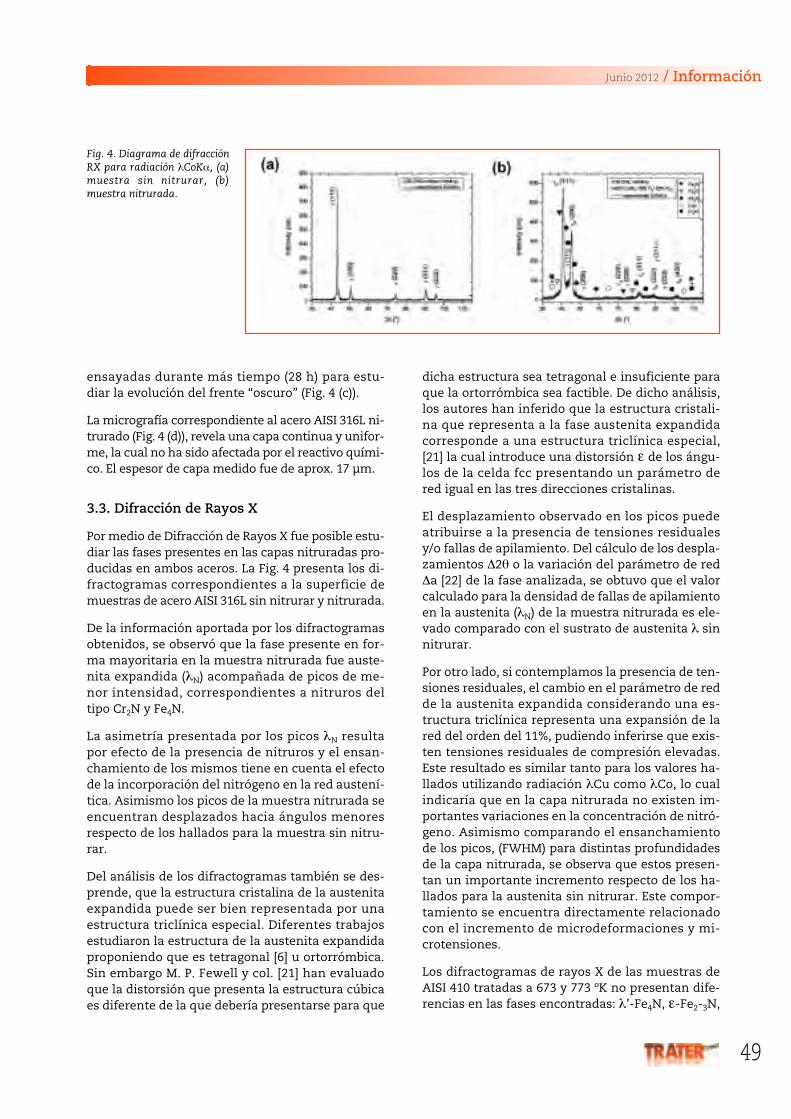
dicha estructura sea tetragonal e insuficiente paraque la ortorrómbica sea factible. De dicho análisis,los autores han inferido que la estructura cristali-na que representa a la fase austenita expandidacorresponde a una estructura triclínica especial,[21] la cual introduce una distorsión ε de los ángu-los de la celda fcc presentando un parámetro dered igual en las tres direcciones cristalinas.
El desplazamiento observado en los picos puedeatribuirse a la presencia de tensiones residualesy/o fallas de apilamiento. Del cálculo de los despla-zamientos ∆2θ o la variación del parámetro de red∆a [22] de la fase analizada, se obtuvo que el valorcalculado para la densidad de fallas de apilamientoen la austenita (λN) de la muestra nitrurada es ele-vado comparado con el sustrato de austenita λ sinnitrurar.
Por otro lado, si contemplamos la presencia de ten-siones residuales, el cambio en el parámetro de redde la austenita expandida considerando una es-tructura triclínica representa una expansión de lared del orden del 11%, pudiendo inferirse que exis-ten tensiones residuales de compresión elevadas.Este resultado es similar tanto para los valores ha-llados utilizando radiación λCu como λCo, lo cualindicaría que en la capa nitrurada no existen im-portantes variaciones en la concentración de nitró-geno. Asimismo comparando el ensanchamientode los picos, (FWHM) para distintas profundidadesde la capa nitrurada, se observa que estos presen-tan un importante incremento respecto de los ha-llados para la austenita sin nitrurar. Este compor-tamiento se encuentra directamente relacionadocon el incremento de microdeformaciones y mi-crotensiones.
Los difractogramas de rayos X de las muestras deAISI 410 tratadas a 673 y 773 ºK no presentan dife-rencias en las fases encontradas: λ’-Fe4N, ε-Fe2-3N,
ensayadas durante más tiempo (28 h) para estu-diar la evolución del frente “oscuro” (Fig. 4 (c)).
La micrografía correspondiente al acero AISI 316L ni-trurado (Fig. 4 (d)), revela una capa continua y unifor-me, la cual no ha sido afectada por el reactivo quími-co. El espesor de capa medido fue de aprox. 17 µm.
3.3. Difracción de Rayos X
Por medio de Difracción de Rayos X fue posible estu-diar las fases presentes en las capas nitruradas pro-ducidas en ambos aceros. La Fig. 4 presenta los di-fractogramas correspondientes a la superficie demuestras de acero AISI 316L sin nitrurar y nitrurada.
De la información aportada por los difractogramasobtenidos, se observó que la fase presente en for-ma mayoritaria en la muestra nitrurada fue auste-nita expandida (λN) acompañada de picos de me-nor intensidad, correspondientes a nitruros deltipo Cr2N y Fe4N.
La asimetría presentada por los picos λN resultapor efecto de la presencia de nitruros y el ensan-chamiento de los mismos tiene en cuenta el efectode la incorporación del nitrógeno en la red austení-tica. Asimismo los picos de la muestra nitrurada seencuentran desplazados hacia ángulos menoresrespecto de los hallados para la muestra sin nitru-rar.
Del análisis de los difractogramas también se des-prende, que la estructura cristalina de la austenitaexpandida puede ser bien representada por unaestructura triclínica especial. Diferentes trabajosestudiaron la estructura de la austenita expandidaproponiendo que es tetragonal [6] u ortorrómbica.Sin embargo M. P. Fewell y col. [21] han evaluadoque la distorsión que presenta la estructura cúbicaes diferente de la que debería presentarse para que
Junio 2012 / Información
49
Fig. 4. Diagrama de difracciónRX para radiación λCoKα, (a)muestra sin nitrurar, (b)muestra nitrurada.
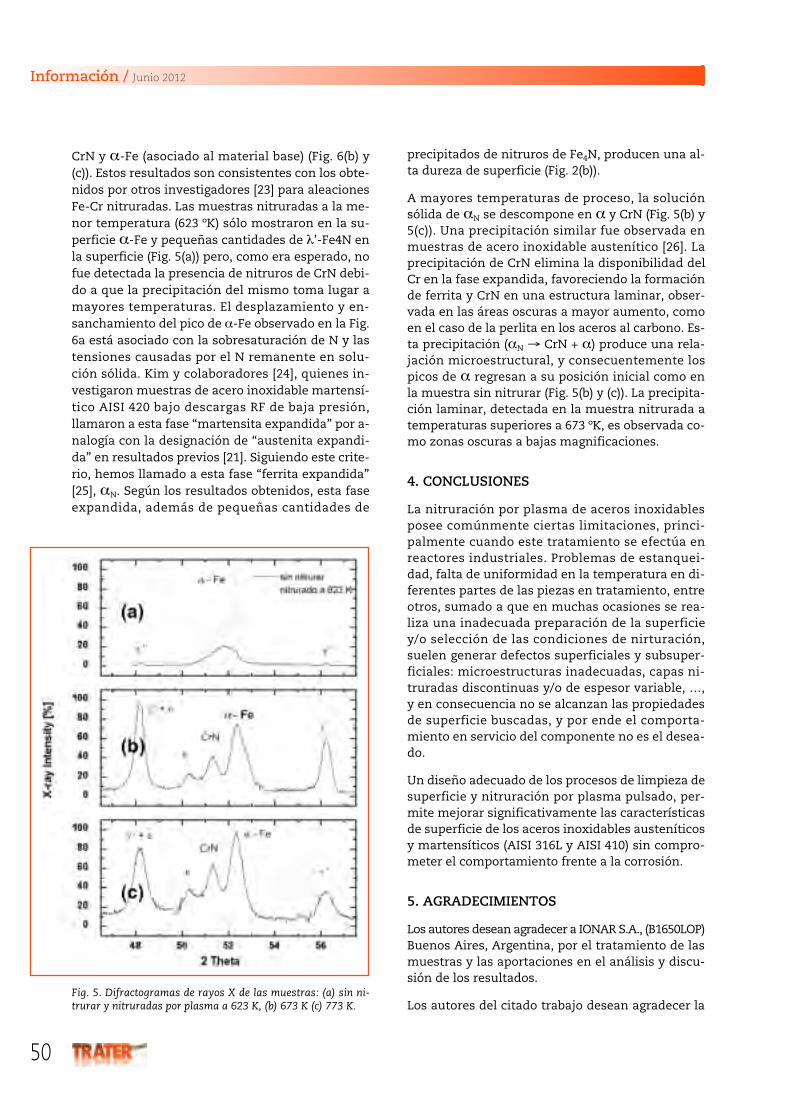
CrN y α-Fe (asociado al material base) (Fig. 6(b) y(c)). Estos resultados son consistentes con los obte-nidos por otros investigadores [23] para aleacionesFe-Cr nitruradas. Las muestras nitruradas a la me-nor temperatura (623 ºK) sólo mostraron en la su-perficie α-Fe y pequeñas cantidades de λ’-Fe4N enla superficie (Fig. 5(a)) pero, como era esperado, nofue detectada la presencia de nitruros de CrN debi-do a que la precipitación del mismo toma lugar amayores temperaturas. El desplazamiento y en-sanchamiento del pico de α-Fe observado en la Fig.6a está asociado con la sobresaturación de N y lastensiones causadas por el N remanente en solu-ción sólida. Kim y colaboradores [24], quienes in-vestigaron muestras de acero inoxidable martensí-tico AISI 420 bajo descargas RF de baja presión,llamaron a esta fase “martensita expandida” por a-nalogía con la designación de “austenita expandi-da” en resultados previos [21]. Siguiendo este crite-rio, hemos llamado a esta fase “ferrita expandida”[25], αN. Según los resultados obtenidos, esta faseexpandida, además de pequeñas cantidades de
precipitados de nitruros de Fe4N, producen una al-ta dureza de superficie (Fig. 2(b)).
A mayores temperaturas de proceso, la soluciónsólida de αN se descompone en α y CrN (Fig. 5(b) y5(c)). Una precipitación similar fue observada enmuestras de acero inoxidable austenítico [26]. Laprecipitación de CrN elimina la disponibilidad delCr en la fase expandida, favoreciendo la formaciónde ferrita y CrN en una estructura laminar, obser-vada en las áreas oscuras a mayor aumento, comoen el caso de la perlita en los aceros al carbono. Es-ta precipitación (αN → CrN + α) produce una rela-jación microestructural, y consecuentemente lospicos de α regresan a su posición inicial como enla muestra sin nitrurar (Fig. 5(b) y (c)). La precipita-ción laminar, detectada en la muestra nitrurada atemperaturas superiores a 673 ºK, es observada co-mo zonas oscuras a bajas magnificaciones.
4. CONCLUSIONES
La nitruración por plasma de aceros inoxidablesposee comúnmente ciertas limitaciones, princi-palmente cuando este tratamiento se efectúa enreactores industriales. Problemas de estanquei-dad, falta de uniformidad en la temperatura en di-ferentes partes de las piezas en tratamiento, entreotros, sumado a que en muchas ocasiones se rea-liza una inadecuada preparación de la superficiey/o selección de las condiciones de nirturación,suelen generar defectos superficiales y subsuper-ficiales: microestructuras inadecuadas, capas ni-truradas discontinuas y/o de espesor variable, …,y en consecuencia no se alcanzan las propiedadesde superficie buscadas, y por ende el comporta-miento en servicio del componente no es el desea-do.
Un diseño adecuado de los procesos de limpieza desuperficie y nitruración por plasma pulsado, per-mite mejorar significativamente las característicasde superficie de los aceros inoxidables austeníticosy martensíticos (AISI 316L y AISI 410) sin compro-meter el comportamiento frente a la corrosión.
5. AGRADECIMIENTOS
Los autores desean agradecer a IONAR S.A., (B1650LOP)Buenos Aires, Argentina, por el tratamiento de lasmuestras y las aportaciones en el análisis y discu-sión de los resultados.
Los autores del citado trabajo desean agradecer la
Información / Junio 2012
50
Fig. 5. Difractogramas de rayos X de las muestras: (a) sin ni-trurar y nitruradas por plasma a 623 K, (b) 673 K (c) 773 K.
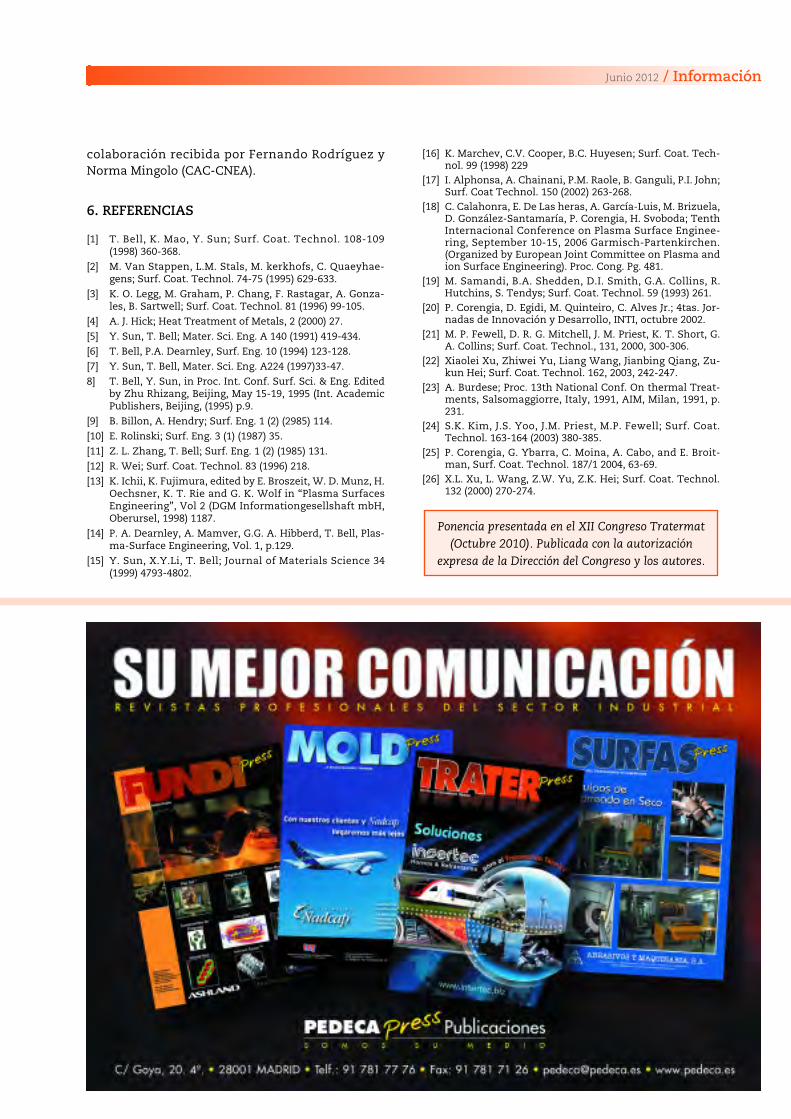
[16] K. Marchev, C.V. Cooper, B.C. Huyesen; Surf. Coat. Tech-nol. 99 (1998) 229
[17] I. Alphonsa, A. Chainani, P.M. Raole, B. Ganguli, P.I. John;Surf. Coat Technol. 150 (2002) 263-268.
[18] C. Calahonra, E. De Las heras, A. García-Luis, M. Brizuela,D. González-Santamaría, P. Corengia, H. Svoboda; TenthInternacional Conference on Plasma Surface Enginee-ring, September 10-15, 2006 Garmisch-Partenkirchen.(Organized by European Joint Committee on Plasma andion Surface Engineering). Proc. Cong. Pg. 481.
[19] M. Samandi, B.A. Shedden, D.I. Smith, G.A. Collins, R.Hutchins, S. Tendys; Surf. Coat. Technol. 59 (1993) 261.
[20] P. Corengia, D. Egidi, M. Quinteiro, C. Alves Jr.; 4tas. Jor-nadas de Innovación y Desarrollo, INTI, octubre 2002.
[21] M. P. Fewell, D. R. G. Mitchell, J. M. Priest, K. T. Short, G.A. Collins; Surf. Coat. Technol., 131, 2000, 300-306.
[22] Xiaolei Xu, Zhiwei Yu, Liang Wang, Jianbing Qiang, Zu-kun Hei; Surf. Coat. Technol. 162, 2003, 242-247.
[23] A. Burdese; Proc. 13th National Conf. On thermal Treat-ments, Salsomaggiorre, Italy, 1991, AIM, Milan, 1991, p.231.
[24] S.K. Kim, J.S. Yoo, J.M. Priest, M.P. Fewell; Surf. Coat.Technol. 163-164 (2003) 380-385.
[25] P. Corengia, G. Ybarra, C. Moina, A. Cabo, and E. Broit-man, Surf. Coat. Technol. 187/1 2004, 63-69.
[26] X.L. Xu, L. Wang, Z.W. Yu, Z.K. Hei; Surf. Coat. Technol.132 (2000) 270-274.
Ponencia presentada en el XII Congreso Tratermat(Octubre 2010). Publicada con la autorización
expresa de la Dirección del Congreso y los autores.
colaboración recibida por Fernando Rodríguez yNorma Mingolo (CAC-CNEA).
6. REFERENCIAS
[1] T. Bell, K. Mao, Y. Sun; Surf. Coat. Technol. 108-109(1998) 360-368.
[2] M. Van Stappen, L.M. Stals, M. kerkhofs, C. Quaeyhae-gens; Surf. Coat. Technol. 74-75 (1995) 629-633.
[3] K. O. Legg, M. Graham, P. Chang, F. Rastagar, A. Gonza-les, B. Sartwell; Surf. Coat. Technol. 81 (1996) 99-105.
[4] A. J. Hick; Heat Treatment of Metals, 2 (2000) 27.
[5] Y. Sun, T. Bell; Mater. Sci. Eng. A 140 (1991) 419-434.
[6] T. Bell, P.A. Dearnley, Surf. Eng. 10 (1994) 123-128.
[7] Y. Sun, T. Bell, Mater. Sci. Eng. A224 (1997)33-47.
8] T. Bell, Y. Sun, in Proc. Int. Conf. Surf. Sci. & Eng. Editedby Zhu Rhizang, Beijing, May 15-19, 1995 (Int. AcademicPublishers, Beijing, (1995) p.9.
[9] B. Billon, A. Hendry; Surf. Eng. 1 (2) (2985) 114.
[10] E. Rolinski; Surf. Eng. 3 (1) (1987) 35.
[11] Z. L. Zhang, T. Bell; Surf. Eng. 1 (2) (1985) 131.
[12] R. Wei; Surf. Coat. Technol. 83 (1996) 218.
[13] K. Ichii, K. Fujimura, edited by E. Broszeit, W. D. Munz, H.Oechsner, K. T. Rie and G. K. Wolf in “Plasma SurfacesEngineering”, Vol 2 (DGM Informationgesellshaft mbH,Oberursel, 1998) 1187.
[14] P. A. Dearnley, A. Mamver, G.G. A. Hibberd, T. Bell, Plas-ma-Surface Engineering, Vol. 1, p.129.
[15] Y. Sun, X.Y.Li, T. Bell; Journal of Materials Science 34(1999) 4793-4802.
Junio 2012 / Información

C/ Arboleda, 14 - Local 11428031 MADRID
Tel. : 91 332 52 95Fax : 91 332 81 46
e-mail : [email protected] Metalográfico de Materiales
Laboratorio de ensayo acreditado por ENAC¥ Laboratorio de ensayo de materiales : an�lisis qu�micos, ensayos mec�nicos, metalo-
gr�ficos de materiales met�licos y sus uniones soldadas.¥ Soluci�n a problemas relacionados con fallos y roturas de piezas o componentes me-
t�licos en producci�n o servicio : calidad de suministro, transformaci�n, conformado,tratamientos t�rmico, termoqu�mico, galv�nico, uniones soldadas etc.
¥ Puesta a punto de equipos autom�ticos de soldadura y rob�tica, y temple superficialpor inducci�n de aceros.
¥ Cursos de fundici�n inyectada de aluminio y zamak con pr�ctica real de trabajo en laempresa.
52
ESPECTRÓMETROS OES PARA ANÁLISIS DE METALESANALIZADORES ELEMENTALES C/S/N/O/H
ANALIZADORES PORTÁTILES DE Rx

53

54

Solución total conun único proveedor
PROGRAMA DE FABRICACIÓN:• Hornos de atmósfera de una o varias cámaras.• Hornos de vacío horizontales y verticales.• Instalaciones continuas de atmósfera.• Instalaciones continuas de vacío.• Generación de atmósferas para procesos.• Control y automatización de procesos.• Investigación, fabricación, servicio postventa, formación.
Ipsen International GmbHFlutstrasse 78 – 47533 Kleve, Alemania – Teléfono 0049-2821-804-518
www.ipsen.de
55
ACEMSA . . . . . . . . . . . . . . . . . . . . . . 52
AFE CRONITE . . . . . . . . . . . . . . . . . 11
ALD . . . . . . . . . . . . . . . . . . . . . . . . . . 19
APLITEC . . . . . . . . . . . . . . . . . . . . . . 53
ARROLA . . . . . . . . . . . . . . . . . . . . . . 5
BAUTERMIC . . . . . . . . . . . . . . . . . . . 52
BIEMH . . . . . . . . . . . . . . . . . . . . . . . Contraportada 2
BMI . . . . . . . . . . . . . . . . . . . . . . . . . . 53
BRUKER . . . . . . . . . . . . . . . . . . . . . . 52
COMERCIAL SATEC . . . . . . . . . . . . 21
DEGUISA . . . . . . . . . . . . . . . . . . . . . 52
EMISON . . . . . . . . . . . . . . . . . . . . . . 53
ENTESIS . . . . . . . . . . . . . . . . . . . . . . 53
FISCHER INSTRUMENTS . . . . . . . . 54
FLEXINOX . . . . . . . . . . . . . . . . . . . . 53
HORNOS ALFERIEFF . . . . . . . . . . . . 7
HORNOS DEL VALLÉS . . . . . . . . . . 21
HOT . . . . . . . . . . . . . . . . . . . . . . . . . 13 y 15
INDUSTRIAS TEY . . . . . . . . . . . . . . 53
INSERTEC . . . . . . . . . . . . . . . . . . . . . PORTADA
INSTRUMENTOS TESTO . . . . . . . . 13
INTERBIL . . . . . . . . . . . . . . . . . . . . . Contraportada 4
IPSEN . . . . . . . . . . . . . . . . . . . . . . . . 55
LAND INSTRUMENTS . . . . . . . . . . 11
LIBROS TRATAMIENTOS TÉRMICOS . 35
METALOGRÁFICA DE LEVANTE . . 54
MTC . . . . . . . . . . . . . . . . . . . . . . . . . 19
NABERTHERM . . . . . . . . . . . . . . . . . 13
POMETON . . . . . . . . . . . . . . . . . . . . 52
PROYCOTECME . . . . . . . . . . . . . . . . 53
REVISTAS TÉCNICAS . . . . . . . . . . . Contraportada 3
S.A. METALOGRÁFICA . . . . . . . . . . 54
SECO-WARWICK . . . . . . . . . . . . . . 3
SOLO . . . . . . . . . . . . . . . . . . . . . . . . . 55
SPECTRO . . . . . . . . . . . . . . . . . . . . . 55
SUMINISTRO Y CALIBRACIÓNINDUSTRIAL . . . . . . . . . . . . . . . . 55
TECNYMAT . . . . . . . . . . . . . . . . . . . 25
WHEELABRATOR . . . . . . . . . . . . . . 54
SEPTIEMBRE
Nº Especial PROVEEDORES, listado completo de emplresas y productos.Espectrómetros. Equipos de control.
Próximo número
INDICE de ANUNCIANTES
56
Información / Junio 2012