
Strategije prostorne organizacije projekata i
62
Strategije prostorne organizacije projekata i procesa Sveučilište u Splitu, Fakultet elektrotehnike, strojarstva i brodogradnje Zavod za proizvodno strojarstvo, Katedra za industrijsko inženjerstvo Doc. dr.sc. Marko Mladineo, mag.ing. [email protected]
Transcript of Strategije prostorne organizacije projekata i
Strategije prostorne organizacije projekata i
procesa
Sveučilište u Splitu, Fakultet elektrotehnike, strojarstva i brodogradnje
Zavod za proizvodno strojarstvo, Katedra za industrijsko inženjerstvo
Doc. dr.sc. Marko Mladineo, mag.ing.
Sadržaj
1. Uvod
2. Strategije prostornog rasporeda
3. Procesno orijentiran raspored
4. Proizvodno orijentiran raspored

“Nemoj izostaviti zmaja iz svojih proračuna,ako stanuje u tvojoj blizini.”
(John R. R. Tolkien, pisac)
1. Uvod
1. Uvod
McDonald’s inovacije
► Stolovi unutar poslovnice (1950-tih)
► Drive-through posluživanje (1970-tih)
► Dodavanje doručka u ponudu (1980-tih)
► Prostor za igru djece (kasnih 1980-tih)
► Redizajn kuhinja (1990-tih)
► Self-service kiosk za narudžbu (2004)
► Tri odvojena prostora za konzumaciju (danas)
1. Uvod
McDonald’s inovacije
► Stolovi unutar poslovnice (1950-tih)
► Drive-through posluživanje (1970-tih)
► Dodavanje doručka u ponudu (1980-tih)
► Prostor za igru djece (kasnih 1980-tih)
► Redizajn kuhinja (1990-tih)
► Self-service kiosk za narudžbu (2004)
► Tri odvojena prostora za konzumaciju (danas)
Šest od sedam odluka vezane su
uz prostorni raspored!
1. Uvod
McDonald’s novi raspored
▶ Redizajn 30 tisuća poslovnica diljem svijeta
▶ Tri odvojena prostora za konzumaciju
▶ Opuštajuća zona s udobnim sjedalima i Wi-Fi vezom za dulji boravak
▶ Brza zona s barskim stolicama za kratak boravak
▶ Prilagodljiva zona za djecu i obitelj
▶ Raspored i izgled poslovnice jedan je od ključnih elemenata konkurentske prednosti!

Cilj strategijaodređivanja prostornog rasporeda je
razvoj efektivnog i efikasnog rasporedakoji će osigurati
konkurentsku prednost poduzeća!
1. Uvod
Strateška važnost odluka o prostornom rasporedu
“Gotovo sva unaprjeđenja kvalitete dolaze od pojednostavljenja dizajna, proizvodnje, prostornog rasporeda, procesa i procedura.”
(Thomas Peters, konzultant i pisac)
2. Strategije prostornog rasporeda
► Bolja iskoristivost prostora, opreme i zaposlenika
► Poboljšanje toka informacija, materijala i zaposlenika
► Poboljšanje motivacije zaposlenika kao i sigurnosti radnih uvjeta
► Unaprjeđenje interakcije s kupcem (klijentom)
► Prilagodljivost na promjene
2. Strategije prostornog rasporeda
Zahtjevi određivanja prostornog rasporeda
2. Strategije prostornog rasporeda
Vrste prostornog rasporeda
1. Uredski raspored
2. Maloprodajni raspored
3. Skladišni raspored
4. Raspored s fiksnom pozicijom
5. Procesno orijentiran raspored
6. Raspored prema radnim ćelijama
7. Proizvodno orijentiran raspored
1. Uredski raspored: Postavljanje zaposlenika, njihove opreme i potrebnih prostora u svrhu razmjene informacija
2. Maloprodajni raspored: Postavljanje prostora za police i prilagodba potražnji kupaca
3. Skladišni raspored: Balansiranje između potrebe za prostorom i zahjteva rukovanja materijalom
2. Strategije prostornog rasporeda
Vrste prostornog rasporeda

4. Raspored s fiksnom pozicijom: Prostorni raspored za velike projekte kao što su u brodogradnji i građevinarstvu
5. Procesno orijentiran raspored: Orijentiran na maloserijsku proizvodnju s velikim brojem varijanti proizvoda
2. Strategije prostornog rasporeda
Vrste prostornog rasporeda (nastavak)
6. Raspored prema radnim ćelijama: Fokus pri raspoređivanju strojeva i opreme je na proizvodu ili skupini proizvoda
7. Proizvodno orijentiran raspored: Traga za najboljim rasporedom radnika i iskoristivosti strojeva u ponavljajućoj kontinuiranoj proizvodnji
2. Strategije prostornog rasporeda
Vrste prostornog rasporeda (nastavak)
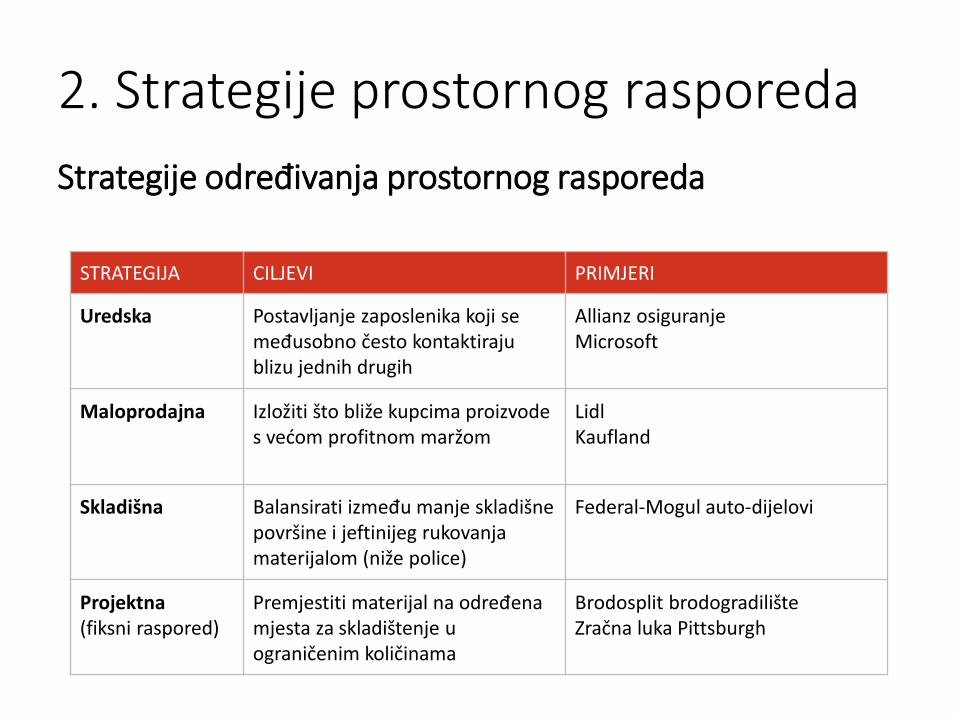
STRATEGIJA CILJEVI PRIMJERI
Uredska Postavljanje zaposlenika koji se međusobno često kontaktiraju blizu jednih drugih
Allianz osiguranjeMicrosoft
Maloprodajna Izložiti što bliže kupcima proizvode s većom profitnom maržom
LidlKaufland
Skladišna Balansirati između manje skladišne površine i jeftinijeg rukovanja materijalom (niže police)
Federal-Mogul auto-dijelovi
Projektna(fiksni raspored)
Premjestiti materijal na određena mjesta za skladištenje u ograničenim količinama
Brodosplit brodogradilišteZračna luka Pittsburgh
2. Strategije prostornog rasporeda
Strategije određivanja prostornog rasporeda
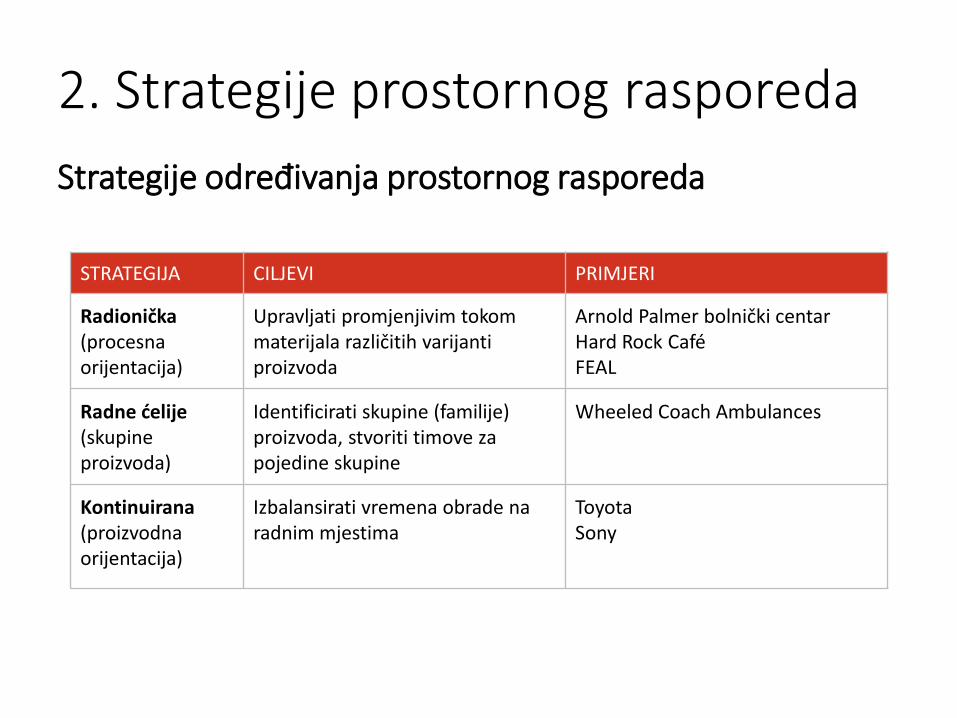
STRATEGIJA CILJEVI PRIMJERI
Radionička (procesna orijentacija)
Upravljati promjenjivim tokom materijala različitih varijanti proizvoda
Arnold Palmer bolnički centarHard Rock CaféFEAL
Radne ćelije(skupine proizvoda)
Identificirati skupine (familije) proizvoda, stvoriti timove za pojedine skupine
Wheeled Coach Ambulances
Kontinuirana(proizvodna orijentacija)
Izbalansirati vremena obrade na radnim mjestima
ToyotaSony
2. Strategije prostornog rasporeda
Strategije određivanja prostornog rasporeda
► Vrsta opreme za rukovanje materijalom
► Potreba za prostorom i kapacitetima
► Okoliš i estetika
► Tok informacija
► Trošak transporta između lokacija
2. Strategije prostornog rasporeda
Važni aspekti za odabir prostornog rasporeda

► Grupiranje zaposlenika, njihove opreme i prostora na način da pružaju nesmetan i siguran tok informacija
► Tok informacija je glavni kriterij
► Obično se često mijenja, zbog čestih promjena tehnologije
2. Strategije prostornog rasporeda
Strategija uredskog rasporeda
► Tri važna fizička i društvena aspekta
► Blizina (Proximity)
► Privatnost (Privacy)
► Dozvola pristupa (Permission)
► Dva glavna trenda
► Informacijska tehnologija (računalni serveri)
► Dinamička potreba za prostorom i uslugama
2. Strategije prostornog rasporeda
Strategija uredskog rasporeda
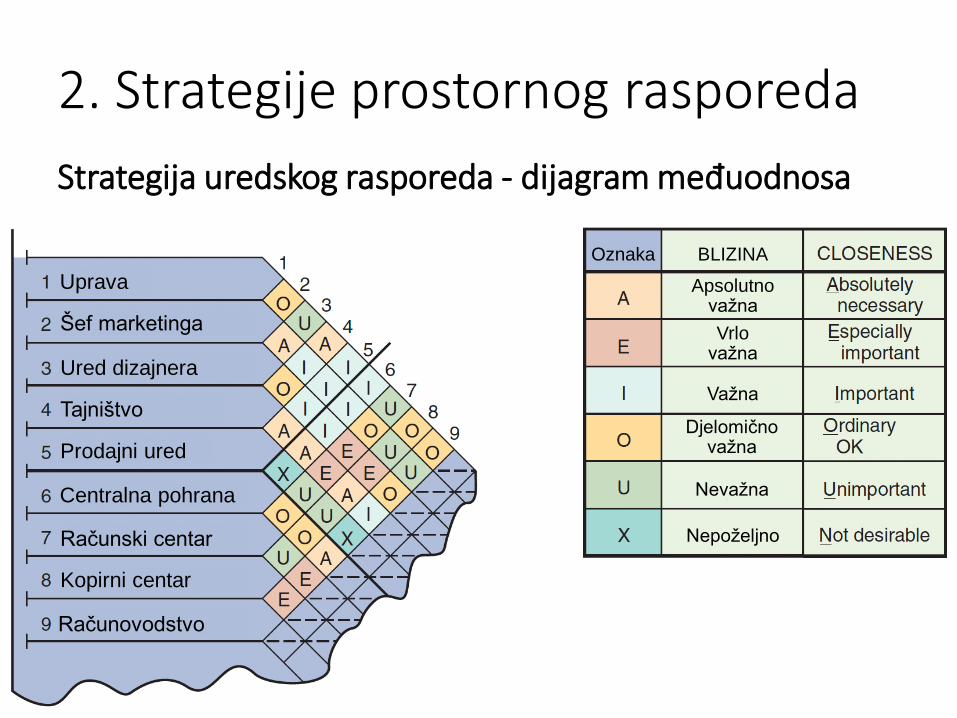
2. Strategije prostornog rasporeda
Strategija uredskog rasporeda - dijagram međuodnosa
Uprava
Šef marketinga
Ured dizajnera
Tajništvo
Prodajni ured
Centralna pohrana
Računski centar
Kopirni centar
Računovodstvo
Oznaka BLIZINA
Apsolutnovažna
Vrlovažna
Važna
Djelomičnovažna
Nevažna
Nepoželjno
2. Strategije prostornog rasporeda
Strategija maloprodajnog rasporeda
▶ Cilj je maksimizirati profit po jedinici površine prostora
▶ Prodaja i profitabilnost ovise o izloženosti dobara kupcima
Korisne napomene:
1. Pozicioniranje artikala koji se prodaju na veliko na periferije prostora
2. Koristiti istaknute lokacije za atraktivne i visoko-profitne artikle
3. Vrlo privlačne artikle raspršiti po policama da se poveća vjerojatnost da se ugledaju ostali artikli
4. Lokacije na krajevima polica su također atraktivne
5. Pažljivo pozicionirati odjele koji odvlače pažnju (pekara)
2. Strategije prostornog rasporeda
Strategija maloprodajnog rasporeda

2. Strategije prostornog rasporeda
Strategija maloprodajnog rasporeda - primjer

▶Maloprodajni lanci naplaćuju poseban položaj na policama
▶ Položaj u visini očiju je optimalan položaj za privući kupca, stoga ima posebnu vrijednost
▶ Sve veći broj novih proizvoda prisiljava poduzeća da se više služe promocijom u prodaji
▶ Servicescape model▶ Ne-ljudski utjecaj u prostoru pružanja usluge
▶ Predstavlja ga uređenje i ambijent prostora (osvjetljenje, zvuk, dizajn interijera…)
2. Strategije prostornog rasporeda
Strategija maloprodajnog rasporeda - dodatne taktike

▶ Cilj je pronaći optimalan balans između troškova rukovanja materijalom i troškova veličine skladišnog prostora
▶ Iskoristiti cjelokupni volumen skladištazadržavajući niskim troškove rukovanja
2. Strategije prostornog rasporeda
Strategija skladišnog rasporeda

► Troškovi rukovanja materijalom
► Transport do skladišta
► Pohranjivanje (police)
► Pronalaženje i pomicanje
► Transport iz skladišta
► Oprema, ljudi, osiguranje, itd.
► Uz minimiziranje troškova oštećivanja i kvarenja dobara (rok valjanosti ili uvjeti čuvanja)
2. Strategije prostornog rasporeda
Strategija skladišnog rasporeda
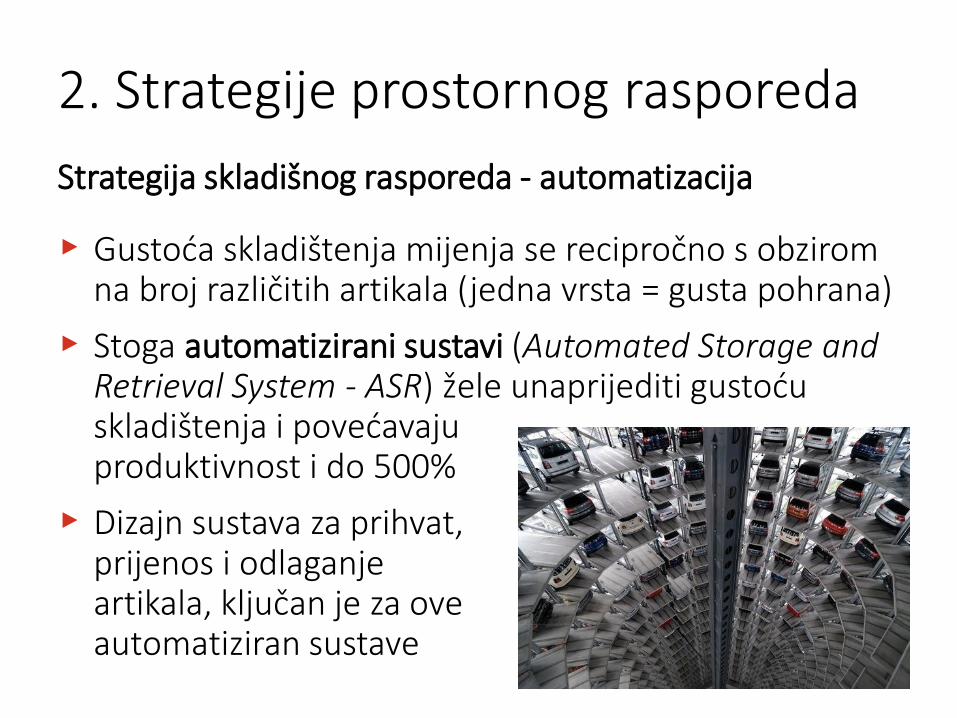
▶ Gustoća skladištenja mijenja se recipročno s obzirom na broj različitih artikala (jedna vrsta = gusta pohrana)
▶ Stoga automatizirani sustavi (Automated Storage and Retrieval System - ASR) žele unaprijediti gustoću skladištenja i povećavajuproduktivnost i do 500%
▶ Dizajn sustava za prihvat, prijenos i odlaganjeartikala, ključan je za oveautomatiziran sustave
2. Strategije prostornog rasporeda
Strategija skladišnog rasporeda - automatizacija
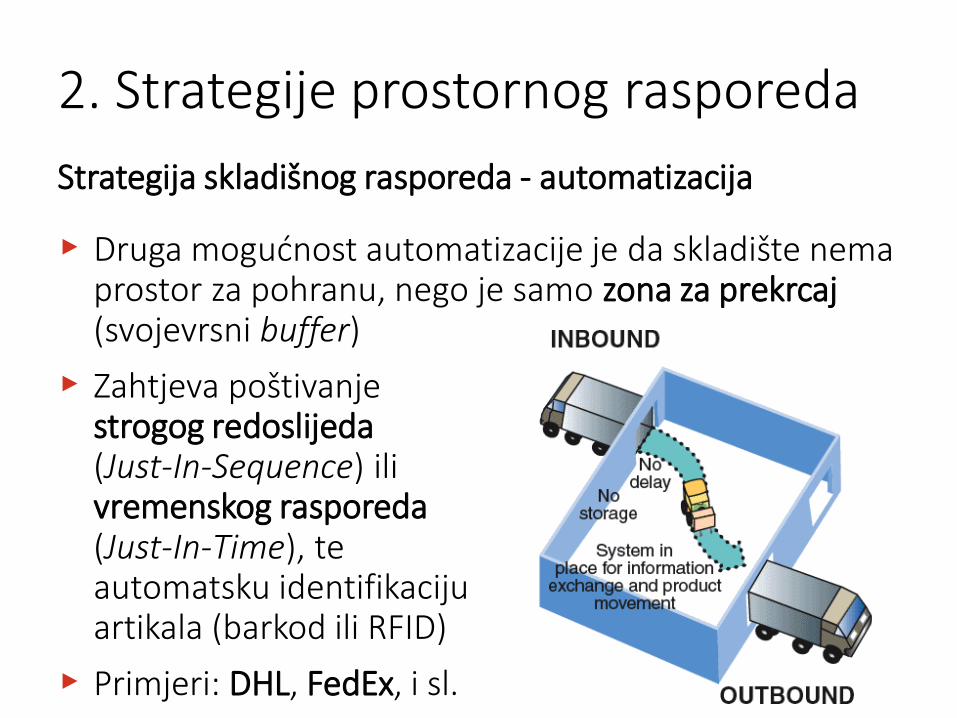
▶ Druga mogućnost automatizacije je da skladište nema prostor za pohranu, nego je samo zona za prekrcaj (svojevrsni buffer)
▶ Zahtjeva poštivanjestrogog redoslijeda(Just-In-Sequence) ilivremenskog rasporeda(Just-In-Time), teautomatsku identifikacijuartikala (barkod ili RFID)
▶ Primjeri: DHL, FedEx, i sl.
2. Strategije prostornog rasporeda
Strategija skladišnog rasporeda - automatizacija

▶ Danas se u skladištima pokušavaju izvršavati i aktivnosti koje dodaju vrijednost, jer u načelu skladištenje ne dodaje nikakvu vrijednost (samo je trošak):
▶ Završna montaža komponenti proizvoda
▶ Postavljanje softvera proizvoda
▶ Popravci i dorada
▶ Personalizirano pakiranje i označavanje
2. Strategije prostornog rasporeda
Strategija skladišnog rasporeda - moderni trendovi

▶ Proizvod ili usluga obavlja se na jednom radnom mjestu (fiksni raspored)
▶ Radnici i oprema dolaze na radno mjesto
▶ Izazovi fiksnog rasporeda
▶ Ograničen prostor
▶ Promjenjiva potrebaza materijalom tokomtrajanja procesa
2. Strategije prostornog rasporeda
Strategija projektnog rasporeda
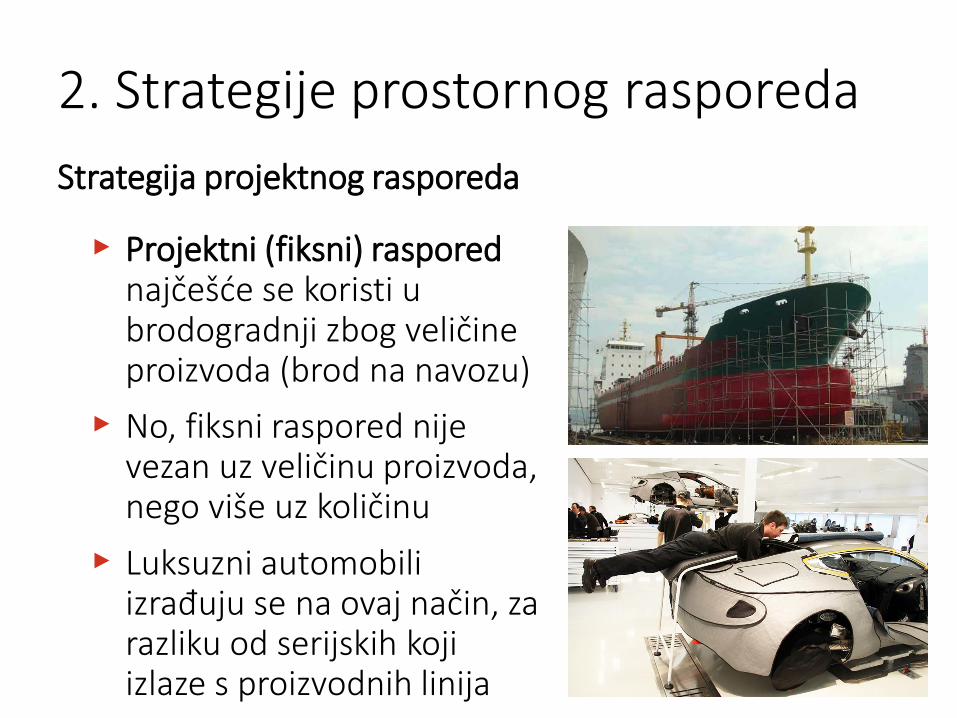
▶ Projektni (fiksni) raspored najčešće se koristi u brodogradnji zbog veličine proizvoda (brod na navozu)
▶ No, fiksni raspored nije vezan uz veličinu proizvoda, nego više uz količinu
▶ Luksuzni automobili izrađuju se na ovaj način, za razliku od serijskih koji izlaze s proizvodnih linija
2. Strategije prostornog rasporeda
Strategija projektnog rasporeda
“Moramo raditi na svojim procesima,a ne na ishodima svojih procesa.”
(William Edwards Deming, inženjer i statističar)
3. Procesno orijentiran raspored
▶ Slične operacije, odnosno slični strojevi i oprema, grupirani su na istom mjestu
▶ Radionički raspored pruža veliku fleksibilnost, podržava mnoge različite varijante proizvoda ili usluga
▶ Raspoređivanje operacije može biti zahtjevno, a transport materijala stvara visoke troškove
3. Procesno orijentiran raspored
Strategija radioničkog rasporeda
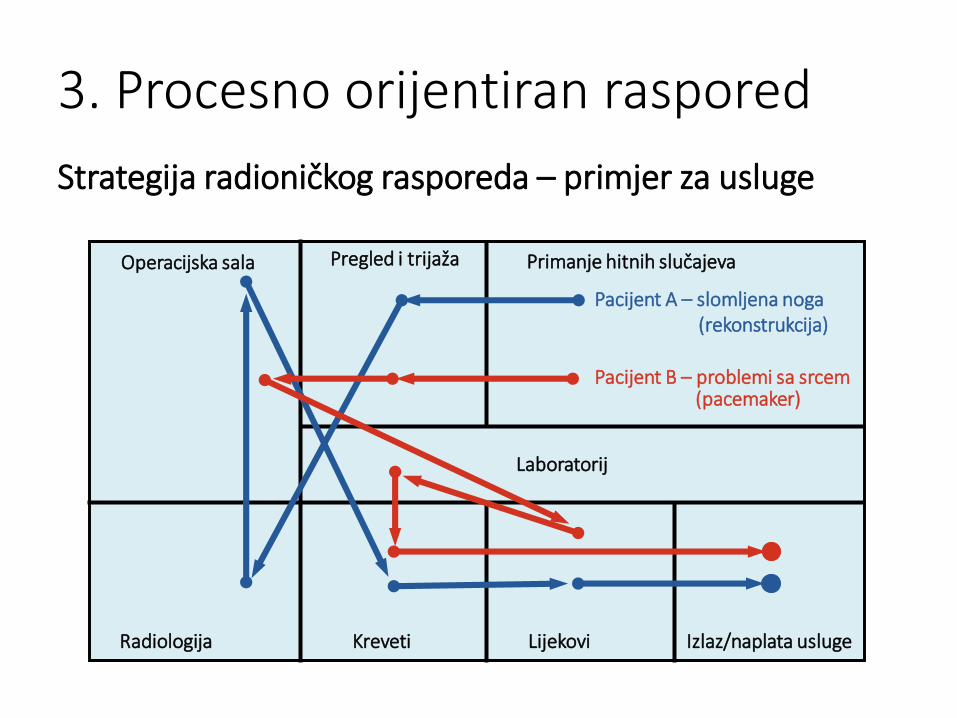
Operacijska sala
Radiologija
Pregled i trijaža
Kreveti Lijekovi
Primanje hitnih slučajeva
Izlaz/naplata usluge
Laboratorij
Pacijent A – slomljena noga(rekonstrukcija)
Pacijent B – problemi sa srcem(pacemaker)
3. Procesno orijentiran raspored
Strategija radioničkog rasporeda – primjer za usluge
▶ Cilj je rasporediti radna mjesta na način da se minimizira trošak transporta
▶ Elementi troška transporta su:
▶ Količina transporta između dva radna mjesta
▶ Udaljenost između lokacija na kojima su radna mjesta
▶ Umnožak količine i udaljenosti daje mjeru transportnog učinka
3. Procesno orijentiran raspored
Strategija radioničkog rasporeda
3. Procesno orijentiran raspored
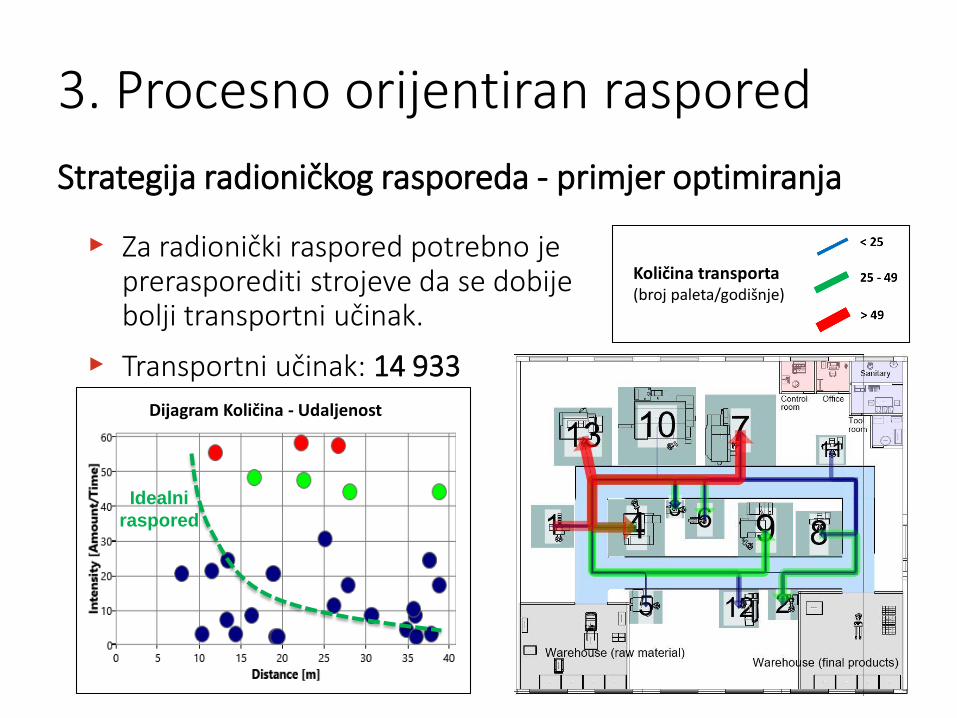
Strategija radioničkog rasporeda - primjer optimiranja
Količina transporta(broj paleta/godišnje)
Dijagram Količina - Udaljenost
▶ Za radionički raspored potrebno je prerasporediti strojeve da se dobije bolji transportni učinak.
▶ Transportni učinak: 14 933
Idealni
raspored
3. Procesno orijentiran raspored
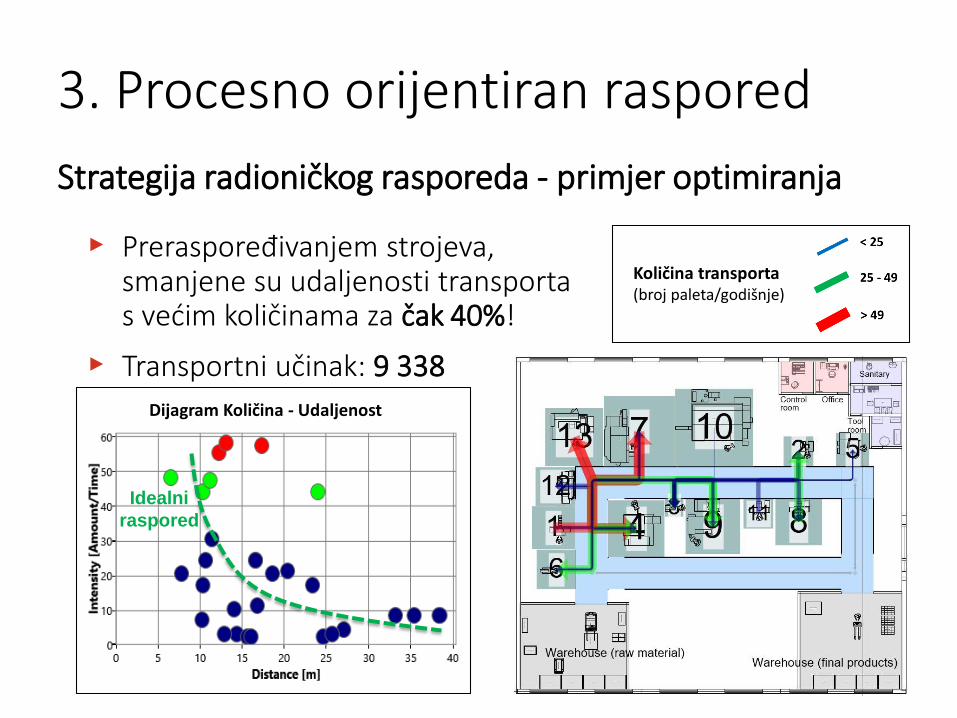
Strategija radioničkog rasporeda - primjer optimiranja
Količina transporta(broj paleta/godišnje)
Dijagram Količina - Udaljenost
▶ Preraspoređivanjem strojeva, smanjene su udaljenosti transporta s većim količinama za čak 40%!
▶ Transportni učinak: 9 338
Idealni
raspored
3. Procesno orijentiran raspored
Strategija radioničkog rasporeda - primjer optimiranja
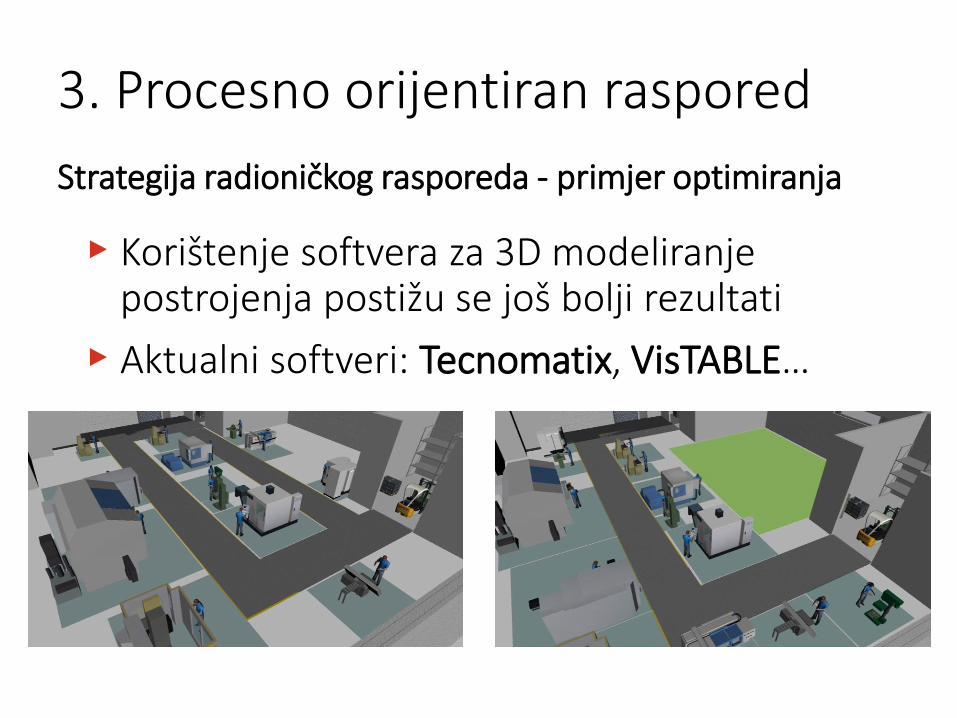
▶ Korištenje softvera za 3D modeliranje postrojenja postižu se još bolji rezultati
▶ Aktualni softveri: Tecnomatix, VisTABLE…

“Izvrsna poduzeća stvorena su naizvrsnim proizvodima.”
(Elon Musk, inovator)
4. Proizvodno orijentiran raspored
▶ Reorganizacija ljudi i opreme u grupe (ćelije) fokusirane na jednu vrstu proizvoda ili skupinu sličnih proizvoda
▶ S obzirom na tehnologijuizrade, proizvodi se premakarakteristikama grupiraju
▶ Količina proizvodnje moraopravdati postojanje grupe(radne ćelije)
4. Proizvodno orijentiran raspored
Strategija rasporeda u radne ćelije
1. Smanjene međuzalihe unutar procesa
2. Bolja iskoristivost radnih površina
3. Smanjene ulazne i izlazne zalihe
4. Manji troškovi rada
5. Veći osjećaj važnosti kod radnika
6. Bolja iskoristivost strojeva i opreme
7. Manje ulaganja u strojeve i opremu
4. Proizvodno orijentiran raspored
Strategija rasporeda u radne ćelije - prednosti

▶ Identificiranje skupine (familije) proizvoda
▶ Visoka kvalifikacija zaposlenika, fleksibilnost u radu i odgovornost za donošenje odluka
▶ Samodostatnost, odnosno ćelija ima vlastitu opremu i alate
▶ Kontrola kvalitete proizvoda na svakoj ćeliji (Poka-Yoke princip)
4. Proizvodno orijentiran raspored
Strategija rasporeda u radne ćelije - zahtjevi

Trenutni raspored – radnici u malom ograničenom prostoru.
Unaprjeđeni raspored – radnici šire kvalifikacije mogu pomagati jedan drugoga.Ako su zahtjevi za količinom veći, dodaje se treći radnik.
Materijal
4. Proizvodno orijentiran raspored
Strategija rasporeda u radne ćelije – primjer unaprjeđenja

Trenutni raspored – pravocrtna linija otežava balansiranje zadaća, jer se zadaće ne mogu podjednako rasporediti na radnike.
Unaprjeđeni raspored – kod U-rasporeda radnici imaju bolji pristup zadaćama, te se može i smanjiti njihov broj s četiri na tri.
U-raspored ili U-linija smanjuje kretanje zaposlenika, potrebu za prostorom, poboljšava komunikaciju, olakšava kontrolu, te u konačnici smanjuje potreban broj radnika.
4. Proizvodno orijentiran raspored
Strategija rasporeda u radne ćelije – primjer unaprjeđenja
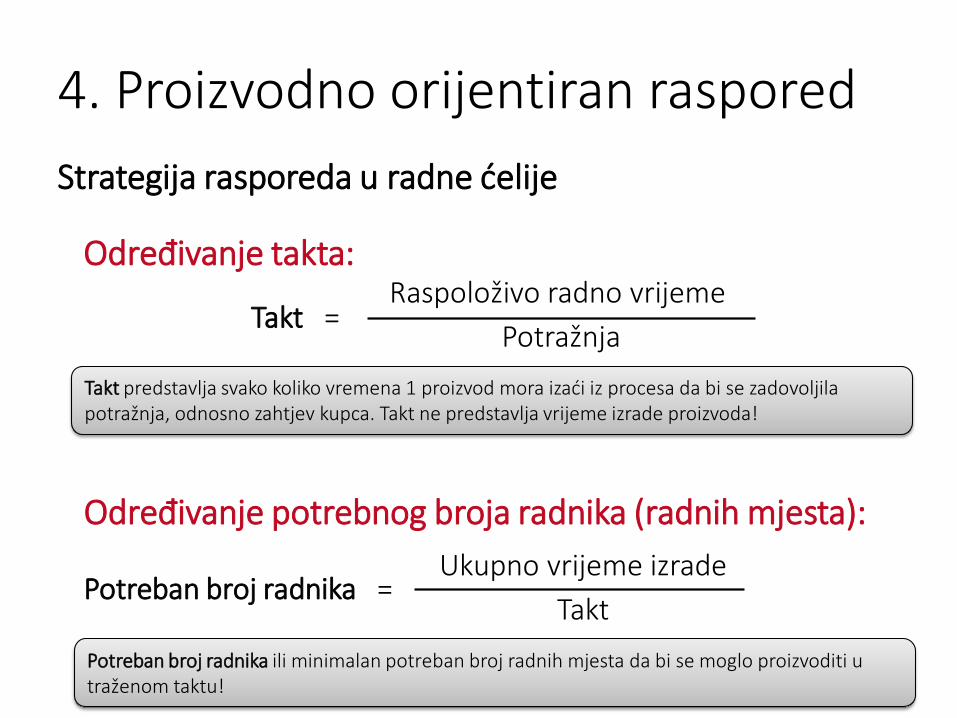
Određivanje takta:
Takt =Raspoloživo radno vrijeme
Potražnja
Određivanje potrebnog broja radnika (radnih mjesta):
Potreban broj radnika =Ukupno vrijeme izrade
Takt
Takt predstavlja svako koliko vremena 1 proizvod mora izaći iz procesa da bi se zadovoljila potražnja, odnosno zahtjev kupca. Takt ne predstavlja vrijeme izrade proizvoda!
Potreban broj radnika ili minimalan potreban broj radnih mjesta da bi se moglo proizvoditi u traženom taktu!
4. Proizvodno orijentiran raspored
Strategija rasporeda u radne ćelije

▶ Kod radnih ćelija važno je izbalansirati opterećenje pojedinih radnika raspoređujući poslove između njih
▶ Koristi se dijagram balansa rada (poznat kao Yamazumi dijagram)
▶ Ovime se identificiraju tzv. uska grla (bottle-necks) u proizvodnji, odnosno poslovi koji su znatno sporiji od ostalih poslova, pa uzrokuju zastoje
4. Proizvodno orijentiran raspored
Strategija rasporeda u radne ćelije - balansiranje
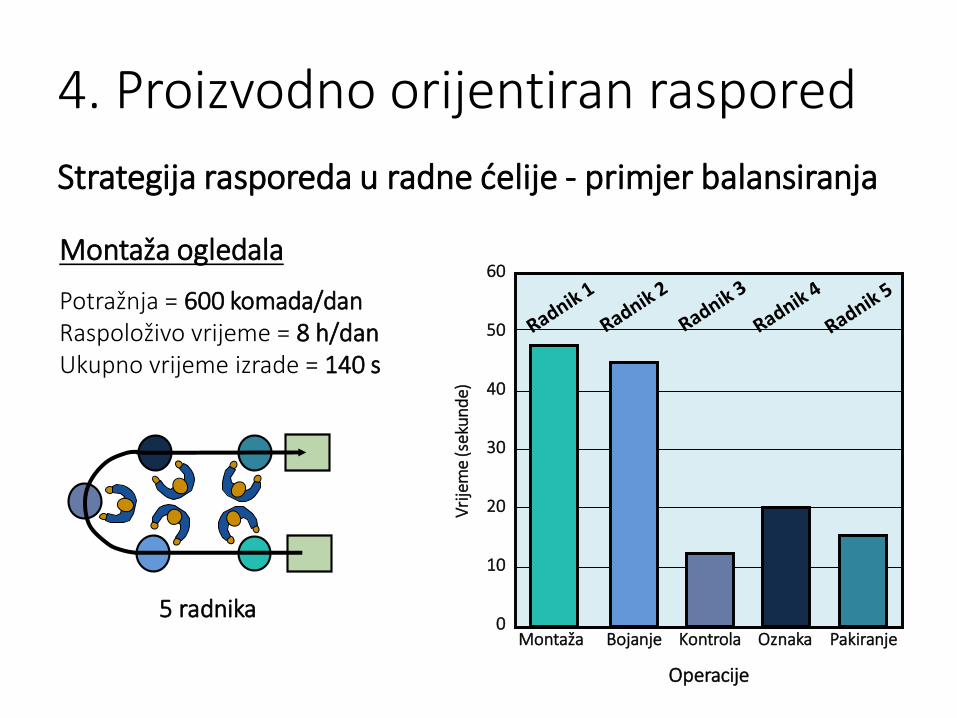
Montaža ogledala
Potražnja = 600 komada/danRaspoloživo vrijeme = 8 h/danUkupno vrijeme izrade = 140 s
Vri
jem
e (s
ekun
de)
Operacije
Montaža Bojanje Kontrola Oznaka Pakiranje
60
50
40
30
20
10
0
4. Proizvodno orijentiran raspored
Strategija rasporeda u radne ćelije - primjer balansiranja
5 radnika

Montaža ogledala
Potražnja = 600 komada/danRaspoloživo vrijeme = 8 h/danUkupno vrijeme izrade = 140 s
Vri
jem
e (s
ekun
de)
Operacije
Montaža Bojanje Kontrola Oznaka Pakiranje
60
50
40
30
20
10
0
4. Proizvodno orijentiran raspored
Strategija rasporeda u radne ćelije - primjer balansiranja
Takt = 48 s
Takt =
= (8 x 3600 s) / 600 komada= 48 s (po komadu)
=Ukupno vrijeme izrade
Takt
Potrebanbroj
radnika= 140 s / 48 s= 2.92 3 radnika
Raspoloživo vrijeme
Potražnja

Montaža ogledala
Potražnja = 600 komada/danRaspoloživo vrijeme = 8 h/danUkupno vrijeme izrade = 140 s
4. Proizvodno orijentiran raspored
Strategija rasporeda u radne ćelije - primjer balansiranja
Vri
jem
e (s
ekun
de)
Operacije
Montaža Bojanje PakiranjeOznakaKontrola
60
50
40
30
20
10
0
Takt = 48 s
5 radnika3 radnika

Montaža ogledala
Potražnja = 600 komada/danRaspoloživo vrijeme = 8 h/danUkupno vrijeme izrade = 140 s
4. Proizvodno orijentiran raspored
Strategija rasporeda u radne ćelije - primjer balansiranja
Vri
jem
e (s
ekun
de)
Operacije
Montaža Bojanje PakiranjeOznakaKontrola
60
50
40
30
20
10
0
Takt = 48 s
Tehnološki takt = 46 s
=Raspoloživo vrijeme
Tehnološki takt
Kapacitetmontažne
linije
= (8 x 3600 s) / 46 s
= 626 komada/dan
Linija može raditi brže i proizvesti višenego kupac zahtjeva!
Tehnološki taktpredstavlja maksimalnu
brzinu montažnelinije, odnosno
vrijeme operacije najsporijeg
radnog mjesta.
1. Količina proizvodnje je prikladna za visoku iskoristivost opreme
2. Potražnja za proizvodom je stabilna i opravdava visoke investicije u specijaliziranu opremu
3. Produkt je u početnim fazama životnog ciklusa
4. Nabava materijala i komponenti je na traženoj razini količine i kvalitete
Kontinuirani raspored vezan je uz proizvode i skupine proizvoda koji su u velikim serijama, s malim brojem varijanti proizvoda
4. Proizvodno orijentiran raspored
Strategija kontinuiranog rasporeda
► Proizvodna linija
► Izrada proizvoda na seriji strojeva
► Izrađuju se u taktu strojeva
► Zahtijevaju tehnološke izmjene za balansiranje linije
► Montažna linija
► Sklapanje gotovih dijelova na montažnim stanicama
► Sklapaju se u taktu radnika
► Balansiranje je moguće preraspoređivanjem poslova
► Obje linije potrebno je izbalansirati pri oblikovanju!
4. Proizvodno orijentiran raspored
Strategija kontinuiranog rasporeda - osnovne vrste
1. Nizak trošak po komadu proizvoda
2. Nizak trošak rukovanja materijalom
3. Gotovo da nema među-zaliha unutar procesa
4. Ne zahtjeva visoku obučenost radnika
5. Visoka produktivnost
Prednosti
1. Samo za visoko serijsku proizvodnju
2. Zastoj bilo kojeg stroja uzrokuje zastoj cijele linije
3. Nema fleksibilnosti po pitanju količine i varijante proizvoda
Nedostaci
4. Proizvodno orijentiran raspored
Strategija kontinuiranog rasporeda - prednosti i nedostaci

4. Proizvodno orijentiran raspored
Strategija kontinuiranog rasporeda - primjer linije
McDonald’s-ova „montažna” linija hamburgera
Više radnikase dodaje
kad je potražnja
veća
Prikaz narudžbi
Toster Začini
Peć za prženje
pljeskavica
Grijanapolica
Prodajno mjesto s kojeg se prosljeđuju
narudžbe
Pecivo
UkupnovrijemeVrijeme
operacije
Operacija1.
Narudžba2.
Grijanje peciva3.
Dodavanje začina4.
Pakiranje peciva s pljeskavicom
5.Brza isporuka
narudžbe
6.Kontakt s kupcem
(narudžba i naplata)
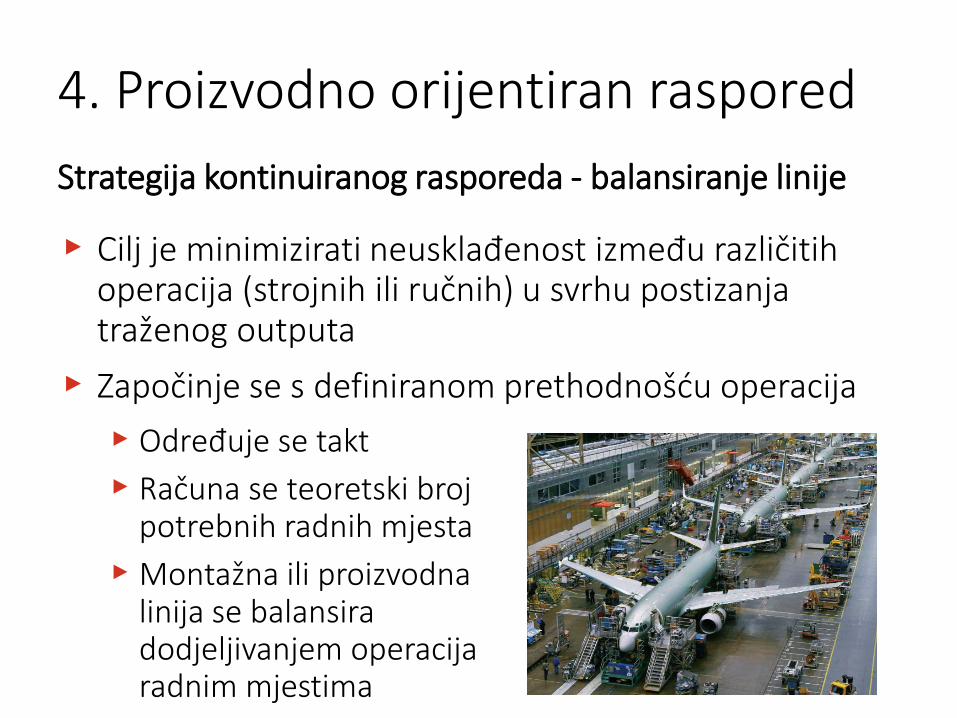
▶ Cilj je minimizirati neusklađenost između različitih operacija (strojnih ili ručnih) u svrhu postizanja traženog outputa
▶ Započinje se s definiranom prethodnošću operacija
▶ Određuje se takt
▶ Računa se teoretski brojpotrebnih radnih mjesta
▶ Montažna ili proizvodnalinija se balansiradodjeljivanjem operacijaradnim mjestima
4. Proizvodno orijentiran raspored
Strategija kontinuiranog rasporeda - balansiranje linije

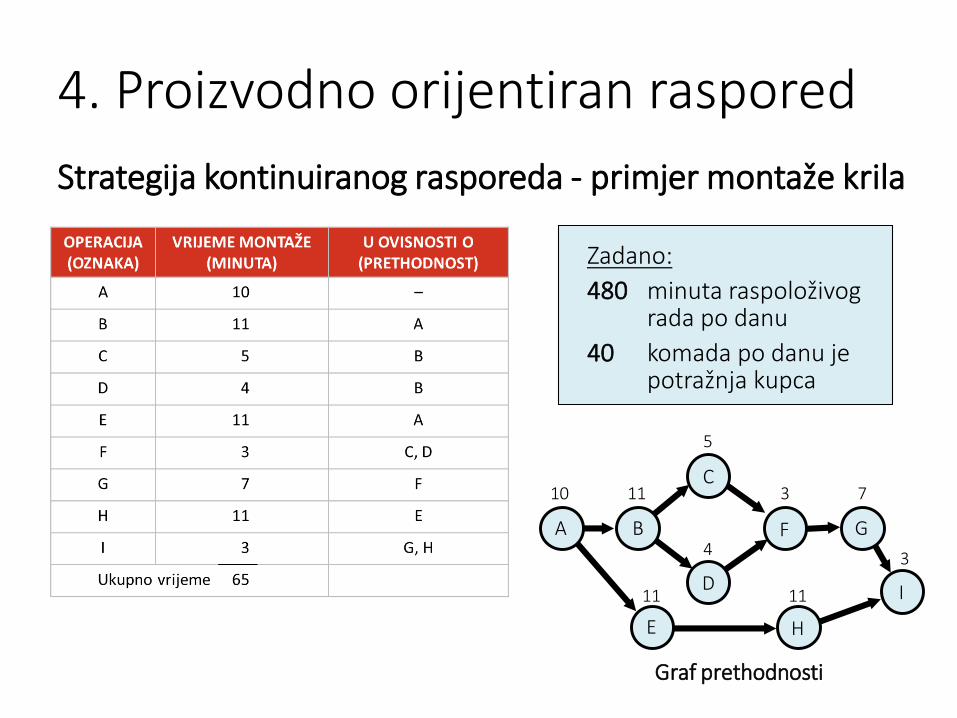
OPERACIJA(OZNAKA)
VRIJEME MONTAŽE(MINUTA)
U OVISNOSTI O(PRETHODNOST)
A 10 –
B 11 A
C 5 B
D 4 B
E 11 A
F 3 C, D
G 7 F
H 11 E
I 3 G, H
Ukupno vrijeme 65
Ovo znači da operacije C i E ne mogu biti izvršene prije nego što je izvršena njima prethodna operacija A
4. Proizvodno orijentiran raspored
Strategija kontinuiranog rasporeda - primjer montaže krila
I
GF
C
D
H
B
E
A
10
1111
5
43
711 3
Zadano:
480 minuta raspoloživog rada po danu
40 komada po danu je potražnja kupca
4. Proizvodno orijentiran raspored
Strategija kontinuiranog rasporeda - primjer montaže krila
Graf prethodnosti

I
GF
C
D
H
B
E
A
10
1111
5
43
711 3
Zadano:
480 minuta raspoloživog rada po danu
40 komada po danu je potražnja kupca
4. Proizvodno orijentiran raspored
Strategija kontinuiranog rasporeda - primjer montaže krila
Graf prethodnosti
Takt =
= 480 min / 40 komada
= 12 min (po komadu)
=Ukupno vrijeme izrade
TaktPotreban brojradnih mjesta
= 65 min / 12 min
= 5.42 6 radnih mjesta
Raspoloživo vrijeme
Potražnja
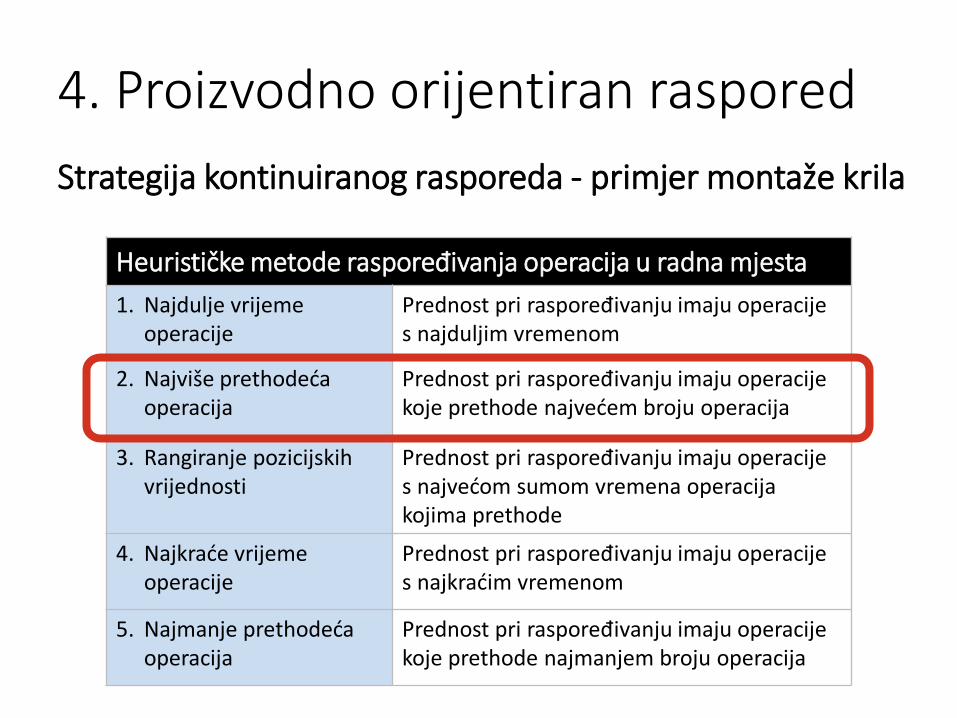
Heurističke metode raspoređivanja operacija u radna mjesta
1. Najdulje vrijeme operacije
Prednost pri raspoređivanju imaju operacije s najduljim vremenom
2. Najviše prethodećaoperacija
Prednost pri raspoređivanju imaju operacije koje prethode najvećem broju operacija
3. Rangiranje pozicijskih vrijednosti
Prednost pri raspoređivanju imaju operacije s najvećom sumom vremena operacija kojima prethode
4. Najkraće vrijeme operacije
Prednost pri raspoređivanju imaju operacije s najkraćim vremenom
5. Najmanje prethodećaoperacija
Prednost pri raspoređivanju imaju operacije koje prethode najmanjem broju operacija
4. Proizvodno orijentiran raspored
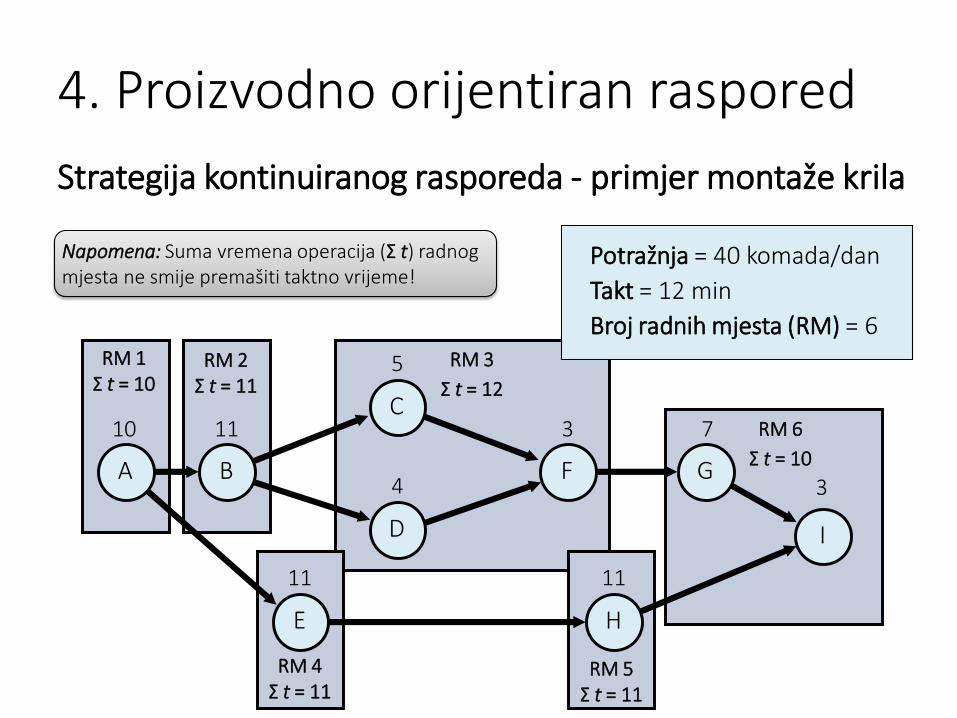
Strategija kontinuiranog rasporeda - primjer montaže krila
RM 1Σ t = 10
RM 2Σ t = 11
RM 3
Σ t = 12
RM 4Σ t = 11
RM 5Σ t = 11
RM 6
Σ t = 10
I
GF
H
C
D
B
E
A
10 11
11
5
4
3 7
11
3
4. Proizvodno orijentiran raspored
Strategija kontinuiranog rasporeda - primjer montaže krila
Potražnja = 40 komada/dan
Takt = 12 min
Broj radnih mjesta (RM) = 6
Napomena: Suma vremena operacija (Σ t) radnog mjesta ne smije premašiti taktno vrijeme!

Vri
jem
e (m
inu
te)
OperacijeA B C, D, F E H
15
12
9
6
3
0
Takt = 12 min
G, I
Efikasnost =Ukupno vrijeme izrade
Broj radnih mjesta x Tehnološki takt
= 65 min / (6 x 12 min)
= 90.3%
4. Proizvodno orijentiran raspored
Strategija kontinuiranog rasporeda - primjer montaže krila
Gubitakna balansiranju = 9.7 %
Tehnološki takt = 12 min
Tehnološki takt predstavlja maksimalnu brzinu montažne
linije, odnosno vrijeme operacije najsporijeg radnog mjesta.

4. Proizvodno orijentiran raspored
Pogrešno shvaćanje takta
‘How Boeing Builds a 737 in Just 9 Days’ ???
▶ Doista, svakih 9 dana iz hangara izađe novi zrakoplov, ali to nije vrijeme izrade!
▶ Takt je često pogrešno shvaćen kao vrijeme izrade!
▶ U ovom primjeru 9 dana traje završna montaža, a to je takt!
▶ Treba tome pribrojiti prethodna vremena za dobiti ukupno vrijeme izrade!
Završna
montaža

LiteraturaKnjige:
Ž. Mateljak, D. Mihanović, I. Veža, „Upravljanje proizvodnjom”, Split: Ekonomski fakultet, 2017.
J. Heizer, B. Render, „Principles of Operations Management”, UK/USA: PearsonPublishing, 2013.
V. Majstorović, „Projektni menadžment”, Mostar: Sveučilište u Sarajevu, 2010.
Ž. Dulčić, I. Pavić, M. Rovan, I. Veža, „Proizvodni menadžment”, Split: Fakultet elektrotehnike, strojarstva i brodogradnje - Ekonomski fakultet, 1996.
Internet izvori:
B. Render, J. Heizer, C. Munson, A Blog for Operations Management Educators, https://heizerrenderom.wordpress.com/
T. Netland, Better Operations, https://better-operations.com/
Ostali izvori:
J. Heizer, B. Render, J. Heyl, „PowerPoint presentations to accompany Principles ofOperations Management”, 2014.


















