SELEÇÃO DE MATERIAIS PARA PROJETO MECÂNICO - … 6-.pdf · –Extrusão, trefilação e...
63
Prof. José B. Marcomini SMM0333 - SELEÇÃO DE MATERIAIS PARA PROJETO MECÂNICO
Transcript of SELEÇÃO DE MATERIAIS PARA PROJETO MECÂNICO - … 6-.pdf · –Extrusão, trefilação e...

Prof. José B. Marcomini
SMM0333 - SELEÇÃO DE MATERIAIS PARA PROJETO MECÂNICO
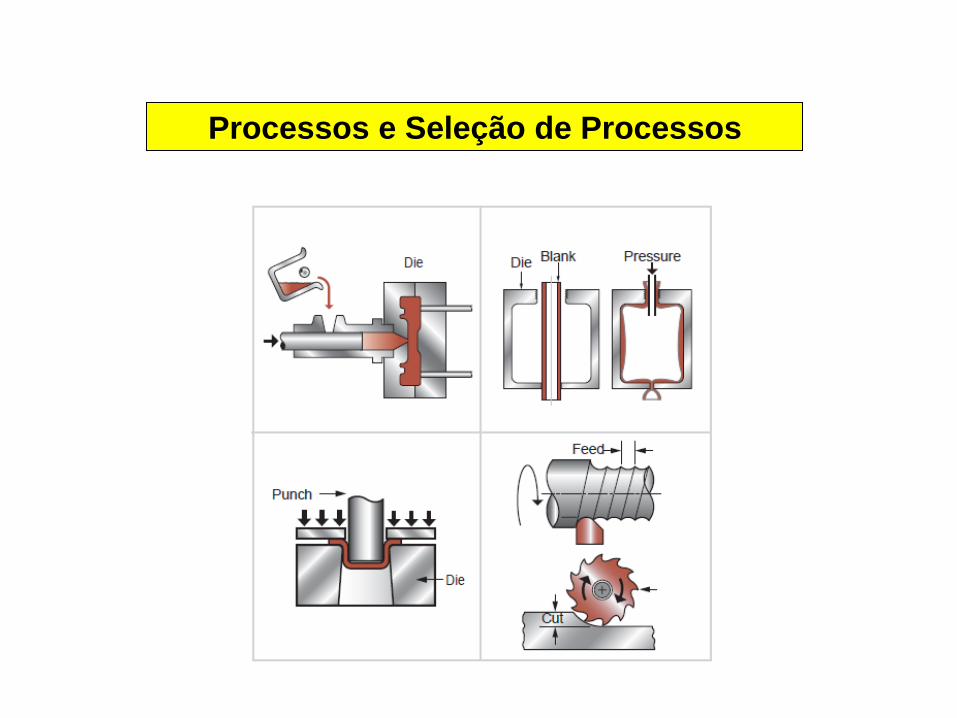
Processos e Seleção de Processos
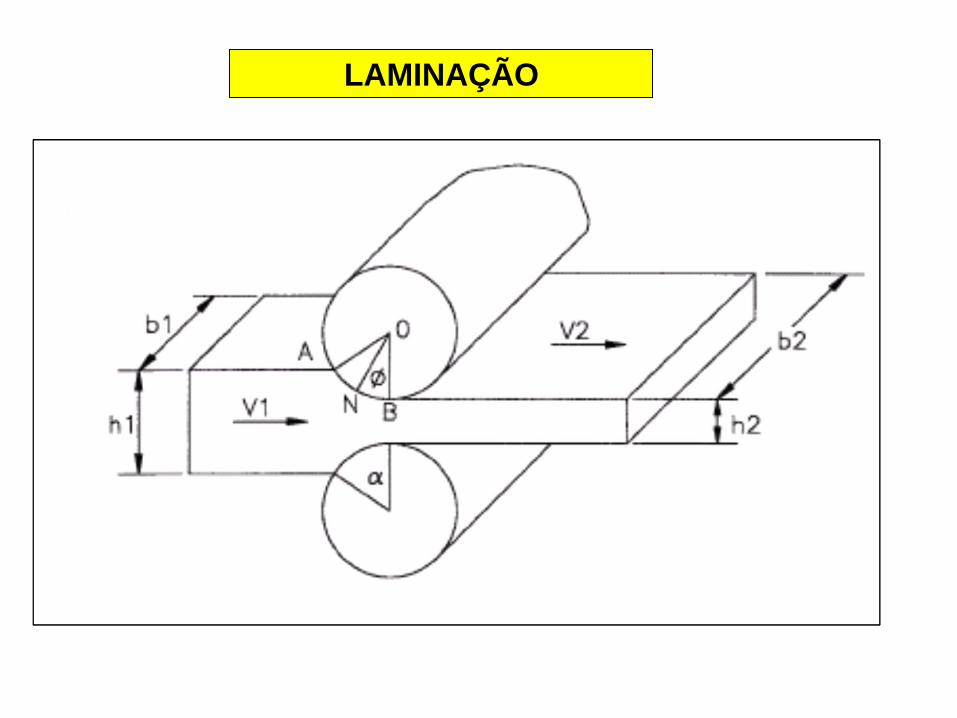
LAMINAÇÃO

VISÃO GERAL DA LAMINAÇÃO




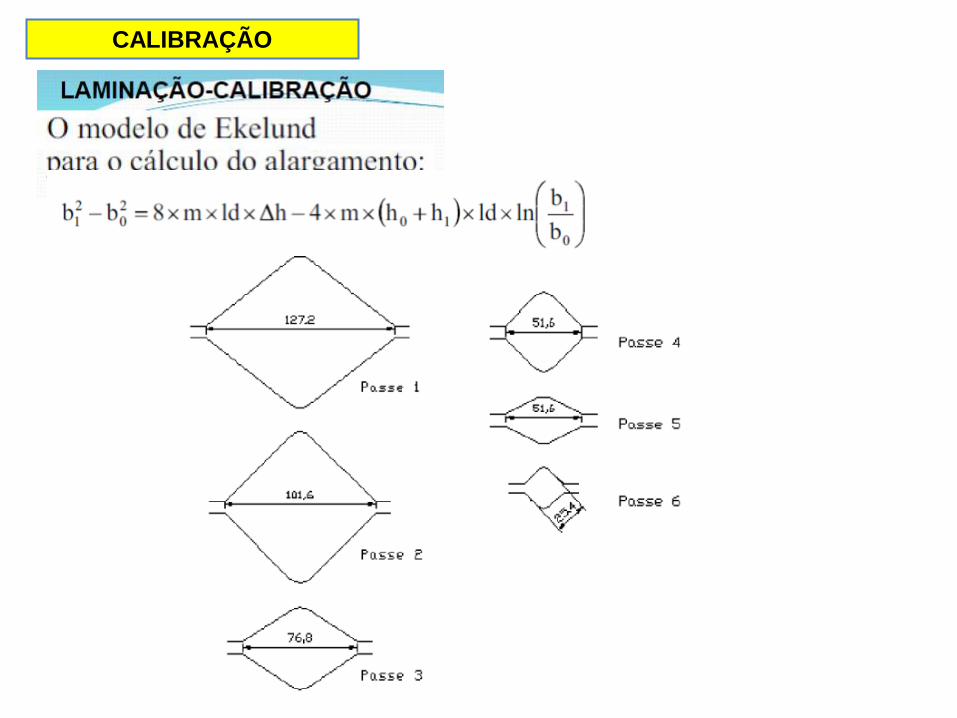
CALIBRAÇÃO





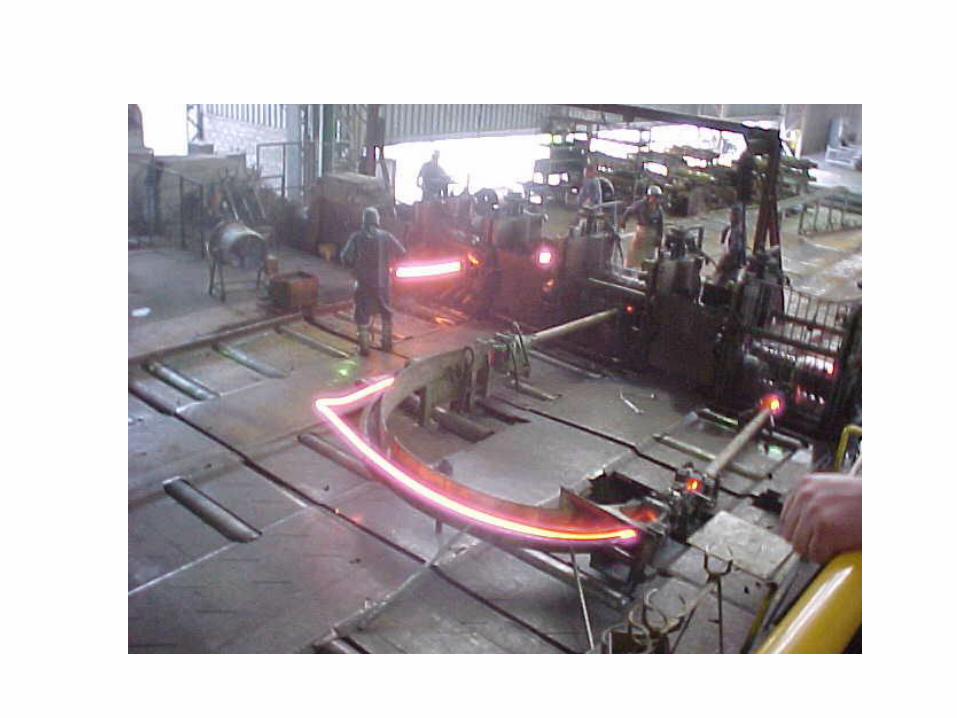
LAMINAÇÃO

LAMINAÇÃO

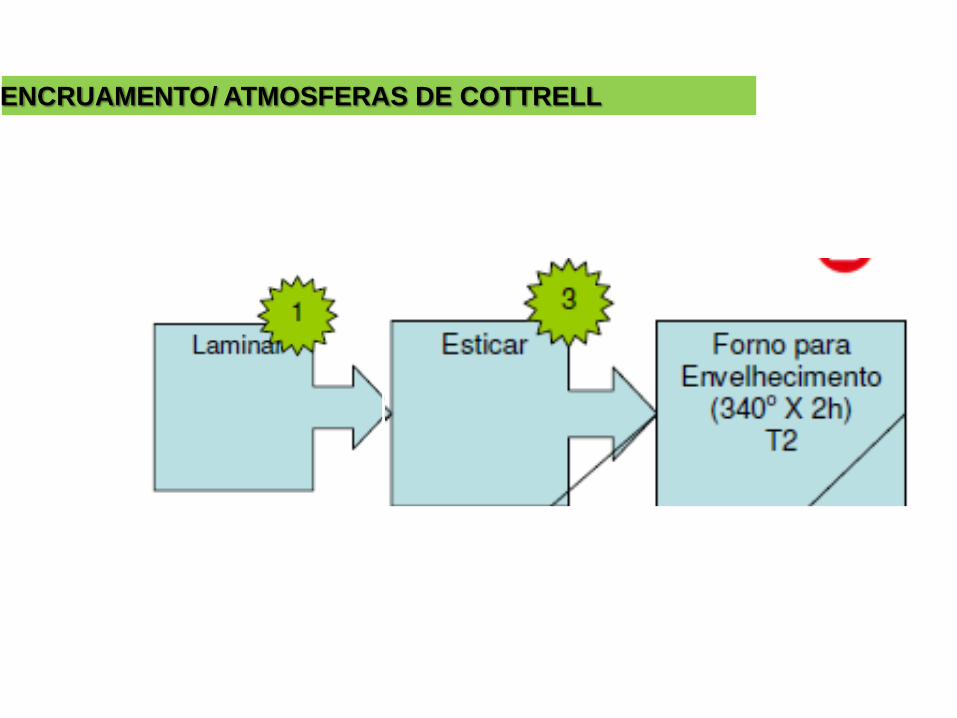
DESENVOLVIMENTO DO PROCESSO DE FABRICAÇÃO DE BARRAS DE
PROTENSÃO.
ENCRUAMENTO/ ATMOSFERAS DE COTTRELL

ENCRUAMENTO/ ATMOSFERAS DE COTTRELL

ENCRUAMENTO/ ATMOSFERAS DE COTTRELL

ENCRUAMENTO/ ATMOSFERAS DE COTTRELL
ENCRUAMENTO/ ATMOSFERAS DE COTTRELL
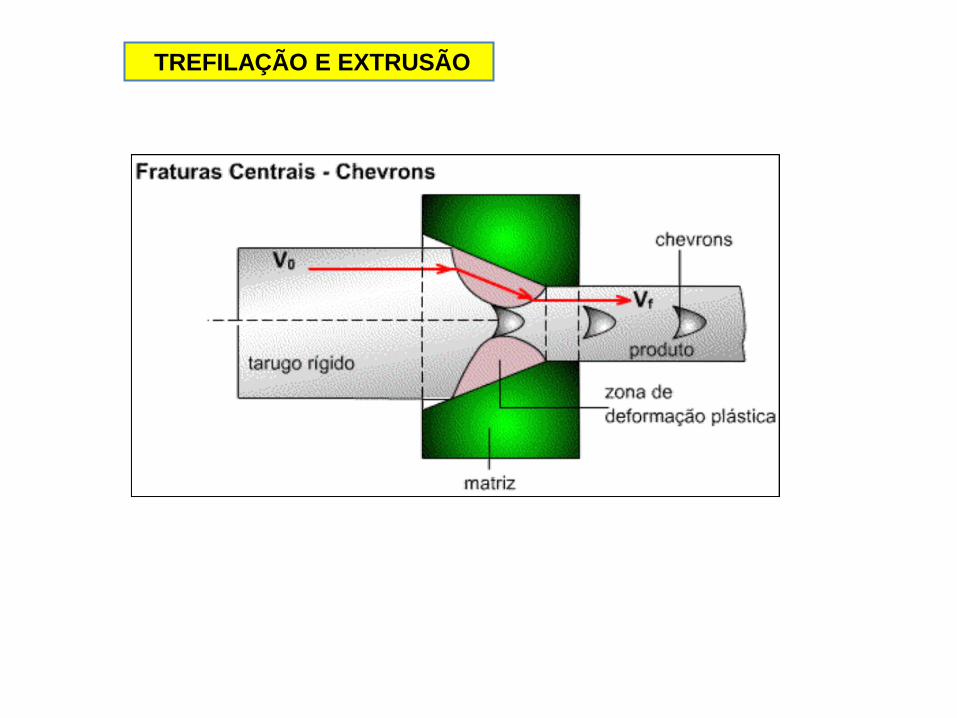
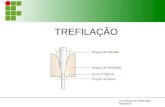
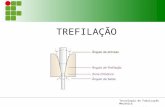
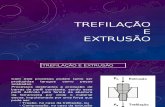
TREFILAÇÃO E EXTRUSÃO
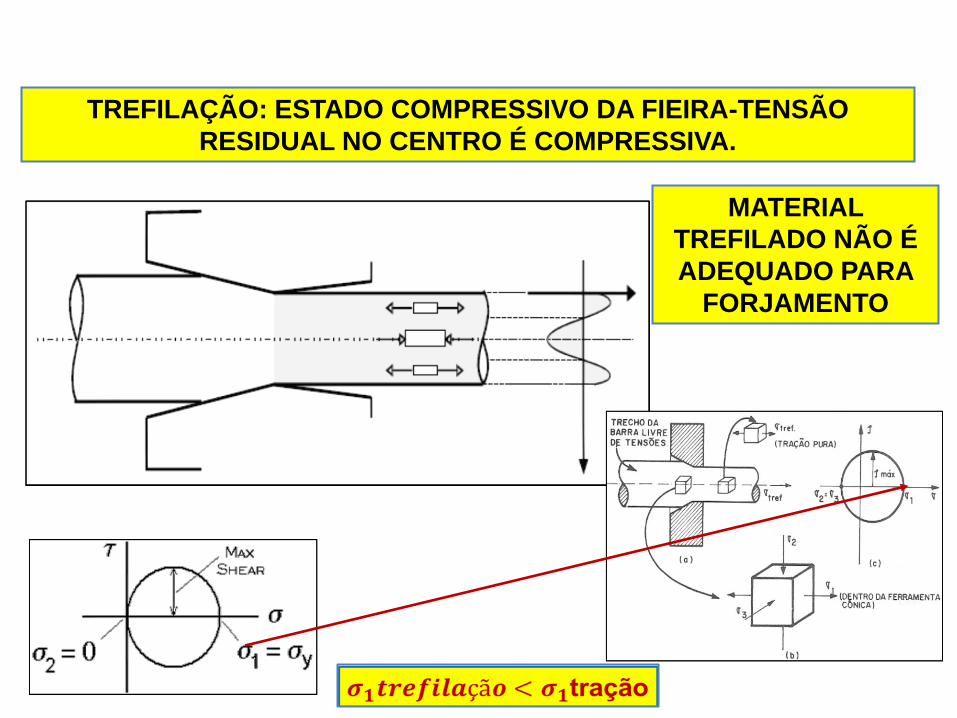
TREFILAÇÃO: ESTADO COMPRESSIVO DA FIEIRA-TENSÃO
RESIDUAL NO CENTRO É COMPRESSIVA.
MATERIAL
TREFILADO NÃO É
ADEQUADO PARA
FORJAMENTO
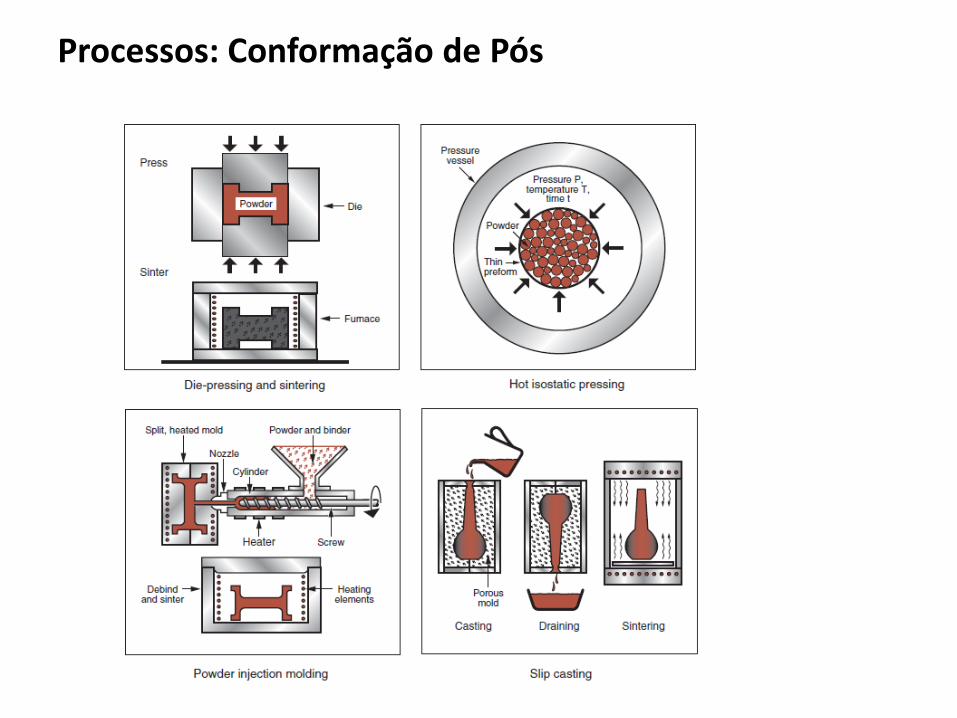
Processos: Conformação de Pós
METALURGIA DO PÓ
É a técnica de produção de peças metálicas a partir de metais e suas ligas transformados em pó.

HISTÓRICO
• 3000 AC - Egito – Armas de aglomerado de pó de Ferro;
• 300 DC - Índia - Coluna de 6,5 t de pó de Ferro;
• 1800’s - Consolidação do pó de Platina por trabalho a quente - Rússia e Inglaterra;
• 1905 - Filamentos de Carbono (4 lumens/W);
• 1910 - Filamentos de Tungstênio ( 8 lumens/W);
• 1930’s - Bronze poroso, Prata/Grafite e Carbetos;
• 1940’s - Ligas de Tungstênio, Ferro e metais refratários;
METALURGIA DO PÓ
APLICAÇÃO DA METALURGIA DO PÓ
Ligas de Ferro com grande precisão e elevada qualidade estrutural;
Materiais de difícil processamento, com alta densidade e microestrutura uniforme;
Materiais com elevado ponto de fusão;
Ligas especiais de materiais compostos;
Materiais com forma ou ingredientes pouco comuns;
Materiais porosos.
METALURGIA DO PÓ
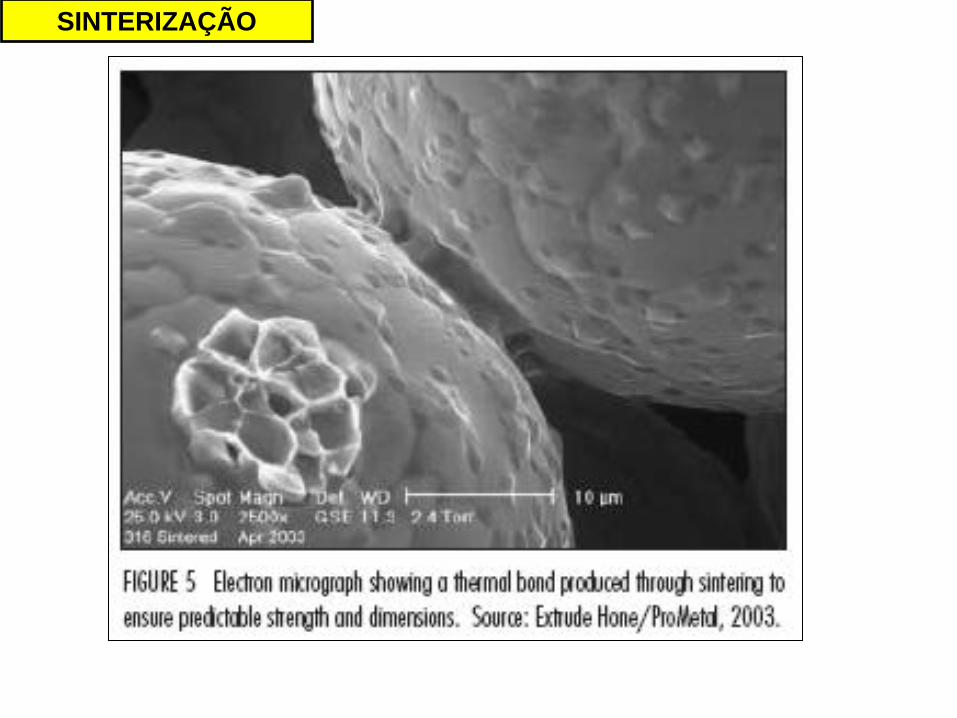
SINTERIZAÇÃO

Introdução aos Processos de Fabricação de Produtos Metálicos – Claudio Shyinti Kiminami / Walman Benício de Castro / Marcelo Falcão de Oliveira
LAMINAÇÃO/SINTERIZAÇÃO
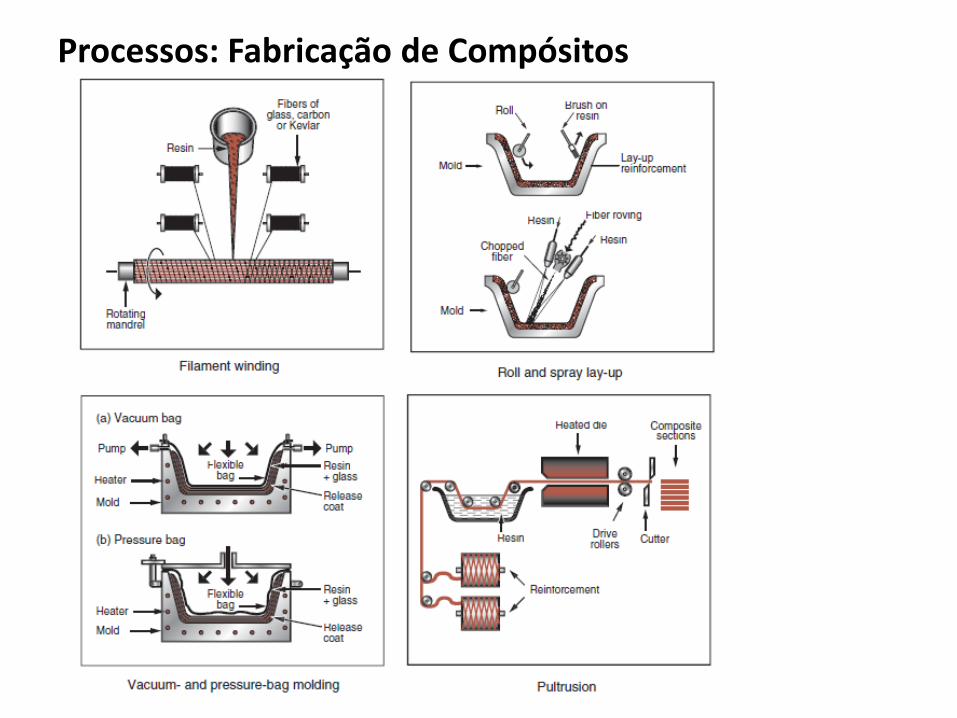
Processos: Fabricação de Compósitos
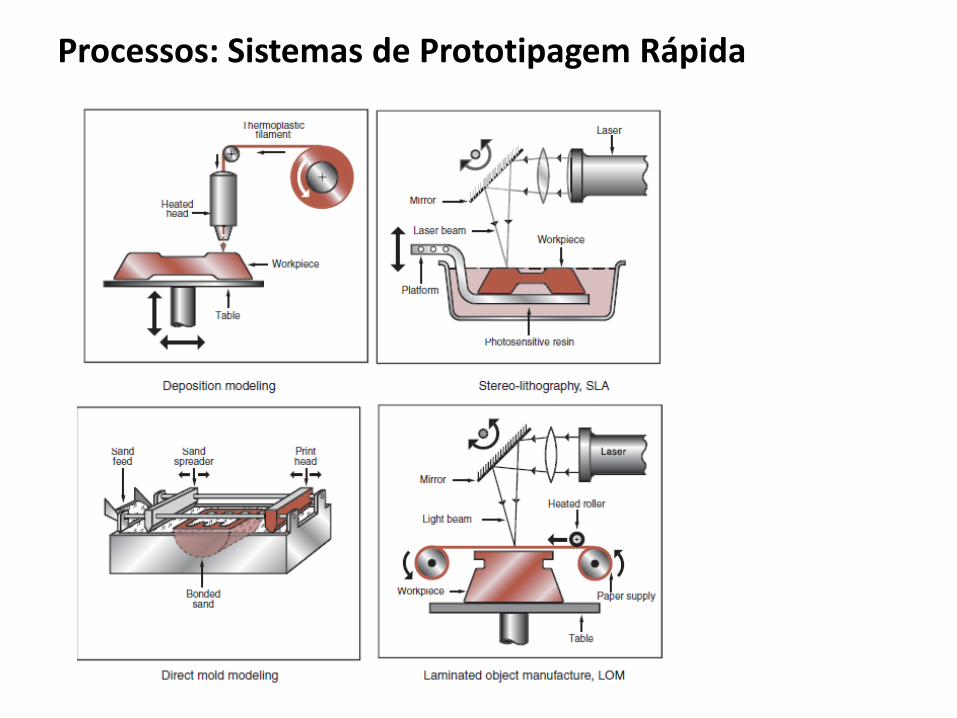
Processos: Sistemas de Prototipagem Rápida

Processos: Usinagem

33
TENSÃO RESIDUAL – CASO DA
PONTA DE EIXO

34
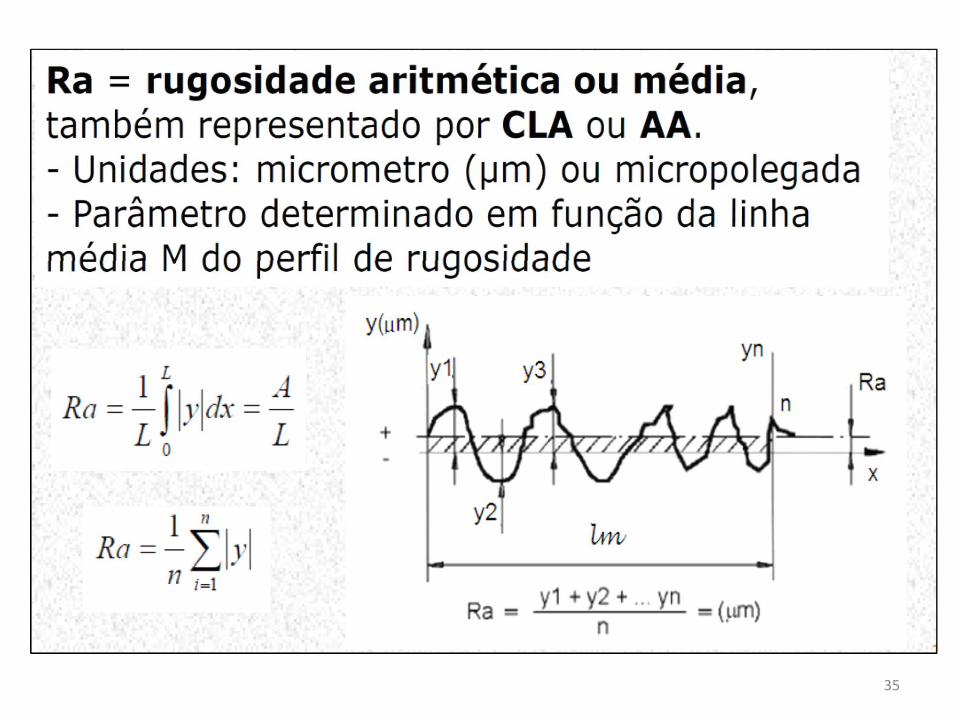
35

36
PERFIL DA MARCA DE
USINAGEM
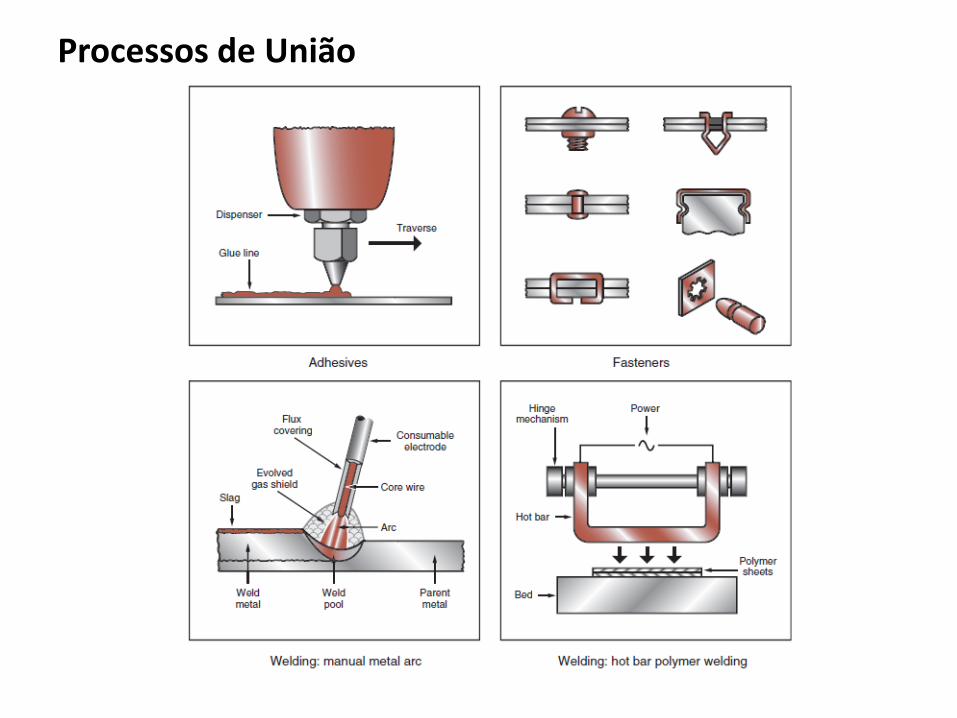
Processos de União

1. Fissuração na cratera;
2. fissuração transversal na ZF;
3. fissuração transversal na ZTA;
4. fissuração longitudinal na ZF;
5. fissuração na margem da solda;
6. fissuração sob o cordão;
7. fissuração na linha de fusão;
8. fissuração na raiz da solda;
39
SOLDABILIDADE
EX: AÇOS – QUANTO MENOR O TEOR DE CARBONO E
COM QUANTIDADE ÓTIMA DE ELEMENTOS DE LIGA
MELHOR SOLDABILIDADE (TEORES DE S, P, ETC) . A
DUREZA DA ZAC TAMBÉM DEVE SER ANALIZADA.

Algumas
Combinações:
METAL BASE METAL CLADEADO
Ligas de Cobre
Aço Carbono
Latão
Alumínio
Ligas de Niquel
Aço Inoxidável
Aço Ligado
Titânio
Cobre-Niquel
Ligas de Niquel
Latão
Alumínio
Aço
Cobre



Metal
Base
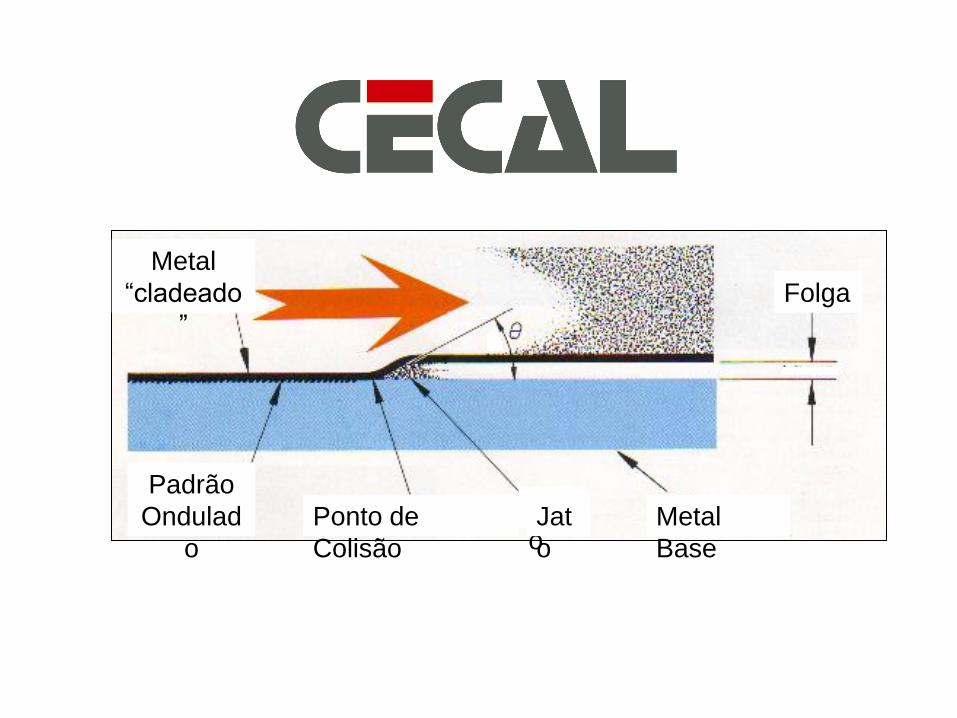
Jat
o Ponto de
Colisão
Padrão
Ondulad
o
Metal
“cladeado
”
Jat
o
Folga
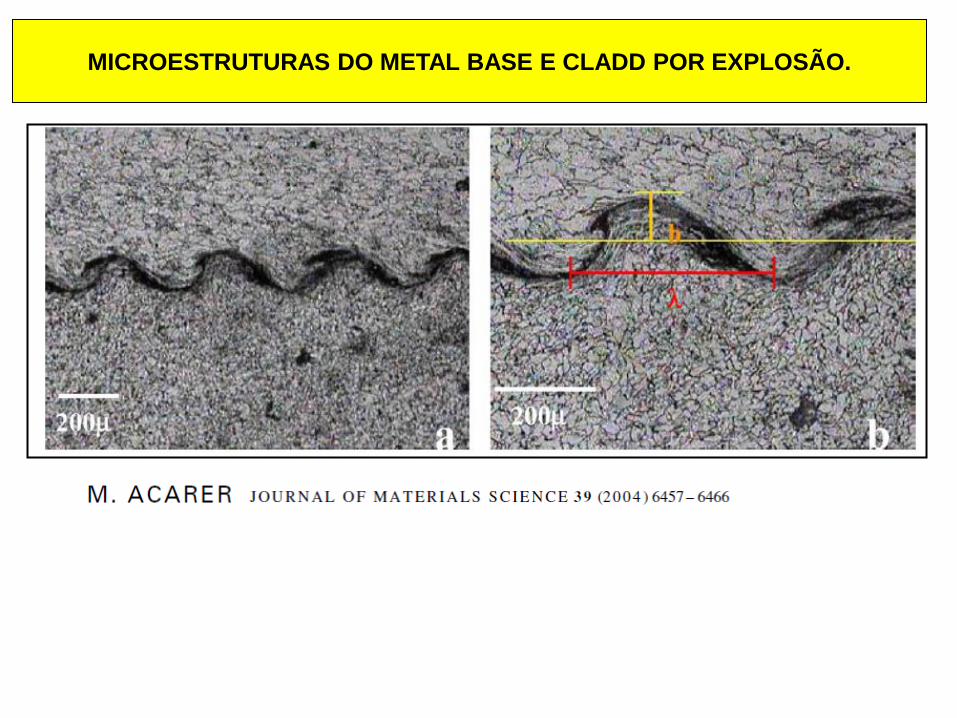
MICROESTRUTURAS DO METAL BASE E CLADD POR EXPLOSÃO.

46
COLAMINAÇÃO A QUENTE.

Processos de Acabamento

ASPERSÃO TÉRMICA (METALIZAÇÃO)
A liga é aquecida até a fusão e
projetada por meio de ar
comprimido.
http://www.sitedasoldagem.com.br/
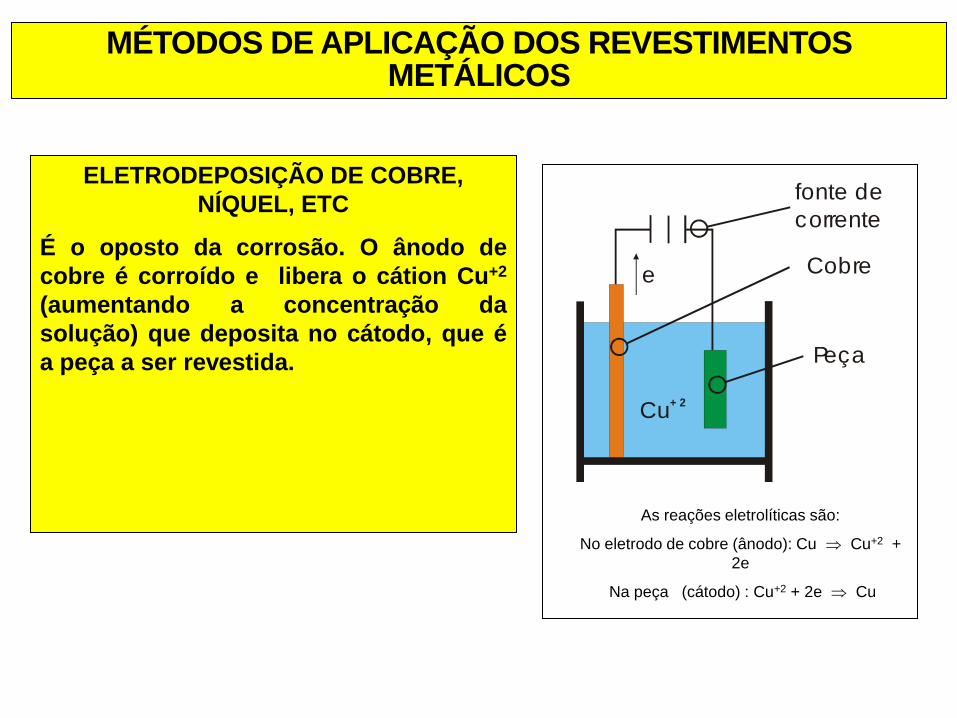
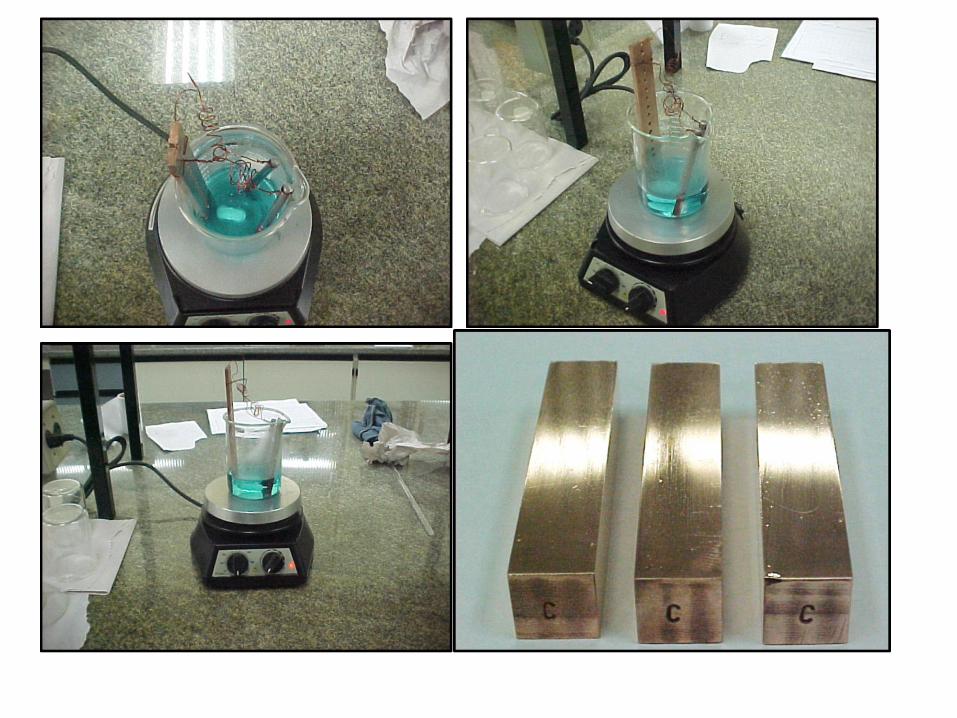
ELETRODEPOSIÇÃO DE COBRE,
NÍQUEL, ETC
É o oposto da corrosão. O ânodo de
cobre é corroído e libera o cátion Cu+2
(aumentando a concentração da
solução) que deposita no cátodo, que é
a peça a ser revestida. Peça
Cobre
Cu+ 2
e
fonte de
corrente
As reações eletrolíticas são:
No eletrodo de cobre (ânodo): Cu Cu+2 +
2e
Na peça (cátodo) : Cu+2 + 2e Cu
MÉTODOS DE APLICAÇÃO DOS REVESTIMENTOS METÁLICOS

Processos de Acabamento

Seleção Sistemática do Processo
• A estratégia é similar ao da escolha de materiais;
• Todos os processos são candidatos;
• Os passos são: Tradução, Triagem, Classificação e Procura de Informações Suporte.
PROCESSOS
TRADUÇÃO DOS REQUISITOS DO PROJETO Identificar Classe do Material, Classe da Forma e os Atributos do Processo
TRIAGEM USANDO AS RESTRIÇÕES Elimina os processos que não podem atender a tradução dos requisitos
SELEÇÃO USANDO O OBJETIVO Ordenar: a) pelo tamanho da carga ou b) pelo custo relativo
BUSCA POR INFORMAÇÕES DE SUPORTE Busca do histórico familiar daqueles listados no topo
ESCOLHA FINAL DO PROCESSO FINAL
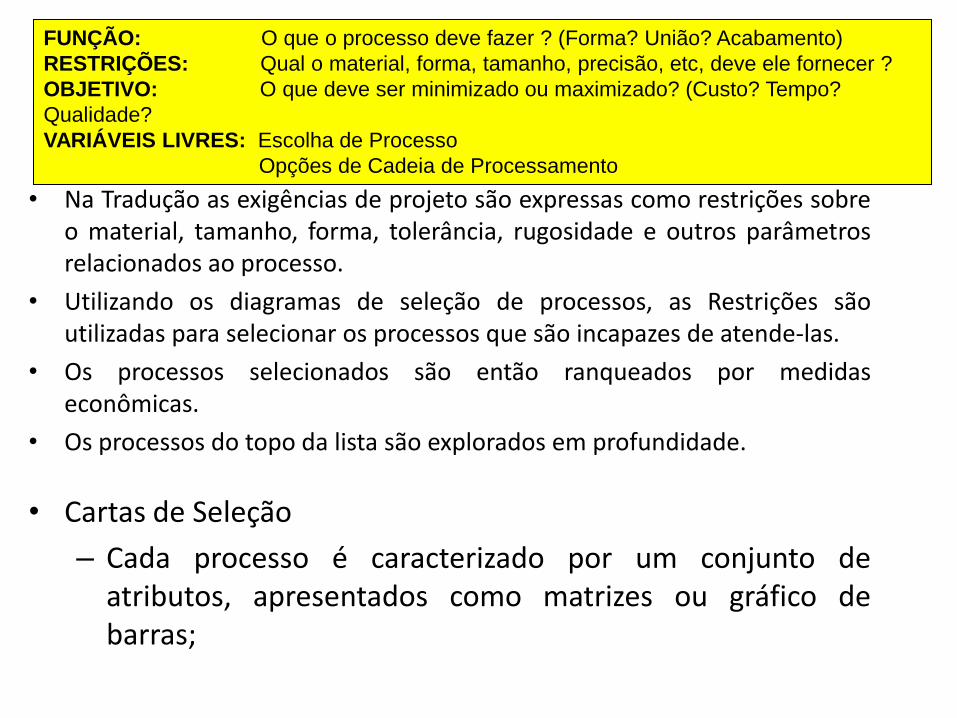
• Cartas de Seleção
– Cada processo é caracterizado por um conjunto de atributos, apresentados como matrizes ou gráfico de barras;
FUNÇÃO: O que o processo deve fazer ? (Forma? União? Acabamento)
RESTRIÇÕES: Qual o material, forma, tamanho, precisão, etc, deve ele fornecer ?
OBJETIVO: O que deve ser minimizado ou maximizado? (Custo? Tempo?
Qualidade?
VARIÁVEIS LIVRES: Escolha de Processo
Opções de Cadeia de Processamento
• Na Tradução as exigências de projeto são expressas como restrições sobre o material, tamanho, forma, tolerância, rugosidade e outros parâmetros relacionados ao processo.
• Utilizando os diagramas de seleção de processos, as Restrições são utilizadas para selecionar os processos que são incapazes de atende-las.
• Os processos selecionados são então ranqueados por medidas econômicas.
• Os processos do topo da lista são explorados em profundidade.

54

55
TOLERÂNCIA DE BARRA TREFILADA:
h11
TOLERÂNCIA PARA BARRA RETIFICADA:
h8/h7

Matriz Processo-Material
• A matriz mostra a correspondência entre material e classes de processo.
• Processos que não podem conformar o material de escolha estão fora da seleção.
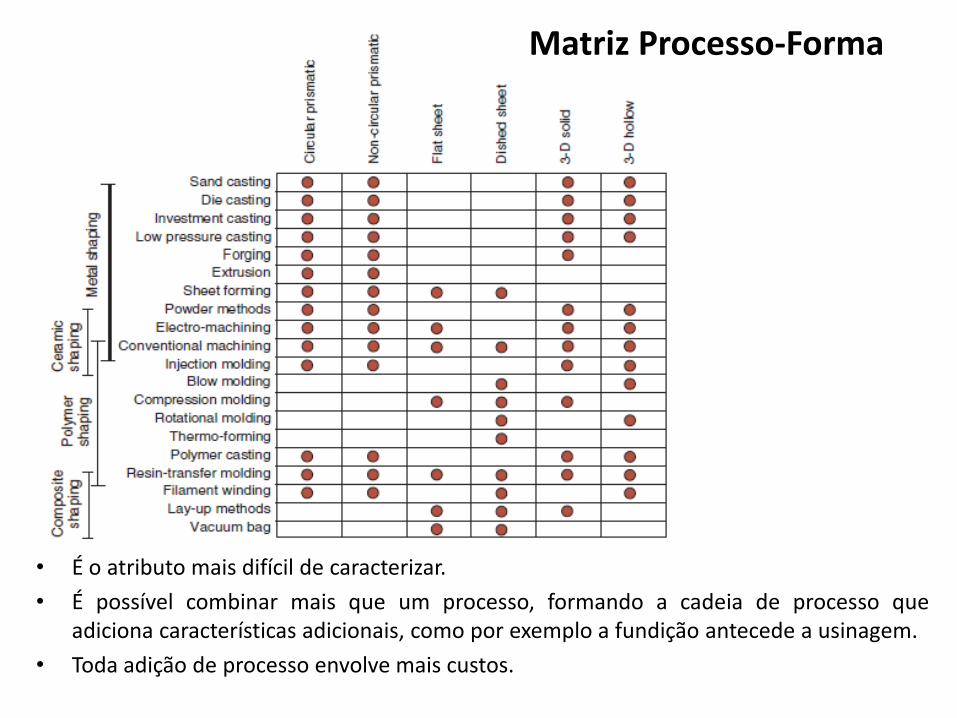
Matriz Processo-Forma
• É o atributo mais difícil de caracterizar.
• É possível combinar mais que um processo, formando a cadeia de processo que adiciona características adicionais, como por exemplo a fundição antecede a usinagem.
• Toda adição de processo envolve mais custos.
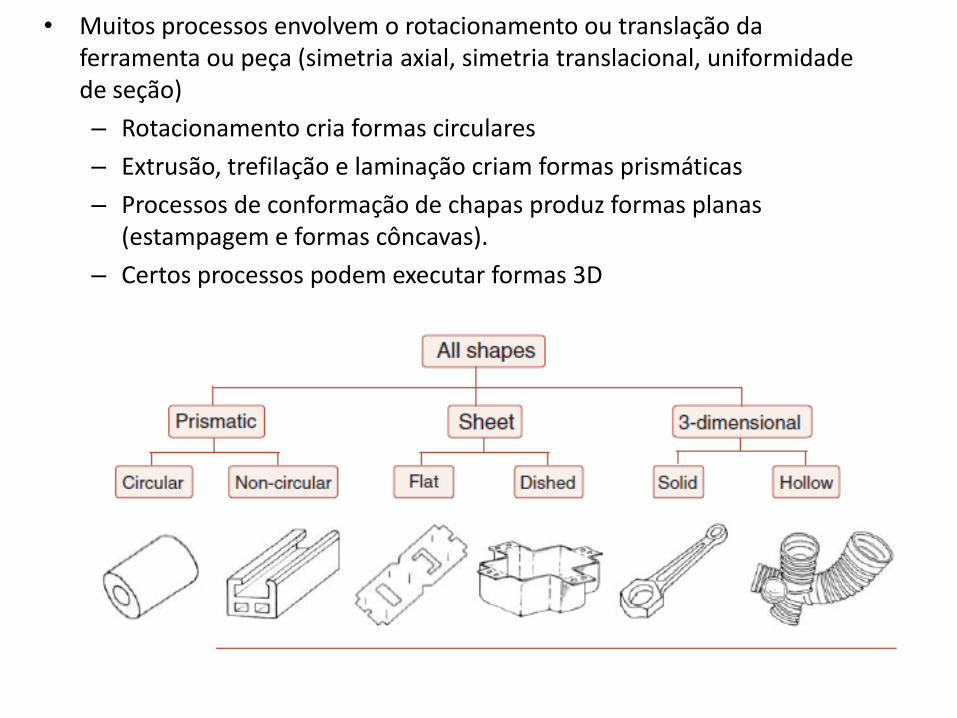
• Muitos processos envolvem o rotacionamento ou translação da ferramenta ou peça (simetria axial, simetria translacional, uniformidade de seção)
– Rotacionamento cria formas circulares
– Extrusão, trefilação e laminação criam formas prismáticas
– Processos de conformação de chapas produz formas planas (estampagem e formas côncavas).
– Certos processos podem executar formas 3D

• Mostra o típico intervalo de massa de componentes que cada processo pode produzir.
• É um das 04 restrições, permitindo aplicação da restrição no tamanho (medido por massa), espessura da seção, tolerância e rugosidade superficial.
• Grandes componentes podem ser construído pela soldagem de pequenas partes.
• Os processos são agrupados pelas classes de materiais que eles podem lidar, permitindo a descrimina
Mapa Processo-Massa

Mapa Processo-Espessura da Seção
• Tensão superficial e fluxo de calor limitam a seção mínima e a esbeltez das forma produzidas por fundição por gravidade (pode ser aumentada pela pressão ou pré aquecimento do molde).
• Os processos de conformação plástica permitem um intervalo maior
• Usinagem pode produzir peças delgadas e assim por diante.

Mapa Processo-Tolerância/Acabamento
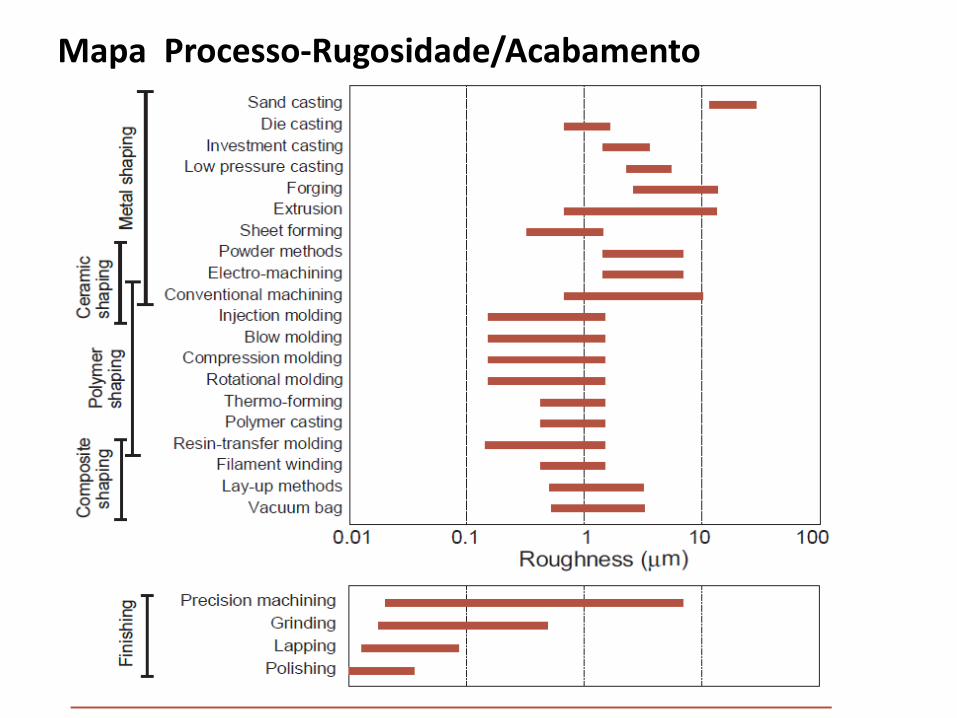
Mapa Processo-Rugosidade/Acabamento
63
FIM