Risk-Based Inspection Modeling for Underground...
97
저작자표시-비영리-변경금지 2.0 대한민국 이용자는 아래의 조건을 따르는 경우에 한하여 자유롭게 l 이 저작물을 복제, 배포, 전송, 전시, 공연 및 방송할 수 있습니다. 다음과 같은 조건을 따라야 합니다: l 귀하는, 이 저작물의 재이용이나 배포의 경우, 이 저작물에 적용된 이용허락조건 을 명확하게 나타내어야 합니다. l 저작권자로부터 별도의 허가를 받으면 이러한 조건들은 적용되지 않습니다. 저작권법에 따른 이용자의 권리는 위의 내용에 의하여 영향을 받지 않습니다. 이것은 이용허락규약 ( Legal Code) 을 이해하기 쉽게 요약한 것입니다. Disclaimer 저작자표시. 귀하는 원저작자를 표시하여야 합니다. 비영리. 귀하는 이 저작물을 영리 목적으로 이용할 수 없습니다. 변경금지. 귀하는 이 저작물을 개작, 변형 또는 가공할 수 없습니다.
Transcript of Risk-Based Inspection Modeling for Underground...
-
저작자표시-비영리-변경금지 2.0 대한민국
이용자는 아래의 조건을 따르는 경우에 한하여 자유롭게
l 이 저작물을 복제, 배포, 전송, 전시, 공연 및 방송할 수 있습니다.
다음과 같은 조건을 따라야 합니다:
l 귀하는, 이 저작물의 재이용이나 배포의 경우, 이 저작물에 적용된 이용허락조건을 명확하게 나타내어야 합니다.
l 저작권자로부터 별도의 허가를 받으면 이러한 조건들은 적용되지 않습니다.
저작권법에 따른 이용자의 권리는 위의 내용에 의하여 영향을 받지 않습니다.
이것은 이용허락규약(Legal Code)을 이해하기 쉽게 요약한 것입니다.
Disclaimer
저작자표시. 귀하는 원저작자를 표시하여야 합니다.
비영리. 귀하는 이 저작물을 영리 목적으로 이용할 수 없습니다.
변경금지. 귀하는 이 저작물을 개작, 변형 또는 가공할 수 없습니다.
http://creativecommons.org/licenses/by-nc-nd/2.0/kr/legalcodehttp://creativecommons.org/licenses/by-nc-nd/2.0/kr/
-
공학석사학위논문
Risk-Based Inspection Modeling for
Underground Pipelines
2016 년 8 월
서울대학교 대학원
화학생물공학부
Ezgi DARICI
-
Risk-Based Inspection Modeling for
Underground Pipelines
지도교수 한종훈
이 눈문을 공학석사학위 논문으로 제출함
2016 년 6 월
서울대학교 대학원
화학생물공학부
Ezgi DARICI
Ezgi DARICI 의 공학석사학위논문을 인준함
2015 년 6 월
위 원 장 _____________ (인)
부 위 원 장 _____________ (인)
위 원 _____________ (인)
-
i
Abstract
Underground pipeline systems carrying hazardous substances possess a
significant thread to surroundings unless a certain level of safety is provided.
The pipeline accidents range from small leaks to catastrophic explosions due to
which hundreds of people are dead and injured. In order to prevent these
accidents, all the countries should be responsible for developing their inspection
and maintenance programs and enforcing the pipeline owners to have safe
operation through national regulations. In this study, pipeline safety regulations
in Germany, US, and Spain are investigated, and a methodology to evaluate the
risk levels of pipelines is proposed based on Risk-Based Inspections and
Maintenance Procedures for European Industry (RIMAP). The underground
pipelines in Ulsan-Onsan Industrial Complex are evaluated using the proposed
model. The recommendations for Korean government to build their pipeline
safety regulations are also given considering the practices in Europe and US.
Keywords: Safety, Buried Pipelines, Risk Analysis, RBI, Pipeline Inspections
and Maintenance, Risk Modeling
Student Number: 2014-25246
-
ii
Contents
Chapter 1. Introduction ..................................................................................v
1.1 Research Motivation and Objectives .................................................1
1.2 Major pipeline accidents ...................................................................3
1.3 Outline of thesis ................................................................................9
Chapter 2. Buried Pipeline Corrosion & Maintenance ..............................10
2.1 Corrosion Theory ............................................................................10
2.1.1 Internal Corrosion .......................................................................... 11
2.1.2 Subsurface (External) Corrosion ...................................................13
2.2 Corrosion Prevention .......................................................................14
2.2.1 Internal Corrosion Preventions ......................................................14
2.2.2 External Corrosion Preventions .....................................................16
2.3 Pipeline Inspections .........................................................................18
2.3.1 Indirect Assessment .......................................................................20
2.3.2 Direct Assessment ..........................................................................24
Chapter 3. Risk-Based Inspection and Maintenance .................................30
3.1 Risk Based Inspection (RBI) Model .....................................................31
-
iii
3.1.1 Probability of Failure (PoF) ...........................................................32
3.1.2 Consequence of Failure (CoF) .......................................................39
3.1.3 Risk Determination ........................................................................47
3.2 Case Study ............................................................................................49
3.3 Discussions on the RBI Model .............................................................69
Chapter 4. Pipeline Regulations ...................................................................73
4.1 Pipeline Regulations in Germany .........................................................73
4.1.1 Operational Safety Management (BetrSichV) ...............................73
4.1.2 Ordinance on Systems for handling water-polluting substances
(WasgefStAnlV) .....................................................................................76
4.1.3 Sanctions When Legal Requirements Disobeyed ..........................80
4.1.4 Standards / Codes about Separation Distance and Depth of Pipelines
80
4.2 Risk Based Inspection (RBI) Approach in Germany ......................82
4.3 Recommendations for Korea ...........................................................83
Chapter 5. Conclusions .................................................................................85
References .......................................................................................................87
-
iv
List of Figures
Figure 1 Kaohsiung Propene Explosion Accident Site .....................................4
Figure 2 San Bruno Natural Gas Explosion Accident Site ...............................6
Figure 3 Ghislenghien Natural Gas Explosion Accident Site ...........................8
Figure 4 WHMIS Corrosion Pictogram .........................................................12
Figure 5 The galvanic corrosion cell .............................................................14
Figure 6 Evaluation of Pipeline Coatings .......................................................16
Figure 7 Polymeric Tape and Two-Layer Polyolefin Coatings ......................17
Figure 8 Pipeline Cathodic Protection with Impressed Current Rectifier .....18
Figure 9 CIPS Measurements .........................................................................21
Figure 10 Scheme of CIPS Technique ...........................................................21
Figure 11 Example CIPS Results ...................................................................22
Figure 12 Example DCVG Results ................................................................23
Figure 13 Probability of Failure Determination Scheme ................................32
Figure 14 CoF Determination Scheme ...........................................................40
Figure 15 CoF Level Determination Flow Chart ...........................................41
Figure 16 Risk Matrix ....................................................................................47
Figure 17 Risk Matrix for Each Area .............................................................68
file:///C:/Users/Ezgi1/Desktop/My_MS_Thesis.docx%23_Toc452579887
-
v
List of Tables
Table 1 Internal Corrosion Prevention Methods [16] .......................... 15
Table 2 Direct Assessment Procedure (*) ............................................ 26
Table 3 Defect Severity Criteria ........................................................... 37
Table 4 Direct Inspection Priority Determination Criteria .................. 38
Table 5 PoF Level Adjustment Criteria ................................................ 39
Table 6 Explanation of the Numerical Criteria Given in the Flow Chart
.............................................................................................................. 41
Table 7 Values of the Numerical Criteria [20] ..................................... 41
Table 8 Flammability Index Determination ......................................... 43
Table 9 Follow-up Actions based on Risk Matrix ................................ 48
Table 10 Target Area Description ......................................................... 50
Table 11 Area 1 Pipeline Information .................................................. 53
Table 12 Area 2 Pipeline Information .................................................. 54
Table 13 Area 3 Pipeline Information .................................................. 54
Table 14 Area 4 Pipeline Information .................................................. 55
Table 15 Area 5 Pipeline Information .................................................. 56
Table 16 Area 6 Pipeline Information .................................................. 57
Table 17 Area 1 Pipelines PoF Calculation Results ............................. 58
Table 18 Area 2 Pipelines PoF Calculation Results ............................. 59
-
vi
Table 19 Area 3 Pipelines PoF Calculation Results ............................. 59
Table 20 Area 4 Pipelines PoF Calculation Results ............................. 60
Table 21 Area 5 Pipelines PoF Calculation Results ............................. 61
Table 22 Area 6 Pipeline PoF Calculation Results .............................. 62
Table 23 Area 1 Pipelines CoF Calculation Results ............................ 62
Table 24 Area 2 Pipelines CoF Calculation Results ............................ 63
Table 25 Area 3 Pipelines CoF Calculation Results ............................ 64
Table 26 Area 4 Pipelines CoF Calculation Results ............................ 65
Table 27 Area 5 Pipelines CoF Calculation Results ............................ 66
Table 28 Area 6 Pipelines CoF Calculation Results ............................ 67
Table 29 Follow-up Actions based on the Risk Matrix Results ........... 68
Table 30 Categorization of Carried Fluids ........................................... 73
Table 31 Classification of Single Walled Pipelines ............................. 78
-
1
Chapter 1. Introduction
1.1 Research Motivation and Objectives
The underground pipelines carrying hazardous materials possess a great risk to
life, commodities, and environment. The possible accidents should be
prevented by regular inspections and renovations if necessary. However, since
the inspections are costly and time consuming, pipeline owners are not temped
to carry out the inspections without a strong driving force such as an actual
accident and/or law enforcement. As more years passed by since the installment
of the pipelines, more accidents started to occur. Consequently, people started
to pay more attention to pipeline inspection and maintenance to prevent further
damage. As such, most of the underground pipelines installed in Korea are
deteriorated more than 25 to 50 years, causing high risk of accidents. Despite
of the high risk, it is observed that the pipelines are not managed and inspected
well in Korea. They are either not inspected, or the previous inspection results
are not kept recorded to be used today, to evaluate the state of the pipelines.
Therefore, Korea needs to establish their pipeline regulations, enforcing the
pipeline owners to keep track of the pipeline state. In addition, a risk-based
model, which would consider the failure mechanisms such as corrosion, is
proposed since the inspection and maintenance approaches in industry have
been globally moving from prescriptive, time-based towards risk-based ones
-
2
from late 1990’s on. The reason for this change is that prescriptive inspection
periods do not consider the current state of the pipelines, which increases to risk
of an accident occurring until next inspections. Moreover, same inspection
period for all pipelines is inefficient in terms of cost and time since high risk
pipelines should be given priority for inspections. Therefore, in this study,
1. A risk-based pipeline inspection model is developed,
2. Follow-up actions and inspection types are investigated and discussed,
3. Regulations in Germany are studied and suggestions for Korean government
to improve pipeline safety are provided.
-
3
1.2 Major pipeline accidents
Case 1: Taiwan (Kaohsiung) Gas Explosions
Location: Cianjhen and Lingya districts of Kaohsiung, Taiwan
Date: 31 July 2014
Time: Initial reported gas leak: 8:46 p.m. (UTC+8) [1]
First explosion: 11:57 p.m. (UTC+8) [2]
Fatalities: 32 [3]
Injuries: 321 [3]
Cause: Explosions were caused by a propene leak, and the firefighters could
not extinguish the fires with water. Emergency workers had to wait until the gas
had burnt away after the supply was shut down. A 4-inch pipeline delivering
propene to Ren Da Industrial Park was found to encounter abnormal pressure
between 8:40 p.m. and 9:00 p.m. the night the gas leak was discovered [4]. 3.77
tons of propene leaked between 8:00 p.m. and 9:00 p.m. The company did not
shut down the pipe until 11:40 p.m., 16 minutes before the first gas explosion
occurred. The concentration of the propene at the explosion site was abnormally
high at 13,000ppm [5]. The pipelines had not been properly inspected for 24
years.
Event: Witnesses reported seeing fireballs soaring into the sky and flames
reaching 15 stories high. The blasts ripped up roads, trapped and overturned
cars and firetrucks, and caused a blackout to the electrical grid. About 6 km of
-
4
road length were damaged [6]. The explosions reportedly blew cars and
motorcycles high up in the air; some vehicles and victims were found at the
rooftops of buildings three or four stories high [7]. One street had been split
along its length, swallowing fire trucks and other vehicles.
Figure 1 Kaohsiung Propene Explosion Accident Site
Case 2: San Bruno Pipeline Explosion
Location: San Bruno, California, United States
Date: 9 September 2010
Time: 18:11 UTC-7
-
5
Fatalities: 8
Injuries: 58
Cause: During the days prior to the explosion, some residents reported
smelling natural gas in the area [8]. A source within PG&E reported a break in
natural gas line number 132 caused the explosion. The gas line is a large 30-
inch (76 cm) steel pipe. An inspection of the severed pipe chunk revealed that
it was made of several smaller sections that had been welded together and that
a seam ran its length. Newer pipelines are usually manufactured into the shape
needed for these applications, rather than having multiple weaker welded
sections that could potentially leak or break [9]. In January 2011, federal
investigators reported that they found numerous defective welds in the pipeline.
The thickness of the pipe varied, and some welds did not penetrate the pipes
completely. As PG&E increased the pressure in the pipes to meet growing
energy demand, the defective welds were further weakened until their failure.
As the pipeline was installed in 1956, modern testing methods such as X-rays
were not available to detect the problem at that time [10].
Event: A huge explosion occurred, causing fire, which quickly engulfed nearby
houses. The blaze was fed by a ruptured gas pipe, and large clouds of smoke
soared into the sky. It took 60 to 90 minutes to shut off the gas after the
explosion [11]. The explosion and resulting fire leveled 35 houses and damaged
many more. The explosion excavated an asymmetric crater 167 feet (51 m) long,
-
6
26 feet (7.9 m) wide and 40 feet (12 m) deep along the sidewalk of Glenview
Drive [12].
Figure 2 San Bruno Natural Gas Explosion Accident Site
Ghislenghien, Belgium (30 July 2004) [13]
- Rupture and ignition of a gas pipeline
- 24 dead, 132 injured
Event: The pipeline transported up to 1.6 million cubic meters of natural gas
between the terminal at Zeebrugge harbor and France. The pipeline operator
performed an emergency closure of the mainline valves, but given the distance
of more than 10 kilometers between the upstream and downstream valves, the
-
7
jet fire of the “line pack” lasted for almost 2 hours (line pack: the total volume
of gas in the pipeline in between two valves) [14].
Cause: Expert analysis showed that the leak occurred as consequence of
“external aggression”, i.e. the scratching of the pipe wall by a mechanical
excavator, with a wall thickness of 4mm instead of the nominal 10mm. It is
thought that damage to the pipeline occurred during the final stages of a car
park construction project. Damage to the pipeline probably occurred as a
mechanical soil stabilizer was driven over it or nearby. This resulted in several
evenly spaced (but not full depth) gouges in the steel wall of the pipeline. Two
weeks after the completion of the car park gas pressure was increased in the
pipeline, which then ruptured with the fault centered on a 350 mm long gouge
[14].
-
8
Figure 3 Ghislenghien Natural Gas Explosion Accident Site
Some Other Cases
The NTSB (National Transportation Safety Board, USA) investigates
and reports on all natural gas explosion accidents. In the past 25 years, there are
5 cases, NTSB (1987, 2003, 2005, 2011d), described large supply pipeline
ruptures with explosion craters of significant size. Those five explosions are
summarized briefly in the following table [15].
-
9
1.3 Outline of thesis
The thesis is divided into five chapters. Chapter 1 describes research
motivation and objectives of the thesis, and major pipeline accident cases in
order to give an idea about why this work is necessary.
Chapter 2 describes corrosion theory in general terms including two
corrosion types (internal and external), which play a major role on buried
pipeline failures. Then, corrosion prevention methodologies for both type of
corrosion are explained. The pipeline inspections, especially the ones carried
out in the scope of this work, to ensure safe operation are also explained in
Chapter 2.
Chapter 3 describes the necessity of Risk-Based Inspections and the
risk based inspection model developed in this work. The case study results for
Ulsan Onsan Industrial Complex buried pipelines are presented and finally the
facts and possible improvements about the model are discussed.
Chapter 4 is the summary of the research about the regulations in
especially Germany and other common and accepted practices in Europe and
US. Recommendations to improve pipeline safety in Korea are also provided
based on the practices in Germany and observations about how pipeline safety
is handled in Korea.
Lastly, Chapter 5 presents the summary of RBI model, findings of case
study and conclusion of the thesis.
-
10
Chapter 2. Buried Pipeline Corrosion &
Maintenance
2.1 Corrosion Theory
All pipelines, whether over or under the soil, or submerged in water,
are under the risk of corrosion if necessary precautions are not taken. Every
pipeline will eventually deteriorate, in case they are not maintained properly,
and become an unsafe mean for hazardous material transportation.
Corrosion in the context of this thesis refers to loss of metal from the
surface of a pipeline. Although it is usually a very slow process, it does require
efforts to halt or slow down the process to prevent disintegration/structural
integrity of the pipelines. Corrosion is one of the most familiar hazards
associated with the metal pipelines.
There are three common corrosion types observed for the pipelines.
These are atmospheric corrosion, internal corrosion, and subsurface corrosion.
The probability of atmospheric corrosion for buried pipelines is very small
when compared to the other types. Therefore, internal and subsurface corrosion
are studied in detail in this work. More detailed information on these two types
are summarized as following.
-
11
2.1.1 Internal Corrosion
Internal corrosion is caused by the interaction between the carried
product and inside pipe wall. The reaction usually does not caused by the
product itself but the impurities included in the product. For example,
hydrocarbons are inherently non-corrosive but inclusion of H2S, CO2, and
moisture can make them significantly corrosive. Therefore, for transportation
of upstream products, such as crude oil drained from a well, internal corrosion
is a great risk to the pipelines. On the other hand, for the downstream pipelines,
for which the products are pre-processed to remove the contaminants, internal
corrosion is not severe unless there is a fault in the pre-processing. For them,
internal corrosion can be kept under control by selecting the suitable type of
pipe material.
In order to determine if a certain product is inherently corrosive to
metal or not, Workplace Hazardous Materials Information System (WHMIS)
can be used as reference.
WHMIS is Canada’s national hazard communication standard.
WHMIS hazard classification appears in most of MSDSs. WHMIS utilizes
pictograms which are graphic images that immediately show the user of a
hazardous product and what type of hazard is present. Corrosiveness of a
product is indicated by a corrosion pictogram as shown below.
-
12
However, checking WHMIS categorization is not enough since all
pipelines carrying non-corrosive materials can suffer from corrosion in case
some impurities are introduced.
The factors affecting internal corrosion is well explained ‘Pipeline Risk
Management Manual’ by Muhlbauer as following [16].
Contamination in pipelines are classified into two groups.
1. Water-related contamination: water content, oxygen, pH, H2S, temperature,
chlorides
2. Solids-related contamination: MIC (Microbially Induced Corrosion),
suspended solids, sulfates, carbonates, etc.
In order to make a detailed assessment to estimate the degree of
corrosion, compositions of these contaminants in the pipelines are required. If
the compositions are known, corrosions rates can be determined using the
algorithms and tables given in API RP 581 ‘Risk Based Inspection Technology’.
Figure 4 WHMIS Corrosion Pictogram
-
13
Because the corrosion mechanisms are hard to analyze, the best source
for corrosion rates is experimental results rather than theoretical equations. If
inspection results for thickness loss does not exist for a particular system,
published experimental values can be checked as a second option. Some
experimental results are presented in literature such as Dechema and Sandvik
corrosion tables, which are important sources especially to evaluate the
compatibility of pipe materials with certain products.
In addition, rather than general corrosion, pitting type (localized)
corrosion forms a greater risk for the integrity of pipelines. Certain products at
certain operating conditions might cause pitting. It should be checked carefully
during inspections.
2.1.2 Subsurface (External) Corrosion
Subsurface corrosion occurs when the outer pipe wall is in contact with
the surrounding soil. Among the types of corrosion, external corrosion is
considered to be the most complex one since various corrosion mechanisms can
be active at the same time. The most common danger is from some form of the
galvanic corrosion as illustrated in Figure 5. When metals are in an electrolyte,
which is the soil in case of buried pipeline, anodic and cathodic regions form
on the metals. The locations where electron affinity is higher becomes the
cathode. If there is an electron flow between these regions, then metal will
-
14
dissolve at the anodes. The galvanic corrosion cells can form between the
regions with different electron affinities on the same pipeline, or between
different pipelines, and other buried facilities.
Figure 5 The galvanic corrosion cell [16]
2.2 Corrosion Prevention
All pipelines degrade due to corrosion if no precaution is taken. In the
following subsections, some common prevention methodologies are explained.
2.2.1 Internal Corrosion Preventions
For a corrosive product, the common corrosion prevention
methodologies, given in Table 1, can be considered.
-
15
Table 1 Internal Corrosion Prevention Methods [16]
Prevention
Methodology
Method Description
Internal
Monitoring
- By electronic probe that continuously transmits corrosion
potential measurements or by a coupon inserted into stream
that actually corrodes due to direct contact with the product
- By a test peace carefully removed from pipeline for
inspection
- By searching for corrosion products in pipeline filters or
during pigging operations
Inhibitor
Injection
- If the corrosion mechanism is well known, certain
chemicals can be injected to inhibit corrosion reactions
- Inhibitor combines with oxygen, preventing its reaction
with pipe wall
Internal
Coating
- Spray-on plastics, mortar, or concrete
- Insertion liners for existing pipelines
Pigging
- Used to clean pipelines
- Cannot be used for small diameter pipelines
-
16
2.2.2 External Corrosion Preventions
External corrosion prevention is usually provided by two layer
protection being ‘external coating’, ‘cathodic protection system’. As long as the
protection layers are sound, external corrosion does not occur no matter how
corrosive the soil is. The prevention methodologies are explained as following.
Coating over pipeline: Pipelines are covered with certain materials to cut the
connection between external surface of the pipes and the soil.
The product evolution for protection of steel pipes has migrated from
field applied asphalt and coal tar-based materials to the currently used high-
tech, field-applied and plant-applied coatings [17].
Figure 6 Evolution of Pipeline Coatings
The main generic types of pipeline coatings in use today include coal
tar enamel, polymeric tapes, fusion-bonded epoxy (FBE), spray-applied liquid
coatings, and two- and three-layer polyolefin coatings [17].
-
17
Figure 7 Polymeric Tape and Two-Layer Polyolefin Coatings
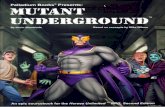
Cathodic Protection (CP): It is a method to make the pipe the cathode of a
galvanic cell by placing another metal around the pipeline, which has lower
electron affinity. The other metal is called as ‘sacrificial anode’ since it is
sacrificed to corrode instead of the pipeline material. The purpose is reversing
the flow of metal ions from pipe to soil in the absence of a sacrificial anode.
The system is illustrated in Figure 8.
There are two types of cathodic protection.
1. Galvanic (Passive) Cathodic Protection: By using only a sacrificial
anode, such as zinc, magnesium, aluminum, without any extra force to
accelerate electron flow.
2. Impressed Current Cathodic Protection: The system consist of anodes
connected to a DC power source, often a transformer-rectifier
connected to AC power, when the galvanic anodes cannot provide
enough current to the pipeline.
-
18
Figure 8 Pipeline Cathodic Protection with Impressed Current Rectifier [16]
2.3 Pipeline Inspections
When dealing with large number of pipelines, it is wise to group the
pipelines having similar environment such as passing under or around roads,
mountainous or flat areas, and whether in the water vicinity, etc. The reason is
that the inspection tools are not applicable to all type of pipelines and
surroundings. More information on inspection tool selection is given in
ANSI/NACE SP 0502-2010 Standard Practice, Pipeline External Corrosion
Direct Assessment (ECDA) Methodology.
-
19
As the first step of pipeline safety evaluations is the pipeline data
investigation. The required basic data are summarized as following:
- Pipe related (material, diameter, wall thickness, etc.)
- Construction related (Year installed, route maps, depths, clearances etc.)
- Soil/Environmental data (soil characteristics, land use, etc.)
- Corrosion control (coating, CP, etc.)
- Operational data (temperature, pressure, records on fluctuations)
- Previous inspection results (if exists)
The types of data to be collected are typically available in construction
records, operating and maintenance histories, alignment sheets, corrosion
survey records, other aboveground inspection records, and inspection reports
from prior integrity evaluations or maintenance actions.
According to ECDA, after collecting necessary data on the pipelines,
first applicable inspection tools are selected, and then indirect inspections,
using these tools, are carried out. According to indirect assessment (i.e.
inspections without excavations) results, pipelines are ranked to determine the
priority of the pipelines for direct assessment (The inspections done on exposed
pipelines). The details of this procedure are documented and publicly available
(ECDA by NACE).
-
20
2.3.1 Indirect Assessment
Indirect assessment refers to the inspections, which are carried out without
exposure of the pipelines, done from above surface.
ECDA does not utilize the results of a single indirect inspection method to analyze
level of risk, but it requires several types of inspection methods to be applied in a row.
It is a method, in which the pipeline segments, that show anomaly in the results of
various inspection methods, are determined to be the highest risk spots on a pipeline
and given the highest priority for direct inspections.
There are various indirect inspection tools, however the following three methods
that are applied in this work, will be explained in detail.
Close Interval Potential Survey, CIPS
Pulsed Direct-Current Voltage Gradient Method, DCVG
Soil Resistivity Measurements
Close Interval Potential Survey (CIPS): In order to determine the current state
of corrosion protection system, corrosion protection electric potential is measured with
5~10m intervals following the length of the pipeline from aboveground as shown in
Figure 9.
-
21
Figure 9 CIPS Measurements
Figure 10 Scheme of CIPS Technique [18]
Cathodically protected pipelines are equipped with permanent test
stations where electronic leads are attached to the pipeline to measure the pipe-
to-soil potential [18].
-
22
CIPS measurement is used to determine the effectiveness of CP system.
The cathodic potential criteria is -850mV. This potential should be sufficiently
cathodic to ensure adequate corrosion protection but not excessively cathodic
to produce coating damage and/or hydrogen embrittlement [16].
CIPS measurement results of some of the pipelines evaluated in this
study is presented in Figure 10. The red dotted line indicates the cathodic
voltage criteria (-850mV) whereas the other colored lines are potential
measurements along the length of pipelines. As seen here, one of the pipelines
has a lower value (absolute value) than the criteria, meaning that there is a
problem with the CP system at that portion of the particular pipeline.
Figure 11 Example CIPS Results
Distance (m)
Cat
ho
dic
Vo
ltag
e (m
V)
-
23
Direct Current Voltage Gradient (DCVG): It is a technique for coating
surveys on buried pipelines using a rectifier by turning it on/off with scheduled
intervals (1s on/0.5s off). It has been used for not only locating but also sizing
coating defects. The technique is fundamentally based on measuring the voltage
gradients in the soil above a cathodically protected pipeline. A distinctive
feature of this technique is that even small defects can be located accurately,
with a claimed accuracy of about 10 cm (4 inches) [19].
Based on DCVG measurements it is possible to compute a so-
called %IR value. The %IR value should be higher than 30% for a severe
coating defect.
Figure 12 Example DCVG Results
Distance (m)
%IR
-
24
Soil Resistivity Measurements: Soil resistivity is a function of soil moisture
and the concentrations of ionic soluble salts and is considered to be most
comprehensive indicator of a soil’s corrosiveness. Typically, the lower the
resistivity, the higher will be the corrosiveness. For a pipeline which is laid
under a soil with resistivity less than about 3,000-5,000Ω·m, soil corrosiveness
is evaluated to be high. Consequently, for those pipelines buried in a low
resistivity soil, in case electric anticorrosion is not properly working and if there
are defects in coating, high probability of corrosion should be considered. Soil
resistivity is measured using Wenner four-pin method.
For this project, Soil resistivity is measured for soil samples from 1~2m
depth which is the depth most of the pipelines are laid. Lowest and highest
resistivity measured are 1,686 Ω·cm and 15,309 Ω·cm, respectively.
2.3.2 Direct Assessment
Direct inspection is a method for evaluating the quality of the buried
pipelines, applied on the exposed pipelines after excavation, through direct
examination methods such as checking the degree of external corrosion and
measuring the pipe thicknesses. In contrast, indirect inspections are conducted
without excavation of the covering soil, in order to determine the cathodic
protection potentials, coating damages and soil corrosiveness. Based on indirect
-
25
inspection results, relatively weak points on the buried pipelines in terms of
external corrosion are evaluated.
The locations that are determined to have risk of external corrosion via
indirect inspections, are then inspected by direct methods in order to evaluate
the current condition and integrity of the pipelines. Based on indirect inspection
results, for the assessment of external corrosion risk, direct inspection is
conducted from the following standpoints.
1. If there is a point where coating defect is detected among the
locations of vulnerable cathodic protection Direct inspection is
carried out to evaluate external corrosion progress and integrity of
pipelines
2. If coating defect exists at a point where cathodic protection is good
and corrosion risk is low Direct inspection is carried out to
check if the points of coating damages are actually well protected
as estimated by indirect inspections.
Direct assessment was required also for checking internal corrosion and
weld quality, which cannot be evaluated by indirect methods. Therefore,
thickness measurements and non-destructive tests are carried out to determine
the existence of internal corrosion and welding quality, respectively.
-
26
The direct inspection procedure for the evaluation of Ulsan Industrial
Complex buried pipelines are summarized in the following Table 2 with the
illustrative pictures.
Table 2 Direct Assessment Procedure (*)
Main Steps
for Each
Procedure
Inspection Method
Grasping
excavation
target area
underground
pipeline
information
Pipe construction material, Pipe thickness, Year of construction, Study of
cathodic protection and related documents
Checking
whether
leakage
exists before
excavation
Selma (Gas leak detection) Composite Gas Leak Detection
Checking Gas Leakage Detection by Thermal Imaging
-
27
W whether
leakage
exists after
excavation
Buried
Pipeline
Installation
Status
Inspection
(Visual
Inspection)
Pipe laying depth and Clearance Measurements
External
Corrosion
Inspection
Buried Pipeline Soil Corrosion Measurements
Cathodic Protection Voltage and pH
Measurements
Pipeline Vicinity Soil Corrosion
Calculations
Pipe thickness and Surface Roughness Measurement
Pipe Thickness Measurement Surface Roughness Measurement
-
28
External
Corrosion
Inspection
Residual Strength Measurement
3D scanner measurement Pipe Residual Strength
Measurement
Pipeline
Material
analysis and
Weld
Inspection
Pipe Material Analysis Weld PAUT Inspection
Measurement by High-Performance
Ultrasound Imaging System Weld MT Inspection
-
29
(*) The inspections are carried out by CorRel Technonogy Co. Table 2 and
given indirect inspection result figures are formed based on the information
given in their report ‘Ulsan·Onsan Industrial Complex Underground Pipeline Safety
Inspection’.
-
30
Chapter 3. Risk-Based Inspection and
Maintenance
Risk based inspections aim to minimize the downtime of the systems
resulting from unexpected failures. Using a risk model, system units are
evaluated in terms of safety considering their current state, and then the units
are ranked from most to least risky according to the model results. Ranking is
then used to adjust the inspection intervals and to determine if renovations
required.
As for all risk models, risk has two components being the probability
and consequence. Probability can be determined using historical data and
statistics as well as future predictions. The definition of consequence if very
broad. A model can be built for health effects, environmental consequences, or
business interruption, or a combination of all. As the models, and the failure
modes that are considered might be different for each RBI model, different
models should not be expected to give the same results. In this work, health and
safety factors are considered for consequence determination. A risk-based
inspection model is built based on Risk-Based Inspection and Maintenance
Procedures (RIMAP) for European industries. A short information on RIMAP
and detailed description of the developed model will be given in this chapter.
-
31
RIMAP
Risk-Based Inspection and Maintenance Procedures (RIMAP) for
European industries has been developed through the collaboration of a number
of contributing partners in the Workshop consisted of recognized end users (e.g.
Exxon), suppliers (e.g. SIEMENS) and 3rd party organizations (TÜ V SÜ D but
also DNV, BV etc). RIMAP is not yet but soon to become a European standard.
The document is supposed to provide a common reference for
formulating the above policies and developing the corresponding inspection
and maintenance programs within different industrial sectors, such as oil
refineries, chemical and petrochemical plants, steel production and power
plants.
RIMAP document (RIMAP CEN WA-15740) is publically available
and can be referred to for more information. In few months, an updated version
is going to become a European standard as EN 16991.
3.1 Risk Based Inspection (RBI) Model
The components of risk, probability of failure (PoF) and consequence of
failure (CoF) are modeled. All pipelines are evaluated have PoF and CoF levels
from 1 to 5, and A to E, level 5 and E being the most severe case, respectively.
Then PoF and CoF levels are mapped on a risk matrix to determine the risk
levels. This process is explained in more detail in the following parts of this
chapter.
-
32
3.1.1 Probability of Failure (PoF)
Figure 13 Probability of Failure Determination Scheme
The failure mechanism that has an effect on probability of a pipeline
failure is determined to be corrosion. As explained in Chapter 2, there are two
types corrosion as internal and external corrosion. For external corrosion to
occur, all three conditions (coating defect, CP deficiency, corrosive soil) should
coexist. Therefore, at the beginning of the analysis, only internal corrosion is
considered for PoF determination, and then a criteria to incorporate external
corrosion is introduced.
PoF determination steps are schematized in Figure 13. There are three
main steps that are followed in the analysis:
1. Determination of the internal corrosion rates
2. Determination of the remaining life of the pipelines
3. Determination of PoF level
-
33
1. Internal Corrosion Rates: The best source for corrosion rates is
experimental results such as the thickness loss measurements (through direct
inspections) and internal monitoring results. If such experimental data do not
exist, then the published references can be checked for each fluid.
The possible data sources would be Dechema and Sandvik corrosion
tables. These data sources are also presenting experimental results. Although it
is impossible to get the exact corrosion rates for the steams in concern, they
provide a rough estimation (max. corrosion rates) for various fluids and they
examine the compatibility of the fluids with different pipe materials. The tables
provide corrosion rates considering the carried fluid (corrosiveness and
composition of contaminants), pipe material, and operating conditions
(temperature).
2. Remaining Life Analysis: Pipeline accidents occur because the pipe
walls gets thinner in time due to corrosion and once the thickness is too thin to
handle the internal stress (pressure), the pipeline fails. Remaining life depends
on remaining thickness of the pipe (time until the thickness reaches minimum
thickness) and corrosion rate.
The minimum thickness that a pipe can endure can be calculated using
the minimum design wall thickness formula for cylindrical shells given in
ASME.
-
34
𝑡𝑚𝑖𝑛 =𝑃𝐷
SE − 0.6P
Where tmin: Min. wall thickness (mm)
P: Pressure (bar)
D: Diameter of the pipeline (mm)
S: Maximum allowable stress (bar)
E: Joint efficiency
To be on the safe side, the usual practice is to take minimum thickness
as 2.5cm. If minimum thickness calculated by the formula is greater than 2.5,
then calculated value is accepted. Otherwise, tmin is assumed as 2.5cm.
Then the remaining life (RL) becomes:
RL =𝑡𝑛𝑜𝑚 − 𝑡𝑚𝑖𝑛 − 𝑦 ∗ 𝑟
𝑟
Where tnom: Nominal thickness (design wall thickness, mm)
tmin: Minimum thickness pipe can endure (mm)
y: Years passed since installation (years)
r: Corrosion rate (mm/years)
3. PoF Level Determination: The purpose is to ensure that no
accidents will occur until next inspections due to internal corrosion. Therefore,
-
35
the criteria is decided to be dependent on the relative value of inspection period
and remaining life.
PC =𝑇
𝑅𝐿
Where PC: Probability criteria
T: Inspection period
RL: Remaining life
Higher PoF levels indicates higher probabilities. For example, PoF 5
means that, since time until next inspections is equal to or larger than the time
remained until the pipeline fail due to corrosion, immediate actions (much
earlier inspections than planned) should be taken.
Incorporation of External Corrosion into PoF Model
Determination of probabilities based on only internal corrosion is
problematic due to following three reasons.
1. Internal corrosion is not a main failure mechanism. (Most of the
pipeline accidents occurred due to third party damages, welding
defects, and external corrosion in the history.)
2. It is essential to ensure the pipelines are protected against external
corrosion.
-
36
3. Considering only internal corrosion in the risk calculations might
cause the other failure mechanisms to be overlooked.
Therefore, external corrosion is incorporated into PoF model.
External corrosion occurs due to the contact with the surrounding soil.
Therefore, if the soil is corrosive, then there is higher risk of external corrosion.
However, almost all pipelines are protected against external corrosion through
2 layer protection system: coating and cathodic protection (CP) system. As long
as the protection means are defect free, corrosion does not occur no matter how
corrosive the soil is. Therefore, for external corrosion to occur, these three
problems (coating defect, CP deficiency, corrosive soil) should coexist.
Indirect assessment results are used to evaluate the external corrosion
risk of buried pipelines. DCVG inspections for detection of coating defects,
CIPS for CP system effectiveness check and soil resistivity measurements for
soil corrosiveness determination are incorporated into PoF model. The criteria
to evaluate the severity of defect indication for each inspection type is taken
from NACE ‘Pipeline External Corrosion Direct Assessment Methodology’
standard practice. The criteria is given in Table 3.
-
37
Table 3 Defect Severity Criteria
Inspection
Methodology
NI (No
Indication) MINOR MODERATE SEVERE
CIPS CP Potential
< -0.85V
0.85V≦Potential
< -0.75V
0.75V≦Potential
< -0.65V
Potential >
-0.65V
DCVG 1 > %IR 1 < %IR < 15% 15% < %IR <
30% %IR > 30%
Soil
Resistivity
(ρ, Ω․cm)
ρ > 20,000 7,000 < ρ <
20,000
3,000 < ρ <
7,000 ρ < 3,000
Then, based on the severity of the defects determined by the criteria in
Table 3, priorities for direct inspections are determined based on Table 4 as
given in NACE.
-
38
Table 4 Direct Inspection Priority Determination Criteria
As the result of the evaluation through Table 4, all pipelines are
evaluated in regards to the emergency of direct inspections as ‘immediate,
scheduled, monitoring, and no indication of external corrosion’. Immediate
means there is severe risk of external corrosion at that location so it should be
inspected immediately. ‘Scheduled’ is relatively lower risk, meaning that the
location should be inspected on a scheduled date although immediate direct
inspections are not necessary. ‘Monitoring’ means there is some risk of
corrosion at that location but external corrosion did not occur considerably.
CIPS
Severe Moderate Minor NI
Soil
Corrosiveness
Severe I S S M
Moderate I S M NI
Minor I S M NI
NI I S M NI
DCVG
Severe I S S M
Moderate I S M M
Minor I S M NI
NI S M M NI
*I: Immediate, S: Scheduled, M: Monitoring, NI: No Indication
-
39
Therefore, direct inspections are not required for now but the pipe should be
kept monitored. ‘No Indication’ means that there is no reason to think that the
external corrosion is occurring. Therefore, no actions are needed until the next
indirect inspections.
According to direct inspection priority criteria, previous PoF levels
calculated based on only internal corrosion are adjusted according to Table 5.
Table 5 PoF Level Adjustment Criteria
Direct Inspection Priority PoF Level Adjustment
Immediate PoF 5 (regardless of previous level)
Scheduled 2 levels up
Monitoring 1 level up
No Indication No change
3.1.2 Consequence of Failure (CoF)
For CoF considering safety and health, at least the following parameters
should be taken into account:
Flammability
Toxicity
Reactivity
Energy release (due to pressure or heat)
-
40
Inventory
Operating conditions
Fluid physical properties
Population Density
The consequence model suggested in this work based on RIMAP is
schematized in the following figure. The necessary data for analysis is given in
the scheme.
Figure 14 CoF Determination Scheme
There are four steps in determining CoF levels:
- Flammability Calculations
- Toxicity Calculations
- Inventory Consideration
- Pressure Risk Calculation
The results of the calculations given above are used to follow the scheme given
in Figure 15 and the criteria in Table 7 and 8.
-
41
Figure 15 CoF Level Determination Flow Chart [20]
Table 6 Explanation of the Numerical Criteria Given in the Flow Chart [20]
Criteria Explanation
F1-F4 Combustibility Criteria being boundary values of
the combustibility number
H1-H4 Toxicity criteria being boundary values of the
toxicity number
M1-M3 Criteria related to the mass of toxic substance
P1-P4 Criteria related to stored energy
Table 7 Values of the Numerical Criteria [20]
Criteria Level Value Criteria Level Value
Combustibility
(Cf)
F4 95
Inventory
(mh)
M3
500 F3 80 M2
F2 65 M1
F1 35
Toxicity (Ch)
H4 10
Pressure
Risk (X)
P4 20000
H3 8 P3 10000
H2 6 P2 900
H1 2 P1 100
-
42
The methodology for each calculation step is explained as following.
Step 1: Flammability Calculations (Cf, Combustibility Number)
The equation used to calculate combustibility number is given as below:
Cf = Nm (1+ke) (1+ kθ + kv + kp + kc + kq)
where Nm : Flammability Index,
ke : Enclosure Penalty
kθ : Temperature Penalty,
kv: Vacuum Penalty,
kp : Pressure Penalty,
kc : Cold Penalty,
kq: Quantity Penalty.
The flammability index (Nm) is determined according to the reactivity index
(Nr) and fire index (Nf) provided in NFPA 704 code based on the following
table.
-
43
Table 8 Flammability Index Determination
Nr
0 1 2 3 4
Nm
Nf
0 0 14 24 29 40
1 4 14 24 29 40
2 10 14 24 29 40
3 16 16 24 29 40
4 21 21 24 29 40
The penalty factors are the values ranging from zero to 1, multiplied with the
flammability index in order to account for the factors that would make a change
in the combustibility of a fluid. The criteria for determination of penalty factors
are given in ‘Dutch Rules for Pressure Vessels’. However, they are not shared
here to avoid confidentiality issues.
Enclosure Penalty (ke)
Since the enclosure causes accumulation of released substance in a small
volume, risk of fire is considered higher. All underground pipelines are assumed
enclosed since they are all buried under soil. Therefore, there is no case where
the enclosure penalty is zero.
-
44
Temperature Penalty (kθ):
High temperatures (relative to the fluid’s boiling point and flash point) are
penalized with higher penalty values.
Vacuum Penalty (kv)
The pressures less than atmospheric pressure are penalized. Such cases
usually do not exist for buried pipelines. Therefore, vacuum penalty is taken
zero.
Pressure Penalty (kp)
The equation used to calculate the pressure penalty is the following.
kp = k · log(pw+1bar)
Where k is a coefficient without unit and pw is the working pressure.
The coefficient k is again given in the Dutch Rules for pressure vessels.
Cold Penalty (kc)
Working temperatures and boiling points less than zero degree are penalized.
Quantity Penalty (kq)
Quantity penalty is considered in order to account for the amount of
combustible fluid released in case of an accident.
-
45
Step 2: Toxicity Calculations (Ch, Toxicity Number)
The toxicity number for each pipeline is calculated according to the
following equation.
Ch = Nh (1+ kθ + kv + kp + kc)
Where Nh is the health index, which can be taken from NFPA 704 code.
The penalty factors are the same as the ones in combustibility number
calculations. The difference between the two equations is that, enclosure
penalty is not considered for toxicity calculations.
Step 3: Inventory Calculations (mh)
Calculating the inventory is important since the consequence of the
accidents are strongly dependent on the released amount in case of an accident.
It is simply the mass of the fluid that is expected to be released during an
accident.
Since the inventory is limited through valves in an actual system,
ideally the locations of the valves should be known, and only the amount in
between those valves should be considered. However, since the valve locations
are not known for the Ulsan Industrial Complex case study, the inventories were
calculated considering the whole length of the pipelines.
Inventory is calculated by the multiplication of volume of pipeline in
between the valves and density of the carried fluid according to the following
-
46
formula.
Where D: Diameter of the pipelines (m),
L: Length of the pipelines (m),
ρ(pw,θw): Density of the fluid (kg/m3)
Density depends on working temperature (θw) and working pressure
(pw). Densities for calculated using Aspen Hysys physical properties tool for
the case study.
Step 4: Pressure Risk Calculations (X)
For flammable and toxic fluids, combustibility and toxicity numbers
(Steps 1, 2) are calculated to estimate the severity of their hazards. However,
the nonflammable and nontoxic fluids can also be hazardous in case of a
pressure burst since the people in the close vicinity of the accident location
might still get hurt due to the energy released in the moment of an explosion.
Therefore, pressure risk is calculated for nontoxic and nonflammable fluids in
order to account for the energy released due to a pressure burst.
A fluid is considered as nonflammable and nontoxic if Nf ≤1 and Nh ≤
1, respectively.
The equation used to calculate pressure risk is given in RIMAP as
following.
-
47
Where Pw: Working pressure (bar),
V: Volume of the pipeline (m3),
m: Inventory (kg),
T: Working Temperature – Boiling Point (oC).
CoF level determination: Once Flammability Number (Cf), toxicity number
(Ch), inventory (mh), and pressure risk (X) are calculated, CoF level is
determined by following the logic in Figure 15, and using the criteria given in
Table 5.
3.1.3 Risk Determination
Risk levels are determined by mapping PoF and CoF results into a risk
matrix as shown in the following figure.
PoF
5
4
3
2
1
A B C D E
CoF
Figure 16 Risk Matrix
-
48
The risk levels that each color indicates are as below.
Very High Risk
High Risk
Medium Risk
Low Risk
Very Low Risk
According to the risk levels determined based on a risk matrix, the
actions that should be taken for ensuring the safe operation of the pipelines are
also determined. As the risk goes higher, certain inspections and renewals
should be carried out within shorter periods. A suggestion for such follow-up
actions are given in Table 9. The inspection intervals should be reconsidered
based on the local conditions where this risk analysis will be used.
Table 9 Follow-up Actions based on Risk Matrix
Risk
Level
Inspection
Priority
Inspection
Methodology Inspection Interval
Urgent Direct
Immediate direct
inspections & New
interval determination
High Indirect & Direct Carry out the
inspections in 3 months
Medium Indirect & Direct Carry out the
inspections in 6 months
Low Indirect
Maximum inspection
interval (e.g. 5 years)
If the risk is very high at some locations of a pipeline, then those
locations should be inspected though direct methodologies to investigate the
state of these locations (i.e. the thickness loss). If these locations are
-
49
deteriorated as estimated through the risk matrix, then an appropriate renewal
technique (repairs) should be applied to these locations. If the defects are
properly repaired, then those locations can be considered to have low risk so
that the next inspection interval is determined accordingly.
The pipelines falling into the other risk categories are ranked according
to their risk levels and inspections are carried out with the intervals given in
Table 13. If the risk ‘low’ or very ‘very low’, then the inspections can be carried
out with maximum intervals.
If there is no recently recorded indirect inspection results for a pipeline,
then those pipelines are given high priority in the inspection ranking so that the
inspections are carried out as soon as possible. Then the risk is calculated again
incorporating the inspection results and the next interval timeline is determined
according to Table 16.
3.2 Case Study
The RBI model is applied to Ulsan Onsan Industrial Complex buried
pipelines. The evaluation of soundness of the underground pipeline system of
the industrial complex is decided to be performed by targeting exemplified
areas of the whole system rather than evaluating every single pipeline in the
system. Total of 6 target areas are determined based on considerations of
environmental conditions, population density, etc. These areas are explained in
-
50
Table 10 and shown in figures 16-1~16-6. For each area, an about 300m section
of each and all pipelines passing through, are evaluated in scope of this project.
Table 10 Target Area Description
Section Location Environment Target
Length (m)
Area 1 KP Chemicals Factory
Vicinity
mountainous,
paved road 300
Area 2 Waste Water Treatment
Facility, near watercourse
by a river,
unpaved road 300
Area 3 SK Chemical Synthesis NEP
Factory Vicinity
flatland, paved
road 300
Area 4 Crossroads Vicinity Highway flatland, paved
road 300
Area 5 Samsung Chemicals ~
FarmHannong Vicinity
seashore, paved
road 300
Area 6 Vopak Terminal Vicinity seashore, paved
road 300
Figure 16-1 Area 1
Figure 16-2 Area 2
-
51
Figure 16-3 Area 3
Figure 16-4 Area 4
Figure 16-5 Area 5
Figure 16-6 Area 6
As the first step of the analysis, basic pipeline information, such as
pipeline routes, depths, materials, carried fluids, diameters, thicknesses, etc. are
investigated. The pipeline information that are essential risk analysis are
summarized in Tables 11~16. The pipeline information given in this thesis are
artificial in order to avoid confidentiality issues. In the actual case, there are
more pipelines in each area and the pipeline information differs. These artificial
numbers used here serve the purpose of exemplifying how the model is applied
-
52
to underground pipelines and to illustrate what type of information needed for
the analysis. The indirect inspection methodologies (soil resistivity
measurements, CIPS, and DCVG) are applied to each pipeline (the actual
pipelines) in the defined areas.
-
53
Table 11 Area 1 Pipeline Information L
ine
No
Op
erati
ng
tim
e (y
)
Dia
met
er
(mm
)
Len
gth
(m)
Pip
e
Ma
teri
al
Co
ati
ng
Ma
teri
al
Dep
th (
m)
Ca
rrie
d
Flu
id
Op
erati
ng
Pre
ssu
re
Ra
ng
e
(ba
r)
1 39 100 1355 CS PE 1.1 Butadiene 19.6-68.6
2 29 100 1210 CS PE 1.1 SM (Styrene
Monomer) 9.8-19.6
3 10 400 645 CS PE 1.5 Natural gas 2.9-9.8
4 27 100 388 CS PE 1.7 Ethanol 19.6-68.6
5 27 100 3212 CS PE 1.9 Ammonia 19.6-68.6
6 17 150 2621 CS PE 1.4 Butadiene 9.8-19.6
7 3 700 1242 CS PE
2.4 Low steam
(water) 9.8-19.6
8 3 80 4731 CS PE
1.4 Low steam
(water) 2.9-9.8
9 19 100 927 CS PE 1.4 Acrylonitrile 9.8-19.6
10 38 40 2545 CS PE 1.5 Nitrogen 9.8-19.6
11 38 100 1205 CS PE 1.4 Propylene 19.6-68.6
12 38 100 2303 CS PE 1.3 Acrylonitrile 19.6-68.6
13 38 100 2303 CS PE 1.3 Ammonia 19.6-68.6
14 25 100 1201
2 CS PE 1.5 Methanol 19.6-68.6
15 25 100 2209 CS PE 1.8 Hydrogen 19.6-68.6
16 25 150 2209 CS PE 1.8 Carbon
dioxide 19.6-68.6
17 25 100 1489 CS PE 1.5 Ethylhexanol 9.8-19.6
-
54
Table 12 Area 2 Pipeline Information L
ine
No
Op
erati
ng
tim
e (y
)
Dia
met
er
(mm
)
Len
gth
(m)
Pip
e
Ma
teri
al
Co
ati
ng
Ma
teri
al
Dep
th (
m)
Ca
rrie
d
Flu
id
Op
erati
ng
Pre
ssu
re
Ra
ng
e
(ba
r)
1 24 100 2753 CS PE 1.7 Oxygen 19.6-68.6
2 24 200 2275 CS PE 1.7 Nitrogen 19.6-68.7
3 28 75 1755 CS PE 1.7 Hydrogen 19.6-68.8
Table 13 Area 3 Pipeline Information
Lin
e N
o
Op
erati
ng
tim
e (y
)
Dia
met
er
(mm
)
Len
gth
(m)
Pip
e
Mate
rial
Coati
ng
Mate
rial
Dep
th (
m)
Carr
ied
Flu
id
Op
erati
ng
Pre
ssu
re
Ran
ge
(bar)
1 30 150 2050 CS ASP 1.7 Xylene 9.8-19.6
2 30 150 749 CS ASP 1.4 Ethylene 19.6-68.6
3 30 100 750 CS ASP 1.4 Propylene
Oxide 9.8-19.6
4 19 150 820 CS PE 1.5 propylene 9.8-19.6
5 24 300 685 CS PE 1.4 nitrogen 9.8-19.7
6 24 200 646 CS PE 1.5 oxygen 9.8-19.8
7 16 300 681 CS PE 1.5 nitrogen 9.8-19.9
8 44 100 2527 CS ASP 1.1 nitrogen 9.8-19.6
9 44 100 2527 CS ASP 1.1 nitrogen 9.8-19.6
10 22 150 591 CS PE 1.1 nitrogen 9.8-19.6
-
55
Table 14 Area 4 Pipeline Information L
ine
No
Op
erati
ng
tim
e (y
)
Dia
met
er
(mm
)
Len
gth
(m)
Pip
e
Ma
teri
al
Co
ati
ng
Ma
teri
al
Dep
th (
m)
Ca
rrie
d
Flu
id
Op
erati
ng
Pre
ssu
re
Ra
ng
e
(ba
r)
1 13 100 985 CS PE 1.8 p-Xylene 19.6-68.6
2 13 100 695 CS PE 2.2
SM
(Styrene
Monomer)
9.8-19.6
3 4 80 4731 CS PE 1.8 H2O 9.8-19.6
4 4 700 2246 CS PE 2.2 H2O 9.8-19.6
5 27 100 3452 CS PE 2.3 ammonia 19.6-68.6
6 27 100 3213 CS PE 1.9 ammonia 19.6-68.6
7 27 125 3196 CS PE 1.4 Benzene 19.6-68.6
8 17 150 2622 CS PE 1.4 Butadiene 9.8-19.6
9 38 40 2546 CS PE 1.5 nitrogen 9.8-19.6
10 38 100 3454 CS PE 1.6 propylene 19.6-68.6
11 25 100 87 CS PE 1.7 Hydrogen 19.6-68.6
12 25 75 87 CS PE 1.8 Hydrogen 19.6-68.6
13 25 150 87 CS PE 1.9 carbon
dioxide 19.6-68.6
-
56
Table 15 Area 5 Pipeline Information L
ine
No
Op
erati
ng
tim
e (y
)
Dia
met
er
(mm
)
Len
gth
(m)
Pip
e
Ma
teri
al
Co
ati
ng
Ma
teri
al
Dep
th (
m)
Ca
rrie
d
Flu
id
Op
erati
ng
Pre
ssu
re
Ra
ng
e
(ba
r)
1 10 300 255 CS PE 1.5 natural gas 2.9-9.8
2 27 125 2706 CS PE 1.4 Benzene 19.6-68.6
3 18 100 98 CS PE 1.5 SM (Styrene
Monomer) 9.8-19.8
4 18 100 97 CS PE 1.5 SM (Styrene
Monomer) 9.8-19.9
5 18 100 97 CS PE 1.5 SM (Styrene
Monomer) 9.8-19.10
6 17 150 197 CS PE 1.7 Isononyl
alcohol 9.8-19.13
7 17 150 198 CS PE 1.7 Acrylonitrile 9.8-19.15
8 17 150 197 SSP PE 1.3 Acrylonitrile 9.8-19.16
9 17 100 197 CS PE 1.3 Butadiene 9.8-19.17
10 17 80 199 CS PE 1.7 nitrogen 9.8-19.18
11 39 100 1238 CS PE 1.4 Butadiene 19.6-68.6
12 32 100 133 CS PE 1.3 ammonia 19.6-68.6
13 29 100 267 CS PE 1.3 p-xylene 19.6-68.6
-
57
Table 16 Area 6 Pipeline Information L
ine
No
Op
erati
ng
tim
e (y
)
Dia
met
er
(mm
)
Len
gth
(m)
Pip
e
Ma
teri
al
Co
ati
ng
Ma
teri
al
Dep
th (
m)
Ca
rrie
d
Flu
id
Op
erati
ng
Pre
ssu
re
Ra
ng
e
(ba
r)
1 18 300 570 CS PE 1.5 natural gas 2.9-9.8
PoF Calculations
PoF levels are determined as described in the first section of Chapter 3.
First, a prior PoF level is calculated through remaining life analysis considering
only internal corrosion. Then, external corrosion is incorporated into the model
through adjustments of the prior PoF levels considering the pipeline priority
determination criteria for direct inspections. However, indirect inspections are
carried out only for 300m distances for each pipeline in thus study and it is
concluded that there is ‘no indication’ of external corrosion on any spot of these
pipelines. The reason is that, although some locations having coating defects or
CP system deficiency are detected, none of them existed at the same spot.
Therefore, there were no changes in PoF levels after consideration of indirect
inspection results. PoF levels calculated through remaining life analysis are
given in Tables 17~22 for pipelines in each area.
-
58
Table 17 Area 1 Pipelines PoF Calculation Results
Ca
rrie
d F
luid
Ma
x.
Pre
ssu
re
(Mp
a)
Min
. A
llo
wa
ble
Th
ick
nes
s (m
m)
Des
ign
Th
ick
nes
s (m
m)
Fu
ture
All
ow
an
ce (
mm
)
Co
rro
sio
n R
ate
(mm
/y)
Rem
ain
ing
Lif
e
(RL
) (y
)
T/R
L
Po
F l
evel
Butadiene 68.6 2.56 6.02 3.46 0.03 99 0.02 1
SM (Styrene
Monomer) 19.6 0.72 6.02 3.52 0.11 3 0.67 2
Natural gas 9.8 1.43 9.53 7.03 0.03 271 0.01 1
Ethanol 68.6 2.56 6.02 3.46 0.03 111 0.02 1
Ammonia 68.6 2.56 6.02 3.46 0.10 8 0.26 1
Butadiene 19.6 1.07 7.11 4.61 0.03 167 0.01 1
Low steam
(water) 19.6 5.01 9.53 4.51 0.20 20 0.10
1
Low steam
(water) 0.1 0.03 5.49 2.99 0.20 12 0.17
1
Acrylonitrile 19.6 0.72 6.02 3.52 0.10 16 0.12 1
Nitrogen 19.6 0.29 3.68 1.18 0.03 9 0.22 1
Propylene 68.6 2.56 6.02 3.46 0.03 100 0.02 1
Acrylonitrile 68.6 2.56 6.02 3.46 0.10 3 0.58 2
Ammonia 68.6 2.56 6.02 3.46 0.10 3 0.58 2
Methanol 68.6 2.56 6.02 3.46 0.03 113 0.02 1
Hydrogen 68.6 2.56 6.02 3.46 0.03 113 0.02 1
Carbon
dioxide 68.6 3.84 7.11 3.27 0.03 106 0.02
1
Ethylhexanol 19.6 0.72 6.02 3.52 0.10 10 0.20 1
-
59
Table 18 Area 2 Pipelines PoF Calculation Results
Ca
rrie
d F
luid
Ma
x.
Pre
ssu
re
(Mp
a)
Min
. A
llo
wa
ble
Th
ick
nes
s (m
m)
Des
ign
Th
ick
nes
s (m
m)
Fu
ture
All
ow
an
ce (
mm
)
Co
rro
sio
n R
ate
(mm
/y)
Rem
ain
ing
Lif
e
(RL
) (y
)
T/R
L
Po
F l
evel
Oxygen 6.86 2.56 6.02 3.46 0.03 114 0.02 1
Nitrogen 6.86 5.12 8.18 3.06 0.03 98 0.02 1
Hydrogen 6.86 1.92 5.16 2.66 0.03 78 0.03 1
Table 19 Area 3 Pipelines PoF Calculation Results
Carr
ied
Flu
id
Max.
Pre
ssu
re
(Mp
a)
Min
. A
llow
ab
le
Th
ick
nes
s (m
m)
Des
ign
Th
ick
nes
s (m
m)
Fu
ture
All
ow
an
ce (
mm
)
Corr
osi
on
Rate
(mm
/y)
Rem
ain
ing L
ife
(RL
) (y
)
T/R
L
PoF
lev
el
Xylene 1.96 1.07 7.11 4.61 0.11 12 0.17 1
Ethylene 6.86 3.84 7.11 3.27 0.03 101 0.02 1
Propylene
Oxide 1.96 0.72 6.02 3.52 0.10 5 0.38
1
propylene 1.96 1.07 7.11 4.61 0.03 165 0.01 1
nitrogen 1.96 2.15 9.53 7.03 0.03 257 0.01 1
oxygen 1.96 1.43 8.18 5.68 0.03 203 0.01 1
nitrogen 1.96 2.15 9.53 7.03 0.03 265 0.01 1
nitrogen 1.96 0.72 6.02 3.50 0.03 97 0.02 1
nitrogen 1.96 0.72 6.02 3.50 0.03 97 0.02 1
nitrogen 1.96 1.07 7.10 4.60 0.03 162 0.01 1
-
60
Table 20 Area 4 Pipelines PoF Calculation Results
Ca
rrie
d F
luid
Ma
x.
Pre
ssu
re
(Mp
a)
Min
. A
llo
wa
ble
Th
ick
nes
s (m
m)
Des
ign
Th
ick
nes
s (m
m)
Fu
ture
All
ow
an
ce (
mm
)
Co
rro
sio
n R
ate
(mm
/y)
Rem
ain
ing
Lif
e
(RL
) (y
)
T/R
L
Po
F l
evel
p-Xylene 6.86 2.56 6.02 3.46 0.11 18 0.11 1
SM (Styrene
Monomer) 1.96 0.72 6.02 3.52 0.11 19 0.11 1
H2O 0.1 0.03 5.49 2.99 0.15 16 0.13 1
H2O 1.96 5.01 9.53 4.51 0.15 26 0.08 1
ammonia 6.86 2.56 6.02 3.46 0.10 8 0.26 1
ammonia 6.86 2.56 6.02 3.46 0.10 8 0.26 1
Benzene 6.86 3.20 6.55 3.35 0.10 7 0.31 1
Butadiene 1.96 1.07 7.11 4.61 0.03 167 0.01 1
nitrogen 1.96 0.29 3.68 1.18 0.03 9 0.21 1
propylene 6.86 2.56 6.02 3.46 0.03 100 0.02 1
Hydrogen 6.86 2.56 6.02 3.46 0.03 113 0.02 1
Hydrogen 6.86 1.92 5.16 2.66 0.03 81 0.02 1
carbon
dioxide 6.86 3.84 7.11 3.27 0.03 106 0.02
1
-
61
Table 21 Area 5 Pipelines PoF Calculation Results
Ca
rrie
d F
luid
Ma
x.
Pre
ssu
re
(Mp
a)
Min
. A
llo
wa
ble
Th
ick
nes
s (m
m)
Des
ign
Th
ick
nes
s (m
m)
Fu
ture
All
ow
an
ce (
mm
)
Co
rro
sio
n R
ate
(mm
/y)
Rem
ain
ing
Lif
e
(RL
) (y
)
T/R
L
Po
F l
evel
natural gas 0.98 1.07 9.53 7.03 0.03 271 0.01 1
Benzene 6.86 3.20 6.55 3.35 0.10 7 0.31 1
SM (Styrene
Monomer) 1.96 0.72 6.02 3.52 0.11 14 0.14
1
SM (Styrene
Monomer) 1.96 0.72 6.02 3.52 0.11 14 0.14
1
SM (Styrene
Monomer) 1.96 0.72 6.02 3.52 0.11 14 0.14
1
Isononyl
alcohol 1.96 1.07 7.11 4.61 0.10 29 0.07
1
Acrylonitrile 1.96 1.07 7.11 4.61 0.10 29 0.07 1
Acrylonitrile 1.96 1.29 7.11 4.61 0.10 29 0.07 1
Butadiene 1.96 0.72 6.02 3.52 0.03 124 0.02 1
nitrogen 1.96 0.57 5.49 2.99 0.03 102 0.02 1
Butadiene 6.86 2.56 6.02 3.46 0.03 99 0.02 1
ammonia 6.86 2.56 6.02 3.46 0.10 3 0.77 3
p-xylene 6.86 2.56 6.02 3.46 0.11 2 0.82 3
-
62
Table 22 Area 6 Pipeline PoF Calculation Results
Ca
rrie
d F
luid
Ma
x.
Pre
ssu
re
(Mp
a)
Min
. A
llo
wa
ble
Th
ick
nes
s (m
m)
Des
ign
Th
ick
nes
s (m
m)
Fu
ture
All
ow
an
ce (
mm
)
Co
rro
sio
n R
ate
(mm
/y)
Rem
ain
ing
Lif
e
(RL
) (y
)
T/R
L
Po
F l
evel
natural gas 0.98 1.07 9.53 7.03 0.03 274 0.01 1
CoF Calculations
CoF calculation results are summarized in Tables 23~28 for pipelines
in each area.
Table 23 Area 1 Pipelines CoF Calculation Results
Carr
ied
Flu
id
Inven
tory
(m³)
Den
sity
(kg/m
3)
Nm
Nh
Com
bu
sti-
bil
ity
Nu
mb
er
(cf)
T
oxic
ity
Nu
mb
er
(ch
)
Mass
(k
g)
CoF
Butadiene 10.64 637 29 2 82.21 4.82 6773 E
SM (Styrene
Monomer) 9.50 911 24 2 48.53 3.16 8654 C
Natural gas 81.05 7 21 1 49.13 2.14 532 C
Ethanol 3.05 805 16 0 37.24 0.00 2457 B
Ammonia 25.22 615 4 3 11.32 7.23 15521 D
Butadiene 46.31 630 29 2 82.37 4.36 29165 E
Low steam
(water) 477.82 1015 0 0 0.00 0.00 485149 A
Low steam
(water) 23.77 1015 0 0 0.00 0.00 24122 A
-
63
Acrylonitrile 7.28 808 30 4 65.85 7.31 5878 D
Nitrogen 3.20 23 0 0 0.00 0.00 73 B
Propylene 9.46 538 21 1 58.86 2.41 5089 D
Acrylonitrile 18.08 810 30 4 76.36 8.24 14649 E
Ammonia 18.08 615 4 3 11.16 7.23 11127 D
Methanol 94.30 800 16 1 44.05 2.06 75404 B
Hydrogen 17.34 6 21 0 57.05 0.00 100 D
Carbon
dioxide 39.03 854 0 1 0.00 2.41 33330 C
Ethylhexanol 11.70 839 14 2 28.43 3.16 9810 C
Table 24 Area 2 Pipelines CoF Calculation Results
Carr
ied
Flu
id
Inven
tory
(m³)
Den
sity
(kg/m
3)
Nm
Nh
Com
bu
sti-
bil
ity
Nu
mb
er
(cf)
T
oxic
ity
Nu
mb
er
(ch
)
Mass
(k
g)
CoF
Oxygen 21.61 92 0 0 0.00 0.00 1981 C
Nitrogen 71.46 80 0 0 0.00 0.00 5732 D
Hydrogen 7.75 6 21 0 58.79 0.00 45 D
-
64
Table 25 Area 3 Pipelines CoF Calculation Results C
arr
ied
Flu
id
Inv
ento
ry
(m³)
Den
sity
(kg
/m3
)
Nm
Nh
Co
mb
ust
i-
bil
ity
Nu
mb
er
(cf)
T
ox
icit
y
Nu
mb
er
(ch
)
Ma
ss (
kg
)
Co
F
Xylene 36.22 887 16 2 35.88 3.16 32134 C
Ethylene 13.23 1559 24 1 72.41 2.41 20625 E
Propylene
Oxide 5.89 836 21 2 45.61 3.66 4926 C
propylene 14.49 526 21 1 55.05 2.18 7624 D
nitrogen 48.40 23 0 0 0.00 0.00 1109 C
oxygen 20.31 26 0 0 0.00 0.00 532 C
nitrogen 48.15 23 0 0 0.00 0.00 1104 C
nitrogen 19.84 23 0 0 0.00 0.00 455 C
nitrogen 19.84 23 0 0 0.00 0.00 455 C
nitrogen 10.45 23 0 0 0.00 0.00 240 C
-
65
Table 26 Area 4 Pipelines CoF Calculation Results C
arr
ied
Flu
id
Inv
ento
ry
(m³)
Den
sity
(kg
/m3
)
Nm
Nh
Co
mb
ust
i-
bil
ity
Nu
mb
er
(cf)
T
ox
icit
y
Nu
mb
er
(ch
)
Ma
ss (
kg
)
Co
F
p-Xylene 7.85 872 16 2 35.60 3.62 6843 C
SM (Styrene
Monomer) 7.85 911 24 2 47.93 3.16 7149 C
H2O 5.02 1015 0 0 0.00 0.00 5098 A
H2O 384.65 1015 0 0 0.00 0.00 390553 A
ammonia 7.85 615 4 3 10.82 7.23 4831 D
ammonia 7.85 615 4 3 10.82 7.23 4831 D
Benzene 12.27 886 16 2 40.57 4.12 10873 C
Butadiene 17.66 630 29 2 77.48 4.36 11124 E
nitrogen 1.26 23 0 0 0.00 0.00 29 B
propylene 7.85 538 21 1 58.40 2.41 4221 D
Hydrogen 7.85 6 21 0 56.34 0.00 45 D
Hydrogen 4.42 6 21 0 55.92 0.00 25 D
carbon
dioxide 17.66 854 0 1 0.00 2.41 15084 C
-
66
Table 27 Area 5 Pipelines CoF Calculation Results C
arr
ied
Flu
id
Inv
ento
ry
(m³)
Den
sity
(kg
/m3
)
Nm
Nh
Co
mb
ust
i-
bil
ity
Nu
mb
er
(cf)
T
ox
icit
y
Nu
mb
er
(ch
)
Ma
ss (
kg
)
Co
F
natural gas 18.00 7 21 1 47.57 2.14 118 C
Benzene 33.19 886 16 2 43.27 4.12 29424 C
SM (Styrene
Monomer) 0.77 911 24 2 42.82 3.16 700 C
SM (Styrene
Monomer) 0.76 911 24 2 42.81 3.16 694 C
SM (Styrene
Monomer) 0.76 911 24 2 42.81 3.16 692 C
Isononyl
alcohol 3.49 828 10 0 18.98 0.00 2887 A
Acrylonitrile 3.50 808 30 4 63.64 7.31 2826 D
Acrylonitrile 3.49 808 30 4 63.64 7.31 2817 D
Butadiene 1.55 630 29 2 69.98 4.36 976 E
nitrogen 1.00 23 0 0 0.00 0.00 23 B
Butadiene 9.72 637 29 2 81.88 4.82 6186 E
ammonia 1.04 615 4 3 10.28 7.23 642 D
p-xylene 2.10 872 16 2 33.40 3.62 1827 C
-
67
Table 28 Area 6 Pipelines CoF Calculation Results C
arr
ied
Flu
id
Inv
ento
ry
(m³)
Den
sity
(kg
/m3
)
Nm
Nh
Co
mb
ust
i-
bil
ity
Nu
mb
er
(cf)
T
ox
icit
y
Nu
mb
er
(ch
)
Ma
ss (
kg
)
Co
F
natural gas 40.28 7 21 1 48.32 2.14 264 C
Interpretation of PoF and CoF Results on a Risk Matrix
PoF
5
4
3
2 1
1 2 3 3 4 2
A B C D E
CoF
Area 1
PoF
5
4
3
2
1 1 2
A B C D E
CoF
Area 2
PoF
5
4
3
2
1 8 1 1
A B C D E
CoF
Area 3
PoF
5
4
3
2
1 2 1 4 5 1
A B C D E
CoF
Area 4
-
68
PoF
5
4
3 1 1
2
1 1 1 5 2 2
A B C D E
CoF
Area 5
PoF
5
4
3
2
1 1
A B C D E
CoF
Area 6
Figure 17 Risk Matrix for Each Area
Table 29 Follow-up Actions based on the Risk Matrix Results
Risk
Levels
Number of
Pipelines List of Pipelines Actions
None -
Immediate direct
inspections & New
interval determination
None -
Schedule and carry
out direct inspections
in 3 months
8
Area 1: Pipe no 1, 12
Area 3: Pipe no 2
Area 4: Pipe no 8
Area 5: Pipe no 9, 11, 12, 13
Schedule and carry
out direct inspections
in 6 months
49 All the rest
Maximum inspection
interval (e.g. 5 years)-
Direct inspections not
required
-
69
As seen from the risk matrix results, there are no high risk pipelines
among Ulsan Onsan Industrial Complex Pipelines that are investigated in this
study. The main reason behind these results is that the indirect inspection results
came out to be safe against external corrosion. However, the inspections were
carried out only for 300 meters length of each pipeline. Since inspections
applied to only a part of pipelines, the results cannot represent the whole system.
Therefore, it is not safe to conclude that the pipelines are actually safe. Indirect
inspections should be applied to the whole length of pipelines and it should be
supplemented by direct inspections that are carried out especially where defects
are detected through indirect inspections and at stress intensifying locations
such as turns, in line equipment, and welded parts.
3.3 Discussions on the RBI Model
Determining inspection schedules through an RBI model is better than
having deterministic inspection intervals since RBI models require the pipeline
owners to investigate the current state of pipelines. On the other hand, the
factors considered in each RBI model might be different and such differences
might lead to completely different results. In this part of the thesis, the
developed model and possible improvements on the model will be discussed.
-
70
PoF Model
The probability of failure of a pipeline depends on various factors but
internal and external corrosion are preferred to be included in the model. The
reason is that, the other main failure mechanisms such as third party damages
and welding defects are not easy to incorporate into the model. Instead, it should
be made sure that such factors are not active. For example, the pipelines should
be installed below certain depths so that they will not be affected by the
activities above the soil such as high traffic load, construction activities, and
vibrations due to other loads. The pipeline locations should be well recorded so
that they are not hit accidentally during construction activities in the
surroundings. Welding defects are inspected during direct inspections by non-
destructive tests. It should also be checked during installations that weld defects
do not exist before burying the pipelines. If such precautions are taken before
and during installations, potential accidents will be prevented and incorporation
of these factors into PoF model will not be really necessary.
Using references for internal corrosion rates give conservative results
since those are the maximum corrosion rates indicating if the pipe material is
compatible with the carrie