redoslijed operacija

of 12
description
Redoslijed operacija obrade
Transcript of redoslijed operacija
-
5/28/2018 redoslijed operacija
1/12
Veleuilite u Slavonskom Brou Priprema proizvodnje
ODREIVANJEREDOSLIJEDA OPERACIJA I ZAHVATAPripremio: mr. sc. Mladen Bonjakovi
Izbor i redoslijed operacija obrade ovisi o nizu parametara, primjerice: vrsti i stanju materijala, opem obliku izratka,
traenoj razini tonosti, baziranju i stezanju obratka veliini pripremka, veliini serije, mogunosti otkrivanja greke u materijalu, moguem odabiru alatnih strojeva i alata itd.
Ako govorimo o obradi odvajanjem estica, da bi se odabrale odgovarajue operacije obradepotrebno je znati karakteristike i mogunosti osnovnih baznih tehnolokih procesa obzirom natraeni oblik predmeta. Klasifikacija baznih procesa je prikazana utablici1.
Tablica 1 Klasifikacija baznih procesa na temelju oblika skupine dijelova
Osnovne skupine oblika
Broj Okrugli simetrini Prizmatini Dodani oblici (provrti i navoji)
1 Tokarenje Glodanje Buenje svrdlom2 Bruenje Bruenje Razvrtanje3 Honovanje Honovanje Buenje tokarenjem4 Lepovanje Lepovanje Obodno glodanje5 Poliranje Poliranje Bruenje6 Proirivanje7 Provlaenje8 Izrada navoja
Tablica 2 Mogudnosti postizanja kvalitete obraene povrine za pojedine vrste obrade
Povrinska hrapavost Ra(m)
Broj Procesminimalnopostiziva
poetnamaksimalna
Vrsta alatnogstroja/stroj za
Okrugli simetrini oblici
1 tokarenje 0,8 25,0 tokarilica
2 bruenje 0,1 1,6 brusilica3 honovanje 0,1 0,8 honovanje4 poliranje 0,1 0,5 poliranje
5 lepovanje 0,05 0,5 lepovanjePrizmatini oblici
6 glodanje 0,8 25,0 glodalica7 bruenje 0,1 1,6 brusilica8 honovanje 0,1 0,8 honovanje
9 poliranje 0,1 0,5 poliranje10 lepovanje 0,05 0,5 lepovanje
Provrt i , navoj i , ostalo
11 buenje svrdlom 1,6 25,0 tokarilica, glodalica
12 razvrtanje 0,8 6,3 tokarilica, glodalica
13 buenje tokarskimnoem
0,8 10,0 tokarilica
14 obodno glodanje 0,8 15,0 glodalica
15 proirivanje 0,2 0,4 proirivanje16 l j 0 8 6 3 l j
http://ptp.fsb.hr/KOLOKVIJ1/19%20TABLICE/Tablica%203_9%20Klasifikacija%20baznih%20procesa%20OOC%20oblika.pdfhttp://ptp.fsb.hr/KOLOKVIJ1/19%20TABLICE/Tablica%203_9%20Klasifikacija%20baznih%20procesa%20OOC%20oblika.pdfhttp://ptp.fsb.hr/KOLOKVIJ1/19%20TABLICE/Tablica%203_9%20Klasifikacija%20baznih%20procesa%20OOC%20oblika.pdfhttp://ptp.fsb.hr/KOLOKVIJ1/19%20TABLICE/Tablica%203_9%20Klasifikacija%20baznih%20procesa%20OOC%20oblika.pdf -
5/28/2018 redoslijed operacija
2/12
16 l j 0 8 6 3 l j
Veleuilite u Slavonskom Brou Priprema proizvodnje
Pri odabiru tehnologije obrade najvaniji parametar je zahtijevana povrinska hrapavost kojaslijedi geometrijske i dimenzijske tolerancije. Mogunosti i ogranienja povrinske hrapavosti zasvaki proces prikazane su uTablici 2.Slijed temeljnih procesa u svakoj skupini oblika odreen jeprioritetom i tehnikim ogranienjima. Dakle, ako prvi pretpostavljeni osnovni proces nezadovoljava zahtjeve povrinske hrapavosti, mogu se dodati slijedei osnovni procesi (ali ne
zamjenjuju prvi temeljni proces).
Dimenzijske tolerancije imaju slian utjecaj kao i povrinska hrapavost. Postoji empirijska relacijaizmeu dimenzijske tolerancije i povrinske hrapavosti (konane) tako da minimalna dimenzijskatolerancija zahtjeva minimalnu povrinsku hrapavost. Manja od obje povrinske hrapavosti (zadanacrteom i translatirana uTablici 3,upotrijebit e se za ulaz uTablicu 2i izbor temeljnog procesa.
Tablica 3 Pretvaranje dimenzijske tolerancije u povrinsku hrapavost
Tolerancija
(mm)
Povrinska hrapavost
Ra(m)
< 0,005 > 0,20
0,010 0,32
0,015 0,45
0,020 0,80
0,030 1,0
0,040 1,32
0,050 1,60
0,060 1,80
0,080 2,12
0,100 2,50
0,150 3,75
0,200 5,00
0,250 6,25
0,350 9,12
0,600 12,50
1,000 25,00
Tablica 3 pomae projektantu u pretvaranju tolerancija u povrinske hrapavosti te povrinskehrapavosti u dimenzijske tolerancije. Geometrijske tolerancije (Tablica 4) razmatrat e se kaokonaan kriterij za provjeru mogunosti procesa.
Tablica 4 Mogunosti geometrijske tolerancije baznogprocesaTip geometrijske tolerancije (mm)
Bazni proces Paralelizam Okomitost Koncentrinost KutnostTokarenje 0,01-0,02 0,02 0,005-0,01 0,01
Glodanje 0,01-0,02 0,02 - 0,01
Buenje svrdlom 0,2 0,1 0,1 0,1Buenje tokarskimnoem
0,005 0,01 0,01 0,01
Bruenje 0,001 0,001 0,002 0,002Honovanje 0,0005 0,001 0,002 0,002
Superfini 0,0005 0,001 0,005 0,002
http://ptp.fsb.hr/KOLOKVIJ1/19%20TABLICE/Tablica%203_10%20Podrucje%20povrsinskih%20hrapavosti%20temeljnih%20procesa.pdfhttp://ptp.fsb.hr/KOLOKVIJ1/19%20TABLICE/Tablica%203_10%20Podrucje%20povrsinskih%20hrapavosti%20temeljnih%20procesa.pdfhttp://ptp.fsb.hr/KOLOKVIJ1/19%20TABLICE/Tablica%203_10%20Podrucje%20povrsinskih%20hrapavosti%20temeljnih%20procesa.pdfhttp://ptp.fsb.hr/KOLOKVIJ1/19%20TABLICE/Tablica%203_11%20Pretvaranje%20dimenzijske%20tolerancije.pdfhttp://ptp.fsb.hr/KOLOKVIJ1/19%20TABLICE/Tablica%203_11%20Pretvaranje%20dimenzijske%20tolerancije.pdfhttp://ptp.fsb.hr/KOLOKVIJ1/19%20TABLICE/Tablica%203_11%20Pretvaranje%20dimenzijske%20tolerancije.pdfhttp://ptp.fsb.hr/KOLOKVIJ1/19%20TABLICE/Tablica%203_10%20Podrucje%20povrsinskih%20hrapavosti%20temeljnih%20procesa.pdfhttp://ptp.fsb.hr/KOLOKVIJ1/19%20TABLICE/Tablica%203_10%20Podrucje%20povrsinskih%20hrapavosti%20temeljnih%20procesa.pdfhttp://ptp.fsb.hr/KOLOKVIJ1/19%20TABLICE/Tablica%203_10%20Podrucje%20povrsinskih%20hrapavosti%20temeljnih%20procesa.pdfhttp://ptp.fsb.hr/KOLOKVIJ1/19%20TABLICE/Tablica%203_12%20Geometrijske%20tolerancije%20baznog%20procesa.pdfhttp://ptp.fsb.hr/KOLOKVIJ1/19%20TABLICE/Tablica%203_12%20Geometrijske%20tolerancije%20baznog%20procesa.pdfhttp://ptp.fsb.hr/KOLOKVIJ1/19%20TABLICE/Tablica%203_12%20Geometrijske%20tolerancije%20baznog%20procesa.pdfhttp://ptp.fsb.hr/KOLOKVIJ1/19%20TABLICE/Tablica%203_12%20Geometrijske%20tolerancije%20baznog%20procesa.pdfhttp://ptp.fsb.hr/KOLOKVIJ1/19%20TABLICE/Tablica%203_10%20Podrucje%20povrsinskih%20hrapavosti%20temeljnih%20procesa.pdfhttp://ptp.fsb.hr/KOLOKVIJ1/19%20TABLICE/Tablica%203_11%20Pretvaranje%20dimenzijske%20tolerancije.pdfhttp://ptp.fsb.hr/KOLOKVIJ1/19%20TABLICE/Tablica%203_10%20Podrucje%20povrsinskih%20hrapavosti%20temeljnih%20procesa.pdf -
5/28/2018 redoslijed operacija
3/12
Veleuilite u Slavonskom Brou Priprema proizvodnje
B2
B1
B3
B4
U praksi se uglavnom primjenjuju dva pristupa u rjeavanju problema izbora i odreivanjaredoslijeda operacija. Prema prvom, na osnovi analize karakteristika predmeta i iskustva, odreujese popis potrebnih operacija, odnosno popis zahvata unutar operacije. Ovaj pristup obino
podrazumijeva koritenjeranije izraenih tehnolokih postupaka, tako da se za novi predmet koristislian tehnoloki postupak. Ovdje se ne vodi mnogo rauna da li e tehnoloki postupak bitinajpovoljniji, ali se dobiva na brzini projektiranja.
Drugi pristup polazi od analize povrina na predmetu i zahtjeva postavljenim na svakupovrinu. Za svaku povrinu se odrede potrebni zahvati obrade. Na taj nain se dobije skupzahvata koje treba obaviti na predmetu. Ti se zahvati zatim, na osnovu iskustvenih znanja o
prednostima pojedinih obrada, slau u odreeni redoslijed i grupiraju u operacije. Pri tome se vodirauna o mogunostima postizanja kvalitete (Tablice 2, 3 i 4) te produktivnosti i ekonominosti.Krajnji rezultat je lista potrebnih operacija i zahvata.
Zlatna pravila pri projektiranju strukture tehnolokog procesa su:- konani oblik izratka treba postii sa to manjim brojem to jednostavnijih operacija - prve operacije trebaju biti one koje omoguuju promjenu polaznog oblika materijala
pripremka
- prve operacije su obino one koje dovode do najveeg karta- prve operacije trebaju biti one koje e najprije pokazati greku u materijalu
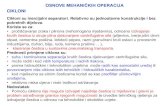
U nastavku je opisana metodologija odreivanja redoslijeda operacija na primjeru prikazanom naslici 1.
Slika 1 Primjer predmeta za oreivanje reoslijea operacija
(20H7 tolerancija 0, +0,021)
Materijal: Sivi lijev (odljevak)
Koliina: 1200 kom
-
5/28/2018 redoslijed operacija
4/12
Veleuilite u Slavonskom Brou Priprema proizvodnje
Oreivanje reoslijea operacija i zahvata Stranica 4
Utvrivanje elementarnih povrina na predmetu
Pod elementarnom povrinom se podrazumijeva svaka pojedinana povrina na predmetu kojazahtijeva najmanje jedan zahvat obrade. Da bi se predmet opisao preko elementarnih povrina,
potrebno je prethodno imati sistematizirane sve elementarne povrine koje se mogu pojaviti. Jedna
takva lista data je u nastavku.Elementarne povrine kod okruglih predmeta:
kruna vanjska povrina,
eona povrina,
kruna unutarnja povrina, konusna vanjska povrina, konusna unutarnja povrina, skoenjevanjskog brida, skoenjeunutranja brida navoj na krunoj vanjskoj povrini,
navoj na krunoj unutarnjoj povrini, otvor u aksijalnom smjeru, otvor u poprenom smjeru, uputen otvor u aksijalnom smjeru, uputen otvor u poprenom smjeru, navoj u otvoru u aksijalnom smjeru, navoj u otvoru u poprenom smjeru, lijeb na vanjskoj povrini,
lijeb na unutarnjoj povrini, ozubljenje,
utor na vanjskoj povrini, utor na unutarnjoj povrini, uzduni utor vanjski, uzduni utor unutarnji, sredinje gnijezdo.
Elementarne povrine kod prizmatinih predmeta: ravna povrina, kosa povrina,
zaobljena povrina
lijebi poluljeb, pravokutni i kruni dep, provrt,
uputena povrina u otvoru, skoeni bridu otvoru, navoj u otvoru.
-
5/28/2018 redoslijed operacija
5/12
Veleuilite u Slavonskom Brou Priprema proizvodnje
Oreivanje reoslijea operacija i zahvata Stranica 5
U konkretnom primjeru, za predmet prikazan na slici 1, prepoznato je pet elementarnih
povrina oznaenih brojevima 1do 5. Pored ovih pet, predmet ima i etiri povrine kojese ne obrauju, oznaene s B1, B2, B3 i B4.
Tablica 5 Pregle elementarnih povrina
Broj elem.pov.
Naziv elementarne povrine Osnovni podaci za povrinu
1 Otvor u aksijalnom smjeru
promjer 8+0,4
kvaliteta N10290,3od osi povrine 4;okomitost 0,2 prema povrini 2
2 Krunaeona povrina140,8od povrine B1kvaliteta N7ravnost 0,02
3 Uputen otvor u aksijalnom smjeru
promjer: 16+1;kvaliteta: N10;12-0,5od povrine 2;
minimalno 4 mm od povrine 1
4 Kruna unutarnja povrinapromjer 20H7
kvaliteta N7okomitost 0,02 prema povrini 2
5 Skoenje unutarnje povrinemjera 1/450
kvaliteta: N10
Odreivanje potrebnih zahvata za obradu elementarnih povrina
U ovom koraku se za sve elementarne povrine odreuju potrebni zahvati obrade. Koje vrste
zahvata e se primijeniti prvenstveno zavisi od vrste predmeta i tipa povrine, a koliki brojzahvata e se primijeniti zavisi od ostalih zahtjeva na povrini, prvenstveno kvalitete obraenepovrine. Ako je promatrana povrina visoke kvalitete, ona e uprincipu imati:
grubu, (srednju) i finu (zavrnu) obradu.
Pri odreivanju potrebnih zahvata neophodno je, izmeu ostalog, znati kojim vrstama obrade se
moe ostvariti koja kvaliteta obraene povrine, to je prikazano u tablici 2.
Ako je u pitanju predmet krunog (valjkastog) oblika, za obradu unutarnje krune povrinepotrebni
zahvati e biti grubo i fino tokarenje (i srednja obrada) i unutarnje okruglo bruenje (zavrna obrada).Za obradu unutarnje krunepovrine uobiajene su dvije varijante, zavisno od promjera otvora:
buenje (gruba obrada),
tokarenje (vei promjeri) ili proirivanje (manji promjeri) (srednja obrada) i unutarnje bruenje (vei promjeri) ili razvrtanje (manji promjeri) (zavrna obrada).
Za obradu ravne povrine prizmatinih predmeta primjenjuju se zahvati grubog i finog glodanja (srednjaobrada) i ravnog bruenja (zavrna obrada).
-
5/28/2018 redoslijed operacija
6/12
Veleuilite u Slavonskom Brou Priprema proizvodnje
Oreivanje reoslijea operacija i zahvata Stranica 6
Odreivanje potrebnih zahvata svodi se na uspostavljanje relacija tipa moe da se obradi izmeuelementarnih povrina i zahvata. Meutim, uspostavljanje ovakvih relacija nije uope jednostavanproblem jer se u dosta sluajeva jedna ista vrsta elementarne povrine moe obraditi na vie naina.
Za predmet iz primjera na slici 1, u tablici 6 dan je pregled potrebnih zahvata za obradu svih
elementarnih povrina.
Tablica 6 Pregle potrebnih zahvata za obrau elementarnih povrina
Elementarna povrina Potrebni zahvati
1 - buenje otvora (1Z)
2- prethodno tokarenje krune eone povrine (2G)- zavrno tokarenje krune eone povrine (2Z)
3 - uputanje otvora (3Z)
4
- buenje krune unutarnje povrine (4G)- proirivanje krune unutarnje povrine (4S)- razvrtanje krune unutarnje povrine (4Z)
5 - izrada skoenja (5Z)
U tablici je uz svaki zahvat dana i oznaka zahvata, radi daljeg lakeg praenja metode.Oznake su usvojene po principu da je brojem oznaena elementarna povrina na kojoj se vrizahvat, a slovo oznaava grubu, srednju ili zavrnu obradu (primjerice: zahvat 4G oznaava grubuobradu na povrini 4, 4Ssrednju obradu na povrini 4i 4Z - zavrnu obradu na povrini 4).
Odreivanjem zahvata za sve elementarne povrine dobiva se ukupan skup zahvata u
cjelokupnom procesu izrade predmeta, koji jo ne predstavlja nita dok se ne izvri odreivanjenjihovog redoslijeda izvoenja i grupiranje u operacije.
Odreivanje redoslijeda zahvata
Odreivanje redoslijeda zahvata je problem koji se najuspjenijemoe rijeitiutvrivanjem prioritetaizmeu pojedinih zahvata. Ali, problem je kako odrediti prioritete. Da bi se postavila pravila zautvrivanje prioriteta izmeu pojedinih zahvata, neophodno je sistematizirati razloge zato jedanzahvat mora ii prije drugog.
Prioriteti izvoenja zahvata zbog dimenzijskih razloga
Svaka elementarna povrina je geometrijski definirana preko kota kojima su utvrene dimenzije
povrine, ali i odnosi prema drugim povrinama na predmetu.Utvrivanje prioriteta izmeu zahvata zbog dimenzijskog razloga je vezano za kotiranjepovrina i moe se definirati u obliku sljedeegpravila:
"Ako za promatranu elementarnu povrinu postoji druga elementarna povrina preko koje je ona
kotirana, onda zahvati na toj drugoj povrini imaju prioritet u odnosu na zahvate na promatranoj
povrini".
-
5/28/2018 redoslijed operacija
7/12
Veleuilite u Slavonskom Brou Priprema proizvodnje
Oreivanje reoslijea operacija i zahvata Stranica 7
Ovo pravilo je koritenona primjeru u sljedeimsluajevima:
prije buenja otvora 1 (zahvat 1Z) mora biti zavrena krunaunutranja povrina 4 (zahvat 4Z),jer je preko nje kotiran otvor,
prije uputanja otvora 3 (zahvat 3Z) mora biti zavrena eona povrina 2 (zahvat 2Z), jer jedubina uputanja kotirana preko te povrine,
prije skoenja ruba5 (zahvat 5Z) moraju biti obraene povrine 2 i 4, jer je brid kotiran preko
njih.
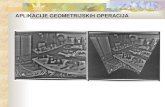
Slika 2 ilustrira sluaj dimenzijskog redoslijeda. S obzirom da je povrina F1dimenzionirana u relaciji
sa hrapavom povrinom B1, logino je da e se povrina F1obraditi prije povrineF6(takoer i zbogue tolerancije 0.3). Ako bi zbog odreenih razloga, povrina F6bila obraena prije povrineF1, biobi potreban prijenos dimenzija to bi rezultiralo smanjenjem tolerancija.
Slika 2. Sluaj imenzijskog redoslijeda
Prioriteti izvoenjazahvata zbog geometrijskog razloga
Utvrivanje prioriteta izmeu zahvata zbog geometrijskog razloga je vezano za eventualnezahtjeve u pogledu odnosa izmeu povrina, kao to su okomitost, paralelnost itd.Prioriteti u ovom sluaju se mogu definirati u obliku pravila:
"Ako u odnosu na promatranu elementarnu povrinu postoji druga elementarna povrina prema kojoj jepostavljen zahtjev geometrijske tolerancijeonda zahvati na toj drugoj povrini (baznoj) imaju prioritet
u odnosu na zahvate na promatranoj povrini".
Ovo pravilo je primijenjeno u sljedeimsluajevima: prije buenja otvora 1 (zahvat 1Z) mora biti zavrena eona povrina 2 (zahvat 2Z), jer postoji
zahtjev okomitosti povrine 1 prema povrini 2, prije uputanja otvora 3 (zahvat 3Z) mora biti zavren otvor 1 (zahvat 1Z), jer postoji
zahtjev minimalnog rastojanja 4 mm prema toj povrini, prije zavrne obrade kruneunutarnje povrine 4 (zahvat 4Z) mora biti obraena povrina 2
(zahvat 2Z), jer postoji zahtjev okomitosti povrine 4 prema povrini 2.
F6B1
F1
0,
3
+1
-
5/28/2018 redoslijed operacija
8/12
Veleuilite u Slavonskom Brou Priprema proizvodnje
Oreivanje reoslijea operacija i zahvata Stranica 8
Slika 3 ilustrira primjer geometrijskog redoslijeda gdje se tolerancija koaksijalnosti provrta (2) odnosi
na povrinu (1). Stoga se povrina (1)uzima kao baza i prethodi operaciji na povrini (2).
Slika 3. Primjer geometrijskog redoslijeda
Prioriteti izvoenjazahvata zbog tehnolokog razlogaPrioriteti izmeu zahvata zbog tehnolokog razloga su relativno jednostavnij i za rjeavanje i koriste sekada na istoj povrini postoji vei broj zahvata. Pravilo se svodi na sljedee:
"Ako na promatranoj elementarnoj povrini postoji vei broj zahvata, zahvati grube obrade imaju
prioritet u odnosu na zahvate fine obrade".
Ovo pravilo je primijenjeno pri obradi povrina 2 i 4.
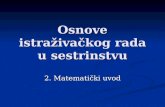
Slika 4 daje primjer tehnolokog ogranienja ako se radi oprovrtima.
Provrt manjeg promjera ili najvee dubine mora biti obraen prijedrugog provrta veeg promjera i manje dubine. Razlog tome je dana aksijalnost manjeg ili preciznijeg provrta moe utjecati prisustvoveeg, manje preciznog provrta, ako se sijeku.(npr. H7 mora biti izraen prije H11).
Slika 4. Sluaj tehnolokog ogranienja
Prioriteti izvoenjazahvata zbog ekonomskog razloga
Ekonomski razlog za prioriteteje vezan za odreene utede koje se mogu ostvariti ispravnim redoslijedomzahvata na odreenim povrinama. Te utede mogu biti razliite, a vezane su za skraenje vremena
trajanja zahvata, za skraenje trajanja pomonih zahvata, za smanjenje potronje alata itd. Ovo pravilo jeprimijenjeno u sljedeimsluajevima:
prije obrade eone povrine 2 (zahvat 2G) treba obaviti buenje kruneunutarnje povrine 4(zahvat 4G), jer se time skrauje hod alata pri eonom tokarenju, a time i vrijeme zahvata,
prije razvrtanja unutarnje povrine 4 (zahvat 4Z) treba skositi brid u otvoru (zahvat 5Z), jer
se time tedi razvrta i poveava njegov vijek trajanja.
http://ptp.fsb.hr/digitalni%20udzbenik%202003/MAJA%20&%20ANTE/WEB%20TEXT%202/14%20SLIKE/Slika%203_22%20Geometrijski%20redoslijed.dochttp://ptp.fsb.hr/digitalni%20udzbenik%202003/MAJA%20&%20ANTE/WEB%20TEXT%202/14%20SLIKE/Slika%203_22%20Geometrijski%20redoslijed.dochttp://ptp.fsb.hr/digitalni%20udzbenik%202003/MAJA%20&%20ANTE/WEB%20TEXT%202/14%20SLIKE/Slika%203_22%20Geometrijski%20redoslijed.doc -
5/28/2018 redoslijed operacija
9/12
Veleuilite u Slavonskom Brou Priprema proizvodnje
Oreivanje reoslijea operacija i zahvata Stranica 9
Uzimajui u obzir sve navedene razloge i primjenjujuiodgovarajua pravila, mogu se odrediti prioritetipojedinih zahvata. Za predmet iz primjera to je prikazano u tablici 7.
Tablica 7 Prioriteti izvoenja pojedinih zahvata
Zahvat
Zahvati koji imaju prioritet zbog
dimenzijskog geometrijskog tehnolokog ekonomskog
1Z 4Z 2Z
2G 4S
2Z 2G
3Z 2Z 1Z
4G
4S 4G
4Z 2Z 4S 5Z
5Z 2Z, 4S
Nakon utvrenih prioriteta, za odreivanje redoslijeda moe se koristiti postupak prekodvostruke matrice prikazane na slici 5.
Slika 5. Matrica za utvrivanje reoslijeda zahvata
U ovoj matrici, u lijevom dijelu, najprije su prenijeti prioriteti pojedinih zahvata iz tablice prioriteta, a
zatim su u desnom dijelu, odreeni redoslijedi izvoenja zahvata od prvog do osmog uz potivanjesvih pojedinanih prioriteta iz lijevog dijela matrice.
-
5/28/2018 redoslijed operacija
10/12
Veleuilite u Slavonskom Brou Priprema proizvodnje
Oreivanje reoslijea operacija i zahvata Stranica 10
Grupiranje zahvata u operacije
Nakon utvrenog redoslijeda zahvata, ostaje posljednji korak: definiranje operacija spajanjem zahvata. Pritome se pod operacijom podrazumijeva dio procesa izrade predmeta (ili skup zahvata) koji se obavlja
na jednom radnom mjestu pri istom stezanju. Preduvjet za grupiranje zahvata u operacije su svakako
informacije o radnim mjestima, odnosno strojevima, koji su na raspolaganju.
Sljedei problem je vezan za mogunost grupiranja zahvata u operacije, odnosno spajanja onihzahvata za koje se koristi isti stroj. Za grupiranje zahvata u istu operaciju trebaju biti zadovoljeni
sljedeiuvjeti:
da se za zahvate koristi isti stroj
da zahvati redoslijedom slijede jedan za drugim i
da se izvode pri istom stezanju.
Za promatrani primjer na slici 1, svi zahvati su grupirani u dvije operacije:
1. operacija: TOKARENJE, sa sljedeimzahvatima:
buenje provrta (4G), proirivanje kruneunutarnje povrine (4S), grubo tokarenje kruneeone povrine (2G), zavrno tokarenje kruneeone povrine (2Z),
izrada skoenja(5Z) i razvrtanje kruneunutarnje povrine (4Z).
2. operacija: BUENJE, sa sljedeimzahvatima:
buenje otvora (1Z),
uputanje otvora (3Z),
Pri grupiranju zahvata u operacije, projektant tehnolokog postupka moe razraditi vie varijanti,ovisno o tome da li se ide na veu ili manju sloenost pojedinih operacija. Od sloenosti operacije,odnosno manjeg ili veeg broja zahvata koji e se izvoditi u jednoj operaciji ovisi i koji e se strojprimijeniti. Pristup ka sloenijim operacijama, odnosno operacijama kod kojih je velika koncentracijazahvata, ima svoje prednosti:
vea je tonost obrade, jer ima manje operacija i manje stezanja i pozicioniranja utoku cjelokupnog procesa izrade predmeta,
manje je kretanje predmeta tokom procesa njegove izrade,
ali i nedostatke:
potrebna je sloenija tehnoloka oprema (sloeniji strojevi),
dua je priprema radnih mjesta za izvoenje operacija,
due je zadravanje predmeta na operacijama i
potrebno je vee znanje radnika na radnim mjestima.
-
5/28/2018 redoslijed operacija
11/12
Veleuilite u Slavonskom Brou Priprema proizvodnje
Oreivanje reoslijea operacija i zahvata Stranica 11
Redoslijed zahvata
Neka je zadan predmet prema slici 6. Varijante izrade u
smislu redoslijeda pojedinih zahvata opisane su nie. Broj
moguih varijanti izrade n = p!
gdje jepbroj obraivanih povrina.
Vremenska analiza razliitih varijanti izrade pokazuje da su
vremena izrade za pojedine varijante razliita uz primijenjeni
isti reim obrade iako je konani oblik predmeta isti.
Slika 6 Skica izrade izratka iz ipke
Tablica 8 Pregle mogudih varijanti reoslijea zahvata
Napomena: Cijena rada sata stroja 80150 kn/h (10,5219,60 /h), cca 11 20 /h
-
5/28/2018 redoslijed operacija
12/12
Veleuilite u Slavonskom Brou Priprema proizvodnje
Oreivanje reoslijea operacija i zahvata Stranica 12
Zakljuak
Oblikovanje postupcima OO je veoma sloen proces. Veoma esto postoji beskonaan brojkombinacija strojeva i alata koji e proizvesti dio specificiran tehnikim crteom. Dakako, trokovi ivremena e se mijenjati u skladu sa odabranim procesom. Stoga to zahtjeva vjeto baratanjeoperacijskim uvjetima s ciljem postizanja ekonomskog optimuma.S tog gledita, biti e prikazana osjetljivost proizvodnih uvjeta u odnosu na vremena i trokove uprimjeru nie.
Primjer 1 Odabir operacija
Razlika vremena obrade rezultirala je preporukama 37-orice tehnologa kada im je zadan zadataknapraviti provrt:
promjer 30 mm
duljina provrta 30 mm
tolerancija promjera 0,15
povrinska hrapavost Ra 7,5.
Rezultati su prikazani tablicom nie. Vremena obrade razlikuju se 10:1iako su sve preporuke tehnikiizvedive.
Tablica 8 Usporedba preporuka 37 tehnologa (Izvor: Halevi)
Broj OperacijaBroj
strunjakaVrijeme
obrade (min)
1 Buenje svrdlom 30mm 9 0,13-0,58
2 Buenje svrdlom 28 + buenje tokarenjem 30 9 0,22-0,65
3 Buenje svrdlom 20 + buenje svrdlom 30 7 0,49-0,84
4 Buenje svrdlom 15 + buenje svrdlom 30 1 0,81
5 Buenje svrdlom 10 + buenje svrdlom 30 2 0,78
6 Buenje svrdlom 5 + buenje svrdlom 30 1 0,81
7Buenje svrdlom 8 + buenje svrdlom 28 +tokarenje na 30
1 0,86
8Buenje svrdlom 8 + buenje svrdlom 18+tokarenje na 30
1 0,77
9Buenje svrdlom 10+ buenje svrdlom 20+buenje svrdlom 30
2 1,04
10Buenje svrdlom 10+ buenje svrdlom 28,7 +
razvrtanje 30
1 1,07
11Buenje svrdlom 10+ buenje svrdlom 20+buenje svrdlom 28+ tokarenje na 30
2 1,13
12Buenje svrdlom 5+ buenje svrdlom 13+ buenjesvrdlom 22 + buenje svrdlom 30
1 1,29
http://ptp.fsb.hr/KOLOKVIJ1/7%20PODLOGE%20ZA%20KLASICNI%20PTP/7.2%20ODABIR%20VRSTE%20OPERACIJE/Primjer%201%20Odabir%20operacija-Halevi.htmhttp://ptp.fsb.hr/KOLOKVIJ1/7%20PODLOGE%20ZA%20KLASICNI%20PTP/7.2%20ODABIR%20VRSTE%20OPERACIJE/Primjer%201%20Odabir%20operacija-Halevi.htmhttp://ptp.fsb.hr/KOLOKVIJ1/7%20PODLOGE%20ZA%20KLASICNI%20PTP/7.2%20ODABIR%20VRSTE%20OPERACIJE/Primjer%201%20Odabir%20operacija-Halevi.htm