
Recubrimiento de cono quebrador de mineral mediante el...
8
MEMORIAS DEL XXIII CONGRESO INTERNACIONAL ANUAL DE LA SOMIM 20 al 22 DE SEPTIEMBRE DE 2017 CUERNAVACA, MORELOS, MÉXICO Tema A2a Materiales: Recubrimiento de cono quebrador de mineral mediante el proceso de soldadura SMAW. “Recubrimiento de cono quebrador de mineral mediante el proceso de soldadura SMAW” López Baltazar Enrique Alejandro * , Alvarado Hernández Francisco a , Maldonado Ruiz Simitrio I. a , López Ibarra Alejandro a , Baltazar Hernández Víctor Hugo a , a Universidad Autónoma de Zacatecas, Av. López Velarde 801, Zacatecas, Zac. CP:98000. MEXICO. *[email protected] R E S U M E N El Acero Hadfiel (AH), se utiliza en componentes tales como martillos y conos quebradores para la obtención de grava, y actualmente la minería busca en minimizar y controlar las tasas de desgaste. Los componentes sujetos a desgaste por fricción, desgaste por abrasión e impacto-abrasión, después de un periodo de tiempo necesitan ser restaurados. El proceso de soldadura SMAW (Shielded Metal Arc Welding) es un método para reparar estos componentes. En esta investigación se utilizan tres tipos de electrodos: al Mn, al Cr y alto Cr, donde se evalúa la composición química de los electrodos, microestructura y microdureza de los tres depósitos de soldadura y por otra parte el desgaste por fricción y abrasión del AH, así como de los tres depósitos de soldadura mediante las pruebas de desgaste por el método de espiga sobre disco (pin on disk). Palabras Clave: Acero Hadfield, SMAW, microestructura, microdureza, desgaste por ficción y abrasión. A B S T R A C T AAustenitic Mn Hadfield (HS) steel is employed in components such as hammers and cone crushers for obtaining gravel, recently mining sector is looking for minimizing and controlling wear rates. Components subjected to friction wear and abrasion and impact-abrasion wear after a period of time would need to be refurbished. Shielded Metal Arc Welding (SMAW) is a method for repairing those components. In this research three electrode rods have been utilized: Mn, Cr and high Cr base, in which the chemical composition of the electrodes are evaluated, the microstructure and microhardness of three weld deposits are also evaluated and, on the other hand, friction wear and abrasion of HS, as well as sliding wear behavior through pin on disk configuration is employed to evaluated the three weld deposits. Keywords: Austenitic Mn Hadfield Steel, SMAW, Microestructure, Microhardness, Wear testing and abrasion testing. Nomenclatura: Acero Hadfield (AH), Soldadura por arco eléctrico con electrodo revestido-Shielded Metal Arc Welding (SMAW), Corriente continua con electrodo positivo-Continuous Direct Electrode Positive (CDEP), American Foundry Society (AFS), Microdureza Vickers-Hardness Vickers (HV), Dureza Rockwell –Hardness Rockell C (HRC). 1. Introducción En la actualidad los aceros resistentes al desgaste y a la abrasión han mantenido su ritmo creciente, convirtiéndose en segmentos muy atractivos tanto para fabricantes como para comerciantes. Por ello se utilizan los aceros hadfield (AH) para diversas actividades en la industria de la construcción y minería [1]. Los AH son utilizados en elementos, implementos o dispositivos de máquinas de construcción, que se utilizan en diversos trabajos en la industria, como son: martillos, conos, equipos de movimientos de tierra y excavación, como son las palas de excavadoras, palas de bulldozer, cuchillas de motoniveladoras y tractores de orugas [2]. Por lo que resulta de suma importancia cualquier trabajo que vaya encaminado a la recuperación por proceso soldadura de piezas fabricadas con AH. Las propiedades mecánicas de los AH son: alta resistencia a la tracción, compresión, alta ductilidad y tienen excelente resistencia al desgaste. Este acero es el único que combina alta resistencia y ductilidad con gran capacidad de endurecimiento por deformación y usualmente buena resistencia al desgaste por impacto [3-5]. ISSN 2448-5551 MM 20 Derechos Reservados © 2017, SOMIM
Transcript of Recubrimiento de cono quebrador de mineral mediante el...

MEMORIAS DEL XXIII CONGRESO INTERNACIONAL ANUAL DE LA SOMIM 20 al 22 DE SEPTIEMBRE DE 2017 CUERNAVACA, MORELOS, MÉXICO
Tema A2a Materiales: Recubrimiento de cono quebrador de mineral mediante el proceso de soldadura SMAW.
“Recubrimiento de cono quebrador de mineral mediante el proceso de soldadura SMAW”
López Baltazar Enrique Alejandro*, Alvarado Hernández Francisco
a, Maldonado Ruiz Simitrio I.
a,
López Ibarra Alejandroa, Baltazar Hernández Víctor Hugo
a,
aUniversidad Autónoma de Zacatecas, Av. López Velarde 801, Zacatecas, Zac. CP:98000. MEXICO.
R E S U M E N
El Acero Hadfiel (AH), se utiliza en componentes tales como martillos y conos quebradores para la obtención de grava,
y actualmente la minería busca en minimizar y controlar las tasas de desgaste. Los componentes sujetos a desgaste por
fricción, desgaste por abrasión e impacto-abrasión, después de un periodo de tiempo necesitan ser restaurados. El
proceso de soldadura SMAW (Shielded Metal Arc Welding) es un método para reparar estos componentes. En esta
investigación se utilizan tres tipos de electrodos: al Mn, al Cr y alto Cr, donde se evalúa la composición química de los
electrodos, microestructura y microdureza de los tres depósitos de soldadura y por otra parte el desgaste por fricción y
abrasión del AH, así como de los tres depósitos de soldadura mediante las pruebas de desgaste por el método de espiga
sobre disco (pin on disk).
Palabras Clave: Acero Hadfield, SMAW, microestructura, microdureza, desgaste por ficción y abrasión.
A B S T R A C T
AAustenitic Mn Hadfield (HS) steel is employed in components such as hammers and cone crushers for obtaining gravel,
recently mining sector is looking for minimizing and controlling wear rates. Components subjected to friction wear and
abrasion and impact-abrasion wear after a period of time would need to be refurbished. Shielded Metal Arc Welding
(SMAW) is a method for repairing those components. In this research three electrode rods have been utilized: Mn, Cr
and high Cr base, in which the chemical composition of the electrodes are evaluated, the microstructure and
microhardness of three weld deposits are also evaluated and, on the other hand, friction wear and abrasion of HS, as
well as sliding wear behavior through pin on disk configuration is employed to evaluated the three weld deposits.
Keywords: Austenitic Mn Hadfield Steel, SMAW, Microestructure, Microhardness, Wear testing and abrasion testing.
Nomenclatura: Acero Hadfield (AH), Soldadura por arco eléctrico con electrodo revestido-Shielded Metal Arc Welding (SMAW), Corriente continua
con electrodo positivo-Continuous Direct Electrode Positive (CDEP), American Foundry Society (AFS), Microdureza Vickers-Hardness Vickers (HV),
Dureza Rockwell –Hardness Rockell C (HRC).
1. Introducción
En la actualidad los aceros resistentes al desgaste y a la
abrasión han mantenido su ritmo creciente, convirtiéndose
en segmentos muy atractivos tanto para fabricantes como
para comerciantes.
Por ello se utilizan los aceros hadfield (AH) para
diversas actividades en la industria de la construcción y
minería [1]. Los AH son utilizados en elementos,
implementos o dispositivos de máquinas de construcción,
que se utilizan en diversos trabajos en la industria, como
son: martillos, conos, equipos de movimientos de tierra y
excavación, como son las palas de excavadoras, palas de
bulldozer, cuchillas de motoniveladoras y tractores de
orugas [2]. Por lo que resulta de suma importancia
cualquier trabajo que vaya encaminado a la recuperación
por proceso soldadura de piezas fabricadas con AH. Las
propiedades mecánicas de los AH son: alta resistencia a la
tracción, compresión, alta ductilidad y tienen excelente
resistencia al desgaste. Este acero es el único que combina
alta resistencia y ductilidad con gran capacidad de
endurecimiento por deformación y usualmente buena
resistencia al desgaste por impacto [3-5].
ISSN 2448-5551 MM 20 Derechos Reservados © 2017, SOMIM
MEMORIAS DEL XXIII CONGRESO INTERNACIONAL ANUAL DE LA SOMIM 20 al 22 DE SEPTIEMBRE DE 2017 CUERNAVACA, MORELOS, MÉXICO
1.1. Justificación
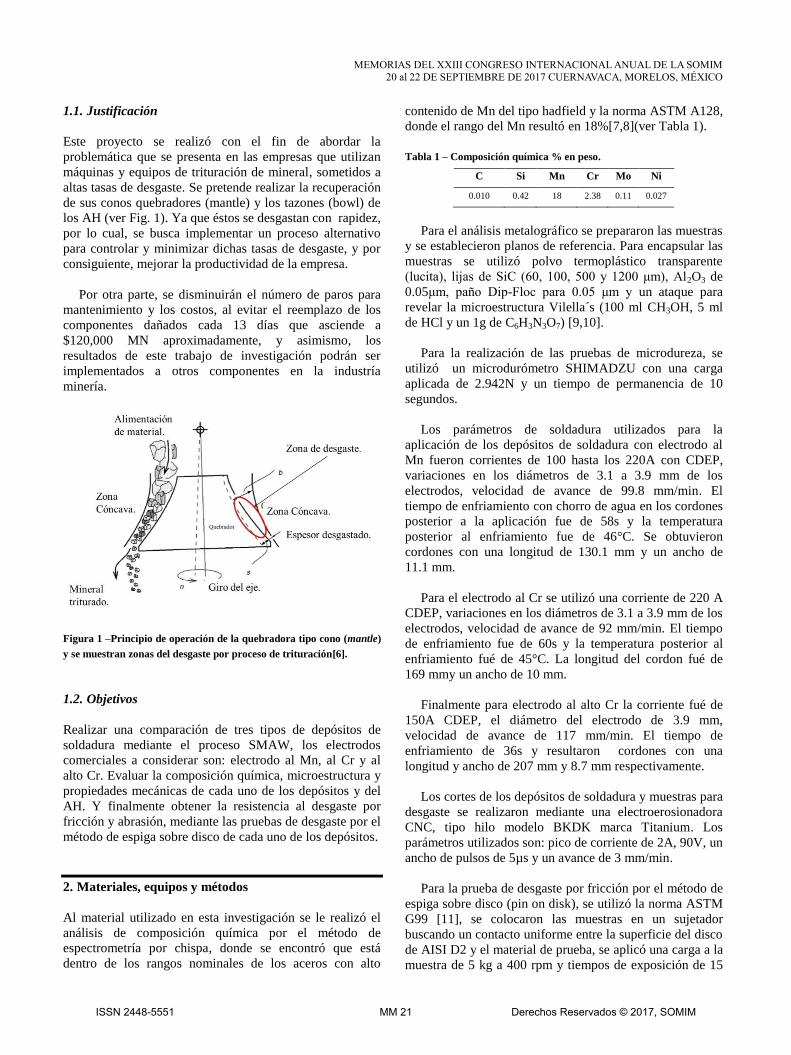
Este proyecto se realizó con el fin de abordar la
problemática que se presenta en las empresas que utilizan
máquinas y equipos de trituración de mineral, sometidos a
altas tasas de desgaste. Se pretende realizar la recuperación
de sus conos quebradores (mantle) y los tazones (bowl) de
los AH (ver Fig. 1). Ya que éstos se desgastan con rapidez,
por lo cual, se busca implementar un proceso alternativo
para controlar y minimizar dichas tasas de desgaste, y por
consiguiente, mejorar la productividad de la empresa.
Por otra parte, se disminuirán el número de paros para
mantenimiento y los costos, al evitar el reemplazo de los
componentes dañados cada 13 días que asciende a
$120,000 MN aproximadamente, y asimismo, los
resultados de este trabajo de investigación podrán ser
implementados a otros componentes en la industría
minería.
Figura 1 –Principio de operación de la quebradora tipo cono (mantle)
y se muestran zonas del desgaste por proceso de trituración[6].
1.2. Objetivos
Realizar una comparación de tres tipos de depósitos de
soldadura mediante el proceso SMAW, los electrodos
comerciales a considerar son: electrodo al Mn, al Cr y al
alto Cr. Evaluar la composición química, microestructura y
propiedades mecánicas de cada uno de los depósitos y del
AH. Y finalmente obtener la resistencia al desgaste por
fricción y abrasión, mediante las pruebas de desgaste por el
método de espiga sobre disco de cada uno de los depósitos.
2. Materiales, equipos y métodos
Al material utilizado en esta investigación se le realizó el
análisis de composición química por el método de
espectrometría por chispa, donde se encontró que está
dentro de los rangos nominales de los aceros con alto
contenido de Mn del tipo hadfield y la norma ASTM A128,
donde el rango del Mn resultó en 18%[7,8](ver Tabla 1).
Tabla 1 – Composición química % en peso.
C Si Mn Cr Mo Ni
0.010 0.42 18 2.38 0.11 0.027
Para el análisis metalográfico se prepararon las muestras
y se establecieron planos de referencia. Para encapsular las
muestras se utilizó polvo termoplástico transparente
(lucita), lijas de SiC (60, 100, 500 y 1200 μm), Al2O3 de
0.05μm, paño Dip-Floc para 0.05 μm y un ataque para
revelar la microestructura Vilella´s (100 ml CH3OH, 5 ml
de HCl y un 1g de C6H3N3O7) [9,10].
Para la realización de las pruebas de microdureza, se
utilizó un microdurómetro SHIMADZU con una carga
aplicada de 2.942N y un tiempo de permanencia de 10
segundos.
Los parámetros de soldadura utilizados para la
aplicación de los depósitos de soldadura con electrodo al
Mn fueron corrientes de 100 hasta los 220A con CDEP,
variaciones en los diámetros de 3.1 a 3.9 mm de los
electrodos, velocidad de avance de 99.8 mm/min. El
tiempo de enfriamiento con chorro de agua en los cordones
posterior a la aplicación fue de 58s y la temperatura
posterior al enfriamiento fue de 46°C. Se obtuvieron
cordones con una longitud de 130.1 mm y un ancho de
11.1 mm.
Para el electrodo al Cr se utilizó una corriente de 220 A
CDEP, variaciones en los diámetros de 3.1 a 3.9 mm de los
electrodos, velocidad de avance de 92 mm/min. El tiempo
de enfriamiento fue de 60s y la temperatura posterior al
enfriamiento fué de 45°C. La longitud del cordon fué de
169 mmy un ancho de 10 mm.
Finalmente para electrodo al alto Cr la corriente fué de
150A CDEP, el diámetro del electrodo de 3.9 mm,
velocidad de avance de 117 mm/min. El tiempo de
enfriamiento de 36s y resultaron cordones con una
longitud y ancho de 207 mm y 8.7 mm respectivamente.
Los cortes de los depósitos de soldadura y muestras para
desgaste se realizaron mediante una electroerosionadora
CNC, tipo hilo modelo BKDK marca Titanium. Los
parámetros utilizados son: pico de corriente de 2A, 90V, un
ancho de pulsos de 5µs y un avance de 3 mm/min.
Para la prueba de desgaste por fricción por el método de
espiga sobre disco (pin on disk), se utilizó la norma ASTM
G99 [11], se colocaron las muestras en un sujetador
buscando un contacto uniforme entre la superficie del disco
de AISI D2 y el material de prueba, se aplicó una carga a la
muestra de 5 kg a 400 rpm y tiempos de exposición de 15
ISSN 2448-5551 MM 21 Derechos Reservados © 2017, SOMIM

MEMORIAS DEL XXIII CONGRESO INTERNACIONAL ANUAL DE LA SOMIM 20 al 22 DE SEPTIEMBRE DE 2017 CUERNAVACA, MORELOS, MÉXICO
min para posteriormente realizar la medición de peso,
como se muestra en la Fig. 2.
Figura 2 – Sistema para la prueba de desgaste mediante el método de
espiga sobre disco (pin on disk).
Las pruebas de desgaste por abrasión se basaron de
acuerdo a la norma ASTM G65 [12]. El principio es pasar
arena sílice entre la muestra sometida a una carga y un
tambor vulcanizado para generar un ambiente por abrasión.
Los parámetros utilizados son arena sílice con una
granulometría ASF 50/70 y un flujo de 300g/min, una
carga de 5 kg, a 200 rpm durante un tiempo de exposición
de 5min, al finalizar las muestras se pesaban. En la Fig. 3,
se muestra el dispositivo donde se realizó la prueba de
abrasión que consta de una tobera donde se almacena la
arena, el ducto de alimentación, el disco de caucho, sistema
de carga y el porta-muestras.
Figura 3– Sistema para la prueba de desgaste mediante el método de
abrasión.
3. Análisis y discusión de resultados
3.1 Microestructura
En la Fig. 4, se presenta la microestructura del acero al Mn,
en la cual se observa predominantemente la fase austenita
con una fina dispersión de posibles carburos localizados al
interior de los granos. El tamaño de grano promedio de la
fase austenita es de 685 μm. La presencia de maclas de
deformación al interior de los granos de la matriz de
austenita se visualizan en dos direcciones primordialmente
y a un ángulo de 100° aproximadamente una de otra. Por
otra parte, la geometría de los carburos tiende a ser esférica
y tienen un tamaño aproximado de 25μm. Se obtuvieron
durezas del acero al Mn resultando en un promedio de
301.5 HV y 30.05 HRC.
Figura 4 –Microestructura del acero hadfield..
3.2 Blindaje de cono quebrador de mineral mediante
proceso de soldadura SMAW.
3.2.1 Análisis químico de los electrodos
Se obtuvo la composición química de la varilla de los tres
tipos de electrodos al Mn, al Cr y al alto Cr (Tabla 1). Se
observa una similitud notoria en la composición química,
por tanto se deduce que el material de los distintos
recubrimientos de los electrodos son los que aportan los
elementos que producen las variaciones de la composición
química de los depósitos de soldadura.
Tabla 1. Análisis químico de los electrodos al Mn, en % en peso.
Tipo de
Electrodo
C Si Mn Cr Mo Ni
Mn
Cr
Alto al Cr
0.067
0.090
0.095
0.125
0.131
0.13
0.36
0.384
0.386
0.026
0.052
0.016
<0.010
0.021
<0.010
0.041
0.052
0.015
En la actualidad, se emplea ampliamente el AH, con
algunas variaciones en su composición que implican el
aumento del contenido del % de C, el cual aumenta la
resistencia al desgaste, pero se hace cada vez más difícil
ISSN 2448-5551 MM 22 Derechos Reservados © 2017, SOMIM
MEMORIAS DEL XXIII CONGRESO INTERNACIONAL ANUAL DE LA SOMIM 20 al 22 DE SEPTIEMBRE DE 2017 CUERNAVACA, MORELOS, MÉXICO
evitar la precipitación de los carburos durante el
enfriamiento rápido. Al adicionar Cr, no hay un incremento
significativo en la resistencia a la fluencia, pero aumenta la
estabilidad de los carburos a la alta temperatura, por lo que
se tiene que incrementar la temperatura desde 1010 °C
hasta 1120 °C, para una disolución completa de los
carburos [7].
3.2.2Pruebas no destructivas a los cordones de soldadura
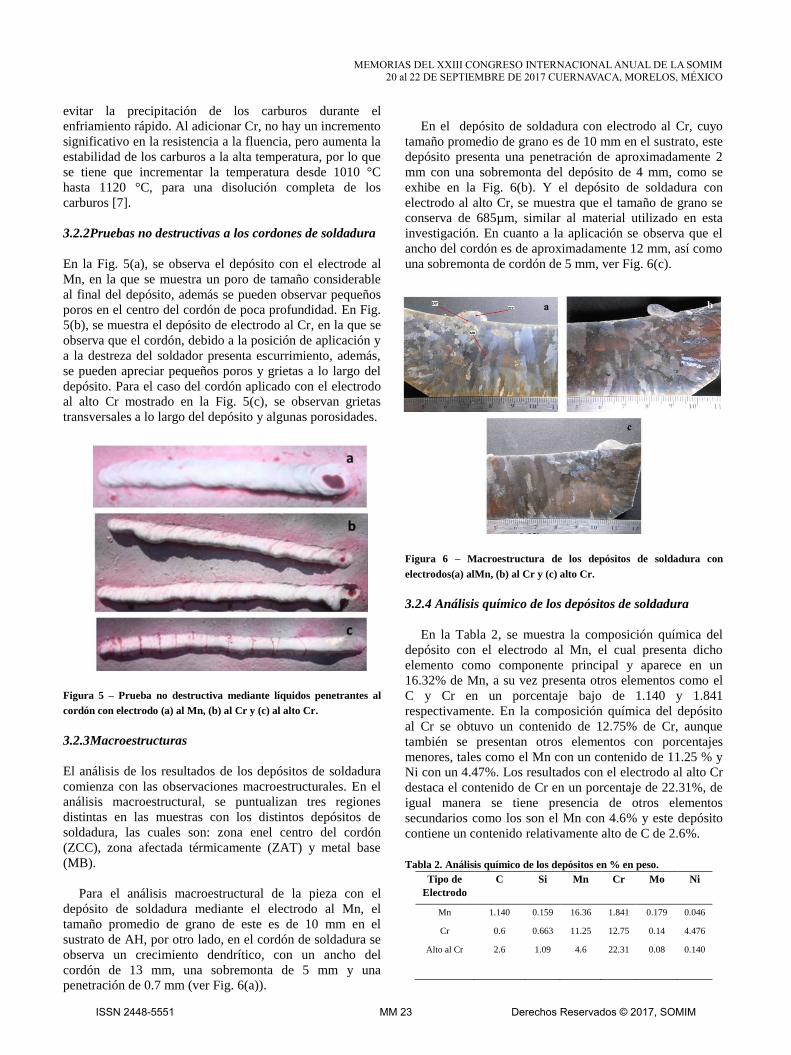
En la Fig. 5(a), se observa el depósito con el electrode al
Mn, en la que se muestra un poro de tamaño considerable
al final del depósito, además se pueden observar pequeños
poros en el centro del cordón de poca profundidad. En Fig.
5(b), se muestra el depósito de electrodo al Cr, en la que se
observa que el cordón, debido a la posición de aplicación y
a la destreza del soldador presenta escurrimiento, además,
se pueden apreciar pequeños poros y grietas a lo largo del
depósito. Para el caso del cordón aplicado con el electrodo
al alto Cr mostrado en la Fig. 5(c), se observan grietas
transversales a lo largo del depósito y algunas porosidades.
Figura 5 – Prueba no destructiva mediante líquidos penetrantes al
cordón con electrodo (a) al Mn, (b) al Cr y (c) al alto Cr.
3.2.3Macroestructuras
El análisis de los resultados de los depósitos de soldadura
comienza con las observaciones macroestructurales. En el
análisis macroestructural, se puntualizan tres regiones
distintas en las muestras con los distintos depósitos de
soldadura, las cuales son: zona enel centro del cordón
(ZCC), zona afectada térmicamente (ZAT) y metal base
(MB).
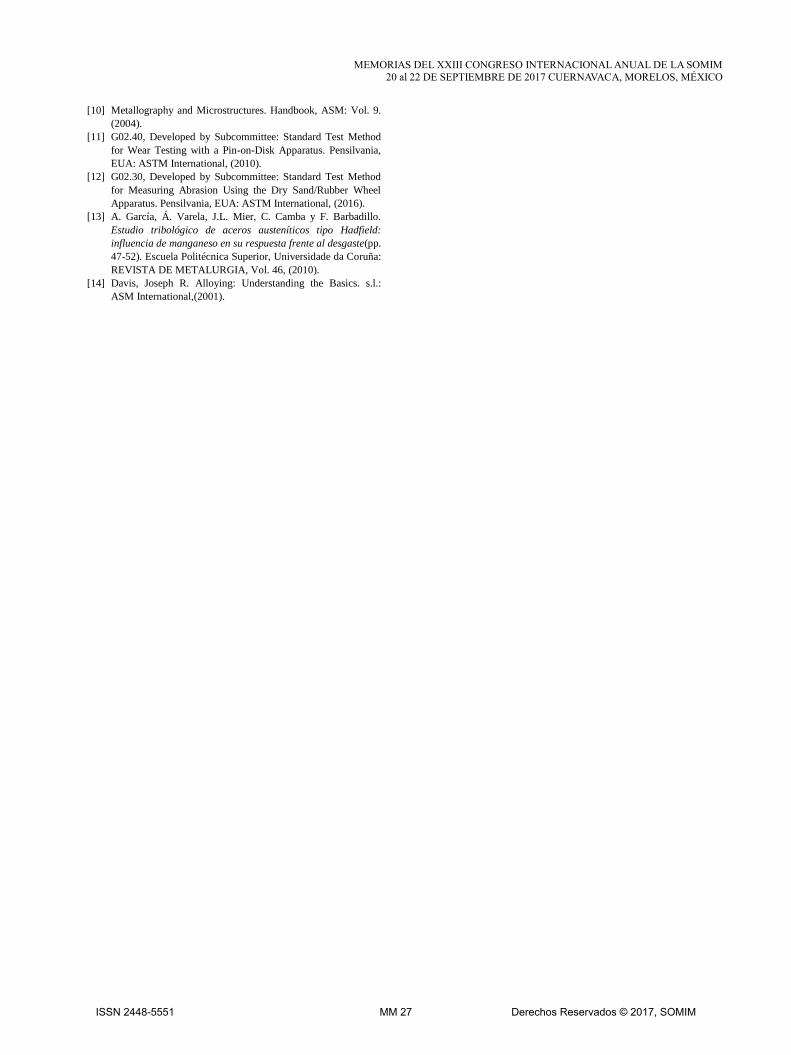
Para el análisis macroestructural de la pieza con el
depósito de soldadura mediante el electrodo al Mn, el
tamaño promedio de grano de este es de 10 mm en el
sustrato de AH, por otro lado, en el cordón de soldadura se
observa un crecimiento dendrítico, con un ancho del
cordón de 13 mm, una sobremonta de 5 mm y una
penetración de 0.7 mm (ver Fig. 6(a)).
En el depósito de soldadura con electrodo al Cr, cuyo
tamaño promedio de grano es de 10 mm en el sustrato, este
depósito presenta una penetración de aproximadamente 2
mm con una sobremonta del depósito de 4 mm, como se
exhibe en la Fig. 6(b). Y el depósito de soldadura con
electrodo al alto Cr, se muestra que el tamaño de grano se
conserva de 685µm, similar al material utilizado en esta
investigación. En cuanto a la aplicación se observa que el
ancho del cordón es de aproximadamente 12 mm, así como
una sobremonta de cordón de 5 mm, ver Fig. 6(c).
Figura 6 – Macroestructura de los depósitos de soldadura con
electrodos(a) alMn, (b) al Cr y (c) alto Cr.
3.2.4 Análisis químico de los depósitos de soldadura
En la Tabla 2, se muestra la composición química del
depósito con el electrodo al Mn, el cual presenta dicho
elemento como componente principal y aparece en un
16.32% de Mn, a su vez presenta otros elementos como el
C y Cr en un porcentaje bajo de 1.140 y 1.841
respectivamente. En la composición química del depósito
al Cr se obtuvo un contenido de 12.75% de Cr, aunque
también se presentan otros elementos con porcentajes
menores, tales como el Mn con un contenido de 11.25 % y
Ni con un 4.47%. Los resultados con el electrodo al alto Cr
destaca el contenido de Cr en un porcentaje de 22.31%, de
igual manera se tiene presencia de otros elementos
secundarios como los son el Mn con 4.6% y este depósito
contiene un contenido relativamente alto de C de 2.6%.
Tabla 2. Análisis químico de los depósitos en % en peso.
Tipo de
Electrodo
C Si Mn Cr Mo Ni
Mn
Cr
Alto al Cr
1.140
0.6
2.6
0.159
0.663
1.09
16.36
11.25
4.6
1.841
12.75
22.31
0.179
0.14
0.08
0.046
4.476
0.140
ISSN 2448-5551 MM 23 Derechos Reservados © 2017, SOMIM

MEMORIAS DEL XXIII CONGRESO INTERNACIONAL ANUAL DE LA SOMIM 20 al 22 DE SEPTIEMBRE DE 2017 CUERNAVACA, MORELOS, MÉXICO
3.2.5 Microestructura
Microestructura de los depósitos en la ZCC
En la Fig. 7, se observa la microestructura en la ZCC a
varios aumentos del depósito de soldadura al Mn, el
crecimiento columnar dendrítico es evidente en la Fig. 7(a).
Dentro de esta figura no se observa presencia de defectos
tales como grietas o porosidades. El grano columnar
austenítico mostrado en la Fig. 7(b) presenta algunas
maclas de deformación, así como la presencia de pequeños
carburos dispersos tanto en el borde de grano como en el
interior. Con base en los resultados de la composición
química mostrados en la Tabla 2, donde hay una cantidad
relativamente alta de Mn y C, que de acuerdo a la literatura
[12], se presume que los carburos presentes en la
microestructura de la Fig. 7(b), son fundamentalmente del
tipo MnC.
Figura 7 – Micrografía de la ZCC de depósito al Mn, (a) grano
columnar típico de un depósito de soldadura a 100x y (b) se muestra
maclas y carburos disperses a500x.
En el análisis de la microestructura presente en la ZCC
del depósito de soldadura al Cr, cabe destacar que se
encuentra un crecimiento dendrítico columnar, el cual es
visible en la Fig. 8(a). También en la Fig. 8(b) se aprecia el
grano austenítico alargado así como la dispersión de
carburos intragranulares, tomando como referencia la
literatura [13], así como en la Tabla 2 en la que se muestra
el análisis químico del depósito, el cual arroja un contenido
moderado de Cr alrededor del 11% y tomando en cuenta el
color blanquecino de los carburos se presume que son
carburos ricos en Cr del tipo .
Figura 8 – Micrografía de la ZCC del depósito al Cr, (a) grano
columnar de grano autenitico a 100x y(b) a 500x haypresencia de
carburos intergranulares de Cr.
Al analizar la muestra del depósito con electrodo al alto
Cr (Fig. 9), se aprecia un crecimiento dendrítico similar al
encontrado en la Fig. 7(a). La diferencia entre estos
electrodos se puede ver en la Fig. 9(b), en la cual se
observan carburos intragranulares al igual que en la Fig.
8(b), solo que para este depósito en particular el tamaño de
los carburos es mayor, lo cual es atribuible al mayor
contenido de Cr que se encuentra en el depósito al alto
cromo basados en la Tabla 2. Dichos carburos también
presentan cambios tanto en su geometría, la cual es
alargada y en su coloración la que es más clara con
respecto a la matriz austenítica, por ello se presume
nuevamente que estos carburos son ricos en Cr del tipo
[14].
Figura 9 – Micrografía de la ZCC de depósito al alto Cr, (a) a 100x
crecimiento dendritico y (b) a 500x se observa en color blanco
carburos de Cr en una matriz austenítica.
Microestructura de los depósitos en ZAT
En la Fig. 10, se observa la ZAT con un aumento de 500x
del depósito de soldadura con electrodo al Mn. En la parte
media de la Fig. 10, se aprecia una línea de fusión la cual
divide la parte de la solidificación y la parte del material
base. En la parte inferior de la línea de fusión comienza la
formación de un crecimiento dendrítico columnar y la
presencia de pequeñas incrustaciones de carburos y por
arriba de la línea de fusión se observa la zona de
solidificación con abundante incrustaciones de carburos.
Figura 10 – Micrografía a 500x de ZAT en el depósito al Mn, se
observa la zona de solidificación con abundante incrustaciones de
carburos debido a que se utilizó el electrodo al Mn.
ISSN 2448-5551 MM 24 Derechos Reservados © 2017, SOMIM

MEMORIAS DEL XXIII CONGRESO INTERNACIONAL ANUAL DE LA SOMIM 20 al 22 DE SEPTIEMBRE DE 2017 CUERNAVACA, MORELOS, MÉXICO
Dentro de la microestructura presente en la ZAT del
depósito con electrodo al Cr, se aprecia en la parte central
de las imágenes la línea de fusion. Esta línea es la que
separa la parte de solidificación y la parte de metal base de
la soldadura y poniendo atención a la Fig. 11(a), se hace
evidente que de la línea de fusión hacia arriba comienza el
crecimiento dendrítico columnar. Para la Fig. 11(b) en la
parte superior de la línea de solidificación se observa un
crecimiento equiaxial a partir del cual, comienza el
crecimiento dendrítico columnar y en esta misma imagen
dentro de la zona de solidificación parcial, se encuentran
algunos carburos dispersos que presumiblemente son del
tipo . Ahora bien, si observamos la parte baja después
de la línea de fusión se aprecia la subestructura austenítica
del material base.
Figura 11 – Micrografía de la ZAT en el depósito al Cr, (a) línea de
fusión entre el material de aporte y el acero al Mn 100x y (b) se
muestra un cambio de tamaño de grano en la parte intermedia de la
fotomicrografía a 500x.
Analizando la microestructura presente en el depósito de
soldadura con electrodo al alto Cr, especialmente en la Fig.
12(a), se aprecia una estructura similar a la encontrada en
el depósito con electrodo al Cr (Fig. 11(a)), sólo que en
esta imagen es más notable la línea de fusión y se aprecia
claramente la división entre la parte del crecimiento
columnar dendrítico y la parte del acero al Mn. Para este
depósito en partícular se puede apreciar la aparición de
microgrietas dentro de la zona de solidificación parcial,
también dentro de la Fig. 12(b) se puede apreciar una
mayor cantidad de carburos dispersos justo por encima de
la línea de fusión y por debajo de ésta, es visible la matriz
austenítica del metal base.
Figura 12 – Micrografía de ZAT en el depósito al alto Cr, (a) se
exhibe una dos fisura en la parte intermedia, fotomicrografía
obtenida a 100x y (b) a 500x se muestra una fisura aproximadamente
de 10 µm de ancho.
3.2.5 Microdureza
Las primeras tres indentaciones de microdureza se
realizaron en la zona centro del cordón (ZCC), las
siguientes tres se realizaron en la zona afectada
térmicamente (ZAT) y las siguientes indentaciones se
realizaron en la zona del metal base (ZMB), tal como se
ilustra en la Fig. 13.
Figura 13 – Esquema de las regiones ZCC, ZAT y el acero al Mn
donde se realizaron las 13 indentaciones de microdureza Vickers.
A continuación se presenta en la Fig. 14 una gráfica
comparativa de los resultados de las 4 muestras sometidas
a prueba de microdureza, donde cabe mencionar que la
muestra con el depósito de alto Cr, fué en el que obtuvo los
valores más altos, así como, los resultados de microdureza
más bajos fueron los del electrodo al Mn.
Figura 14 – Gráfica de resultados de microdureza en la ZCC, ZAT y
ZMB (zona del metal base) para los electrodos al Mn, al Cr y al alto
Cr.
3.2.5 Resistencia al desgaste “espiga sobre disco” por
fricción y abrasión
En la Tabla 3 se presentan los resultados de las pruebas de
desgaste por el método de fricción, tanto para el acero al
Mn así como para los diferentes depósitos de soldadura, se
presentan valores de la tasa de desgaste por encima de uno,
tanto para el depósito con el electrodo al Mn y el depósito
con el electrodo al Cr, lo cual indica que estos depósitos se
ISSN 2448-5551 MM 25 Derechos Reservados © 2017, SOMIM

MEMORIAS DEL XXIII CONGRESO INTERNACIONAL ANUAL DE LA SOMIM 20 al 22 DE SEPTIEMBRE DE 2017 CUERNAVACA, MORELOS, MÉXICO
desgastan con mayor rapidez que el acero al Mn, sin
embargo para el caso del electrodo al alto Cr la tasa de
desgaste aparece en un valor mucho menor a uno, lo cual
nos indica que este depósito tiene una buena resistencia al
desgaste bajo la condición de desgaste por fricción.
Tabla 3. Resultados de pruebas de desgaste por fricción.
Tipo de
deposito
Número
de
muestra
Peso
inicial
(g)
Peso
final
(g)
Peso
perdido
(g)
Tasa de
desgaste
(g)
Metalbase
Metal base
Electrodo al Mn
Electrodo al Mn
Electrodo al Cr
Electrodo al Cr
Electrodo al alto Cr
Electrodo al alto Cr
1
2
1
2
1
2
1
2
32.8489
33.7002
36.4424
31.5695
36.2508
30.038
34.6331
29.7074
32.8038
33.6466
36.3961
31.5033
36.1492
29.9268
34.6313
29.7057
0.0451
0.0536
0.0463
0.0662
0.1016
0.1112
0.0018
0.0017
1
1
0.9381
1.3414
2.0587
2.2532
0.0364
0.0344
Por otro lado, en la Tabla 4 correspondiente a las
pruebas mediante la disposición espiga sobre disco para
abrasión, para esta disposición en la tasa de desgaste se
nota una tendencia en la que conforme el depósito de
soldadura aumenta su contenido de Cr, la tasa de desgaste
va en aumento por lo tanto para este caso la resistencia al
desgaste es igual o menor a la del acero al Mn.
Tabla 4. Resultados de pruebas de desgaste por abrasión.
Tipo de
deposito
Número
de
muestra
Peso
inicial
(g)
Peso
final
(g)
Peso
perdido
(g)
Tasa de
desgaste
(g)
Metalbase
Metal base
Electrodo al Mn
Electrodo al Mn
Electrodo al Cr
Electrodo al Cr
Electrodo al alto Cr
Electrodo al alto Cr
3
4
3
4
3
4
3
4
33.5396
32.8556
35.0258
35.8073
37.045
36.9912
34.5801
35.5522
33.4309
32.722
34.9129
35.6886
36.9195
36.8684
34.4448
35.4169
0.1087
0.1336
0.1129
0.1187
0.1255
0.1228
0.1353
0.1353
1
1
0.9319
0.9797
1.0359
1.0136
1.1167
1.1167
Se realizó una comparación entre las tasa de desgaste y
las durezas que presentaron los depósitos de soldadura, y se
observa que en el caso de la prueba de fricción, el electrodo
al Mn y al Cr obtuvieron un desgaste mayor al acero al Mn.
Cabe destacar que el electrodo con alto Cr presentó un
desgaste mínimo y en el caso de las pruebas de abrasion,
todos los electrodos sometidos a prueba presentaron un
desgaste similar al acero al Mn. Cabe señalar que el
electrodo al Cr presentó un desgaste menor al acero al Mn.
4. Conclusiones
Con base al análisis químico y al análisis microestructural
de los depósitos de soldadura, se observa que conforme se
incrementa el contenido de C y de Cr en la zona de fusión,
de manera sistemática también aumenta la fracción en
volumen y el tamaño de los carburos resultantes.
El análisis químico de la muestra soldada con el
electrodo de medio contenido de Cr, indica que el
porcentaje de C es relativamente menor con respecto a los
otros depósitos de soldadura, por lo que se observa una
influencia muy marcada en la disminución del valor de la
dureza en la zona de fusión.
Los resultados de las pruebas de deslizamiento por
fricción indican que la tasa de desgaste tiende a disminuir
conforme aumenta el contenido de C y Cr con un valor de
0.0354g, y conforme los valores de la dureza alcanzan 512
HV (49.6 HRC) en la zona de fusion.
Las pruebas realizadas bajo condiciones de
deslizamiento abrasivo indican valores muy consistentes en
la tasa de desgaste, de manera que los resultados son muy
parecidos a la tasa de desgaste del acero al Mn.
REFERENCIAS
[1] Y.H. Wen, H.B. Peng, H.T. Si, R.L. Xiong, D. Raabe. A novel
high manganese austenitic steel with higher work hardening
capacity and much lower impact deformation than Hadfield
manganese steel (pp. 798-804).Materials and Design 55,
(2014).
[2] Technology, Metso’s Mining and Construction. Wear parts
application guide. Wear and materials,(2011).
[3] Smith, R.W. Austenite Manganese Steels-Developed For
Heavy Rail Transportation (pp. 339-346).7th International
Heavy Haul Conference, (2001).
[4] Sh. Hosseini, M. B. Limooei, M. Hossein Zade, E. Askarnia,
and Z. Asadi. Optimization of Heat Treatment Due to
Austenising Temperature(pp. 1940-1943). Time and
Quenching Solution in Hadfield Steels. World Academy of
Science, Engineering and Technology, International Science
Index, Vol. 7.(2013).
[5] Bhero, B. Nyembe, and K. Lentsoana. Common Causes of
Premature Failure of Hadfield Steel Crushers and Hammers
Used in the Mining Industry(pp. 174-176). Mineral Processing
and Metallurgical Engineering, Vols. International Conference
on Mining, Mineral Processing and Metallurgical Engineering.
(2013).
[6] C.M. Evertsson. Development of wear model for cone
crushers(pp. 435-442).Wear, Vol. 261.(2006).
[7] Pribulová, Alena. Influence of Hadfield´s Steel Chemical
Composition on its Mechanical Properties(pp. 430-432).
Chem. Listy 105, (2011).
[8] Shabnam Hosseini and Mohammad Bagher. Optimization of
Heat Treatment to Obtain Desired Mechanical Properties of
High Carbon Hadfield Steels (pp.1421-1424). World Applied
Sciences Journal. Vol. 15.(2011).
[9] Cornelius A. Johnson, Metallography principles and
Procedures(pp 1-70). Leco Corporation.
ISSN 2448-5551 MM 26 Derechos Reservados © 2017, SOMIM
MEMORIAS DEL XXIII CONGRESO INTERNACIONAL ANUAL DE LA SOMIM 20 al 22 DE SEPTIEMBRE DE 2017 CUERNAVACA, MORELOS, MÉXICO
[10] Metallography and Microstructures. Handbook, ASM: Vol. 9.
(2004).
[11] G02.40, Developed by Subcommittee: Standard Test Method
for Wear Testing with a Pin-on-Disk Apparatus. Pensilvania,
EUA: ASTM International, (2010).
[12] G02.30, Developed by Subcommittee: Standard Test Method
for Measuring Abrasion Using the Dry Sand/Rubber Wheel
Apparatus. Pensilvania, EUA: ASTM International, (2016).
[13] A. García, Á. Varela, J.L. Mier, C. Camba y F. Barbadillo.
Estudio tribológico de aceros austeníticos tipo Hadfield:
influencia de manganeso en su respuesta frente al desgaste(pp.
47-52). Escuela Politécnica Superior, Universidade da Coruña:
REVISTA DE METALURGIA, Vol. 46, (2010).
[14] Davis, Joseph R. Alloying: Understanding the Basics. s.l.:
ASM International,(2001).
ISSN 2448-5551 MM 27 Derechos Reservados © 2017, SOMIM





![“Comparación en las condiciones termodinámicas de ...revistasomim.net/congreso2017/articulos/A4_50.pdf · determinación de las propiedades termo-físicas de la mezcla [15]. Los](https://static.fdocument.pub/doc/165x107/5baa797809d3f296258c110a/comparacion-en-las-condiciones-termodinamicas-de-determinacion-de.jpg)

![Prototipo de molino para fraccionar fibras de agave con ...revistasomim.net/congreso2017/articulos/A1_91.pdf · De acuerdo con Callister [5], las características mecánicas de los](https://static.fdocument.pub/doc/165x107/5b920d2f09d3f215288d06c7/prototipo-de-molino-para-fraccionar-fibras-de-agave-con-de-acuerdo-con-callister.jpg)










