Proracun kucista klizaca
13
1 SADRŽAJ: 1. Uvod 2. str. 2. 3D prikaz predmeta 3. str. 3. Opis funkcije i načina proizvodnje predmeta 6. str. 4. Analiza opterećenja 8. str. 5. Zaključak 11. str. 6. Slike 12. str.
description
Proracun i 3D model kucista klizaca za automatizacijsku traku
Transcript of Proracun kucista klizaca
1
SADRŽAJ:
1. Uvod 2. str.
2. 3D prikaz predmeta 3. str.
3. Opis funkcije i načina proizvodnje predmeta 6. str.
4. Analiza opterećenja 8. str.
5. Zaključak 11. str.
6. Slike 12. str.
2
1. Uvod
Kao temu ovog seminarskog rada odlučio sam uzeti proizvod tvrte IPR iz Schwaigerna u
Njemačkoj. Proizvod je kućište klizača, pod imenom Rollenbockgehause, a tvrtka ga
proizvodi u vlastitim pogonima i kasnije montira na traku po kojoj se kreće robotska ruka za
različite namjene.
Najčešći naručitelji trake i ovoga proizvoda su divovi automobilske industrije sa sjedištima u
ovom dijelu Njemačke – Mercedes, BMW i Audi.
Na samom početku rada sam priložio 3D prikaz predmeta, napravljen u SolidWorksu, zajedno
sa radioničkim crtežom u istom tom softveru. Poslije toga, u nekoliko rečenica je opisana
funkcija i način proizvodnje predmeta, te je pojašnjeno zašto su neki dijelovi oblikovani baš
tako kako jesu, a na samom kraju se nalaze slike predmeta i trake na koju se on montira.
3
2. 3D prikaz predmeta
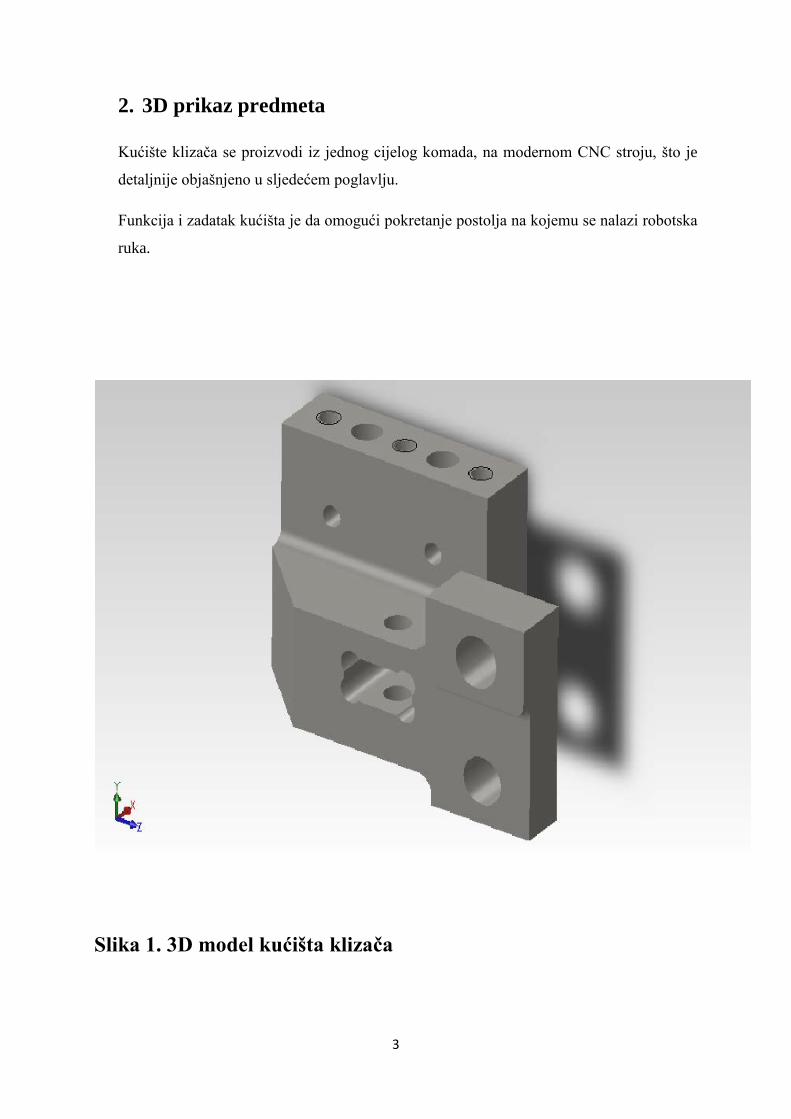
Kućište klizača se proizvodi iz jednog cijelog komada, na modernom CNC stroju, što je
detaljnije objašnjeno u sljedećem poglavlju.
Funkcija i zadatak kućišta je da omogući pokretanje postolja na kojemu se nalazi robotska
ruka.
Slika 1. 3D model kućišta klizača

4
RADIONIČKI
5
RADIONIČKI
6
3. Opis funkcije i načina proizvodnje predmeta
Kućište klizača koje sam predstavio u ovom seminarskom radu se proizvodi od čelika, oznake
ST-52.
Zahvaljujući tome što je proizvodnja opremljena najmodernijim CNC strojevima, predmet se
proizvodi iz jednoga komada, iako na prvi pogled izgleda da se dio na kome se nalaze dva
veća otvora (na koji dolaze vertikalni kotači) zavaruje za veći dio. Stroj na kome se proizvodi
ovaj predmet je CNC stroj s 5 osa, na kojega je moguće istovremeno postaviti 36 raznih alata,
koji se programirano mijenjaju tokom izrade predmeta, koja traje oko 7 sati. Istovremeno se
na istom stroju prave oba kućišta, i lijevo i desno, programi za izradu se samo „zrcale“.
Otvori se izrađuju bušenjem, ravni dijelovi koji su pod kutom tokarenjem, a zakrivljeni
dijelovi glodanjem.
Nakon izrade, predmet se prevlači slojem nikla, radi zaštite od hrđanja.
Otvor u sredini (za horizontalni kotač) bi se inače mogao lakše napraviti kao obični
pravokutnik sa zaobljenjima na mjestima gdje su pravi kutovi, ali se prave dijelovi kruga jer
treba ostaviti prostora za istjecanje ulja. Da ne bi radi toga pravili puno veći otvor, naprave se
četiri polukruga u kutovima i ulje ima prostora za istjecanje.
Radijusi koji se vide blizu otvora za vertikalne kotače nemaju nikakvu posebnu ulogu, tu su
samo zato jer je lakše svrdlom napraviti takav završetak, nego pravokutni.
Na slikama se vidi da su dijelovi predmeta na dva mjesta „odsječeni“. Po mjerama trake, male
su šanse da kućište klizača dođe u kontakt sa vijcima koji drže bočne okvire i nosače za
lančanik, ali budući da nije toliko važno da predmet bude pravokutnog oblika, bolje je radi
sigurnosti odsjeći tijelove koji dolaze u blizinu vijaka, tako da ne dođe do oštećenja.
Dio na kojem se nalazi gornji vertikalni kotač je pomaknut prema naprijed 6 mm u odnosu na
dio gdje je donji vertikalni kotač, a to je iz razloga što se na dijelu po kojemu on klizi ne
nalaze nikakvi vijci, a na dijelu po kojemu klizi donji kotač se nalaze vijci posebnog nosača
koji služi za pridržavanje lančanika koji je povezan s elektromotorom i pločom na koju se
montira robot.
Osnovna funkcija ovoga predmeta je baš da omogući kretanje te ploče na kojoj se nalazi
robotska ruka. Naručitelji ove trake (najčešće automobilska industrija) koriste tu ruku

7
(naravno, stavljajući odgovarajuće nastavke na nju) za npr. raspršivanje boje po limu
automobila ili bilo koji drugi zadatak.
Za spajanje kućišta i ploče se koriste tri otvora M12 koja se nalaze na gornjem dijelu kućišta.
Ostali otvori na kućištu su već pojašnjeni i opisani, a to su dva otvora za vertikalne kotače i
jedan otvor za horizontalni kotač. Na „pres-mašini“ se u te otvore prvo stavljaju ležajevi, pa
posebni valjci na čijim se krajevima nalaze kotači. Ovi valjci se ne proizvode, nego se
naručuju od druge tvrtke. Dodatna dva otvora koja se vide na kućištu (na ravnom dijelu, iznad
otvora za horizontalni kotač) su tu za dovod ulja, a ulje se uprskava unutra prilikom dolaska
kućišta do jednog ili drugog kraja trake. Na gornjem dijelu, kod M12 otvora, nalaze se i dva
otvora za kočiće, za centriranje nosača.
Nakon proizvodnje, predmet se montira u odjelu za montažu, gdje se i testira, a monteri idu na
lice mjesta (u tvrtku koja je naručila proizvod) za sve eventualne probleme kasnije.
8
4. Analiza opterećenja
U 3D programima za modeliranje se lako može odraditi i jednostavna simulacija i analiza
osnovnih naprezanja i deformacija koje ovaj predmet može doživjeti tokom eksploatacije.
Ovdje nisu uzeta u obzir sva dinamička naprezanja, jer su puno kompliciranija i teža za
proračunati, a urađen je statički proračun, koji je osnovniji i jednostavniji.
Čak su i rezultati koji su ovdje dobiveni malo uvećani, a dva su razloga za to:
- proračun je rađen s pretpostavkom da se na traci nalazi najteži mogući robot koji je
predviđen za nju, čija je masa oko 1000 kg. U praksi, najteži robot koji se koristi ima
masu od oko 800 kg, tako da se dodatno smanjuje sila na pojedinom kućištu;
- u proračunu su uzeta tri otvora za vijke kao jedina mjesta na kojima je kućište
pričvršćeno za traku. U praksi je to drugačije, jer je kućište „pričvršćeno“ na još dvije
lokacije. Prvo, tu su dva otvora za kočiće, koji služe za centriranje, ali budući da je
između tih otvora i kočića čvrsto nalijeganje, praktički i kočići rade sličan zadatak kao i
vijci. Osim toga, dva vertikalna kotača također naliježu na traku i preuzimaju jedan dio
pridržavanja kućišta na sebe. Zbog svega toga, pomaci i naprezanja su manji nego što je
prikazano.
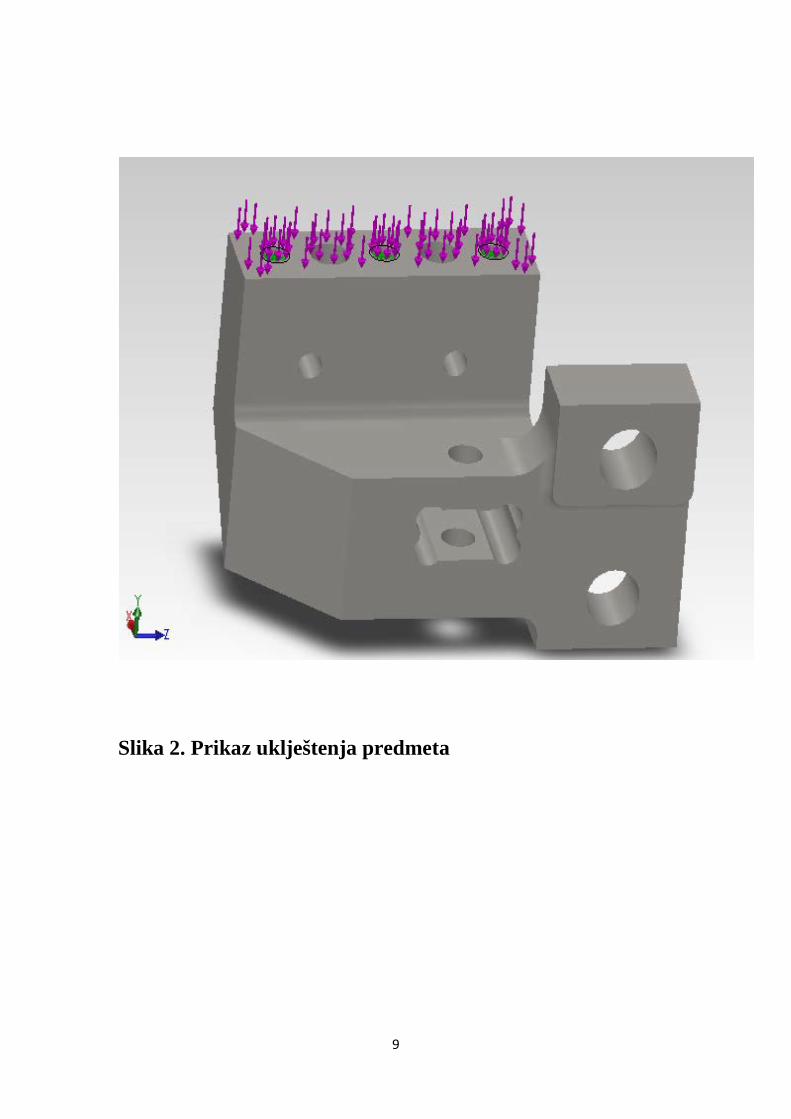
Dakle, proračun je rađen sa masom robota od 1000 kg, što znači da je sila koja pritišće
jedno kućište otprilike 2500 N (250 kg, četiri su nosača na traci).
Kao što se vidi na slici 2., kao mjesto uklještenja uzeta su već spomenuta tri otvora za
vijke. Na istoj slici se vidi i da je kao površina na koju djeluje sila uzeta upravo površina
na kojoj se nalaze ta tri otvora.
Na slici 3. vidimo naprezanja koja nastaju pri radu, i to izgleda dosta neprirodno, jer je
odnos prikazanih naprezanja i stvarnih naprezanja dosta uvećan, da bi se bolje primijetilo
na simulaciji kako će izgledati predmet u radu. Uzevši to u obzir, zajedno s već
spomenutom činjenicom da je uzeta u obzir veća sila nego što se pojavljuje u stvarnosti,
možemo zaključiti da naprezanja i nisu prevelika.
Na slici 4. je prikazana deformacija predmeta (pomaci pojedinih dijelova). I oni su radi
povećanog odnosa u simulaciji dosta veliki na 3D prikazu, a u stvarnosti su manji iz već
objašnjenih razloga. Možemo vidjeti da je najveći pomak otprilike 0.00001238 mm.
9
Slika 2. Prikaz uklještenja predmeta

10
Slika 3. Naponi pri radu
Slika 4. Deformacije pri radu

11
5. Zaključak
Ono što je posebno zanimljivo kod načina izrade predmeta je da je kod same konstrukcije bilo
predviđeno da se predmet može izraditi na tri različita načina: osim izrade na CNC stroju koja
je opisana u ovom radu, u obzir su uzete i izrada kovanjem i izrada lijevanjem.
Izrada kovanjem bi ovom predmetu omogućila znatno bolja mehanička svojstva, ali alat za
kovanje koji bi se koristio kod ovog predmeta je relativno skup. „Relativno“ iz razloga što
razlika u cijeni CNC stroja koji izrađuje predmet i stroja koji bi predmet radio kovanjem i nije
toliko velika, ali CNC stroj ima i puno širu uporabu, za izradu ostalih predmeta, dok bi stroj
za kovanje teško mogli iskoristiti za neke različitije predmete.
Izrada lijevanjem bi bila puno jeftinija, ali predmet bi imao znatno slabija mehanička svojstva,
bio bi vrlo krt i ne bi ispunjavao zahtjeve koji su potrebni.
Na kraju, ono što je konačno presudilo u korist izrade na CNC stroju je serijnost – u IPR-u se
mjesečno naprave četiri trake, što znači da je potrebno šesnaest komada kućišta klizača
mjesečno, a za toliku količinu je neisplativo kupovati alate koji su ili previše skupi ili ne
mogu biti iskorišteni u druge svrhe, tako da je izabrano najoptimalnije rješenje.

12
Slike
Slika 5. Kućište klizača

13
Slika 6. Traka na koju se montira kučište klizača