
Process Capability (Spanish)
30
1 Entrenamiento Green Belt Fase de Medición Capacidad del Proceso
-
Upload
martha-pallares -
Category
Documents
-
view
32 -
download
0
description
capacidad de procesos para green belt
Transcript of Process Capability (Spanish)

1
Entrenamiento Green Belt
Fase de Medición Capacidad del Proceso
2
Mejorar
Controlar
• Definir CTQ• Determinar estado actual
• Determinar variables clave de entrada / salida
• Llevar a cabo el ASM• Calcular las capacidades iniciales
Medir
• Verificar los efectos de las entradas clave con DOE’s
• Determinar los puntos óptimos
• Actualizar el Plan de Control
• Verificar las mejoras
Analizar• Evaluar el Plan de Control existente
• Determinar las entradas clave usando métodos estadísticos
• Dar prioridad a entradas clave
N
Definir
Mapa del Mejoramiento Continuo
3
Capacidad del Proceso
• Propósito– Para establecer una línea base del desempeño del proceso
que sirva como referencia para la mejora
• Resultados– Un valor del nivel Sigma del Proceso u otra medida
adecuada del desempeño del proceso
4
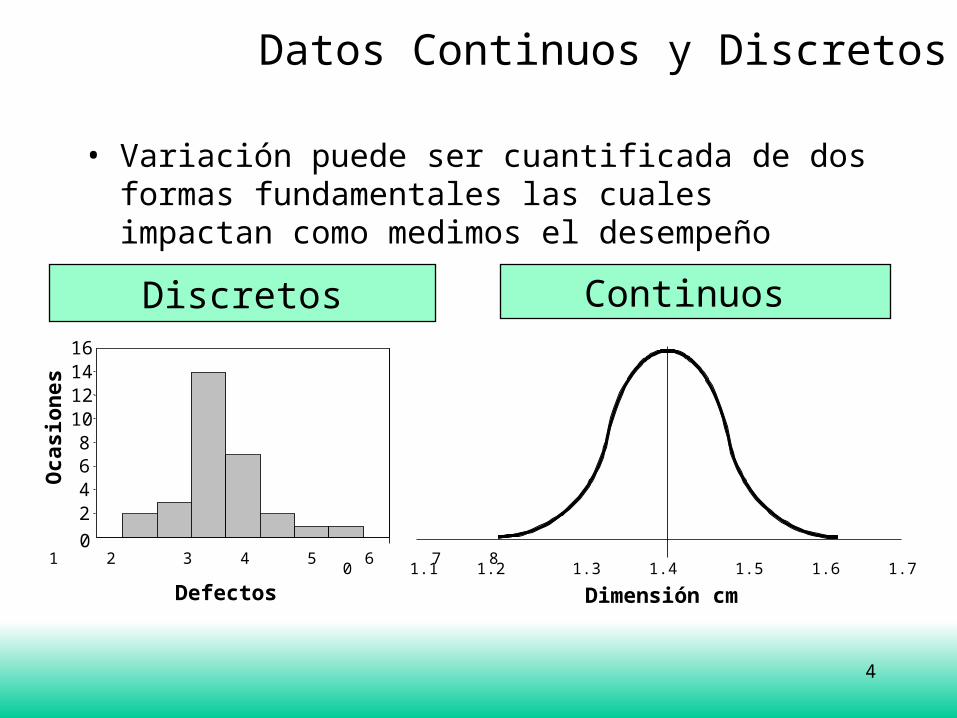
Datos Continuos y Discretos
• Variación puede ser cuantificada de dos formas fundamentales las cuales impactan como medimos el desempeño
0
2468
10121416
Defectos
Oca
sio
nes
Discretos Continuos
0 1 2 3 4 5 6 7 80 1.1 1.2 1.3 1.4 1.5 1.6 1.7 1.8
Dimensión cm
5
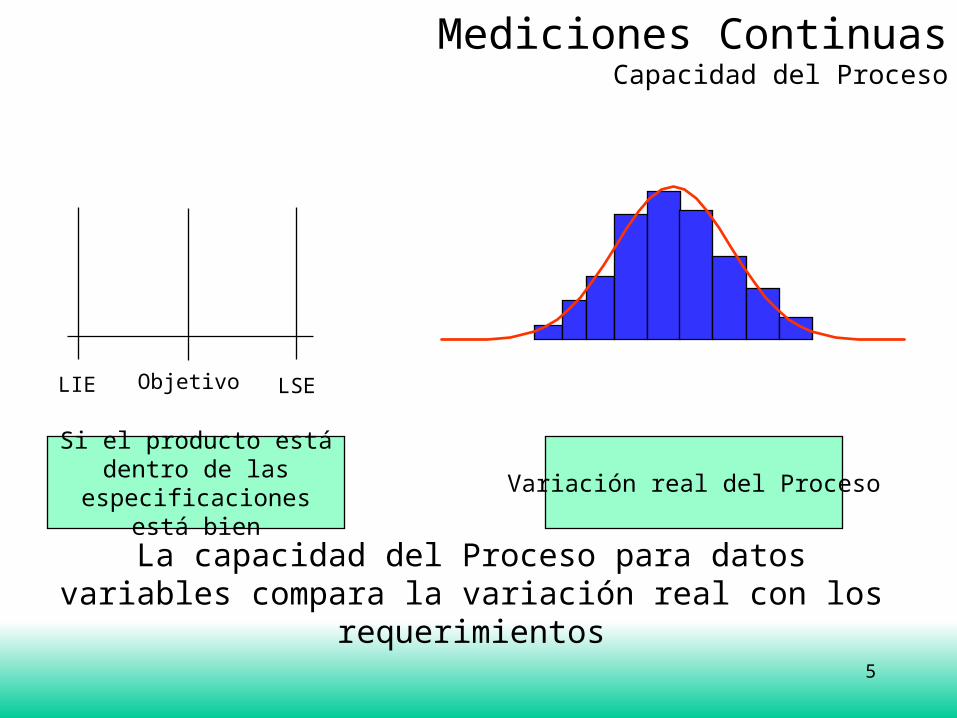
Mediciones ContinuasCapacidad del Proceso
Objetivo LSELIE
Si el producto está dentro de las especificaciones
está bienVariación real del Proceso
La capacidad del Proceso para datos variables compara la variación real con los requerimientos
6
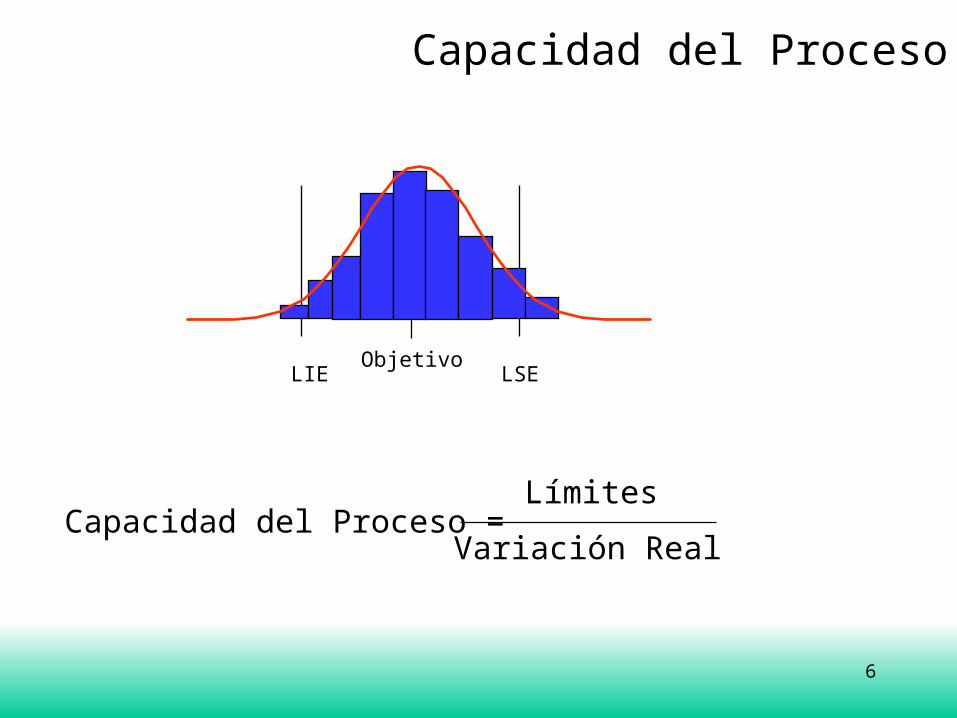
Capacidad del Proceso
ObjetivoLSELIE
Capacidad del Proceso = Límites
Variación Real
7
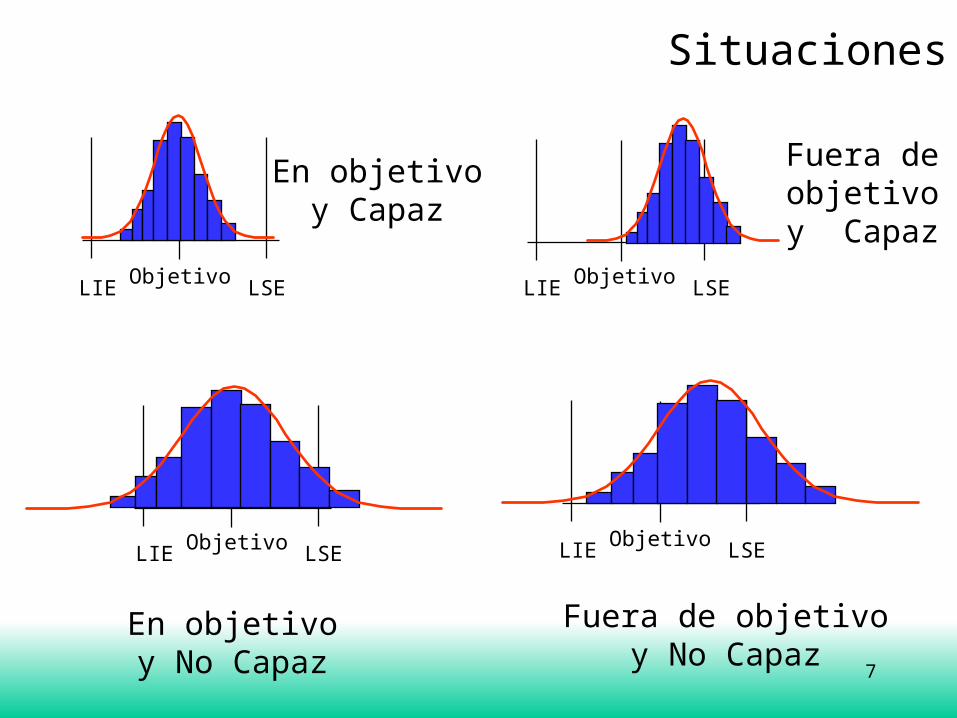
Situaciones
Fuera de objetivo y
CapazObjetivo LSELIE
En objetivoy Capaz
En objetivoy No Capaz
Fuera de objetivoy No Capaz
Objetivo LSELIE
Objetivo LSELIEObjetivo LSELIE
8
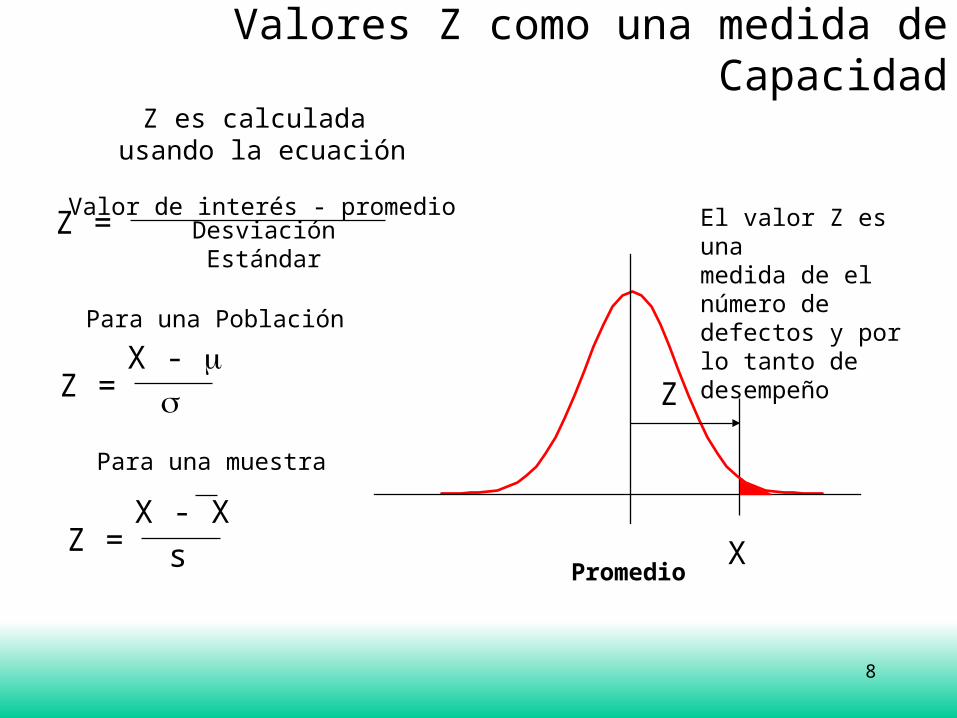
Valores Z como una medida de Capacidad
Z es calculada usando la ecuación
Promedio
Z
X
Z = X -
Z = Valor de interés - promedio
Desviación Estándar
Para una Población
Z = X - X
s
Para una muestra
El valor Z es unamedida de el número de defectos y por lo tanto de desempeño
9
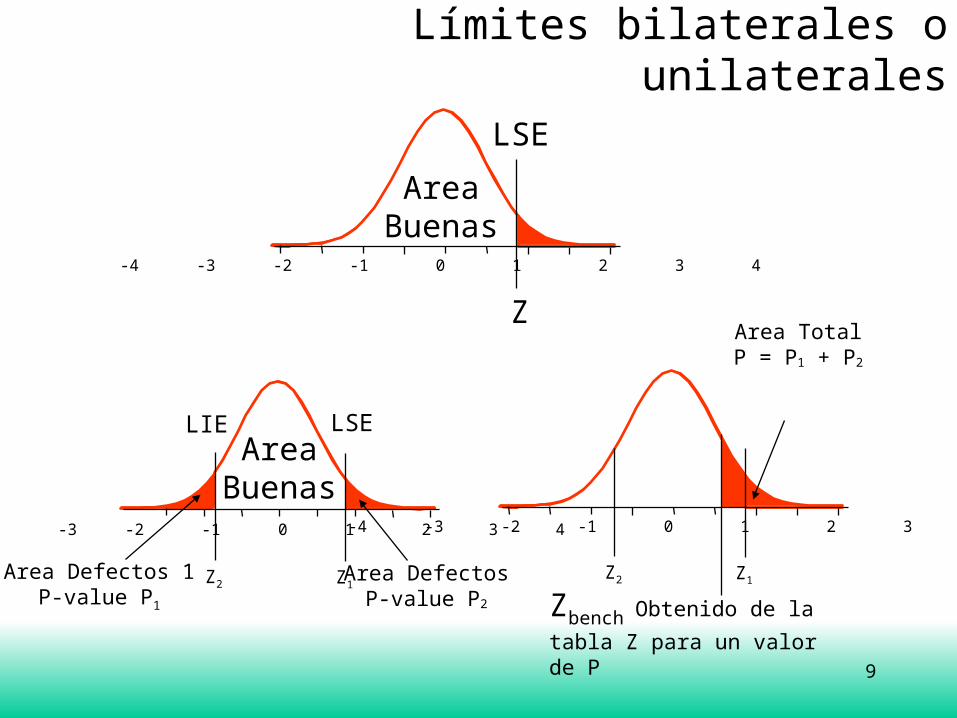
Límites bilaterales o unilaterales
-4 -3 -2 -1 0 1 2 3 4
AreaBuenas
LSE
Z
-4 -3 -2 -1 0 1 2 3 4
Z1Z2
LIE LSEArea
Buenas-4 -3 -2 -1 0 1 2 3 4
Zbench Obtenido de la tabla Z
para un valor de P
Z1Z2Area Defectos 1P-value P1
Area DefectosP-value P2
Area TotalP = P1 + P2
10
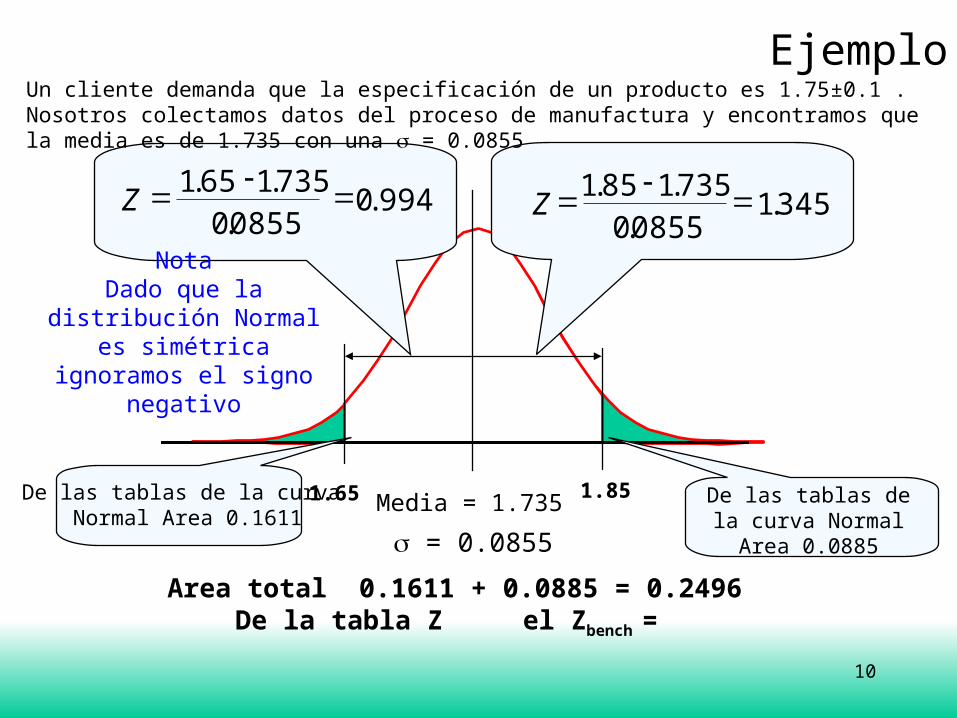
Ejemplo
Media = 1.735
= 0.0855
1.65 1.85
Area total 0.1611 + 0.0885 = 0.2496De la tabla Z el Zbench =
345.10855.0
735.185.1 Z994.00855.0
735.165.1 Z
NotaDado que la distribución
Normal es simétrica ignoramos el signo negativo
Un cliente demanda que la especificación de un producto es 1.75±0.1 . Nosotros colectamos datos del proceso de manufactura y encontramos que la media es de 1.735 con una = 0.0855
De las tablas de la curva Normal Area 0.1611 De las tablas de la curva
Normal Area 0.0885
11
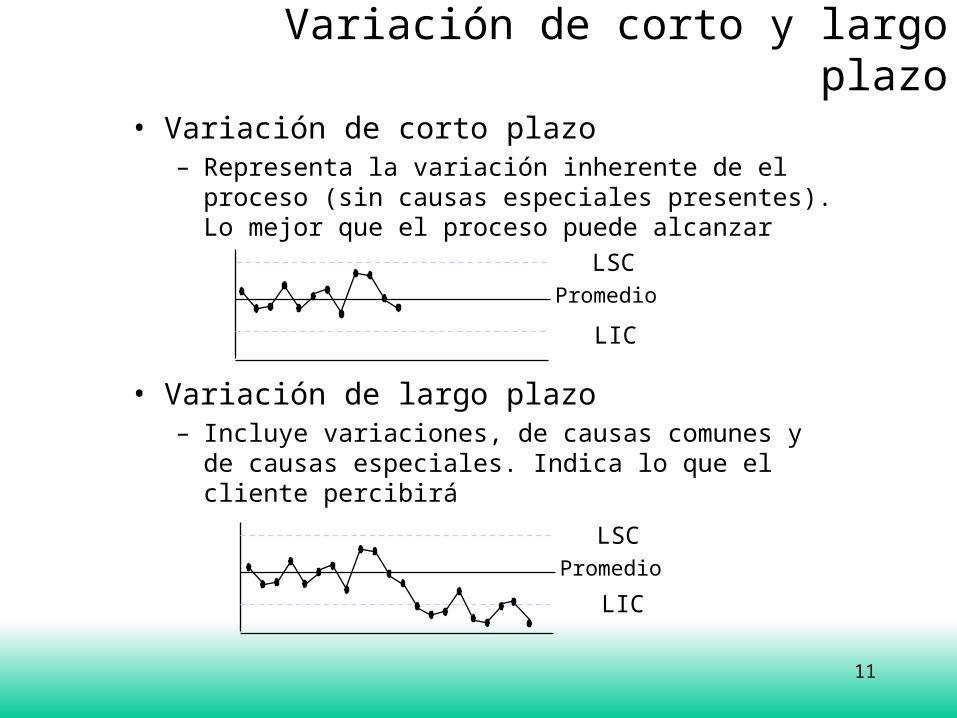
Variación de corto y largo plazo
• Variación de corto plazo– Representa la variación inherente de el proceso (sin
causas especiales presentes). Lo mejor que el proceso puede alcanzar
• Variación de largo plazo– Incluye variaciones, de causas comunes y de causas
especiales. Indica lo que el cliente percibirá
LSCPromedio
LSC
LIC
Promedio
LIC
12
Datos de corto y largo plazo
• Datos recolectados en un período de tiempo suficientemente prolongado incluirán un rango mayor de de causas especiales y de esta forma exhibirán una variación mayor
• Datos de corto plazo son los que ocurren bajo condiciones muy similares de manera que hay muy pocas posibilidades de que se presenten las causas especiales
• En manufactura, artículos producidos en secuencia son menos susceptibles a mostrar causas especiales que aquellos producidos en diferentes fechas
• En procesos transaccionales el tiempo es menos aplicable. Resultado secuencial puede ser el resultado de condiciones muy diferentes debido a cambios del proceso – ejemplo gente diferente etc
13
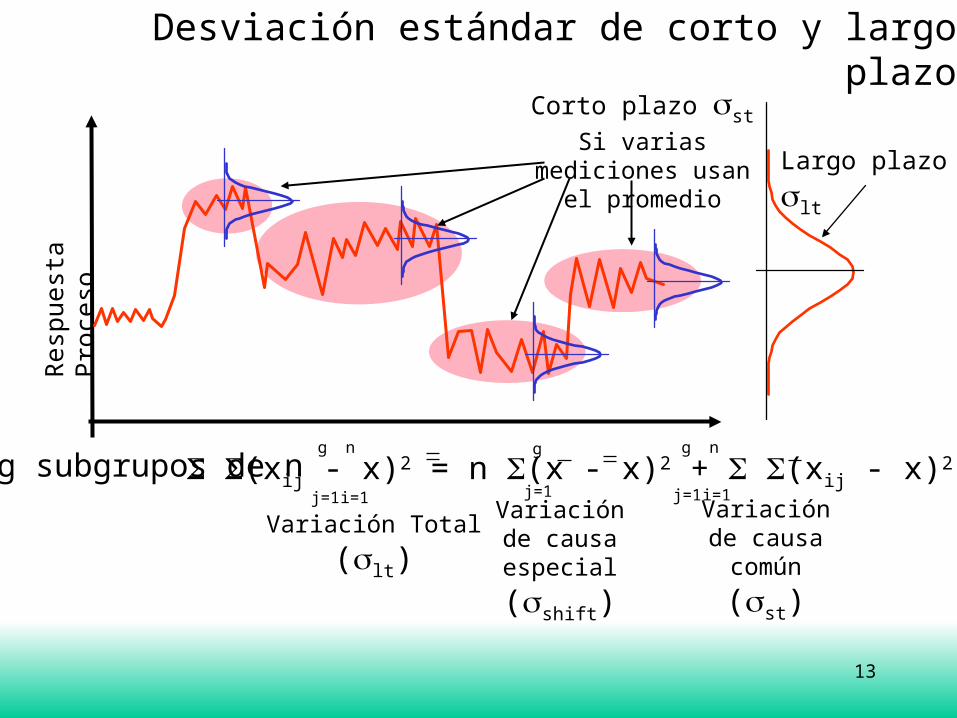
Desviación estándar de corto y largo plazoR
espu
esta
Pro
ceso
Corto plazo st
Si varias mediciones usan el promedio Largo plazo
lt
(xij - x)2 = n (x - x)2 + (xij - x)2
j=1 i=1 j=1 i=1
g n g ng
j=1g subgrupos de n
Variación Total
(lt)Variación de causa común
(st)
Variación de causa especial
(shift)
14
Valores Z de corto y largo plazo
• La presencia de variación de corto y largo plazo significa que tenemos desviaciones estándar de corto y largo plazo y por lo tanto valores Z de corto y largo plazo
• Zst es una medida de lo que el proceso podría alcanzar (ausencia de causas especiales). El valor p nos da el rate de defectos mas bajo que podemos alcanzar
• Zlt es una medida de la variación experimentada por el cliente. El valor p correspondiente nos da el rate de defectos mas probable que el cliente percibirá
15
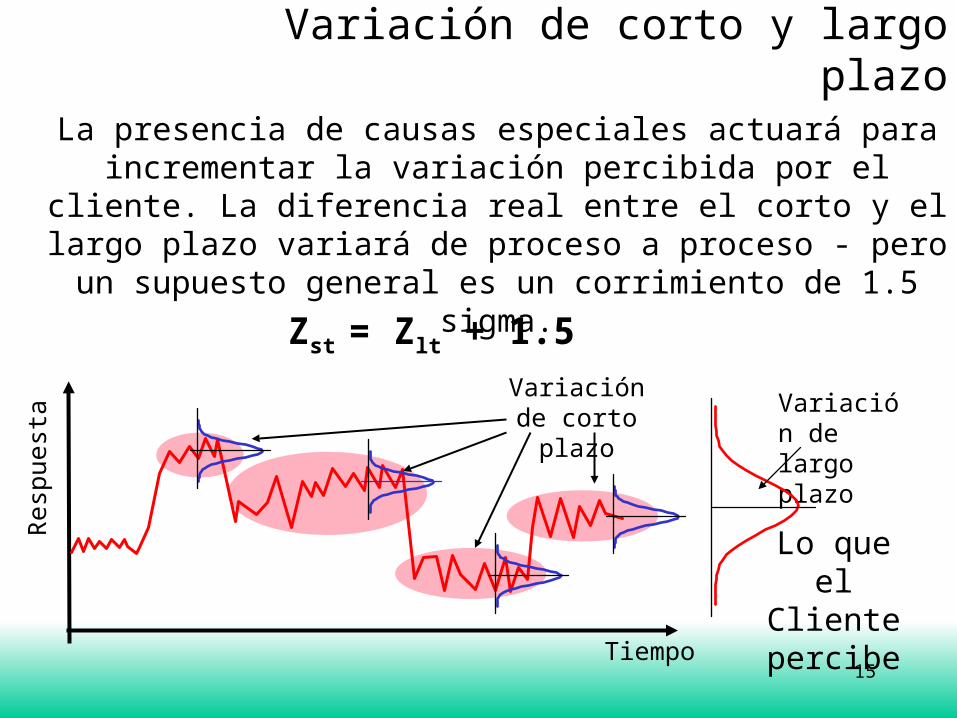
Variación de corto y largo plazo
La presencia de causas especiales actuará para incrementar la variación percibida por el cliente. La diferencia real entre el
corto y el largo plazo variará de proceso a proceso - pero un supuesto general es un corrimiento de 1.5 sigma.
Res
pues
ta
Tiempo
Variación de corto plazo
Variación de largo plazo
Lo que el Clientepercibe
Zst = Zlt + 1.5
16
Valores Z y niveles Sigma
• Zst = Niveles Sigma
• En 6-Sigma usamos valores de corto y largo plazo: Zst y Zlt
• En 6-Sigma, si no podemos calcular la variación de largo plazo, asumimos el corrimiento de 1.5 sigma
Zlt = Zst - 1.5
17
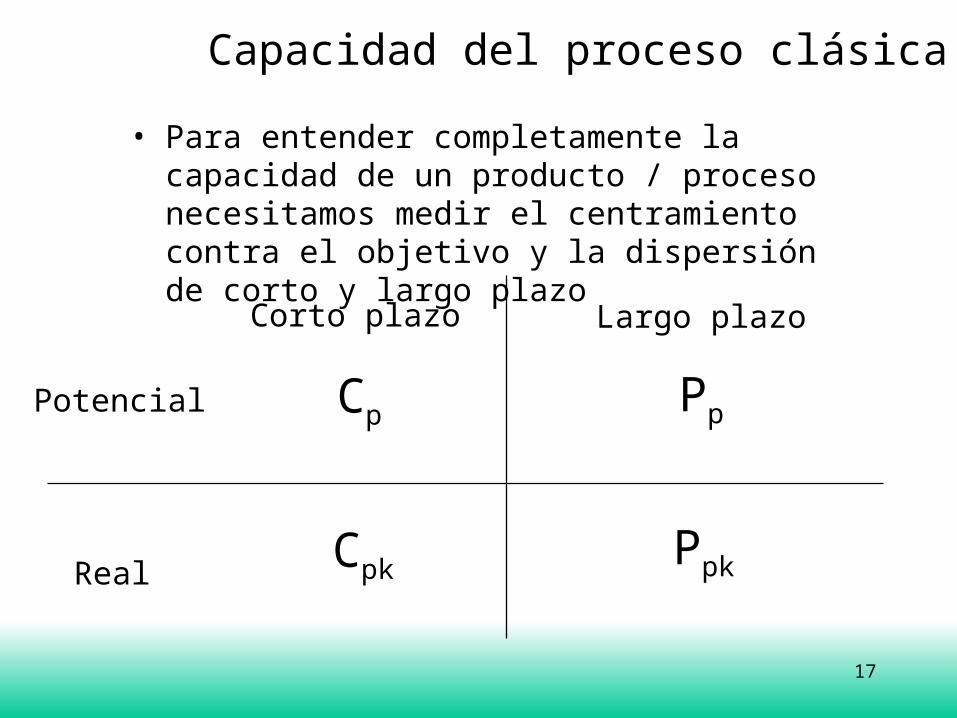
Capacidad del proceso clásica
• Para entender completamente la capacidad de un producto / proceso necesitamos medir el centramiento contra el objetivo y la dispersión de corto y largo plazo
Potencial
Real
Corto plazo Largo plazo
Cp
PpkCpk
Pp
18
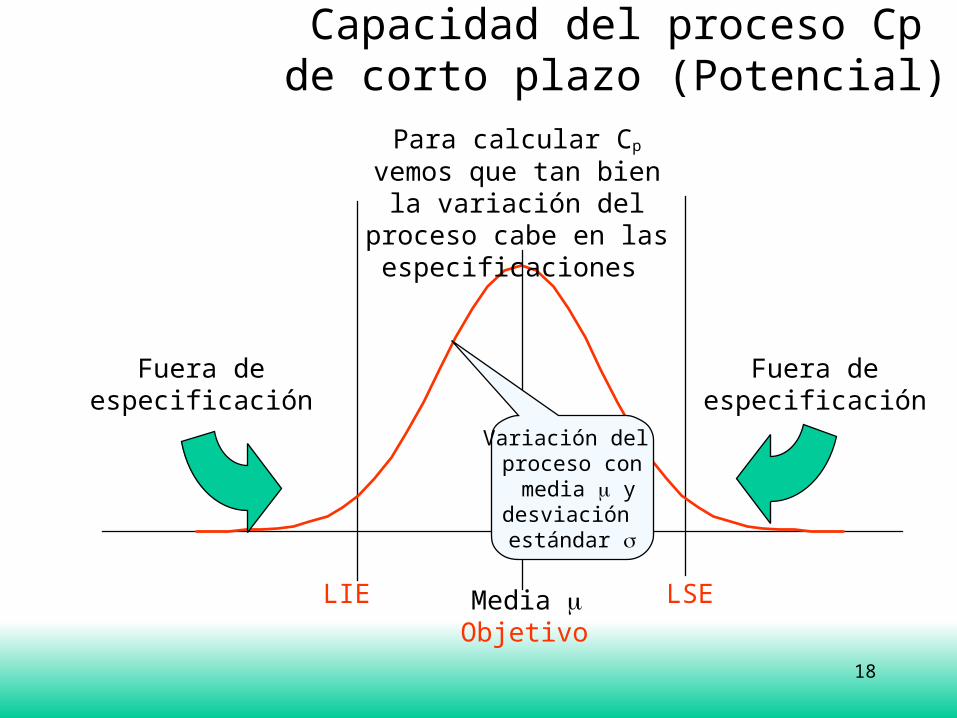
Capacidad del proceso Cp de corto plazo (Potencial)
LIE LSE
ObjetivoMedia
Fuera deespecificación
Para calcular Cp vemos que tan bien la variación del proceso cabe en las
especificaciones
Variación del proceso con media ydesviación estándar
Fuera deespecificación
19
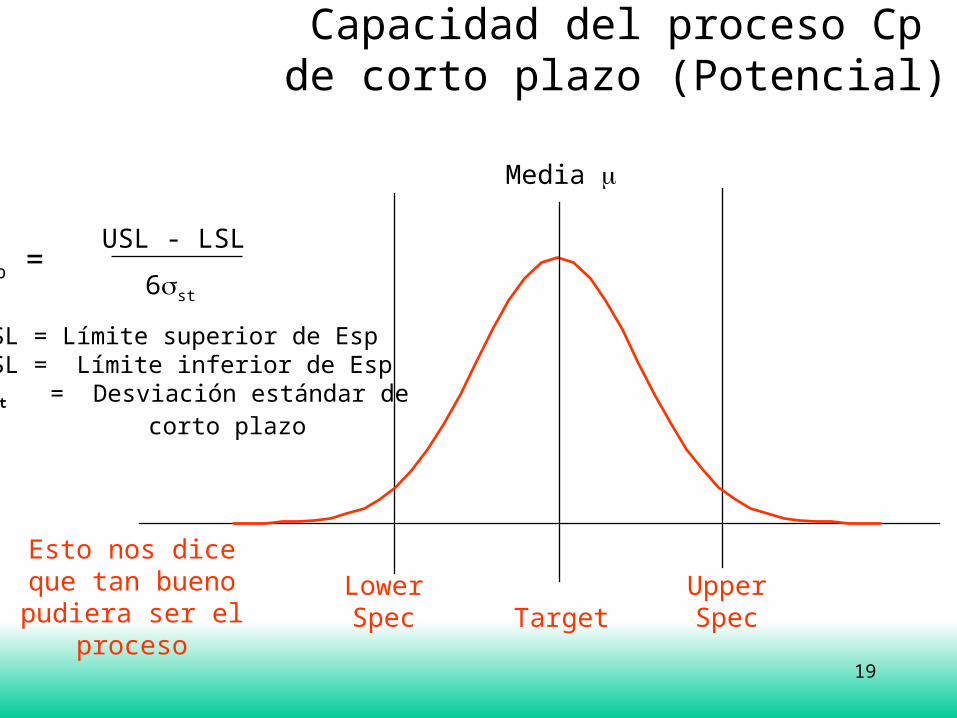
LowerSpec
UpperSpecTarget
Media
USL - LSL
6st
Cp =
USL = Límite superior de EspLSL = Límite inferior de Espst = Desviación estándar de corto plazo
Esto nos dice que tan bueno pudiera
ser el proceso
Capacidad del proceso Cp de corto plazo (Potencial)
20
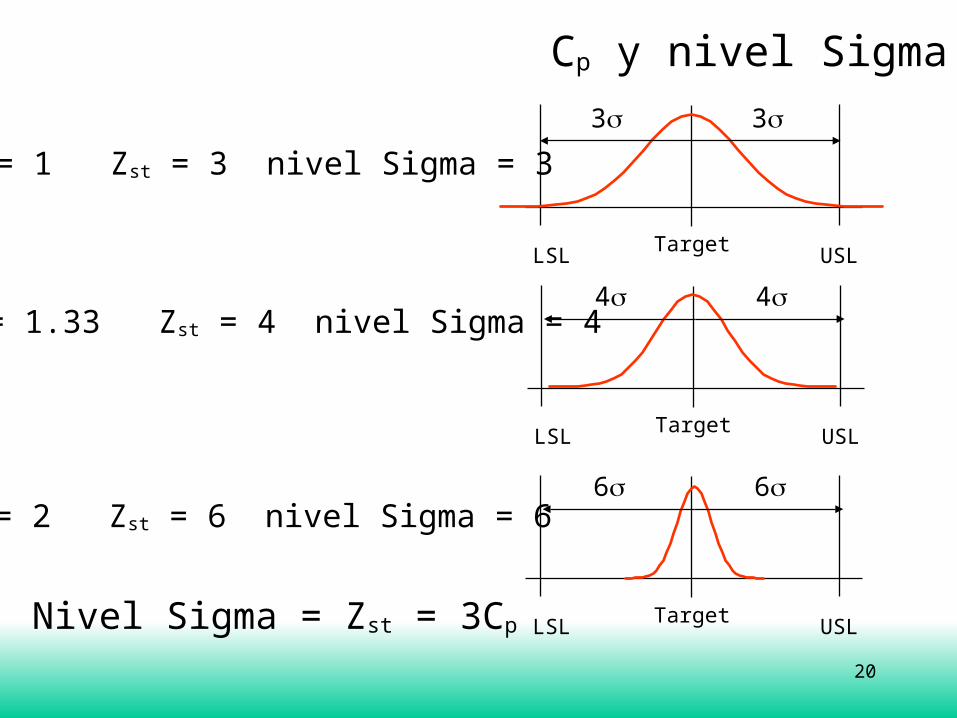
Cp y nivel Sigma
Nivel Sigma = Zst = 3Cp
Target USLLSL
Cp = 1 Zst = 3 nivel Sigma = 3
33
Target USLLSL
66Cp = 2 Zst = 6 nivel Sigma = 6
Cp = 1.33 Zst = 4 nivel Sigma = 4
Target USLLSL
44
21
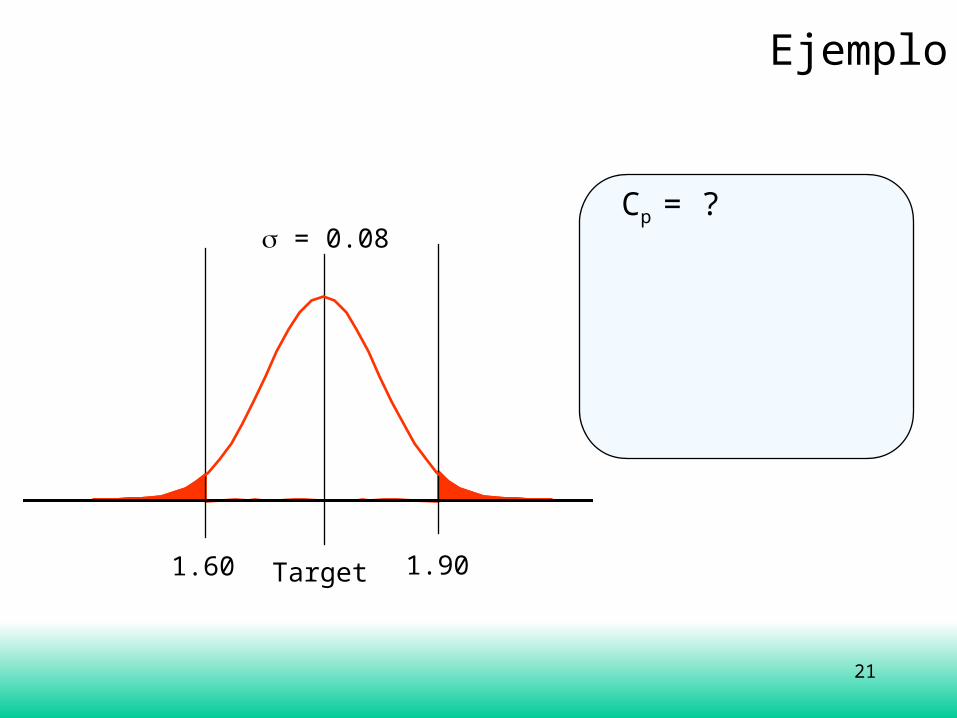
Ejemplo
1.60 1.90Target
= 0.08Cp = ?
22
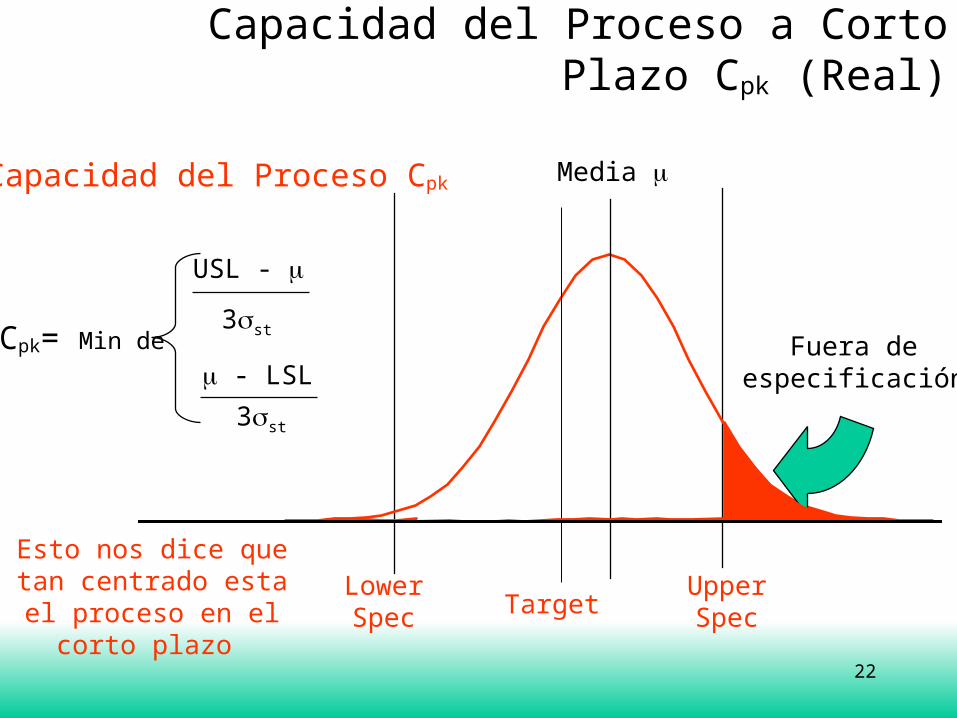
Capacidad del Proceso a Corto Plazo Cpk (Real)
LowerSpec
UpperSpecTarget
Media
Fuera deespecificación
USL -
- LSL
3st
3st
Capacidad del Proceso Cpk
Cpk= Min de
Esto nos dice que tan centrado esta el
proceso en el corto plazo
23
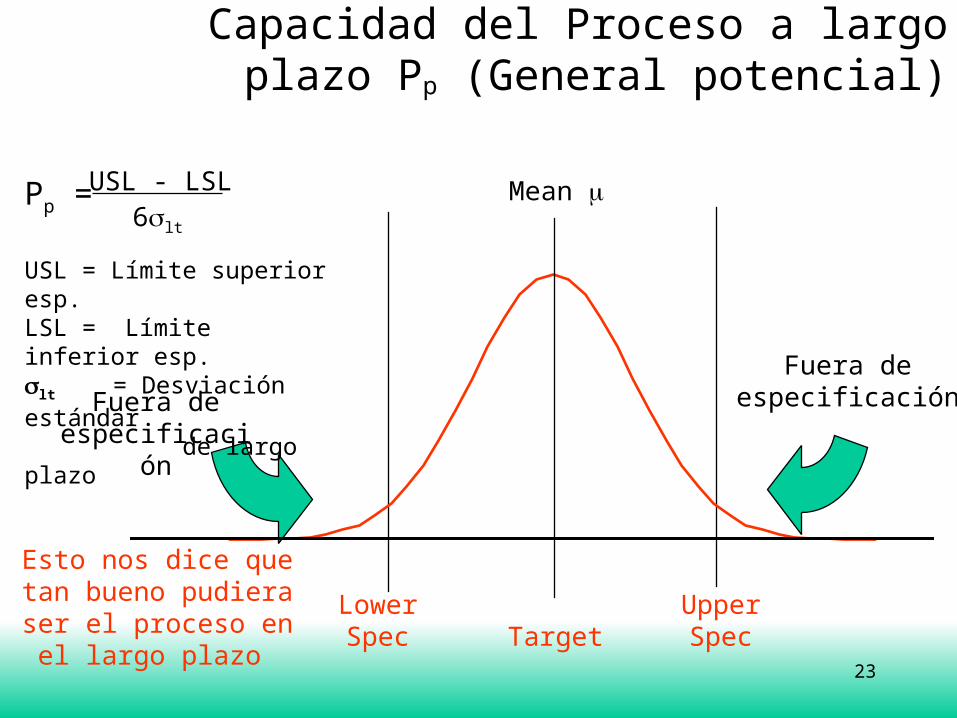
LowerSpec
UpperSpecTarget
Mean
Fuera de especificación
Fuera deespecificación
USL - LSL6lt
Pp =
USL = Límite superior esp.LSL = Límite inferior esp.lt = Desviación estándar de largo plazo
Esto nos dice que tan bueno pudiera ser el proceso en el largo
plazo
Capacidad del Proceso a largo plazo Pp (General potencial)
24
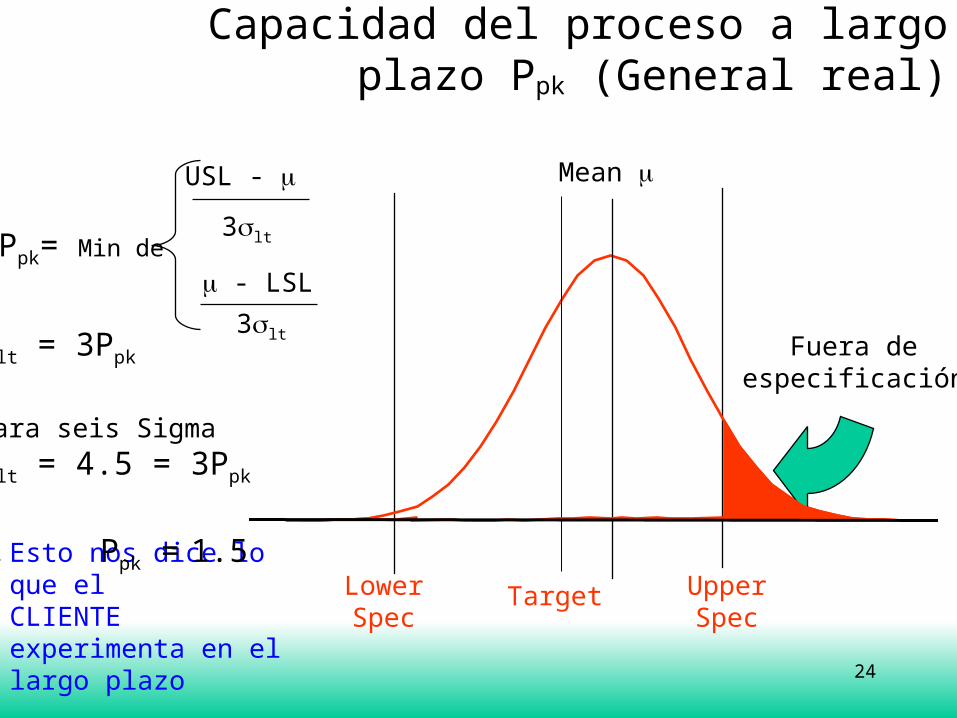
Capacidad del proceso a largo plazo Ppk (General real)
LowerSpec
UpperSpec
Target
Mean
Fuera deespecificación
USL -
- LSL
3lt
3lt
Ppk= Min de
Esto nos dice lo que el CLIENTE experimenta en el largo plazo
Zlt = 3Ppk
Para seis Sigma
Zlt = 4.5 = 3Ppk
Ppk = 1.5
25
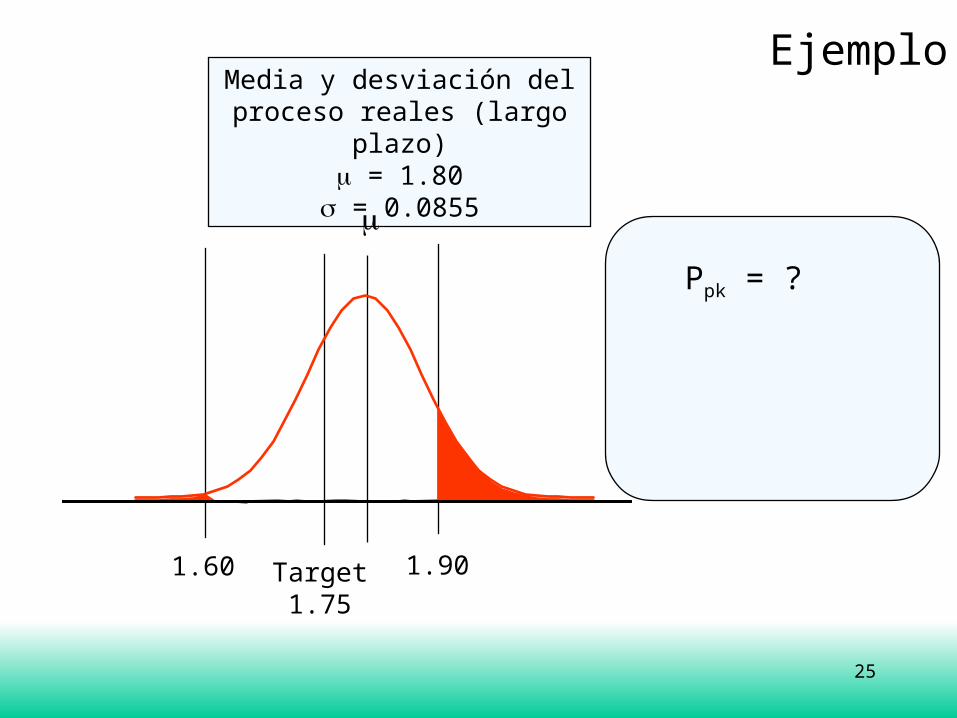
Ejemplo
1.60 1.90Target1.75
Ppk = ?
Media y desviación del proceso reales (largo plazo)
= 1.80 = 0.0855
26
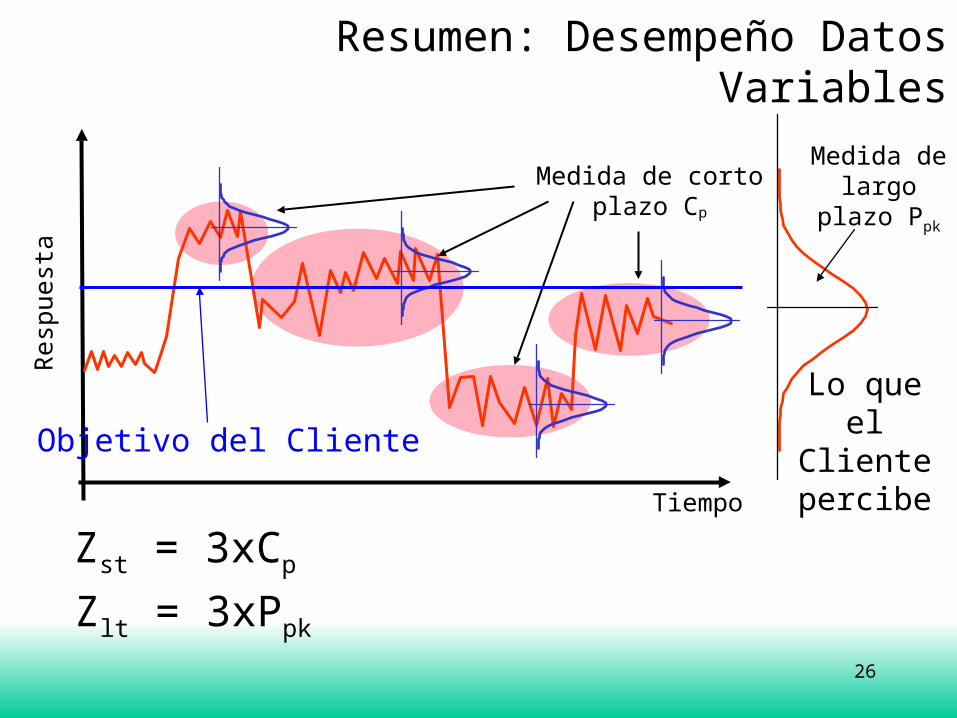
Resumen: Desempeño Datos Variables
Res
pues
ta
Tiempo
Medida de corto plazo Cp
Medida de largo plazo
Ppk
Lo que el Cliente percibe
Objetivo del Cliente
Zst = 3xCp
Zlt = 3xPpk
27
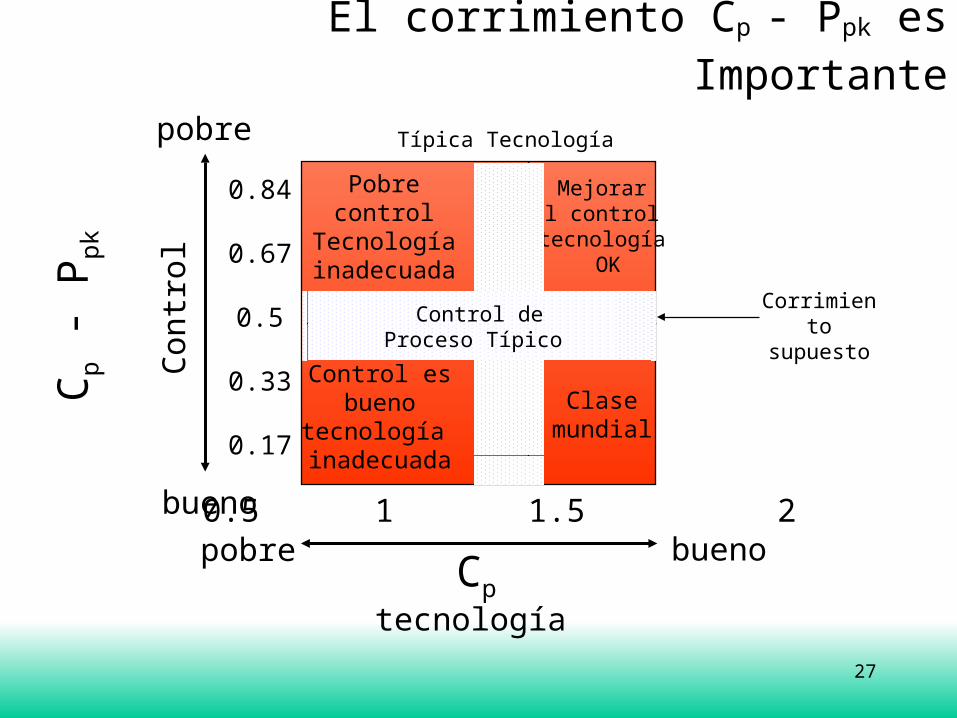
El corrimiento Cp - Ppk es Importante
Pobre controlTecnología inadecuada
Mejorarel control tecnología
OK
Control esbueno
tecnología inadecuada
Clasemundial
Control deProceso Típico
Típica Tecnología
Corrimiento supuesto
Cp
- P
pk
0.84
0.67
0.5
0.33
0.17
Con
trol
pobre
bueno 0.5 1 1.5 2pobre bueno
Cptecnología
28
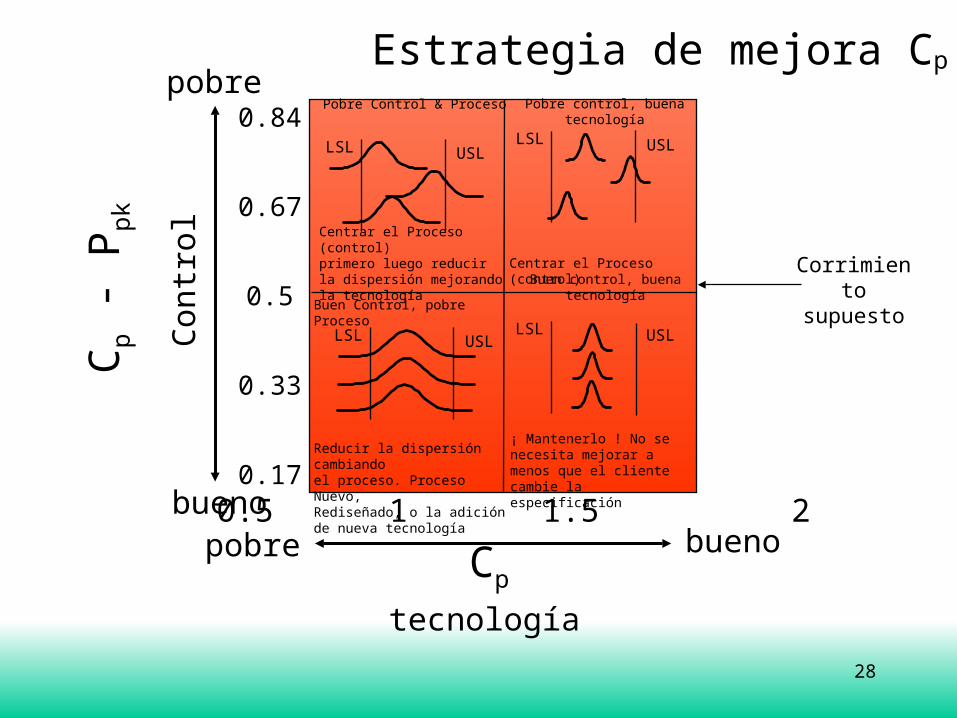
Estrategia de mejora Cp
Pobre Control & Proceso
Centrar el Proceso (control)primero luego reducir la dispersión mejorando la tecnología
Corrimiento supuesto
USLLSL
Buen Control, pobre Proceso
Reducir la dispersión cambiando el proceso. Proceso Nuevo,Rediseñado, o la adición de nueva tecnología
USLLSL
Pobre control, buena tecnología
Centrar el Proceso (control)
USLLSL
Buen control, buena tecnología
¡ Mantenerlo ! No se necesita mejorar a menos que el cliente cambie la especificación
USLLSL
0.5 1 1.5 2pobre bueno
Cp
tecnología
Cp
- P
pk0.84
0.67
0.5
0.33
0.17
Con
trol
pobre
bueno
29
Precaución
• Cp, Cpk, Pp y Ppk están basados en una distribución normal. Valores pueden ser obtenidos aún para distribuciones no normales - PERO pueden ser sospechosos
• SIEMPRE pruebe la normalidad de sus datos. Si no son normales considere el uso de una transformación o utilice una medida de capacidad para datos no normales (Minitab puede hacerlo por ud.!)
• Si los datos no son normales, pida ayuda a un Black Belt o Master BB.
30
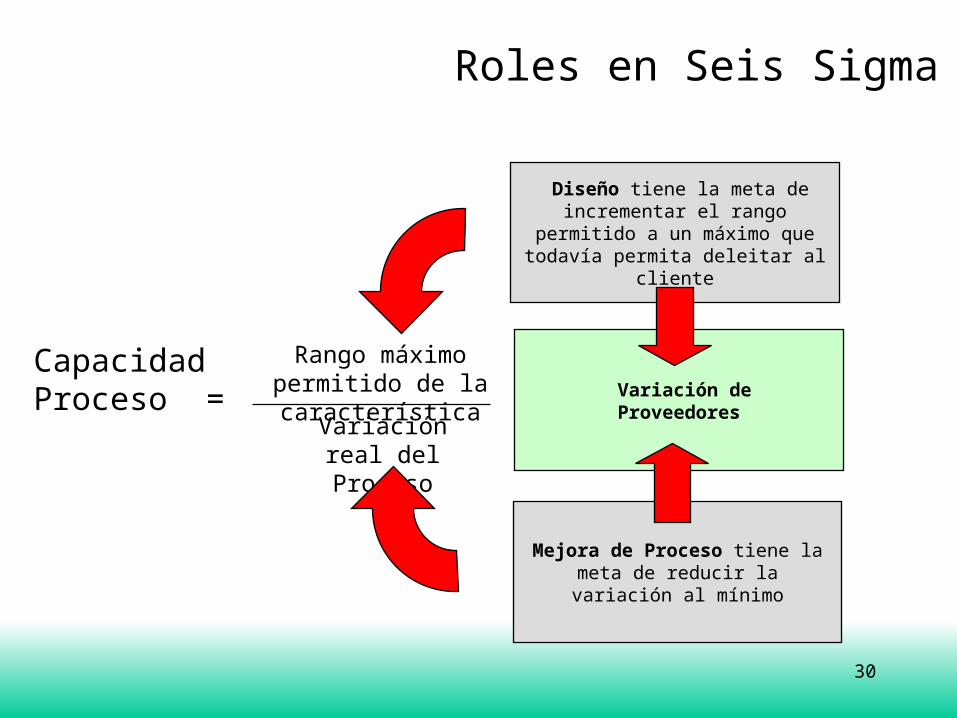
Roles en Seis Sigma
Capacidad Proceso =
Rango máximo permitido de la característica
Variación real del Proceso
Diseño tiene la meta de incrementar el rango permitido a un máximo que
todavía permita deleitar al cliente
Mejora de Proceso tiene la meta de reducir la variación al mínimo
Variación deProveedores


















