PROCESOS PRODUCTIVOS -...
65
PROCESOS PRODUCTIVOS • Conjunto de fases sucesivas necesarias para la materialización de un producto MATERIALES E INSUMOS PROCESO PRODUCTO TECNOLOGÍA - MAQUINARIA - MANO DE OBRA GESTIÓN DE CALIDAD
-
Upload
truongtuyen -
Category
Documents
-
view
215 -
download
2
Transcript of PROCESOS PRODUCTIVOS -...

PROCESOS PRODUCTIVOS
• Conjunto de fases sucesivas necesarias para la materialización de un producto
MATERIALESE INSUMOS PROCESO PRODUCTO
TECNOLOGÍA - MAQUINARIA - MANO DE OBRA
GESTIÓN DE CALIDAD

PRODUCTO = CASA
• TRAZADO• CIMIENTOS• SOBRECIMIENTOS• RELLENOS• RADIERES• ELEMENTOS VERTICALES• ESTRUCTURA DE TECHUMBRE• CUBIERTA• TERMINACIONES INTERIORES• TERMINACIONES EXTERIORES• INSTALACIONES• REMATES
SUBPRODUCTOSPRELACIÓN - SUCESIÓN
DURACIÓN
MODO
EXCAVACIÓNEMPLANTILLADOENFIERRADURAHORMIGONADO

PROCESO CIMIENTO
• EXCAVACIÓN (manual)– Trazado preliminar ( ancho-largo-nivel)
•Picar•Retirar•Medir profundidad•Perfilar•Rectificar fondo

PROCESO CIMIENTO
•Picar•Retirar•Medir profundidad•Perfilar•Rectificar fondo
REND I M I ENTOS
TIEMPOS
CICLO DE UN PROCESO
CICLO DE UN PROCESO
• PERÍODO DE TIEMPO QUE ACABADO COMIENZA NUEVAMENTE A CONTAR
• SERIE DE FASES POR LAS QUE PASA UN FENÓMENO PERIÓDICO HASTA QUE SE REPRODUCE UNA FASE ANTERIOR

EJERCICIO 1
• DETERMINE EL PROCESO DE PRODUCCIÓN DE HORMIGÓN DE UNA BETONERA DE 120 LITROS DE CAPACIDAD
• ESTABLEZCA SU CICLO• EVALÚE SU CAPACIDAD
DE PRODUCCIÓN• CONCLUSIONES

FASES DEL CICLO
• FASE 1 : CARGA– AGUA 80%– GRAVA 50%– CEMENTO 100%– ARENA 100%– GRAVA 50%– AGUA 20%

FASES DEL CICLO
• FASE 2 : REVOLTURATIEMPO MÍNIMO RECOMENDADO SEGÚN NORMA NCh 170 = 1,5 minutos
• FASE 3 : DESCARGA

RESUMEN
• DEFINICIÓN DEL PROCESO• CICLO• CAPACIDAD DE PRODUCCIÓN• CONCLUSIONES
1
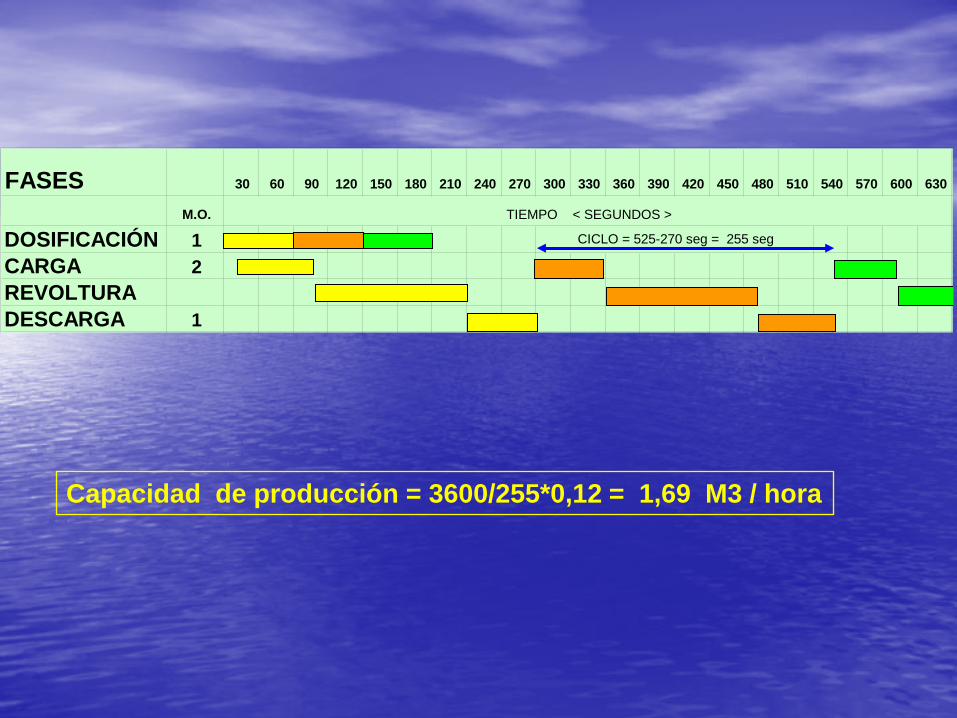
Capacidad de producción = 3600/255*0,12 = 1,69 M3 / hora
FASES 30 60 90 120 150 180 210 240 270 300 330 360 390 420 450 480 510 540 570 600 630
M.O.
DOSIFICACIÓN 1CARGA 2REVOLTURADESCARGA 1
TIEMPO < SEGUNDOS >
CICLO = 525-270 seg = 255 seg
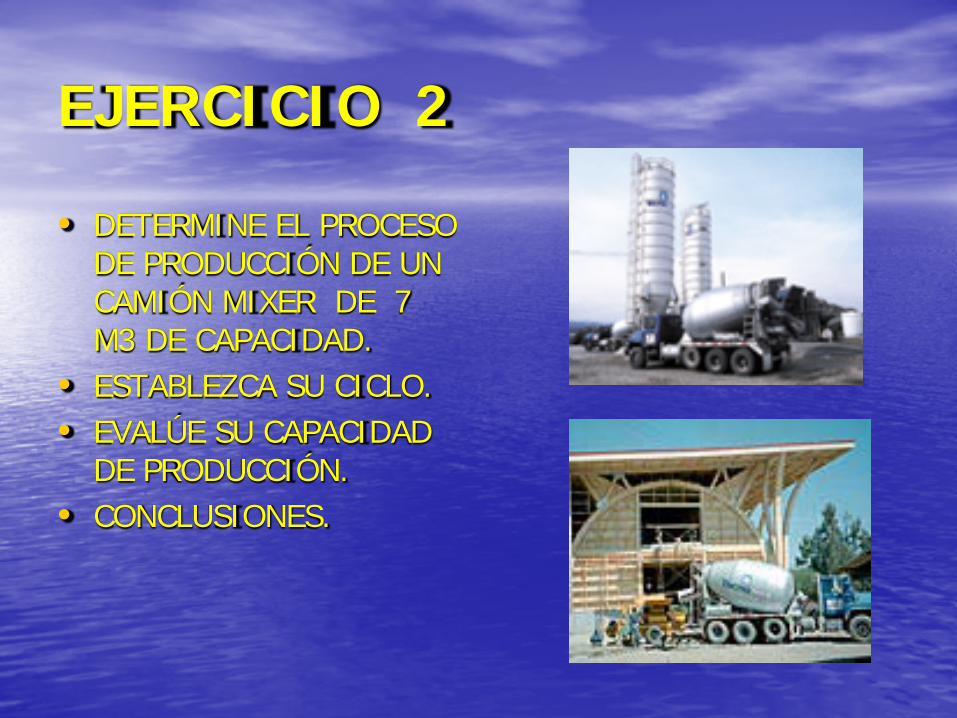
EJERCICIO 2
• DETERMINE EL PROCESO DE PRODUCCIÓN DE UN CAMIÓN MIXER DE 7 M3 DE CAPACIDAD.
• ESTABLEZCA SU CICLO.• EVALÚE SU CAPACIDAD
DE PRODUCCIÓN.• CONCLUSIONES.

FASES DEL PROCESO DE PRODUCCIÓN DE HORMIGÓN PREMEZCLADO EN MIXER
• DOSIFICACIÓN PLANTA• CARGA CAMIÓN (DESCARGA DOSIFICADOR)• TRANSPORTE A OBRA• REVOLTURA FINAL EN OBRA• DESCARGA EN OBRA• ASEO MEZCLADOR• RETORNO EN VACÍO

Ciclo del proceso = 140 minutosCapacidad de producción =3600/8400*7 = 3,0 M3 / hora
CAMIÓN MIXER 7 M3FASES t 10 20 30 40 50 60 70 80 90 100 110 120 130 140 150 160 170 180 190 200 210 220 230 240 25
DOSIFICACIÓN 5COLOC. Y CARGA 5TRANSPORTE 40REV.FINAL Y EMPLZ. 5DESCARGA 35ASEO MEZC. 10RETORNO VACÍO 40
TIEMPO < MINUTOS > CICLO = 190-50 seg = 140 min

TAREA
• CONSIDERAR LA OPERACIÓN DE UN CAMIÓN EN FAENA DE UN DÍA COMPLETO.
• SEÑALAR LAS HORAS DE LLEGADA A FAENA Y A PLANTA.

7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 220 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
viaje 1viaje 2viaje 3viaje 4viaje 5viaje 6
CRONOLOGÍA HORARIAPROCESO
PROCESO LLEGA A PLANTA
SALE DE PLANTA
LLEGA A OBRA
SALE DE OBRA
VIAJE 1 7:00 7:10 7:50 8:30VIAJE 2 9:20 9:30 10:10 10:50VIAJE 3 11:40 11:50 12:30 13:10VIAJE 4 15:00 15:10 15:50 16:30VIAJE 5 17:20 17:30 18:10 18:50VIAJE 6 19:40 19:50 20:30 21:10

CICLOS DE PRODUCCIÓN DE ELEMENTOS DE HORMIGÓN ARMADO
EN ESTE PROCESO SE DISTINGUEN 7 FASES O SUBPROCESOS
1. DESMOLDE ( DESCIMBRE)2. ASEO DEL MOLDE 3. APLICACIÓN DE DESMOLDANTE4. COLOCACIÓN DE ARMADURA5. CIERRE DEL MOLDE6. MOLDEO ( HORMIGONADO)7. FRAGÜE Y ENDURECIMIENTO

SISTEMAS DE MOLDEO DE ELEMENTOS DE HORMIGÓN
1. DE DESMOLDE INMEDIATO 2. HORIZONTALES
a.- Molde estacionariob.- Molde desplazable
1.- En línea en cadena2.- Agregados en cadena
3. VERTICALESa.- Molde fijob.- Batería de moldes
4. PREFABRICACIÓN PRECARIA.
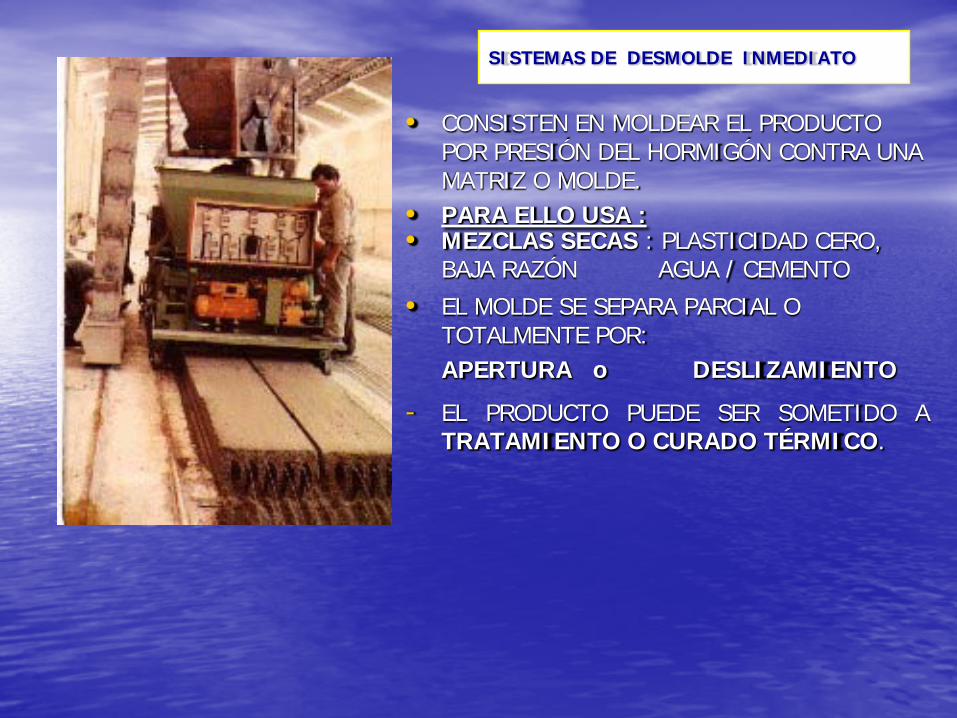
SISTEMAS DE DESMOLDE INMEDIATO
• CONSISTEN EN MOLDEAR EL PRODUCTO POR PRESIÓN DEL HORMIGÓN CONTRA UNA MATRIZ O MOLDE.
• PARA ELLO USA :• MEZCLAS SECAS : PLASTICIDAD CERO,
BAJA RAZÓN AGUA / CEMENTO
• EL MOLDE SE SEPARA PARCIAL O TOTALMENTE POR: APERTURA o DESLIZAMIENTO
- EL PRODUCTO PUEDE SER SOMETIDO ATRATAMIENTO O CURADO TÉRMICO.

SISTEMAS DE DESMOLDE INMEDIATO
MAQUINA MOLDEADORA (PRETENSADO)

SISTEMAS DE DESMOLDE INMEDIATO
MAQUINA TROZADORA
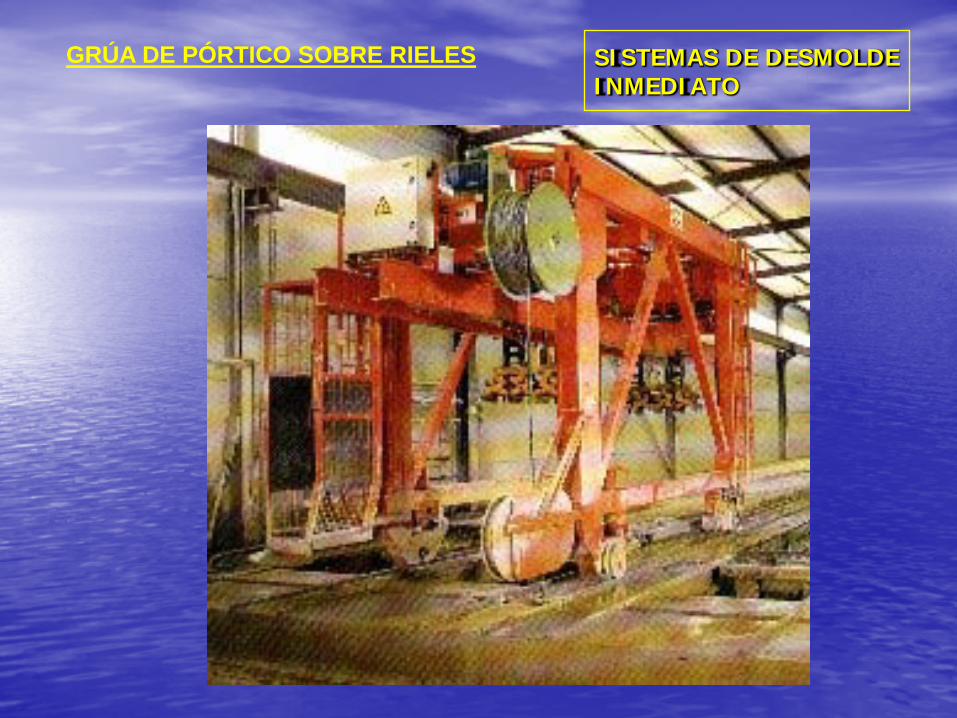
SISTEMAS DE DESMOLDE INMEDIATO
GRÚA DE PÓRTICO SOBRE RIELES

SISTEMAS DE DESMOLDE INMEDIATO
PLANTA DE PREFABRICADOS PRETENSADOS
• OTROS USOS RELEVANTES:
– FABRICACIÓN DE BLOQUES DE MORTERO– BALDOSAS MICROVIBRADAS– CENTRIFUGADOS– PREFABRICACIÓN SIMPLE
• SOLERAS DE HORMIGÓN• PIEZAS MACIZAS POR DESLIZAMIENTO DEL MOLDE
SISTEMAS DE DESMOLDE INMEDIATO

EJERCICIO• PLANTEAR EL ESQUEMA DEL FLUJO DEL
PROCESO PRODUCTIVO MOSTRADO • COMPÁRELO CON EL ESQUEMA DE 7
FASES SEÑALADO

DESARROLLO DEL EJERCICIO
A.- FASES DEL PROCESO1.- ASEO Y APLICACIÓN DESMOLDANTE EN LA PISTA2.- COLOCACIÓN DE TORONES Y TENSADO DE ELLOS3.- COLOCACIÓN MÁQUINA MOLDEADORA Y MOLDEO4.- CORTE DEL HORMIGÓN5.- FRAGÜE Y ENDURECIMIENTO (CURADO TÉRMICO)6.- DESTENSADO Y CORTE DE TORONES7.- RETIRO DEL PRODUCTO (DESMOLDE)

DESARROLLO DEL EJERCICIO (CONT)
B.- COMPARACIÓN DE PROCESOS1.- ASEO Y APLICACIÓN DESMOLDANTE EN LA PISTA
2.- COLOCACIÓN DE TORONES Y TENSADO DE ELLOS
3.- COLOCACIÓN MÁQUINA MOLDEADORA Y MOLDEO
4.- CORTE DEL HORMIGÓN
5.- FRAGÜE Y ENDURECIMIENTO (CURADO TÉRMICO)
6.- DESTENSADO Y CORTE DE TORONES
7.- RETIRO DEL PRODUCTO (DESMOLDE)
1.- DESMOLDE ( DESCIMBRE)
2.- ASEO DEL MOLDE
3.- APLICACIÓN DE DESMOLDANTE
4.- COLOCACIÓN DE ARMADURA
5.- CIERRE DEL MOLDE
6.- MOLDEO ( HORMIGONADO)
7.- FRAGÜE Y ENDURECIMIENTO

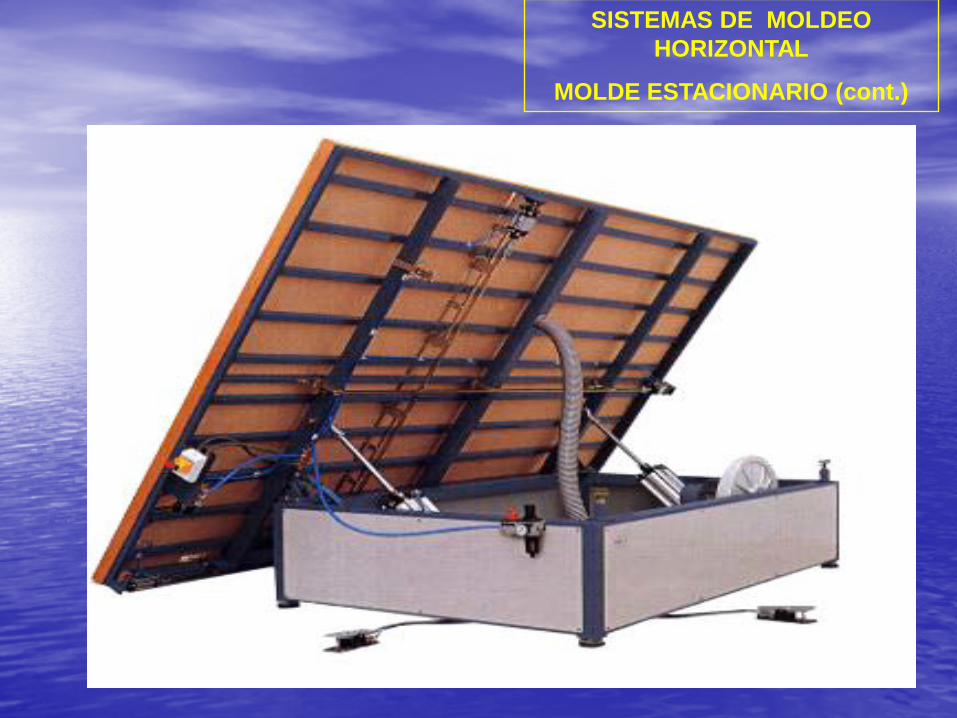
SISTEMAS DE MOLDEO HORIZONTAL
MOLDE ESTACIONARIO
EL MOLDE SE ENCUENTRA EN UNA POSICIÓN FIJA EN LA PLANTA DEPRODUCCIÓN, A ÉL CONCURREN TODAS LAS ACTIVIDADESDESCRITAS COMO OPERACIONES O FASES DEL CICLO.
A ESTE MOLDE SE PUEDEN INCORPORAR TODO TIPO DETECNOLOGÍAS PARA AUMENTAR LA PRODUCTIVIDAD TALES COMO:
• GIRO PARA OBTENER ANGULO DE DESMOLDE ÓPTIMO
• CONSOLIDACIÓN ADECUADA EXTERIOR O INTERIOR
• ABISAGRAMIENTO PARA APERTURA
• MOVILIZACIÓN DE PRODUCTO Y SUBPRODUCTOS PORMEDIOS MECÁNICOS O AUTOMÁTICOS
• CURADO TÉRMICO

SISTEMAS DE MOLDEO HORIZONTAL
MOLDE ESTACIONARIO (cont.)
SISTEMAS DE MOLDEO HORIZONTAL
MOLDE ESTACIONARIO (cont.)

SISTEMAS DE MOLDEO HORIZONTAL
MOLDE ESTACIONARIO (cont.)

SISTEMAS DE MOLDEO HORIZONTAL: MOLDE DESPLAZABLE LA LINEA EN CADENA

CONSISTE EN UN PROCESO PRODUCTIVO QUE SEREALIZA SECUENCIALMENTE A LO LARGO DE UNA LÍNEACON UN NÚMERO DETERMINADO DE ESTACIONES DETRABAJO.ESTACIÓN 1 : LLEGADA DESDE CÁMARA DE TRAT.TÉRMICO
APERTURA DEL MOLDE, LIMPIEZA EXTERIOR
ESTACIÓN 2 : DESMOLDE Y ASEO DEL MOLDE
ESTACIÓN 3 : LUBRICACIÓN MOLDECOLOCACIÓN ARMADURASCIERRE DEL MOLDE
ESTACIÓN 4 : MOLDEO
ESTACIÓN 5 : REMATES, ASEO , PRECURADO

1 2 3 4 5
DESDE CÁMARA
HACIA CÁMARAGRÚA
CANTILEVER
POSTCURADO
APERTURA MOLDE
DESMOLDE
SALE PRODUCTO
EL MISMO MOLDE RECORRE LA LINEA
DESMOLDANTE
COLOC.ARMADURA
ENTRA ARMADURA
REMATES
PRECURADO
ENTRA HORMIGÓN
MOLDEO
MESA BASCULANTE MESA VIBRADORA

CÁMARAS DE TRATAMIENTO TÉRMICO

ESTACIÓN 1

ESTACIÓN 2

ESTACIÓN 3

ESTACIÓN 4

ESTACIÓN 5

INGRESANDO A CÁMARA DE TRATAMIENTO TÉRMICO
• SISTEMA DE MOLDEO HORIZONTAL AGREGADOS EN CADENA
CARACTERÍSTICAS PRINCIPALES:
•MOLDE DESPLAZABLE
•PIEZAS DE TAMAÑO REDUCIDO
•OPERACIONES CONCENTRADAS EN ÁREAS DE TRABAJO SEGÚN INCORPORACIÓN DE TECNOLOGÍA EN EL PROCESO.
•OPERACIÓN DE MOLDEO EN ÁREA ESPECÍFICA
•CURADO TÉRMICO EN ÁREA ESPECÍFICA
•PLASTICIDAD DEL HORMIGÓN SEGÚN FORMA Y ALTURA DE HORMIGONADO


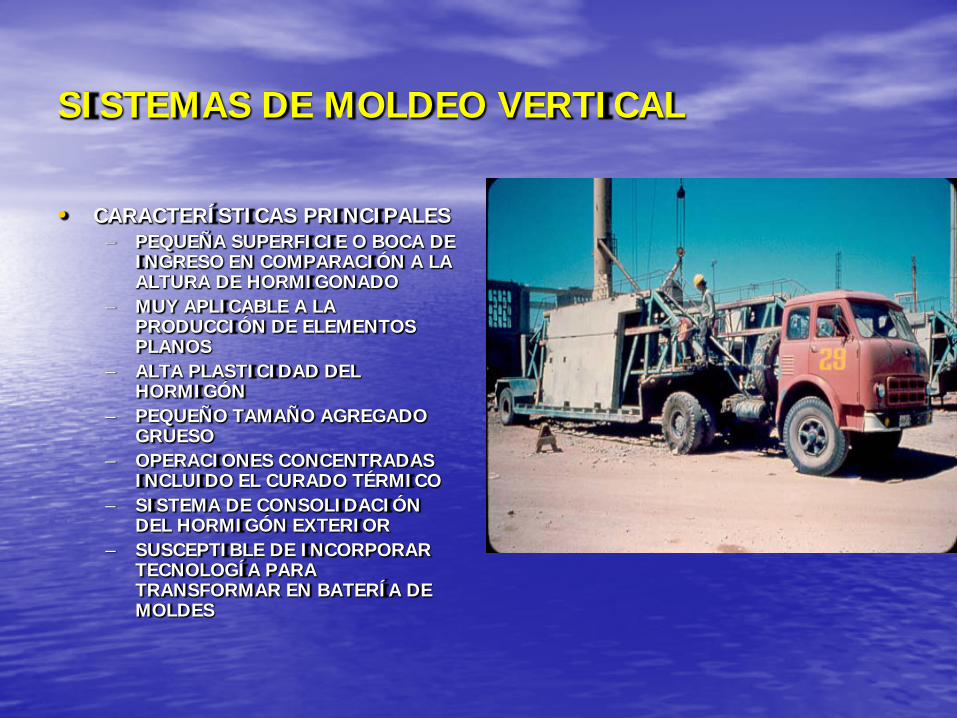
SISTEMAS DE MOLDEO VERTICAL
• CARACTERÍSTICAS PRINCIPALES– PEQUEÑA SUPERFICIE O BOCA DE
INGRESO EN COMPARACIÓN A LA ALTURA DE HORMIGONADO
– MUY APLICABLE A LA PRODUCCIÓN DE ELEMENTOS PLANOS
– ALTA PLASTICIDAD DEL HORMIGÓN
– PEQUEÑO TAMAÑO AGREGADO GRUESO
– OPERACIONES CONCENTRADAS INCLUIDO EL CURADO TÉRMICO
– SISTEMA DE CONSOLIDACIÓN DEL HORMIGÓN EXTERIOR
– SUSCEPTIBLE DE INCORPORAR TECNOLOGÍA PARA TRANSFORMAR EN BATERÍA DE MOLDES

BATERÍA DE MOLDEO VERTICAL

Esquema de operaciones del proceso
Ejercicio
• Deducir el flujo de proceso de producción (operaciones básicas) de un batería de moldeo vertical.– Desmolde– Aseo y aplicación desmoldante– Armadura– Hormigonado– Curado térmico

OPERACIONES EN UNA BATERÍA DE MOLDEO VERTICAL
Ciclo Molde Fase Tiempo Control
A 10 al 1 Desmolde Aseo
1 hr P.T.
B 1 al 10 Ap.desmol.Armadura
Cierre
1 hr ProcesosCierre
C Todos a la vez
Moldeo 1 hr Proceso
D Todos a la vez
Curado térmico
12 hrs Proceso

CONJUNTO DE BATERÍAS
1 2 3 4 5 6 7 8
SALE PRODUCTO
INGRESA HORMIGÓN
INGRESA ARMADURA
INGRESA ARMADURA

TRANSPORTE
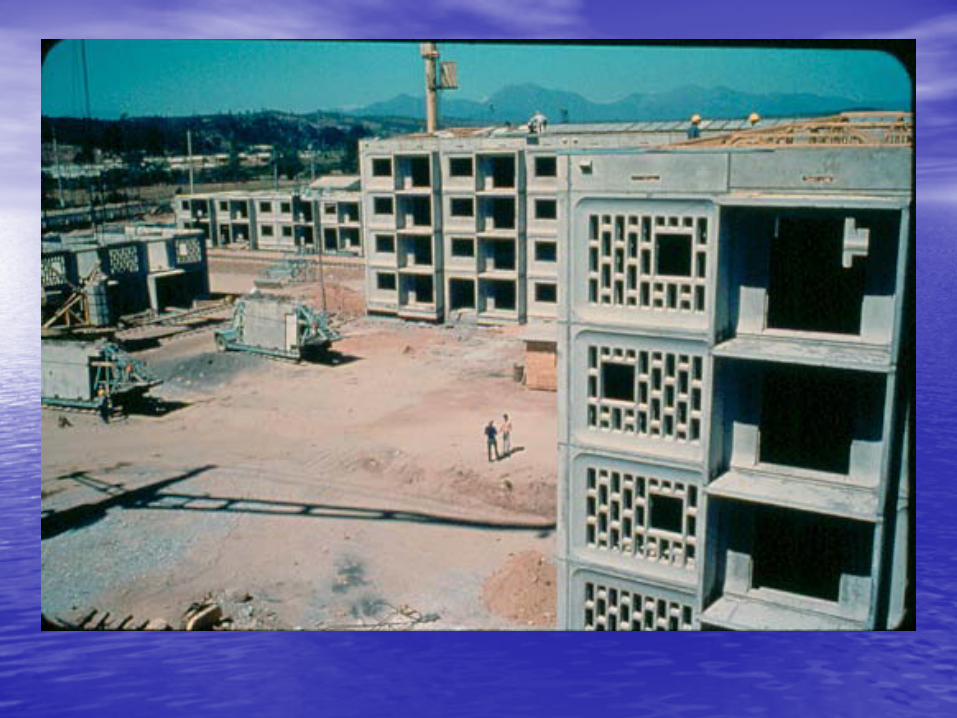
Producción Transporte MontajeTerminac. eInstalac.
Fundaciones
Existe una estricta relación entre MONTAJE – TRANSPORTE Y PRODUCCIÓN de los elementos que conforman una edificación prefabricada. Esto significa que un proceso condiciona al otro, es decir que deben efectuarse en una SECUENCIA RELACIONADA O CONDICIONADA.

T (°C)
T (°C) T (°C)
T (°C)
T (°C) T (°C) T (°C) T (°C) T (°C) T (°C) T (°C)
T (°C)
T (°C)
0
10
20
30
40
50
60
70
80
1 2 3 4 5 6 7 8 9 10 11 12
T (°C)
FASE INCREMENTO CALEFACCIÓN
MESETA DE CALEFACCIÓN
FASE DECREMENTO DE CALEFACCION

Esta secuencia será más sensible según sea el desfase entre ellas.
Este desfase da origen al stock de elementos.
Puede existir stock en Fábrica y en Obra.
Producción STOCK FAB. TransporteSTOCK EN
OBRA
Montaje
Conclusión : LA SECUENCIA DE MONTAJE DEFINE una
SECUENCIA DE TRANSPORTE y ésta una
SECUENCIA DE PRODUCCIÓN
UNA SECUENCIA ES
ORDENAMIENTO
CARACTERÍSTICA TECNOLÓGICA DE UN SISTEMA
ARTICULACIÓN ESTRUCTURAL
QUE PERMITE :
REPETICIÓN DE PROCESOS
PLANIFICACIÓN DE PROCESOS
CREAR CONDICIONES DE SEGURIDAD







• EL TRANSPORTE DEBE CONSIDERAR:• SECUENCIA DEL MONTAJE• VELOCIDAD DEL MONTAJE• NÚMERO DE FRENTES DE TRABAJO• CAPACIDAD DE CARGA DEL EQUIPO• LA PRODUCTIVIDAD Y EFICIENCIA DEL MISMO• DISTANCIA FABRICA – OBRA• RUTA : CONDICIONES Y RESTRICCIONES
– GALIBO– HORARIO PERMITIDO– ESTADO DE LAS VÍAS– TRÁFICO– CARGA ADMISIBLE AL PAVIMENTO Y OBRAS DE ARTE
• SEGURIDAD Y BALANCE DE LA CARGA
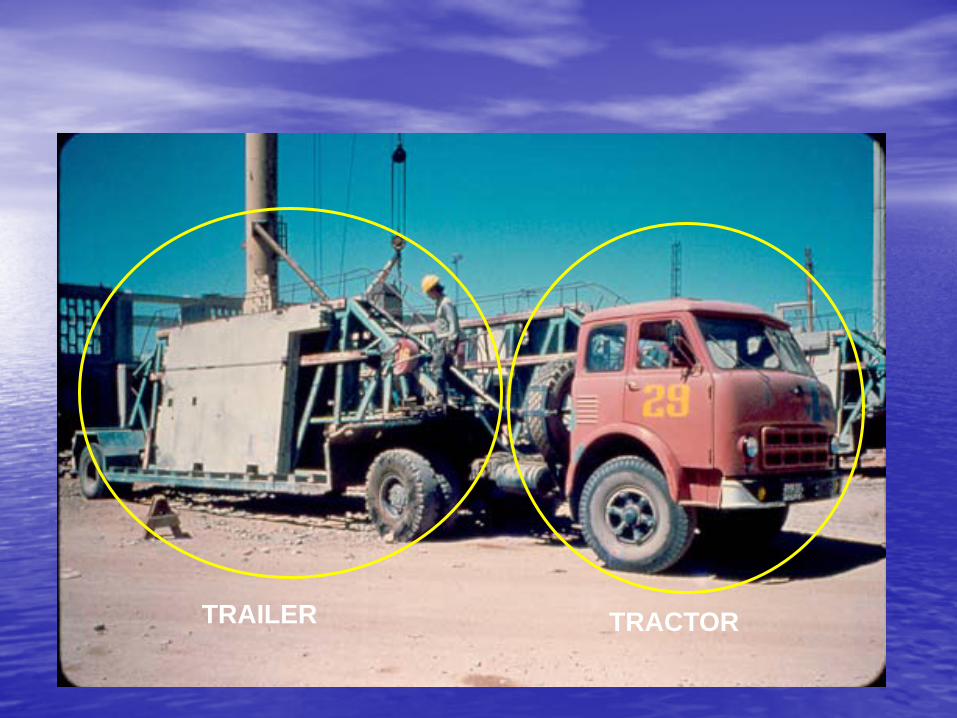
TRACTORTRAILER
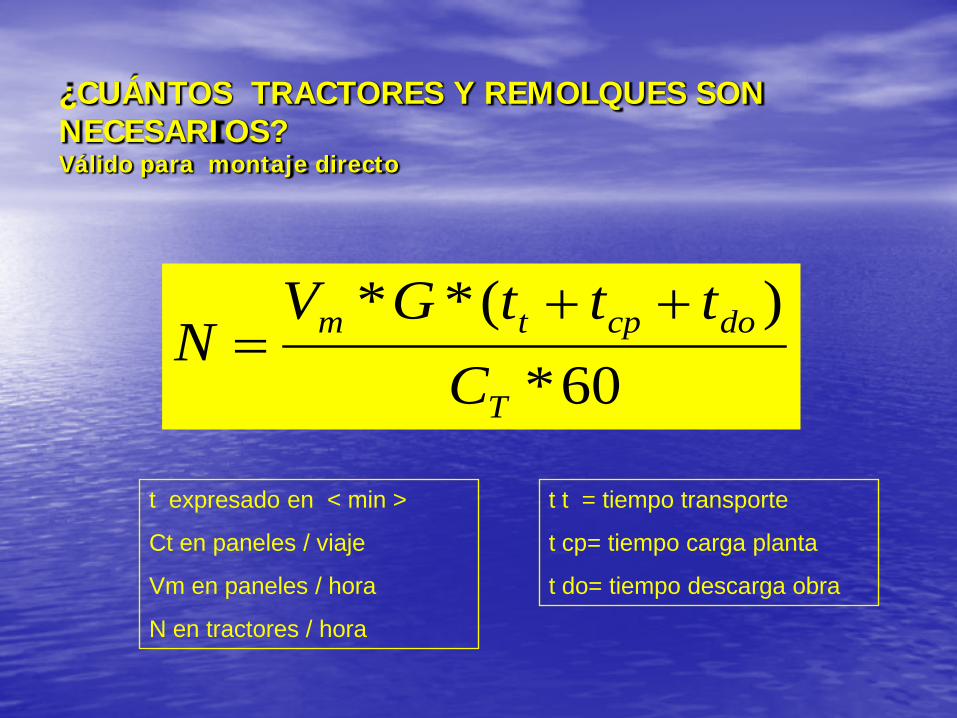
¿CUÁNTOS TRACTORES Y REMOLQUES SON NECESARIOS?Válido para montaje directo
60*)(**
T
docptm
CtttGV
N++
=
t expresado en < min >
Ct en paneles / viaje
Vm en paneles / hora
N en tractores / hora
t t = tiempo transporte
t cp= tiempo carga planta
t do= tiempo descarga obra

Radio de acción
promediotransporte V
Dt 60**2=

• N tractores
Distancia
G=1
G=2
G=3
D1