Proceeding Seminar Nasional WALUYO JATMIKO 2021 …
16
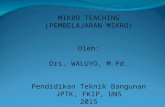
Proceeding Seminar Nasional WALUYO JATMIKO 2021 11 “ Peluang & Tantangan Industrialisasi Pasca Pandemi COVID-19 “ ISBN : 978-623-93261-8-0 PENENTUAN JUMLAH TENAGA KERJA BAGIAN PENGEMASAN AIR MINUM BERDASARKAN PENGUKURAN WAKTU BAKU DI CV. AIDRAT (AMSI) SUNAN DRAJAT 2 Ahmad A. Fathoni 1) dan Sunardi 2) 1,2) Program Studi Teknik Industri, Fakultas Teknik Universitas Pembangunan Nasional “Veteran” Jawa Timur e-mail: [email protected] ABSTRAK CV. Aidrat (Amsi) Sunan Drajat bergerak dalam usaha Air Minum Dalam Kemasan (AMDK) yang terletak di Kabupaten Lamongan yang setiap harinya memproduksi ribuan produk. Adanya rencana meluaskan pemasaranya, dengan keinginan meningkatkan kapasitas produksi maka perusahaan juga perlu memperhatikan jumlah tenaga kerja untuk dapat mengakomodir keinginan tersebut. Untuk mengevaluasi berapa jumlah tenaga kerja yang efisien maka perlu dilakukan perhitungan tingkat efisiensi. Kebutuhan dalam penelitian ini yaitu menghitung waktu baku (time study). Berdasarkan hasil penelitian ini maka didapatkan hasil waktu baku pada produksi pengemasan botol 600 ml awalnya 286 detik dan setelah perbaikan menjadi 253 detik dengan mendapat usulan perbaikan jumlah tenaga kerja 7 yang memiliki tingkat efisiensi 77,14%, produksi pengemasan botol 1500 ml waktu baku awalnya 211 detik dan setelah perbaikan menjadi 162 detik dengan mendapat usulan penambahan jumlah tenaga kerja menjadi 8 yang memiliki tingkat efisiensi 78,09%, produksi pengemasan gelas 240 ml waktu baku awalnya 144 detik dan mendapatkan perbaikan menjadi 101 detik dengan mendapat usulan penambahan tenaga kerja menjadi 9 yang memiliki tingkat efisiensi 80,16%. Kata Kunci: Perencaan Jumlah Tenaga Kerja , Time Study, Tingkat Efisiensi, Waktu Baku ABSTRACT CV. Aydrate (Amsi) Sunan Drajat is engaged in Bottled Drinking Water (AMDK) business located in Lamongan Regency which produces thousands of products every day. With a plan to expand its marketers with the desire to increase production capacity, companies also need to pay attention to the number of workers to be able to accommodate this desire.To evaluate how many efficient workers, it is necessary to calculate the level of efficiency. The need for this research is to calculate the standard time (time study). Based on the results of this study, the results of the standard time in the production of 600 ml bottle packaging were initially 286 seconds and after improvement it became 253 seconds by getting a suggestion to improve the number of workers 7 which had an efficiency level of 77.14%, the production of packaging bottles of 1500 ml initial raw time 211 seconds and after the improvement it becomes 162 seconds with a proposal to increase the number of workers to 8 which has an efficiency level of 78.09%, the production of 240 ml glass packaging, the initial standard time is 144 seconds and gets improvement to 101 seconds with a proposal to increase the workforce to 9 has an efficiency level of 80.16%. Keywords: Planning Number of Workers, Time Study, Level of Efficiency, Standard Time
Transcript of Proceeding Seminar Nasional WALUYO JATMIKO 2021 …

Proceeding Seminar Nasional
WALUYO JATMIKO 2021
11
“ Peluang & Tantangan Industrialisasi Pasca Pandemi COVID-19 “
ISBN : 978-623-93261-8-0
PENENTUAN JUMLAH TENAGA KERJA BAGIAN PENGEMASAN AIR
MINUM BERDASARKAN PENGUKURAN WAKTU BAKU
DI CV. AIDRAT (AMSI) SUNAN DRAJAT
2
Ahmad A. Fathoni1)
dan Sunardi2)
1,2)Program Studi Teknik Industri, Fakultas Teknik
Universitas Pembangunan Nasional “Veteran” Jawa Timur e-mail: [email protected]
ABSTRAK
CV. Aidrat (Amsi) Sunan Drajat bergerak dalam usaha Air Minum Dalam Kemasan (AMDK) yang
terletak di Kabupaten Lamongan yang setiap harinya memproduksi ribuan produk. Adanya rencana
meluaskan pemasaranya, dengan keinginan meningkatkan kapasitas produksi maka perusahaan
juga perlu memperhatikan jumlah tenaga kerja untuk dapat mengakomodir keinginan tersebut.
Untuk mengevaluasi berapa jumlah tenaga kerja yang efisien maka perlu dilakukan perhitungan
tingkat efisiensi. Kebutuhan dalam penelitian ini yaitu menghitung waktu baku (time study).
Berdasarkan hasil penelitian ini maka didapatkan hasil waktu baku pada produksi pengemasan
botol 600 ml awalnya 286 detik dan setelah perbaikan menjadi 253 detik dengan mendapat usulan
perbaikan jumlah tenaga kerja 7 yang memiliki tingkat efisiensi 77,14%, produksi pengemasan
botol 1500 ml waktu baku awalnya 211 detik dan setelah perbaikan menjadi 162 detik dengan
mendapat usulan penambahan jumlah tenaga kerja menjadi 8 yang memiliki tingkat efisiensi
78,09%, produksi pengemasan gelas 240 ml waktu baku awalnya 144 detik dan mendapatkan
perbaikan menjadi 101 detik dengan mendapat usulan penambahan tenaga kerja menjadi 9 yang
memiliki tingkat efisiensi 80,16%.
Kata Kunci: Perencaan Jumlah Tenaga Kerja , Time Study, Tingkat Efisiensi, Waktu Baku
ABSTRACT
CV. Aydrate (Amsi) Sunan Drajat is engaged in Bottled Drinking Water (AMDK) business located
in Lamongan Regency which produces thousands of products every day. With a plan to expand its
marketers with the desire to increase production capacity, companies also need to pay attention to
the number of workers to be able to accommodate this desire.To evaluate how many efficient
workers, it is necessary to calculate the level of efficiency. The need for this research is to calculate
the standard time (time study). Based on the results of this study, the results of the standard time in
the production of 600 ml bottle packaging were initially 286 seconds and after improvement it
became 253 seconds by getting a suggestion to improve the number of workers 7 which had an
efficiency level of 77.14%, the production of packaging bottles of 1500 ml initial raw time 211
seconds and after the improvement it becomes 162 seconds with a proposal to increase the number
of workers to 8 which has an efficiency level of 78.09%, the production of 240 ml glass packaging,
the initial standard time is 144 seconds and gets improvement to 101 seconds with a proposal to
increase the workforce to 9 has an efficiency level of 80.16%.
Keywords: Planning Number of Workers, Time Study, Level of Efficiency, Standard Time

Proceeding Seminar Nasional
WALUYO JATMIKO 2021
12
“ Peluang & Tantangan Industrialisasi Pasca Pandemi COVID-19 “
ISBN : 978-623-93261-8-0
I. PENDAHULUAN
CV. Aidrat (Amsi) Sunan Drajat bergerak dalam usaha Air Minum Dalam Kemasan
(AMDK) yang terletak di Kabupaten Lamongan yang setiap harinya memproduksi ribuan
produk. Air Mineral Dalam Kemasan (AMDK) menjadi barang konsumsi yang sulit
dipisahkan dalam keseharian masyarakat apalagi perusahaan ini menyuplai masyarakat dan
santri-santri di berbagai pondok. Perusahaan air minum dalam kemasan ini sudah 10 tahun
berdiri dan memiliki keinginan melebarkan produknya ke kota-kota lainya. Adanya
rencana meluaskan pemasaranya maka perusahaan juga dituntut untuk dapat meningkatkan
kapasitas produksi dengan tetap memperhatikan tingkat efisiensi agar tidak mengalami
kerugian.
Keinginan meningkatkan kapasitas produksi maka perusahaan juga perlu
memperhatikan jumlah tenaga kerja untuk dapat mengakomodir keinginan tersebut.
Apakah dengan menambah tenaga kerja akan memiliki nilai efisiensi yang tinggi dari
sebelumnya atau sebaliknya. Berbicara mengevaluasi tenaga kerja yang perlu ditambah
yaitu bagian proses pengemasan air minum dikarenakan proses ini paling sibuk dan
membutuhkan penambahan tenaga kerja jika ingin meningkatkan kapasitas produksinya
Gambar 1.1
Grafik Jumlah Hasil Produksi pada Produk Botol 600 ml Tahun 2020-2021
Pada grafik tersebut menunjukan sering terjadi penurunan jumlah hasil produksi
yang dihasilkan oleh pekerja. Salah satu cara untuk meningkatkan produksi, perusahaan
perlu memperhatikan berapa jumlah tenaga kerja yang efisien. Maka perlu dilakukan
perhitungan tingkat efisiensi , produktifitas dan biaya pekerja perproduk untuk lebih
memudahkan dalam mengambil keputusan. Kebutuhan dalam penelitian ini yaitu
menghitung waktu baku (time study). Harapan dari penelitian ini dengan memberikan
rekomendasi perbaikan terkait jumlah tenaga kerja yang efisien dan perusahaan juga akan
mengetahui kapasitas produksi yang bisa dihasilkan dengan tetap memperhatikan tingkat
efisiensi , produktifitas dan biaya pekerja perproduk.

Proceeding Seminar Nasional
WALUYO JATMIKO 2021
13
“ Peluang & Tantangan Industrialisasi Pasca Pandemi COVID-19 “
ISBN : 978-623-93261-8-0
II. TINJAUAN PUSTAKA
A. Studi Waktu (Time Study)
Pengambilan waktu dengan menggunakan stopwatch atau studi waktu yang pada
awalnya diperkenalkan oleh Fredrick W. Taylor di tahun 1881, masih menjadi metode
yang paling banyak digunakan hingga sekarang. Prosedur studi waktu mencakup
menghitung waktu, contoh sampel kinerja seorang pekerja dan menggunakannya sebagai
standar. Menurut Heizer dan Render (2014) seorang pekerja yang terlatih dan
berpengalaman dapat menerapkan standar dengan delapan langkah berikut:
a. Definisikan pekerjaan yang akan diamati (setelah analisis metode dilakukan)
b. Bagi pekerjaan menjadi unsur-unsur yang tepat (bagian dari pekerjaan yang sering
membutuhkan tidak lebih dari beberapa detik)
c. Tentukan berapa kali akan dilakukan pengamatan (jumlah siklus atau sampel yang
dibutuhkan)
d. Hitung waktu dan catat waktu unsur serta tingkat kinerja
e. Hitung waktu pengamatan rata-rata. Waktu pengamatan rata-rata merupakan rata-
rata hitung waktu setiap unsur yang diukur disesuaikan terhadap pengaruh yang
tidak lazim untuk setiap unsur.
Pengukuran Isecara Ilangsung
Cara pengukurannya dilaksanakan secara langsung dengan mengamati secara
langsung pekerjaan yang dilakukan oleh pekerja dan mencatat waktu yang diperlukan oleh
pekerja dalam melakukan pekerjaannya dengan terlebih dahulu membagi operasi kerja
menjadi elemen elemen kerja yang sedetail mungkin dengan syarat masih bisa diamati dan
diukur. Dengan cara pengukuran langsung ini dapat menggunakan metode jam hent
(Stopwatch Time Study) dan sampling kerja (Work Sampling).
Pengukuran Waktu Secara Tidakilangsung
Cara ipengukurannya idengan imelakukan ipenghitungan iwaktu ikerja idimana
ipengamat itidak iberada idi itempat ipekerjaan iyang idiukur. iCara ipengukuran itidak
ilangsung iini idapat imenggunakan idata iwaktu ibaku i(Standar iData) idan idata iwaktu
igerakan i(Predetermined iTime iSystem). iOperator iyang idipilih iuntuk idilakukan
ipenelitian ihendaknya imemiliki iskill inormal isehingga isetelah ididapatkan iwaktu ibaku
idapat idiikuti ioleh iratarata ioperator ilain.

Proceeding Seminar Nasional
WALUYO JATMIKO 2021
14
“ Peluang & Tantangan Industrialisasi Pasca Pandemi COVID-19 “
ISBN : 978-623-93261-8-0
B. Standard Time
Menurut i(Sutanto, i2016) iWaktu istandar iatau ijuga idisebut iwaktu ibaku iini
iadalah iwaktu iyang idiperlukan ioleh iseorang ipekerja iyang ibekerja idalam itempo
iyang iwajar iuntuk imengerjakan isuatu itugas iyang ispesifik idalam isistem ikerja iyang
iterbaik. iWaktu istandar iini imerupakan idata ipenting idalam ipembagian ikerja idan
ipenentuan ijumlah istasiun ikerja iyang idirencanakan. iUntuk imenghitung iStandard
iTime idigunakan irumus i: 𝑆𝑡𝑎𝑛𝑑𝑎𝑟𝑡 𝑇𝑖𝑚𝑒 = 𝑁𝑜𝑟𝑚𝑎𝑙 𝑇𝑖𝑚𝑒 + (𝑁𝑜𝑟𝑚𝑎𝑙 𝑇𝑖𝑚𝑒 𝑥 % 𝐴𝑙𝑙𝑜𝑤𝑎𝑛𝑐𝑒)
(1)
Pengukuran iKerja idengan iJam iHenti i(Stopwatch iTime iStudy)
Pengukuran iwaktu ikerja idengan ijam ihenti i(Stopwacth iTime iStudy)
idiperkenalkan ipertama ikali ioleh iFrederick iW. iTaylor isekitar iabad ike-19 iyang ilalu.
iStopwatch itime istudy iini imerupakan isalah isatu icara ipengukuran ikerja ilangsung
iyang imerupakan iteknik ipengukuran ikerja idengan imenggunakan istopwatch isebagai
ialat ipengukur iwaktu iyang iditunjukkan idalam ipenyelesaian isuatu iaktifitas iyang
idiamati i(actual itime).iWaktu yang berhasil diukur dan dicatat kemudian kemudian
dimodifikasikan idengan mempertimbangkan tempo kerja operator dan
menambahkannyaidengan iallowances. iMetode iini iterutama isekali isangat icocok
idiaplikasikan iuntuk ipekerjaan-pekerjaan iyang iberlangsung isingkat idan iberulang-
ulang i(repetitive) i(Wignjosoebroto, i2003).
Secara igaris ibesar, ilangkah-langkah iuntuk ipelaksanaan ipengukuran iwaktu
ikerja idengan ijam ihenti i(Stopwacth iTime iStudy) iini idapat idiuraikan isebagai
iberikut:
1. Memilihioperatoridan idefinisi ipekerjaan iyang iakan iditeliti iuntuk diukur
waktunya. Catat isemua iinformasi iyang iberkaitan ierat dengan ipenyelesaian
ipekerjaan iseperti ilayout,ikarakteristik/spesifikasiimesin, jumlah ipekerja,
iperalatan ikerja dan lain-lain.
2. Bagi ioperasi ikerja idalam ielemen-elemen ikerja isedetail-detailnya itapi imasih
dalam ibatas ikemudahan iuntuk ipengukuran iwaktunya.
3. Amati, iukur, idan icatat iwaktu iyang idibutuhkan ioperator iuntuk imenyelesaikan
elemen-elemen ikerja itersebut. iTerdapat itiga imetode umum iyang idigunakan
dalam ipencatatan iwaktu iuntuk imengukur ielemen-elemen ikerja idengan

Proceeding Seminar Nasional
WALUYO JATMIKO 2021
15
“ Peluang & Tantangan Industrialisasi Pasca Pandemi COVID-19 “
ISBN : 978-623-93261-8-0
menggunakan imetode ijam ihenti i(Stopwacth iTime iStudy), iyaitu:
a. i Continuous iTiming i(pengukuran iwaktu isecara iterus imenerus)
Tombol istop-watch iditekan ipada isaat iawal ielemen ikerja idan iterus idibiarkan
iberjalan iselama iperiode istudi. i
b. Repetitive i(Snap-back iMethod)
Jarum ipenunjuk istop-watch iselalu idikembalikan ike iposisi inol isetiap ikali isatu
elemen kegiatan selesai dilaksanakan. iWaktu iyang idiamati idan idicatat iakan
imerupakan waktu iyang isebenarnya. iTime istudy ianalyst iakan ibisa imendeteksi
idengan imudah iadanya ivariasi iperbedaan iwaktu idari isetiap ielemen ikegiatan. i
c. Accumelative iTiming
Merupakan ikombinasi icara ipengukuran idengan imetoda icontinuous idan isnap-
back i(pengukuran idilaksanakan idengan imenggunakan idua iatau ilebih istop-
watch iyang ibekerja isecara ibergantian). I
Test iKeseragaman iData
Uji ikeseragaman idata idimaksudkan iuntuk imemperlihatkan ibahwa idua iatau
ilebih ikelompok idata isampel iberasal idari ipopulasi iyang imemiliki ivariansi iyang
isama. iData iyang idikatakan, iyaitu iberasal idari isistem isebab iyang isama ibila iberada
idiantara ikedua ibatas ikontrol, idan itidak iseragam, iyaitu iberasal idari isistem isebab
iyang iberbeda.
√∑ (𝑥 �̅�) 𝑛
(2) 𝐴 �̅�
(3) �̅�
(4)
Tes Kecukupan Data
Test kecukupan data dilakukan untuk mengetahui apakah data yang kita kumpulkan
sudah cukup. Idealnya sample diambil dalam jumlah yang banyak, tetapi mengingat faktor
waktu, biaya, tenaga, maka hal tersebut sulit dilakukan. Oleh karena itu digunakan istilah
kepastian yang diinginkan oleh pengamat berkenaan dengan sample yang diambil tersebut

Proceeding Seminar Nasional
WALUYO JATMIKO 2021
16
“ Peluang & Tantangan Industrialisasi Pasca Pandemi COVID-19 “
ISBN : 978-623-93261-8-0
(Wignjosoebroto, 2003). Jumlah pengamatan merupakan banyaknya data yang dibutuhkan
sesuai dengan tingkat ketelitian dan kepercayaan yang ditetapkan serta berdasarkan
persentase dari elemen kerja. Jika N‟ < N maka data dianggap cukup, jika N‟ > N data
diangap tidak cukup (kurang) dan perlu dilakukan penambahan data.
𝑛 √𝑛 ∑ (∑ ) ∑
(5)
Bila tingkat kepercayaan 99%, maka nilai k = 3
Bila tingkat kepercayaan 95%, maka nilai k = 2
Bila tingkat kepercayaan 68%, maka nilai k= 1.
Waktu iNormal i(Wn)
Waktu inormal iadalah iwaktu ipenyelesaian ipekerjaan iyang idiselesaikan ioleh ipekerja
dalam ikondsi iwajar idan ikemampuan irata-rata i(tidak icepat idan itidak ilambat).
Ketidaknormalan idari iwaktu ikerja iyang iterjadi ibisa idiakibatkan ioleh ioperator iyang
bekerja isecara ikurang iwajar iyaitu ibekerja idalam itempo iatau ikecepatan iyang itidak
sebagaimana imestinya.
Waktu iBaku i(Wb)
Waktu inormal iuntuk isuatu ielemen ioperasi ikerja iadalah isemata-mata iuntuk
menunjukan ibahwa isearang ioperator iyang iberkualitas ibaik iakan ibekerja
imenyelesaikan pekerjaan ipada ikecepatan iatau itempo ikerja iyang inormal. iWaktu
ibaku imerupakan waktu iyang idibutuhkan ioleh iseorang ipekerja iyang imemiliki
itingkat ikemampuan irata-rata iuntuk imenyelesaikan isuatu ipekerjaan. iPertimbangan
iwaktu ilonggar iantara ilain i: i
a. Kelonggaran iwaktu iuntuk ikebutuhan ipersonal i(Personal iAllowance). i
b. Kelonggaran iwaktu iuntuk imelepaskan ilelah i(Fatigue iAllowance). i
c. Kelonggaran iwaktu ikarena iketerlambatan i(Delay iAllowance). i
Waktu Normal = Waktu Siklus x P (1±Faktor
Penyesuaian)
(6)

Proceeding Seminar Nasional
WALUYO JATMIKO 2021
17
“ Peluang & Tantangan Industrialisasi Pasca Pandemi COVID-19 “
ISBN : 978-623-93261-8-0
Rumus iwaktu ibaku iadalah i: 𝑛 𝑥 𝑎𝑙𝑙𝑜𝑤𝑎𝑛𝑐𝑒 (7)
C. Tingkat Efisiensi
Penyeimbangan ilini imerupakan isuatu imetode ipenugasan isejumlah ipekerjaan
ike dalam istasiun-stasiun ikerja iyang isaling iberkaitan/berhubungan idalam isuatu
ilintasan atau ilini iproduksi isehingga isetiap istasiun ikerja imemiliki iwaktu iyang itidak
imelebihi iwaktu siklus idari istasiun ikerja itersebut. iMenurut iBoysen i(2007), iline
ibalancing imerupakan merupakan ipenyeimbangan ipenugasan ike istasiun ikerja iuntuk
imeminimumkan banyaknya ijumlah istasiun ikerja idan imeminimumkan iidle itime ipada
isemua istasiun kerja.
Balance delay
Balance delay adalah rasio antara waktu menganggur (idle time) dalam lintasan perakitan
dengan waktu yang tersedia. Balance delay dari lini perakitan dapat dihitung dengan rumus
berikut: 𝑛 𝑇 ∑ 𝑡𝑖 (𝑛 𝑇 ) 𝑥
(8)
Efisiensi lini (Line efficiency)
Efisiensi lini adalah rasio antara waktu yang digunakan dengan waktu yang
tersedia. Pendistribusian elemen kerja yang ada membentuk stasiun kerja dilakukan
berdasarkan waktu siklus. Efisiensi lini dapat dihitung dengan rumus berikut: 𝑇 𝑇 𝑛
atau TE = 𝑎𝑙𝑎𝑛𝑐𝑒 𝑑𝑒𝑙𝑎𝑦
(9)
D. Produktivitas Pekerja
Semakin itinggi iproduktivitas ikerja ikaryawan idalam iperusahaan, iberarti ilaba
iperusahaan idan iproduktivitas iakan imeningkat. iInternational ilabour iorganization i(ilo)
iyang idikutip ioleh iMalayu is.p ihasibuan i(2005: i127) imengungkapkan ibahwa isecara
ilebih isederhana imaksud idari iproduktivitas iadalah iperbandingan isecara iilmu ihitung

Proceeding Seminar Nasional
WALUYO JATMIKO 2021
18
“ Peluang & Tantangan Industrialisasi Pasca Pandemi COVID-19 “
ISBN : 978-623-93261-8-0
iantara ijumlah iyang idihasilkan idan ijumlah isetiap isumber iyang idipergunakan iselama
iproduksi iberlangsung. 𝑟𝑜𝑑 𝑡𝑖 𝑖𝑡𝑎 𝑝𝑎𝑟 𝑖𝑎𝑙 𝑎 𝑖𝑙 𝑝𝑎𝑟 𝑖𝑎𝑙 𝑎 𝑎𝑛 𝑡𝑜𝑡𝑎𝑙
(10)
Pengukuran produktivitas kerja meliputi kuantitas kerja, kualitas kerja dan ketepatan
waktu:
1. Kuantitas kerja
2. Kualitas kerja
3. Ketepatan waktu
III. METODE PENELITIAN
Dalam penelitian penentuan jumlah tenaga kerja berdasarkan waktu baku ini
dilaksanakan melalui langkah-langkah pemecahan masalah sebagai berikut:
Gambar 3.1
Langkah-langkah Penyelesaian
Mulai
Pengumpulan Data Waktu Tiap Stasiun Kerja dengan
Pengukuran Menggunakan Stopwatch
Uji Kesragaman Data
Uji Kecukupan Data
Menghitung Tingkat Efisiensi Lintasan Produksi (TEn)
Ya Tidak
Menetapkan perfomance rating & allowance
Menghitung Waktu Baku
Menghitung Tingkat Efisiensinya Setelah
Ditambahkan n+1 (TEn+1)
n +1
Jumlah Pekerja Optimal Kemasan Botol 600 ml,
Botol 1500 ml dan Gelas 240 ml
Total Kebutuhan Air
TE(n+1) > TEn
Menghitung Kebutuhan Air
A
Menghitung Kapasitas Produksi

Proceeding Seminar Nasional
WALUYO JATMIKO 2021
19
“ Peluang & Tantangan Industrialisasi Pasca Pandemi COVID-19 “
ISBN : 978-623-93261-8-0
IV. HASIL DAN PEMBAHASAN
A. Perhitungan Waktu Baku
Berikut ini merupakan hasil data waktu pengamatan yang dilakukan pada masing-
masing stasiun kerja dan dilakukan perhitungan waktu baku kecuali stasiun kerja yang
diproses dengan mesin. Dibawah ini contoh perhitungan manual waktu baku dari
pengemasan produk botol 600 ml. 𝑎 𝑡 𝑎 = 57 𝑥 100% 100%−14% = 67 detik
Tabel 1
Perhitungan Waktu Baku Pengemasan Botol 600 ML
Sumber : Data Primer Diolah
Lintasan
Produksi
Stasiun Kerja Allowance WN WB
Pengemasan
Botol 600
ml
Pemberian Label (B1) 0,14 57 67
Pembersihan Botol
(B2)
0,15 46 54
Pengisian dan
penutupan botol (B3)
- - 39
Pemanasan Botol (B4) - - 25
Pengemasan botol
kedalam kardus ,
pengeleman kardus
dan pemberian tanggal
kadaluarsa (B5)
0,22 41 53
Pengemasan kardus
kedalam palet (B6)
0,21 29 37
Kesimpulan dan Saran
Hasil dan Pembahasan
TKA < 45.000L
Ya
Menambah
Produksi
Air
Selesai
A

Proceeding Seminar Nasional
WALUYO JATMIKO 2021
20
“ Peluang & Tantangan Industrialisasi Pasca Pandemi COVID-19 “
ISBN : 978-623-93261-8-0
Tabel 2
Perhitungan Waktu Baku Pengemasan Botol 1500 ML
Sumber : Data Primer Diolah
Tabel 3
Perhitungan Waktu Baku Pengemasan Gelas 240 ML
Sumber : Data Primer Diolah
B. Perhitungan Tingkat Efisiensi
Perhitungan tingkat efisiensi digunakan untuk mengetahui berapa tingkat
keseimbangan antara jumlah tenaga kerja dengan produk yang dihasilkan, sehingga
nantinya dapat mudah menentukan berapa tenaga kerja yang memilki tingkat efisiensi yang
tinggi. Perhitungan ini diawali dengan memilih waktu baku dari stasiun kerja yang terbesar
dan kemudian dibagi setengah lalu dihitung tingkat efisiensinya. Perhitungan ini dilakukan
sampai ke stasiun kerja yang tidak bisa di perbaiki dikarenakan mesinya bersifat otomatis /
Lintasan
Produksi
Stasiun Kerja Allowance WN WB
Pengemasan
Botol 1500
ml
Pemberian Label (B1) 0,14 45 52
Pembersihan Botol
(B2)
0,15 30 35
Pengisian dan
penutupan botol (B3)
- - 32
Pemanasan Botol (B4) - - 24
Pengemasan botol
kedalam kardus ,
pengeleman kardus
dan pemberian tanggal
kadaluarsa (B5)
0,27 34 47
Pengemasan kardus
kedalam palet (B6)
0,23 16 20
Lintasan
Produksi
Stasiun Kerja Allowance WN WB
Pengemasan
Gelas 240
ml
Pengisian Air
Kemasan (G1)
0,13 25 29
Pemberian Label (G2) - - 18
Pemberian Tanggal
Kadaluarsa (G3)
0,11 18 21
Pengemasan gelas
kedalam kardus (G4)
0,22 25 33
Pengecekan akhir dan
pengeleman kardus
(G5)
0,2 14 19
Pengemasan kardus
kedalam palet (G6)
0,21 19 24

Proceeding Seminar Nasional
WALUYO JATMIKO 2021
21
“ Peluang & Tantangan Industrialisasi Pasca Pandemi COVID-19 “
ISBN : 978-623-93261-8-0
mesin. Berikut perhitungan manual tingkat efisiensi dengan melakukan perbaikan pada
lintasan produksi pengemasan air minum botol 600 ml.
TE =
=
𝑛 𝑇 ∑ 𝑡𝑖 (𝑛 𝑇 ) 𝑥
100 - D ( ) 𝑥
100 - 28,86
71,14 %
Tabel 4
Perhitungan Tingkat Efisiensi Pengemasan Botol 600 ML
Sumber : Data Primer Diolah
Pada tabel 4 ini menunjukan bahwa tingkat efisiensi yang paling tinggi pada jumlah
pekerja 7 atau ditambah satu pada stasiun kerja pemasangan label
Stasiun Kerja Jumlah
Pekerja
WB TE
(%)
Jumlah
Pekerja
WB TE (%)
B1 2 33,5
65,72
2 33,5
76,5
B2 2 27 2 27
B3 1 39 1 39
B4 1 25 1 25
B5 1 53 2 26,5
B6 1 37 1 37
Total 8 214 9 187
Stasiun Kerja Jumlah
Pekerja
WB TE
(%)
Jumlah
Pekerja
WB TE (%)
B1 2 33,5
65,72
2 33,5
76,5
B2 2 27 2 27
B3 1 39 1 39
B4 1 25 1 25
B5 1 53 2 26,5
B6 1 37 1 37
Total 8 214 9 187

Proceeding Seminar Nasional
WALUYO JATMIKO 2021
22
“ Peluang & Tantangan Industrialisasi Pasca Pandemi COVID-19 “
ISBN : 978-623-93261-8-0
Tabel 5
Perhitungan Tingkat Efisiensi Pengemasan Botol 1500 ML
Sumber : Data Primer Diolah
Pada tabel 5 ini menunjukan hasil bahawa tingkat efisiensi paling tinggi yaitu pada
jumlah pekerja sebanyak 8 atau ditambah masing-masing satu di bagian pemasangan label
dan pengemasan botol kedalam kardus.
Tabel 6
Perhitungan Tingkat Efisiensi Pengemasan Gelas 240 ML
Sumber : Data Primer Diolah
Stasiun Kerja Jumlah
Pekerja
WB TE (%) Jumlah
Pekerja
WB TE (%)
B1 1 52
67,63
2 26
65,6
B2 1 47 1 35
B3 1 35 1 33
B4 1 33 1 24
B5 1 47 1 47
B6 1 20 1 20
Total 6 201 7 175
Stasiun Kerja Jumlah
Pekerja
WB TE (%) Jumlah
Pekerja
WB TE (%)
B1 2 26
77,14
2 26
75,76
B2 1 35 2 17,5
B3 1 33 1 33
B4 1 24 1 24
B5 2 23,5 2 23,5
B6 1 20 1 20
Total 8 152 9 135
Stasiun
Kerja
Jumlah
Pekerja
WB TE (%) Jumlah
Pekerja
WB TE
(%)
Jumlah
Pekerja
WB TE
(%)
G1 1 29
72,22
1 29
73
2 15
79,1
7
G2 1 18 1 18 1 18
G3 1 21 1 21 1 21
G4 1 33 2 17 2 17
G5 1 19 1 19 1 19
G6 1 24 1 24 1 24
Total 6 143 7 127 8 114
Stasiun
Kerja
Jumlah
Pekerja
WB TE (%) Jumlah
Pekerja
WB TE
(%)
Jumlah
Pekerja
WB TE
(%)
G1 2 15
80,95
2 15
80,95
2 15
80,7
G2 1 18 1 18 1 18
G3 1 21 2 11 2 11
G4 2 17 2 17 2 17
G5 1 19 1 19 1 19
G6 2 24 2 12 2 12
Total 9 102 10 92 11 83

Proceeding Seminar Nasional
WALUYO JATMIKO 2021
23
“ Peluang & Tantangan Industrialisasi Pasca Pandemi COVID-19 “
ISBN : 978-623-93261-8-0
Pada tabel 6 ini yang memiliki tingkat efisiensi paling tinggi adalah jumlah tenaga
kerja sebanyak 9 atau menambah sebanyak masing-masing satu pada stasiun kerja
pengisian air, pengemasan gelas kedalam kardus dan pengemasan kardus kedalam palet.
Penentuan Jumlah Tenaga
Setelah melakukan perhitungan tingkat efisiensi dengan melakukan penambahan tenaga
kerja dan dengan evaluasi waktu bakunya maka selanjutnya menentukan mana yang
jumlah tenaga kerja dinilai efisien. Berikut dibawah ini juga sebagai perbandingan untuk
memberikan usulan rekomenadasi yang baik maka dilakukan perhitungan jumlah kapasitas
perhari yang dihasilkan , produktifitas dan biaya pekerja perkardus.
Kapasitas perhari
Produktifitas Pekerja
Jumlah Gaji Pekerja
Biaya Pekerja / Kardus
= =
= 467 kardus
=
=
= 66,7
= Jumlah Pekerja x Gaji Pekerja
= 7 x Rp. 2.500.000,00
= Rp. 17.500.000,00
=
=
= Rp. 1.500,00

Proceeding Seminar Nasional
WALUYO JATMIKO 2021
24
“ Peluang & Tantangan Industrialisasi Pasca Pandemi COVID-19 “
ISBN : 978-623-93261-8-0
Tabel 7
Penentuan Jumlah Tenaga Kerja
Sumber : Data Primer Diolah
Perhitungan Kebutuhan Bahan Baku Air
Setelah menentukan berapa jumlah tenaga kerja yang dinilai efisien kemudian hal tersebut
memengaruhi penambahan kapasitas produksi yang bisa dihasilkan tiap harinya. Dengan
bertambahnya kapasitas produksinya maka bertambah juga kebutuhan bahan baku air. Jika
perhitunganya cukup maka penambahan jumlah kebutuhan ini bisa digunakan.
Sisan Bahan = Jumlah Persediaan Bahan Baku Air – Total Kebutuhan Air
= 45.000 - 33.504
= 11.496 Liter
Tabel 8
Perhitungan Kebutuhan Bahan Baku Air
Sumber : Data Primer Diolah
No Lintasan Produksi Kapasitas
Tandon
Bahan Baku
(Liter)
Kebutuhan Air Setelah
Pebaikan Jumlah
Pekerja/hari (Liter)
1 Pengemasan Botol 600 ml
45.000
9.305
2 Pengemasan Botol 1500 ml 12.960
3 Pengemasan Gelas 240 ml 13.824
Total Kebutuhan Air 36.089
Sisa Air 8.911

Proceeding Seminar Nasional
WALUYO JATMIKO 2021
25
“ Peluang & Tantangan Industrialisasi Pasca Pandemi COVID-19 “
ISBN : 978-623-93261-8-0
V. KESIMPULAN
Berdasarkan pengolahan data hasil pengamatan menunjukan bahwa untuk proses
pengemasan botol 600 ml didapatkan rekomendasi jumlah tenaga kerja yang efisien ,
produktifitas tertinggi, dan biaya produksi tenaga kerja yang murah adalah sebanyak 9,
memiliki tingkat efisiensi 76,5 %, jumlah waktu baku 179 detik , produktifitas sebesar
71,8, biaya produksi tenaga kerja Rp.1.393,00 dan menghasilkan produk sebanyak 646
kardus. Untuk proses pengemasan botol 1500 ml didapatkan rekomendasi jumlah tenaga
kerja yang efisien , produktifitas tertinggi, biaya produksi tenaga kerja yang murah adalah
sebanyak 8, memiliki tingkat efisiensi 77,14% , jumlah waktu baku 162 detik ,
produktifitas sebesar 90, biaya produksi tenaga kerja Rp. 1.111,00 dan menghasilkan
produk sebanyak 720 kardus. Kemudian pada proses pengemasan gelas 240 ml didapatkan
rekomendasi jumlah tenaga kerja yang efisien , produktifitas tertinggi, dan biaya produksi
tenaga kerja yang murah adalah sebanyak 9, memiliki tingkat efisiensi 80,95 %, jumlah
waktu baku 102 detik produktifitas sebesar 133,3, dan biaya produksi tenaga kerja Rp. 750
dan menghasilkan produk sebanyak 1.200. Dan semua produk membutuhkan bahan baku
air sebanyak 36.089 liter sedangkan persediaan bahan baku air sebanyak 45.000 L artinya
bahan baku tersebut masih sisa dan biasanya digunakan untuk produk galon.
DAFTAR PUSTAKA
Afiani, Rahmi dan Darmito Pujotomo. 2017. Penentuan Waktu Baku Dengan metode
Stopwatch Time Study Studi Kasus CV. Mans Group. Jurnal Teknik Industri.
Diniaty, Dewi dan Irna Ariska, 2017. Penentuan Jumlah Tenaga Kerja Berdasarkan Waktu
Standar Dengan Metode Work Sampling Di Stasiun Repair Overhoul Gearbox
Farrel, M.J. 1957. The Measurement of Productive Efficiency. Journal of The Royal
Statistical Society 120 (series A), Page : 253-281 dalam Sengupta, Jati K : 2000.
Quality and Efficiency. Economic Modelling. Vol 17. 2000, page : 193- 207.
Farrel, M. James, Fieldhouse, M; 1962, ”Estimating Efficient Production Function Unit Increasing Return To Scale”, Journal Of Royal Statistical Society, Volume 120.
Fitriadi, 2018. Penentuan Jumlah Tenaga Kerja Optimal Melalui Pengukuran Waktu Baku
Dengan Menggunakan Metode Stopwatch Time Study Pada Pembuatan Batu Bata
Press. (Studi Kasus UD. Tiga Setangkai Kabupaten Nagan Raya)
Hasibuan, Malayu S.P, 1984, Manajemen dasar, pengertian dan masalah, Jakarta: Penerbit
Gunung Agung.Jakarta

Proceeding Seminar Nasional
WALUYO JATMIKO 2021
26
“ Peluang & Tantangan Industrialisasi Pasca Pandemi COVID-19 “
ISBN : 978-623-93261-8-0
Hasibuan, Malayu S.P. 2005 . “Manajemen Sumber Daya Manusia”, Edisi Revisi. Bumi Aksara: Jakarta
Heizer dan Render. 2014 . “Manajemen Operasi”. Jakarta: Salemba Empat.
Indah, Susantun, 2000, “Fungsi Keuntungan Cobb-Doughlas Dalam Pendugaan Efisiensi
Ekonomi Relatif”, Jurnal Ekonomi Pembangunan, Rajawali Pers, Jakarta.
Kost, Fremont. E, and Rosenwig, James. E., 1979, Organization and Management;A
System and Contingency Approach McGraw-Hill Inc, United states.
Kusnendi. (2003). Ekonomi Sumber Daya Manusia. Jakarta: PPUT.
Kuswadi, 2007, Analisis Keekonomian Proyek, PT.Andi, Yogyakarta.
Mulyadi. 2007. Sistem Perencanaan dan Pengendalian Manajemen. Jakarta: Salemba
Empat. Michael James Farrel (1957).
Nicholson, W. 1998. Microeconomic Theory: Basic Principles and Extentions. Seventh
Edition. The Dryden Press. Foft Worth.
Nurmianto, Eko. 2004 . “Ergonomi: Konsep Dasar dan Aplikasinya. Guna Widya. Surabaya.
Payaman, J. Simanjuntak. 1985. Pengantar Ekonomi Sumber Daya Manusia.
Putti, Joseph P. (1993). Understandig Productivity. Singapore : Federal Publication..
Pradana, Aditya Yuda, 2020. Analisis Pengukuran Waktu Kerja Dengan Stopwatch Time
Study Untuk Meningkatkan Target Produksi Di PT. Pyramid Glass Industry. Jurnal
Teknik Industri.
Ritaudin, Isnaini. (2015). Analisis Efisiensi dan Produktivitas dari LPTK di Indonesia.
Jurnal Elektronik Pendidikan Teknik Elektronika. Edisi 4, Volume 4, Nomor 7,
September-Oktober 2015.
Simamora, Henry. 2004. Manajemen Sumber Daya Manusia. Yogyakarta: STIE YKPN.
Sinungan, Muchdarsyah. (2003). Produktivitas Apa dan Bagaimana. Bandung: Bumi
Aksara.
Soekartawi. 2003. Teori Ekonomi Produksi dengan Pokok Bahasan Analisis Cobb-
Douglas. Jakarta : PT RajaGrafindo Persada. 250 hal.
Soekartawi. 1990. Teori Ekonomi Produksi Dengan Pokok Bahasan Analisis Fungsi Cobb-
Douglas. Rajawali. Jakarta.
Suroso, Hastawati Chrisna dan Yulvito, 2020. Analisa Pengukuran Waktu Kerja Guna
Menentukan Jumlah Karyawan Packer di PT. Sinarmas Tbk. Jurnal Teknik Industri.
Susanto, Ahmad. (2016). Teori Belajar dan Pembelajaran. Jakarta: Prenada Media Group.
Taylor. Frederick Winslow, (2006) "The Principles of Scientific Management", Cosimo.
New York.
The Liang Gie. 1981. “Administrasi Perkantoran Modern”. Yogyakarta: Nur Cahaya, Cetakan kedua.
Wignjosoebroto, Sritomo. 2003. Pengantar Teknik dan Manajemen Industri. Guna Widya.
Surabaya.