Presentazione -...
66
1 Corso teorico-pratico programmazione PLC • Presentazione – Scopo del corso • Acquisire conoscenze di base alla programmazione di PLC orientati al controllo di macchine industriali, sistemi, processi... • Approccio “progettuale” – Prerequisiti • Conoscenze generali di Elettrotecnica • Comprensione Schemi Funzionali • Utilizzo del Personal Computer
-
Upload
phungthien -
Category
Documents
-
view
228 -
download
1
Transcript of Presentazione -...
1
Corso teorico-pratico programmazione PLC
• Presentazione– Scopo del corso
• Acquisire conoscenze di base alla programmazione di PLC orientati al controllo di macchine industriali, sistemi, processi...
• Approccio “progettuale”– Prerequisiti
• Conoscenze generali di Elettrotecnica• Comprensione Schemi Funzionali• Utilizzo del Personal Computer
2
Corso teorico-pratico programmazione PLC
• Organizzazione generale del corso– Orari: Lunedì – Martedì dalle ore 19 alle 20 – Contatti: per.ind.Giulio Bernardinello
– Struttura lezioni• Parte introduttiva (teorica)• Parte progettazione/programmazione (teorico -pratica)
3
Corso teorico-pratico programmazione PLC
• Introduzione– Cenni storici
• Necessità di realizzare processi produttivi, di controllo, regolazione e comando senza l'intervento umano.
– Rivoluzione industriale (meccanica-pneumatica)• Circuiti pneumatici (aria compressa, tubo rame,..)
– Elettrotecnica (relè)• Logica cablata con tecnologia elettrica (relè,temporizzatori,ecc.).
– Rivoluzione elettronica (transistor, diodi)• Transistor, componente inventato nel 1945 nei laboratori Bell.• Logica cablata con tecnologia elettronica analogica
– Rivoluzione digitale (microprocessori)• Logica programmabile basata su calcolatori elettronici (PLC)
4
Corso teorico-pratico programmazione PLC
• Introduzione– Cenni storici – Rivoluzione digitale
• Il termine digitale deriva dal termine inglese digit (cifra), per il fatto che i calcolatori elettronici operano mediante l'elaborazione di quantità numeriche elementari, i bit.
• 1968 - documento di specifica della General Motors nel quale si elencano le caratteristiche che avrebbero dovuto avere i controllori di nuova generazione:
– Facilità di programmazione e riprogrammazione, possibilmente anche sull’impianto;
– Facilità di manutenzione (modularità);– Dimensioni ridotte;– Costi competitivi.
– Metà anni 70 - primo PLC basato su microprocessore prodotto dallaAllen-Bradley
5
Corso teorico-pratico programmazione PLC
• Introduzione– Algebra di Boole
• George Boole matematico inglese vissuto nell'800• Algebra booleana tratta variabili binarie che possono assumere solo due
valori (0,1) , denominata bit (dall'inglese "binary unit");• Circuiti elettronici: sistemi sono caratterizzati da grandezze fisiche
(segnali) che assumono due gamme distinte di livelli logici H (alto) L (basso) ai quali è spontaneo far corrispondere i valori 0 e 1 detti stati logici;
• Elettrotecnica ElettronicaRelè eccitato Bit = 1 (Vero)Relè diseccitato Bit = 0 (Falso)Collegamento in serie di contatti Logica ANDCollegamento in parallelo Logico OR
6
Corso teorico-pratico programmazione PLC
• Introduzione– Algebra di Boole
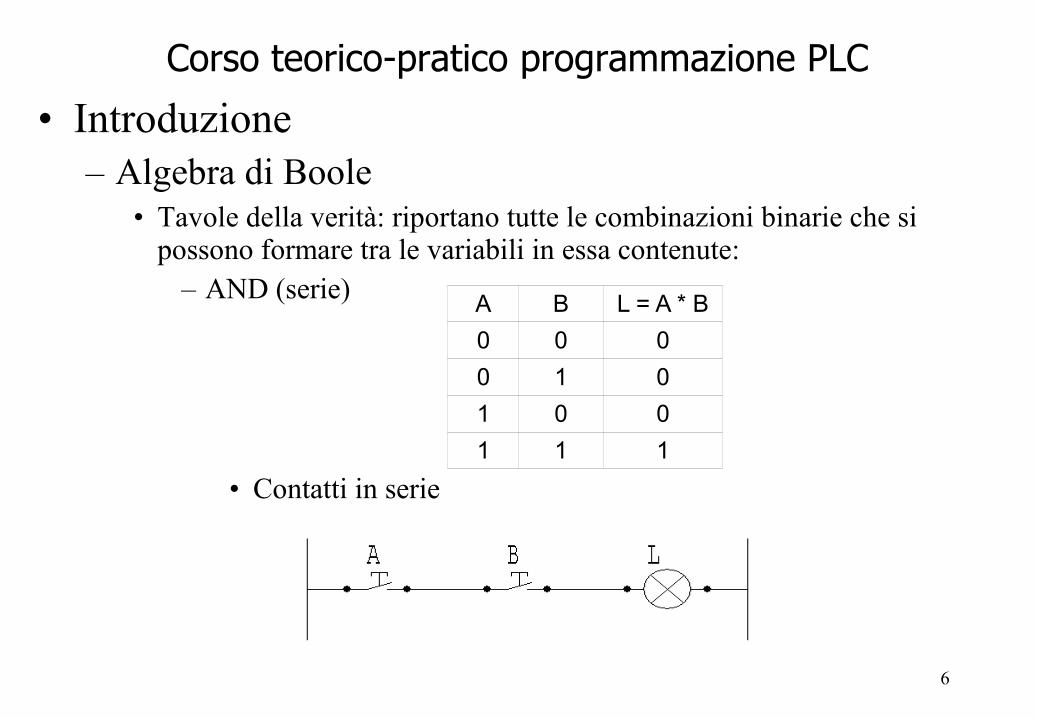
• Tavole della verità: riportano tutte le combinazioni binarie che si possono formare tra le variabili in essa contenute:
– AND (serie)
• Contatti in serie
A B L = A * B0 0 00 1 01 0 01 1 1
7
Corso teorico-pratico programmazione PLC
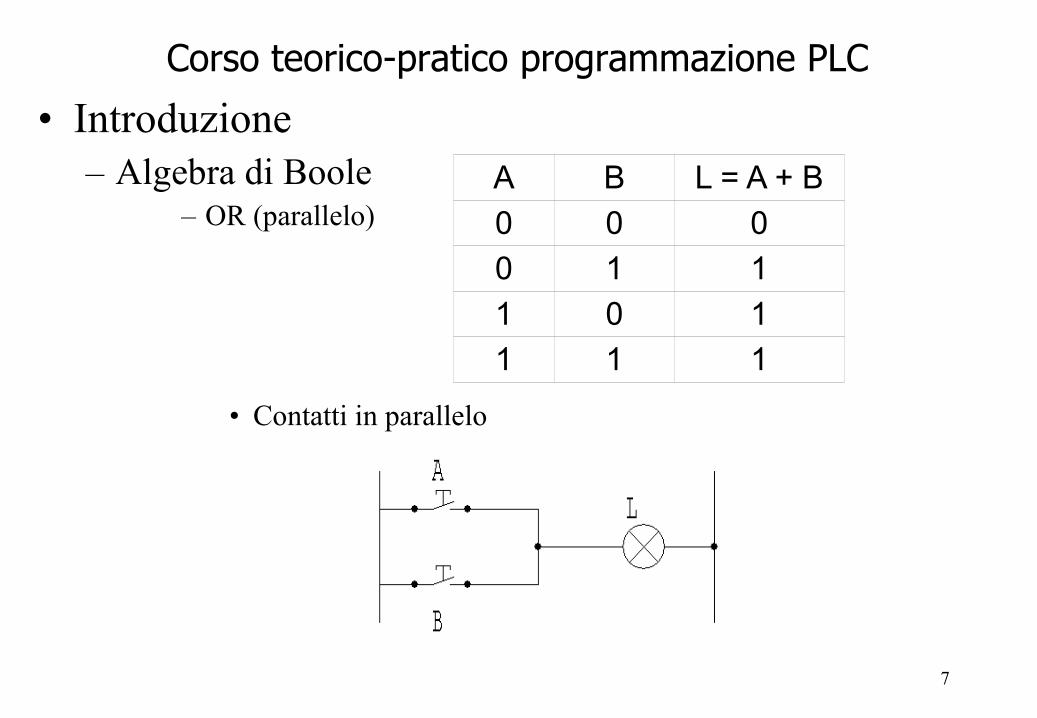
• Introduzione– Algebra di Boole
– OR (parallelo)
• Contatti in parallelo
A B L = A + B0 0 00 1 11 0 11 1 1
8
Corso teorico-pratico programmazione PLC
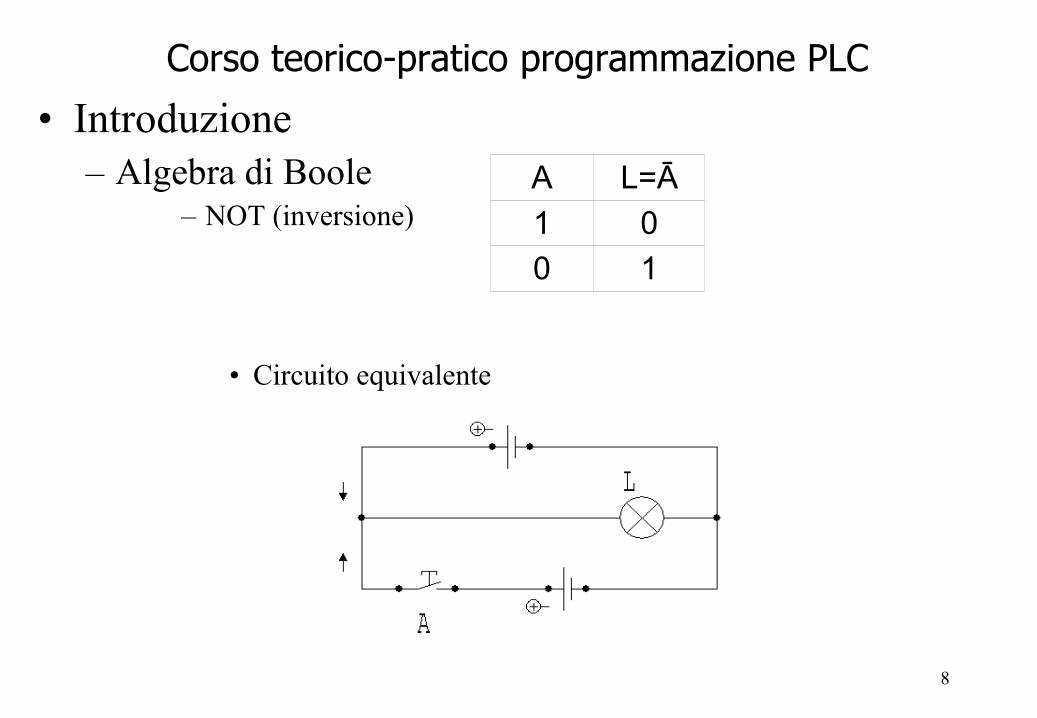
• Introduzione– Algebra di Boole
– NOT (inversione)
• Circuito equivalente
A L=Ā1 00 1
9
Corso teorico-pratico programmazione PLC
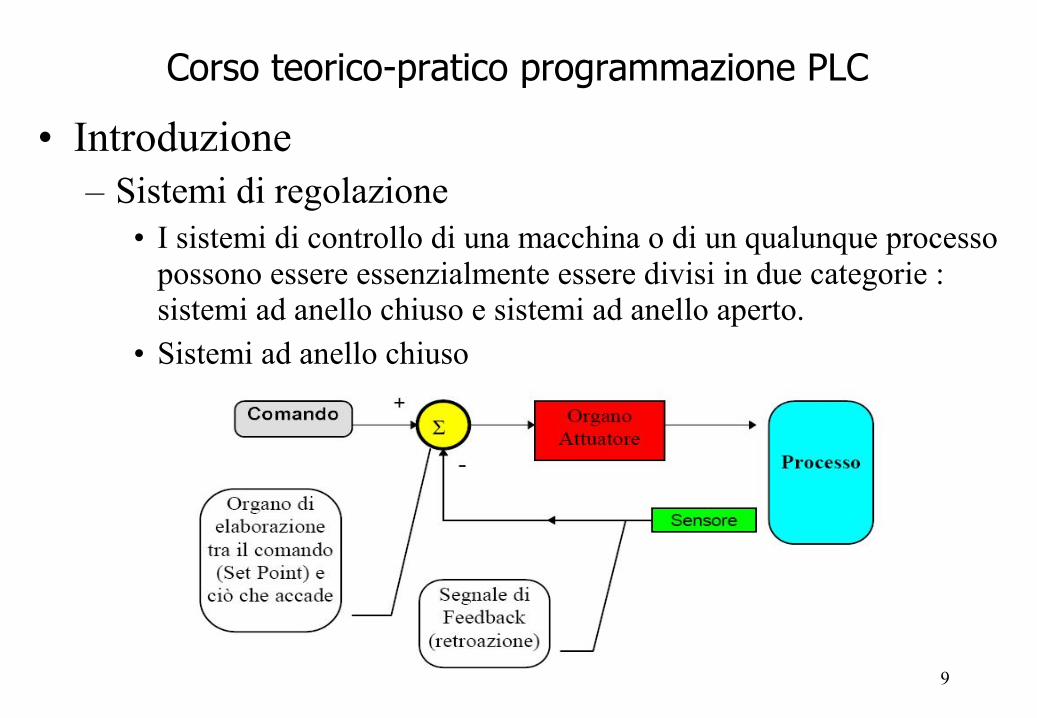
• Introduzione– Sistemi di regolazione
• I sistemi di controllo di una macchina o di un qualunque processo possono essere essenzialmente essere divisi in due categorie : sistemi ad anello chiuso e sistemi ad anello aperto.
• Sistemi ad anello chiuso
10
Corso teorico-pratico programmazione PLC
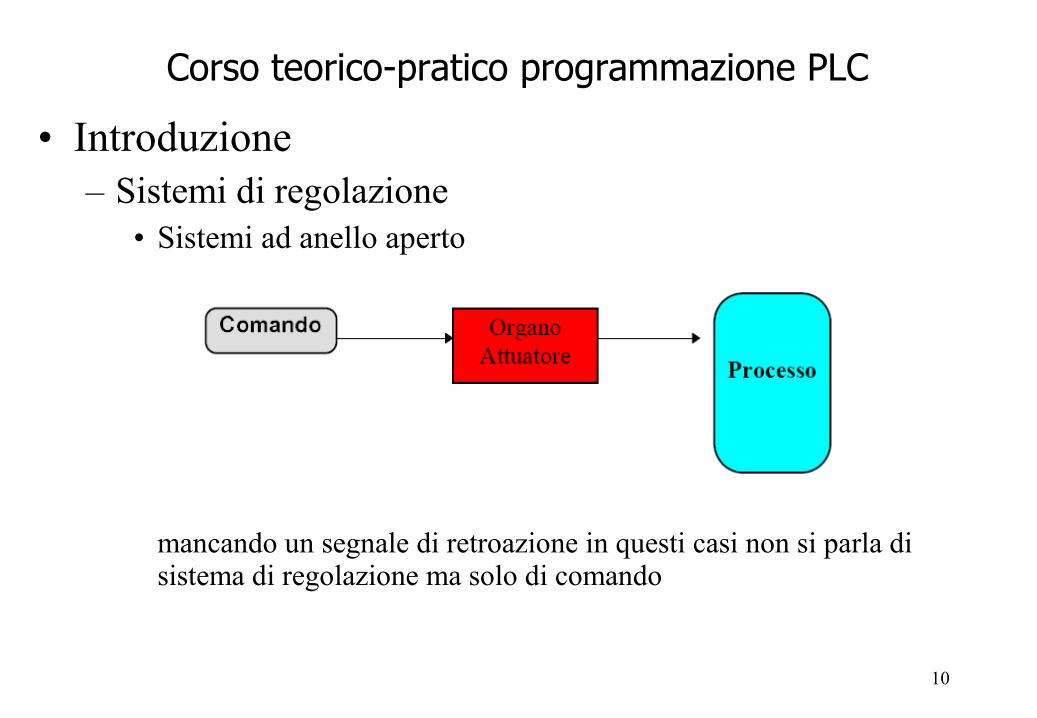
• Introduzione– Sistemi di regolazione
• Sistemi ad anello aperto
mancando un segnale di retroazione in questi casi non si parla di sistema di regolazione ma solo di comando
11
Corso teorico-pratico programmazione PLC
• Hardware - concetti base– Definizioni (IEC – Comitato Elettrotecnico Internazionale)
• PLC:Controllore a Logica Prgrammabile è un sistema elettronico digitale destinato all’uso in ambito industriale che utilizza una memoria programmabile per l’archiviazione del programma utente orientato al controllo di macchine e processi.
• Sistema PLC: è una configurazione realizzata dall’utilizzatore formata da un PLC e dalle periferiche associate, necessarie al sistema automatizzato previsto.
– In questo corso il termine PLC verrà utilizzato per indicare sia un PLC che un Sistema PLC.
12
Corso teorico-pratico programmazione PLC
• Hardware - concetti base– Configurazione minima per un PLC:
• Telaio o armadio (rack);• Modulo alimentatore; • Modulo microprocessore;• Modulo di ingresso e uscita;• Terminale di programmazione.
– Tipologie • PLC compatti:
– per sistemi semplici (circa 40 I/O)– Unico dispositivo fisico contentente tutti i componenti
13
Corso teorico-pratico programmazione PLC
• Hardware - concetti base– Tipologie
• PLC compatti:
14
Corso teorico-pratico programmazione PLC
• Hardware - concetti base– Tipologie
• PLC modulari– Sistemi complessi– Architettura a bus (proprietario):
• una maggiore capacità di elaborazione; • una capacità di trattare un numero elevato di ingressi e
uscite; • la possibilità di comunicare attraverso reti informatiche; • la possibilità di realizzare interfacce uomo-macchina
complesse (SCADA)
15
Corso teorico-pratico programmazione PLC
• Hardware - concetti base• PLC modulari
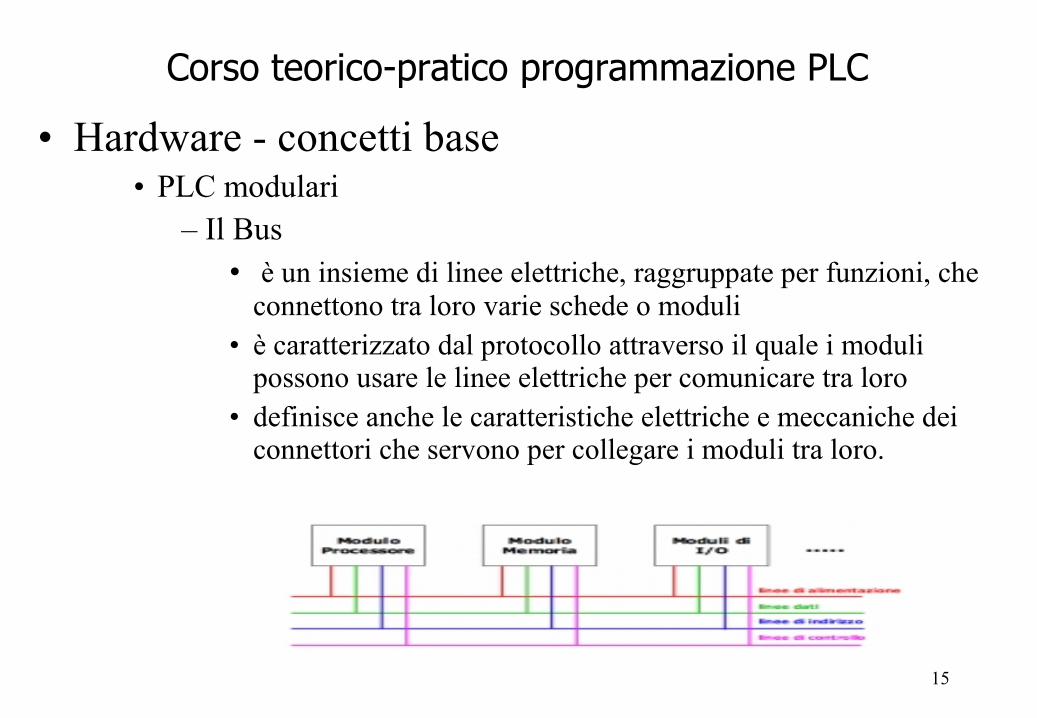
– Il Bus• è un insieme di linee elettriche, raggruppate per funzioni, che
connettono tra loro varie schede o moduli• è caratterizzato dal protocollo attraverso il quale i moduli
possono usare le linee elettriche per comunicare tra loro• definisce anche le caratteristiche elettriche e meccaniche dei
connettori che servono per collegare i moduli tra loro.

16
Corso teorico-pratico programmazione PLC
• Hardware - concetti base– Tipologie
• PLC modulari
17
Corso teorico-pratico programmazione PLC
• Hardware – Modulo microprocessore (CPU)
• Rappresenta il cuore di un sistema PLC• La CPU compie operazioni logiche e matematiche, contenute nel
programma utente;• Programma : elenco di operazioni che deve compiere la CPU;• La CPU esegue anche istruzioni della logica binaria (AND,OR..)
può essere utilizzato per elaborare segnale elettrici e comandare delle macchine;
• Conseguenza: Ogni schema funzionale può essere tradotto in una sequenza di istruzioni per un microprocessore.
18
Corso teorico-pratico programmazione PLC
• Hardware – Modulo microprocessore (CPU) - Memoria
• La CPU è dotata di una serie di memorie:– la memoria ROM (Read Only Memory) -
• Contiene il Firmware (Sistema Operativo) del PLC;• Non modificabile.
– la memoria RAM (Random Access Memory)• La CPU pone i dati del programma utente;• Memoria di tipo volatile.
19
Corso teorico-pratico programmazione PLC
• Hardware – Modulo microprocessore (CPU) - Memoria
– la memoria EEPROM (Elettrically Erasable Programmable Read Only Memory)
• viene memorizzato il programma dell’utente;• Memoria non volatile;• Aggiornamento tramite opportuni impulsi elettrici;• Mantenimento del programma utente in qualsiasi
condizione di funzionamento.
20
Corso teorico-pratico programmazione PLC
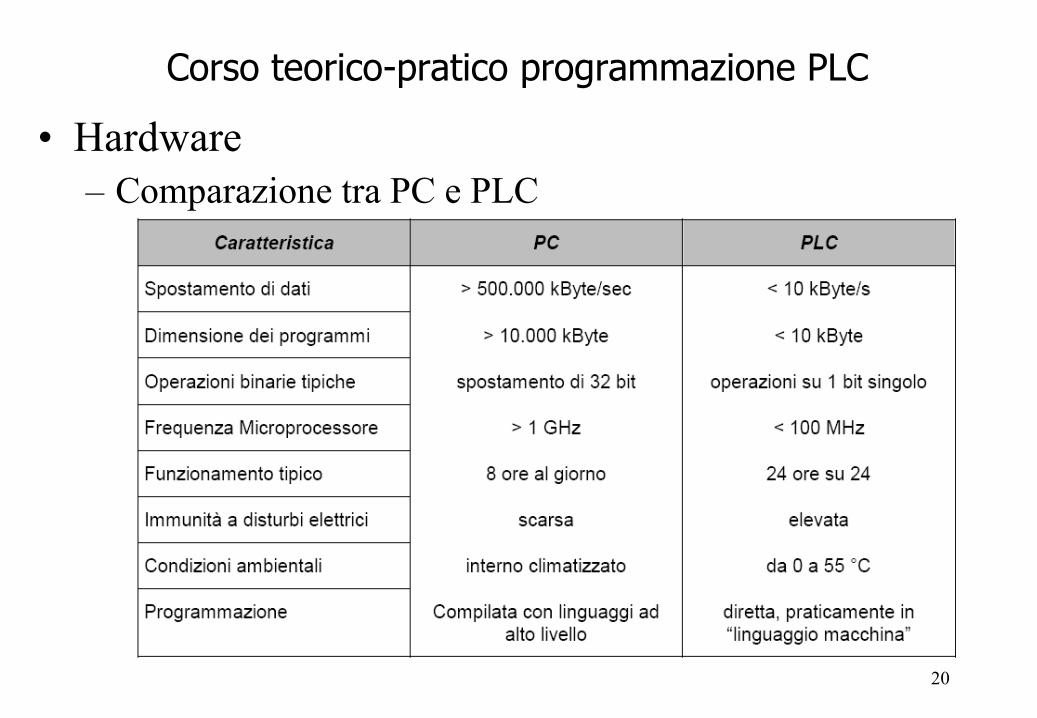
• Hardware – Comparazione tra PC e PLC
21
Corso teorico-pratico programmazione PLC
• Hardware – Modulo Alimentatore
• Il modulo alimentatore deve garantire l’alimentazione anche in presenza di microinterruzioni della rete.
• Modulo alimentatore = trasformatore + circuito rettificatore + stabilizzatore + circuito di protezione da sovraccorrenti e cortocircuiti.
• I moduli alimentatori di ultima generazione prevedono una segnalazione al modulo processore in caso di mancanza di alimentazione dalla rete. Questa segnalazione può essere utilizzata per attivare una procedura speciali prima dello spegnimento.
22
Corso teorico-pratico programmazione PLC
• Hardware – Modulo di ingresso e di uscita
• Possono essere sia analogici che digitali.• Consentono di interfacciare il PLC direttamente con sensori ed
attuatori senza l’utilizzo di ulteriori sistemi di condizionamento del segnale.
– I livelli di tensione comunemente utilizzati per i moduli digitali sono: (0,24) V, (0,220) V (continua o alternata), (0,5) V e (0,50) V (continua).
– I valori tipici dei segnali trattati dai moduli analogici sono (-5,5) V, (-10,10) V, (0,5) V oppure (4,20) mA . La trasmissione in corrente viene spesso utilizzata in ambito industriale perchè meno sensibile ai disturbi elettromagnetici e perchè permette di risparmiare un cavo per ogni collegamento.
– Data la diffusione di sensori quali termocoppie e RTD esistono moduli di ingresso per il loro utilizzo diretto.
23
Corso teorico-pratico programmazione PLC
• Hardware – Terminale di programmazione
• Un PLC non prevede né tastiera né schermo, quindi la sua programmazione deve essere effettuata tramite un dispositivo esterno.
• Per i vecchi modelli di PLC (e ancora oggi per alcuni PLC piccoli) venivano utilizzati dei terminali a tastiera
24
Corso teorico-pratico programmazione PLC
• Hardware – Programmazione da PC
• Oggi tutti i PLC vengono programmati attraverso un Personal Computer sul quale viene eseguito il sistema di sviluppo proprietario.
25
Corso teorico-pratico programmazione PLC
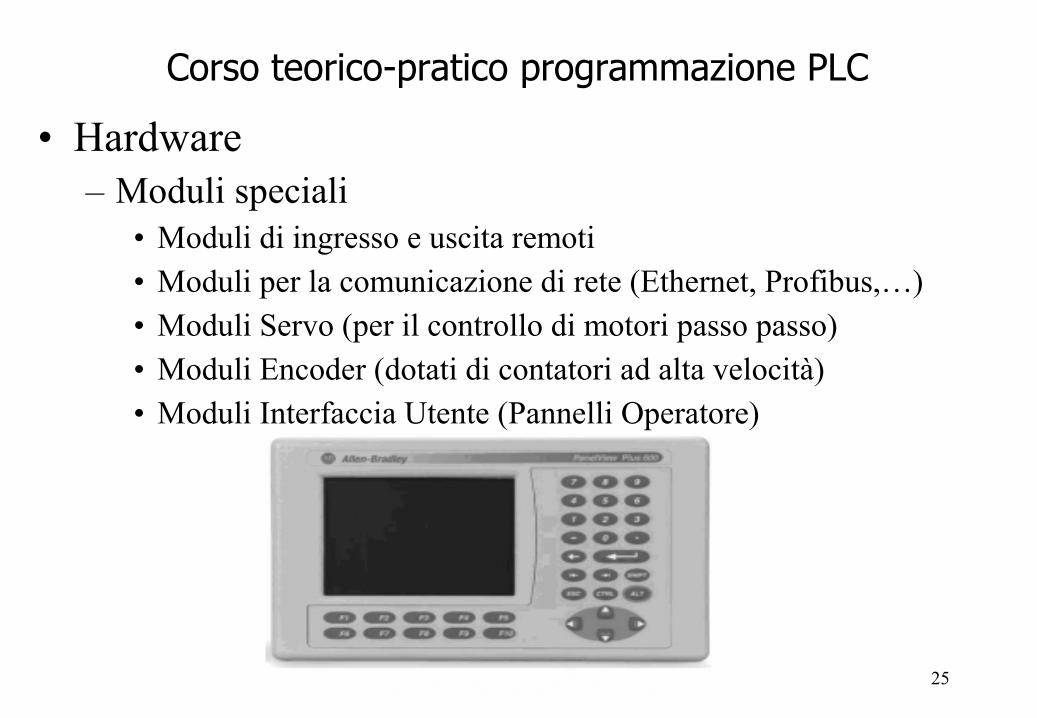
• Hardware – Moduli speciali
• Moduli di ingresso e uscita remoti• Moduli per la comunicazione di rete (Ethernet, Profibus,…)• Moduli Servo (per il controllo di motori passo passo)• Moduli Encoder (dotati di contatori ad alta velocità)• Moduli Interfaccia Utente (Pannelli Operatore)
26
Corso teorico-pratico programmazione PLC
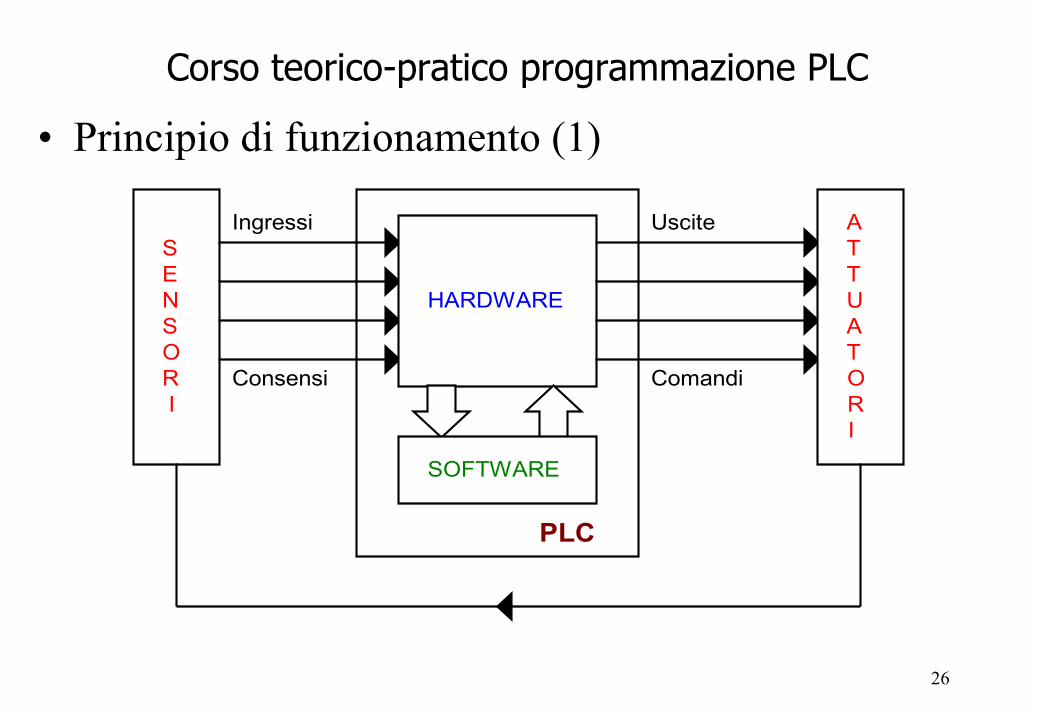
• Principio di funzionamento (1)
SENSORI
Ingressi
Consensi
HARDWARE
SOFTWARE
Uscite
Comandi
ATTUATO
IR
PLC
27
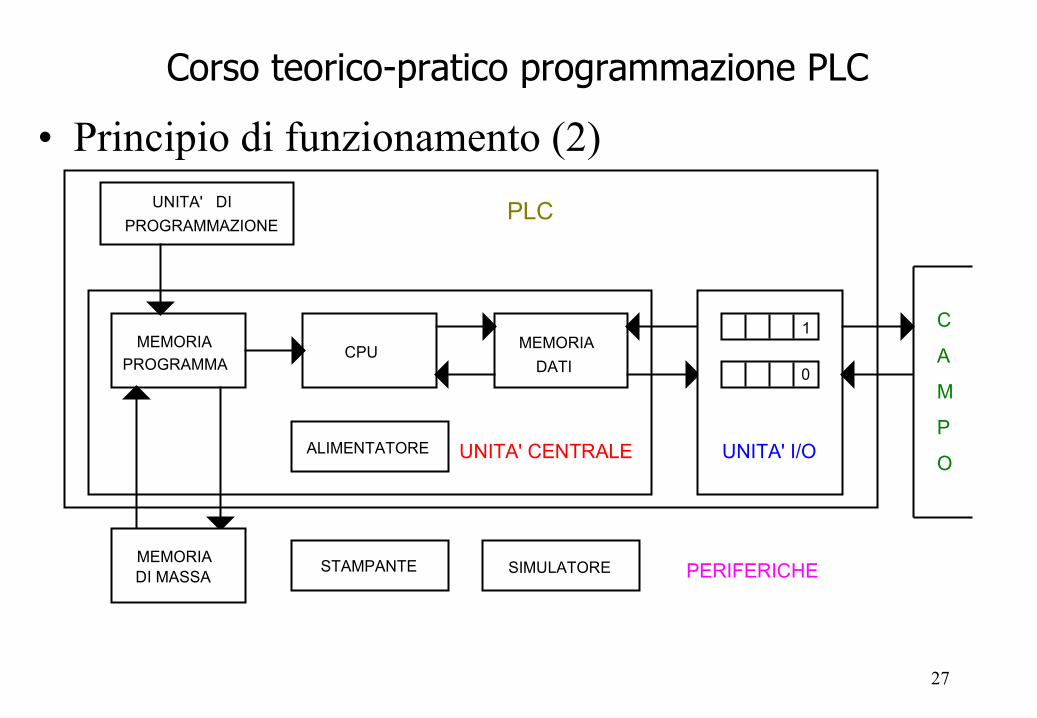
Corso teorico-pratico programmazione PLC
• Principio di funzionamento (2)UNITA' DI
PROGRAMMAZIONE
MEMORIAPROGRAMMA
CPU MEMORIADATI
ALIMENTATORE UNITA' CENTRALE
MEMORIADI MASSA
STAMPANTE SIMULATORE
UNITA' I/O
1
0
C
A
M
P
O
PERIFERICHE
PLC
28
Corso teorico-pratico programmazione PLC
• Normative– Le norme sono documenti di standardizzazione emessi da comitati
tecnici nazionali, europei o internazionali, nei campi più svariati della tecnologia;
– Direttive sono le “leggi” emesse dal Parlamento Europeo;– Le normative nel mondo:
• le norme di orientamento generale in quasi tutti i campi, dal comitato ISO;(Nota: Il termine "ISO" non è un acronimo anche se in inglese l'ISO viene anche chiamata International Standards for Organizations. Il termine "ISO" deriva invece dal greco σος (pronuncia: isos) che significa "uguale". Se fosse ἴun acronimo dovrebbe essere OIN per il nome italiano, IOS per quello inglese, OIN per quello francese, ecc. quindi i fondatori scelsero ISO come abbreviazione universale)
29
Corso teorico-pratico programmazione PLC
• Normative• le norme di orientamento elettrico ed elettronico, dalla
commissione IEC (International Electrotechnical Commission);• In Italia la gestione delle norme tecniche è curata da questi due
enti :– l’ UNI, che emette norme norme di orientamento generale;– il CEI, che emette le norme nei settori Elettrico, Elettronico e
Telecomunicazioni.
30
Corso teorico-pratico programmazione PLC
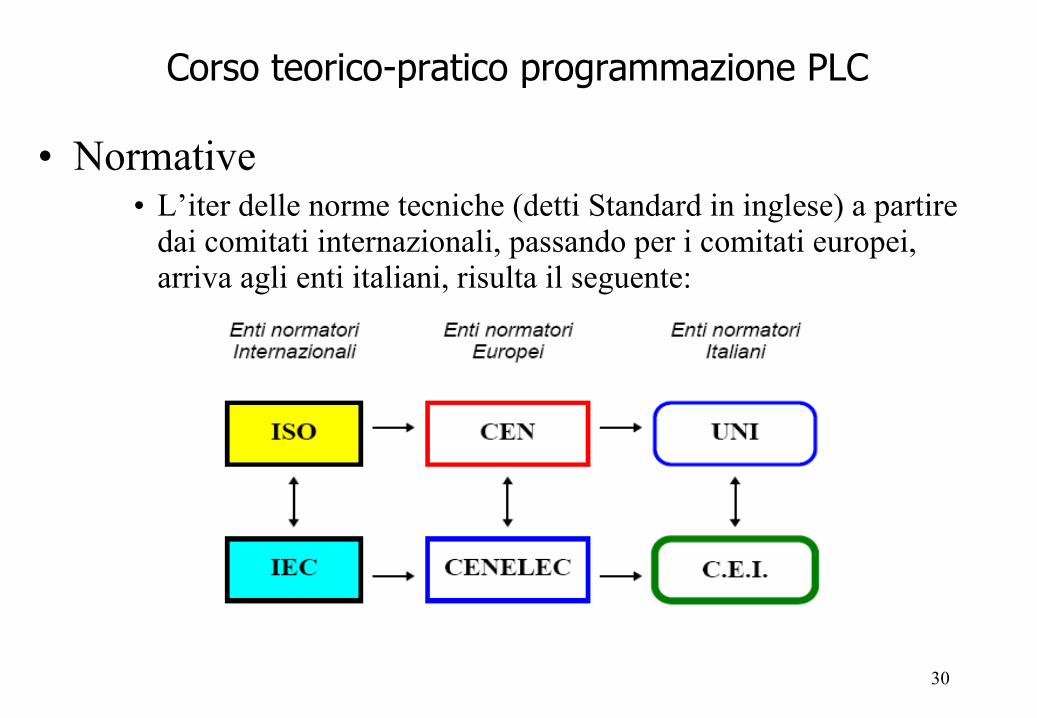
• Normative• L’iter delle norme tecniche (detti Standard in inglese) a partire
dai comitati internazionali, passando per i comitati europei, arriva agli enti italiani, risulta il seguente:
31
Corso teorico-pratico programmazione PLC
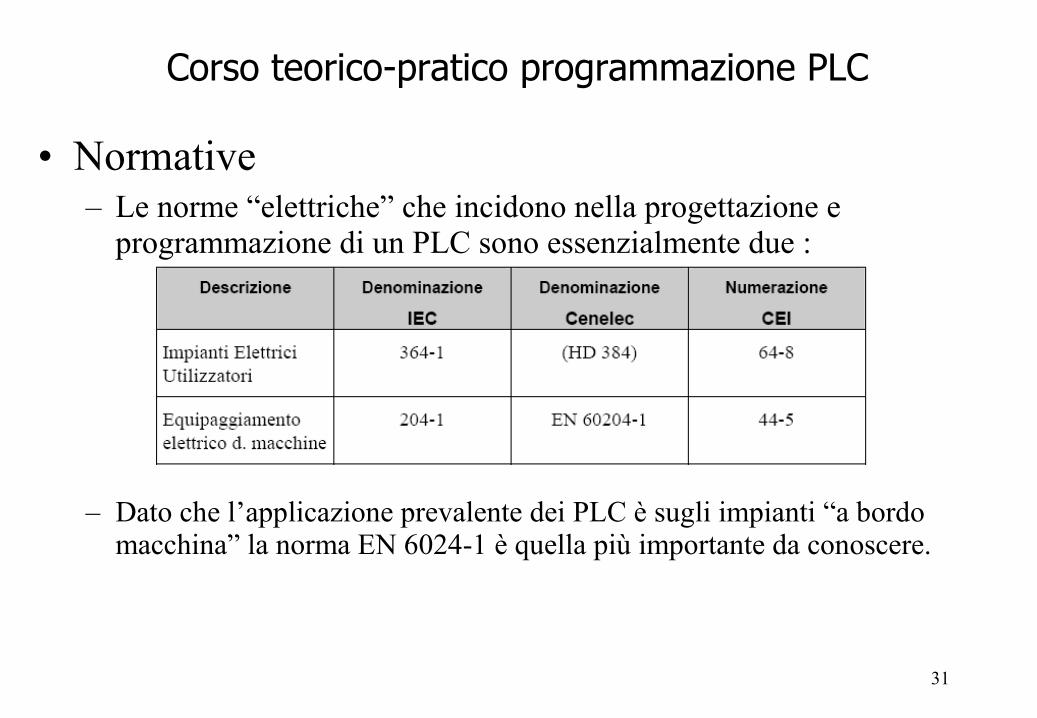
• Normative– Le norme “elettriche” che incidono nella progettazione e
programmazione di un PLC sono essenzialmente due :
– Dato che l’applicazione prevalente dei PLC è sugli impianti “a bordo macchina” la norma EN 6024-1 è quella più importante da conoscere.
32
Corso teorico-pratico programmazione PLC
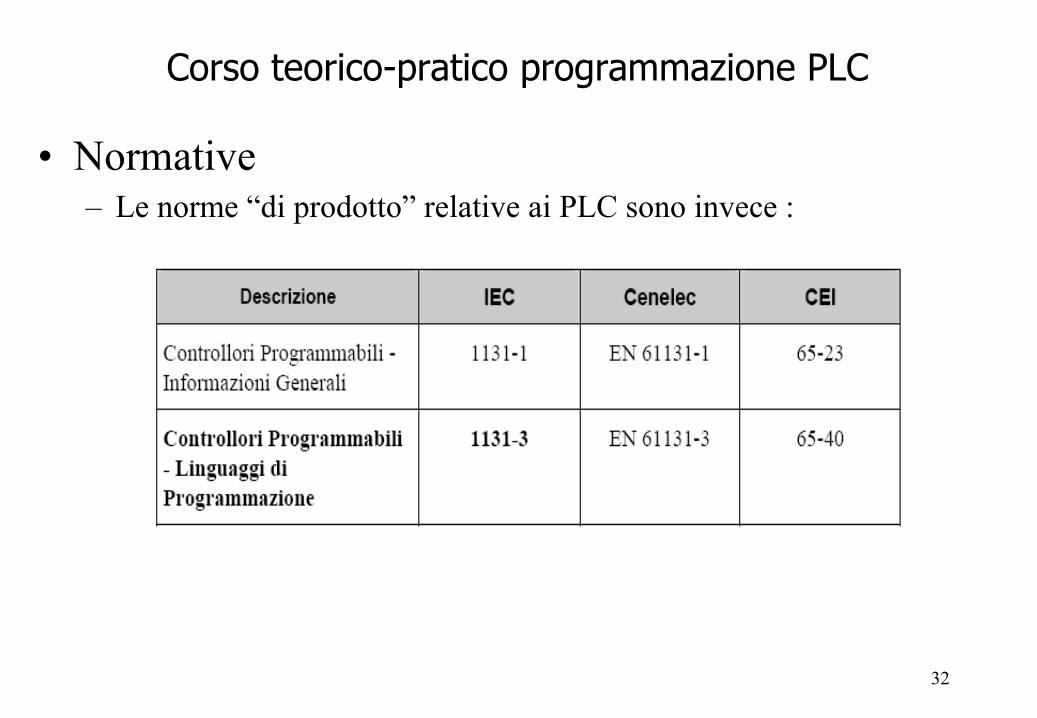
• Normative– Le norme “di prodotto” relative ai PLC sono invece :
33
Corso teorico-pratico programmazione PLC
• Numeri binari e variabili – Introduzione al sistema di numerazione binaria e di come è
utilizzato all’interno dei PLC;– Riferimento alla norma quadro sulla programmazione dei
PLC, la IEC 61131-3;– Il concetto di rappresentazione dei numeri decimali con un
numero binario deve essere chiaro, in quanto i PLC hanno vari modi di rappresentare i numeri al loro interno, che in fase di programmazione si dovranno scegliere sulla base delle proprie esigenze.
34
Corso teorico-pratico programmazione PLC
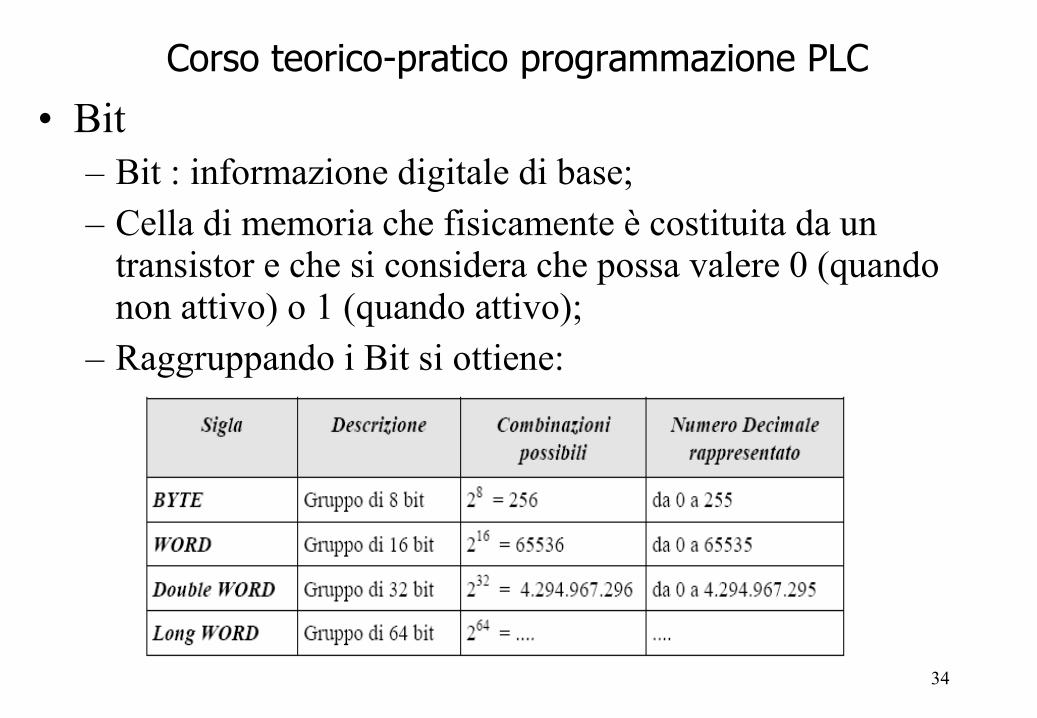
• Bit – Bit : informazione digitale di base;– Cella di memoria che fisicamente è costituita da un
transistor e che si considera che possa valere 0 (quando non attivo) o 1 (quando attivo);
– Raggruppando i Bit si ottiene:
35
Corso teorico-pratico programmazione PLC
• Nibble – Unità di misura per indicare 4 bit;– Rappresenta comunemente la metà di un byte;– Utilizzato specialmente per rappresentare in binario ogni
singola cifra esadecimale, potendo esprimere con 4 bit i valori compresi tra [0000,1111] cioè [0,15] o [0,F] in esadecimale;
– Con un nibble è possibile rappresentare una cifra della codifica BCD.
36
Corso teorico-pratico programmazione PLC
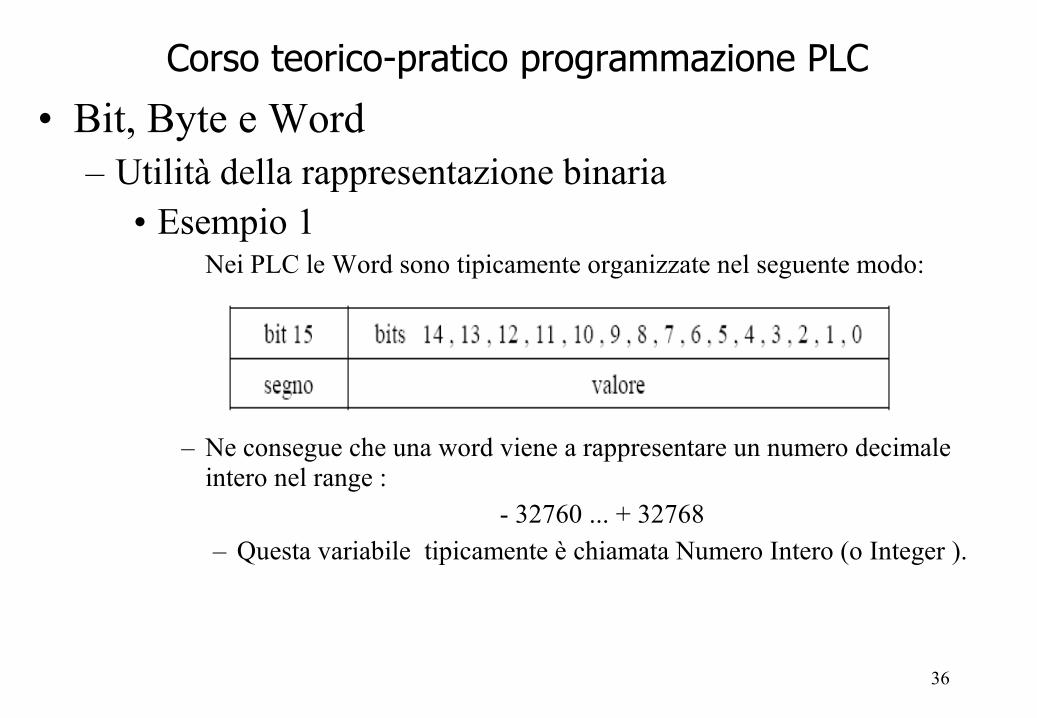
• Bit, Byte e Word – Utilità della rappresentazione binaria
• Esempio 1Nei PLC le Word sono tipicamente organizzate nel seguente modo:
– Ne consegue che una word viene a rappresentare un numero decimale intero nel range :
- 32760 ... + 32768– Questa variabile tipicamente è chiamata Numero Intero (o Integer ).
37
Corso teorico-pratico programmazione PLC
• Bit, Byte e Word – Esempio 2
• Una DoubleWord è un elemento nella memoria di un microprocessore costituito da 2 word, cioè 32 bit, e permette 232 combinazioni.
• Nei PLC è tipicamente utilizzata per visualizzare un numero a virgola mobile, detto anche Floating, secondo lo standard americano IEEE-754.
• In tal modo si rappresenta un numero nel range :- 3,4028 x 10-38 ... + 3,4028 x 1038detto anche Numero Reale (o Real).
38
Corso teorico-pratico programmazione PLC
• Bit, Byte e Word – Esempio 3
• Il Byte molto spesso è utilizzato per rappresentare dei caratteri alfanumerici
• A tal fine, agli albori dell’era informatica, è stata creata una tabella dei caratteri ASCII, la quale esprime l’equivalenza di un byte con una lettera o un simbolo della tastiera.
• Ad esempio se un byte vale 65 significa che rappresenta la lettera A.
• I PLC tipicamente funzionano a 16 bit si tratta sempre di informazioni organizzate come Word.
Byte (8 bit) 0100 0001Significato decimale 65Carattere rappresentato “A”
39
Corso teorico-pratico programmazione PLC
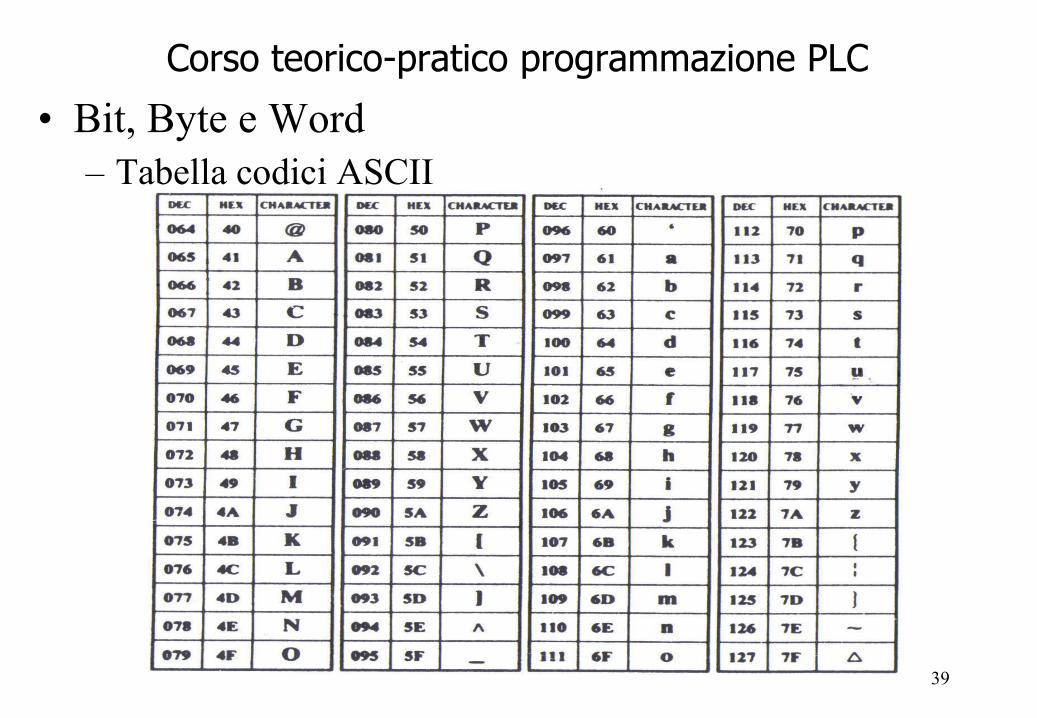
• Bit, Byte e Word – Tabella codici ASCII
40
Corso teorico-pratico programmazione PLC
• Bit, Byte e Word – Aritmetica binaria
• Il sistema di numerazione binario è basato sull'uso dei simboli “0” e “1”;
• Associati agli stati logici assumibili da una variabile binaria, risulta compatibile con la logica booleana;
• La disposizione ordinata delle cifre binarie, permette di codificare espressioni numeriche secondo una logica del tutto analoga alla usuale numerazione decimale;
• Ogni singolo bit assume un peso corrispondente alla sua posizione sulla base di una progressione di potenze di 2;
esempio: 10111
B= 1*24+0*23+1*22+1*21+1*20= 23
D
41
Corso teorico-pratico programmazione PLC
• Bit, Byte e Word – Aritmetica binaria
• Conversione decimale-binario;– Dato un numero in formato decimale, il corrispettivo binario si ottiene
operando successive divisioni per due sui quozienti così ottenuti (fino ad ottenere come risultato zero):
– I Resti di ciascuna divisione rappresentano la sequenza di bit del valore binario, a partire dal bit meno significativo (LSB):
42
Corso teorico-pratico programmazione PLC
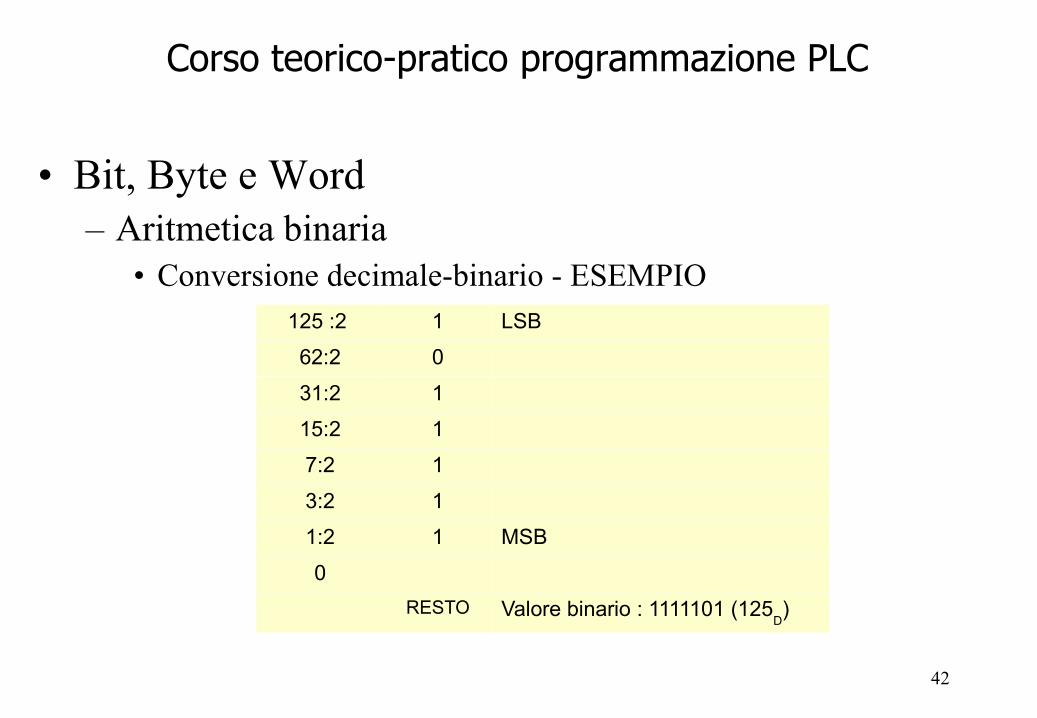
• Bit, Byte e Word – Aritmetica binaria
• Conversione decimale-binario - ESEMPIO125 :2 1 LSB
62:2 0
31:2 1
15:2 1
7:2 1
3:2 1
1:2 1 MSB
0RESTO Valore binario : 1111101 (125
D)
43
Corso teorico-pratico programmazione PLC
• Bit, Byte e Word – Numerazione binaria meno compatta e scomoda della decimale;– Sono state introdotte codifiche più compatte :
• Codifica ottale : un simbolo a una campo di 3 bit (base 8 - 23)es. 100101110010
B = 100 101 110 010
= 4 5 6 2 = 4562O
7321
O =7*83+3*82+2*81+1*80= 3793
D
• Codifica esadecimale : un simbolo a un campo di 4 bit (base 16 – 24)es. 0111010011101010
B = 0111 0100 1110 1010
= 7 4 E A = 74EAH
74EAH = 7*163+4*162+14*161+10*160= 29920
D
44
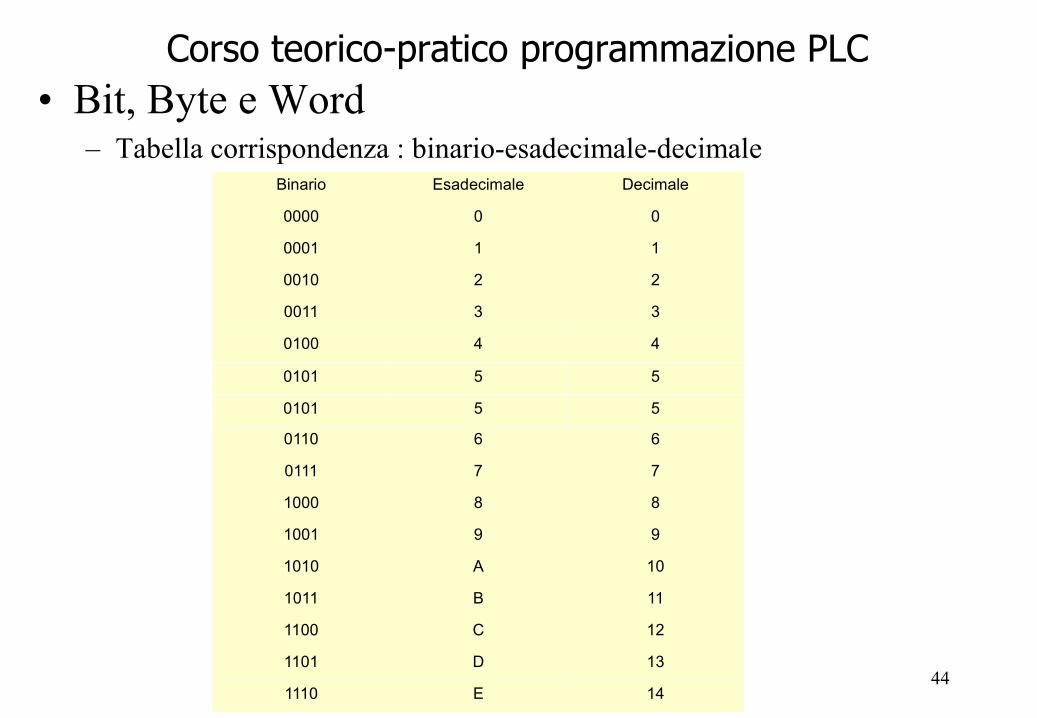
Corso teorico-pratico programmazione PLC• Bit, Byte e Word
– Tabella corrispondenza : binario-esadecimale-decimaleBinario Esadecimale Decimale
0000 0 0
0001 1 1
0010 2 2
0011 3 3
0100 4 4
0101 5 5
0101 5 5
0110 6 6
0111 7 7
1000 8 8
1001 9 9
1010 A 10
1011 B 11
1100 C 12
1101 D 13
1110 E 14
45
Corso teorico-pratico programmazione PLC
• Segnali analogici– Problematiche inerenti all'uso dei segnali analogici nei sistemi di
automazione industriale e loro gestione tramite PLC;– Nelle automazioni, nei sistemi di climatizzazione, e nell’industria di
processo si presenta spesso il problema di gestire temperature, pressioni, pesi, portate ed altre variabili legate a fenomeni “fisici”;
– Queste misure vengono trasformate in segnali elettrici da appositi strumenti di misura detti convertitori o trasduttori;
– Successivamente questi segnali elettrici vengono acquisiti dal sistema di controllo che li elabora e comanda degli attuatori sulla base di un programma.
46
Corso teorico-pratico programmazione PLC
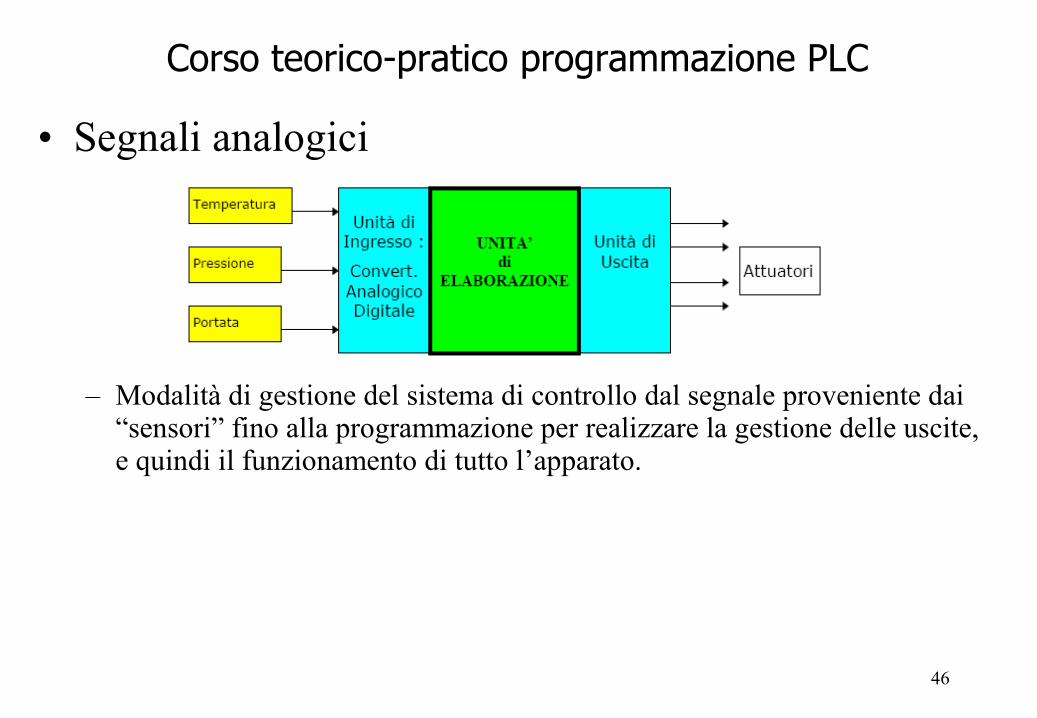
• Segnali analogici
– Modalità di gestione del sistema di controllo dal segnale proveniente dai “sensori” fino alla programmazione per realizzare la gestione delle uscite, e quindi il funzionamento di tutto l’apparato.
47
Corso teorico-pratico programmazione PLC
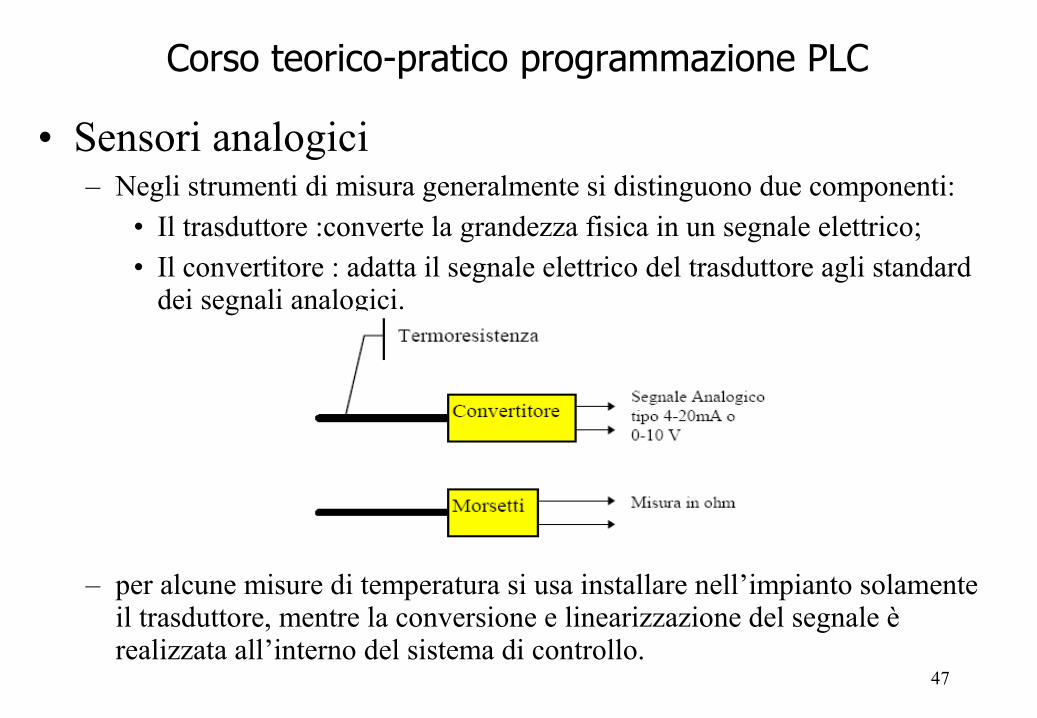
• Sensori analogici– Negli strumenti di misura generalmente si distinguono due componenti:
• Il trasduttore :converte la grandezza fisica in un segnale elettrico;• Il convertitore : adatta il segnale elettrico del trasduttore agli standard
dei segnali analogici.
– per alcune misure di temperatura si usa installare nell’impianto solamente il trasduttore, mentre la conversione e linearizzazione del segnale è realizzata all’interno del sistema di controllo.
48
Corso teorico-pratico programmazione PLC
• Sensori analogici– Gli strumenti di misura dotati di convertitore “a bordo” hanno il vantaggio
di poter effettuare compensazioni locali della misura: ad esempio i misuratori di portata talvolta hanno anche una sonda della temperatura ambiente per correggere la misura a seconda della variazione della densità del fluido misurato;
– Nei convertitori i costruttori programmano le linearizzazioni degli errori di misura del trasduttore, le tarature ed i range di lavoro, dando all’utilizzatore finale un prodotto pronto all’uso ed accompagnato dal Certificato di Taratura.
49
Corso teorico-pratico programmazione PLC
• Misure analogiche– I segnali analogici si contrappongo a quelli digitali in quanto assumono
qualunque valore “elettrico” nel range di lavoro;– Un segnale digitale per definizione assume solo due valori, uno alto che
rappresenta lo stato 1 (ad esempio 24Volt) ed uno basso che rappresenta lo stato 0 (ad esempio 0 Volt);
– Un segnale analogico invece può assumere tutti i valori compresi tra i due estremi del campo, cosicché può rappresentare il valore di una grandezza fisica così com’è nella realtà (umidità, peso, temperatura,...)
– In altri casi non esiste un semplice trasduttore, in quanto la misura della grandezza fisica è molto complessa, come nel caso di analisi chimiche;
50
Corso teorico-pratico programmazione PLC
• Misure analogiche
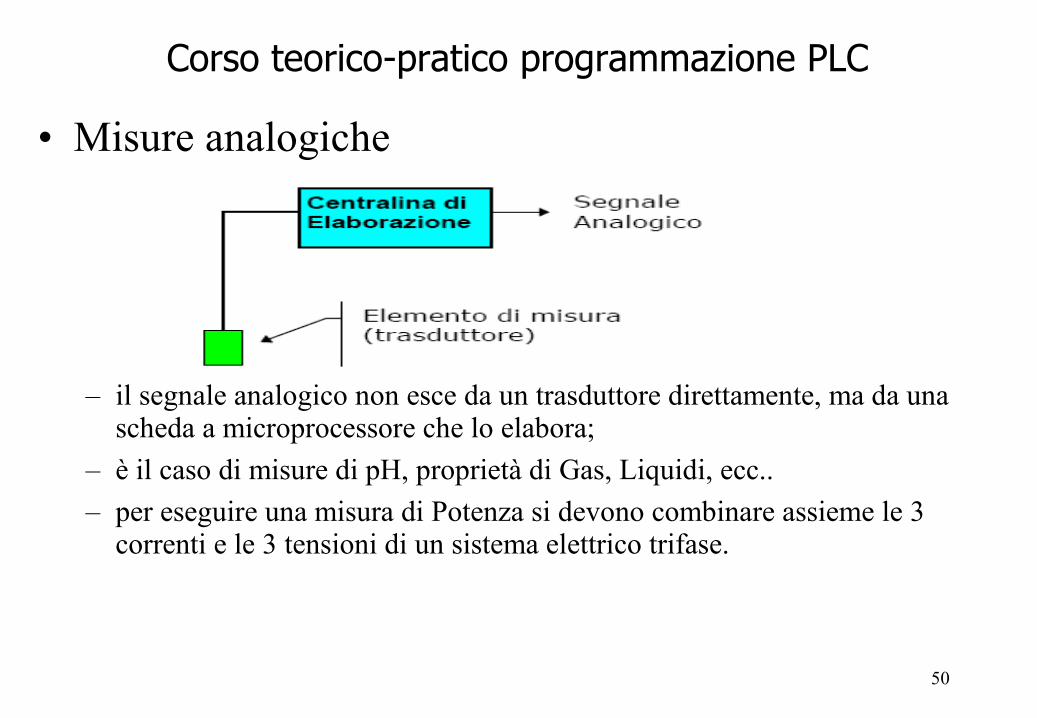
– il segnale analogico non esce da un trasduttore direttamente, ma da una scheda a microprocessore che lo elabora;
– è il caso di misure di pH, proprietà di Gas, Liquidi, ecc..– per eseguire una misura di Potenza si devono combinare assieme le 3
correnti e le 3 tensioni di un sistema elettrico trifase.
51
Corso teorico-pratico programmazione PLC
• Comandi analogici
– Nel caso in cui devo comandare apparti particolari come:• Valvole proporzionali• Serrande• Inverter• Strumenti indicatori analogici
52
Corso teorico-pratico programmazione PLC
• Segnali analogici standardizzati– In tensione : 0-10 [Vcc]– In corrente : 4-20 [mA]
• Segnali in tensione– Semplici da utilizzare– Basso costo– Scarsa immunità disturbi– Distanze raggiungibili tra sensore/convertitore – PLC circa
15-20 [m]
53
Corso teorico-pratico programmazione PLC
• Segnali in corrente– Il più utilizzato– Alta immunità ai distrurbi elettromagnetici– Tratte di cavo 200-300 [m] senza particolari accorgimenti;– Ampio range di alimentazione 12 – 30 [Vdc]– possibilità di alimentare lo strumento di misura con lo
stesso segnale, risparmiando sul lavoro di cablaggio e sui cavi;
– possibilità di portare lo stesso segnale anche a più “destinatari” (registratori su carta, visualizzatori, PLC), collegandoli in serie, formando il cosiddetto “Loop di corrente”;
54
Corso teorico-pratico programmazione PLC
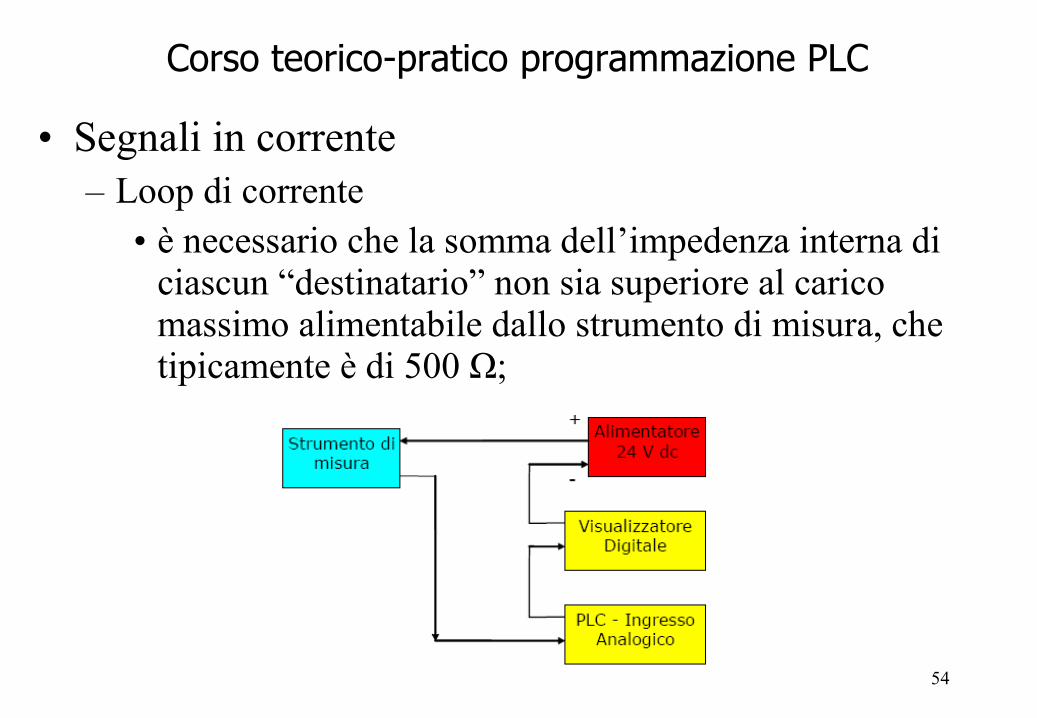
• Segnali in corrente– Loop di corrente
• è necessario che la somma dell’impedenza interna di ciascun “destinatario” non sia superiore al carico massimo alimentabile dallo strumento di misura, che tipicamente è di 500 Ω;
55
Corso teorico-pratico programmazione PLC
• Conversione Analogica-Digitale– I PLC sono dotati nei loro ingressi di convertitori
Analogico/Digitali che convertono il segnale elettrico in ingresso in un vero e proprio numero, che rappresenta il “valore” del segnale analogico acquisito;
– Tipicamente questo numero non esprime il segnale in mA o Volt e né la misura in unità fisiche reali (metri, gradi, litri, ecc), ma si tratta di una word che varia dal massimo al minimo nello stesso Range del segnale elettrico analogico;
– Le caratteristiche salienti di un convertitore Analogico/Digitale :• Velocità di conversione• Risoluzione esperessa in numero di bit (la precisione).
56
Corso teorico-pratico programmazione PLC
• Conversione Analogica-Digitale– un buon convertitore è costituito da una uscita a 14 bit, ma
talvolta per contenere i costi si utilizzano moduli di ingressi analogici da 12 bit o anche a 10 bit;
– il bit del segno non si considera, in quanto non incide nella risoluzione;
– Per quanto riguarda la velocità di conversione :• compresa tra i 20-60 Hz.• Funzione da filtro, in quanto elimina eventuali variazioni troppo
rapide del segnale in ingresso, dovute ad esempio a disturbi elettrici.
57
Corso teorico-pratico programmazione PLC
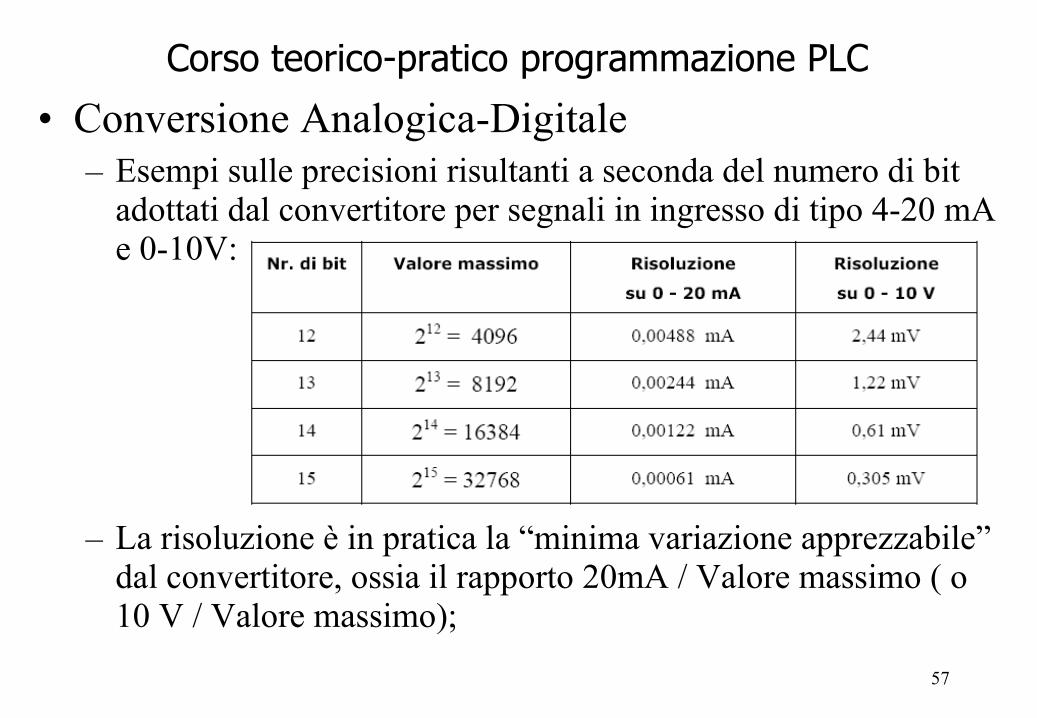
• Conversione Analogica-Digitale– Esempi sulle precisioni risultanti a seconda del numero di bit
adottati dal convertitore per segnali in ingresso di tipo 4-20 mA e 0-10V:
– La risoluzione è in pratica la “minima variazione apprezzabile” dal convertitore, ossia il rapporto 20mA / Valore massimo ( o 10 V / Valore massimo);
58
Corso teorico-pratico programmazione PLC
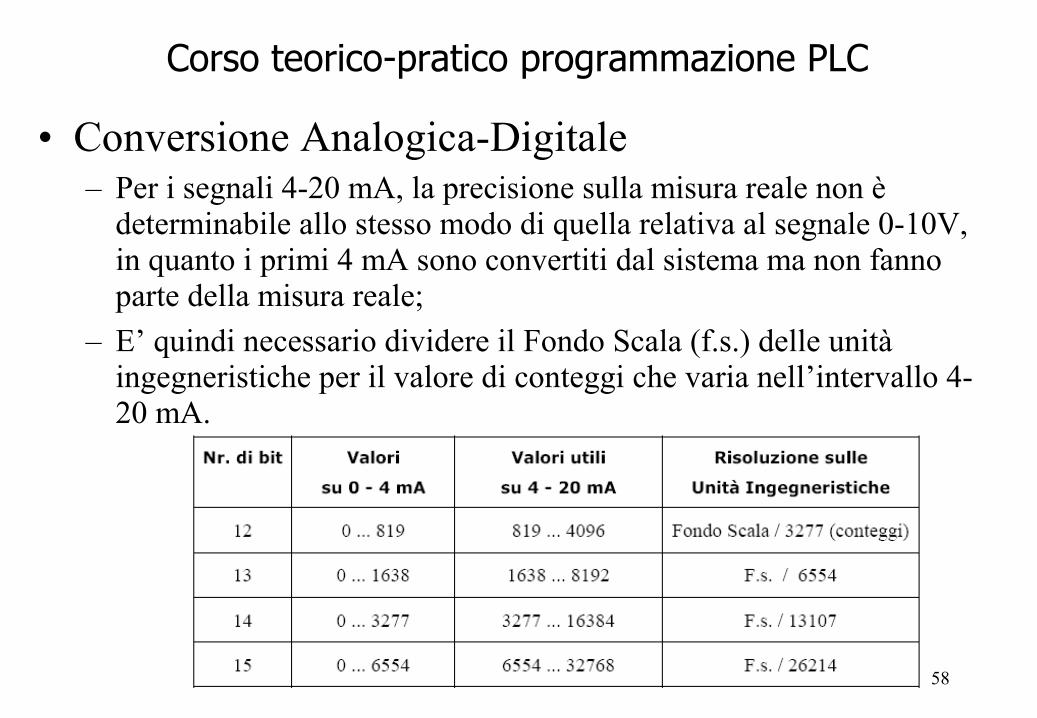
• Conversione Analogica-Digitale– Per i segnali 4-20 mA, la precisione sulla misura reale non è
determinabile allo stesso modo di quella relativa al segnale 0-10V, in quanto i primi 4 mA sono convertiti dal sistema ma non fanno parte della misura reale;
– E’ quindi necessario dividere il Fondo Scala (f.s.) delle unità ingegneristiche per il valore di conteggi che varia nell’intervallo 4-20 mA.
59
Corso teorico-pratico programmazione PLC
• Conversione Analogica-Digitale– Ad esempio se al segnale 4-20mA è collegato un sensore di
pressione con range 0-10 Bar la risoluzione ottenuta con un convertitore a 12 bit :
NON è di 10 Bar / 4096 = 0,0024 Barma è di 10 Bar / 3277 = 0,003 Bar
60
Corso teorico-pratico programmazione PLC
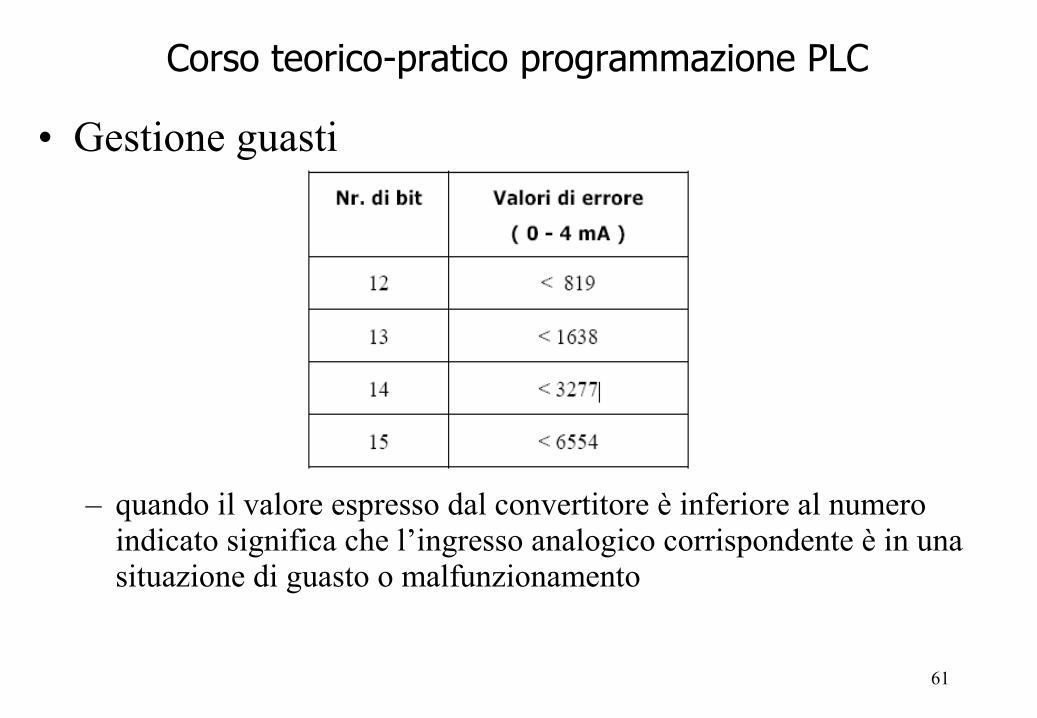
• Gestione guasti– Il segnale 4-20 mA permette il riconoscimento di situazioni di
guasto o comunque di anomalie;– Tutta la gamma di valori da 0 a 4 mA sono infatti invalidi e
rappresentano una situazione di errore;– E’ quindi necessario configurare il sistema di controllo affinché la
gestione dell’automatismo venga sospesa nel caso in cui il valore della corrente in ingresso sia inferiore a 4mA;
– Dato però che a seconda del numero di bit utilizzato dal convertitore A/D si hanno valori diversi della “soglia” dei 4 mA, possiamo estrapolare questi valori dalle precedenti tabelle:
61
Corso teorico-pratico programmazione PLC
• Gestione guasti
– quando il valore espresso dal convertitore è inferiore al numero indicato significa che l’ingresso analogico corrispondente è in una situazione di guasto o malfunzionamento
62
Corso teorico-pratico programmazione PLC
• Conversione unità ingegneristiche– Unità Ingegneristiche (kg, lt, Bar, °C, ecc).– Nei PLC, la conversione di un segnale analogico nella
misura reale deve essere fatta con opportuni calcoli da inserire nel programma;
– E' necessario trasformare la Word espressa dal modulo di conversione A/D dell’ingresso nel valore della misura in Unità Ingegneristiche;
– Per comprendere questo aspetto facciamo un esempio reale:
63
Corso teorico-pratico programmazione PLC
• Conversione unità ingegneristiche– Sistema composto da:
• Un trasmettitore di pressione, con uscita 4-20mA e range di lavoro 0-10 Bar;• Un PLC con scheda di acquisizione A/D a 14 bit, (range numerico 0-16384)• Si ipotizza che venga trasmesso un segnale di 16,3 mA.
– In tale situazione la scheda di acquisizione riporta un dato numerico = 13360 (decimale) desumibile anche dal calcolo 16,3 / 0,00122 (risoluzione su 0-20mA).
– Questo numero non è ancora la misura in quanto è “sporcato” dalla parte di segnale in mA estranea alla misura, ossia quella da 0 a 4 mA, che il convertitore acquisisce comunque;
64
Corso teorico-pratico programmazione PLC
• Conversione unità ingegneristiche– E’ quindi necessario epurarlo dalla parte in eccesso, detta
Offset, che per il caso in questione è pari a :Offset = 4 / (20mA/16384) = 3277
– Eliminare dal numero ottenuto con la conversione “diretta” il numero che esprime effettivamente la misura acquisita:Segnale Reale = Segnale Analogico - Offset = 13360 - 3277 = 10083 (decimale)
– Calcoliamo il numero massimo di conteggi che il convertitore utilizza quando acquisisce il segnale in ingresso nel range 4-20mA :
Valore massimo di lavoro = 16384 - 3277 = 13107– Questo ci permette di calcolare la risoluzione della conversione,
rapportando il Fondo Scala delle Unità Ingegneristiche con il valore massimo di conteggi elaborati dal convertitore:
Fondo Scala Misura / conteggi = 10 / 13107 = 0,00076 Bar/conteggio
65
Corso teorico-pratico programmazione PLC
• Conversione unità ingegneristiche– Riassumendo:
• 1. Il trasmettitore invia un segnale 4-20mA equivalente a 0-10Bar;
• 2. Il convertitore A/D esprime questa misura con un numero che varia da 0 a 13107.
• 3. Ogni numero espresso dal convertitore vale 0,00076 Bar– E’ ora possibile moltiplicare il numero che rappresenta il Segnale
Reale con la precisione:Misura Rilevata = 0,00076 * 10084 = 7,69 Bar
66
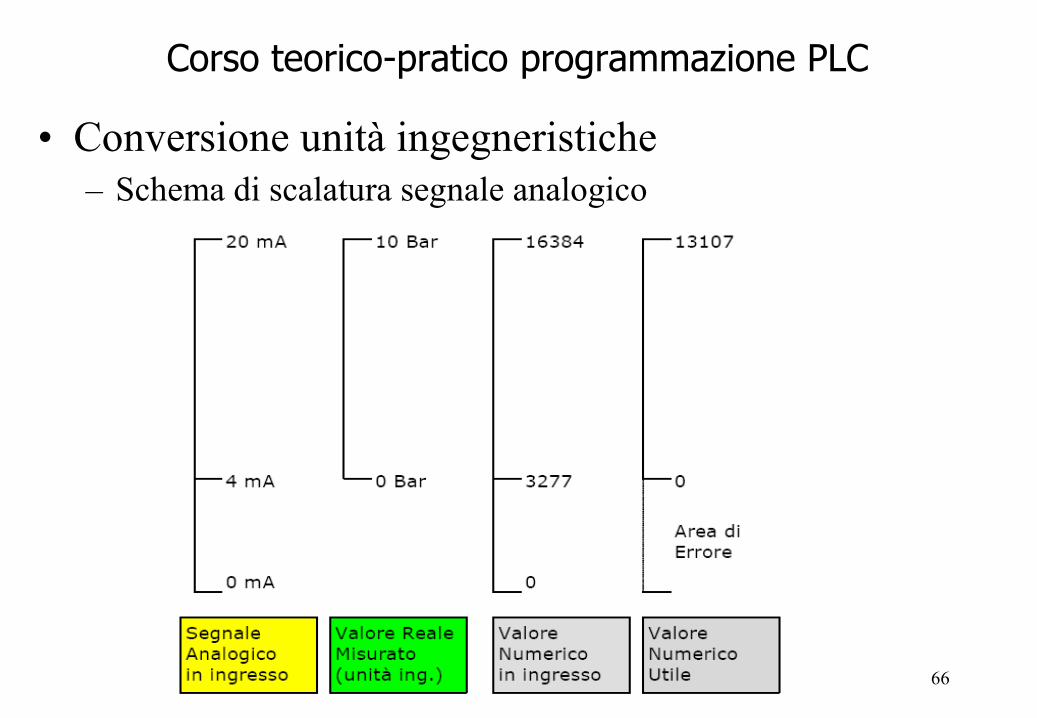
Corso teorico-pratico programmazione PLC
• Conversione unità ingegneristiche– Schema di scalatura segnale analogico