Portafolio 3NC, Amador Oscar, IMT9°A
14
23-7-2014 PORTAFOLIO DEL 3NC Rincón de Romos Aguascalientes. UTNA
-
Upload
oscar-gerardo-amador-cruz -
Category
Documents
-
view
11 -
download
0
Transcript of Portafolio 3NC, Amador Oscar, IMT9°A

23-7-2014
PORTAFOLIO DEL 3NC
Rincón de Romos Aguascalientes. UTNA

El Método de las “5 M”
El método de las “5 M” es un sistema de análisis estructurado que se fija cinco pilares fundamentales alrededor de los cuales giran las posibles causas de un problema. Estas cinco “M” son las siguientes:
Máquina: Un análisis de las entradas y salidas de cada máquina que interviene en el proceso, así como de su
funcionamiento de principio a fin y los parámetros de configuración, permitirán saber si la causa raíz de un problema está
en ellas. A veces no es fácil, sobre todo cuando intervienen máquinas complejas y no se puede “acceder fácilmente a las
tripas” o no se tiene un conocimiento profundo de sus mecanismos, pero siempre se puede hacer algo, por ejemplo, aislar
partes o componentes hasta localizar el foco del problema.
Método: Se trata de cuestionarse la forma de hacer las cosas. Cuando se diseña un proceso, existen una serie de
circunstancias y condicionantes (conocimiento, tecnología, materiales,…) que pueden variar a lo largo del tiempo y no ser
válidos a partir de un momento dado. Un sistema que antes funcionaba, puede que ahora no sea válido. Un cambio en
otro proceso, puede afectar a algún “input” del que está fallando.
Mano de Obra: El personal puede ser el origen de un fallo. Existe el fallo humano, que todos conocemos y si no se
informa y forma a la gente en el momento adecuado, pueden surgir los problemas. Cambios de turno en los que el personal saliente no informa al entrante de incidencias relevantes, es un ejemplo.
Medio Ambiente: Las condiciones ambientales pueden afectar al resultado obtenido y provocar problemas. Valorar las
condiciones en las que se ha producido un fallo, nunca está de más, ya que puede que no funcione igual una máquina con
el frio de la primera hora de la mañana que con el calor del mediodía, por ejemplo.
Materia Prima: Los materiales empleados como entrada son otro de los posibles focos en los que puede surgir la causa
raíz de un problema. Contar con un buen sistema de trazabilidad a lo largo de toda la cadena de suministro y durante el
proceso de almacenaje permitirá tirar del hilo e identificar materias primas que pudieran no cumplir ciertas
especificaciones o ser defectuosas.
Seguir una metodología de análisis estructurado como la anterior, permite ir acotando áreas concretas para detectar la
causa raíz de un problema y erradicarlo sin demasiado sufrimiento. Hay quien combina esta técnica con otras de
representación gráfica como, por ejemplo, el Diagrama de Ishikawa. La cuestión fundamental es que sirva para aportar un
camino a la hora de identificar un problema y que la metodología empleada permita hacerlo de manera eficaz, sin despilfarrar recursos.

El Método de las “6 M”
El Control de la Calidad se posesiona como una estrategia para asegurar el mejoramiento continuo de la calidad. Programa
para asegurar la continua satisfacción de los clientes externos e internos mediante el desarrollo permanente de la calidad
del producto y sus servicios.
Las empresas hoy en día deben no solo buscar que el proceso tenga cero defectos o en verificar los procesos sino en manejar adecuadamente las 6 M´s:
Materia Prima: esto es buscar que los proveedores sean los adecuados, que estén certificados de manera tal que ellos también nos ayuden a lograr la calidad
….Mano de Obra: preocuparse por dar la capacitación sea dada, lo cual nos llevara a tener gente calificada que nos ayude
a cumplir con el proceso satisfactoriamente
….Maquinaria: estar constantemente dando mantenimiento preventivo de modo tal que no lleguemos a tener alguna contingencia o problema
….Medio Ambiente: buscar que nuestra gente se identifique con la organización, con la cultura de la empresa, Moral, Valores, etc.
….Medición: contar con un adecuado control de la calidad, equipos, calibración, planes de muestro, aseguramiento de la calidad
….Métodos: Documentación adecuada de los procesos, por ejemplo 'ISO'
''Esto los llevara a que el proceso no solo sea adecuado sino eficiente''
El diagrama de Ishikawa diseñado por Kaoru Ishikawa, es un método gráfico que refleja la relación entre una característica
de calidad (muchas veces un área problemática) y los factores que posiblemente contribuyen a que exista. Es un gráfico
que relaciona el efecto (problema) con sus causas potenciales. Este gráfico, en el lado derecho, se anota el problema, y en
el lado izquierdo se especifican todas las causas potenciales, éstas se agrupan y estratifican de acuerdo con sus similitudes
en ramas. Este gráfico, basado en la técnica de las 6 M’s, se construye de la siguiente Manera:

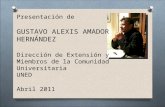
Diagrama de Causa y Efecto
"Si realmente comprendemos el problema, la respuesta saldrá de él, porque la solución no está separada del problema". (Krishnamurti)
El diagrama de causa - efecto es conocido también como el “diagrama de las espinas de pescado” por la forma
que tiene o bien con el nombre de Ishikawa por su creador, fue desarrollado para facilitar el análisis de
problemas mediante la representación de la relación entre un efecto y todas sus causas o factores que originan
dicho efecto, por este motivo recibe el nombre de “Diagrama de causa – efecto” o diagrama causal.
Este diagrama fue desarrollado por K. Ishikawa y por su forma recuerda a una espina de pescado (de ahí su
otro nombre), el objeto de Ishikawa era obtener un gráfico de fácil interpretación que pusiera de manifiesto las
relaciones entre un efecto y las causas que lo producen, de manera que quedasen expuestas visualmente todas
las causas que contribuyen a un efecto hasta el nivel que se desease, aunque en la mayoría de los casos la intención es llegar hasta las causas raíz.
Así pues el diagrama causal es una forma gráfica, ordenada y sistemática para representar el complejo
entramado de causas posibles que hay detrás de un efecto. Se emplea para poner de manifiesto las posibles causas asociadas a un efecto, facilitando de esta forma la tarea de identificar los factores verdaderos.
Sus aplicaciones son muy variadas, tal y como se pone de manifiesto a continuación.
1. Identificar las causas verdaderas, y no solamente sus síntomas, de una determinada situación y
agruparlas por categorías.
2. Resumir todas aquellas relaciones entre las causas y efectos de un proceso.
3. Promover la mejora de los procesos.
4. Consolidar aquellas ideas de los miembros del equipo sobre determinadas actividades relacionadas con
la calidad.
5. Favorecer también el pensamiento del equipo, lo que conllevará a una mayor aportación de ideas.
6. Obtener una visión más global y estructurada de una determinada situación ya que se ha realizado una identificación de un conjunto de factores básicos.

Diagrama de Espina
Etiquetas: Col_1
Efecto: 5° Partido
Causas primarias: 6
Causas secundarias: 20
Causas terciarias: 2
El StatAdvisor
--------------
Este procedimiento crea un diagrama de espina de pescado o de causa-y-efecto. Muestra cada uno de los factores
de contribuyentes que llevan a un efecto especificado. Frecuentemente el diagrama de espina de pescado es el
resultado de una sesión creativa.
5° Partido
Arbitro
No era penal
Mal arbitraje
Favoritismo
Incapasidad
Nivel
Diferencia
Velocidad
D.T.
Cambios
Confianza
Táctica
FIFA
Favoritizmo
Intereses Economicos
Racismo
Jugadores
Sexo
Confianza
Lesiones
Mentalidad
Cremosos
Clima
CalorCostumbreDeshidratación
Humedad
Adaptación

Check-List o Lista de Cotejo
Se denomina Check-List a la lista de comprobación que sirve para servir de guía y recordar los puntos que deben ser
inspeccionados en función de los conocimientos que se tienen sobre las características y riesgos de las instalaciones. Viene
a ser un cuestionario de preguntas en el que se responderá SI ó NO, concretamente es una lista de comprobación de
determinadas condiciones de trabajo compuesta por varios ítems que pueden contener una ó varias preguntas según sea el caso.
El check-list debe referirse basicamente a cuatro aspectos distintos de la prevención de riesgos laborales:
1. Al agente material: instalaciones, máquinas, herramientas, sustancias peligrosas, suelos, paredes, objetos
2. Al entorno ambiental: orden y limpieza, ruido, iluminación, temperatura, condiciones higrométri cas, corrientes
de aire.
3. A las características personales de los trabajadores: conocimientos, aptitudes, actitudes, grado de adiestramiento,
comportamiento.
4. A la empresa u organización: gestión de la prevención, formación, métodos y procedimientos, sistema de comunicaciones.
Cada supervisor encargado de la prevención que deba realizar una inspección de seguridad debe elaborar y adaptar los
check-list a las circunstancias de cada momento segun corresponda, deben de ser lo más claros e inteligibles que sea
posible. A ser posible un ítem o cuestión debe contener una sola pregunta que haga referencia a un solo elemento y no a
varios. Así, una pregunta como ¿Son seguras las máquinas? es improcedente ya que una respuesta positiva indicaría que
lo son todas, cosa bastante improbable, sin embargo una respuesta negativa tampoco sería correcta. Una pregunta
correcta sería ¿Es segura la Maquina 2R? Si lo es no hay que hacerse más preguntas respecto a ella, pero si la respuesta
es negativa, no será suficiente con esto, habrá que hacerse más preguntas como ¿Tiene el marcado CE?, ¿Se compró antes
del año 1997?, y otras preguntas para determinar la causa de su inseguridad, afin de tener toda la informacion posible relacionada a ese equipo.
El siguiente es un ejemplo de un formulario check-list:


ASPECTOS A EVALUAR SI NO REGULAR OBSERVACIONES
LA ILUMINACION ESTA ESTRATEGICAMENTE LOCALIZADA
FUNCIONA CORRECTAMENTE LA VENTILACION
SE LES HACE MANTENIMIENTO PERIODICO
HAY ESPACIO SUFICIENTE
LAS BUTACAS Y SILLAS ESTAN EN BUEN ESTADO
EL PISO SE ENCUENTRA EN BUEN ESTADO
LAS PAREDES ESTAN EN BUEN ESTADO
EL CABLEADO ESTA BIEN UBICADO Y EN BUEN ESTADO
LA DISTRIBUCIÓN DE LAS BUTACAS Y SILLAS ES LA ADECUADA
AL FINAL DE CLASES SE ENCUENTRA LIMPIA EL AULA
EL PINTARRÓN ESTA EN BUEN ESTADO
LOS CONTACTORES DE CORRIENTE FUNCIONAN CORRECTAMENTE
LA PUERTA ESTA EN BUEN ESTADO
LAS VENTANAS ESTAN EN BUEN ESTADO
LISTA DE COTEJO, PARA LA REVICION DE UN AULA ESCOLAR

Columna1 Columna2 Columna3 Columna4 Columna5 Columna6 Columna7 Columna8 Columna9 Columna10 Columna11 Columna12 Columna13 Columna14
Muestra Observaciones media rango UCLX L. CENTRAL X LCLX UCLR L. CENTRAL R LCLR
1 1515 1518 1512 1498 1511 1510.8 20 1513.51344 1507.328 1501.14256 22.66208 10.72 0
2 1504 1511 1507 1499 1502 1504.6 12 1513.51344 1507.328 1501.14256 22.66208 10.72 0
3 1517 1513 1504 1521 1520 1515 17 1513.51344 1507.328 1501.14256 22.66208 10.72 0
4 1497 1503 1510 1508 1502 1504 13 1513.51344 1507.328 1501.14256 22.66208 10.72 0
5 1507 1502 1497 1509 1512 1505.4 15 1513.51344 1507.328 1501.14256 22.66208 10.72 0
6 1519 1522 1523 1517 1511 1518.4 12 1513.51344 1507.328 1501.14256 22.66208 10.72 0
7 1498 1497 1507 1511 1508 1504.2 14 1513.51344 1507.328 1501.14256 22.66208 10.72 0
8 1511 1518 1507 1503 1509 1509.6 15 1513.51344 1507.328 1501.14256 22.66208 10.72 0
9 1506 1503 1498 1508 1506 1504.2 10 1513.51344 1507.328 1501.14256 22.66208 10.72 0
10 1503 1506 1511 1501 1500 1504.2 11 1513.51344 1507.328 1501.14256 22.66208 10.72 0
11 1499 1503 1507 1503 1501 1502.6 8 1513.51344 1507.328 1501.14256 22.66208 10.72 0
12 1507 1503 1502 1500 1501 1502.6 7 1513.51344 1507.328 1501.14256 22.66208 10.72 0
13 1500 1506 1501 1498 1507 1502.4 9 1513.51344 1507.328 1501.14256 22.66208 10.72 0
14 1501 1509 1503 1508 1503 1504.8 8 1513.51344 1507.328 1501.14256 22.66208 10.72 0
15 1507 1508 1502 1509 1501 1505.4 8 1513.51344 1507.328 1501.14256 22.66208 10.72 0
16 1511 1509 1503 1510 1507 1508 8 1513.51344 1507.328 1501.14256 22.66208 10.72 0
17 1508 1511 1513 1509 1506 1509.4 7 1513.51344 1507.328 1501.14256 22.66208 10.72 0
18 1508 1509 1512 1515 1519 1512.6 11 1513.51344 1507.328 1501.14256 22.66208 10.72 0
19 1520 1517 1519 1522 1516 1518.8 6 1513.51344 1507.328 1501.14256 22.66208 10.72 0
20 1506 1511 1517 1516 1508 1511.6 11 1513.51344 1507.328 1501.14256 22.66208 10.72 0
21 1500 1498 1503 1504 1508 1502.6 10 1513.51344 1507.328 1501.14256 22.66208 10.72 0
22 1511 1514 1509 1508 1506 1509.6 8 1513.51344 1507.328 1501.14256 22.66208 10.72 0
23 1505 1508 1500 1509 1503 1505 9 1513.51344 1507.328 1501.14256 22.66208 10.72 0
24 1501 1498 1505 1502 1505 1502.2 7 1513.51344 1507.328 1501.14256 22.66208 10.72 0
25 1509 1511 1507 1500 1499 1505.2 12 1513.51344 1507.328 1501.14256 22.66208 10.72 0
1507.328 10.72
A2 0.577
D3 0
D4 2.114
GRÁFICO DE RANGOS GRÁFICO DE MEDIAS
3
4
central Línea
DRLCL
R
DRUCL
RAXLCL
X
RAXUCL
2
2
central Línea
0
5
10
15
20
25
1 3 5 7 9 11 13 15 17 19 21 23 25
rango
UCLR
L. CENTRAL R
LCLR
1490
1495
1500
1505
1510
1515
1520
1525
1 3 5 7 9 11 13 15 17 19 21 23 25
media
UCLX
L. CENTRAL X
LCLX

La longitud del encendedor de cigarrillos utilizado en los automóviles es vigilada mediante el empleo de gráficos de control. La tabla siguiente proporciona la longitud para 20
muestras de tamaño 4. Construya el gráfico de contro de medias y rangos. ¿El proceso esta bajo control estadístico?
Columna1 Observación Columna2 Columna3 Columna4 Columna5 Columna6 Columna7 Columna8 Columna9 Columna10 Columna11 Columna12
Muestra 1 2 3 4 media rango UCLX L. CENTRAL X LCLX UCLR L. CENTRAL R LCLR
1 15 10 8 9 10.5 7 15.36245 10.5875 5.81255 14.9471 6.55 0
2 14 14 10 6 11 8 15.36245 10.5875 5.81255 14.9471 6.55 0
3 9 10 9 11 9.75 2 15.36245 10.5875 5.81255 14.9471 6.55 0
4 8 6 9 13 9 7 15.36245 10.5875 5.81255 14.9471 6.55 0
5 14 8 9 12 10.75 6 15.36245 10.5875 5.81255 14.9471 6.55 0
6 9 10 7 13 9.75 6 15.36245 10.5875 5.81255 14.9471 6.55 0
7 15 10 12 12 12.25 5 15.36245 10.5875 5.81255 14.9471 6.55 0
8 14 16 11 10 12.75 6 15.36245 10.5875 5.81255 14.9471 6.55 0
9 11 7 16 10 11 9 15.36245 10.5875 5.81255 14.9471 6.55 0
10 11 14 11 12 12 3 15.36245 10.5875 5.81255 14.9471 6.55 0
11 13 8 9 5 8.75 8 15.36245 10.5875 5.81255 14.9471 6.55 0
12 10 15 8 10 10.75 7 15.36245 10.5875 5.81255 14.9471 6.55 0
13 8 12 14 9 10.75 6 15.36245 10.5875 5.81255 14.9471 6.55 0
14 15 12 14 6 11.75 9 15.36245 10.5875 5.81255 14.9471 6.55 0
15 13 16 9 5 10.75 11 15.36245 10.5875 5.81255 14.9471 6.55 0
16 14 8 8 12 10.5 6 15.36245 10.5875 5.81255 14.9471 6.55 0
17 8 10 16 9 10.75 8 15.36245 10.5875 5.81255 14.9471 6.55 0
18 8 14 10 9 10.25 6 15.36245 10.5875 5.81255 14.9471 6.55 0
19 13 15 10 8 11.5 7 15.36245 10.5875 5.81255 14.9471 6.55 0
20 9 7 5 8 7.25 4 15.36245 10.5875 5.81255 14.9471 6.55 0
10.5875 6.55
A2= 0.729
D3= 0
D4= 2.282
GRÁFICO DE RANGOS GRÁFICO DE MEDIAS
0
2
4
6
8
10
12
14
16
18
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Medias
media UCLX L. CENTRAL X LCLX
0
2
4
6
8
10
12
14
16
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Rango
rango UCLR L. CENTRAL R LCLR

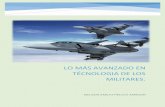
Un componente de la turbina de un avión se fabrica con un proceso de fundición. La apertura del álabe es un parámetro funcional importante de la pieza. Evalue la estabilidad
estadística de este proceso basándose en la información obtenida de 20 muestras de cinco piezas cada una.
No. de muestra x1 x2 x3 x4 x5 MEDIA RANGO UCLX L. CENTRAL X LCLX UCLR L. CENTRAL R LCLR
1 33 29 31 32 33 31.6 4 36.6666 33.32 29.9734 12.2612 5.8 0
2 33 31 35 37 31 33.4 6 36.6666 33.32 29.9734 12.2612 5.8 0
3 35 37 33 34 36 35 4 36.6666 33.32 29.9734 12.2612 5.8 0
4 30 31 33 34 33 32.2 4 36.6666 33.32 29.9734 12.2612 5.8 0
5 33 34 35 33 34 33.8 2 36.6666 33.32 29.9734 12.2612 5.8 0
6 38 37 39 40 38 38.4 3 36.6666 33.32 29.9734 12.2612 5.8 0
7 30 31 32 34 31 31.6 4 36.6666 33.32 29.9734 12.2612 5.8 0
8 29 39 38 39 39 36.8 10 36.6666 33.32 29.9734 12.2612 5.8 0
9 28 33 35 36 43 35 15 36.6666 33.32 29.9734 12.2612 5.8 0
10 38 33 32 35 32 34 6 36.6666 33.32 29.9734 12.2612 5.8 0
11 28 30 28 32 31 29.8 4 36.6666 33.32 29.9734 12.2612 5.8 0
12 31 35 35 35 34 34 4 36.6666 33.32 29.9734 12.2612 5.8 0
13 27 32 34 35 37 33 10 36.6666 33.32 29.9734 12.2612 5.8 0
14 33 33 35 37 36 34.8 4 36.6666 33.32 29.9734 12.2612 5.8 0
15 35 37 32 35 39 35.6 7 36.6666 33.32 29.9734 12.2612 5.8 0
16 33 33 27 31 30 30.8 6 36.6666 33.32 29.9734 12.2612 5.8 0
17 35 34 34 30 32 33 5 36.6666 33.32 29.9734 12.2612 5.8 0
18 32 33 30 30 33 31.6 3 36.6666 33.32 29.9734 12.2612 5.8 0
19 25 27 34 27 28 28.2 9 36.6666 33.32 29.9734 12.2612 5.8 0
20 35 35 36 33 30 33.8 6 36.6666 33.32 29.9734 12.2612 5.8 0
33.32 5.8
A2= 0.577
D3= 0
D4= 2.114
GRÁFICO DE RANGOS GRÁFICO DE MEDIAS
25
30
35
40
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Medias
MEDIA UCLX L. CENTRAL X LCLX
0
2
4
6
8
10
12
14
16
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Rangos
RANGO UCLR L. CENTRAL R LCLR

HOJA # 1 Número de subgrupos = 25
Tamaño del Subgrupo = 5.0
0 subgrupos excluidos
Gráfico X-bar
-------------
UCL: +3.0 sigma = 1513.51
Línea central = 1507.33
LCL: -3.0 sigma = 1501.14
3 fuera de límites
Gráfico de Rango
----------------
UCL: +3.0 sigma = 22.6659
Línea central = 10.72
LCL: -3.0 sigma = 0.0
0 fuera de límites
Estimaciones
------------
Media del Proceso = 1507.33
Sigma del Proceso = 4.60877
Rango Medio = 10.72
El StatAdvisor
--------------
Este procedimiento crea gráficos X-bar y R para Col_6 y Col_7. Está diseñado para permitirle determinar si
los datos proceden de un proceso que está en un estado de control estadístico. Los gráficos de control se
construyen bajo la asunción de que los datos proceden de una distribución normal con una media igual a 1507.33 y
una desviación típica igual a 4.60877. Estos parámetros se estimaron a partir de los datos. De los 25 puntos
no excluidos mostrados en los gráficos, 3 están fuera de los límites de control en el primer gráfico mientras
que 0 están fuera de los límites en el segundo gráfico. Puesto que la probabilidad de ver 3 o más puntos fuera
de los límites sólo por casualidad es 4.50071E-11 si el datos proceden de la distribución asumida, se puede
afirmar que el proceso está fuera de control al 99% de nivel de confianza.
Gráfico X-bar para Col_6
0 5 10 15 20 25
Subgrupo
1500
1504
1508
1512
1516
1520
X-b
ar
CTR = 1507.33
UCL = 1513.51
LCL = 1501.14
Gráfico de Rango para Col_7
0 5 10 15 20 25
Subgrupo
0
4
8
12
16
20
24
Ra
ng
o
CTR = 10.72
UCL = 22.67
LCL = 0.00

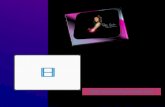
HOJA # 2 Número de subgrupos = 20
Tamaño del Subgrupo = 5.0
0 subgrupos excluidos
Gráfico X-bar
-------------
UCL: +3.0 sigma = 36.6654
Línea central = 33.32
LCL: -3.0 sigma = 29.9746
4 fuera de límites
Gráfico de Rango
----------------
UCL: +3.0 sigma = 12.2633
Línea central = 5.8
LCL: -3.0 sigma = 0.0
1 fuera de límites
Estimaciones
------------
Media del Proceso = 33.32
Sigma del Proceso = 2.49355
Rango Medio = 5.8
El StatAdvisor
--------------
Este procedimiento crea gráficos X-bar y R para Col_1 y Col_2. Está diseñado para permitirle determinar si
los datos proceden de un proceso que está en un estado de control estadístico. Los gráficos de control se
construyen bajo la asunción de que los datos proceden de una distribución normal con una media igual a 33.32 y
una desviación típica igual a 2.49355. Estos parámetros se estimaron a partir de los datos. De los 20 de
puntos no excluidos que se muestran en los gráficos, 4 están fuera de los límites de control en el primer
gráfico mientras que 1 está fuera de los límites en el segundo gráfico. Puesto que la probabilidad de ver 4 o
más puntos fuera de los límites sólo por casualidad es 0.0 si el datos proceden de la distribución asumida, se
puede afirmar que el proceso está fuera de control al 99% de nivel de confianza.
Gráfico X-bar para Col_1
0 4 8 12 16 20
Subgrupo
28
30
32
34
36
38
40
X-b
ar
CTR = 33.32
UCL = 36.67
LCL = 29.97
Gráfico de Rango para Col_2
0 4 8 12 16 20
Subgrupo
0
3
6
9
12
15
Ran
go
CTR = 5.80
UCL = 12.26
LCL = 0.00

HOJA # 3 X-bar y Rango - Estudio Inicial para Col_1 & Col_2
Número de subgrupos = 20
Tamaño del Subgrupo = 4.0
0 subgrupos excluidos
Gráfico X-bar
-------------
UCL: +3.0 sigma = 15.3592
Línea central = 10.5875
LCL: -3.0 sigma = 5.81577
0 fuera de límites
Gráfico de Rango
----------------
UCL: +3.0 sigma = 14.9483
Línea central = 6.55
LCL: -3.0 sigma = 0.0
0 fuera de límites
Estimaciones
------------
Media del Proceso = 10.5875
Sigma del Proceso = 3.18116
Rango Medio = 6.55
El StatAdvisor
--------------
Este procedimiento crea gráficos X-bar y R para Col_1 y Col_2. Está diseñado para permitirle determinar si
los datos proceden de un proceso que está en un estado de control estadístico. Los gráficos de control se
construyen bajo la asunción de que los datos proceden de una distribución normal con una media igual a 10.5875 y
una desviación típica igual a 3.18116. Estos parámetros se estimaron a partir de los datos. De los 20 puntos
no excluidos mostrados en los gráficos, 0 están fuera de los límites de control en el primer gráfico mientras
que 0 están fuera de los límites en el segundo gráfico. Puesto que la probabilidad de ver 0 o más puntos fuera
de los límites sólo por casualidad es 1.0 si los datos proceden de la distribución asumida, no podemos rechazar
la hipótesis de que el proceso está en un estado de control estadístico para un nivel de confianza del 90% o
superior.
Gráfico X-bar para Col_1
0 4 8 12 16 20
Subgrupo
5.8
7.8
9.8
11.8
13.8
15.8
X-b
ar
CTR = 10.59
UCL = 15.36
LCL = 5.82
Gráfico de Rango para Col_2
0 4 8 12 16 20
Subgrupo
0
3
6
9
12
15
Ran
go
CTR = 6.55
UCL = 14.95
LCL = 0.00