
Polytec INFO Ausgabe 77
28
UV-Blitztechnik Sintern gedruckter Elektronik und sterilisieren von Reinräumen Seite 14 Optische Filter – die Alleskönner in der Bildverarbeitung Seite 04 Faseroptische Temperaturmessung in der chemischen Verfahrenstechnik Seite 24 Time-of-flight für 3D-Kameras Seite 12 Quantensprung in der Qualitätskontrolle von Displays Seite 20 POLYTEC INFO 77. AUSGABE INFO Anwendungen und News aus dem Bereich der Photonischen Technologien
description
Ausgabe 77
Transcript of Polytec INFO Ausgabe 77

POLYTEC INFO | 01
UV-Blitztechnik Sintern gedruckter Elektronik und sterilisieren von Reinräumen
Seite 14
Optische Filter – die Alleskönner in der Bildverarbeitung Seite 04
Faseroptische Temperaturmessung in der chemischen Verfahrenstechnik Seite 24
Time-of-flight für 3D-Kameras Seite 12
Quantensprung in der Qualitätskontrolle von Displays Seite 20
POLYTEC INFO 77. AUSGABE
INFOAnwendungen und News aus dem Bereich der Photonischen Technologien
02 |
Editorial
Dr. Dietmar GnaßGeschäftsführer
Liebe Leserin, lieber Leser,
haben Sie sich schon einmal gefragt, wie neue Technologien ihren Weg in die praktische
Umsetzung finden? Und wie es dazu kommt, dass gerade bestimmte Anwendungen gut
funktionieren und andere nicht?
Ein interessantes Beispiel dafür ist die Xenon UV-Blitztechnik aus unserem Titelbeitrag.
Die breitbandigen, energiereichen Lichtpulse haben über Jahrzehnte ganz unterschiedliche
Anwendungen gefunden.
Die Technologie wurde Mitte der 1960er Jahre erstmals für gepulste Laser-Lampen ein-
gesetzt. Sie fand ihren Weg in die Forschung nachdem der Chemie-Nobelpreis 1967 für
Untersuchungen chemischer Reaktionen durch kurze Energiepulse (mittels UV-Licht) ver-
geben wurde.
Die erste industrielle Anwendung – das schnelle fotochemische UV-Härten – kam Anfang
der 1970er Jahre auf. Der Durchbruch folgte in den 1980ern in der Medizintechnik und
mit der Einführung der CD, wobei Polycarbonat-Schichten miteinander verklebt und
durch UV-Lichtpulse gehärtet werden.
Ein anderes Anwendungsgebiet, die photochemische Sterilisation, kam Ende der 1970er
Jahre als Alternative zur thermischen Sterilisation auf. Der Durchbruch allerdings
brauchte auch hier viel Zeit. Erst in den letzten Jahren wird zunehmend in der Pharma-
und Nahrungsmittelproduktion, in Reinräumen (Seite 18) und Operationssälen per
UV-Puls sterilisiert.
Die Anreicherung von Nahrungsmitteln ist ein recht neues Thema. Seit etwa 15 Jahren ist
bekannt, dass sich Speisepilze durch UV-Lichtpulse mit Vitamin D anreichern lassen. In
den USA sind so behandelte Pilze mittlerweile im Handel.
Mit ca. 5 Jahren ist die gedruckte Elektronik (Seite 14) das jüngste Einsatzfeld. Hierbei
werden Spezialtinten nach dem Druck elektronischer Schaltungen per UV-Puls gesintert
und somit dauerhaft leitfähig und gehärtet.
Sie sehen, die Anwendungen und deren Entwicklung könnten kaum unterschiedlicher
sein. Das ist einer von vielen Gründen, die photonische Technologien für uns so spannend
und zukunftsträchtig machen. Lassen Sie sich beim Durchblättern dieser Ausgabe ein
bisschen von dieser Vielfalt anregen.
Kurzweilige Unterhaltung wünscht Ihnen
Dr. Dietmar Gnaß
POLYTEC INFO | 03
Inhaltsverzeichnis
Der preiswerte Turbo für die Bildverarbeitung – Optische Filter in der Praxis Seite 04
Vielseitige Zeilenbeleuchtung Seite 07
Neuer Masterdistributor für Spectrum Illumination Seite 08
Neue Benelux-Niederlassung Seite 08
Ein Vision-Sensor für alle Fälle Seite 09
Randlose Leuchtfelder Seite 09
3D-Qualitätskontrolle von Leiterplatten – BV-Laser in der Elektronik-Fertigung Seite 10
Spezialoptiken als Antwort auf neue CMOS-Kameras – Navitar-Objektive für 4/3 Zoll-Bildsensoren Seite 11
Time-of-flight für 3D-Kameras Seite 12
Gedruckte Elektronik aus dem Tintenstrahler – Photonisches Sintern ermöglicht gedruckte Elektronik in hohen Auflagen Seite 14
Sterilisation per Lichtblitz – Xenon UV-Blitzlampen in der fotochemischen Sterilisation Seite 18
Ultraschnelle Display-Charakterisierung – Quantensprung in der Qualitätskontrolle von Displays Seite 20
Vielseitiges Radiometer für die Lichtmesstechnik Seite 21
Preiswerter elektrischer Pulsgenerator für Laser und optische Modulatoren Seite 22
Neue Ulbrichtkugel für Kameratests Seite 22
Low-cost SWIR-Videokamera Seite 23
Ungekühlte LWIR-Kamera mit XGA-Auflösung Seite 23
Temperaturprofil-Messungen in Reaktoren – Faseroptische Temperaturmessung in der chemischen Verfahrenstechnik Seite 24
Messen, Leistungsspektrum, Impressum, Bildnachweise Seite 28
Optische Systeme
Bildverarbeitung

04 |
Bildverarbeitung
Der preiswerte Turbo für die Bildverar bei tungOptische Filter in der Praxis
Auf der Suche nach der optimalen Lösung wird mit Beleuchtungsarten, Lichtfarben, Objektiven und
Kameras experimentiert. Die einfachsten Mittel werden aber oft übersehen. Warum optische Filter
zu den unkompliziertesten und preiswertesten Möglichkeiten gehören, Bildqualität, Reproduzierbarkeit
und Prozesssicherheit von Bildverarbeitungssystemen zu verbessern, lesen Sie hier.

POLYTEC INFO | 05
Digitale Kameras sind in der Lage, den Nah-Infrarot-, UV- und den sichtbaren Wellenlängenbereich abzubilden. Dieses breite Spektrum voll auszunutzen und gleichzeitig Ungenauigkeiten auszu-schließen, die aufgrund von Unterschie-den der Lichtintensität und -homogeni - tät entstehen, kann eine echte Heraus-forderung darstellen. Um CMOS- und CCD-Kameras für industrielle Bildverar-beitungsanwendungen fit zu machen, ist der Einsatz von Filtern, die auf diese Anforderungen zugeschnitten sind, ein Muss.
Industrie- und Fotofilter – der feine Unterschied
Seit über 100 Jahren benutzen Fotogra-fen Filter, um Reflexionen zu reduzieren, die Farbbalance auszugleichen und den Kontrast in Schwarz-Weiß-Aufnahmen zu verbessern. Allerdings erfüllen foto- grafische Filter, die für Filmkameras ent-wickelt wurden, bei weitem nicht die Ansprüche, die Industriekameras stellen. Daher wurden die Fotofilter in den In- dustriebereich übertragen und für die Bildverarbeitung weiterentwickelt.
Die spektrale Empfindlichkeit von Foto-Filmen liegt im sichtbaren Spektrum, also zwischen 400 und 700 nm Wellen-länge. Ungefilterte CCD- und CMOS-Sensoren sind auch außerhalb des sicht-baren Spektrums empfindlich und haben somit eine höhere Gesamtemp-
findlichkeit bei wenig Licht. Um diese Kameras für Bildverarbeitungsanwen- dungen zu optimieren, sind optische Filter sehr gut geeignet. Midwest Filter sind speziell dafür ausgelegt, das Poten-zial der digitalen Sensoren voll auszu- nutzen und UV-, NIR- oder sichtbare Lichtanteile effektiv zu betonen oder zu sperren. Auf diese Weise werden die gewünschten Objektcharakteristiken besser hervorgehoben.
Anforderungen und Design
Der ideale Bildverarbeitungsfilter sollte unmittelbar den Kontrast erhöhen und Schwankungen im Umgebungs- licht langfristig ausgleichen können. Midwest Bandpassfilter-Designs werden standardmäßig mit einer Anti-Refle- xionsbeschichtung ausgeliefert, um eine hohe Transmission des gewünsch-ten Lichtspektrums und eine hohe Absorption des unerwünschten Wellen- längenbereiches zu gewährleisten.
Bei Objektiven mit kurzen Brennweiten ist der Lichteintrittswinkel sehr groß. Da sich bei Filtern die Transmissionswellen-länge je nach Lichteinfallswinkel verschie-ben kann, kommt es unter Umständen zu Vignettierung, also einem Abfall der Bildhelligkeit zum Bildrand hin. Spezielle Filter von Midwest wirken diesem Effekt entgegen und werden daher bevorzugt bei Objektiven mit kurzen Brennweiten eingesetzt. Ò
Beim Test mit breitbandigem weißen Licht lässt sich mit Bandpassfiltern die optimale LED-Wellenlänge bestimmen

06 |
Bildverarbeitung
Kontakt · Mehr InfoTel. +49 7243 604-1800 www.polytec.de/filter
Verwandte Artikel (PDF):Objektive in der Bildverarbeitung www.polytec.de/objektivauswahl
Das optimale Licht für die Bildverarbeitung www.polytec.de/lichtauswahl
Normale Farbaufnahme einer Leiterplatte
Aufnahme bei grüner Beleuchtung ohne Filter
Aufnahme bei grüner Beleuchtung mit Fotofilter, der die Lichtstärke begrenzt
Aufnahme bei grüner Beleuchtung mit hellgrünem Bandpassfilter
Testen mit Filtern
Tests für Bildverarbeitungssysteme mit LED-Beleuchtungen in unterschiedlichen Lichtfarben können meist einfacher mit weißem Licht und verschiedenen Band-passfiltern absolviert werden. Um die optimale Beleuchtung zu finden, kann der Einsatz eines Filter-Test-Kits sehr viel Zeit und Ressourcen sparen. Jeder schnell zu wechselnde Bandpassfilter erreicht das gleiche Ergebnis wie eine LED-Beleuchtung in der abgestimmten Wellenlänge. Damit lässt sich die opti-male Lichtfarbe oder der Beleuchtungs-typ für den maximalen Kontrast einer Anwendung herausfinden.
Um die höchste Präzision zu erreichen, sollten Filter bereits in einem frühen Stadium der Systementwicklung berück-sichtigt werden. Polytec bietet verschie-dene Test-Kit-Varianten für alle mög- lichen Anwendungen, Wellenlängen-bereiche oder Objektivgrößen an, die in Frage kommen.
Kontrastoptimierung bei Monochrom-Kameras
Farbkameras kommen einem zuerst in den Sinn, wenn Objekte nach Farbe sortiert werden sollen. Den maximalen Kontrast und eine hoch-effektive Farb- separation erreicht man allerdings mit einer Monochrom-Kamera und einem Farb-Bandpassfilter. Diese Filter blocken ausgewählte Farben vor Erreichen des Sensors – die Farben erscheinen in der Regel fast schwarz – während Kontrast-farben, die durchgelassen werden, heller oder fast weiß erscheinen. Und es gibt keine bessere Unterscheidungsgenauig- keit als Schwarz-Weiß-Kontraste.
Bessere Auflösung durch verringerte chromatische Aberration
Insbesondere beim Einsatz monochro-matischer Beleuchtung engen Bandpass-filter den Spektralbereich eines Bildes ein, während der Kontrast verbessert und die Auflösung – durch die Reduzierung des Effekts der chromatischen Aberra-tion – erhöht wird. Um eine höhere Auf-lösung zu erreichen, ist es daher immer empfehlenswert, den Wellenlängen- bereich des Lichts einzuschränken, der das Aufnahmeobjekt erreicht.

POLYTEC INFO | 07
Kontakt · Mehr InfoTel. +49 7243 604-1800 www.polytec.de/corona2
Verwandte Artikel (PDF):Leuchtfelder als vielseitige Lösungen www.polytec.de/leuchtfeld-know-how
Moderne Leuchtfelder – der unsichtbare Fortschritt www.polytec.de/moderne-leuchtfelder
Vielseitige Zeilenbeleuchtung
Optimale Lichtbedingungen für Zeilen-kamera-Anwendungen schafft die etab-lierte Corona II. Sie zeichnet sich durch eine Beleuchtungsstärke von bis zu 3 Mio. Lux und die besondere Gleich- mäßigkeit der Lichtverteilung aus.
Diese hervorragenden Daten haben den Hersteller Chromasens zu einer bemer-kenswerten Weiterentwicklung veran-lasst. Neben der Variante als Zeilen-/Auf-licht-Beleuchtung stehen nun auch eine Backlight-Variante und eine Tunnel- beleuchtung zur Verfügung.
Die Lichtleistung der Backlight-Version erreicht bis zu 800.000 Lux und eignet sich mit ihrer außergewöhnlichen Homo-genität besonders für Durchlicht-Anwen-dungen. Sie ist in verschiedenen Längen von 170 bis 1.360 mm erhältlich.
Die diffus abstrahlende Tunnelbeleuch-tung erreicht bis zu 1,2 Mio. Lux und wird für besonders stark reflektierende oder Schatten werfende Objekte einge-setzt. Die verfügbaren Tunnellängen sind 170 und 340 mm.
Corona II als Tunnelbeleuchtung (rechts) und als Backlight (links)
08 |
Bildverarbeitung
Polytec hat die Masterdistribution des US-amerikanischen Beleuchtungsherstellers Spectrum Illumination für Europa über-nommen.
Die LED-Beleuchtungen für die industri elle Bildverarbeitung sind für große Ar beits -ab stände und große Objekte aus gelegt. So sind beispielsweise Dombeleuchtungen
in Standard-Durchmessern bis 1.000 mm erhältlich. Verschiede-
ne Bauformen, Licht farben, Linsen und Diffu soren sowie
kun den spezifische Bau-
formen decken diese Anwendungsbe reiche nahezu komplett ab.
Polytec gewährleistet eine hohe Liefersicher-heit durch großzügige Lagerhaltung. Kurze Lieferzeiten und lokale An sprechpartner in Form von Niederlassungen in Frankreich, Großbritan nien, den Niederlanden und Dis -tributoren in weiteren Ländern garantieren eine bestmögliche Be treu ung. Die eigene Ser vice abteilung sorgt für kurze Reaktions-zeiten ohne zeitraubende Versandwege zum Hersteller.
Neuer Masterdistributor für Spectrum Illumination
Kontakt · Mehr InfoTel. +49 7243 604-1800 www.polytec.de/spectrum
Dombeleuchtungen bis zu 1 m Durchmesser gehören zum Standard
Polytec hat eine Vertriebsniederlassung für die Benelux-Staaten in zentraler Lage bei Breda an der niederländisch- belgischen Grenze gegründet.
Mit dem Niederländer Mart Mijnsbergen konnte ein Niederlassungsleiter gewon-nen werden, der über langjährige Erfah-rung im Bereich Bildverarbeitung verfügt, bereits für Imago Group Benelux tätig
Kontakt · Mehr InfoTel. +31 62 50 46 652 www.polytec-machinevision.nl www.polytec-machinevision.be www.polytec-machinevision.lu
Neue Benelux-Niederlassungwar und bestens im Benelux-Raum ver-netzt ist. Mijnsbergen kann dabei voll auf die bereits international ausgerichte-ten Services und das Produktportfolio des Stammhauses zurückgreifen.
Niederlassungsleiter Mart Mijnsbergen

POLYTEC INFO | 09
Kontakt · Mehr InfoTel. +49 7243 604-1800 www.polytec.de/vision-sensoren
Verwandte Artikel (PDF):Vision-Sensoren – Mittler zwischen einfacher Sensorik und komplexen Systemen www.polytec.de/bindeglied-visionsensor
Vision-Sensoren – Alternativen zu Kamerasystemen? www.polytec.de/visionsensor-potenzial
Der Vision-Sensor Visor Allround bewäl-tigt drei gängige Aufgabenbereiche, für die bisher unterschiedliche Sensoren erforderlich waren.
Er lässt sich als Objektsensor für Muster-, Kontur-, Lageerkennung und Zählauf- gaben, als Codesensor für die Erkennung von Barcodes, Datamatrix oder Klarschrift, ebenso wie für Farberkennungsaufgaben einsetzen. Sowohl in der Monochrom-Version als auch in der Farbversion stehen bis zu 1,3 Megapixel zur Verfügung.
Ein Vision-Sensor für alle Fälle
Leuchtfelder gelten in der Bildverarbei-tung als optimale Lösung für die Hinter-leuchtung von Objekten. Mit dem Schat-tenriss-Verfahren lassen sich durch den großen Kontrast präzise Vermessungen und Formkontrollen durchführen.
Leuchtfelder haben durch die Art ihrer Anwendung aber auch einen hohen Platzbedarf. Sie sind mindestens so groß wie die zu vermessende Fläche. Bei bau-lich beengten Anwendungen wie in engen Maschinen ist daher jeder Quadrat -zentimeter wertvoll.
Für diese Fälle bietet Polytec Leucht- felder mit bis zu drei randlosen Seiten in Größen von 2 x 2 mm bis zu 1.200 x 1.900 mm. Die Standardhöhe der Bau-form liegt bei 21 mm. Kameradurch- brüche sind problemlos zu realisieren. Der Controller für die LED-Lichtquelle ist platzsparend im Leuchtfeld unter-gebracht.
Kontakt · Mehr InfoTel. +49 7243 604-1800 www.polytec.de/leuchtfelder
Verwandte Artikel (PDF):Moderne Leuchtfelder – der unsichtbare Fortschritt www.polytec.de/moderne-leuchtfelder
Leuchtfelder als vielseitige Lösungen www.polytec.de/leuchtfeld-know-how
Das Zählen und Bewerten oder die Unter- scheidung von Bauch- und Rückenlage eines Prüfteils ist mit der neu integrier- ten BLOB-Funktion (binary large object) ebenso möglich wie die Längen-/Ab- standsmessung über den sogenannten Messschieber.
Die einfache, intuitive Programmierung beinhaltet eine umfangreiche Hilfe. Damit können auch unerfahrene Anwen-der innerhalb kürzester Zeit eine Bild- verarbeitungsaufgabe parametrisieren.
Polytec Vision-Sensoren beinhalten einen sog. Mess schieber, der Ab - stände zwischen Objektmerkmalen ermittelt und damit Längen, Breiten oder Durchmesser bestimmen kann
Randlose Leuchtfelder

10 |
Bildverarbeitung
Die Bestückung von Leiterplatten ist eine Anwendung, in der zahlreiche Feh-lerquellen schlummern. Fehlende Kom-ponenten, falsch positionierte, verdrehte, verschobene oder verkantete Bauteile, fehlerhafte und fehlende Lötstellen oder unzureichende Koplanarität von ICs sind nur die häufigsten. Um die Qualität der Bestückung schon im Produktionsprozess zu kontrollieren, werden spezielle Bildver-arbeitungslaser mit sehr schmalen Linien und homogener Licht-Intensitätsvertei-lung eingesetzt.
Mit Hilfe der Lasertriangulation können Bestückungsfehler frühzeitig erkannt werden. Dafür projiziert der Laser Linien auf das Bauteil, die mit einer Bildverar- beitungskamera aufgenommen werden. Anhand des Versatzes der Laserlinie wird ein 3D-Oberflächenprofil erstellt. Basie-rend auf diesen Daten werden Messun-gen und ein Soll-Ist-Vergleich mit einem gespeicherten Muster durchgeführt.
Die geringen Maße der Bestückungs- komponenten und störende Reflex -
3D-Qualitätskontrolle von LeiterplattenBV-Laser in der Elektronik-Fertigung
Laser werden in vielen Bildverarbeitungssystemen bereits als strukturierte
Beleuchtung eingesetzt. Mit dieser Form der Beleuchtung lassen sich
räumliche Konturen von statischen und bewegten Objekten erfassen.
Aber nicht jeder Laser ist gleichermaßen geeignet …
Kontakt · Mehr InfoTel. +49 7243 604-1800 www.polytec.de/z-laser
Verwandte Artikel (PDF):3D-Bildverarbeitung in der Textilindustrie www.polytec.de/textil
3D-Bildverarbeitung in der Lebensmittelindustrie www.polytec.de/pizza
3D-Bildverarbeitung in der Sportindustrie www.polytec.de/ski
Die Laserlinie erzeugt ein Höhenprofilbild für die BV-Kamera
ionen metallisch spiegelnder Oberflächen und Lötstellen stellen dabei besondere Ansprüche an den Laser, da sie die Mess-genauigkeit unmittelbar beeinflussen. Deshalb spielen klassische Beleuchtungs-methoden wie LEDs oder rote Standard-laser bei diesen Anwendungen auch keine Rolle.
Speziell entwickelte fasergekoppelte Bild-verarbeitungslaser von Z-LASER bieten hierfür eine optimale Lösung. Minimale Linienbreiten von bis zu 6 μm und eine Wellenlänge im blauen Spektralbereich von 450 nm sorgen dafür, dass auch kleinste Bauteile korrekt erfasst und stö-rende, diffuse Reflexionen von metalli-schen Oberflächen minimiert werden. Damit sind maximale Bildauflösungen erreichbar.

POLYTEC INFO | 11
Kontakt · Mehr InfoTel. +49 7243 604-1800 www.polytec.de/spezialoptiken
Verwandte Artikel (PDF):Objektive in der Bildverarbeitung www.polytec.de/objektivauswahl
Der Objektivhersteller Navitar hat gleich drei neue Systeme auf den Markt gebracht, die speziell für hochauflösende 4/3-Zoll-, Kleinbildformat-Sensoren und Zeilensensoren bis 90 mm entwickelt wurden. Die neuen modularen Optiken erlauben die Erfassung größerer Bild- daten und höhere Verarbeitungsge-schwindigkeit als herkömmliche 2/3- Zoll-Objektive. Das heißt, höhere Auf- lösung und schnellere Verarbeitung bei gleichem Sichtfeld oder ein erheblich größeres Sichtfeld als bisher.
Der Hersteller hat die drei Systeme Micromate, MTL (Modular Tube Lens) und Easy Reader auf unterschiedliche Schwerpunkte hin ausgelegt.
Micromate ist ein 3-fach Zoomobjektiv für Sensoren mit 22,5 mm Bildkreis-durchmesser. Das modulare Design (Vergrößerungen bis 20-fach) ermög- licht die Integration in typische Mikro-skop-Anwendungen wie Fluoreszenz, DIC (Differential Interference Contrast) sowie Hell- und Dunkelfeld.
Das MTL-System zeichnet sich durch eine Festbrennweite für Kamerasensoren von 11 bis 33 mm aus und ermöglicht ein großes Bildfeld bei kurzem Arbeits-abstand. Laterale und axiale chromati-sche Aberrationen sind über das gesamte Bildfeld korrigiert. Der modulare Aufbau ermöglicht mit entsprechenden Adaptern und Mikroskop-Optiken Bildfelder bis zu
50-facher Vergrößerung. Ein einfacher Schiebemechanismus lässt die schnelle Verwendung von mehreren Mikroskop-Optiken zu, je nach Anwendung.
Die Easy Reader-Objektive sind für Kame-rasensoren von 1-Zoll bis Kleinbildformat sowie Zeilensensoren bis 90 mm ausge-legt. Herausragende Merkmale sind eine sehr geringe Systemverzeichnung und ein geringer Arbeitsabstand von nur 24 bis 159 mm. Für 1-Zoll- und 4/3-Zoll- Sensoren ist eine koaxiale Beleuchtung vorgesehen (siehe Abbildung).
Alle drei Systeme sind aufgrund ihrer Entwicklung hervorragend für Anwen- dungen in der Qualitätskontrolle, der Defekt-Erkennung auf Displays, der Oberflächeninspektion, Metrologie, Fluoreszenz- und Zell-Imaging sowie für Zeilenkamera-Anwendungen geeignet.
Spezialoptiken als Antwort auf neue CMOS-Kameras Navitar-Objektive für 4/3-Zoll-Bildsensoren
Es liegt in der Natur der Sache, dass digitale Bildsensoren in ihrer
Entwicklung den Optiken immer einen Schritt voraus sind. So verhielt
es sich auch mit den modernen 1 Zoll bis 35 mm Kleinformat-Senso-
ren (CMV4000 bis CMV20000) des Herstellers CMOSIS – bis jetzt.
Die Easy Reader-Serie, links mit Koaxialanschluss und Faserbündel
12 |
Optische Systeme
Time-of-flight für 3D-Kameras
Sensoren, die dreidimensionale Bild-
informationen erfassen, eröffnen ein
riesiges Feld neuer Anwendungsmög-
lichkeiten. Die Time-of-flight-Technolo-
gie entwickelt sich rasant in Richtung
3D- Kamera. Bis vor Kurzem waren nur
Sensoren mit weniger als 100 Pixeln ver-
fügbar, die bezüglich Reichweite, Umge-
bungslicht oder Geschwindigkeit ledig-
lich begrenzt leistungsfähig waren. Mitt -
lerweile sind hier Fortschritte erzielt
und zur Serienreife gebracht worden, die
Anwender staunen lassen …
Optische Systeme

POLYTEC INFO | 13
Mit Hilfe des Time-of-flight-Prinzips (TOF) können Entfernungen optisch gemessen werden. Aus der Laufzeit, die das aus- gesendete Licht für den Hin- und Rück- weg benötigt, lässt sich die Entfernung ermitteln. Vereint man dieses Prinzip mit einem CMOS-Imager, lassen sich auf diese Weise 3D-Bilder darstellen, die aus den Entfernungswerten jedes einzelnen Pixels bestehen.
Eine Weiterentwicklung dieses Messver-fahrens nutzt statt Lichtpulsen modulier-tes Licht. Hierbei wird der Phasenunter-schied zwischen ausgesandtem und empfangenem Licht gemessen, um die Distanz zu bestimmen. Der Vorteil liegt in einer höheren Messgenauigkeit.
Stand der Technik
Die heutige Prozesstechnik ermöglicht es, die wesentlichen Bestandteile eines solchen 3D-TOF-Systems auf einem Silizium-Chip unterzubringen – bis hin zum LED-Treiber für die Beleuchtung. Diese hohe Integrierbarkeit, in Ver- bindung mit der Miniaturisierung und niedrigen Systemkosten, ermöglicht die Realisierung von preisgünstigen Kameras für verschiedenste 3D-Anwen-dungen.
Das Topmodell des schweizerischen Herstellers Espros Photonics ist ein voll integrierter System-on-Chip-Imager mit einer Auflösung von 320 x 240 Pixeln. Abhängig vom Systemdesign kann die 3D-Kamera Auflösungen im Millimeterbereich er reichen – bei Auf nahmeentfernungen zwischen 0 und 100 m.
Die Sensorempfindlichkeit wurde dabei für den NIR-Bereich optimiert. Mit einer Sensitivität von nur 31 nW pro cm² trägt somit fast jedes empfangene Photon zum Signal bei. Daraus ergeben sich Vor-teile wie ein geringerer Beleuchtungs- bedarf, was wiederum weniger LEDs und damit einen geringeren Kühlungs-, Energie- und Platzbedarf bedeutet.
Eine Kombination aus optischem Band-pass und Lock-In-Verstärkung ermög- licht eine Umgebungslichtunterdrückung von über 100.000 Lux Sonnenäquivalent. Der optische Bandpass lässt dabei nur die Wellenlänge der IR-LEDs durch. Die Lock-In-Verstärkung schließt Gleichlicht-anteile und Frequenzen aus, die nicht der Modulationsfrequenz entsprechen.Außenanwendungen sind damit pro-blemlos möglich.
Je nach Betriebsmodus können Frame- raten zwischen 66 und 1.000 fps er- reicht werden. Die Bewegungsunschärfe schneller Objekte (Motion Blur) lässt sich in einem speziellen Modus durch Zu sammenfassung von Pixeln (Pixel-binning) unterdrücken. Ein alternativer Modus binnt Pixel mit unterschiedlichen Integrationszeiten zur Erhöhung des Messbereichs, das heißt kurze Zeiten für geringe Abstände und lange Zeiten für große Abstände.
Außerdem ermöglicht die Definition von Regions-of-Interest, also interessanten Bild-bereichen, eine schnellere Bilderfassung oder effektive Standby-Funktion wie sie für Überwachungsaufgaben notwendig ist. In dieser Funktion wird beispielsweise nur jede vierte Sensorzeile ausgelesen, solange keine Bewegung detektiert wird.
Mittels Modulationsmultiplexing oder Zufallsmodulation lassen sich darüber hinaus auch mehrere TOF-Imager ohne Interferenz-Probleme parallel betreiben.
Anwendungen
Aktuelle Projekte betreffen beispiels- weise Parkplatzbelegungs-Überwachung in Parkhäusern und Gestensteuerung in Fahrzeugen. Zunehmend interessant wird die Technologie auch für Bild ver-arbeitungsaufgaben wie Größen- und Dis tanzmessung sowie Zählung von be wegten Objekten, die Robotersen - so rik oder Sicherheitsanwendungen im Objektschutz.
Aussichten
Zwei Gründe treiben derzeit die rasante Marktentwicklung der TOF-Technologie: Zum einen das schnelle Voranschreiten der Technologie in Bezug auf höhere Auflösung und spektrale Empfindlichkeit, Framerate und Multikamerabetrieb. Zum anderen die Miniaturisierung, die einen hohen Integrationsgrad des Sensorchips ermöglicht und eine Weiter - entwicklung zur fertigen TOF-Kamera zum überschaubaren Projekt macht.
Kontakt · Mehr InfoTel. +49 7243 604-1730 www.polytec.de/tof
Verwandte Artikel (PDF):TOF revolutioniert 3D-Optosensorik www.polytec.de/3d-tof-sensorik
Moderner TOF-Chip epc660 mit SVGA-Auflösung und integrierter Signalverarbeitung und LED-Beleuchtungstreiber
Was wie ein Wärmebild aussieht, ist eine reine TOF-Aufnahme, bei der die Distanz als Farbskala von 0 bis 4 m dargestellt ist. Auflösung: 320 x 240 Pixel
4 m
0 m
Optische Systeme
Gedruckte Elektronik aus dem TintenstrahlerPhotonisches Sintern ermöglicht gedruckte Elektronik in hohen Auflagen
Die Technik der gedruckten Elektronik hat das Pionierstadium hinter sich, erste industrielle
Anwendungen laufen bereits. Die möglichen Einsatzgebiete sind vielfältig, aber es fehlte bislang
noch an schlüsselfertigen Systemlösungen, die Industriekunden den Einstieg erleichtern.

POLYTEC INFO | 15
Kelenn Technology, ein französischer Druckerhersteller und Bildverarbei- tungsanbieter, hat einen Tintenstrahl-drucker für gedruckte Elektronik auf den Markt gebracht. Mit Hilfe von metall - ischer Nanopartikel-Tinte lassen sich A4-große, flexible Bedruckstoffe wie Papier, Folie oder Textilien mit elektro - nischen Schaltungen bedrucken – automatisiert und in Auflagen von bis zu 10.000 Bögen pro Tag.
Didier Rousseau, Geschäftsführer und Unternehmensgründer von Kelenn Technology hat mit Polytec über die Entwicklung des KSCAN PE gesprochen.
Polytec: Womit beschäftigt sich Ihr Unternehmen, Herr Rousseau?
Didier Rousseau: Kelenn wurde 2005 gegründet. Am Hauptsitz in Paris beschäftigen wir 23 Mitarbeiter und es gibt derzeit zwei Niederlassungen in den USA und in Indien. Wir stellen Bildverar-beitungssysteme, Drucker für industrielle Anwendungen und entsprechende Soft-ware her.
Unsere Tintenstrahldrucker liefern wir hauptsächlich an Kunden, die sie im postalischen Bereich für Adressierung, Frankierung, Transaktionen, Direktmai-lings, aber auch in der Dokumenten-sicherheit, in der Verpackungsindustrie, für Folienanwendungen oder im Bereich der gedruckten Elektronik einsetzen.
Unsere industriellen Bildverarbeitungs-systeme übernehmen Aufgaben wie Identifikation, Objektverfolgung, Kon- trolle, Vermessung und Sortierung in großen und schnellen Produktions- prozessen.
Kelenn verfolgt das Ziel, einerseits die Produktionskosten des Kunden zu sen- ken und andererseits Mehrwert durch eine 100%-Qualitätskontrolle zu schaffen.
Polytec: Worum ging es bei der Entwicklung des neuen KSCAN PE?
Didier Rousseau: Im Markt für ge- druckte Elektronik finden sich verschie- dene Technologien, um leitfähige Tinten auf verschiedene Substrate zu drucken. Eine davon ist die Tintenstrahltechnolo- gie, deren Vorteil ganz klar in der großen Präzision der Druckergebnisse liegt. Aller- dings ist der Prozess mit vielen Schwie-rigkeiten behaftet, wie zum Beispiel der Wiederholbarkeit und Dauerhaftigkeit der Ergebnisse. Wir wollten ein All-in- one-Drucksystem für industrielle Produk- tionsumgebungen schaffen, das den Tintenstrahldruck leitfähiger Tinten mit dem Sinterprozess verbindet. Dieser ist notwendig, um dauerstabile, leitfähige Verbindungen zu schaffen. Das Sys- tem sollte unterschiedliche Substrate in Einzelbögen von maximal A4-Größe in raschem Durchsatz verarbeiten. Ò
Didier Rousseau, CEO und Gründer von Kelenn Technology beim Interview

16 |
Optische Systeme
Polytec: Und beim Sintern kam Polytec ins Spiel?
Didier Rousseau: Polytec war der ideale Entwicklungspartner für das Pro-jekt, weil das Unternehmen viel Know-how über den photonischen Sinterpro-zess einbringen konnte und seit Jahren den amerikanischen Hersteller von UV-Blitzsystemen, die Xenon Corporation, in Europa vertritt.
Polytec: Gab es denn Alternativen zu den Xenon-Sintersystemen?
Didier Rousseau: Nicht wirklich. Xenon war insofern ohne Alternative, als dass wir eine industriefähige Lösung anstreb-ten, die mit hohen Taktraten bzw. hohen Auflagen zurechtkommen sollte. Andere Technologien wie das thermische Sintern in Sinteröfen kamen nicht in Frage, weil der Sinterprozess dort wesentlich länger dauert. Außerdem ist er mit einem hohen Temperatureintrag ins Substrat verbunden, was wiederum wärmeemp-findliche Substrate wie z.B. Folien aus-schließt. Die Drucksteuerung erfolgt anwenderfreundlich über einen Touchscreen
Unter Sintern versteht man eine Metho- de, pulverförmige Materialien unterhalb deren typischem Schmelzpunkt zu einem Festkörper zu „verbacken“. Photonisches Sintern wird möglich durch die speziel- len Eigenschaften von Nanopartikeln, die Durchmesser zwischen 1 und 100 nm aufweisen. Typische Materialeigenschaf-ten wie Schmelzpunkt und Lichtabsorp-tion sind normalerweise größenunab-hängig. Liegen Materialien aber in Nano - partikelform vor, werden Quanteneffekte wirksam, die diese Eigenschaften verän-dern, beispielsweise den Schmelzpunkt
Photonisches Sinternherabsetzen. Bei konventionellen Sinter-verfahren kommen Sinteröfen, Licht-bogenentladungssysteme oder Laser zum Einsatz, die die Partikel unter Einwirkung von Hitze, Druck und Zeit sintern. Das photonische Sintern hingegen nutzt ge -pulstes Licht für diesen Zweck. Als ideal erweist sich dafür breitbandiges, energie-reiches Licht von Xenon-UV-Blitzlampen. Unterstützt durch die Nano-Eigenschaf-ten von Schmelzpunkt und Lichtabsorp-tion bewirken diese Xenon-Blitze den Sinterprozess – das „Zusammenbacken“ der Nanopartikel zu massivem Metall.
Nach dem erfolgreichen Sin terprozess entsprechen die Eigenschaften denen von „normalem“ Material. Die Vorteile gegenüber herkömmlichen Verfahren liegen im geringen Temperatureintrag ins Substrat und in der viel kürzeren Einwirkzeit. Damit lassen sich auch wär-meempfindliche Materialen deutlich schneller verarbeiten.

POLYTEC INFO | 17
Kontakt · Mehr Info Tel. +49 7243 604-1540 www.polytec.de/photonisches-sintern
Verwandte Artikel (PDF): Doppelpuls-Verfahren beim photonischen Sintern www.polytec.de/doppelpulsProduktionsreife Sintersysteme www.polytec.de/sintern-im-prozess
Europäisches Sinter-Testcenter www.polytec.de/sinter-testcenter
Grundlagen des photonischen Sinterns www.polytec.de/sinter-grundlagen
Tintenstrahldruck von silberhaltiger leitfähiger Tinte auf Papier
Der Drucker (links) und die Steuereinheit der Sinteranlage (rechts)
Polytec: Beim photonischen Sintern hört man immer wieder von Problemen, gleichförmige Sinterergebnisse über größere Flächen zu erzielen, Stichwort „Stitching“. Und eine A4-große Fläche ist ja nicht eben trivial, wie war das bei Ihnen?
Didier Rousseau: Wir sintern die Fläche mit einer U-förmigen Blitzlampe und mehreren Pulsen. Mit Stitching, also Überlappungen oder Unterbelichtungen an den Rändern des Wirkbereichs, haben wir keinerlei Probleme.
Polytec: Wie gestaltete sich die Unter-stützung durch Polytec während des Projekts?
Didier Rousseau: Polytec hat uns in der Entwicklung sehr unterstützt. Einer-seits durch das schon erwähnte tiefgrei-fende Know-how des Sinterprozesses. Andererseits konnten wir über mehrere Monate Xenon-Systeme testen, um die Machbarkeit zu belegen und die Inte-gration zu gewährleisten. In dieser Zeit hat uns Polytec oft mit wertvollem Feed-back und Vor-Ort-Beratung geholfen, den Sinterprozess auf die anderen Pro-zessschritte abzustimmen und produk-tionstauglich zu machen.
Außerdem konnten wir dank Polytec das serienreife System Anfang des Jahres auf der LOPE-C (Anm. d. Red.: Inter-natio nale Messe für gedruckte Elektronik in München) vorstellen und im Betrieb zeigen.
Polytec: Konnte die Entwicklung des Systems denn planmäßig abgeschlossen werden?
Didier Rousseau: Nicht ganz (lacht). Der Druck der metallischen Nanoparti- kel-Tinten in Verbindung mit dem Sinter-prozess ist ein sehr komplexes Verfahren, das uns über ein Jahr Entwicklungszeit gekostet hat. Wir standen Phänomenen gegenüber, die uns völlig neu waren und mussten die Tintenzusammensetzung unzählige Male verändern, die wiederum direkt den Druck- und den Sinterprozess beeinflusst. Es war ein sehr zeitaufwändi-ger, harter Job.
Polytec: Worin liegt der wesentliche Vorteil des KSCAN PE?
Didier Rousseau: Eigentlich muss man sogar von 5 Vorteilen sprechen: Zum einen erreichen wir dank des photoni-schen Sinterprozesses eine herausragen-de Produktionsgeschwindigkeit von 10.000 Bögen pro Tag. Dann können wir unterschiedlich flexible und wärmeemp-findliche Substrate wie Papiere, Folien, Textilien usw. bedrucken. Der dritte Vor-teil besteht darin, dass wir in gewisser Weise auch 3D drucken können, also erhabene Strukturen auf dem Substrat. Viertens ermöglicht die Genauigkeit der Tintenstrahltechnik minimale Schicht- dicken von 200 Nanometern bei gleich-bleibender Leitfähigkeit von 100 Milli-ohm pro Quadratzentimeter. Damit ist die Technik deutlich effizienter als bei-spielsweise der Siebdruck. Und das schlägt sich unmittelbar in geringeren Kosten für die silberhaltigen Tinten nieder.
Last but not least muss natürlich er- wähnt werden, dass Kelenn als erstes Unternehmen ein schlüsselfertiges All- in-one-System liefert.
Polytec: Und für welche Märkte ist das System interessant?
Didier Rousseau: Da kommen sehr vie-le Anwendungen in Betracht, allein durch die zahlreichen möglichen Bedruckstoffe. Eine Hauptanwendung ist derzeit der Druck von RFID-Antennen zum Objekt-tracking. Aber auch OLEDs, Batterien oder organische Photovoltaikschaltungen können gedruckt werden. Den Haupt-markt sehen wir derzeit in der Medizin- und Gesundheitsbranche, wo RFIDs dank der geringen Größe und Flexibilität viel-fältige Anwendungen finden.
Polytec: Und welches Fazit würden Sie aus heutiger Sicht ziehen?
Didier Rousseau: Ohne Polytec hätten wir diese innovative Lösung nicht auf die Beine stellen können. Wir wollen den ein-geschlagenen Weg zusammen fortsetzen und das System weiterentwickeln, um noch viele weitere Anwendungsmöglich-keiten zu finden und umzusetzen.
18 |
Optische Systeme
Sterilisation per LichtblitzXenon UV-Blitzlampen in der fotochemischen Sterilisation
Der Erfolg steriler Umgebungen oder Räume der
Pharma-, Medizin- und Nahrungsmittelbranche
hängt davon ab, dass Materialien hinein- und heraus-
gebracht werden können, ohne mikrobiologische
Verunreinigungen zu verursachen. Herkömmliche
Oberflächen-Sterilisierungsverfahren auf Gas- oder
UV-Licht-Basis wirken langsam und sind arbeits-
aufwändig. Gepulstes UV-Licht dagegen ist einfach
anzuwenden, chemie- und rückstandsfrei, kennt
keine Immunität oder aufgeheizte Oberflächen und
wirkt in Millisekunden.

POLYTEC INFO | 19
Kontakt · Mehr InfoTel. +49 7243 604-1540 www.polytec.de/photonisches-sterilisieren
Verwandte Artikel (PDF):Doppelpuls-Verfahren beim Photonischen Sintern www.polytec.de/doppelpuls
Produktionsreife Sintersysteme www.polytec.de/sintern-im-prozess
Europäisches Sinter-Testcenter www.polytec.de/sinter-testcenter
Grundlagen des photonischen Sinterns www.polytec.de/sinter-grundlagen
geschädigt. Die fotochemische Sterili- sation wird also erreicht, indem extrem hohe UV-Bestrahlung im Bereich keim- tötender Wellenlängen die Molekülver-bindungen irreversibel schädigt und den Zelltod verursacht.
Konventionelle Quecksilberdampf-UV-Lampen sind von Natur aus schwach strahlende Quellen und nicht in der Lage, einen so hohen Strahlungsfluss zu errei-chen, dass die Reparaturmechanismen von DNA in kürzester Zeit außer Kraft gesetzt werden. Um hier einen ausrei-chenden Effekt zu erzielen, ist eine lange Bestrahlungsdauer notwendig. Sie er reichen jedoch nicht die Reduktion, die mit einem kurzen energiereichen Puls erzielt wird. In der Folge heizt sich die bestrahlte Oberfläche zudem deutlich auf. Dem gegenüber sind Xenon-Lampen Quellen sehr hoher Strahldichte, die diese kritische Zerstör-Schwelle problem-los erreichen – bei Wirkzeiten von Milli-sekunden. Das Steripulse-XL-System von Xenon erzeugt die effektivste Form keim-tötenden UV-Lichts überhaupt.
Im Zuge zunehmender Automatisierung der Reinraumtechnologie nimmt auch der Einsatz von gepulsten Xenon UV-Lampen stark zu. Die Systeme funktionie-ren vollautomatisch und werden als inte-graler Bestandteil des Reinraumsystems schon in der Entwicklung einbezogen. Die Wirkzeit von einigen Millisekunden auf alle Erbgut-tragenden Organismen sowie fehlende chemische Abfallproduk- te oder Gase machen die Technologie für diese Art der Anwendung sehr inte- ressant.
Pharma-, Medizin- und zunehmend auch Nahrungsmittelunternehmen stellen viele ihrer Produkte in Reinräumen her. In diesen Branchen bedeutet das aber nicht „nur“ staubfreie bzw. partikelarme Luft wie in der Halbleiter- und Elektronikferti-gung, sondern zusätzlich Sterilität. Dies wird in der Regel durch gefilterte Luftströ-mung, gleichbleibenden (Über-)Druck, Temperatur und Luftfeuchtigkeit, geeig-nete Arbeitskleidung und verschiedene weitere Maßnahmen erreicht. Entschei-dend ist aber auch die Sterilität, in den Reinraum eingebrachter Materialien. Größere Reinraum-Umgebungen haben Schleusen, in denen diese Materialien mittels Wasserstoff-Peroxid-Gas, Peressig-säure oder ozon-basierter Verfahren aufwändig sterilisiert werden. Dabei erfordert jede Methode eine vorherige Reinigung der zu sterilisierenden Ober-fläche. Im Anschluss müssen die ein-gesetzten Gase abgesaugt, beziehungs-weise Chemikalien oder anfallender Giftmüll entsorgt werden.
Ein weiteres Verfahren ist die Bestrahlung mit UV-Licht, die sich die fotochemische Sterilisation zunutze macht. Dabei wer-den molekulare Verbindungen getrennt und im Endeffekt Erbgut und Zellen zer-stört. Dies passiert, wenn der wellenlän-genabhängige Energiegehalt auftreffen-der Photonen gleich oder höher ist als die Kräfte der biomolekular-chemischen Verbindungen. Biochemische Untersu-chungen haben ergeben, dass Wellen- längen zwischen 250 und 280 nm den größten Effekt auf Nukleinsäuren haben. Das heißt, mit diesen Wellenlängen bestrahltes Erbgut wird am stärksten
Beispiel für die Letalität von gepulstem UV-Licht auf Bacillus subtilis. Experimen- tell bestimmt von Abraham L. Sonenshein, PhD, Tufts University School of Medicine und Xenon Corporation
Nicht nur in Reinräumen, auch in der Produktion von Pharmaka und Lebens-mitteln werden zunehmend Xenon-Systeme für die Sterilisation eingesetzt

20 |
Optische Systeme
Kontakt · Mehr InfoTel. +49 7243 604-1540 www.polytec.de/display-vermessung
Verwandte Artikel (PDF):Optische Charakterisierung von Display-Eigenschaften www.polytec.de/schnelle-displayvermessung
Robotergeführter Messkopf bei einer Displayvermessung
Ultraschnelle Display-CharakterisierungQuantensprung in der Qualitätskontrolle von Displays
Das kontaktfrei arbeitende Display-Cha-rakterisierungssystem VCProbe ermög-licht Qualitätskontrollen in unerreichter Geschwindigkeit. Es wurde speziell für Display-Produktionslinien und die Quali-tätssicherung im Produktionsprozess ent-wickelt und ist sehr flexibel einsetzbar.
Der Messkopf wird durch einen Roboter-arm geführt und folgt automatisch der Displayoberfläche. Vermessungen von 2-Zoll- bis zu 150-Zoll-Displays sind möglich. Dabei können Parameter wie Farbe, Kontrast, Reflexionsgrad, Polari- sation und Strahldichte in einer Winkel-auflösung von 0,5-Grad-Schritten bei Einfallswinkeln von 0 bis 80 Grad erfasst werden. Von zentraler Bedeutung für den Einsatz in Produktionsumgebungen ist die hohe Messgeschwindigkeit von unter zwei Sekunden pro Messpunkt.
Mit Hilfe der präzisen robotergestützten Messpunkt-Anfahrung ist es auch erst-mals möglich, die Homogenität und die Eigenschaften gekrümmter und flexibler Displays unter verschiedenen Betrach-tungswinkeln zu messen – mit herausra-gender Wiederholgenauigkeit.
Die Komplettlösung des VCProbe besteht aus Sensor, Robotertechnik und Software- Schnittstelle. Neben Service und Ver - trieb im deutschsprachigen Raum leistet Polytec auch Anwendungsberatung für alle anderen Produktlinien der ELDIM Display-Charakterisierungssysteme.

POLYTEC INFO | 21
Kontakt · Mehr InfoTel. +49 7243 604-1540 www.polytec.de/lichtmesstechnik
Das neue Radiometer ILT5000
eignet sich mit seiner großen
Leistungsbreite ideal für
Forschung und Entwicklung.
Photometrie, UVGI-Sterilisierung, Solar, Fotolacke, die Messung gefährlicher optischer Strahlung, bei der Fotothera-pie, Fotodegradation und viele andere.
Das System mit 11-Dekaden-Dynamik und exzellenter Linearität verfügt über Leistungs- und Dosismodi sowie einen 4- bis 20-mA-Ausgang. Die Messfrequenz beträgt bis zu 100 Hz, der große Dy- namikbereich reicht von 100 fA bis zu 1mA. Ein interner Datenspeicher, ein Akku und drahtlose Datenübertragung ermöglichen einen Stand-Alone-Betrieb.
Das Radiometer lässt sich für zahl- reiche Lichtmess-Anwendungen ein- setzen. Dazu zählen die Radiometrie,
Vielseitiges Radiometer für die Licht-messtechnik

22 |
Optische Systeme
Kontakt · Mehr InfoTel. +49 30 6392-5140 www.polytec.de/sr-300
Die neue Ulbrichtkugel SR-300 wurde als homogene Strahlquelle speziell für den manuellen oder automatisierten Test von modernen Digitalkameras entwickelt. Der Spektralbereich reicht von 400 nm bis 2,2 μm.
Das modulare System bietet ein hervor- ragendes Preis-Leistungsverhältnis und einen weiten Dynamikbereich. Der Kugeldurchmesser beträgt alternativ 20 oder 30 cm, die Ausgangsapertur 5 beziehungsweise 10 cm.
Die Farbtemperatur der internen Halo gen- lampe liegt bei maximal 2.856 K. Sie lässt sich mit hoher Auslösung so wohl manuell als auch im offenen oder
geschlossenen Regelkreis betreiben. Die Homogenität des Ausgangslichtes beträgt mindestens 98 %.
Die beiden Modellvarianten eignen sich somit besonders für NUC-Einstellungen, Detektor-Response-Kalibrierungen und Messungen der rauschäquivalenten Strahlungsleistung.
Neue Ulbrichtkugel für Kameratests
Preiswerter elektrischer Pulsgenerator für Laser und optische Modulatoren
Repetitionsraten können vom Einzel - puls bis zu einigen Gigahertz mit sehr ge ringem zeitlichen Jitter eingestellt werden. Im Modulatorbetrieb lassen sich aufgrund der hohen Flankensteilheit von 18 ps optische Pulslängen von ca. 30 ps generieren. Bei direkter Modula-tion durch Gain-Switching ergeben sich op tische Pulsbreiten von 30 bis 60 ps, die extern noch weiter kompri-mierbar sind.
Mit dem elektrischen Pulsgenerator EPG-210 des japanischen Partners Alnair Labs lassen sich extrem kurze Pulse bis zu 30 Pikosekunden für direkt oder extern modulierte Laser erzeugen.
Bislang werden für Kurzpulsanwendun-gen teure Pulsmustergeneratoren einge-setzt. Der EPG-210 kann diese in vielen Fällen zu einem Bruchteil der Kosten ersetzen. Die Pulsbreite ist frei wählbar. Kontakt · Mehr Info
Tel. +49 7243 604-1740 www.polytec.de/epg-210

POLYTEC INFO | 23
Kontakt · Mehr InfoTel. +49 30 6392-5140 www.polytec.de/320csx
Die Kamera wurde für die industriel- le Prozessüberwachung, erweiterte Bildverarbeitung und Langzeit-Über- wachungseinsätze entwickelt und ist deshalb sehr robust ausgelegt. Die Abmessungen von 32 x 32 x 31 mm, ein Gewicht von unter 60 g und der Stromverbrauch von ca. 1,7 W machen eine Integration leicht. Eine automa- tische Verstärkerregelung liefert opti- male Bildergebnisse bei Tag und in der Nacht. Ein C-Mount-Interface erlaubt die Verwendung zahlreicher Objektiv- typen diverser Hersteller.
Infolgedessen beeindruckt die neue Kamera „made in USA“ mit einem besonders günstigen Preis-Leistungs- verhältnis. Im Unterschied zu früheren Modellen vergleichbarer Performance unterliegt das Modell keinen ITAR- Restriktionen mehr. Der spektrale Ein- satzbereich liegt beim Standard-SWIR-Modell bei Wellenlängen zwischen 0,9 und 1,7 μm. Bei der alternativ ver fügbaren NIR/SWIR-Version reicht der Empfindlichkeitsbereich bis in den sichtbaren Spektralbereich hinab.
Low-cost SWIR-Videokamera
Die rauscharme Mikro-SWIR-Kamera 320CSX wurde für
industrielle Anwendungen entwickelt, für die eine Auflösung
von 320 x 256 Pixeln und eine Framerate von 30 fps ausreicht.
Ungekühlte LWIR-Kamera mit XGA-Auflösung
Die neue Microbolometer-Kamera Atom1024 bietet bei einer Auflösung von 1.024 x 768 Pixeln und einer Framerate von 30 fps ein hervorragen- des Preis-Leistungsverhältnis.
Ein niedriger Stromverbrauch, sehr kom-pakte Abmessungen und ein geringes Gewicht machen sie für mobile Anwen-dungen, Handheld-Geräte und den OEM-Einsatz interessant.
Kontakt · Mehr InfoTel. +49 30 6392-5140 www.polytec.de/atom1024
Das ungekühlte Mikrobolometer-Array hat eine spektrale Empfindlichkeit von 8 bis 14 μm und eine thermische Empfindlichkeit von unter 50 mK. Die kurze thermische Zeitkonstante von 10 ms garantiert eine ausgezeichnete Bildqualität, auch bei schnell bewegten Objekten.
Wahlweise sorgen GigE-, CameraLink- oder LVTTL-Schnittstelle, zahlreiche Objektive unterschiedlicher Gesichts- felder, Brennweiten und Fokussierungs-typen für Flexibilität.
Blindtext
24 |
Temperaturprofil- Messungen in ReaktorenFaseroptische Temperaturmessung in der chemischen Verfahrenstechnik
Temperaturmessungen sind in der chemischen Verfahrenstechnik unentbehrlich. Reaktionsverläufe
lassen sich damit räumlich und zeitlich genau beschreiben. Herkömmliche Messverfahren kommen
schnell an ihre Grenzen, wenn elektromagnetische Unempfindlichkeit oder eine hohe Messpunkt-
dichte gefordert wird oder wenn chemisch aggressive Umgebungsbedingungen herrschen. Die mini-
malinvasive faseroptische Sensorik eröffnet hier Möglichkeiten, die bisherige Verfahren weit in den
Schatten stellen …
Optische Systeme
POLYTEC INFO | 25
Faseroptische Sensorik
Glasfaserbasierte Sensoren werden seit vielen Jahren für die Messung von Tem- peratur oder Dehnung eingesetzt. Wesentliche Vorteile gegenüber ihren elektrischen Pendants ergeben sich bei Messumgebungen mit großen elektro- magnetischen Feldern, schwierigen che-mischen Bedingungen sowie bei Anwen-dungen, für die eine hohe Messpunkt- dichte gefordert ist, große Entfernungen überbrückt werden müssen oder kom- pakte Sensormaße bzw. geringes Gewicht entscheidend sind.
Konzeptionell bestehen solche faserbasier-ten Systeme aus einer Ausleseeinheit und der daran angeschlossenen passiven Sen-sorfaser. Die Ausleseeinheit sendet Licht in die Faser und analysiert reflektierte oder rückgestreute Anteile.
Es wird zwischen punktförmig und ver- teilt messenden Systemen unterschieden.
Punktförmige Sensorlösungen haben einen einzelnen Sensor am Faserende. Alternativ wird eine begrenzte Anzahl von sogenannten Faser-Bragg-Gittern an zuvor definierten Positionen entlang der Faser eingeschrieben. Jedes Gitter entspricht dabei einem Sensor.
Bei verteilt messenden Systemen müssen keine Sensoren in die Faser eingebracht werden. Vielmehr wird vom Fasermate- rial selbst zurückgestreutes Licht ausgewer-
tet, um die gewünschte Information über Temperatur oder Dehnung zu erhalten. Auch hier werden zwei Arten unterschie-den, die je nach Anwendungsfall zu bevorzugen sind: Systeme, die auf dem Raman- bzw. Brillouin-Effekt basieren, eignen sich für Messstrecken bis zu ei nigen 10 km bei einer räumlichen Auf-lösung entlang der Faser bis zu 10 cm. Die zweite Gruppe sind Systeme, die auf der Auswertung der Rayleigh-Streuung basieren und mit Auflösungen im Milli-meterbereich bis zu 50 m lange Mess-strecken erlauben. Damit wird praktisch jeder Punkt der Glasfaser zum Sensor. Herkömmliche Verfahren benötigten da -für hunderte oder tausende konventio-neller Punktsensoren mit zugehörigen Leitungen und immensem Installations-aufwand.
Einsatz in der chemischen Verfahrenstechnik
Im Bereich der chemischen Verfahrens-technik findet die verteilte faseroptische Temperaturmessung zunehmend Ver- breitung. Die Kenntnis von Temperatur-profilen entlang einer Kühl- oder Reak- tionsstrecke erlaubt eine bessere Prozess- kontrolle und liefert hilfreiche Ansätze zur Optimierung der Anlagengeometrie. Die hohe Messpunktdichte verteilt arbei-tender Systeme erlaubt erstmals einen quantitativen Abgleich zu bestehenden FEM-Modellen und verbessert das Ver-ständnis ablaufender Prozesse.
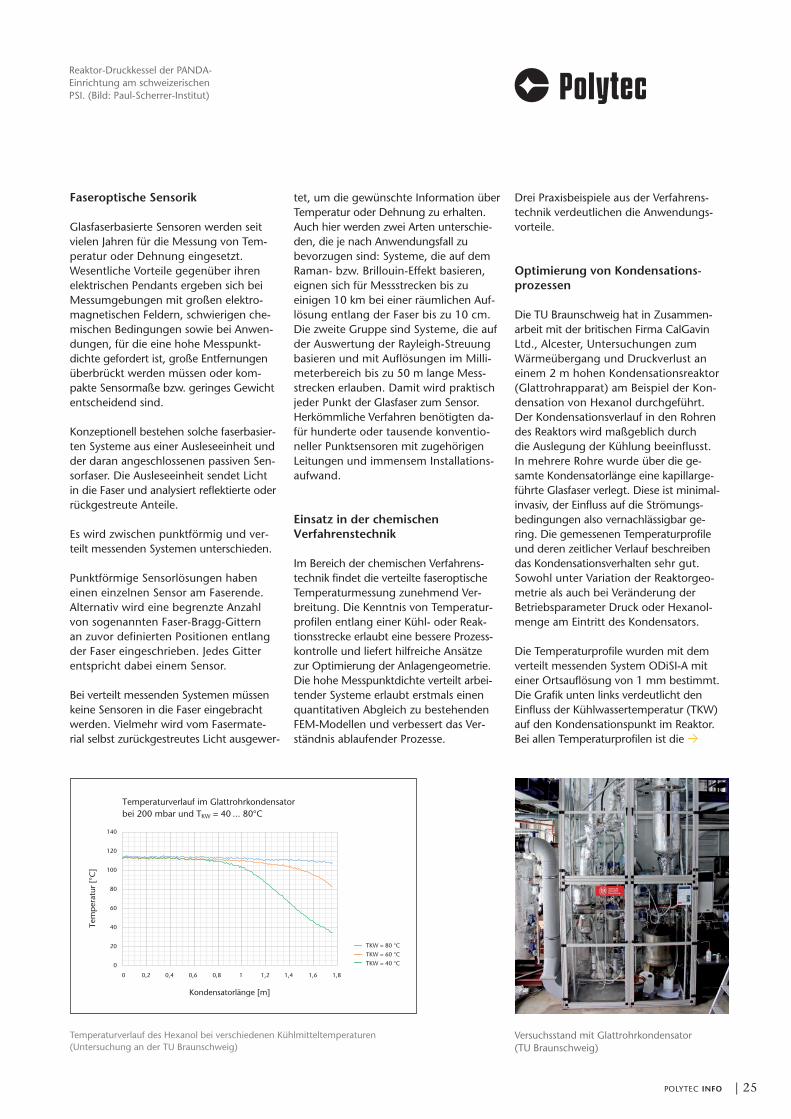
Temperaturverlauf des Hexanol bei verschiedenen Kühlmitteltemperaturen (Untersuchung an der TU Braunschweig)
140
120
100
80
60
40
20
0
Tem
per
atur
[°C
]
Kondensatorlänge [m]
Temperaturverlauf im Glattrohrkondensator bei 200 mbar und TKW = 40 ... 80°C
TKW = 80 °C
TKW = 60 °C
TKW = 40 °C
0 0,2 0,4 0,6 0,8 1 1,2 1,4 1,6 1,8
Versuchsstand mit Glattrohrkondensator (TU Braunschweig)
Drei Praxisbeispiele aus der Verfahrens-technik verdeutlichen die Anwendungs-vorteile.
Optimierung von Kondensations- prozessen
Die TU Braunschweig hat in Zusammen-arbeit mit der britischen Firma CalGavin Ltd., Alcester, Untersuchungen zum Wärmeübergang und Druckverlust an einem 2 m hohen Kondensationsreak tor (Glattrohrapparat) am Beispiel der Kon-densation von Hexanol durchgeführt. Der Kondensationsverlauf in den Rohren des Reaktors wird maßgeblich durch die Auslegung der Kühlung beeinflusst. In mehrere Rohre wurde über die ge -samte Kondensatorlänge eine kapillarge-führte Glasfaser verlegt. Diese ist minimal-invasiv, der Einfluss auf die Strö mungs - bedingungen also vernachlässig bar ge -ring. Die gemessenen Temperaturprofile und deren zeitlicher Verlauf beschreiben das Kondensationsverhalten sehr gut. Sowohl unter Variation der Reaktorgeo-metrie als auch bei Veränderung der Betriebsparameter Druck oder Hexanol-menge am Eintritt des Kondensators.
Die Temperaturprofile wurden mit dem verteilt messenden System ODiSI-A mit einer Ortsauflösung von 1 mm bestimmt. Die Grafik unten links verdeutlicht den Einfluss der Kühlwassertemperatur (TKW) auf den Kondensationspunkt im Reaktor. Bei allen Temperaturprofilen ist die Ò
Reaktor-Druckkessel der PANDA-Einrichtung am schweizerischen PSI. (Bild: Paul-Scherrer-Institut)

26 |
Optische Systeme
Der Naturumlaufverdampfer der Bundeswehrhochschule in Hamburg
Diese Erkenntnis hilft maßgeblich bei der Optimierung der Anlagen- und Betriebsparameter und trägt letztlich zur Erhöhung des Stoffumsatzes bei.
Untersuchung in einem Natur- umlaufverdampfer
Die Hochschule der Bundeswehr in Hamburg setzte ein ODiSI-System für Messungen in einem Naturumlaufver-dampfer ein. Verdampfer werden viel- fach in der chemischen Industrie als Sumpfheizung von Destillationskolon- nen und in Dampfkraftwerken einge- setzt. Sie kommen ohne Pumpen aus, da die Umlaufströmung durch antei- liges Verdampfen des Massenstroms entsteht. Untersucht wurden lokale Wärmeübergänge und Strömungen unter Variation der Betriebsparameter mit anschließender Modellbildung. Dazu wurde u.a. die Methode der hoch ortsaufgelösten, faseroptischen Tem-peraturmessung verwendet. Ein besse - r es Verständnis der Wechselwirkungen soll den Gesamtprozess stabilisieren, den Stoffumsatz erhöhen und somit eine Kostenreduktion für den laufenden Betrieb schaffen.
Das Herzstück des Verdampfers besteht aus einem senkrecht angeordneten Rohr-bündel mit definiert beheizbaren Wän-den. In eines der Rohre wurde eine 4 m lange, kapillargeführte Sensorfaser bis zum Sumpf des Verdampfers verlegt. Die Edelstahl-Kapillare ist mit 0,8 mm Außen-durchmesser minimal strömungsinvasiv. Sie ist zudem chemisch inert und bis weit oberhalb von 100 bar druckbeständig. Da prinzipiell auch Temperaturen von 550°C und darüber verlässlich bestimmt werden können, ist die Messanordnung auch für andere Typen von Rohrreak-toren bestens geeignet.
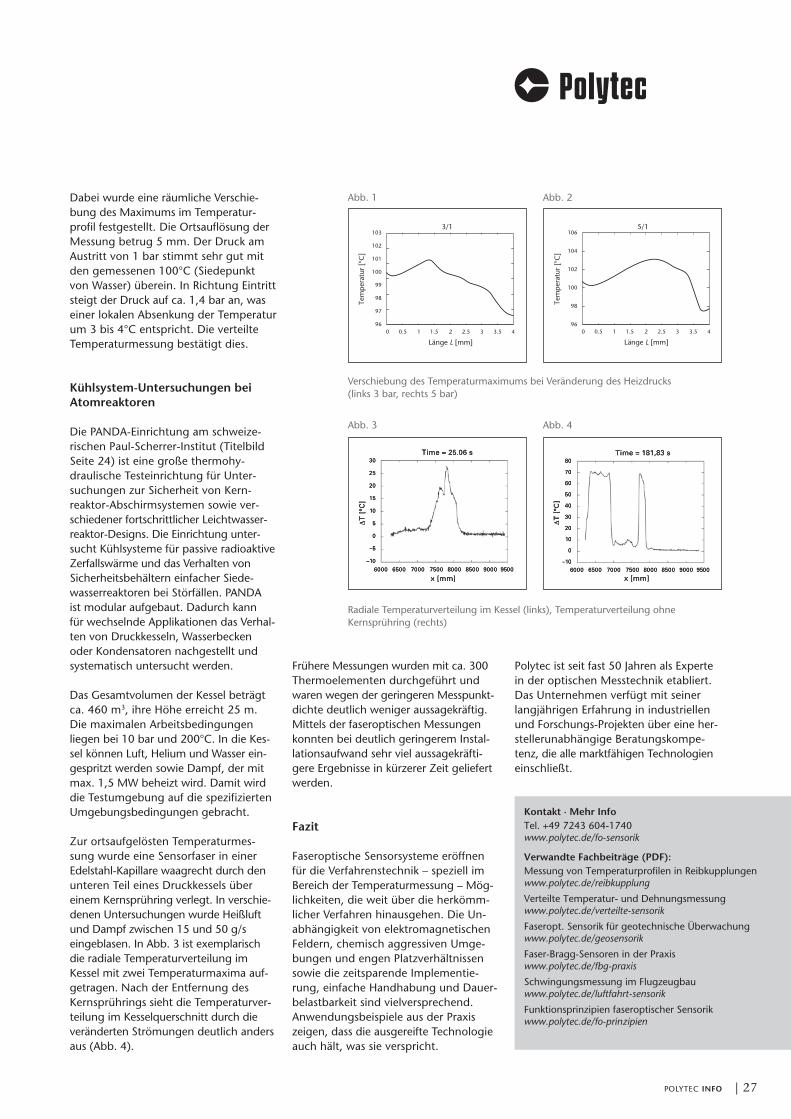
Abb. 1 und 2 (rechte Seite oben) zeigen den Temperaturverlauf vom oberen Aus-tritt des Dampfes bis zum 4 m tiefer gele-genen Eintritt des Kondensats. Bei kon-stantem Betriebsdruck des Prozessfluids von 1 bar wurde der Druck des Heiz-dampfes zwischen 2 und 5 bar variiert.
gemessene Temperatur zu Beginn der Kondensation konstant. Ab einer Länge von ca. 0,8 m ist bei einer Kühlwasser-Eintritts temperatur von 40°C die Konden-sation fast abgeschlossen. An schlie ßend wird nur noch die Gasströmung in der Mitte des Rohrs abgekühlt, was im Tem-peraturabfall zu erkennen ist.
Bei einer Kühlwasser-Eintrittstemperatur von 60°C ist dieses Abknicken merklich später und bei 80°C gar nicht mehr zu sehen.
Das bedeutet, dass bei 80°C der Konden-sator nicht mehr in der Lage ist, den ein-tretenden Hexanoldampf vollständig zu kondensieren.
POLYTEC INFO | 27
Dabei wurde eine räum liche Verschie-bung des Maximums im Temperatur-profil festgestellt. Die Ortsauflösung der Messung betrug 5 mm. Der Druck am Austritt von 1 bar stimmt sehr gut mit den gemessenen 100°C (Siedepunkt von Wasser) überein. In Richtung Eintritt steigt der Druck auf ca. 1,4 bar an, was einer lokalen Ab senkung der Temperatur um 3 bis 4°C entspricht. Die verteilte Tempe ra turmes sung bestätigt dies.
Kühlsystem-Untersuchungen bei Atomreaktoren
Die PANDA-Einrichtung am schweize- rischen Paul-Scherrer-Institut (Titelbild Seite 24) ist eine große thermohy- d rau lische Testeinrichtung für Unter- su chungen zur Sicher heit von Kern - reak tor-Abschirmsystemen sowie ver-schie dener fortschrittlicher Leicht wasser-reaktor-Designs. Die Einrichtung unter -sucht Kühlsysteme für passive radioaktive Zerfallswärme und das Ver halten von Sicherheitsbehältern einfacher Siede-wasser reaktoren bei Störfällen. PANDA ist modular aufgebaut. Dadurch kann für wechselnde Applikationen das Verhal-ten von Druckkesseln, Wasserbecken oder Kondensatoren nachgestellt und systematisch untersucht werden.
Das Gesamtvolumen der Kessel beträgt ca. 460 m3, ihre Höhe erreicht 25 m. Die maximalen Arbeitsbedingungen liegen bei 10 bar und 200°C. In die Kes-sel können Luft, Helium und Wasser ein-gespritzt werden sowie Dampf, der mit max. 1,5 MW beheizt wird. Damit wird die Testumgebung auf die spezifizierten Umgebungsbedingungen gebracht.
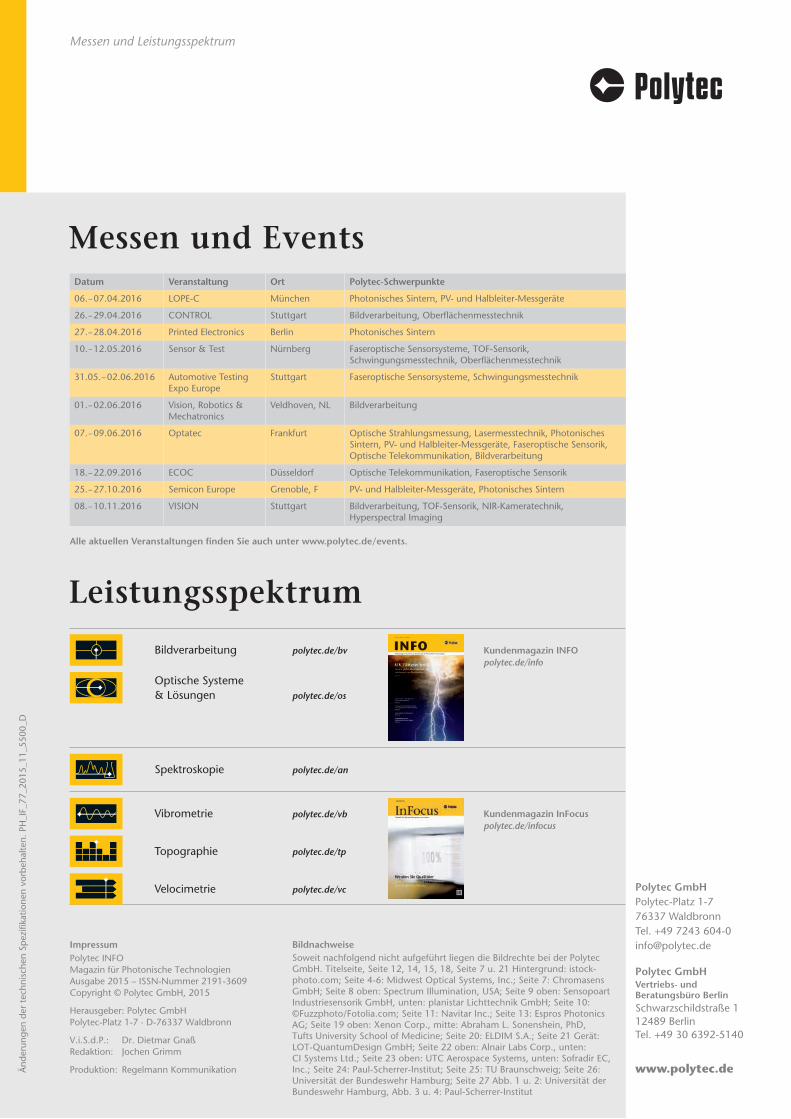
Zur ortsaufgelösten Temperaturmes- sung wurde eine Sensorfaser in einer Edelstahl-Kapillare waagrecht durch den unteren Teil eines Druckkessels über einem Kernsprühring verlegt. In verschie-denen Untersuchungen wurde Heißluft und Dampf zwischen 15 und 50 g/s eingeblasen. In Abb. 3 ist exemplarisch die radiale Temperaturverteilung im Kessel mit zwei Temperaturmaxima auf-getragen. Nach der Entfernung des Kernsprührings sieht die Temperaturver-teilung im Kesselquerschnitt durch die veränderten Strömungen deutlich anders aus (Abb. 4).
Frühere Messungen wurden mit ca. 300 Thermoelementen durchgeführt und waren wegen der geringeren Messpunkt-dichte deutlich weniger aussagekräftig. Mittels der faseroptischen Messungen konnten bei deutlich geringerem Instal-lationsaufwand sehr viel aussagekräfti-gere Ergebnisse in kürzerer Zeit geliefert werden.
Fazit
Faseroptische Sensorsysteme eröffnen für die Verfahrenstechnik – speziell im Bereich der Temperaturmessung – Mög-lichkeiten, die weit über die herkömm- licher Verfahren hinausgehen. Die Un- abhängigkeit von elektromagnetischen Feldern, chemisch aggressiven Umge-bungen und engen Platzverhältnissen sowie die zeitsparende Implementie-rung, einfache Handhabung und Dauer-belastbarkeit sind vielversprechend. Anwendungsbeispiele aus der Praxis zeigen, dass die ausgereifte Technologie auch hält, was sie verspricht.
Kontakt · Mehr InfoTel. +49 7243 604-1740 www.polytec.de/fo-sensorik
Verwandte Fachbeiträge (PDF):Messung von Temperaturprofilen in Reibkupplungen www.polytec.de/reibkupplung
Verteilte Temperatur- und Dehnungsmessung www.polytec.de/verteilte-sensorik
Faseropt. Sensorik für geotechnische Überwachung www.polytec.de/geosensorik
Faser-Bragg-Sensoren in der Praxis www.polytec.de/fbg-praxis
Schwingungsmessung im Flugzeugbau www.polytec.de/luftfahrt-sensorik
Funktionsprinzipien faseroptischer Sensorik www.polytec.de/fo-prinzipien
Verschiebung des Temperaturmaximums bei Veränderung des Heizdrucks (links 3 bar, rechts 5 bar)
Polytec ist seit fast 50 Jahren als Experte in der optischen Messtechnik etabliert. Das Unternehmen verfügt mit seiner langjährigen Erfahrung in industriellen und Forschungs-Projekten über eine her- stellerunabhängige Beratungskompe-tenz, die alle marktfähigen Technologien einschließt.
Radiale Temperaturverteilung im Kessel (links), Temperaturverteilung ohne Kernsprühring (rechts)
106
104
102
100
98
960 0.5 1 1.5 2 2.5 3 3.5 4
5/1
Länge L [mm]
Tem
per
atur
[°C
]
103
102
101
100
99
98
97
960 0.5 1 1.5 2 2.5 3 3.5 4
3/1
Länge L [mm]
Tem
per
atur
[°C
]
106
104
102
100
98
960 0.5 1 1.5 2 2.5 3 3.5 4
5/1
Länge L [mm]
Tem
per
atur
[°C
]
103
102
101
100
99
98
97
960 0.5 1 1.5 2 2.5 3 3.5 4
3/1
Länge L [mm]
Tem
per
atur
[°C
]
Abb. 1 Abb. 2
Abb. 3 Abb. 4
28 |
Messen und Leistungsspektrum
www.polytec.de
Polytec GmbH Polytec-Platz 1-7 76337 Waldbronn Tel. +49 7243 604-0 [email protected]
Polytec GmbHVertriebs- und Beratungsbüro BerlinSchwarzschildstraße 1 12489 Berlin Tel. +49 30 6392-5140
Änd
erun
gen
der
tech
nisc
hen
Spez
ifika
tione
n vo
rbeh
alte
n. P
H_I
F_77
_201
5_11
_550
0_D
Messen und EventsDatum Veranstaltung Ort Polytec-Schwerpunkte
06. – 07.04.2016 LOPE-C München Photonisches Sintern, PV- und Halbleiter-Messgeräte
26. – 29.04.2016 CONTROL Stuttgart Bildverarbeitung, Oberflächenmesstechnik
27. – 28.04.2016 Printed Electronics Berlin Photonisches Sintern
10. – 12.05.2016 Sensor & Test Nürnberg Faseroptische Sensorsysteme, TOF-Sensorik, Schwingungsmesstechnik, Oberflächenmesstechnik
31.05. – 02.06.2016 Automotive Testing Expo Europe
Stuttgart Faseroptische Sensorsysteme, Schwingungsmesstechnik
01. – 02.06.2016 Vision, Robotics & Mechatronics
Veldhoven, NL Bildverarbeitung
07. – 09.06.2016 Optatec Frankfurt Optische Strahlungsmessung, Lasermesstechnik, Photonisches Sintern, PV- und Halbleiter-Messgeräte, Faseroptische Sensorik, Optische Telekommunikation, Bildverarbeitung
18. – 22.09.2016 ECOC Düsseldorf Optische Telekommunikation, Faseroptische Sensorik
25. – 27.10.2016 Semicon Europe Grenoble, F PV- und Halbleiter-Messgeräte, Photonisches Sintern
08. – 10.11.2016 VISION Stuttgart Bildverarbeitung, TOF-Sensorik, NIR-Kameratechnik, Hyperspectral Imaging
Alle aktuellen Veranstaltungen finden Sie auch unter www.polytec.de/events.
ImpressumPolytec INFO Magazin für Photonische Technologien Ausgabe 2015 – ISSN-Nummer 2191-3609 Copyright © Polytec GmbH, 2015
Herausgeber: Polytec GmbH Polytec-Platz 1-7 · D-76337 Waldbronn
V.i.S.d.P.: Dr. Dietmar Gnaß Redaktion: Jochen Grimm
Produktion: Regelmann Kommunikation
BildnachweiseSoweit nachfolgend nicht aufgeführt liegen die Bildrechte bei der Polytec GmbH. Titelseite, Seite 12, 14, 15, 18, Seite 7 u. 21 Hintergrund: istock-photo.com; Seite 4-6: Midwest Optical Systems, Inc.; Seite 7: Chromasens GmbH; Seite 8 oben: Spectrum Illumination, USA; Seite 9 oben: Sensopoart Industriesensorik GmbH, unten: planistar Lichttechnik GmbH; Seite 10: ©Fuzzphoto/Fotolia.com; Seite 11: Navitar Inc.; Seite 13: Espros Photonics AG; Seite 19 oben: Xenon Corp., mitte: Abraham L. Sonenshein, PhD, Tufts University School of Medicine; Seite 20: ELDIM S.A.; Seite 21 Gerät: LOT-QuantumDesign GmbH; Seite 22 oben: Alnair Labs Corp., unten: CI Systems Ltd.; Seite 23 oben: UTC Aerospace Systems, unten: Sofradir EC, Inc.; Seite 24: Paul-Scherrer-Institut; Seite 25: TU Braun schweig; Seite 26: Universität der Bundeswehr Hamburg; Seite 27 Abb. 1 u. 2: Universität der Bundeswehr Hamburg, Abb. 3 u. 4: Paul-Scherrer-Institut
Leistungsspektrum
Bildverarbeitung polytec.de/bv
Optische Systeme & Lösungen polytec.de/os
Spektroskopie polytec.de/an
Vibrometrie polytec.de/vb
Topographie polytec.de/tp
Velocimetrie polytec.de/vc
Kundenmagazin InFocus polytec.de/infocus
Kundenmagazin INFO polytec.de/info


















