
POLITECNICO DI MILANO - politesi.polimi.it · STUDIO NUMERICO DI UN COMPRESSORE ALTERNATIVO PER LA...
151
Anno Accademico 2014-2015 Relatore: Ing. Gianluca VALENTI Tesi di Laurea di: Enrico TOMASONI Matr. 816892 STUDIO NUMERICO DI UN COMPRESSORE ALTERNATIVO PER LA REFRIGERAZIONE DI COMPONENTI ELETTRONICI POLITECNICO DI MILANO Scuola di Ingegneria Industriale e dell’informazione Corso di Laurea Magistrale in Ingegneria Energetica
Transcript of POLITECNICO DI MILANO - politesi.polimi.it · STUDIO NUMERICO DI UN COMPRESSORE ALTERNATIVO PER LA...

Anno Accademico 2014-2015
Relatore: Ing. Gianluca VALENTI
Tesi di Laurea di:
Enrico TOMASONI Matr. 816892
STUDIO NUMERICO DI UN COMPRESSORE ALTERNATIVO
PER LA REFRIGERAZIONE DI COMPONENTI ELETTRONICI
POLITECNICO DI MILANO
Scuola di Ingegneria Industriale e dell’informazione
Corso di Laurea Magistrale in Ingegneria Energetica


Ringraziamenti
Voglio ringraziare il Prof. Gianluca Valenti per i suoi consigli nelle varie fasi di svolgimento della tesi e per
lo spirito di ricerca e innovazione che mi ha fatto apprezzare nell’imbattermi in un settore nuovo e, quindi,
ricco di aspetti da scoprire e comprendere.
Alla fine di questo percorso di studi voglio ringraziare le persone che in questi anni mi hanno accompagnato
in questa esperienza e con i quali oggi ho la gioia di festeggiare. Prima di tutto la mia famiglia e Benedetta, la
mia ragazza, che mi hanno sempre incoraggiato e hanno gioito con me lungo questo percorso e che mi hanno
sopportato nei momenti di maggiore tensione: prima degli esami e della discussione della tesi.
Grazie ai miei nonni, da loro ho imparato che la saggezza si acquisisce, prima che sui libri, accogliendo le
difficoltà e le gioie che la vita ogni giorno ci offre.
Voglio ricordare gli amici del mio oratorio e quelli dell’esperienza di Gornja che, tra un’attività e l’altra, mi
hanno fatto sembrare questo percorso meno pesante di quello che probabilmente è stato e un grazie va a Don
Diego che, con il suo carattere, mi ha insegnato ad affrontare le sfide imparando a credere nelle mie capacità
senza arrendermi mai.
Un grazie va a tutte le persone che ho avuto la fortuna di conoscere in questi anni, a Zoppe con cui ho
condiviso il primo anno ed i tanti viaggi e ritardi in treno, e un grazie anche a Marco e Viviana. Grazie a
Mirko, Nico, Fede, Elvis, Ste, Fra e tanti altri con i quali è stato un piacere scambiare anche solo poche
parole. Un grande grazie a Dani, con lui ho condiviso tutti questi 5 anni: lezioni, pause pranzo, risate, caffè
alla macchinetta,… da lui ho imparato che a mettersi in gioco si porta a casa sempre qualcosa di buono,
sempre!
Penso che il mettersi in gioco e rischiare per costruire qualcosa di grande faccia parte, prima che del lavoro di
un ingegnere, delle vita di ognuno di noi:
“La chiamata ad esplorare è in ognuno di noi, ma l’agire è una storia differente. Molte persone non sono
disposte a camminare in quei luoghi dove il fallimento è più probabile del successo, quei luoghi dove noi
sperimentiamo le nostre passioni. Ma noi ci proviamo!” (Simone Moro, Alpinista Bergamasco)
Indice
Ringraziamenti ................................................................................................................................................... 3 Indice ................................................................................................................................................................. 4 Abstract .............................................................................................................................................................. 7 Sommario ........................................................................................................................................................... 9 Capitolo 1. Introduzione ........................................................................................................................... 11
1.1 Obiettivi e metodologia .................................................................................................................. 11 1.2 Struttura della tesi ........................................................................................................................... 14
Capitolo 2. Rassegna bibliografica ........................................................................................................... 15
2.1 Compressori lineari ........................................................................................................................ 16
2.1.1 Descrizione dei componenti ....................................................................................................... 16 2.1.2 Aspetti tecnologici rilevanti ....................................................................................................... 21 2.1.3 Vantaggi e svantaggi di tale tecnologia ...................................................................................... 35 2.1.4 Applicazioni pratiche e parametri di funzionamento ................................................................. 38
2.2 Compressori piezoelettrici .............................................................................................................. 41
2.2.1 Descrizione dei componenti ....................................................................................................... 41 2.2.2 Aspetti tecnologici rilevanti ....................................................................................................... 47 2.2.3 Vantaggi e svantaggi di tale tecnologia ...................................................................................... 61 2.2.4 Applicazioni pratiche e parametri di funzionamento ................................................................. 61
2.3 Compressori elettrostatici ............................................................................................................... 63
2.3.1 Descrizione dei componenti ....................................................................................................... 63 2.3.2 Aspetti tecnologici rilevanti ....................................................................................................... 65 2.3.3 Vantaggi e svantaggi di tale tecnologia ...................................................................................... 72 2.3.4 Applicazioni pratiche e parametri di funzionamento ................................................................. 72
2.4 Ciclo Joule-Brayton inverso ........................................................................................................... 76
2.4.1 Descrizione del ciclo e dell’impianto ......................................................................................... 76 2.4.2 Aspetti tecnologici rilevanti ....................................................................................................... 78 2.4.3 Applicazioni pratiche e parametri caratteristici .......................................................................... 79 2.4.4 Compressore centrifugo ............................................................................................................. 79
2.5 Ciclo Stirling inverso ...................................................................................................................... 82
2.5.1 Descrizione del ciclo e dell’impianto ......................................................................................... 82 2.5.2 Aspetti tecnologici rilevanti ....................................................................................................... 83 2.5.3 Applicazioni pratiche e parametri caratteristici .......................................................................... 85
2.6 Raffreddamento termoelettrico ....................................................................................................... 86 2.7 Tubo di calore pulsante................................................................................................................... 87 2.8 Raffreddamento per adsorbimento ................................................................................................. 88 2.9 Micropompa termopneumatica ....................................................................................................... 89 2.10 Micropompa elettromagnetica ........................................................................................................ 90 2.11 Tecnologie minori .......................................................................................................................... 91
Capitolo 3. Modello di calcolo ................................................................................................................. 93
3.1 Modello del compressore ................................................................................................................ 94
3.1.1 Assunzioni .................................................................................................................................. 95 3.1.2 Entalpia del gas ideale ................................................................................................................ 95 3.1.3 Dinamica delle valvole ............................................................................................................... 96 3.1.4 Flusso di calcolo ......................................................................................................................... 99 3.1.5 Volume della camera di compressione ..................................................................................... 100 3.1.6 Fasi di compressione e dinamica delle valvole ........................................................................ 101

Indice
3.1.7 Determinazione della costante elastica della molla del motore ............................................... 108 3.1.8 Bilancio energetico e calcolo delle perdite .............................................................................. 109 3.1.9 Calcolo della potenza e del rendimento elettrico ..................................................................... 110 3.1.10 Ciclo ideale.......................................................................................................................... 111 3.1.11 Calcolo delle prestazioni del compressore .......................................................................... 111 3.1.12 Riepilogo flusso di calcolo .................................................................................................. 112
3.2 Modello del ciclo frigorifero ........................................................................................................ 113
3.2.1 Assunzioni ............................................................................................................................... 113 3.2.2 Descrizione dell’impianto ........................................................................................................ 113 3.2.3 Parametri del ciclo ................................................................................................................... 113 3.2.4 Calcolo delle prestazioni.......................................................................................................... 114
Capitolo 4. Validazione del modello ...................................................................................................... 117 Capitolo 5. Casi studio ........................................................................................................................... 119
5.1.1 Parametri fissati ....................................................................................................................... 119 5.1.2 Simulazioni effettuate .............................................................................................................. 119
Capitolo 6. Risultati e discussioni .......................................................................................................... 121
6.1.1 Perdite per effetti di trafilamento ............................................................................................. 123 6.1.2 Perdite termiche ....................................................................................................................... 125 6.1.3 Perdite per attrito meccanico ................................................................................................... 127 6.1.4 Riepilogo delle perdite energetiche ......................................................................................... 131 6.1.5 Diametri delle valvole ............................................................................................................. 132 6.1.6 Scelta del caso ottimale ........................................................................................................... 133
Capitolo 7. Conclusioni e sviluppi futuri ............................................................................................... 139 Indice delle figure .......................................................................................................................................... 140 Indice delle tabelle ......................................................................................................................................... 143 Nomenclatura ................................................................................................................................................ 144 Bibliografia .................................................................................................................................................... 150


Abstract
The trend to obtain more and more faster desktop or notebook computers in terms of capability of
calculation and the other side, the trend to reduce the dimensions of portable computers, brings the electronic
devices that work at high frequencies to discharge high thermal fluxes in relationship with the surfaces of
heat exchangers. Therefore it is necessary developing and designing new cooling systems.
In the present work, there is an overview of actual and more used cooling technologies for computer
processors. As it is shown later, every technology presents a compression system and for this reason there is
an extensive bibliographic review to know and understanding what are the actual compression technologies
at scale dimension of centimeters or millimeters today in the world. It is also described the cooling cycle in
which every compressor type is integrated. The compression technologies described are: linear and
reciprocating compressors, membrane compressors in which there are piezoelectric, thermopneumatic,
electrostatic and electromagnetic membrane actuation systems; there are also reverse Stirling engines and
centrifugal compressors.
Other cooling technologies like thermoelectric, themoacoustic, thermoionic cooling, as well as pulse tube and
adsorbtion cooling are only cited because their application in notebook computers is not so important, but
these systems are used in the microelectronic sector.
Among all this technologies the author choose the linear compressor integrated in a reverse Rankine cycle in
which flows the refrigerant fluid R134a. It is built a numerical model implemented in “Excel” that simulate
the four compression work phases and the working of the refrigeration cycle to calculate the performances.
By the analysis on the energy losses it is shown that thermal losses are many times bigger than other losses,
so the trend of the compressor efficiency is linked to the trend of thermal losses. Instead leakage and friction
losses are very low.
The performances of the refrigeration system are investigated varying some design parameters like stroke to
diameter ratio and diameter of the piston. It is chosen the asset with higher COP among them that present an
evaporation thermal power of 50 W. The optimal compression chamber has a stroke to diameter ratio of 0.47
and the diameter of the piston of 1.2 cm, the global compressor efficiency value is about 61 %, the COP
value is 1.84 and the evaporation fluid temperature of 285 K. The global compressor casing in which are
fitted the linear electromagentic motor and the compression chamber is long 8-10 cm and its diameter is
about 2 cm.
Key words: Coefficient of performance, refrigeration cycle, compression cycle, linear compressor, resonance frequency,
valve.


Sommario
La tendenza ad avere desktop o notebook computer sempre più veloci ed efficienti in termini di capacità di
calcolo e, dall’altra parte, la tendenza a ridurne sempre di più le dimensioni, porta ad avere componenti
elettronici che lavorano ad elevate frequenze con grandi potenze termiche da dissipare in rapporto alle
superfici di scambio termico. Esiste quindi l’opportunità per lo sviluppo e la progettazione di nuove
tecnologie di raffreddamento o refrigerazione.
Nella presente trattazione si riporta una breve panoramica delle attuali tecnologie di raffreddamento per i
processori di componenti elettronici. Visto che ogni tecnologia presenta un sistema di compressione, viene
effettuata un’approfondita rassegna bibliografica per comprendere quali sono le attuali tecnologie di
compressione esistenti aventi le dimensioni dei centimetri o millimetri, descrivendo anche il sistema di
raffreddamento nel quale sono integrate. Vengono studiati i compressori a pistone tradizionali e lineari, i
compressori a membrana piezoelettrici, elettrostatici, elettromagnetici e termopneumatici, il motore Stirling
sfruttato in modo inverso e il compressore centrifugo.
Vengono citate anche tecnologie di minor interesse come il raffreddamento termoelettrico, termoacustico,
termoionico, il tubo di calore pulsante e l’adsorbimento.
Tra le varie tecnologie si sceglie il compressore lineare integrato in un ciclo Rankine inverso. Si costruisce un
modello numerico, implementato in Excel, che simuli le varie fasi del ciclo di compressione e del ciclo
frigorifero calcolandone le prestazioni. Dall’analisi delle perdite energetiche si rivela che quelle termiche
prevalgono sulle altre e che influenzano maggiormente l’andamento del rendimento del compressore. Invece
le perdite per attrito e per trafilamento sono molto ridotte. Vengono poi analizzate le prestazioni
dell’impianto al variare del rapporto corsa-alesaggio e del diametro del pistone scegliendo il caso con COP
più elevato che asporti una potenza termica di 50 W all’evaporatore.
La camera di compressione ottimale ha un diametro di 1.2 cm e un rapporto corsa-alesaggio di 0.47, il
rendimento del compressore è del 61%, il COP è pari a 1.84 e la temperatura del fluido nell’evaporatore di
285 K . Le dimensioni globali del compressore sono di circa 2 cm di diametro per 8-10 cm di lunghezza.
Parole chiave: Coefficent of performance, ciclo frigorifero, ciclo di compressione, compressore lineare, frequenza di
risonanza,valvola.


Capitolo 1. Introduzione
In questo capitolo introduttivo vengono brevemente descritti i sistemi di refrigerazione per componenti
elettronici maggiormente impiegati, si definiscono gli obbiettivi che si vogliono raggiungere nel presente
lavoro ed infine si descrive l’ordine logico con cui viene affrontato il lavoro.
1.1 Obiettivi e metodologia
Lo scopo della seguente trattazione è la costruzione di un modello di raffreddamento per componenti
elettronici e più precisamente per il raffreddamento della CPU di un notebook computer. In un personal
computer i componenti che dissipano maggior potenza termica sono quelli che lavorano a frequenze elevate;
ovvero la CPU, la scheda video e la scheda di memoria. Tra questi componenti, quello che dissipa
maggiormente è la CPU e quindi su di essa viene applicato il sistema di raffreddamento oggetto di studio. Le
potenze termiche dissipate dalla CPU possono andare da 70-100 W dei computer più datati o con prestazioni
elevate ma sempre destinati al mercato domestico, fino a 3-5 W dei modernissimi notebook portatili. Di
conseguenza si sceglie come potenza di riferimento dell’impianto studiato in questa sede un valore medio di
50 W.
Il raffreddamento di componenti che funzionano a frequenze elevate è dovuto al fatto che, asportando
potenza termica, la loro temperatura viene mantenuta a valori ridotti, quindi le resistenze elettriche al silicio
si riducono dissipando meno potenza per effetto Joule aumentando le prestazioni del componente. Inoltre il
funzionamento a basse temperature, oltre a migliorare l’efficienza energetica, aumenta la velocità di processo
del componente e quindi ne migliora le prestazioni in termini di rapidità di calcolo. Quest’ultimo aspetto
rappresenta l’obbiettivo principale per il quale è necessario costruire sistemi di raffreddamento sempre più
efficienti, ovvero migliorare i tempi di calcolo e quindi le prestazioni del calcolatore. Sebbene il
funzionamento a temperature non troppo elevate permetta di velocizzare le operazioni dei componenti,
un’eccessiva riduzione della temperatura porta ad avere l’effetto contrario. Infatti a basse temperature si
perde il sincronismo tra le velocità caratteristiche di funzionamento dei vari sottocomponenti del sistema da
raffreddare, di conseguenza pur operando a basse temperature non si ottengono le prestazioni desiderate in
termini di rapidità di calcolo. Con gli attuali sistemi di raffreddamento la temperatura operativa della CPU è
mantenuta intorno ai 70 °C, sebbene questa sia progettata per resistere fino a circa 110 °C. L’obbiettivo è
quello di ridurre questo valore evitando di perdere il sincronismo tra i componenti della CPU. Considerando
il trade-off tra gli effetti della temperatura operativa sulle prestazioni, si stabilisce una temperatura di
funzionamento in condizioni di refrigerazione intorno ai 20-35 °C.
Il sistema di raffreddamento utilizzato attualmente nei computer d’uso comune è costituito da uno
scambiatore alettato, posto in contatto con il processore, che viene raffreddato da un flusso d’aria in
convezione forzata alimentato da una ventola. Un esempio di questo sistema è riportato in Figura 1 in cui si
può notare lo scambiatore alettato dotato di elevata superficie di scambio termico e la ventola posta sopra di
esso.
Figura 1. Raffreddamento ad aria in convezione forzata [ricerca in Google]
Capitolo 1. Introduzione
12
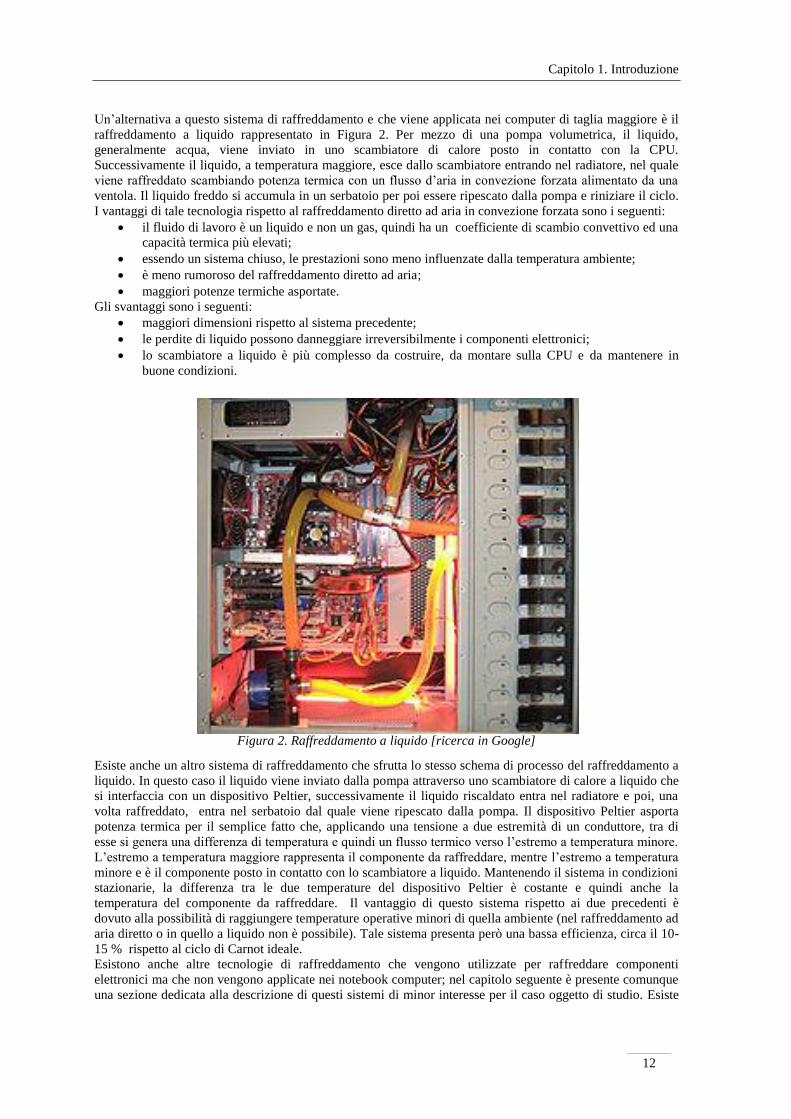
Un’alternativa a questo sistema di raffreddamento e che viene applicata nei computer di taglia maggiore è il
raffreddamento a liquido rappresentato in Figura 2. Per mezzo di una pompa volumetrica, il liquido,
generalmente acqua, viene inviato in uno scambiatore di calore posto in contatto con la CPU.
Successivamente il liquido, a temperatura maggiore, esce dallo scambiatore entrando nel radiatore, nel quale
viene raffreddato scambiando potenza termica con un flusso d’aria in convezione forzata alimentato da una
ventola. Il liquido freddo si accumula in un serbatoio per poi essere ripescato dalla pompa e riniziare il ciclo.
I vantaggi di tale tecnologia rispetto al raffreddamento diretto ad aria in convezione forzata sono i seguenti:
il fluido di lavoro è un liquido e non un gas, quindi ha un coefficiente di scambio convettivo ed una
capacità termica più elevati;
essendo un sistema chiuso, le prestazioni sono meno influenzate dalla temperatura ambiente;
è meno rumoroso del raffreddamento diretto ad aria;
maggiori potenze termiche asportate.
Gli svantaggi sono i seguenti:
maggiori dimensioni rispetto al sistema precedente;
le perdite di liquido possono danneggiare irreversibilmente i componenti elettronici;
lo scambiatore a liquido è più complesso da costruire, da montare sulla CPU e da mantenere in
buone condizioni.
Esiste anche un altro sistema di raffreddamento che sfrutta lo stesso schema di processo del raffreddamento a
liquido. In questo caso il liquido viene inviato dalla pompa attraverso uno scambiatore di calore a liquido che
si interfaccia con un dispositivo Peltier, successivamente il liquido riscaldato entra nel radiatore e poi, una
volta raffreddato, entra nel serbatoio dal quale viene ripescato dalla pompa. Il dispositivo Peltier asporta
potenza termica per il semplice fatto che, applicando una tensione a due estremità di un conduttore, tra di
esse si genera una differenza di temperatura e quindi un flusso termico verso l’estremo a temperatura minore.
L’estremo a temperatura maggiore rappresenta il componente da raffreddare, mentre l’estremo a temperatura
minore e è il componente posto in contatto con lo scambiatore a liquido. Mantenendo il sistema in condizioni
stazionarie, la differenza tra le due temperature del dispositivo Peltier è costante e quindi anche la
temperatura del componente da raffreddare. Il vantaggio di questo sistema rispetto ai due precedenti è
dovuto alla possibilità di raggiungere temperature operative minori di quella ambiente (nel raffreddamento ad
aria diretto o in quello a liquido non è possibile). Tale sistema presenta però una bassa efficienza, circa il 10-
15 % rispetto al ciclo di Carnot ideale.
Esistono anche altre tecnologie di raffreddamento che vengono utilizzate per raffreddare componenti
elettronici ma che non vengono applicate nei notebook computer; nel capitolo seguente è presente comunque
una sezione dedicata alla descrizione di questi sistemi di minor interesse per il caso oggetto di studio. Esiste
Figura 2. Raffreddamento a liquido [ricerca in Google]

Capitolo 1. Introduzione
13
inoltre una tecnologia collaudata nel settore della refrigerazione domestica che negli ultima anni è stata
oggetto di studio in modo da estendere la suo applicazione al raffreddamento dei processori, ovvero il ciclo
Rankine inverso. Tale sistema è dotato di un compressore, un condensatore, una valvola di laminazione ed un
evaporatore. Quest’ultimo è uno scambiatore di calore costituito da micro canali al cui interno scorre il fluido
che evapora asportando potenza termica da una piastra di rame posta in contatto con la CPU, su questa
piastra sono disposti i micro canali dell’evaporatore all’interno dei quali scorre il fluido. Il condensatore è
invece costituito da uno scambiatore di calore a flusso incrociato, in questo modo il fluido rilascia potenza
termica che viene asportata da un flusso d’aria in convezione forzata alimentato da una ventola. In Figura 3 è
rappresentato un impianto da laboratorio.
I vantaggi di tale sistema sono i seguenti:
possibilità di asportare maggior potenza termica rispetto ai precedenti sistemi e quindi anche di
raggiungere temperature operative minori;
possibilità di raggiungere temperature operative minori della temperatura ambiente;
operare a temperature operative minori significa dissipare meno potenza per effetto Joule,
aumentare la velocità di calcolo ed allo stesso tempo l’affidabilità e la vita utile del sistema;
avere un fluido che evapora significa mantenere costante la temperatura dell’evaporatore lato fluido
e quindi anche quella della CPU, aumentando l’affidabilità e la durata del componente.
Invece gli svantaggi sono i seguenti:
elevata complessità d’impianto e costi elevati;
avere un sistema di raffreddamento costituito da elevati componenti comporta una scarsa affidabilità
dell’impianto nel suo complesso.
Come si può notare da questa breve introduzione, tutte le tecnologie di raffreddamento presentano un sistema
di compressione o di pompaggio che sia in grado di fornire una certa prevalenza al fluido che deve asportare
potenza termica. Sia che si tratti del ventilatore che alimenta l’aria del raffreddamento convettivo diretto,
della pompa per il raffreddamento a liquido o del compressore per il ciclo Rankine inverso, un sistema che
fornisca una prevalenza è sempre presente. Inoltre, integrare un sistema di raffreddamento all’interno di un
sistema elettronico come un notebook computer comporta, oltre ad effettuare uno studio termodinamico del
ciclo, anche risolvere un problema di dimensioni. Per garantire che il sistema sia integrabile in un computer
portatile è necessario che ogni componente abbia delle dimensioni molto ridotte, specialmente in larghezza,
vista la tendenza dei moderni pc ad avere spessori sempre più ridotti. Di conseguenza, quando si parla di
raffreddamento di componenti elettronici, si devono sempre abbinare ai parametri termodinamici del sistema
anche le dimensioni caratteristiche.
Figura 3. Ciclo Rankine inverso per applicazioni elettroniche [15]

Capitolo 1. Introduzione
14
1.2 Struttura della tesi
Visto che si pone molta attenzione alle dimensioni e, che il componente di maggiori dimensioni in un sistema
di raffreddamento è il compressore o la pompa, la seguente trattazione si focalizza sullo studio di questa
macchina. La prima parte del lavoro consiste in una rassegna bibliografica di tutte le tecnologie di
compressione o di pompaggio attualmente presenti sul mercato o in fase di studio, a prescindere dal campo di
applicazione. Alcune tecnologie possono svolgere sia la funzione di compressore che di pompa, ossia operare
sia con un liquido che con un gas, e possono essere impiegate in campo elettronico o in altri settori come
quello della refrigerazione domestica, ambientale, chimico o biomedico. Inoltre il ciclo termodinamico di
raffreddamento, nel quale la tecnologia di compressione è integrata, può essere di svariate tipologie. Per ogni
tecnologia si riporta, oltre alla descrizione del compressore o della pompa, anche la descrizione del ciclo
termodinamico di raffreddamento, il settore di applicazione, i parametri termodinamici e dimensionali del
compressore e dell’impianto globale di raffreddamento. La rassegna bibliografica vuole dare al lettore una
panoramica generale di ciò che esiste nel mondo dei mini compressori o mini pompe, anche se non
necessariamente applicate al settore della refrigerazione; può darsi che alcune tecnologie abbiano addirittura
dimensioni e prestazioni troppo ridotte per l’applicazione di interesse, ma vengono comunque riportate
perché potrebbero trovare impiego in componenti elettronici di taglie minori. Vengono inoltre citate alcune
tecnologie minori che non presentano un sistema di compressione ma che vengono utilizzate per il
raffreddamento di componenti elettronici.
Terminata questa fase, si deve scegliere il ciclo termodinamico da applicare nel sistema di raffreddamento e
quindi anche la tecnologia di compressione al suo interno. Si sceglie il ciclo Rankine inverso dotato di un
compressore a pistone alimentato da un motore elettromagnetico lineare, i cui vantaggi sono elencati nel
seguente capitolo. Si costruisce quindi un modello termodinamico del compressore che viene poi validato
con un modello esistente e utilizzato per simulare una serie di casi studio, in modo da valutare la variazione
delle prestazioni del sistema al variare dei parametri geometrici del compressore. Tra le configurazioni
analizzate si sceglie dunque quella che garantisce le migliori prestazioni.
Si fa presente fin da subito che, i simboli letterali utilizzati nelle varie equazioni, se non spiegati in modo
chiaro nel testo, sono spiegati nel capitolo dedicato alla nomenclatura.

Capitolo 2. Rassegna bibliografica
In questa sezione vengono descritte le varie tecnologie di compressione e ad ogni tipologia viene dedicata
una sezione per la descrizione dei componenti, una per la descrizione degli aspetti tecnologici rilevanti ed
un’ultima sezione dedicata a riportare le applicazioni pratiche, indicando il campo scientifico in cui viene
impiegata ed i suoi principali parametri tecnici con annessi vantaggi e svantaggi rispetto ad altre tecnologie.
Essendo alla ricerca di un compressore di piccola taglia da applicare al raffreddamento di componenti
elettronici, la rassegna bibliografica è stata improntata sui compressori di taglia molto ridotta la cui
applicazione è stata precedentemente rivolta ad altri settori; dunque l’ obbiettivo è di capire se tali tecnologie
possano essere applicate nel campo elettronico di interesse per la presente trattazione. Le tecnologie di
compressione che vengono analizzate in questo capitolo sono:
compressori lineari e alternativi tradizionali integrati nel ciclo Rankine inverso;
compressori piezoelettrici integrati nel ciclo di raffreddamento Joule-Thomson;
compressori elettrostatici integrati nel ciclo Rankine inverso;
compressori centrifughi integrati nel ciclo Joule-Brayton inverso;
compressori a pistone con displacer integrati nel ciclo Stirling inverso;
raffreddamento termoelettrico (senza un sistema di compressione);
compressori a membrana integrati nel tubo di calore pulsante;
raffreddamento mediante adsorbimento (compressione per desorbimento di un gas) ;
compressori termopneumatici a membrana integrati nel ciclo Joule-Thomson;
compressori elettromagnetici a membrana integrati nel ciclo Joule-Thomson;
tecnologie minori come il raffreddamento termoionico e termoacustico.
Si riporta nella Figura 4 lo schema delle tecnologie di raffreddamento che vengono descritte in seguito.
Figura 4. Tecnologie di raffreddamento

Capitolo 2. Rassegna bibliografica
16
2.1 Compressori lineari
In questo paragrafo viene descritta la tecnologia di compressione mediante un pistone azionato da un motore
elettromagnetico, dividendo la descrizione secondo i criteri precedentemente riportati.
2.1.1 Descrizione dei componenti
I compressori lineari sono dei compressori a pistone ad azionamento elettromagnetico il cui principio di
funzionamento, per quando riguarda gli aspetti termodinamici della compressione, è lo stesso di un
compressore a pistone alternativo. Ciò che differenzia tali compressori da quelli alternativi tradizionali è il
sistema meccanico-elettrico tramite il quale il pistone viene azionato. Prima di addentrarsi nel dettaglio della
descrizione dei compressori lineari è quindi utile ricordare il principio di funzionamento dei compressori
tradizionali alternativi a pistone. In questi sistemi il pistone viene azionato da un cinematismo biella-
manovella-carello nel quale il moto rotativo viene trasmesso alla biella da un motore elettrico ad induzione.
Nella Figura 5 è possibile notare il meccanismo di funzionamento di tale tecnologia.
Si passa ora ad analizzare nel dettaglio le caratteristiche del compressore lineare. Come si può notare dalla
Figura 6, si tratta sempre di un compressore a pistone in cui il moto alternato viene fornito grazie ad un
motore elettromagnetico lineare in diretto contatto con il pistone, permettendo così di eliminare la
trasmissione meccanica della biella e manovella. Nella Figura 7 è riportata una rappresentazione schematica
del compressore lineare. Nell’elenlenco sottostante si riportano i componenti che lo costituiscono:
motore elettromagnetico;
sistema di valvole;
molla ad elica;
cuscinetti a gas;
controllo elettronico;
isolamento rumori e vibrazioni;
sistema di raffreddamento nel quale il compressore è integrato.
Figura 7. Schema del motore lineare [8]
Figura 6. Compressore lineare LG [sito web LG]
Figura 5. Schema del compressore alternativo
tradizionale [7]

Capitolo 2. Rassegna bibliografica
17
2.1.1.1 Motore elettromagnetico
Questo motore si basa sull’interazione tra una spira percorsa da corrente alternata ed un materiale
ferromagnetico o magnete permanente. La spira percorsa da corrente alternata è avvolta su un altro un
materiale ferromagnetico. Il pistone collegato ad uno di questi componenti, in funzione della tipologia di
motore, si muove di moto alternato sfruttando il principio secondo il quale una corrente che passa in una
spira genera un campo magnetico e quindi un flusso del vettore campo magnetico. Se la corrente, che passa
nella spira è alternata, si genera nel tempo una variazione di tale flusso e, di conseguenza, una variazione di
forze applicate al corpo immerso in tale campo magnetico. Il corpo soggetto a tali forze, che dunque si
muove di moto alterno, viene direttamente collegato con il pistone che effettua la compressione.
Le tipologie di motore elettromagnetico, come riportato in [1], sono di 3 tipi:
spira mobile (moving coil): la spira interagisce con un materiale ferromagnetico, ma è lei che è
libera di muoversi;
pistone d’acciaio mobile (moving iron): la spira è fissa mentre il materiale ferromagnetico è liberi
di muoversi ;
magnete mobile (moving magnet): come nel moving iron ma, al posto del materiale
ferromagnetico, è presente un magnete permanente.
Tra le tipologie esistenti la LG Electronics, che ha già realizzato un compressore lineare, ha scelto la
tipologia di motore a magnete mobile come riportato in [1], per i seguenti motivi:
il motore a spira mobile ha dimensioni troppo elevate nonostante abbia una buona efficienza nelle
applicazioni LG in sistemi di raffreddamento domestici. Quindi non è adatto alle applicazioni
elettroniche nelle quali è importante avere dimensioni ridotte;
il motore a pistone d’acciaio mobile è economico ma genera poca spinta e servirebbero dimensioni
troppo elevate;
il motore a magnete mobile è stato scelto perché presenta un magnete permanente (una lega di
NdFeB) che permette di avere un elevata spinta, pur mantendo il sistema molto compatto e facile da
progettare; ha però lo svantaggio di avere elevati costi.
Nelle Figura 8 e nella Figura 9 viene rappresentata la struttura di tale motore. Nella parte più esterna si trova
la spira percorsa da corrente alternata avvolta in un iron core (rivestimento di acciaio) esterno, la cui funzione
è quella di amplificare il campo magnetico generato dalla spira. All’interno si trova il magnete cilindrico
cavo che è a diretto contatto con il pistone e, all’interno del cilindro cavo, si trova in inner iron core
(rivestimento interno di acciaio) avente lo scopo di chiudere il circuito magnetico generato dalla spira. Il
magnete cilindrico è cavo non solamente per questo motivo, ma anche perché un magnete pieno
richiederebbe una forza maggiore per essere spostato e anche perché al suo interno si trova la valvola di
aspirazione. In questo modo si ha l’ingresso del flusso nella camera di compressione dalla posizione opposta
a quella in cui si trova la valvola di scarico (testa del cilindro).
2.1.1.2 Sistema di valvole
Come già citato, solo la valvola di scarico si trova sulla sulla testa del cilindro della camera di compressione,
mentre la valvola di aspirazione si trova nella parte opposta della camera di compressione. Inoltre non
vengono usate le valvole a lamella ma le valvole a disco, che hanno una sezione maggiore sulla quale il
flusso può andare ad agire, e quindi a pari pressione si riesce ad avere una maggior forza aprendo le valvole
più velocemente, permettendo, come riportato in [2], di avere:
Figura 9. Vista in sezione del motore a
magnete mobile[2]
Figura 8. Motore a magnete mobile [1]

Capitolo 2. Rassegna bibliografica
18
minori perdite fluidodinamiche durante la compressione grazie ad un flusso che rimane assiale;
minor perdite termiche dovute al riscaldamento del gas in aspirazione;
riduzione delle perdite di sovrappressione allo scarico necessarie per aprire le valvole, permettendo
di utilizzare meglio l’energia della corsa in eccesso (over stroke) del pistone necessaria ad aprire la
valvola di scarico.
Nella Figura 10 e nella Figura 11 viene rappresentato il sistema precedentemente descritto; questi
componenti sono stati realizzati per la costruzione di un compressore della LG Electronics alimentato ad
R410A per applicazioni di condizionamento ambientale. In Figura 12 è riportata una rappresentazione del
compressore lineare in cui si può notare bene come la valvola di scarico occupi l’intera sezione di mandata
del compressore. In alternativa alle valvole a disco, per applicazioni elttroniche possono essere usate le
valvole a lembo (flapper valves) come riportato in [3]. In Figura 13 è rappresentata una valvola a lembo,
mentre in Figura 14 è riportato uno schema delle tipologie di valvole applicate nei compressori lineari.
2.1.1.3 Molla ad elica
La molla ad elica viene impiegata perché permette al sistema di lavorare in risonanza e quindi con un levata
efficienza. Tra le varie tipologie di molle è stata scelta quella ad elica perché è la più economica e presenta
un’elevata rigidezza, requisito necessario per avere un sistema risonante. L’elevata rigidezza della molla
porta però ad avere elevate perdite per attrito tra il pistone ed il cilindro. Tali perdite dipendono anche
Figura 14. Tipologie di valvole
Figura 13. Valvola a lembo [Ricerca in
Google]
Figura 12. Compressore lineare [4]
Figura 11. Valvole a disco [2]
Figura 10. Sistema di valvole [2]

Capitolo 2. Rassegna bibliografica
19
dall’eccentricità della molla stessa, quindi dalla soluzione ad una molla si è passati a più molle con una
costante di elasticità inferiore per ridurre le perdite di attrito, ma potendo contare sull’effetto combinato di
più molle per avere un sistema con un’elevata elasticità ed una bassa eccentricità, in grado di garantire le
condizioni di risonanza come indicato in [2]. Si riporta nella Figura 15 la molla utilizzata in questo sistema.
Nelle applicazioni dei compressori lineari per il raffreddamento della CPU, come riportato nel lavoro [3], al
posto di una molla ad elica può essere utilizzata una molla planare collegata al pistone grazie ad un sistema in
grado di minimizzare il trasferimento di forze radiali. In questo modo si riduce il carico laterale e quindi gli
attriti tra pistone e cilindro che si generano grazie al disallineamiento e all’accumulo di tolleranze
nell’accopiamento molla-pisotone. Inoltre, per l’isolamento delle vibrazioni, possono essere presenti delle
molle di sospensione.
2.1.1.4 Cuscinetti a gas
Il sistema dei cuscinetti a gas ha sostituito il sistema della pompa dell’olio, necessaria per fornire l’olio di
lubrificazione dei cuscinetti dei compressori alternativi. L’olio permetteva di lubrificare le parti mobili del
motore e di asportare il calore generato dal processo di compressione, dall’attrito e dalle perdite termiche del
motore elettromagnetico. Con in cuscinetti a gas tale pompa è stata rimossa in quanto il gas necessario a
svolgere tali funzioni viene prelevato dalla portata principale di gas inviata dal ciclo frigorifero al
compressore, come riportato nei lavori [4] e [5]. Tale frazione di gas prelevata dalla portata principale causa
una perdita energetica rispetto all’input nel compressore di circa 1-2%, permettondo di ridurre di molto le
perdite per attrito. Infatti con la lubrificazione ad olio le perdite per attrito sono molto maggiori dell’1-2%
dell’input energetico al compressore, come riportato nel lavoro [3].
2.1.1.5 Controllo elettronico
Nei compressori alternativi tradizionali la porata di gas ai carichi parziali viene regolata mantenendo costante
la corsa e variando la frequenza. Nei compressori lineari la frequenza non viene modificata, ma viene
regolata la corsa del pistone modificando la tensione di alimentazione del motore attraverso un sistema Triac
based elctronic circuit (strumento semiconduttore usato come interruttore per correnti alternate) come
citato in [4]. In realtà il sistema di controllo viene nominato “controllore di tensione a frequenza variabile”,
come riportato in [2]. Infatti oltre alla regolazione in tensione è possibile regolare la frequenza attorno ad un
Figura 18. Modello 3D della molla planare[Ricerca
in Google]
Figura 17. Schema della molla
planare[Ricerca in Google]
Figura 16. Molla planare [3]
Figura 15. Molla risonante [2]
Capitolo 2. Rassegna bibliografica
20
valore di 5 Hz rispetto al suo valor medio, grazie ad un inverter che permette di mantenere la frequenza di
alimentazione della corrente pari a quella di risonanza del sistema (la quale varia al variare delle condizioni
operative), in modo da avere la massima efficienza del sistema.
2.1.1.6 Isolamento rumori e vibrazioni
La riduzione delle vibrazioni viene ottenuta in fase progettuale riducendo il più possibile il moto relativo tra
il compressore e il caising. Inoltre visto che le vibrazioni avvengono principalmetnte nella direzione del moto
del pistone, queste possono essere smorzate con opportune molle. E’ anche possibile applicare due
compressori che lavorino in direzioni opposte ma perfettamente in fase, in modo da bilanciare le vibrazioni.
Le principali fonti di rumore sono dovute all’effetto pulsante del gas durante l’apertura e chiusura delle
valvole di aspirazione e di scarico. Un’altra fonte di rumore è l’attrito tra il cilindro e il pistone. Rispetto ai
compressore alternativi tradizionali l’attrito, e quindi anche il rumore, è stato ridotto grazie all’introduzione
dei cuscinetti a gas. Questi concetti sono stati estrapolati dal lavoro [3].
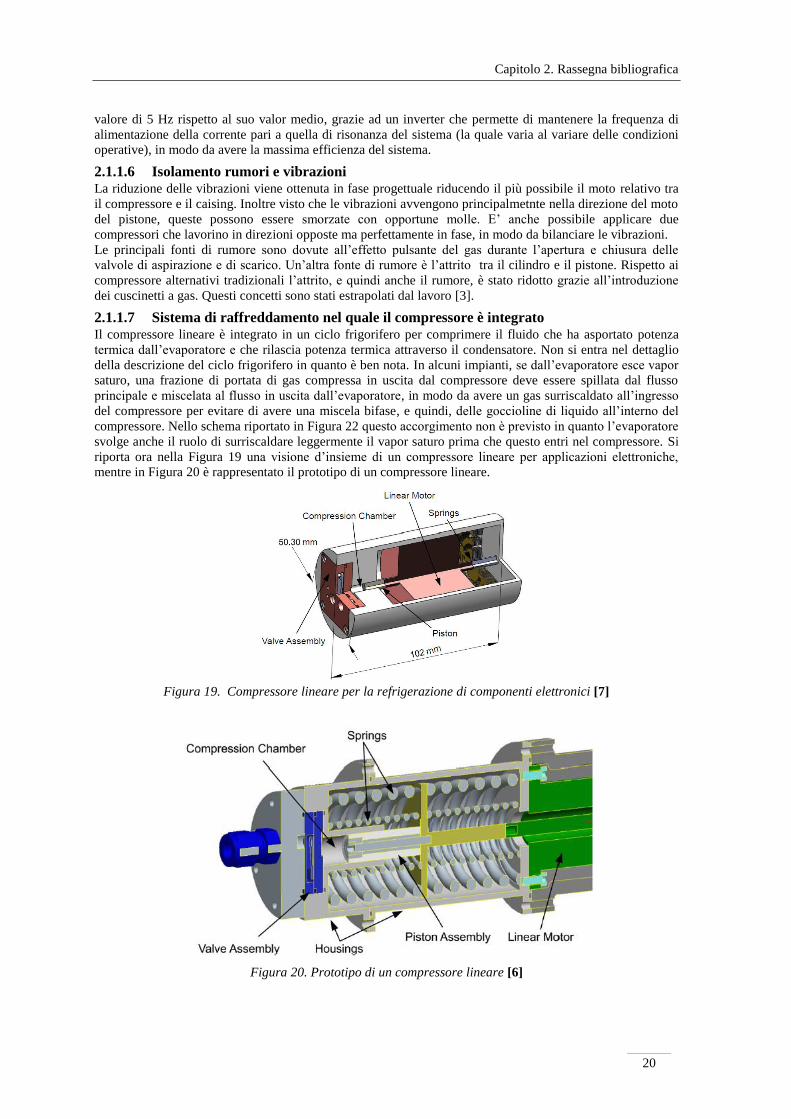
2.1.1.7 Sistema di raffreddamento nel quale il compressore è integrato
Il compressore lineare è integrato in un ciclo frigorifero per comprimere il fluido che ha asportato potenza
termica dall’evaporatore e che rilascia potenza termica attraverso il condensatore. Non si entra nel dettaglio
della descrizione del ciclo frigorifero in quanto è ben nota. In alcuni impianti, se dall’evaporatore esce vapor
saturo, una frazione di portata di gas compressa in uscita dal compressore deve essere spillata dal flusso
principale e miscelata al flusso in uscita dall’evaporatore, in modo da avere un gas surriscaldato all’ingresso
del compressore per evitare di avere una miscela bifase, e quindi, delle goccioline di liquido all’interno del
compressore. Nello schema riportato in Figura 22 questo accorgimento non è previsto in quanto l’evaporatore
svolge anche il ruolo di surriscaldare leggermente il vapor saturo prima che questo entri nel compressore. Si
riporta ora nella Figura 19 una visione d’insieme di un compressore lineare per applicazioni elettroniche,
mentre in Figura 20 è rappresentato il prototipo di un compressore lineare.
Figura 20. Prototipo di un compressore lineare [6]
Figura 19. Compressore lineare per la refrigerazione di componenti elettronici [7]

Capitolo 2. Rassegna bibliografica
21
2.1.2 Aspetti tecnologici rilevanti
In questa sezione vengono analizzati i comportamenti del compressore al variare delle condizioni operative,
come pure gli effetti sulle prestazioni ottenibili al variare dei parametri progettuali, il funzionamento in
risonanza, la regolazione ai carichi parziali ed alcune modifiche tecnologiche. Per descrivere il
comportamento ai carichi parziali è necessario specificare che i fattori che influiscono sulle prestazioni del
sistema di raffreddamento sono dovuti al comportamento dell’impianto nelle varie condizioni operative ed al
comportamento del compressore sempre nelle stesse condizioni. Quindi le prestazioni del sistema di
raffreddamento possono essere espresse mediante l’equazione (1) come indicato in [5]:
𝑅𝑒𝑓𝑓𝑒𝑐𝑡 = 𝑅𝑐𝑦𝑐𝑙𝑒 𝑒𝑓𝑓𝑒𝑐𝑡 ∗ 𝑅𝑐𝑜𝑚𝑝 𝑒𝑓𝑓𝑒𝑐𝑡 (1)
Per R si indica il contributo di un componente sulle prestazioni globali dell’impianto, da sinistra verso destra
si intende: l’efficienza globale dell’impianto, del ciclo (escluso il compressore) e del compressore.
Inoltre occorre precisare che ai carichi parziali, se le perdite di carico del sistema fossero costanti e non
influenzate dalla portata, il compressore lavorerebbe sempre con le stesse pressioni in aspirazione e allo
scarico, modificando la propria capacità grazie alla variazione di portata volumetrica fornita al ciclo e quindi,
a pari condizioni termodinamiche, variando la portata massica. Ma in realtà, visto che le sezioni di passaggio
Figura 22. Schema dell’impianto di refrigerazione [8]
Figura 21. Diagramma p-h [8]

Capitolo 2. Rassegna bibliografica
22
del fluido sono costanti, una variazione di portata comporta una variazione di velocità e, più precisamente
una riduzione di portata e di velocità porta ad una riduzione delle perdite di pressione. Quindi, ai carichi
ridotti, la caduta di pressione all’interno del condensatore e dell’evaporatore è minore, perciò la pressione di
aspirazione del fluido in ingresso al compressore aumenta ai carichi parziali. Di conseguenza, ipotizzando
che il compressore lavori sempre con lo stesso rendimento e la stessa potenza elettrica assorbita, un aumento
della pressione all’evaporatore comporta un aumento della temperatura, in quanto ci si trova nelle condizioni
di saturazione e quindi si ha un salto entalpico (tra il vapor saturo in uscita dall’evaporatore e il fluido bifase
in uscita dalla valvola di laminazione) che cresce. Invece la portata diminuisce, perché si sta operando ai
carichi parziali. Tra questi due termini il salto entalpico cresce maggiormente di quanto la portata decresca e
quindi la potenza asportata dall’evaporatore cresce ai carichi parziali. Se vale l’ipotesi di potenza elettrica
assorbita costante e rendimento del compressore costante, il rendimento del sistema aumenta ai carichi
parziali. Ovviamente fermarsi a tale conclusione sarebbe errato in quanto si deve considerare il
comportamento del compressore ai carichi parziali, ma si può affermare che ai carichi parziali la potenza
termica assorbita dall’evaporatore tende ad aumentare. Tali considerazioni sono riportate nel lavoro [7] e [8].
Dopo questa considerazione ci si addentra nel compressore vero e proprio.
2.1.2.1 Efficienza del sistema
Da quanto riportato in [9], il rendimento del compressore è dovuto agli effetti mostrati nell’equazione (2). In
seguito viene dedicato un paragrafo per la descrizione di ognuno di questi effetti.
휂𝑐𝑜𝑚𝑝 = 휂𝑚𝑜𝑡𝑜𝑟 ∗ 휂𝑚𝑒𝑐 𝑎𝑛𝑖𝑐𝑎 𝑙 ∗ 휂𝑐𝑜𝑚𝑝𝑟𝑒𝑠𝑠𝑖𝑜𝑛 (2)
2.1.2.1.1 Effetti di compressione
Per capire gli effetti dei carichi parziali su ognuno di questi termini è necessario fare alcune considerazioni.
Si analizzano solo gli effetti dei carichi parziali sul compressore e quindi si considera che, all’interno del
ciclo, le perdite di pressione rimangano costanti al variare del carico e quindi si ipotizza che il compressore
fornisca sempre lo stesso beta e che le pressioni di aspirazione e scarico siano costanti. Dunque l’unico
modo per variare il carico consiste nel variare la portata volumetrica e quindi nel variare (ridurre se ai carichi
parziali, aumentare se sovraccarico) la corsa del pistone. Come già detto, la variazione della corsa del pistone
richiede una variazione della forza applicata al magnete, la quale interagendo con le forze in gioco nel
sistema determina l’accelerazione del pistone e la sua posizione in ogni istante al variare della tensione. La
frequenza viene variata di poco per mantenere il sistema in risonanza con la frequenza naturale. Una volta
fissate le dimensioni del pistone e del cilindro, una variazione di carico si traduce in una variazione di corsa e
in una variazione di volume morto (riduzione di corsa (under stroke) ai carichi parziali e incremento di
corsa(over stroke) a pieno carico). Prima di addentrarsi nell’analisi del rendimento del processo di
compressione è necessario definire il rendimento volumetrico, riferendosi al lavoro [6] attraverso l’equazione
(3), e quello globale isoentropico del compressore, come riportato in [7] attraverso l’equazione (4).
휂𝑣𝑜𝑙 =𝑉
𝑉 𝑚𝑎𝑥
=𝑚 𝑜𝑢𝑡
𝜌𝑠𝑢𝑐𝑡𝑖𝑜𝑛 ∗ 𝑥𝑠𝑡𝑟𝑜𝑘𝑒 ∗ 𝑓𝑟𝑒𝑠𝑜𝑛𝑎𝑛𝑐𝑒 ∗ 𝐴𝑝𝑖𝑠𝑡
(3)
휂𝑔𝑙𝑜𝑏 =𝑚 𝒐𝒖𝒕 ∗ Δis ,comp
𝑊 𝑒𝑙
(4)
Nelle equazioni precedentemente riportate, il rendimento volumetrico esprime il rapporto tra la portata
volumetrica fornita alla mandata e quella massima che potrebbe essere ottenuta grazie alla geometria del
compressore. Il rendimento globale isoentropico esprime il salto entalpico isoentropico fornito alla portata di
gas, in relazione alla potenza elettrica reale fornita al compressore; questo rendimento tiene conto delle
perdite isoentropiche di compressione, delle perdite meccaniche e delle perdite del motore elettrico e quindi
rappresenta il vero parametro di merito del compressore. Come già spiegato, un funzionamento ai carichi
parziali comporta una riduzione della corsa e, a geometria fissata, questo comporta un aumento del volume
morto e una proporzionale riduzione della portata alla mandata del compressore. Visto che la portata massica
teorica non varia perché dipende solo dalla geometria, il rendimento volumetrico decresce in modo lineare
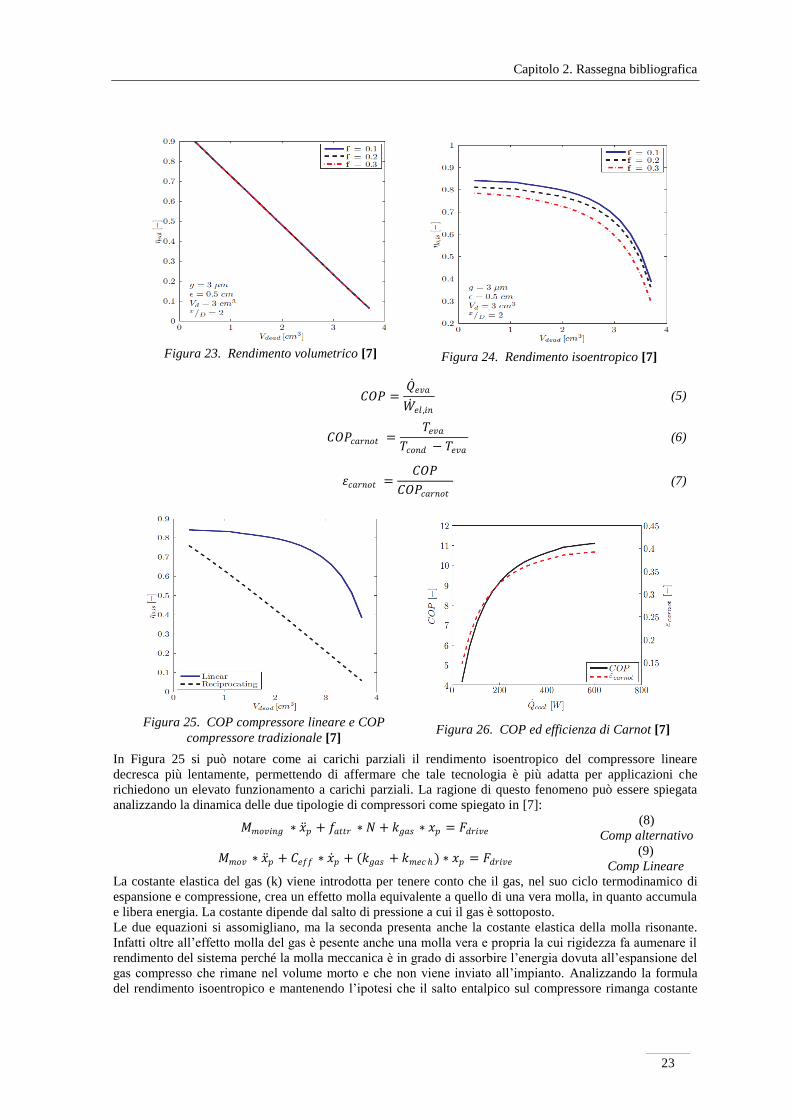
all’aumentare del volume morto, come riportato in Figura 23. In Figura 24 si può notare come il rendimento
isoentropico dimuisca leggermente all’aumentare del volume morto per poi decrescere bruscamente quando il
volume morto diventa eccessivo. Nel lavoro [7] il carico varia dal 10% al 110 % e dall’analisi del COP del
sistema di raffreddamento, riportata in Figura 26, si può notare come le prestazioni del sistema siano buone
fino ad un carico parziale di circa il 50 % in corrispondenza del punto in cui il rendimento isoentropico
comincia a precipitare.
Capitolo 2. Rassegna bibliografica
23
𝐶𝑂𝑃 =𝑄
𝑒𝑣𝑎
𝑊 𝑒𝑙 ,𝑖𝑛
(5)
𝐶𝑂𝑃𝑐𝑎𝑟𝑛𝑜𝑡 =𝑇𝑒𝑣𝑎
𝑇𝑐𝑜𝑛𝑑 − 𝑇𝑒𝑣𝑎
(6)
휀𝑐𝑎𝑟𝑛𝑜𝑡 =𝐶𝑂𝑃
𝐶𝑂𝑃𝑐𝑎𝑟𝑛𝑜𝑡
(7)
In Figura 25 si può notare come ai carichi parziali il rendimento isoentropico del compressore lineare
decresca più lentamente, permettendo di affermare che tale tecnologia è più adatta per applicazioni che
richiedono un elevato funzionamento a carichi parziali. La ragione di questo fenomeno può essere spiegata
analizzando la dinamica delle due tipologie di compressori come spiegato in [7]:
𝑀𝑚𝑜𝑣𝑖𝑛𝑔 ∗ 𝑥 𝑝 + 𝑓𝑎𝑡𝑡𝑟 ∗ 𝑁 + 𝑘𝑔𝑎𝑠 ∗ 𝑥𝑝 = 𝐹𝑑𝑟𝑖𝑣𝑒 (8)
Comp alternativo
𝑀𝑚𝑜𝑣 ∗ 𝑥 𝑝 + 𝐶𝑒𝑓𝑓 ∗ 𝑥 𝑝 + (𝑘𝑔𝑎𝑠 + 𝑘𝑚𝑒𝑐 ) ∗ 𝑥𝑝 = 𝐹𝑑𝑟𝑖𝑣𝑒 (9)
Comp Lineare
La costante elastica del gas (k) viene introdotta per tenere conto che il gas, nel suo ciclo termodinamico di
espansione e compressione, crea un effetto molla equivalente a quello di una vera molla, in quanto accumula
e libera energia. La costante dipende dal salto di pressione a cui il gas è sottoposto.
Le due equazioni si assomigliano, ma la seconda presenta anche la costante elastica della molla risonante.
Infatti oltre all’effetto molla del gas è pesente anche una molla vera e propria la cui rigidezza fa aumenare il
rendimento del sistema perché la molla meccanica è in grado di assorbire l’energia dovuta all’espansione del
gas compresso che rimane nel volume morto e che non viene inviato all’impianto. Analizzando la formula
del rendimento isoentropico e mantenendo l’ipotesi che il salto entalpico sul compressore rimanga costante
Figura 26. COP ed efficienza di Carnot [7]
Figura 25. COP compressore lineare e COP
compressore tradizionale [7]
Figura 24. Rendimento isoentropico [7]
Figura 23. Rendimento volumetrico [7]

Capitolo 2. Rassegna bibliografica
24
(perché questo dipende dal ciclo esterno che ora non si sta analizzando), si può notare che la portata massica
diminuisce proporzionalmente all’aumento di volume morto, ma la potenza richiesta al denominatore
diminuisce anch’essa appunto perché parte dell’energia richiesta per la compressione viene recuperata dalla
molla durante l’espansione del gas nel volume morto. Quindi il rendimento rimane a valori accettabili fino a
carichi parziali di circa il 50%, dopo di che precipita a valori molto bassi perché il volume morto diventa
eccessivo.
2.1.2.1.2 Effetti meccanici
Gli effetti meccanici sono essenzialmente due: le perdite per attrito tra pistone e cilindro e le perdite per
trafilamento dovute al trafilamento di gas sempre tra pistone e cilindro. Tali perdite dipendono da alcuni
parametri progettuali: il gioco tra pistone e cilindro (g), l’eccentricità della molla (ɛ) ed il rapporto corsa-
alesaggio ( 𝑥
𝐷). Tali parametri progettuali non solo influenzano le perdite per attrito e trafilamento, ma anche
il rendimento volumetrico ed isoentropico. Occore precisare che per variazione del rapporto corsa-alessaggio
non si intende solamente una variazione della geometria in fase progettuale, ma anche una variazione della
corsa ai carichi parziali con il diametro costante, per cui l’andamento del rendimento al variare della corsa
richiama i concetti visti negli effetti di compressione, questa volta con andamento inverso perché un aumento
di corsa corrisponde ad una riduzione di volume morto. Le considerazioni ed i grafici esposti in seguito sono
tratti dal lavoro [10]. Si rimanda al testo di tale lavoro per quanto riguarda le formule matematiche che
forniscono una spiegazione analitica dei fenomeni, si ricorda attraverso le seguenti equazioni l’andamento dei
principali fenomeni ripetto alle variabili di interesse ispirandosi alle equazioni del testo citato.
𝜔𝑛𝑎𝑡 = 𝑘𝑒𝑓𝑓
𝑀𝑚𝑜𝑣
(10)
𝜔𝑟𝑒𝑠 ∝ 𝜔𝑛𝑎𝑡 ∗ 휁(∝ (𝑊 𝑓𝑟𝑖𝑐𝑡 , 𝑊
𝑔𝑎𝑠 ) (11)
𝑘𝑒𝑓𝑓 = 𝑘𝑚𝑒𝑐𝑐 + 𝑘𝑔𝑎𝑠 = 𝑘𝑚𝑒𝑐𝑐 +∆𝑃𝑔𝑎𝑠 ∗ 𝐴𝑝𝑖𝑠𝑡
𝐷𝑝𝑖𝑠𝑡
(12)
𝑊 𝑓𝑟𝑖𝑐𝑡 ∝ 𝑓𝑓𝑟𝑖𝑐𝑡 ∗ 𝑁 ∝ 𝑘𝑚𝑒𝑐 , 휀, 𝑥𝑝 ∗ 𝑥 𝑝 (13)
𝑊𝑔𝑎𝑠 = − 𝑝 ∗ 𝑑𝑉 (14)
𝑊
𝑙𝑒𝑎𝑘 = 𝑝𝑜𝑡𝑒𝑛𝑧𝑎 𝑑𝑖𝑠𝑠𝑖𝑝𝑎𝑡𝑎 𝑛𝑒𝑙 𝑝𝑟𝑜𝑐𝑒𝑠𝑠𝑜 𝑑𝑖 𝑐𝑚𝑜𝑝𝑟𝑒𝑠𝑠𝑖𝑜𝑛𝑒 𝑐𝑜𝑛𝑠𝑖𝑑𝑒𝑟𝑛𝑑𝑜
𝑖𝑙 𝑠𝑖𝑠𝑡𝑒𝑚𝑎 𝑎𝑑 𝑢𝑛𝑎 𝑡𝑒𝑚𝑝𝑒𝑟𝑎𝑡𝑢𝑟𝑎 𝑚𝑒𝑑𝑖𝑎 𝑇𝑤 (15)
Dai grafici sottostanti si riportano subito alcune banali conclusioni. Come si può intuire, l’eccentricità della
molla è il fattore che permette di approssimare il sistema ad uno o due gradi di libertà a seconda del suo
valore, quindi è lei che determina le vibrazioni in senso normale al moto e dunque gli attriti tra cilindro e
pistone. L’eccentricità della molla non influenza di certo le perdite di trafilamento e l’andamento delle
perdite per attrito è lineare all’aumentare dell’eccentricità.
Il discorso analogo va fatto per il gioco tra cilindro e pistone, si può affermare che all’aumentare del gioco
aumenta la perdita di trafilamento ma non quella per attrito. Invece il rendimento isoentropico è influenzato
da entrambi i fattori, in quanto a pari corsa e volume morto, un aumento del gioco riduce la portata in
mandata e, un aumento dell’eccentricità fa aumentare le perdite per attrito richiedendo maggior potenza
elettrica in ingresso al compressore. Il rendimento volumetrico, essendo definito come un rapporto di portate
e non di energie, è funzione solo del gioco e decresce all’aumentare di quest’ultimo.
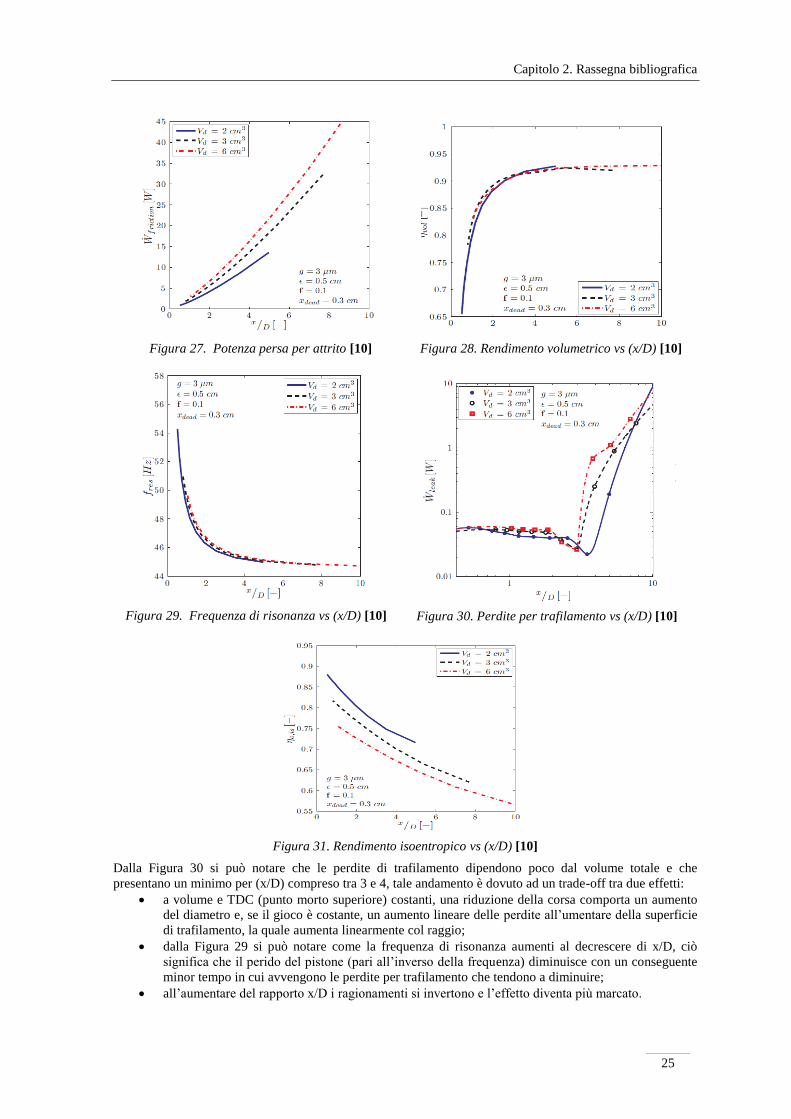
Ora si possono analizzare, con l’ausilio dei grafici tratti dal lavoro [10], l’andamento del rendimento
volumetrico, isoentropico, delle perdite di attrito e di trafilamento al variare del rapporto corsa-alesaggio
mantenendo costanti il gioco, l’eccentricità, il coefficiente d’attrito e del TDC (posizione del punto morto
superiore: top dead center). Questi grafici sono parametrizzati sul Vd (volume spazzato dal pistone:volume
displaced). Dalla Figura 28 si vede che il rendimento volumetrico decresce al ridursi della corsa, infatti
ragionando a volume costante e a TDC costante, una riduzione della corsa comporta un aumento del diametro
che, a pari TDC, porta ad avere un volume morto percentualmente più elevato, quindi il rendimento
volumetrico precipita. Quest’ultimo non è però influenzato dal volume totale spazzato. Dalla Figura 27 è
possibile vedere come l’anadamento delle perdite per attrito rispecchino l’andamento dell’equazione
𝑊 𝑓𝑟𝑖𝑐𝑡 ∝ 𝑓𝑓𝑟𝑖𝑐𝑡 ∗ 𝑁 ∝ 𝑘𝑚𝑒𝑐 , 휀, 𝑥𝑝 ∗ 𝑥 𝑝 ), in cui la dipendenza dalla corsa del pistone (x) è più che lineare.
Inoltre fissato il rappordo x/D e il TDC, la potenza persa per attrico cresce all’aumentare del volume perché
cresce in valore assoluto la corsa del pistone.
Capitolo 2. Rassegna bibliografica
25
Dalla Figura 30 si può notare che le perdite di trafilamento dipendono poco dal volume totale e che
presentano un minimo per (x/D) compreso tra 3 e 4, tale andamento è dovuto ad un trade-off tra due effetti:
a volume e TDC (punto morto superiore) costanti, una riduzione della corsa comporta un aumento
del diametro e, se il gioco è costante, un aumento lineare delle perdite all’umentare della superficie
di trafilamento, la quale aumenta linearmente col raggio;
dalla Figura 29 si può notare come la frequenza di risonanza aumenti al decrescere di x/D, ciò
significa che il perido del pistone (pari all’inverso della frequenza) diminuisce con un conseguente
minor tempo in cui avvengono le perdite per trafilamento che tendono a diminuire;
all’aumentare del rapporto x/D i ragionamenti si invertono e l’effetto diventa più marcato.
Figura 31. Rendimento isoentropico vs (x/D) [10]
Figura 30. Perdite per trafilamento vs (x/D) [10]
Figura 29. Frequenza di risonanza vs (x/D) [10]
Figura 28. Rendimento volumetrico vs (x/D) [10]
Figura 27. Potenza persa per attrito [10]

Capitolo 2. Rassegna bibliografica
26
Ora si analizza l’andamento del rendimento isoentropico commentando la Figura 31. Il rendimento
isoentropico globale tiene conto di tutte le perdite, quindi all’aumentare del rapporto x/D esso si riduce, in
quanto sia le perdite per trafilamento che le perdite per attrito aumentano in modo più che lineare. Per bassi
valori di x/D il rendimento isoentropico rimane alto nonostante il rendimento volumetrico si riduca in
relazione all’aumento percentuale del volume morto. Tale fenomeno è dovuto al fatto che, sebbene la portata
si riduca, le spese energetiche in ingresso si riducono ancora di più in virtù dell’energia recuperata dalla
molla durante l’espansione del gas nel volume morto. Se si mantiene costante x/D e TDC si può notare che,
al dimunire del volume totale aumenta il rendimento in quanto diminuiscono in valore assoluto la corsa e il
diametro e gli effetti sono analoghi ad una riduzione di x/D. Quindi gli effetti sul rendimento del ciclo
termodinamico di compressione ai carichi parziali, variando il rapporto x/D o variando il gioco o
l’eccentricità della molla in fase di progetto, sono nulli; i fattori di perdita vanno attribuiti ai fenomeni
meccanici appena descritti nei grafici precedenti (attrito e trafilamento influenzate da x/D, dal gioco e
dall’eccentricità) ed alle perdite del motore elettromagnetico. In Figura 32 si riporta lo schema delle perdite.
Nella precedente tabella si considerano nulle le perdite termodinamiche del ciclo di compressione non solo
per il recupero di energia della molla, ma anche perché nei lavori trovati in letteratura si è assunta una
compressione ed espansione isoentropica. Osservando la Figura 33 si nota che il ciclo termodinamico ai
carichi parziali non subisce alterazioni. Si può notare come, ad un carico del 50% rispetto a quello nominale,
l’area del grafico che determina il lavoro termodinamico di compressione sia pari a circa la metà e quindi la
variazione del rendimento del ciclo termodinamico è modesta. Nel grafico si può notare la fase isobara di
aspirazione, la fase di compressione, la fase isobara di scarico e la fase di espansione del gas contenuto
volume morto. Il punto di fine compressione rimane invariato al variare del carico, mentre quello di fine
mandata si trova ad una distanza maggiore dalla testa del cilindro ai carichi parziali, appunto perché la
portata fornita è minore. Sempre ai carichi parziali la fase di espansione del gas nel volume morto è maggiore
e termina quindi ad un volume maggiore e la fase di aspirazione si ferma ad un volume minore perché si deve
aspirare meno massa di gas. Il volume che si ha a fine mandata corrisponde al volume morto, la differenza tra
il volume di inizio aspirazione e quello di fine mandata corrisponde al volume di espansione del gas contento
nel volume morto, ed infine la differenza tra il volume di inizio compressione e quello di fine mandata
corrisponde al volume spazzato dal pistone. Dalla figura si può vedere che il beta ai carichi parziali rimane
costante, come ipotizzato in precedenza nello studiare solo il compressore, e si possono anche notare i
piccchi di sovrappressione di apertura e chiusura delle valvole di mandata.
Figura 33. Diagramma P-V del ciclo di compressione[9]
Figura 32. Analisi delle perdite energetiche
Capitolo 2. Rassegna bibliografica
27
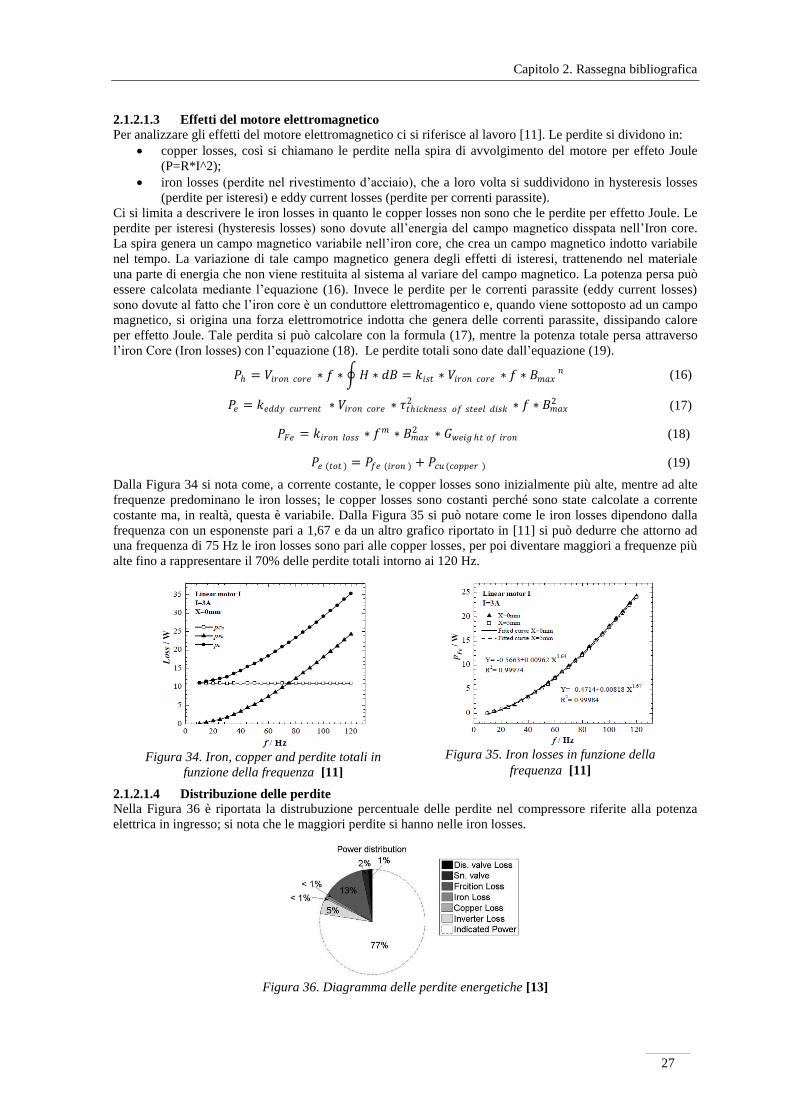
2.1.2.1.3 Effetti del motore elettromagnetico
Per analizzare gli effetti del motore elettromagnetico ci si riferisce al lavoro [11]. Le perdite si dividono in:
copper losses, così si chiamano le perdite nella spira di avvolgimento del motore per effeto Joule
(P=R*I^2);
iron losses (perdite nel rivestimento d’acciaio), che a loro volta si suddividono in hysteresis losses
(perdite per isteresi) e eddy current losses (perdite per correnti parassite).
Ci si limita a descrivere le iron losses in quanto le copper losses non sono che le perdite per effetto Joule. Le
perdite per isteresi (hysteresis losses) sono dovute all’energia del campo magnetico disspata nell’Iron core.
La spira genera un campo magnetico variabile nell’iron core, che crea un campo magnetico indotto variabile
nel tempo. La variazione di tale campo magnetico genera degli effetti di isteresi, trattenendo nel materiale
una parte di energia che non viene restituita al sistema al variare del campo magnetico. La potenza persa può
essere calcolata mediante l’equazione (16). Invece le perdite per le correnti parassite (eddy current losses)
sono dovute al fatto che l’iron core è un conduttore elettromagentico e, quando viene sottoposto ad un campo
magnetico, si origina una forza elettromotrice indotta che genera delle correnti parassite, dissipando calore
per effetto Joule. Tale perdita si può calcolare con la formula (17), mentre la potenza totale persa attraverso
l’iron Core (Iron losses) con l’equazione (18). Le perdite totali sono date dall’equazione (19).
𝑃 = 𝑉𝑖𝑟𝑜𝑛 𝑐𝑜𝑟𝑒 ∗ 𝑓 ∗ 𝐻 ∗ 𝑑𝐵 = 𝑘𝑖𝑠𝑡 ∗ 𝑉𝑖𝑟𝑜𝑛 𝑐𝑜𝑟𝑒 ∗ 𝑓 ∗ 𝐵𝑚𝑎𝑥𝑛
(16)
𝑃𝑒 = 𝑘𝑒𝑑𝑑𝑦 𝑐𝑢𝑟𝑟𝑒𝑛𝑡 ∗ 𝑉𝑖𝑟𝑜𝑛 𝑐𝑜𝑟𝑒 ∗ 𝜏𝑡𝑖𝑐𝑘𝑛𝑒𝑠𝑠 𝑜𝑓 𝑠𝑡𝑒𝑒𝑙 𝑑𝑖𝑠𝑘2 ∗ 𝑓 ∗ 𝐵𝑚𝑎𝑥
2 (17)
Dalla Figura 34 si nota come, a corrente costante, le copper losses sono inizialmente più alte, mentre ad alte
frequenze predominano le iron losses; le copper losses sono costanti perché sono state calcolate a corrente
costante ma, in realtà, questa è variabile. Dalla Figura 35 si può notare come le iron losses dipendono dalla
frequenza con un esponenste pari a 1,67 e da un altro grafico riportato in [11] si può dedurre che attorno ad
una frequenza di 75 Hz le iron losses sono pari alle copper losses, per poi diventare maggiori a frequenze più
alte fino a rappresentare il 70% delle perdite totali intorno ai 120 Hz.
2.1.2.1.4 Distribuzione delle perdite
Nella Figura 36 è riportata la distrubuzione percentuale delle perdite nel compressore riferite alla potenza
elettrica in ingresso; si nota che le maggiori perdite si hanno nelle iron losses.
𝑃𝐹𝑒 = 𝑘𝑖𝑟𝑜𝑛 𝑙𝑜𝑠𝑠 ∗ 𝑓𝑚 ∗ 𝐵𝑚𝑎𝑥2 ∗ 𝐺𝑤𝑒𝑖𝑔 𝑡 𝑜𝑓 𝑖𝑟𝑜𝑛 (18)
𝑃𝑒 (𝑡𝑜𝑡 ) = 𝑃𝑓𝑒 (𝑖𝑟𝑜𝑛 ) + 𝑃𝑐𝑢 (𝑐𝑜𝑝𝑝𝑒𝑟 ) (19)
Figura 36. Diagramma delle perdite energetiche [13]
Figura 35. Iron losses in funzione della
frequenza [11]
Figura 34. Iron, copper and perdite totali in
funzione della frequenza [11]
Capitolo 2. Rassegna bibliografica
28
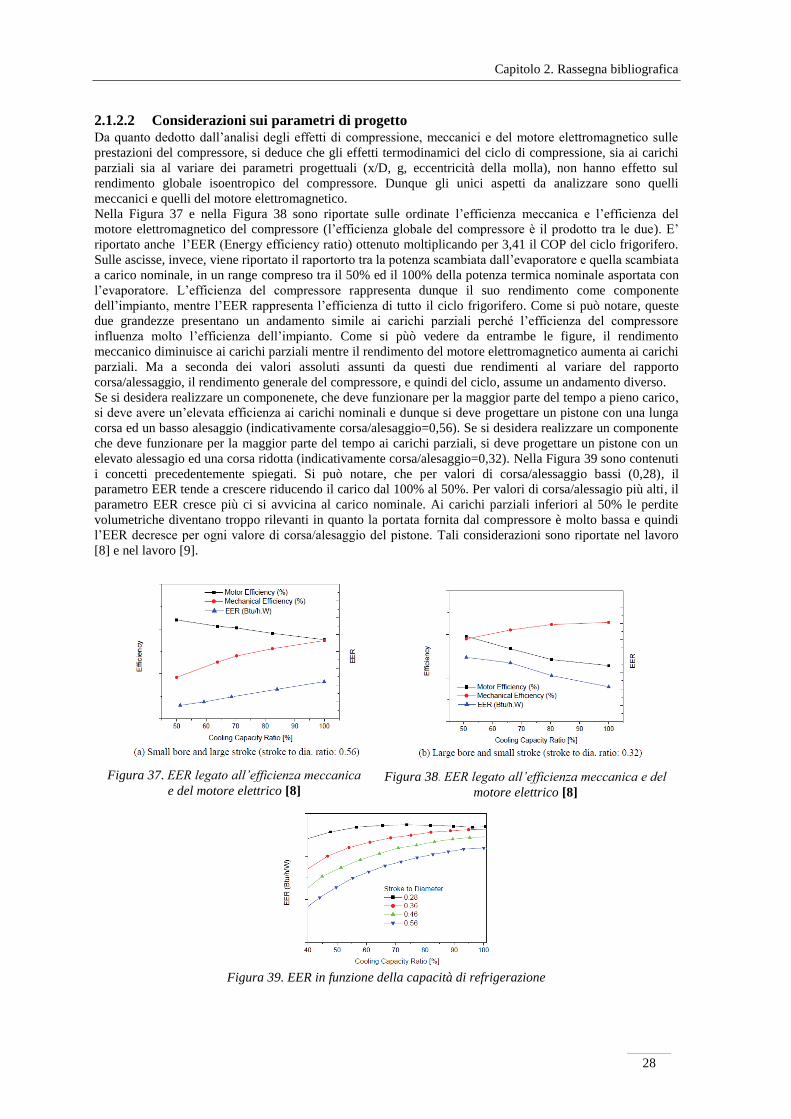
2.1.2.2 Considerazioni sui parametri di progetto
Da quanto dedotto dall’analisi degli effetti di compressione, meccanici e del motore elettromagnetico sulle
prestazioni del compressore, si deduce che gli effetti termodinamici del ciclo di compressione, sia ai carichi
parziali sia al variare dei parametri progettuali (x/D, g, eccentricità della molla), non hanno effetto sul
rendimento globale isoentropico del compressore. Dunque gli unici aspetti da analizzare sono quelli
meccanici e quelli del motore elettromagnetico.
Nella Figura 37 e nella Figura 38 sono riportate sulle ordinate l’efficienza meccanica e l’efficienza del
motore elettromagnetico del compressore (l’efficienza globale del compressore è il prodotto tra le due). E’
riportato anche l’EER (Energy efficiency ratio) ottenuto moltiplicando per 3,41 il COP del ciclo frigorifero.
Sulle ascisse, invece, viene riportato il raportorto tra la potenza scambiata dall’evaporatore e quella scambiata
a carico nominale, in un range compreso tra il 50% ed il 100% della potenza termica nominale asportata con
l’evaporatore. L’efficienza del compressore rappresenta dunque il suo rendimento come componente
dell’impianto, mentre l’EER rappresenta l’efficienza di tutto il ciclo frigorifero. Come si può notare, queste
due grandezze presentano un andamento simile ai carichi parziali perché l’efficienza del compressore
influenza molto l’efficienza dell’impianto. Come si pùò vedere da entrambe le figure, il rendimento
meccanico diminuisce ai carichi parziali mentre il rendimento del motore elettromagnetico aumenta ai carichi
parziali. Ma a seconda dei valori assoluti assunti da questi due rendimenti al variare del rapporto
corsa/alessaggio, il rendimento generale del compressore, e quindi del ciclo, assume un andamento diverso.
Se si desidera realizzare un componenete, che deve funzionare per la maggior parte del tempo a pieno carico,
si deve avere un’elevata efficienza ai carichi nominali e dunque si deve progettare un pistone con una lunga
corsa ed un basso alesaggio (indicativamente corsa/alesaggio=0,56). Se si desidera realizzare un componente
che deve funzionare per la maggior parte del tempo ai carichi parziali, si deve progettare un pistone con un
elevato alessagio ed una corsa ridotta (indicativamente corsa/alesaggio=0,32). Nella Figura 39 sono contenuti
i concetti precedentemente spiegati. Si può notare, che per valori di corsa/alessaggio bassi (0,28), il
parametro EER tende a crescere riducendo il carico dal 100% al 50%. Per valori di corsa/alessagio più alti, il
parametro EER cresce più ci si avvicina al carico nominale. Ai carichi parziali inferiori al 50% le perdite
volumetriche diventano troppo rilevanti in quanto la portata fornita dal compressore è molto bassa e quindi
l’EER decresce per ogni valore di corsa/alesaggio del pistone. Tali considerazioni sono riportate nel lavoro
[8] e nel lavoro [9].
Figura 39. EER in funzione della capacità di refrigerazione
(Qcooling) al variare del rapporto corsa/alesaggio [8]
Figura 38. EER legato all’efficienza meccanica e del
motore elettrico [8]
Figura 37. EER legato all’efficienza meccanica
e del motore elettrico [8]

Capitolo 2. Rassegna bibliografica
29
2.1.2.3 Funzionamento in risonanza
Il fenomeno della risonanza è presente in molti casi naturali. Ogni corpo presenta una prorpia freqenza di
oscillazione, se a tale corpo si applica una forzante esterna variabile nel tempo con una frequenza pari a
quella prorpia del corpo, si dice che il sistema è in risonanza. Infatti scrivendo la seconda legge della
dinamica in termini differenziali senza forzante, si ottiene un’equazione differenziale del secondo ordine che,
risolta, permette di avere la legge oraria del moto di oscillazione del corpo.
Se a questa equazione differenziale si aggiunge un termine noto che rappresenta la forzante esterna al sistema
(come la forza di azionamento elettromagnetica), a seconda della frequenza e fase della forzante, la legge
oraria del moto può cambiare. Se la frequenza della forzante è uguale alla frequenza del sistema, a seconda
della fase della forzante rispetto alla fase del sistema, il moto armonico può essere amplificato, rimanere
uguale o essere annullato. Per amplificazione si intende l’ampiezza della funzione che descrive lo spazio in
funzione del tempo del sistema con la forzante, rispetto al sistema senza forzante. Quando a pari frequenza,
la forzante è in fase con il sistema (0° o 180°) l’ampiezza dell’onda viene amplificata fino all’infinito
portando alla rottura del sistema. Quando a pari frequenza, la forzante è in fase opposta al sistema (90°),
l’onda non viene né amplificata né smorzata, ma rimane intatta. Questa condizione è quella che si ricerca,
cioè un sistema che operi in risonanza e con una forzante sfasata di 90° rispetto alla fase del sistema .
Infatti, un sistema che opera in risonanza è in grado di richiedere un minor input energetico perché è più
efficiente, ma si deve evitare che l’ampiezza del moto venga amplificata portando alla rottura del sistema,
perciò la fase della forzante deve essere regolata in modo da sostenere il moto oscillatorio mantenendo
costante la sua ampiezza. In altre parole la forzante deve fornire l’energia necessaria alla compressione
considerando gli effetti di recupero energetico della molla dovuti all’espansione del gas nel volume morto ed
alla perdita di energia per l’attrito fra cilindro e pistone, mantenendo così il sistema stabile.
In realtà si potrebbe ottenere un fattore di amplificazione pari ad 1 anche con frequenze della forzante diverse
da quelle di risonanza, operando con sfasamenti tra forzante e sistema diversi da 90°. Come verrà mostrato in
seguito, il modo più efficiente per mantenere il sistema stabile consiste nell’operare con una frequenza pari a
quella di risonanza e quindi, come si può dedurre dalla lettura congiunta dei due grafici sottostanti, con uno
sfasamento di 90° tra forzante e sistema.
La frequenza di risonanza è direttamente legata alla frequenza naturale riportata nell’equazione (10). Si può
notare dall’equazione (12) come la costante elastica effettiva sia data dalla somma della costante del gas e
della costante meccanica della molla. Come riportato in [3], la costante elastica del gas varia al variare delle
condizioni operative del ciclo, infatti fissati i parametri geometrici del compressore, una variazione delle
condizioni operative comporta una variazione del carico con conseguente variazione del volume morto e
quindi dell’effetto molla del gas nella camera di compressione durante le varie fasi del ciclo termodinamico.
Al variare delle condizioni operative del ciclo, varierà la posizione del TDC (Punto morto superiore) rispetto
al valore originale a carico nominale, con un conseguente maggior effetto molla del gas e quindi un aumento
della frequenza naturale del sistema. Per evitare quindi che la frequenza di risonanza vari di molto, si deve
progettare una molla con una costante elastica molto maggiore di quella del gas, in modo tale che una
variazione di quest’ultima non provochi una sensibile variazione della costante effettiva e quindi della
frequanza naturale. Ma una costante elastica della molla elevata porta ad elevate perdite per attrito tra pistone
Figura 40. Fattore di amplificazione e scostamento di fase [Wikipedia]

Capitolo 2. Rassegna bibliografica
30
e cilindro, infatti l’attrito è tanto più elevato quanto maggiore è la costante elastica a parità degli altri fattori,
come riportato nell’equazione (13).
Ma sempre dai grafici riportati nel lavoro [12], la variazione della frequenza naturale del sistema al variare
del TDC rispetto al suo valore a carico nominale è modesta (minore di 5 HZ). Anche la variazione della
frequenza naturale rispetto alle condizioni operative del ciclo frigorifero è modesta (minore di 5 HZ). Tali
variazioni sono quindi gestibili con un inverter in grado di modificare la frequenza di alimentazione di più o
meno 5 HZ per adattarla a quella di risonanza. Nella Figura 41 è riportato il COP del ciclo normalizzato in
funzione della frequenza operativa (COP/frequenza operativa) per due determinate condizioni operative del
ciclo frigorifero. Per queste due condizioni operative variano la potenza di raffreddamento, quindi il volume
morto e il TDC; la frequenza naturale è stata determinata con le formule sopra citate.
Il risultato estratto dal lavoro [12] mostra che per entrambe le condizioni operative la frequenza naturale sia
pari a 50 HZ. La figura sottostante mostra come il COP normalizzato sia massimo quando la frequenza
operativa (la frequenza di alimentazione della corrente che coincide con la frequenza della forzante) è pari
alla frequenza naturale del sistema. Tutto ciò è in accordo con la spiegazione teorica precedentemente
presentata, nella quale si è mostrato che, se la frequenza naturale è pari a quella della forzante e la fase è
opposta di 90°, il sistema si mantiene inalterato. Ovvero l’ampiezza del moto rimane inalterata e l’energia
della forzante coincide con quella necessaria per comprire il gas e vincere le perdite per attrito considerando
anche l’effetto di accumulo di energia nella molla. Gli esperimenti condotti nel lavoro [12] mostrano che il
modo più efficiente per fare tutto ciò è con una frequenza operativa pari a quella di risonanza.
Si riportanto per completezza alcune considerazioni sui parametri progettuali e sul funzionamento del
compressore, dipendenti dalla frequenza, tratte dal lavoro [3]. Attraverso l’equazione (20) è possibile
calcolare il diametro del pistone nota la portata massica fornita dal compressore, la corsa e la frequenza
operativa. La massa di gas fornita dal compressore in un certo intevallo di tempo è inversamente
proporzionale al cubo della frequenza come mostrato nell’equazione (21). Invece dall’equzione (22) si può
notare come le dimensioni del compressore siano inversamente proporzionale alla frequenza operativa.
𝐷 = 4𝑚
2𝜋 ∗ 𝑥𝑠𝑡𝑟𝑜𝑘𝑒 ∗ 𝑓 (20)
𝑚 𝑜𝑢𝑡 ∝1
𝑓3 (21)
𝑠𝑖𝑧𝑒 ∝1
𝑓 (22)
Un altro aspetto da considerare è la frequenza operativa del compressore alla quale le valvole sono in grado
di apririsi e chiudersi. Se la frequenza operativa diventa troppo elevata, le valvole, dotate di un inerzia
meccanica, non sono ingrado di aprirsi a tali frequenze. Per determinare la frequenza massima di
funzionamento delle valvole si dovrebbe fare un’analisi della dinamica delle valvola, ma non è questo il
l’obbiettivo della trattazione. Ci si può limitare ad affermare che all’interno dei parametri operativi standard
di questa tecnologia, che verrano citati nella sezione dedicata, le valvole non presentano problemi di
funzionamento in relazione alla frequenza operativa.
Figura 41. COP in funzione della frequenza operativa [12]

Capitolo 2. Rassegna bibliografica
31
2.1.2.4 Regolazione ai carichi parziali
I concetti riportati in questo paragrafo sono stati estrapolati dal lavoro [5]. Le logiche di regolazione ai
carichi parziali sono molteplici: fino ad ora nell’analizzare le prestazioni del sistema nelle varie condizioni di
funzionamento, si è ipotizzato che la regolazione del compressore ai carichi parziali venisse fatta agendo
sulla tensione della corrente di alimentazione del compressore elettromagnetico, in modo da variare la corsa
del pistone. Quindi fissati i parametri geometrici, ai carichi parziali si ha una vairazione di volume morto. La
frequenza della corrente rimane pressochè costante, a parte un’oscillazione di più o meno 5 Hz grazie ad un
inverter che mantiene la frequenza del sistema pari al valore della frequenza di risonanza. La tensione viene
variata grazie ad un sistema TDC (Triac device controller: strumento semiconduttore usato come interruttore
per correnti alternate). Tale regolazione è nota come CVAM (Clearance volume adjustment method:
metodo di regolazione per variazione del volume morto). Si descrive ora questo sistema e
successivamente le altre logiche di regolazione.
2.1.2.4.1 CVAM (metodo di regolazione per variazione del volume morto)
Nel sistema CVAM una riduzione della corsa comporta un allontanamento del TDC (Punto morto superiore)
dalla testa del cilindro con un aumento del volume morto. Ma ciò comporta anche un avvicinamento del BTD
(punto morto inferiore) verso il TDC, in quanto la riduzione di corsa viene ripartita in modo uguale in
entrambi i sensi di scorrimento del pistone. Come già accennato in precedenza nell’equazione (9), la legge
della dinamica che impone il moto, indica che il bilancio tra le varia forze agenti sul pistone (attrito, forza
elastica della molla e del gas e forza di azionamento elettromagnetica) determina, nota la massa del pistone, il
suo moto (posizione, velocità ed accelerazione nel tempo rispetto ad un sistema di riferimento).
Ora si analizzano i parametri che determinano la forza di azionamento elettromagnetica. E’ noto che essa è
funzione del tempo in quanto il motore è alimentato da una corrente e da una tensione sinusoidali, quindi il
suo valore assume un andamento periodico nel tempo. La massima ampiezza della funzione sinusoidale che
descrive tale forza è legata all’ampiezza della tensione anch’essa sinuosidale. Tale forza elettromagnetica
(periodica con una certa ampiezza in funzione del modulo della tensione) interagisce con le altre forze del
sistema (attrito e forze elastiche), generando così una forza risultatante anch’essa periodica in funzione del
tempo con un ampiezza che dipende dal modulo della tensione. Tale forza divisa per la massa permette di
ottenere il valore istantaneo dell’accelerazione, quest’ultima grandezza ha le stesse proprietà elencate per la
forza risultante.
L’accelerazione integrata nel tempo permette di ricavare la funzione della velocià del pistone, che integrata
ancora nel tempo, permette di ottenere la funzione dello spazio (la variabile indipendente è il tempo e devono
essere noti i valori dello spazio e della veocità iniziali). Il moto del pistone assume dunque le caratteristiche
di un moto armonico con spazio massimo, velocità nulla ed accelerazione massima (in segno opposto alla
velocità) nei punti morti superiore ed inferiore. Invece assume spazio nullo, velocità massima ed
accelerazione nulla (che cambia di segno in modo da avere un segno opposto quello della velocità) nel
baricentro del sistema. La risoluzione analitica dell’equazione non è possibile in quanto molte forze e
Figura 42. CVAM [5]
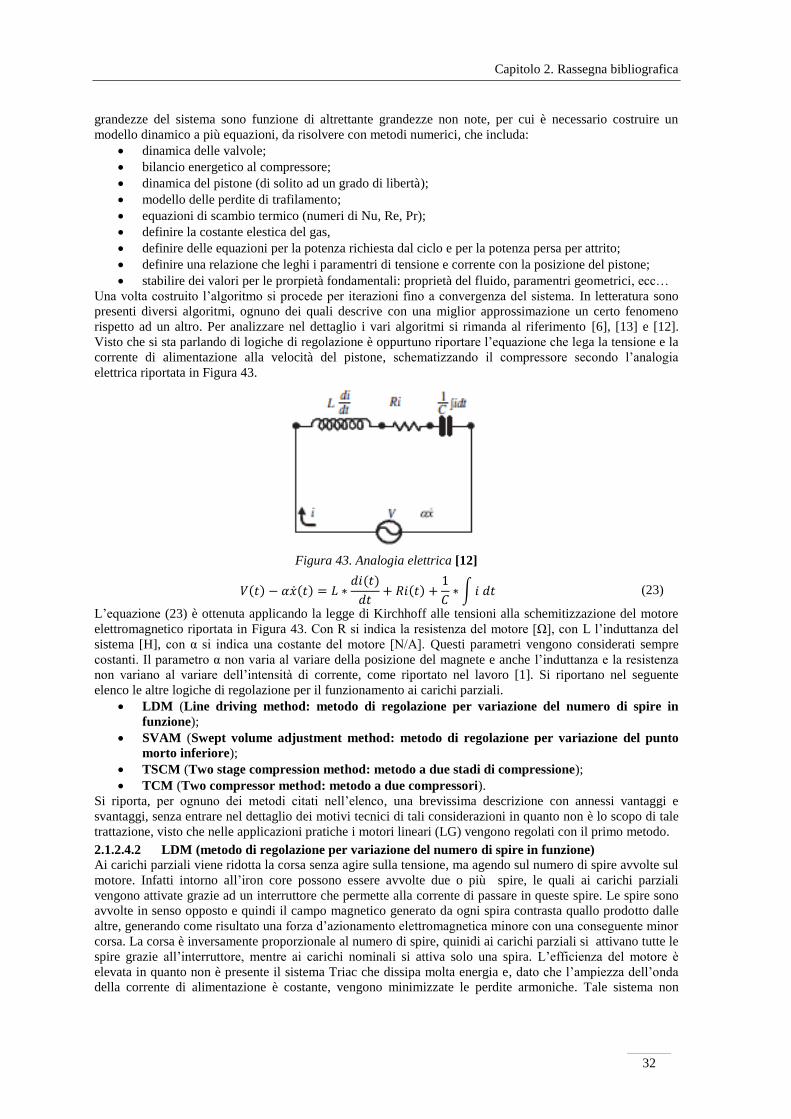
Capitolo 2. Rassegna bibliografica
32
grandezze del sistema sono funzione di altrettante grandezze non note, per cui è necessario costruire un
modello dinamico a più equazioni, da risolvere con metodi numerici, che includa:
dinamica delle valvole;
bilancio energetico al compressore;
dinamica del pistone (di solito ad un grado di libertà);
modello delle perdite di trafilamento;
equazioni di scambio termico (numeri di Nu, Re, Pr);
definire la costante elestica del gas,
definire delle equazioni per la potenza richiesta dal ciclo e per la potenza persa per attrito;
definire una relazione che leghi i paramentri di tensione e corrente con la posizione del pistone;
stabilire dei valori per le prorpietà fondamentali: proprietà del fluido, paramentri geometrici, ecc…
Una volta costruito l’algoritmo si procede per iterazioni fino a convergenza del sistema. In letteratura sono
presenti diversi algoritmi, ognuno dei quali descrive con una miglior approssimazione un certo fenomeno
rispetto ad un altro. Per analizzare nel dettaglio i vari algoritmi si rimanda al riferimento [6], [13] e [12].
Visto che si sta parlando di logiche di regolazione è oppurtuno riportare l’equazione che lega la tensione e la
corrente di alimentazione alla velocità del pistone, schematizzando il compressore secondo l’analogia
elettrica riportata in Figura 43.
𝑉 𝑡 − 𝛼𝑥 𝑡 = 𝐿 ∗𝑑𝑖(𝑡)
𝑑𝑡+ 𝑅𝑖 𝑡 +
1
𝐶∗ 𝑖 𝑑𝑡 (23)
L’equazione (23) è ottenuta applicando la legge di Kirchhoff alle tensioni alla schemitizzazione del motore
elettromagnetico riportata in Figura 43. Con R si indica la resistenza del motore [Ω], con L l’induttanza del
sistema [H], con α si indica una costante del motore [N/A]. Questi parametri vengono considerati sempre
costanti. Il parametro α non varia al variare della posizione del magnete e anche l’induttanza e la resistenza
non variano al variare dell’intensità di corrente, come riportato nel lavoro [1]. Si riportano nel seguente
elenco le altre logiche di regolazione per il funzionamento ai carichi parziali.
LDM (Line driving method: metodo di regolazione per variazione del numero di spire in
funzione);
SVAM (Swept volume adjustment method: metodo di regolazione per variazione del punto
morto inferiore);
TSCM (Two stage compression method: metodo a due stadi di compressione);
TCM (Two compressor method: metodo a due compressori).
Si riporta, per ognuno dei metodi citati nell’elenco, una brevissima descrizione con annessi vantaggi e
svantaggi, senza entrare nel dettaglio dei motivi tecnici di tali considerazioni in quanto non è lo scopo di tale
trattazione, visto che nelle applicazioni pratiche i motori lineari (LG) vengono regolati con il primo metodo.
2.1.2.4.2 LDM (metodo di regolazione per variazione del numero di spire in funzione)
Ai carichi parziali viene ridotta la corsa senza agire sulla tensione, ma agendo sul numero di spire avvolte sul
motore. Infatti intorno all’iron core possono essere avvolte due o più spire, le quali ai carichi parziali
vengono attivate grazie ad un interruttore che permette alla corrente di passare in queste spire. Le spire sono
avvolte in senso opposto e quindi il campo magnetico generato da ogni spira contrasta quallo prodotto dalle
altre, generando come risultato una forza d’azionamento elettromagnetica minore con una conseguente minor
corsa. La corsa è inversamente proporzionale al numero di spire, quinidi ai carichi parziali si attivano tutte le
spire grazie all’interruttore, mentre ai carichi nominali si attiva solo una spira. L’efficienza del motore è
elevata in quanto non è presente il sistema Triac che dissipa molta energia e, dato che l’ampiezza dell’onda
della corrente di alimentazione è costante, vengono minimizzate le perdite armoniche. Tale sistema non
Figura 43. Analogia elettrica [12]

Capitolo 2. Rassegna bibliografica
33
permette di avere una variazione continua della potenza di raffreddamento, è quindi necessario variare il
modulo della tensione e quindi il sistema di regolazione torna ad avere gli stessi pregi e difetti del sistema
CVAM.
2.1.2.4.3 SVAM (metodo di regolazione per variazione del punto morto inferiore)
Tale metodo prevede una riduzione della corsa del pistone ai carichi parziali mantenendo fisso il TDC e
quindi il volume morto, variando solamente il BDC, in modo tale che le perdite di riespansione del gas nel
volume morto siano costanti e sempre minime. L’efficienza di tale sistema è elevata come quella del LDM
ma non è ancora stata trovata una soluzione tecnologica che permetta di applicare questa logica di
regolazione senza elevate perdite.
2.1.2.4.4 TSCM (metodo a due stadi di compressione )
Tale sistema ha come obbiettivo quello di aumentare la capacità del compressore cercando di ottenre un
rapporto di compressione più alto. E’ presente una precamera di compressione dotata di una valvola
preliminare di aspirazione. La precamera di compressione costituisce l’elemento in più del sistema e viene
attivata quando il sistema funziona a pieno carico e si vogliono raggiungere elevate capacità. Mentre se il
sistema funziona ai carichi parziali si usa il sistema semplice di compressione, senza attivare il componente
aggiuntivo. Quindi a pieno carico, mentre il pistone è in fase di compressione, la valvola di aspirazione
principale è chiusa, mentre quella preliminare di aspirazione è aperta in modo da far entrare il gas nella
precamera di compressione. Durante la fase di ritorno del pistone (espansione del gas nel volume morto) si
chiude la valvola preliminare di aspirazione e quella di aspirazione rimane chiusa.
Il gas nella precamera di compressione si comprime grazie al ritorno del pistone che riduce il volume della
precamera di compressione. Nella fase di aspirazione si apre la valvola principale di aspirazione e quella
preliminare rimane chiusa, permettendo al gas precompresso di entrare nella camera di compressione per
riniziare il ciclo. La valvola di scarico segue sempre la solita logica di regolazione del sistema tradizionale in
quanto non risente dell’interazione con la precamera di compressione. L’EER di questo metodo è migliore
del CVAM ai carichi parziali, ma per rendere comercializzabile tale metodo il sistema deve diventare più
semplice e più affidabile.
2.1.2.4.5 TCM (metodo a due compressori)
Per fornire una certa potenza di raffrredamento vengono usati due compressori identici con una taglia pari
alla metà di un compressore regolato col metodo CVAM, in modo da utillizzarne solo uno ai carichi ridotti.
I compressori sono disposti in senso opposto in modo da bilanciare le spinte assiali e ridurre le vibrazioni.
Tale vantaggio consiste nel fatto che, dimezzando le dimensioni, il rendimento del motore lineare non viene
penalizzato come nel motore ad induzione dei compressori alternativi. Il motore lineare infatti non presenta
degli “End coil” (spira non immersa nell’Iron core alle estremità del motore) che causano delle perdite
energetiche, in quanto la spira è completamente immersa nell’Iron core. L’EER rimane abbastanza costante
al variare del carico fino ad una riduzione del 50% rispetto al carico nominale. Questo è il metodo che
permette di risparmiare più energia come input al compressore.
Per concludere, analizzando la Figura 44, il sistema Line driving method combinato con il sistema Two
comppressor method permetterebbe di risparmiare fino al 15% dell’energia necessaria richiesta da un
compressore che non sia in grado di regolare la sua capacità ai carichi parziali. Ma sul mercato la logica di
regolazione implementata è il CVAM (metodo di regolazione per variazione del volume morto), ciò potrebbe
essere dovuto al fatto che si tratta di un sistema più semplice ed evidentemente meno costoso da realizzare in
relazione all’efficienza del ciclo.
Figura 44. EER dei metodi di regolazione ai carichi parziali [5]

Capitolo 2. Rassegna bibliografica
34
2.1.2.5 Modifiche tecnologiche
L’applicazione di una molla ad elica risonante comporta due problemi:
scarsa affidabilità per corse del pistone elevate;
difficoltà a costruire una molla compatta.
Per risolvere questi problemi è stato proposto di sostituire alla molla risonante una molla a gas, ovvero una
camera a gas che faccia da effetto molla. Nel lavoro [14] è riportata un’analisi dettagliata di tale tecnologia,
nella presente trattazione si riporta solamente la descrizione tecnologica con i pregi e difetti rispetto alla
molla ad elica risonante. Come si può notare dalla Figura 45, la parte del compressore dedicata al ciclo di
compressione (pistone, cilindro, valvole) rimane invariata, come pure il motore elettromagnetico.
L’unica parte che cambia è quella dedicata all’accumulo dell’energia dovuta all’espansione del gas che
rimane nel volume morto. Al posto di una molla ad elica è presente una camera a gas costituita da un cilindro
fisso e da un pistone. Questo pistone comprime il gas, contenuto in questa camera, durante la fase di ritorno
del pistone vero e prorpio del compressore, in modo da accumulare energia. Successivamente il gas
compresso si espande durante la fase di compressione vera e prorpia del compressore, restituendo energia al
compressore. Un problema di questo sistema è dovuto alle perdite di trafilamento (leakage) del gas contenuto
nella camera di accumulo, il queale fluisce all’esterno grazie al gioco tra pistone e cilindro.
Per ovviare a tale problema è stato predisposto un sistema di compensazione delle perdite mediante una reed
valve posta nella parte posteriore della camera di accumulo. Infatti la perdita di gas causa una riduzione della
pressione all’interno della camera di accumulo. Quando la pressione interna della camera diventa inferiore
alla presione di aspirazione della valvole a lamella (reed valves), questa si apre permettendo al gas di entrare.
La valvola rimane aperta fino a quando la pressione interna della camera non raggiunge il valore necessario a
provocare la chiusura della valvola. Sempre dall’analisi condotta nel lavoro [14] è possibile notare che,
rispetto ad una molla risonante ad elica, le maggiori perdite energetiche si hanno nell’inverter e nelle copper
losses (perdite per effetto Joule dovute alla corrente che circola nella spira).
Tutte le altre perdite rimangono uguali come valore percentuale rispetto alla potenza in input al compressore.
In realtà la “molla a gas” presenta due fonti di perdita in più: le perdite di gas per trafilamento dalla camera
di accumulo e gli attriti tra il pistone ed il cilindro sempre della camera di accumulo. Ciò potrebbe far pensare
che, oltre ad avere maggiori perdite nell’inverter e nella copper losses, anche le altre voci di perdita, se
sommate in un'unica voce come “altre perdite”, siano maggiori nella “molla a gas” rispetto alla molla ad
elica. In realtà nel compressore con “molla a gas”, le perdite per trafilamento del gas nella camera di
accumulo e le perdite per attrito tra pistone e cilindro sono compensate dal fatto che, in questa
configurazione, le perdite per attrito tra il pistone ed il cilindro della vera camera di compressione sono
minori perché non esiste un’eccentricità della molla risonante. Questo effetto positivo controbilancia le due
voci di perdita in più sopra citate (leakage e attrito nella camera di accumulo).
L’attrito tra pistone e cilindro della vera camera di compressione dipende dall’eccentricità della molla, questo
termine è maggiore dove l’eccentricità è più elevata, cioè in una molla ad elica, in quanto la camera a gas può
essere considerata simmettrica. Sempre dal lavoro [14] si può concludere che le perdite energetiche in tale
configurazione sono maggiori a causa delle maggiori perdite dell’inverter e delle copper losses, ma
ottimizzando i parametri di progetto come il diametro e la corsa del pistone della camera di accumulo, si
possono raggiungere le prestazione di un compressore lineare con molla ad elica. Tali considerazioni estrattte
da lavoro [14] sono state condotte su un compressore per applicazioni di condizionamento ambientale.
Figura 45. Confronto tra la molla ad elica e la molla a gas [14]

Capitolo 2. Rassegna bibliografica
35
2.1.3 Vantaggi e svantaggi di tale tecnologia
Di seguito si riportano i vantaggi e gli svantaggi di tale tecnologia in relazione alle tecnologie tradizionali
come il compressore alternativo con biella e manovella. I vantaggi sono:
presenza di minori parti mobili che comportano minori perdite per attrito, maggior semplicità di
progettazione, maggior compattezza e minori dimensioni e quindi più adatto per le applicazioni
elettroniche, come riportato in Figura 46;
buon funzionamento ai carichi parziali, come mostrato dal grafico del rendimento;
a seconda della scelta delle condizioni operative in cui l’impianto si trova con maggior frequenza ad
operare, si può agire sul parametro di progettazione del rapporto corsa/alesaggio per ottenere un
compressore più efficiente ai carichi parziali piuttosto che a carico nominale;
come si può notare dai grafici, a parità di altri fattori, è possibile ridurre le dimensioni riducendo il
rapporto corsa/alesaggio con un aumento del rendimento isoentropico, ciò va nella direzione di
ottenere compressori di piccola taglia per applicazioni elettroniche;
si possono avere rendimenti abbastanza elevati ai carichi parziali controllando la tensione di
alimentazione e quindi la corsa del pistone, senza l’utilizzo di sensori che controllino la posizione
del pistone, riducento così il costo dei componenti elettronici e la complessità dell’impianto;
l’elettronica è più semplice che nel compressore alternativo tradizionale;
nel compressore alternativo tradizionale la velocità di rotazione del motore elettromagnetico è
elevata, quindi a pari potenza viene fornita una coppia bassa. Una coppia bassa permette di ottenere
motori di dimensioni non troppo elevate, in quanto la resistenza ad una certa coppia (resistenza alla
torsione) è legata alle caratteristiche del materiale ed alle dimensioni dello stesso. Nel motore
lineare non sono presenti parti mobili, al posto della coppia si parla di forza di azionamento
elettromagnetica, ed al posto di velocità di rotazione si parla di velocità lineare direttamente legata
alla frequenza. A pari potenza fornita, una frequenza operativa caratteristica dei compressori lineari
(50-60 HZ) comporta velocità modeste. Dunque la forza elettromagnetica è elevata e ciò potrebbe
far pensare che si abbiano elevate dimensioni del motore. In realtà l’applicazione del magnete
permanente, costituito da una lega di NdFeB, permette di sopportare un’elevata forza pur
mantenendo dimensioni ridotte grazie alle proprietà magnetiche intrinseche del materiale. Quindi si
riescono ad ottenere motori di dimensioni molto ridotte che operano a frequenze di rete, grazie al
magnete permanente;
il magnete permanete è quello che permette di avere il rendimento più elevato del motore
elettromagnetico; inoltre non rischia la demagnetizzazione ad alte temperature o ad elevati flussi di
corrente rispetto ai magneti più deboli;
l’impiego di cuscinetti a gas ha sostituito i cuscinetti ad olio, si deve però progettare un sistema
alternativo per raffreddare le altre componenti del motore;
in fase di realizzazione il compressore lineare presenta minori componenti che necessitano di una
lavorazione accurata rispetto ai compressori tradizionali;
nel compressore alternativo tradizionale lo statore del motore elettromagnetico presenta molteplici
fessure (slots) per l’inserimento delle varie spire (coil) i quali, in un volume ristretto, potrebbero
portare alla saturazione magnetica del materiale con conseguenti perdite energetiche. Inoltre i
molteplici “Ends coil” ad ogni lato dello statore causano delle perdite aggiuntive. Tutti questi
problemi non sono presenti nel compressore lineare in quanto è presente un solo coil senza “End
coil”, perciò sono più facili da progettare e possono essere più compatti;
il moto uniderezionale del fluido di raffreddamento all’interno del cilindro grazie alla posizione
delle valvole (aspirazione nel magnete cavo e scarico sulla testa del cilindro invece che avvenire
entrambe sulla testa), consente di ridurre le perdite fluidodinamiche;
le perdite di trafilamento tra pistone e cilindro sono minori che nei compressori alternativi;
i rumori e le vibrazioni sono molto inferiori rispetto ai compressori alternativi, specialmente in fase
di avviamento e spegnimento, come mostrato in Figura 48;
i paramentri α, L ed R, che rientrano nell’equazione di controllo della posizione del pistone, sono
costanti ad ogni condizione di funzionamento, permettendo di controllare la posizione del pistone
con accuratezza;
il rendimento del compressore lineare può arrivare fino al 90% circa, ovvero fino al 20-30 % più
elevato che nei compressori tradizionali, come mostrato in Figura 49;
il compressore lineare presenta un’elevata affidabilità e vita utile, all’incirca di 10 anni operando
anche nelle condizioni ambientali più severe;

Capitolo 2. Rassegna bibliografica
36
la capicità di regolazione per il funzionamento ai carichi parziali permette di ottenere un buon
rendimento fino a circa il 50% del carico nominale;
la potenza consumata, a pari output, è di circa il 25% inferiore rispetto ai vecchi compressori lineari
(“Old linear” a velocità costante, cioè non in grado di operare ai carichi parziali), e di circa il 12%
inferiore rispetto ai tradizionali compressori alternativi (BLDC motor: Brushless direct current
motor);
fino ad ora i compressori lineari hanno trovato applicazione nella refrigerazione domestica, pertanto
è bene sottolineare l’importanza nel trovare un compressore efficiente. La refrigerazione rappresenta
dal 20 al 40% del consumo domestico di energia elttrica e di questa parte l’80% viene consumata
dal compressore del ciclo frigorifero. Quindi trovare un compressore con un efficienza molto più
elevata dei compressori tradizionali permette di avere un sensibile risparmio energetico;
la sostituzione dei compressori alternativi tradizionali con un compressore lineare permette di
ridurre i consumi energetici, a pari output, di circa il 24% e, con opportune modifiche al ciclo
frigorifero, si può raggiungere una potenza risparmiata di circa il 47%. Se inoltre il compressore
lineare può regolare la sua capacità al variare del carico, si possono raggiungere risparmi energetici
aggiuntivi come riportato nella Figura 47.
Gli svantaggi del compressore lineare invece sono i seguenti:
in fase di progettazione è necessario sviluppare un nuovo metodo di lubrificazione con cuscinetti a
gas;
le performance del compressore, come mostrato dai grafici, crescono se si riduce il gioco tra pistone
e ciclindro, come pure se si riduce l’eccentricità della molla; ma non è possibile scendere a valori
troppo bassi per i limiti tecnologici di realizzazione dei componenti;
necessità di svillupare un sistema elettronico in grado di minimizzare il volume morto;
in fase di costruzione è necessario sviluppare nuove tecniche di fabbricazione in quanto la
tecnologia è cambiata completamente rispetto ai compressori alternativi tradizionali;
i costi sono molto maggiori rispetto ai compressori tradizionali. Si deve quindi cercare di ridurre i
costi in modo da rendere competitiva tale tecnologia rispetto a quelle più convenzionali che da più
tempo sono presenti sul mercato.
Figura 47. Consumo elettrico di un frigorifero domestico dotato di
compressore lineare [4]
Figura 46. Punti in cui si hanno perdite per attrito meccanico [sito web LG]

Capitolo 2. Rassegna bibliografica
37
In Figura 50 sono riportate le differenze principali tra il compressore alternativo tradizionale ed il
compressore lineare. Nel descrivere i compressori lineari si è spesso usato come termine di paragone i
compressori alternativi tradizionali, infatti queste due tecnologie rappresentano le due possibilità esistenti per
le applicazioni ai cicli frigoriferi per la produzione di potenza termica frigorifera domestica (come riportato
sul sito internet della LG).
I compressori rotativi e scroll, sempre dal sito internet della LG, trovano impeego per il condizionamento
dell’aria. Dagli articoli trovati in letteratura, i compressori lineari non sono quasi mai stati testati per il
condizionamento ambientale. Inoltre, sempre da quanto trovato in letteratura, la tecnologia di compressione
pensata e testata per il raffreddamento di componenti elettronici è proprio quella del compressore lineare in
alternativa al reciprocating compressor, quindi il compressore rotativo e lo scroll non sono stati presi in
considerazione.
Figura 50. Confronto tra il compressore lineare ed il compressore alternativo tradizionale [35]
Figura 49. Efficienza dei compressori alternativi (LGE) [9]
Figura 48. Confronto tra il livello di rumore di un compressore lineare e di un
compressore alternativo tradizionale [sito web LG]

Capitolo 2. Rassegna bibliografica
38
2.1.4 Applicazioni pratiche e parametri di funzionamento
Da quanto trovato in letteratura, i compressori lineari sono stati impiegati in cicli frigoriferi per il
raffreddamento di componenti elettronici, in cicli frigoriferi domestici e nel condizionamento dell’aria.
Di seguito si riportano i parametri caratterstici del compressore e del ciclo termodinamico degli impianti
testati. Nel lavoro [7] il compressore presenta i parametri riportati in Tabella 1 mentre i parametri del ciclo
frigorifero sono riportati in Tabella 2. In Tabella 3 si trovano i parametri caratteristici del lavoro [3].
Tabella 1. Parametri del compressore lineare [7]
Tabella 2. Parametri del ciclo frigorifero [7]
Grandezza Valore [u.m]
Fluido di lavoro R134a
T eva 20 °C
P eva 5,721
T cond 40 °C
P cond 10,17 bar
Βeta comp 1,78
ΔT surr 5 °C
𝑄 𝑐𝑜𝑜𝑙𝑖𝑛𝑔 = 𝑄
𝑒𝑣𝑎 200 W
COP 8,5-11
휀𝑐𝑎𝑟𝑛𝑜𝑡 0,25-0,4
Tabella 3. Parametri del compressore e del ciclo frigorifero [3]
Grandezza Valore [u.m]
T eva 0-25 °C
P eva 2,93-6,658 bar
T cond 50-60 °C
P cond 13,19-16,88 bar
Beta comp 2,54-4,50
D totale 75 mm
COP minimo 3
Vita utile 100000 H
Fluidi di lavoro R600, R22, R134a
Potenza elettrica richiesta 10-1000 W
𝑄 𝑐𝑜𝑜𝑙𝑖𝑛𝑔 = 𝑄
𝑒𝑣𝑎 150-200 W
Dimensioni
(diametro,lunghezza) (38;150) mm
Grandezza Valore [u.m]
Diametro del pistone 1,35 mm
x/D 0,4
k meccanica 30,6 N/m
Fattore d’attrito 0,1-0,3
Frequenza di ronanza 60 Hz
ɛ(eccentricità) 0,5 cm
Volume morto dal 10% al 120% del
volume spazzato
gioco 3 mm
Diametro totale 50,3 mm
Lunghezza totale 102 mm
휂𝑣𝑜𝑙 0,96
휂𝑜 ,𝑖𝑠 0,86

Capitolo 2. Rassegna bibliografica
39
Si riporta di seguito una breve descrizione del lavoro [15], perché tra gli articoli trovati in letteratura questo è
il lavoro che più si avvicina all’obbietivo della presente trattazione. Gli autori hanno realizzato un ciclo con
isobutano per raffreddare la CPU di un notebook computer, ponendo attenzione sia agli aspetti termodinamici
del ciclo che alle dimensioni dell’impianto, in modo da poterlo installare all’interno del PC.
L’impianto è costiutito dai seguenti componeneti:
Evaporatore. Si tratta di una matrice di microcanali in rame paralleli fra loro e posti ad una distanza
di 80 μm l’uno dall’altro. Tra questi micro canali e la CPU da raffreddare viene interposto un
sottilissimo foglio di rame.
Scambiatore di calore aggiuntivo. Per assicurare che l’isobutano entri nel compressore
completamente allo stato gassoso, il vapor saturo in uscita dall’evaporaotre entra in questo
scambiatore di calore. Questo componente è costituito da 21 microcanali in rame paralleli fra loro e
posti ad una distanza di 350 μm con altezza di 700 μm.
Condensatore. Si tratta di uno scambiatore di calore costituito da microcanali in grado di cedere la
potenza termica del fluido che si condensa all’ambiernte. I microcanali scambiano potenza termica
con l’ambiente mediante un flusso incrociato alimentato da una ventola.
Valvola di laminazione. E’ costiutita da un tubo capillare avvolto ad elica con un diametro interno
di 0.4 mm. La lunghezza del tubo determina la perdita di carico voluta.
Compressore. Questo componente deve essere compatto, leggero, affidabile, avere un elevato
rendimento isoentropico ed essere poco rumoroso. È stato scelto un compressore a pistone lineare
realizzato da Embraco. Il compressore è alimentato da una corrente alternata fornita da un inverter
alimentato da una corrente continua di 12 V. La portata volumetrica che questo compressore è in
grado di fornire è di circa 12.5 cm^3/s con un rapporto di compressione di 2.3. La temperatura del
casing deve essere controllata e mantenuta sotto i 70 °C, prelevando una portata d’aria per il
raffreddamento dalla portata d’aria principale.
In Figura 51 è rappresentato un microcanale in rame che costituisce parte dell’evaporatore. Il microcanale è
stato collegato ad una lastra contenente una resistenza elettrica che simula l’effetto della CPU.
In Figura 52 è rappresentato un micro canale del condensatore che rilascia il calore in ambiente attraverso
uno scambiatore ad aria a flusso incrociato. Mentre in Figura 53 è rappresentato il compressore lineare
prodotto da Embraco, si possono notare le ridotte dimensioni al di sotto dei 10 cm di lunghezza. Infine in
Tabella 4 si riportano i parametri caratteristici del ciclo e dell’impianto.
Figura 53. Mini compressore realizzato da Embraco [15]
Figura 52. Micro canale del condensatore
collegato allo scambiatore di calore ad aria
[15]
Figura 51. Micro canale dell’evaporatore [15]
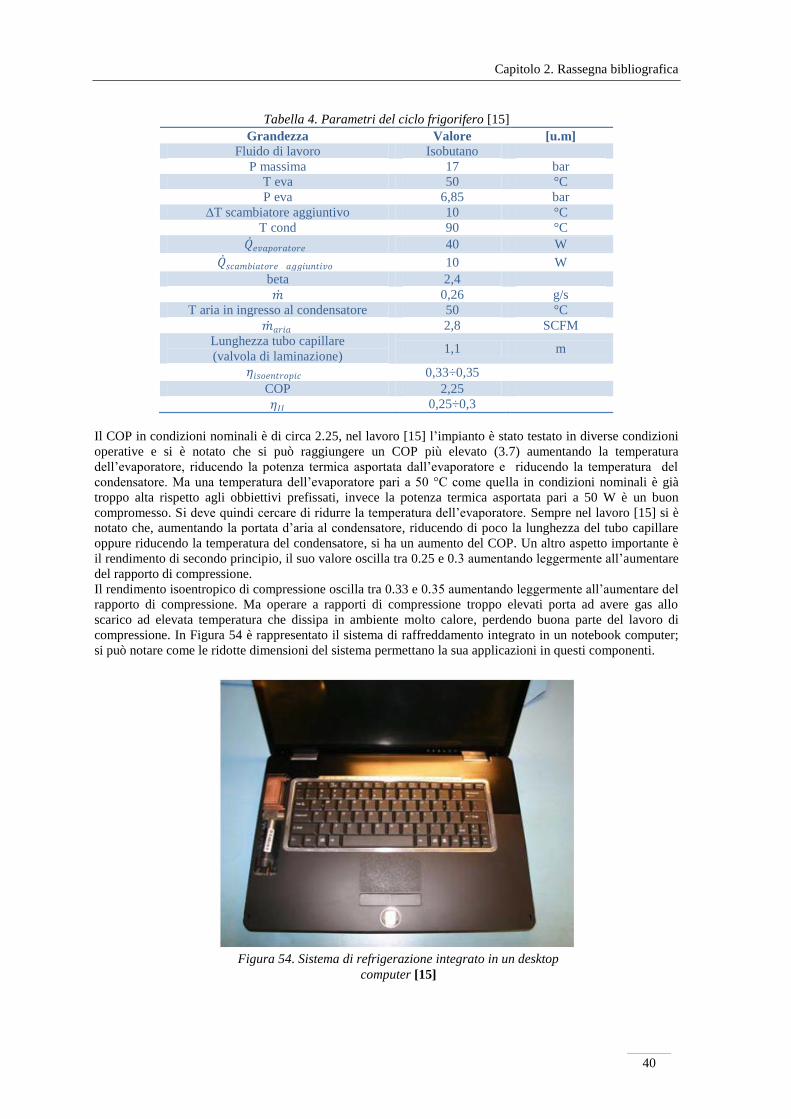
Capitolo 2. Rassegna bibliografica
40
Tabella 4. Parametri del ciclo frigorifero [15]
Grandezza Valore [u.m]
Fluido di lavoro Isobutano
P massima 17 bar
T eva 50 °C
P eva 6,85 bar
∆T scambiatore aggiuntivo 10 °C
T cond 90 °C
𝑄 𝑒𝑣𝑎𝑝𝑜𝑟𝑎𝑡𝑜𝑟𝑒 40 W
𝑄 𝑠𝑐𝑎𝑚𝑏𝑖𝑎𝑡𝑜𝑟𝑒 𝑎𝑔𝑔𝑖𝑢𝑛𝑡𝑖𝑣𝑜 10 W
beta 2,4
𝑚 0,26 g/s
T aria in ingresso al condensatore 50 °C
𝑚 𝑎𝑟𝑖𝑎 2,8 SCFM
Lunghezza tubo capillare
(valvola di laminazione) 1,1 m
휂𝑖𝑠𝑜𝑒𝑛𝑡𝑟𝑜𝑝𝑖𝑐 0,33÷0,35
COP 2,25
휂𝐼𝐼 0,25÷0,3
Il COP in condizioni nominali è di circa 2.25, nel lavoro [15] l’impianto è stato testato in diverse condizioni
operative e si è notato che si può raggiungere un COP più elevato (3.7) aumentando la temperatura
dell’evaporatore, riducendo la potenza termica asportata dall’evaporatore e riducendo la temperatura del
condensatore. Ma una temperatura dell’evaporatore pari a 50 °C come quella in condizioni nominali è già
troppo alta rispetto agli obbiettivi prefissati, invece la potenza termica asportata pari a 50 W è un buon
compromesso. Si deve quindi cercare di ridurre la temperatura dell’evaporatore. Sempre nel lavoro [15] si è
notato che, aumentando la portata d’aria al condensatore, riducendo di poco la lunghezza del tubo capillare
oppure riducendo la temperatura del condensatore, si ha un aumento del COP. Un altro aspetto importante è
il rendimento di secondo principio, il suo valore oscilla tra 0.25 e 0.3 aumentando leggermente all’aumentare
del rapporto di compressione.
Il rendimento isoentropico di compressione oscilla tra 0.33 e 0.35 aumentando leggermente all’aumentare del
rapporto di compressione. Ma operare a rapporti di compressione troppo elevati porta ad avere gas allo
scarico ad elevata temperatura che dissipa in ambiente molto calore, perdendo buona parte del lavoro di
compressione. In Figura 54 è rappresentato il sistema di raffreddamento integrato in un notebook computer;
si può notare come le ridotte dimensioni del sistema permettano la sua applicazioni in questi componenti.
Figura 54. Sistema di refrigerazione integrato in un desktop
computer [15]

Capitolo 2. Rassegna bibliografica
41
2.2 Compressori piezoelettrici
Si passa ora alla descrizione di un’altra tecnologia di compressione: quella ad azionamento piezoeletrrico.
Come già fatto nella precedente sezione, si dedica un paragrafo alla descrizione dei componenti del
compressore, un altro paragrafo alla descrizione degli aspetti tecnologici rilevanti ed un’ultima parte alla
descrizione dei parametri significativi di questa tecnologia, citando le applicazioni pratiche in cui ha trovato
impiego.
2.2.1 Descrizione dei componenti
Il sistema di compressione è costituito dai seguenti componenti che verranno desccritti in seguito:
attuatore piezoelettrico (PZT);
sistema di valvole passive (valvole microelettromeccaniche: MEMS valves);
membrana che svolge la funzione di diaframma di compressione;
generatore di corrente altrenata ed amplificatore del segnale;
sistemi di controllo e di misura;
sistema di raffreddamento nel quale il compressore è integrato.
Si descrive ora ognuno di questi componenti.
2.2.1.1 Attuatore piezoelettrico
L’attuatore piezoelettrico è costituoto da un materiale inorganico ceramico chiamato piombo titanato di
zirconio avente la seguente formula chimica:
𝑃𝑏 𝑍𝑟𝑥𝑇𝑖1−𝑥 𝑂3 (0 ≤ 𝑥 ≤ 1) (24)
Questo composto è un materiale cristallino ed è quindi costituito da celle. Al loro interno esistono dei
microscopici dipoli elettrici disposti in modo tale che, in condizioni di quiete, la facce opposte delle celle del
reticolo abbiano lo stesso potenziale. Se al materiale viene applicata una forza meccanica esterna, il cristallo
si deforma e si perde la neutralità, in termini di distribuzione di cariche, tra le facce opposte delle celle del
reticolo. Se il materiale viene collegato ad un circuito esterno, la differenza di potenziale tra le facce opposte
può essere sfruttata per generare corrente elettrica.
Se invece si applica un campo elettrico esterno al materiale, quest’ultimo si espande o si contrae lungo il
proprio asse, a seconda del segno della tensione applicata. Il campo elettrico altera la distribuzione di cariche
portando le facce opposte ad avere diverso potenziale e quindi ad attrarsi o respingersi a seconda del segno
della tensione applicata. Se la corrente e la tensione applicate sono alternate, si avrà di conseguenza una
compressione alternata ad una trazione, simulando così il moto alterno dei compressori a pistoni tradizionali
(anche se di pochi micrometri). L’attuatore piezoelttrico è posto in diretto contatto con la membrana, la quale
svolge la funzione di pistone. I vantaggi dell’attuatore piezoelettrico sono i seguenti:
conversione diretta da energia elettrica a meccanica, con minori perdite per attrito dovute alle
trasmissioni meccaniche, assenza di parti mobili che generano stress meccanici ed elevato numero di
cicli prima della rottura a fatica;
l’assenza di parti mobili riduce le abrasioni e quindi la lubrificazione;
rapida risposta al segnale di alimentazione (pochi microsecondi) ed elevate accelerazioni;
elevata forza generata;
l’attuatore non è sottoposto a nessun campo magnetico e non genera nessun campo magnetico;
basso consumo energetico, funziona come un capacitore, e bassa generazione di calore;
opera anche a temperature criogeniche;
elevata costante dielettrica del materiale.
L’attuatore piezoelettrico, dal punto di vista dinamico, equivale ad un sistema massa-molla in cui la rigidezza
della molla dipende dal modulo elastico del materiale, dalla sua sezione e lunghezza e da altri parametri
meccanici. Dimensioni tipiche dell’attuatore piezoelettrico sono di circa 9x3,5x3,5 mm^3 oppure 18x3,5x3,5
mm^3, le dilatazioni e le compressioni sono di circa 10-30 μm.
L’attuatore è generalmente unimorfo, cioè costituito da uno strato di materiale attivo di natura piezoelettrica e
da una strato di materiale elastico inattivo; l’attuatore si deforma per sola attivazione elettrica e la maggior
parte degli attuatori sono di questa tipologia. L’attuatore può anche essere bimorfo, cioè costituito da uno
strato di materiale piezoelettrico attivo e da uno strato di materiale metallico anch’esso attivo, questo
attuatore si deforma per attivazione elettrica ma anche per attivazione termica.
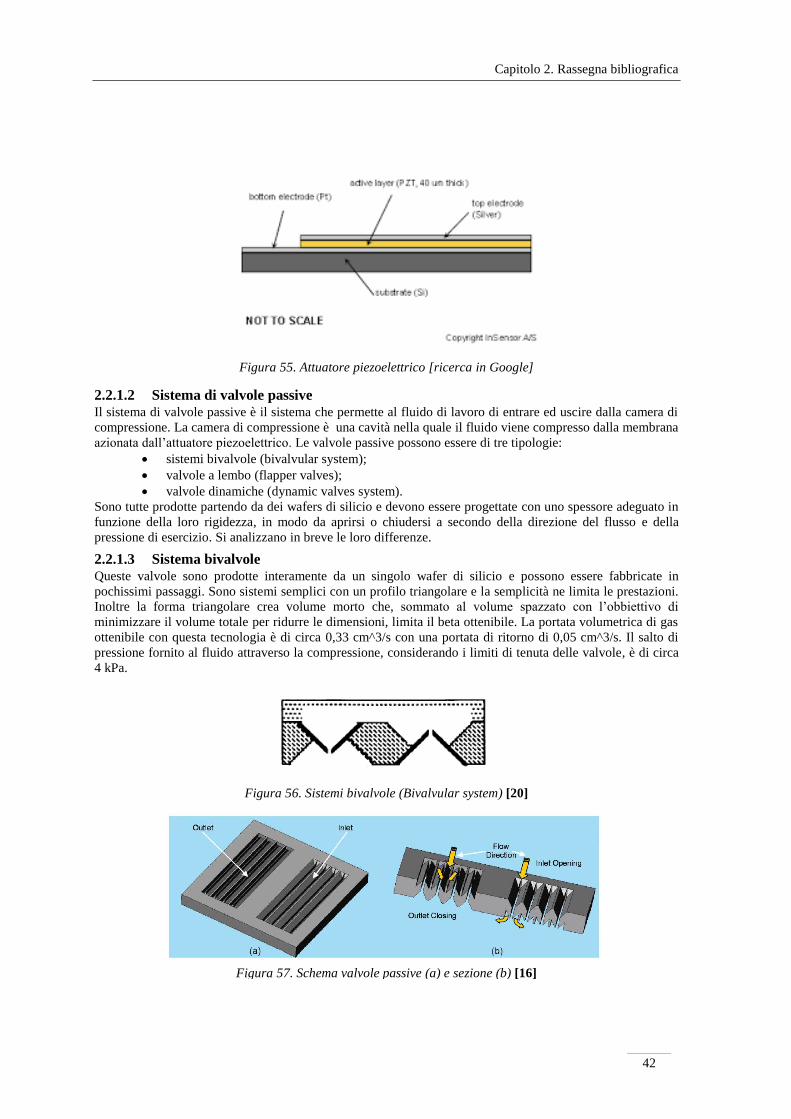
Capitolo 2. Rassegna bibliografica
42
2.2.1.2 Sistema di valvole passive
Il sistema di valvole passive è il sistema che permette al fluido di lavoro di entrare ed uscire dalla camera di
compressione. La camera di compressione è una cavità nella quale il fluido viene compresso dalla membrana
azionata dall’attuatore piezoelettrico. Le valvole passive possono essere di tre tipologie:
sistemi bivalvole (bivalvular system);
valvole a lembo (flapper valves);
valvole dinamiche (dynamic valves system).
Sono tutte prodotte partendo da dei wafers di silicio e devono essere progettate con uno spessore adeguato in
funzione della loro rigidezza, in modo da aprirsi o chiudersi a secondo della direzione del flusso e della
pressione di esercizio. Si analizzano in breve le loro differenze.
2.2.1.3 Sistema bivalvole
Queste valvole sono prodotte interamente da un singolo wafer di silicio e possono essere fabbricate in
pochissimi passaggi. Sono sistemi semplici con un profilo triangolare e la semplicità ne limita le prestazioni.
Inoltre la forma triangolare crea volume morto che, sommato al volume spazzato con l’obbiettivo di
minimizzare il volume totale per ridurre le dimensioni, limita il beta ottenibile. La portata volumetrica di gas
ottenibile con questa tecnologia è di circa 0,33 cm^3/s con una portata di ritorno di 0,05 cm^3/s. Il salto di
pressione fornito al fluido attraverso la compressione, considerando i limiti di tenuta delle valvole, è di circa
4 kPa.
Figura 57. Schema valvole passive (a) e sezione (b) [16]
Figura 56. Sistemi bivalvole (Bivalvular system) [20]
Figura 55. Attuatore piezoelettrico [ricerca in Google]
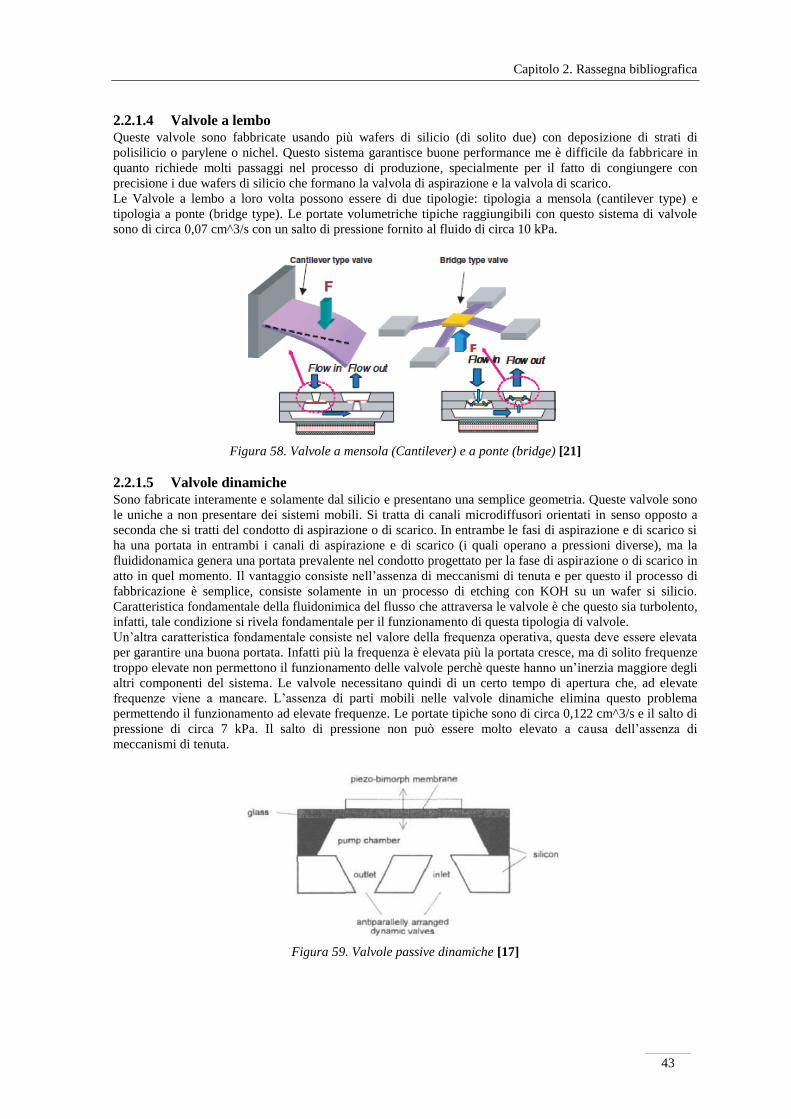
Capitolo 2. Rassegna bibliografica
43
2.2.1.4 Valvole a lembo
Queste valvole sono fabbricate usando più wafers di silicio (di solito due) con deposizione di strati di
polisilicio o parylene o nichel. Questo sistema garantisce buone performance me è difficile da fabbricare in
quanto richiede molti passaggi nel processo di produzione, specialmente per il fatto di congiungere con
precisione i due wafers di silicio che formano la valvola di aspirazione e la valvola di scarico.
Le Valvole a lembo a loro volta possono essere di due tipologie: tipologia a mensola (cantilever type) e
tipologia a ponte (bridge type). Le portate volumetriche tipiche raggiungibili con questo sistema di valvole
sono di circa 0,07 cm^3/s con un salto di pressione fornito al fluido di circa 10 kPa.
2.2.1.5 Valvole dinamiche
Sono fabricate interamente e solamente dal silicio e presentano una semplice geometria. Queste valvole sono
le uniche a non presentare dei sistemi mobili. Si tratta di canali microdiffusori orientati in senso opposto a
seconda che si tratti del condotto di aspirazione o di scarico. In entrambe le fasi di aspirazione e di scarico si
ha una portata in entrambi i canali di aspirazione e di scarico (i quali operano a pressioni diverse), ma la
fluididonamica genera una portata prevalente nel condotto progettato per la fase di aspirazione o di scarico in
atto in quel momento. Il vantaggio consiste nell’assenza di meccanismi di tenuta e per questo il processo di
fabbricazione è semplice, consiste solamente in un processo di etching con KOH su un wafer si silicio.
Caratteristica fondamentale della fluidonimica del flusso che attraversa le valvole è che questo sia turbolento,
infatti, tale condizione si rivela fondamentale per il funzionamento di questa tipologia di valvole.
Un’altra caratteristica fondamentale consiste nel valore della frequenza operativa, questa deve essere elevata
per garantire una buona portata. Infatti più la frequenza è elevata più la portata cresce, ma di solito frequenze
troppo elevate non permettono il funzionamento delle valvole perchè queste hanno un’inerzia maggiore degli
altri componenti del sistema. Le valvole necessitano quindi di un certo tempo di apertura che, ad elevate
frequenze viene a mancare. L’assenza di parti mobili nelle valvole dinamiche elimina questo problema
permettendo il funzionamento ad elevate frequenze. Le portate tipiche sono di circa 0,122 cm^3/s e il salto di
pressione di circa 7 kPa. Il salto di pressione non può essere molto elevato a causa dell’assenza di
meccanismi di tenuta.
Figura 59. Valvole passive dinamiche [17]
Figura 58. Valvole a mensola (Cantilever) e a ponte (bridge) [21]
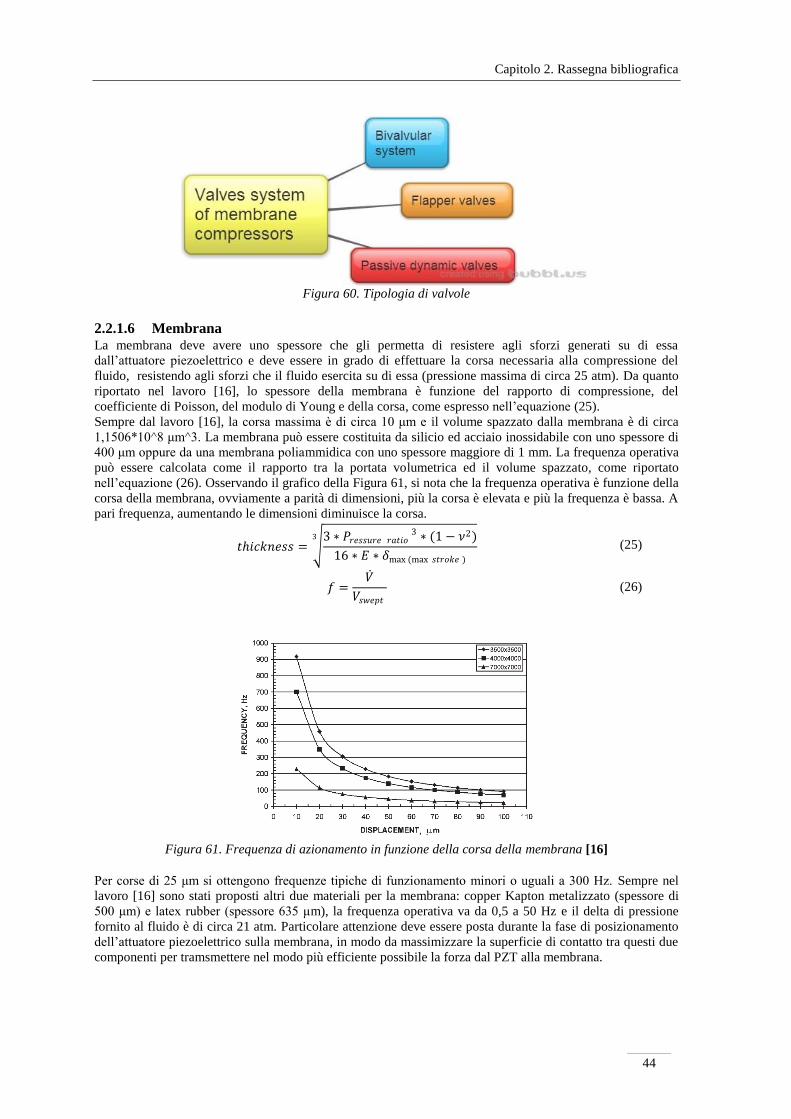
Capitolo 2. Rassegna bibliografica
44
2.2.1.6 Membrana
La membrana deve avere uno spessore che gli permetta di resistere agli sforzi generati su di essa
dall’attuatore piezoelettrico e deve essere in grado di effettuare la corsa necessaria alla compressione del
fluido, resistendo agli sforzi che il fluido esercita su di essa (pressione massima di circa 25 atm). Da quanto
riportato nel lavoro [16], lo spessore della membrana è funzione del rapporto di compressione, del
coefficiente di Poisson, del modulo di Young e della corsa, come espresso nell’equazione (25).
Sempre dal lavoro [16], la corsa massima è di circa 10 μm e il volume spazzato dalla membrana è di circa
1,1506*10^8 μm^3. La membrana può essere costituita da silicio ed acciaio inossidabile con uno spessore di
400 μm oppure da una membrana poliammidica con uno spessore maggiore di 1 mm. La frequenza operativa
può essere calcolata come il rapporto tra la portata volumetrica ed il volume spazzato, come riportato
nell’equazione (26). Osservando il grafico della Figura 61, si nota che la frequenza operativa è funzione della
corsa della membrana, ovviamente a parità di dimensioni, più la corsa è elevata e più la frequenza è bassa. A
pari frequenza, aumentando le dimensioni diminuisce la corsa.
𝑡𝑖𝑐𝑘𝑛𝑒𝑠𝑠 = 3 ∗ 𝑃𝑟𝑒𝑠𝑠𝑢𝑟𝑒 𝑟𝑎𝑡𝑖𝑜
3 ∗ (1 − 𝜈2)
16 ∗ 𝐸 ∗ 𝛿max (max 𝑠𝑡𝑟𝑜𝑘𝑒 )
3
(25)
𝑓 =𝑉
𝑉𝑠𝑤𝑒𝑝𝑡
(26)
Per corse di 25 μm si ottengono frequenze tipiche di funzionamento minori o uguali a 300 Hz. Sempre nel
lavoro [16] sono stati proposti altri due materiali per la membrana: copper Kapton metalizzato (spessore di
500 μm) e latex rubber (spessore 635 μm), la frequenza operativa va da 0,5 a 50 Hz e il delta di pressione
fornito al fluido è di circa 21 atm. Particolare attenzione deve essere posta durante la fase di posizionamento
dell’attuatore piezoelettrico sulla membrana, in modo da massimizzare la superficie di contatto tra questi due
componenti per tramsmettere nel modo più efficiente possibile la forza dal PZT alla membrana.
Figura 61. Frequenza di azionamento in funzione della corsa della membrana [16]
Figura 60. Tipologia di valvole

Capitolo 2. Rassegna bibliografica
45
2.2.1.7 Generatore di corrente alternata ed amplificatore del segnale
Alla base e all’apice dell’attuatore si trovano due elettrodi collegati ad un generatore di corrente alternata.
Tale sistema è però in grado di fornire una tensione oscillante tra -1 e +1 V. Questa tensione è troppo bassa
rispetto a quella richiesta dal PZT (dell’ordine di -30;+150 V per garantire il full stroke). Per risolvere questo
problema si utilizza un amplificatore di tensione e corrente mantenendo costante la frequenza. Come visto in
precedenza, le frequenze operative possono arrivare fino a valori di circa 300 Hz. Come riportato nel lavoro
[16], a seconda della frequenza operativa vengono utilizzati amplificatori diversi. Nella figura sottostante si
può notare che la potenza richiesta per il funzionamento (sia di picco che quella media) aumenta
all’aumentare della frequenza.
2.2.1.8 Sistemi di controllo e di misura
Nel lavoro [16] vengono utilizzati due trasduttori di pressione nel canale di mandata dopo la valvola di
aspirazione: uno per misurare la pressione statica ed uno la pressione totale, in modo da poter determinare
anche la pressione dinamica del gas. Nel canale di aspirazione, prima della valvola di aspirazione, è presente
un misuratore di portata. Per avere una maggior sicurezza sul controllo delle valvole, sono state applicate
delle valvole attive azionate da attuotari piezoelletrici, il cui segnale di input viene fornito da Labview.
Nella Figura 65 si riporta una rappresentazione schematica dell’intero sistema di compressione e del ciclo di
reffreddamento al quale è collegato. Si può notare la parte dedicata all’attuatore piezoelettrico, la membrana,
la camera di compressione, le valvole, i trasduttori di pressione ed i canali di mandata e ritorno del gas dal
sistema di raffreddamento che viene descritto in seguito.
Figura 64. Trasduttori di pressione [16]
Figura 63. Sistema di controllo delle valvole [16]
Figura 62. Potenza assorbita in funzione della frequenza di azionamento [16]

Capitolo 2. Rassegna bibliografica
46
2.2.1.9 Sistema di raffreddamento nel quale il compressore è integrato
Nella figura sottostante viene rappresentato il sistema di compressione integrato nel sistema di
raffreddamento. L’attuatore piezoelettrico aziona la membrana rappresentata dalla curva verde scuro.
In testa alla camera di compressione si trova il coupling in cui sono posizionate le valvole di aspirazione e di
scarico. Il gas compresso che esce dalla valvola di scarico entra nei canali ad alta pressione fino a
raggiungere, all’interno di uno scambiatore di calore, la testa fredda (cold head) in cui si trova l’elemento da
raffreddare. Nella testa fredda il gas viene espanso e, visto che le temperature operative sono molto basse (77
K), il coefficiente di Joule-Thomson è positivo. Nell’equazione (27) è riportata l’espressione del coefficiente
di Joule-Thomson. Ciò significa che un’espansione che comporta una riduzione della pressione, comporta
anche una riduzione della temperatura ad entalpia costante. In questo modo il gas freddo può scambiare
calore all’interno della testa fredda con l’elemento da raffreddare. Successivamente il gas può ritornare nel
coupling attraverso i canali di ritorno di bassa pressione. Nel coupling si trova la valvola di aspirazione che
permette al fluido di entrare nella camera di compressione. Sempre dalla figura si possono notare che le
dimensioni caratteristiche dell’intero impianto sono di pochi millimetri. Tale tipo di applicazioni si prestano
per il raffredamento di componenti elettronici molto piccoli come chip, sensori, ecc.
𝑐𝐽−𝑇 = 𝜕𝑇
𝜕𝑝
=𝑐𝑜𝑠𝑡
> 0 𝑇 ≈ 77 𝐾 (27)
Figura 66. Schema del sistema di raffreddamento [16]
Figura 65. Assemblaggio del compressore e del sistema di raffreddamento [16]

Capitolo 2. Rassegna bibliografica
47
2.2.2 Aspetti tecnologici rilevanti
In questa sezione vergono descritti in modo più dettagliato i componeneti di maggior interesse, cioè le
valvole e l’attuatore piezoelettrico, analizzando il loro principio di funzionamento.
2.2.2.1 Valvole passive dinamiche
Le valvole passive dinamiche sono dei microcanali troncoconici a sezione quadrata ottenuti da un singolo
wafer di silicio attraverso un processo di etching. Il processo di etching è un processo chimico di rimozione
degli strati dalla superficie di un materiale mediante l’utilizzo di un reagente (di solito KOH). Questo
processo permette di ottennere un materiale ad elevata anisotropia facendo assumere la forma desiderata
mediante la formazione di intagli sulla superficie del materiale sottoposto a questo processo.
Il processo di etching può essere anisotropo o isotropo, a secondo del tipo di reagenti utilizzati. Un etching
isotropo utilizza reagenti che agiscono sul materiale da lavorare in modo uguale in tutte le direzioni. Un
etching anisotropo utilizza reagenti che agiscono sul materiale in modo diverso a seconda delle direzioni.
Quest’ultimo viene applicato quasi sempre nella fabbricazione delle valvole, appunto perché si vuole una
direzione preferenziale di deformazione.
Come si può notare dalla Figura 67, si considera positiva la direzione del flusso se questo si muove verso la
sezione minore del canale. L’angolo del diffussore è ottunuto attraverso il processo di etching e la precisione
di tale valore (54,74°) è di fondamentale importanza per la fluidodinamica del moto. I parametri liberi di
progetto sono lo spessore del silicio (t) e il lato della sezione minore (d); il lato della sezione maggiore (D) si
determina automaticamente scegliendo t e d in quanto l’angolo di apertura del canale è costante.
Nel descrivere gli aspetti fluidodinamici del problema si adotta l’analogia elettrica per trovare una relazione
tra il ∆P tra monte e valle delle valvole (cioè tra i condotti di aspirazione e mandata) e la portata che fluisce
attraverso le stesse. Come si può notare dal confronto tra la Figura 68 e la Figura 69, il ∆p della Figura 68
corrisponde alla differenza tra la pI e pi della Figura 69. In questo caso pI è uguale a pII. Infatti, per come è
stato impostato lo schema della Figura 68, il ∆p tra la camera di compressione ed il canale a monte delle
valvole, è uguale sia per il lato di aspirazione che compressione. Tale condizione è detta di contropressione
nulla (zero back pressure). La contropressione (back pressure) è definita secondo l’equazione (28).
Studiare la fluidodinamica del problema con una differenza di pressione nulla tra l’aspirazione e la mandata
potrebbe essere inutile, ma in realtà la portata che si verifica in tale condizione è legata, attraverso la
frequenza operativa, alla portata massima che il sistema è in grado di fornire. Conoscendo il valore della
Figura 69. Modello del compressore che
sfrutta gli effetti fluidodinamici [17]
Figura 68. Analogia elettrica [17]
Figura 67. Micro canali a forma tronco piramidale [18]
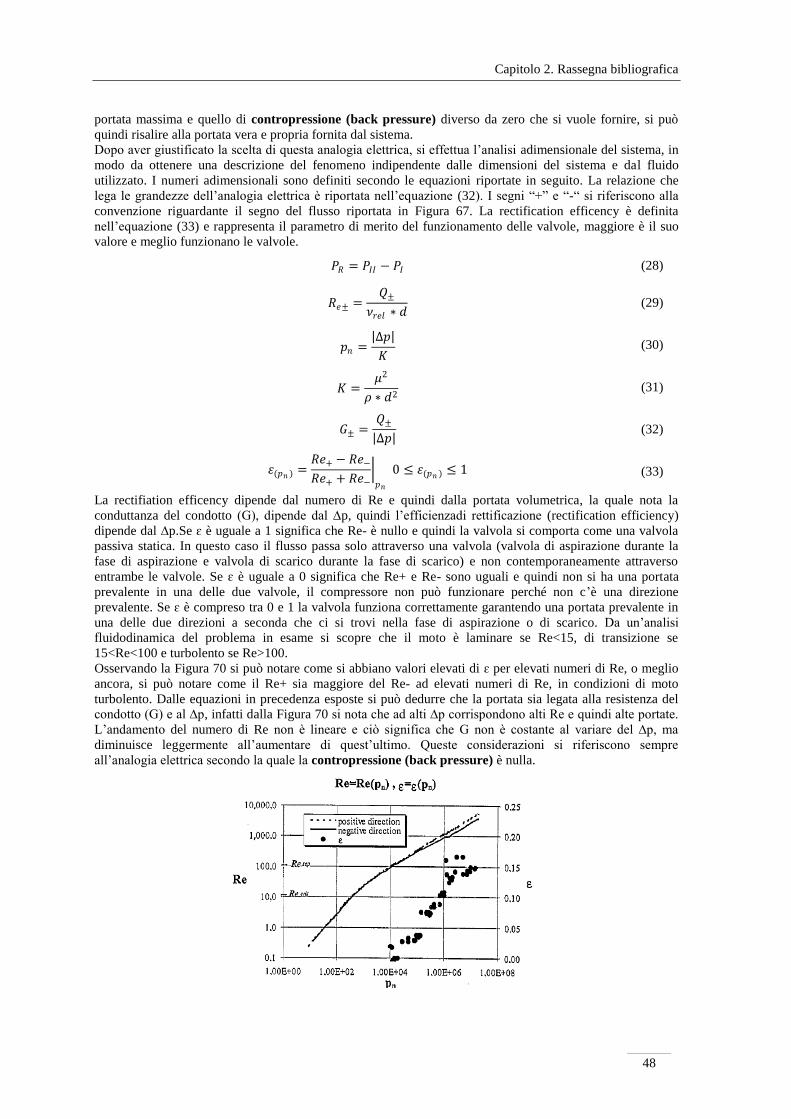
Capitolo 2. Rassegna bibliografica
48
portata massima e quello di contropressione (back pressure) diverso da zero che si vuole fornire, si può
quindi risalire alla portata vera e propria fornita dal sistema.
Dopo aver giustificato la scelta di questa analogia elettrica, si effettua l’analisi adimensionale del sistema, in
modo da ottenere una descrizione del fenomeno indipendente dalle dimensioni del sistema e dal fluido
utilizzato. I numeri adimensionali sono definiti secondo le equazioni riportate in seguito. La relazione che
lega le grandezze dell’analogia elettrica è riportata nell’equazione (32). I segni “+” e “-“ si riferiscono alla
convenzione riguardante il segno del flusso riportata in Figura 67. La rectification efficency è definita
nell’equazione (33) e rappresenta il parametro di merito del funzionamento delle valvole, maggiore è il suo
valore e meglio funzionano le valvole.
𝑃𝑅 = 𝑃𝐼𝐼 − 𝑃𝐼 (28)
𝑅𝑒± =𝑄±
𝜈𝑟𝑒𝑙 ∗ 𝑑 (29)
𝑝𝑛 = Δ𝑝
𝐾 (30)
𝐾 =𝜇2
𝜌 ∗ 𝑑2 (31)
𝐺± =𝑄±
∆𝑝 (32)
휀(𝑝𝑛 ) = 𝑅𝑒+ − 𝑅𝑒−
𝑅𝑒+ + 𝑅𝑒−
𝑝𝑛
0 ≤ 휀(𝑝𝑛 ) ≤ 1 (33)
La rectifiation efficency dipende dal numero di Re e quindi dalla portata volumetrica, la quale nota la
conduttanza del condotto (G), dipende dal ∆p, quindi l’efficienzadi rettificazione (rectification efficiency)
dipende dal ∆p.Se ɛ è uguale a 1 significa che Re- è nullo e quindi la valvola si comporta come una valvola
passiva statica. In questo caso il flusso passa solo attraverso una valvola (valvola di aspirazione durante la
fase di aspirazione e valvola di scarico durante la fase di scarico) e non contemporaneamente attraverso
entrambe le valvole. Se ɛ è uguale a 0 significa che Re+ e Re- sono uguali e quindi non si ha una portata
prevalente in una delle due valvole, il compressore non può funzionare perché non c’è una direzione
prevalente. Se ɛ è compreso tra 0 e 1 la valvola funziona correttamente garantendo una portata prevalente in
una delle due direzioni a seconda che ci si trovi nella fase di aspirazione o di scarico. Da un’analisi
fluidodinamica del problema in esame si scopre che il moto è laminare se Re<15, di transizione se
15<Re<100 e turbolento se Re>100.
Osservando la Figura 70 si può notare come si abbiano valori elevati di ɛ per elevati numeri di Re, o meglio
ancora, si può notare come il Re+ sia maggiore del Re- ad elevati numeri di Re, in condizioni di moto
turbolento. Dalle equazioni in precedenza esposte si può dedurre che la portata sia legata alla resistenza del
condotto (G) e al ∆p, infatti dalla Figura 70 si nota che ad alti ∆p corrispondono alti Re e quindi alte portate.
L’andamento del numero di Re non è lineare e ciò significa che G non è costante al variare del ∆p, ma
diminuisce leggermente all’aumentare di quest’ultimo. Queste considerazioni si riferiscono sempre
all’analogia elettrica secondo la quale la contropressione (back pressure) è nulla.
Figura 70. Caratteristica del flusso nei micro diffusori [17]

Capitolo 2. Rassegna bibliografica
49
Si può quindi dedurre che il moto turbolento sia una condizione essenziale per il funzionamento di questa
tipologia di valvole, perché in tali condizioni ci si trova nella regione di separazione (tra Re+ e Re-). Il moto
turbolento, come pure il ∆p, sono interamente sostenuti dal compressore.
Valori tipici di ɛ sono dell’ordine di 0.05-0.1, con il parametro geometrico alfa fissato in precedenza. Una
variazione di tale angolo comporta il verificarsi della regione di separazione per numeri di Re diversi, magari
non sostenibili dal compressore. Dalla Figura 71 è possibile notare il profilo delle velocità lungo la sezione
dei diffusori, nel caso del flusso con direzione positiva la velocità media del profilo è maggiore del caso con
direzione negativa. Questo fenomeno può essere spiegato attraverso la teoria dei diffusori.
Analizzando lo spessore dello strato limite in un flusso turbolento lungo la sua lunghezza, per una geometria
interna a sezione costante, si può notare come tale spessore cresca lungo la direzione prevalente del flusso, in
altre parole lungo la direzione del condotto, aumentando così la regione interessata dallo strato limite avente
una velocità minore di quella massima al centro del condotto. La velocità media del flusso nel condotto
risente quindi della presenza dello strato limite. Se inoltre il condotto è divergente, all’andamento normale
dello strato limite si deve considerare un ulteriore decremento di velocità (a portata costante) dovuto
all’incremento di pressione del fluido all’interno del diffusore. Questo incremento di pressione causa un
ulteriore aumento dello strato limite, provocando un’inversione del campo di moto della velocità nelle strette
vicinanze della parete e portando quindi a un’ulteriore riduzione della velocità media del flusso nel condotto.
Quindi, il condotto convergente presenta una portata maggiore del condotto divergente a causa delle
differenti velocità medie che si sviluppano lungo la sezione.
Fino ad ora, nell’analisi adimensionale delle valvole, si è considerata la condizione di zero back pressure. In
questo caso la differenza tra la pressione del canale di aspirazione e di mandata è nulla, mentre esiste un ∆p
tra la pressione della camera di compressione e quella dei canali di aspirazione e mandata. In tali condizioni
di zero back pressure, la portata fornita all’impianto è detta Q0. Per determinare la portata QL per un
determinato valore di contropressione (back pressure) maggiore di 0, è necessario fare le seguenti
assunzioni:
modello quasi statico delle valvole ( ∂
∂t= 0);
modello della membrana e della camera di compressione definito nelle equazioni (34).
𝐶𝑀 ∗𝑑𝑝 𝑖
𝑑𝑡+ 𝑄𝑖 = 0; 𝑄𝑖 = 𝑄1 + 𝑄2; (34)
con “1” e “2” si intendono i canali di aspirazione e mandata con i relativi segni delle portate secondo
le convenzioni già riportate; mentre “𝐶𝑀” è un parametro legato alle proprietà meccaniche della
membrana.
Da quanto riportato nel lavoro [17], si indica con 𝑝𝑚𝑎𝑥 la pressione massima che la membrana è grado di
fornire, da questo valore è possibile determinare 휀∆𝑝𝑚𝑎𝑥e 𝑅𝑒+
∆𝑝𝑚𝑎𝑥 𝑒 𝑅𝑒−∆𝑝𝑚𝑎𝑥 , poiché, per 𝑃𝑅 = 0 il
Figura 71. Flusso turbolento attraverso i diffusori: (a) direzione
positiva; (b) direzione negativa [17]

Capitolo 2. Rassegna bibliografica
50
valore di 𝑝𝑚𝑎𝑥 è proporzionale al ∆𝑝𝑚𝑎𝑥 . Per garantire la 𝑝𝑚𝑎𝑥 massima legata alle proprietà meccaniche della
membrana, è richiesta una frequenza minima di funzionamento definita secondo l’equazione (35).
La 𝑃𝑚𝑎𝑥 ottenibile dalla membrana dipende dalle proprietà meccaniche della membrana, dalle sue dimensioni
e dalla tensione di picco della corrente alternata. La frequenza minima permette di ottenere la 𝑝𝑚𝑎𝑥 fornita
dalla membrana e quindi anche la portata massima. La frequenza minima dipende dalle caratteristiche
geometriche, elastiche ed elettromeccaniche della membrana, come pure dalle dimensioni delle valvole e dal
fluido di lavoro. I numeri di Reynolds in queste condizioni e le relative portare, necessarie per calcolare la
portata massima e la frequenza minima, si ottengono con le formule (36), (37), (38) e (39).
𝑓𝑚𝑖𝑛 = 𝜈 ∗ 𝑑 ∗ 𝑅𝑒
2𝜋 ∗ 𝐶𝑀 ∗ 𝑝𝑚𝑎𝑥 𝑃𝑅=0
(35)
𝑄𝑚𝑎𝑥 = 𝜈 ∗ 𝑑 ∗1
2∗ ∆𝑅𝑒 = 𝜈 ∗ 𝑑 ∗
1
2∗ 𝑅𝑒
𝑃𝑅=0 (36)
Δ𝑅𝑒 = 𝑅𝑒+ 𝑝𝑚𝑎𝑥 ,𝑛 − 𝑅𝑒−(𝑝𝑚𝑎𝑥 ,𝑛 ) 𝑃𝑅=0
(37)
𝑅𝑒 = 𝑅𝑒+ 𝑝𝑚𝑎𝑥 ,𝑛 + 𝑅𝑒−(𝑝𝑚𝑎𝑥 ,𝑛) 𝑃𝑅=0
(38)
𝑝𝑚𝑎𝑥 ,𝑛 = ∆𝑝𝑚𝑎𝑥
𝐾 (39)
Nelle condizioni di 𝑃𝑅 = 0 la portata viene calcolata mediante l’equazione (40). Sempre dal lavoro [17], la
portata per un valore di contropressione (back pressure) maggiore di 0 si può ottenere ipotizzando un
andamento lineare negativo tra la portata massima ed il valore di back pressure, come riportato nelle
equazioni (41) e (42).
𝑄0 = 𝑄𝑚𝑎𝑥 se 𝑓 ≥ 𝑓𝑚𝑖𝑛 o 𝑄0 = 𝑄𝑚𝑎𝑥 ∗𝑓
𝑓𝑚𝑖𝑛 se 𝑓 < 𝑓𝑚𝑖𝑛 . (40)
𝑄𝐿 = 𝑄𝑚𝑎𝑥 ∗ (1 −𝑃𝑅
4 ∗ 휀 𝑝𝑚𝑎𝑥 ∗ 𝑝𝑚𝑎𝑥 𝑃𝑅=0
) (41)
𝑃𝑅 ,𝑚𝑎𝑥 = 4 ∗ 휀 𝑝𝑚𝑎𝑥 ∗ 𝑝𝑚𝑎𝑥 𝑃𝑅=0 (42)
Più ɛ è elevato, maggiore è il valore di contropressione (back pressure) ottenibile. Dalla Figura 72 si può
notare come QL si riduca all’aumentare del valore di contropressione (back pressure), poiché per valori
maggiori di zero, il condotto convergente in cui la portata è maggiore, risulta sfavorito sia in fase di
aspirazione che di scarico a causa dei gradienti avversi di pressione, che tendono a sfavorire il passaggio di
portata nella direzione positiva rispetto al canale divergente. Dalle precedenti considerazioni si può dedurre
che la portata Q0 sia prporzionale alla Qmax , quindi valori elevati di tale portata permettono in generale di
avere portate maggiori. La frequenza di 3 kHz è stata scelta perché, come mostrato nella figura successiva,
rappresenta il valore della frequenza minima ed è lontano dalla frequenza critica, il cui significato verrà
spiegato a breve. I valori sperimentali sono minori di quelli teorici per effetto della cavitazione non
considerata nel modello teorico. La cavitazione porta ad una riduzione delle prestazioni della pompa.
Dalla Figura 73 si può notare come la portata Q0 sia funzione della frequenza, il fluido di lavoro è sempre
l’acqua. Si nota che l’andamento di Q0 è più che lineare rispetto alla frequenza per valori inferiori alla
frequenza minima. La frequenza minima si ha in corrispondenza del punto in cui la curva diventa una retta
Figura 72. 𝑸𝑳 vs 𝑷𝑹 (fluido di lavoro:acqua) [17]

Capitolo 2. Rassegna bibliografica
51
orizzontale. Da questo grafico è possibile notare l’esistenza di un altro parmetro fondamentale, la frequenza
critica, ovvero la frequenza al di sopra della quale il valore di 𝑄0 precipita. La frequenza critica ha un valore
intorno ai 10 kHz. Tale fenomeno può essere dovuto ad effetti inerziali o a flussi instazionari che si
sviluppano nel canale e che non vengono considerati nel modello quasi statico.
Se si volessero diminuire le dimensioni della membrana si avrebbe un aumento della sua rigidezza con una
riduzione del valore CM ed un conseguente aumento della frequenza minima del sistema per la quale si ha la
portata massima (equazione (35). Se tale frequenza supera il valore della frequenza critica, la membrana non
puà funzionare a Q0 = Qmax perché si avrebbe un crollo delle prestazioni del sistema. Dunque per questa
tecnologia si hanno dei problemi nel realizzare membrane di piccole dimensioni e quindi sistemi molto
piccoli rispetto alle dimensioni standard. Con riferimento alla Figura 67 le dimensioni geometriche tipiche
sono: D=300μm; d=80 μm; membrana (11,5mm x 5mm); vetro Pyrex (spessore di 120 μm), PZT (spessore di
200 μm), CM = 1,5 ∗ 10−16 ÷ 1,8 ∗ 10−14 m3
Pa ; pmax ,n = 10 ÷ 60 kPa.
Oltre all’acqua i fluidi di lavoro possono essere il metanolo, l’aria o altri gas. Osservando la Figura 67 si può
notare come le valvole siano ottenute da un wafer di silicio, come pure la camera di compressione. Questi
due wafers sono stati sottoposti ad un processo di etching anisotropo e sono stati uniti mediante un legante
epossidico. La membrana è costituita dal vetro Pyrex ed è stata anodicamente saldata al wafer che costituisce
la camera di compressione. Sopra la membrana si trova l’attuatore piezoelettrico bimorfo.
Come si può notare dalla Figura 74 estratta dal lavoro [18], entrambi i grafici sono stati ricavati in condizioni
di zero back pressure. La portata Q0 è abbastanza costante fino a frequenze di 100 Hz, dopo di che decresce
bruscamente per frequenze troppo elevate per i motivi descritti in precedenza.
Il valore della pressione massima fornita dalla membrana tende a dimniure all’aumentare della frequenza, ed
oltre un certo valore di frequenza non è possibile operare in quanto si avrebbe un crollo delle prestazioni.
Questi due grafici si discostano da quelli visti in precedenza, infatti l’andamento dipende dalle caratteristiche
geometriche, elastiche ed elettromeccaniche della membrana, dalle dimensioni delle valvole, dal tipo di
fluido e dalla tensione applicata. Visto che sono stati estratti da un altro lavoro, sono cambiati alcuni di questi
Figura 74. 𝑸𝟎 e 𝑷𝒎𝒂𝒙 vs f [18]
Figura 73. 𝑸𝟎 vs f [17]

Capitolo 2. Rassegna bibliografica
52
parametri. Dimensioni tipiche della camera di compressione sono di circa (10 x 10 x 0,4÷0,75 mm^3),
d=123 μm, t=370 μm, f=100÷1000 Hz, Q0=260÷480 μl/min.
I vantaggi delle valvole passive dinamiche sono dovuti ad una geometria molto semplice e ciò richiede un
processo di fabbricazione non troppo costoso. Si deve però considerare che, affinché gli effetti fluidodinamici
permettano di ottenere il desiderato funzionamento, il processo di fabbricazione, seppur semplice, richiede
un’elevata precisione per ottenere i parametri geometrici desiderati. La semplicità di tale struttura permette di
avere una notevole affidabilità e minori perdite meccaniche dovute all’accoppiamento dei vari elementi
funzionali del microcompressore. Le minori perdite meccaniche e quindi gli accoppiamenti più semplici
permettono un funzionamento ad elevate frequenze in grado di compensare i valori modesti di efficienza di
rettificazione (rectification efficiency). Elevate frequenze permettono di avere elevate portate volumetriche e
permettono inoltre di ottenere un’elevata deflessione della membrana e quindi un’elvata pressione generata
nella camera di compressione, pur con una tensione di alimentazione modesta. Si ricorda che le frequenze
elevate di funzionamento sono possibili grazie all’assenza di parti mobili nelle valvole, le quali generalmente,
avendo un’inerzia maggiore degli altri componenti del sistema, possiedono frequenze operative modeste.
Quindi il funzionamento ad elevate frequenze (10 kHz) non sarebbe possibile, in quanto le valvole avrebbero
un tempo caratteristico di adattamento alle nuove condizioni molto maggiore di quello degli altri componenti
del compressore, non permettendone il funzionamento. Invece l’assenza di parti mobili nelle valvole
permette il funzionamento ad elevate frequenze. Si è già detto che elevate frequenze comportano elevate
portate, ma purtroppo con questo tipo di valvole si hanno salti di pressione modesti, a causa dell’assenza di
sistemi di tenuta. Quindi un salto di pressione troppo elevato (back pressure alto) comporterebbe un ritorno di
flusso elevato con una portata nulla. Queste valvole forniscono una portata di circa 1-10 ml/min, un ∆p(max)
di circa 7 kPa, sono alimentate con una tensione di circa 50 V ed una frequenza di circa 10 kHz e la corsa
della membrana è di circa 45 μm.
I concetti esposti nella descrizione delle valvole passive dinamiche, come pure i parametri caratteristici, sono
stati estratti dai lavori [17] e [18]. Si riporta un’ultima sintetica considerazione tratta dal lavoro [19].
Precedentemente si è sempre fatto riferimento alla pressione massima della membrana indicandola con pmax .
Si deve ricordare che la membrana oscilla con un moto periodico, e quindi, sia il volume della cammera di
compressione, che la pressione al suo interno, oscillano attorno ad un valor medio con un andamento
periodico. Non entrando nel dettaglio della trattazione di tale lavoro, si vuole solo ricordare che, noti alcuni
parametri caratteristici del problema ed alcune formule, si può risalire velocemente alla portata Q0 in
condizioni di zero back pressure e, da lì determinare il valore di ɛ e di PR,max . Quindi con l’ausilio delle
formule riportate nel lavoro [19], con semplici conti e noti i parametri del problema, si può velocemente
risalire ai parametri caratteristici di cui sopra si è parlato. Anche in questo caso il processo di fabbricazione
delle valvole consiste in un etching anisotropo su entrambi i lati dei due wafers (uno per i microcanali ed uno
per la camera di comrpessione) poi uniti con un legante epossidico. Il processo di etching su entrambi i lati di
ogni wafer serve per determinare l’altezza della camera di compressione e la geometria dei microcanali.
Inoltre sempre nel lavoro [19], il fluido di lavoro è aria e quindi tale tecnologia può essere utilizzata sia per le
micropompe che per i microcompressori. Si riportano nella Figura 75 i parametri caratteristici del
compressore e delle valvole. Con QN,0 e PR,0 si intendono la portata Q0 e PR,max alla frequenza di risonanza
della membrana f0.
Figura 75. Parametri caratteristici[19]
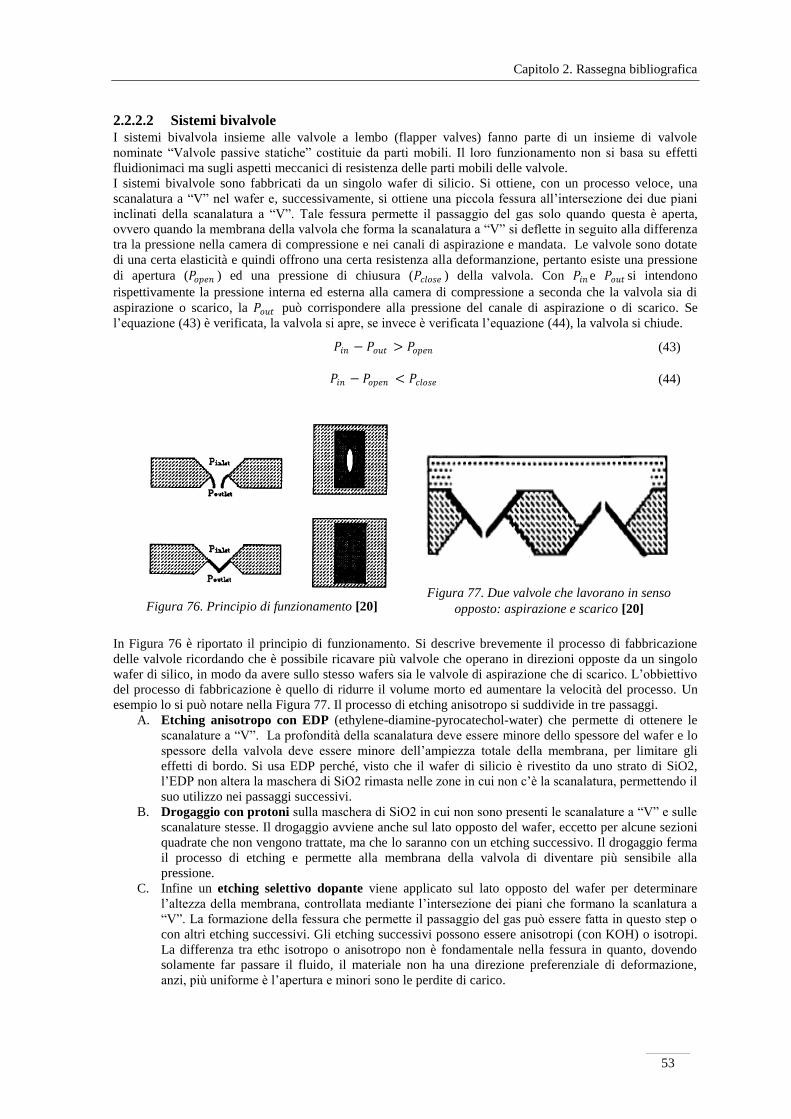
Capitolo 2. Rassegna bibliografica
53
2.2.2.2 Sistemi bivalvole
I sistemi bivalvola insieme alle valvole a lembo (flapper valves) fanno parte di un insieme di valvole
nominate “Valvole passive statiche” costituie da parti mobili. Il loro funzionamento non si basa su effetti
fluidionimaci ma sugli aspetti meccanici di resistenza delle parti mobili delle valvole.
I sistemi bivalvole sono fabbricati da un singolo wafer di silicio. Si ottiene, con un processo veloce, una
scanalatura a “V” nel wafer e, successivamente, si ottiene una piccola fessura all’intersezione dei due piani
inclinati della scanalatura a “V”. Tale fessura permette il passaggio del gas solo quando questa è aperta,
ovvero quando la membrana della valvola che forma la scanalatura a “V” si deflette in seguito alla differenza
tra la pressione nella camera di compressione e nei canali di aspirazione e mandata. Le valvole sono dotate
di una certa elasticità e quindi offrono una certa resistenza alla deformanzione, pertanto esiste una pressione
di apertura (𝑃𝑜𝑝𝑒𝑛 ) ed una pressione di chiusura (𝑃𝑐𝑙𝑜𝑠𝑒 ) della valvola. Con 𝑃𝑖𝑛 e 𝑃𝑜𝑢𝑡 si intendono
rispettivamente la pressione interna ed esterna alla camera di compressione a seconda che la valvola sia di
aspirazione o scarico, la 𝑃𝑜𝑢𝑡 può corrispondere alla pressione del canale di aspirazione o di scarico. Se
l’equazione (43) è verificata, la valvola si apre, se invece è verificata l’equazione (44), la valvola si chiude.
𝑃𝑖𝑛 − 𝑃𝑜𝑢𝑡 > 𝑃𝑜𝑝𝑒𝑛 (43)
𝑃𝑖𝑛 − 𝑃𝑜𝑝𝑒𝑛 < 𝑃𝑐𝑙𝑜𝑠𝑒 (44)
In Figura 76 è riportato il principio di funzionamento. Si descrive brevemente il processo di fabbricazione
delle valvole ricordando che è possibile ricavare più valvole che operano in direzioni opposte da un singolo
wafer di silico, in modo da avere sullo stesso wafers sia le valvole di aspirazione che di scarico. L’obbiettivo
del processo di fabbricazione è quello di ridurre il volume morto ed aumentare la velocità del processo. Un
esempio lo si può notare nella Figura 77. Il processo di etching anisotropo si suddivide in tre passaggi.
A. Etching anisotropo con EDP (ethylene-diamine-pyrocatechol-water) che permette di ottenere le
scanalature a “V”. La profondità della scanalatura deve essere minore dello spessore del wafer e lo
spessore della valvola deve essere minore dell’ampiezza totale della membrana, per limitare gli
effetti di bordo. Si usa EDP perché, visto che il wafer di silicio è rivestito da uno strato di SiO2,
l’EDP non altera la maschera di SiO2 rimasta nelle zone in cui non c’è la scanalatura, permettendo il
suo utilizzo nei passaggi successivi.
B. Drogaggio con protoni sulla maschera di SiO2 in cui non sono presenti le scanalature a “V” e sulle
scanalature stesse. Il drogaggio avviene anche sul lato opposto del wafer, eccetto per alcune sezioni
quadrate che non vengono trattate, ma che lo saranno con un etching successivo. Il drogaggio ferma
il processo di etching e permette alla membrana della valvola di diventare più sensibile alla
pressione.
C. Infine un etching selettivo dopante viene applicato sul lato opposto del wafer per determinare
l’altezza della membrana, controllata mediante l’intersezione dei piani che formano la scanlatura a
“V”. La formazione della fessura che permette il passaggio del gas può essere fatta in questo step o
con altri etching successivi. Gli etching successivi possono essere anisotropi (con KOH) o isotropi.
La differenza tra ethc isotropo o anisotropo non è fondamentale nella fessura in quanto, dovendo
solamente far passare il fluido, il materiale non ha una direzione preferenziale di deformazione,
anzi, più uniforme è l’apertura e minori sono le perdite di carico.
Figura 77. Due valvole che lavorano in senso
opposto: aspirazione e scarico [20]
Figura 76. Principio di funzionamento [20]

Capitolo 2. Rassegna bibliografica
54
Nella Figura 77 è riportato il processo di fabbricazione mentre nella Figura 79 è riportata la portata di N2 in
funzione della pressione esercitata sulla valvola: si può notare come al crescere della pressione cresca la
portata di azoto. Queste valvole hanno una lunghezza di circa 0.1 mm, uno spessore di circa 5 μm ed una
profondità di circa 50 μm. I vantaggi consistono in un processo di fabbricazione semplice e veloce e quindi
poco costoso, infatti le valvole sono prodotte da un singolo wafer di silicio a differenza delle Valvole a
lembo, come mostrato in seguito. Inoltre è possibile produrre più valvole sullo stesso wafer che lavorano in
direzioni opposte e possono essere applicate con i gas, infatti nel lavoro [20] le valvole sono testate con un
flusso di azoto. La rigidezza delle valvole deve essere controllata, durante la fabbricazione, per avere un
elevato controllo del flusso. I sistemi di valvole a tenuta, come i sistemi bivalvole e le valvole a lembo,
permettono di ottenere salti di pressione più elevati tra il fluido in ingresso e in uscita dal compressore, in
quanto offrono una maggior resistenza al flusso di ritorno (pari a 0) proprio per la presenza dei sistemi di
tenuta.
Però questi sistemi non possono funzionare ad elevate frequenze, infatti la frequenza di risonanza di queste
valvole è molto inferiore alla frequenza di risonanza della membrana, prorprio per la maggior inerzia delle
parti mobili delle valvole. Quindi una frequenza dell’ordine dei 10^3 Hz non permetterebbe l’apertura e la
chiusura delle valvole in fase con il funzionamento della membrana. Visto che ad elevate frequenze si hanno
elevate portate, per le modeste frequenze di funzionamento (50 Hz) si hanno basse portate.
Dunque le valvole passive statiche sono caratterizzate da elevati ∆p e basse frequenze operative e basse
portate volumetriche. Le descrizioni del sistema di funzionamento e del processo di produzione dei sistemi
bivalvole sono state estratte dal lavoro [20].
2.2.2.3 Valvole a lembo
Le valvole a lembo fanno parte delle valvole passive statiche e quindi sono dotate di parti mobili. A
differenza delle valvole passive dinamiche e dei sistemi bivalvole, sono prodotte da 2 wafer di silicio ed un
terzo wafer è usato per creare la camera di compressione. Come tutte le valvole passive statiche permettono
un miglior controllo della portata, devono però essere flessibili e duttili. Per soddisfare queste due
caratteristiche è molto importante la scelta del material delle valvole; per garantire le condizioni di flessibilità
si sceglie un materiale polimerico e le possibili alternative sono: poliammide, PDMS (polydimethylsiloxane)
e parylene.
Il poliammide e il PDMS tendono però ad evere elevate perdite di trafilamento e quindi, come effettutao nel
lavoro [21], si sceglie di utilizzare il parylene che presenta basse perdite di trafilamento. Il parylene presenta
anche una scarsa permeabilità ai liquidi e ai gas ed un basso modulo di Young (3 GPa, 1/30 del silicio) che
gli permette di deformarsi elasticamente facilmente.
Le valvole a lembo possono essere di due tipologie: tipologia a mensola (cantilever type) o tipologia a ponte
(bridge type) come illustrato in Figura 58. Nel lavoro [21] sono riportate anche le caratteristiche tecniche
dell’attuatore utilizzato con queste valvole. Si tratta di un attuatore piezoelettrico (E=62 GPa) di 200 μm di
Figura 79. Q vs p [20]
Figura 78. Processo di fabbricazione [20]

Capitolo 2. Rassegna bibliografica
55
spessore, depositato su un diaframma di silicio (E=162 GPa) dello spessore di 80 μm. Gli spessori ed i
moduli di Young devono essere scelti in modo tale che il piano neutro degli sforzi si trovi nel punto di
interfaccia tra il PTZ ed il diaframma di compressione. Dal lavoro [21] si deduce che la deflessione
dell’attuatore è proporzianale alla sua lunghezza (intesa come uno dei lati dell’area di contatto del PTZ con il
diaframma) ed è inversamente proporzionale al suo spessore. Inoltre a parità di altre condizioni, un aumento
della tensione di alimentazioni comporta un aumento della deflessione del PTZ. Sempre a parità di altre
condizioni, un aumento dello spessore comporta un aumento della pressione esercitata dal diaframma. Per
quanto riguarda le valvole, si possono avere le valvole a mensola o a ponte. Quelle a mensola hanno una
forma rettangolare, un lato corto fisso alla struttura e l’altro libero di muoversi. La frequenza di risonanza
delle valvole a mensola è calcolabile mediante l’equazione (45), mentre la frequenza di risonanza delle
bridge valves è calcolabile mediante l’equazione (46).
𝑓𝑟𝑒𝑠 ,𝑐𝑎𝑛𝑡𝑖𝑙𝑒𝑣𝑒𝑟 =1,8752
2𝜋𝐿2𝑙𝑒𝑛𝑔𝑡 𝑣𝑎𝑙𝑣𝑒
𝐸 ∗ 𝐼
𝜌𝑚𝑒𝑚𝑏𝑟𝑎𝑛𝑒
(45)
𝑓𝑟𝑒𝑠 ,𝑏𝑟𝑖𝑑𝑔𝑒 =4,732
2𝜋𝐿𝑙𝑒𝑛𝑔𝑡 𝑣𝑎𝑙𝑣𝑒2 ∗
𝐸 ∗ 𝐼
𝜌𝑚𝑒𝑚𝑏𝑟𝑎𝑛𝑒
(46)
Le bridge valves, a causa della loro struttura, sono quelle che presentano le maggiori perdite di pressione.
Nel lavoro [21] sono state studiate le perdite di pressione in funzione dei parametri progettuali. La funzione
ottenuta delle perdite di pressione al variare dei parametri progettuali è stata derivata una volta rispetto ad
una di queste variabili e posta uguale a 0 ricercandone il minimo. La funzione ottenuta, parametrizzata sulle
altre variabili, è rappresentata nella figura sottostante. Dunque nella scelta dei parametri geometrici, tale
grafico permette di ottenere una configuarzione che minimizza le perdite di pressione attraverso le valvole.
Osservando la Figura 58 si può notare il funzionamento dei due tipi di valvole. Sulle ordinate della Figura 80
è riportato il rapporto a/L. Tale valore è sempre minore di 1, cioè “a” è sempre minore di “L”. Quindi a parità
di altri parametri, scelto “a”, “L” deve essere molto maggiore di “a” ed il suo valore preciso viene letto dal
grafico. Ma lunghezze elevate comportano una riduzione della rigidezza della valvola e quindi un minore ∆p
ottenibile sul flusso. La scelta di “a” e “L” è quindi dovuta ad un trade off tra le perdite di pressione ed il ∆p
dsel flusso ottenibile all’interno del compressore. Valori tipici sono di circa a=150 μm e L=300 μm.
Per quanto riguarda le valvole a mensola, queste sono posizionate in senso opposto a seconda che siano di
aspirazione o di mandata. A seconda della direzione del flusso e della pressione esercitata, queste si aprono o
chiudono mantendo un lato fisso alla struttura. Per quanto riguarda le bridge valve, queste sono costituite da
una parte centrale a forma quadrata, dalle braccia mobili e dagli elementi a forma quadrata fissi alla struttura.
Figura 80. Parametri delle minime perdite di pressione[21]

Capitolo 2. Rassegna bibliografica
56
La parte centrale, durante il suo spostamento, va a chiudere o ad aprire i canali di aspirazione o di scarico in
cui passa il fluido. Anche in questo caso le valvole di aspirazione sono posizionate in senso opposto a quelle
di scarico. Quando il canale dedicato al passaggio del flusso è chiuso dalla parte centrale della valvola (di
aspirazione o di mandata), il flusso non può passare (in ingresso o in uscita). Durante l’apertura della valvola,
la parte centrale si allontana dal canale permettendo il passaggio del gas che fluisce tra la braccia che
collegano l’elemento centrale alle parti fisse delle valvola. Per la fabbricazione del PTZ applicato a sistemi
con valvole a mensola e a ponte non ci si addentra in modo dettagliato nel processo. Si tratta di processi di
etching su wafers di silicio alternati a trattamenti superficiali con materiali particolari. Vengono anche
applicati processi di incollaggio, infatti il PTZ deve essere depositato sulla membrana di silicio una volta che
su quest’ultima sono stati stampati gli elettrodi (“Top” and “bottom” electrode). In Figura 81 è riportata la
sequenza dei processi per la costruzione del diaframma di silicio e della base d’appoggio per il PTZ. Non si
entra nel dettaglio della descrizione del processo in quanto la lettura della figura fornisce già una spiegazione
sufficiente allo scopo della trattazione.
Figura 82. Fabbricazione delle valvole a mensola(sinistra) e delle valvole a ponte (destra) [21]
Figura 81. Fabbricazione della base d’appogio el PZT [21]

Capitolo 2. Rassegna bibliografica
57
Da questi processi si nota che la camera di compressione viene ottenuta da un wafer di silicio, mentre il
sistema di valvole viene ottenuto dalla giunzione di due wafer di silicio. Sempre dal lavoro [21] si può notare
come la portata volumetrica delle valvole a lembo aumenti all’aumentare della tensione di picco e
all’aumentare della frequenza operativa, come illustrato in Figura 83.
In Figura 84 nella pagina seguente è riportato l’andamento della portata volumetrica in funzione della
frequenza, parametrizzata sulla tensione di picco. Si può notare che le valvole a mensola hanno un
comportamento diverso dalla valvole a ponte. Si analizzano i vari tratti del grafico comparando il
comportamento delle due tipologie di valvole.
Nel segmento “A” (tipologia a mensola) e “X” (tipologia a ponte), in cui la frequenza varia tra i 10 Hz ed i
100 Hz , la portata aumenta linearmente con la frequenza. Nel segmento “B” la portata decresce, mentre nel
segmento “Y” questa rimane costante (sia “B” che “Y” si trovano nello stesso range di frequenza). La
riduzione di portata nel segmento “B” è dovuta al fatto che a tali frequnze le valvole non si aprono in fase
con il sistema e quindi si ha un calo di portata. Tale effetto lo si riscontra anche nel segmento “Y” ma in
modo meno marcato, infatti la portata rimane costante perché nelle bridge type non si verifica il ricircolo sul
lato opposto della valvola che ostacola il passaggio del flusso, come illustrato in Figura 85.
Nel segmento “C” come pure nel segmento “Z” si ha un aumento di portata perché si è raggiunta la frequenza
di risonanza delle valvole e quindi si ha una maggiore apertura di queste. Successivamente la portata
decresce bruscamente in quanto la frequenza operativa diventa maggiore della frequenza delle valvole, le
quali non riescono ad aprirsi con la stessa velocità di funzionamento del sistema. Nel segmento “D”, come
pure nel segmento “R”, si ha ancora un picco di portata, il più alto, perché si è raggiunta la frequenza di
risonanza dell’attuatore piezoelettrico. Nel segmento “E”, come pure nel segmento “S”, la frequenza è troppo
elevata e la portata descresce fino ad arrivare a valori anche negativi per le valvole a mensola oppure a zero
per le bridge valves. Sempre dalla Figura 84 si può notare come all’aumentare della tensione di picco
aumenti la portata. Sempre dal lavoro [21] si è trovato che per le valvole a mensola, una frequenza operativa
di 4000 Hz ed una tensione di picco di 120 V, permettono di mantenere la portata costante intorno ai 500
μl/min fino ad una contropressione (back pressure) massima di 2,5 kPa. Mentre per le bridge valves, una
frequenza operativa di 4000 Hz ed una tensione di picco di 120 V, permettono di avere una portata quasi
costante intorno ai 370 μl/min fino ad una back pressure massima di 2,5 kPa. Come mostrato dal grafico in
Figura 84, è possibile controllare la portata volumetrica regolando la frequenza.
Per concludere, le portate tipiche di funzionamento dei sistemi con le valvole a lembo sono di circa 700
μl/min. Come tutte le valvole passive statiche, le valvole a lembo non possono funzionare a frequenze troppo
elevate a causa della presenza di parti mobili che hanno una maggior inerzia. Le valvole a lembo presentano
gli stessi pregi e difetti delle valvole passive statiche già alencati nella descrizione dei sistemi bivalvole.
Nello studio [21] il fluido di lavoro è un liquido; non sono stati trovati in letteratura casi di applicazione ad
un gas.
Figura 83. Flusso alla mandata in funzione della tensione applicata [21]

Capitolo 2. Rassegna bibliografica
58
2.2.2.4 Attuatore piezoelettrico
Nel lavoro [22] vengono presentate le varie tipologie di attuatore piezoelettrico. Nel legare l’attuatore
piezoelettrico alla membrana di silicio si riscontrano dei problemi di allineamento, infatti si ricorda che un
corretto posizionamento dell’attuatore sulla membrana permette una distribuzione più uniforme degli sforzi
sulla membrana stessa. E’ richiesta quindi una notevole precisione durante la giunzione tra questi due
elementi, ciò comporta elevati tempi e costi di produzione. Al posto delle tecniche tradizionali di deposizione
dell’attuatore sulla membrana, ottenuta con la giunzione mediante un materiale legante, vengono proposte
altre tecniche innovative. Le possibili alternative alla tecnologia di fabbricazione tradizionale sono:
deposizione di un gel piezoelettrico sulla membrana;
physical vapour deposition (deposizione fisica di vapore);
screen printing & silicon micromachining (serigrafia e microlavorazioni al silicio)
Figura 85. Modello di flusso attraverso le valvole [21]
Figura 84. Flusso alla mandata in funzione della frequenza operativa [21]
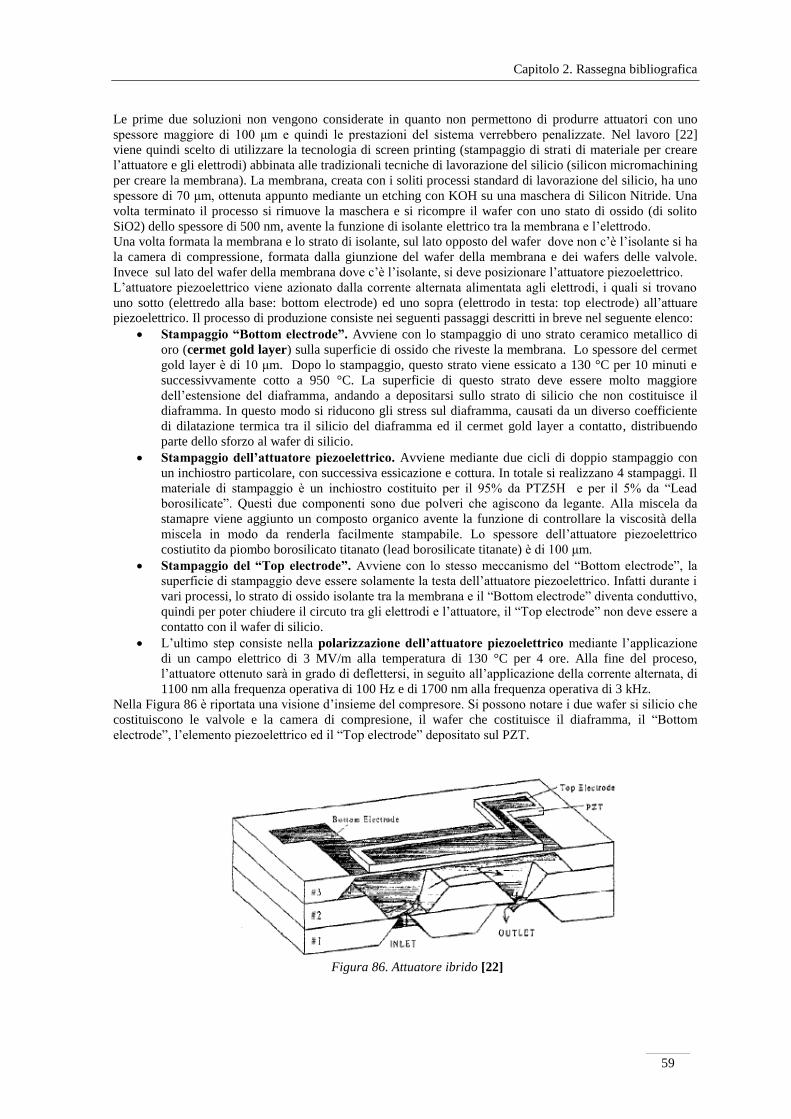
Capitolo 2. Rassegna bibliografica
59
Le prime due soluzioni non vengono considerate in quanto non permettono di produrre attuatori con uno
spessore maggiore di 100 μm e quindi le prestazioni del sistema verrebbero penalizzate. Nel lavoro [22]
viene quindi scelto di utilizzare la tecnologia di screen printing (stampaggio di strati di materiale per creare
l’attuatore e gli elettrodi) abbinata alle tradizionali tecniche di lavorazione del silicio (silicon micromachining
per creare la membrana). La membrana, creata con i soliti processi standard di lavorazione del silicio, ha uno
spessore di 70 μm, ottenuta appunto mediante un etching con KOH su una maschera di Silicon Nitride. Una
volta terminato il processo si rimuove la maschera e si ricompre il wafer con uno stato di ossido (di solito
SiO2) dello spessore di 500 nm, avente la funzione di isolante elettrico tra la membrana e l’elettrodo.
Una volta formata la membrana e lo strato di isolante, sul lato opposto del wafer dove non c’è l’isolante si ha
la camera di compressione, formata dalla giunzione del wafer della membrana e dei wafers delle valvole.
Invece sul lato del wafer della membrana dove c’è l’isolante, si deve posizionare l’attuatore piezoelettrico.
L’attuatore piezoelettrico viene azionato dalla corrente alternata alimentata agli elettrodi, i quali si trovano
uno sotto (elettredo alla base: bottom electrode) ed uno sopra (elettrodo in testa: top electrode) all’attuare
piezoelettrico. Il processo di produzione consiste nei seguenti passaggi descritti in breve nel seguente elenco:
Stampaggio “Bottom electrode”. Avviene con lo stampaggio di uno strato ceramico metallico di
oro (cermet gold layer) sulla superficie di ossido che riveste la membrana. Lo spessore del cermet
gold layer è di 10 μm. Dopo lo stampaggio, questo strato viene essicato a 130 °C per 10 minuti e
successivvamente cotto a 950 °C. La superficie di questo strato deve essere molto maggiore
dell’estensione del diaframma, andando a depositarsi sullo strato di silicio che non costituisce il
diaframma. In questo modo si riducono gli stress sul diaframma, causati da un diverso coefficiente
di dilatazione termica tra il silicio del diaframma ed il cermet gold layer a contatto, distribuendo
parte dello sforzo al wafer di silicio.
Stampaggio dell’attuatore piezoelettrico. Avviene mediante due cicli di doppio stampaggio con
un inchiostro particolare, con successiva essicazione e cottura. In totale si realizzano 4 stampaggi. Il
materiale di stampaggio è un inchiostro costituito per il 95% da PTZ5H e per il 5% da “Lead
borosilicate”. Questi due componenti sono due polveri che agiscono da legante. Alla miscela da
stamapre viene aggiunto un composto organico avente la funzione di controllare la viscosità della
miscela in modo da renderla facilmente stampabile. Lo spessore dell’attuatore piezoelettrico
costiutito da piombo borosilicato titanato (lead borosilicate titanate) è di 100 μm.
Stampaggio del “Top electrode”. Avviene con lo stesso meccanismo del “Bottom electrode”, la
superficie di stampaggio deve essere solamente la testa dell’attuatore piezoelettrico. Infatti durante i
vari processi, lo strato di ossido isolante tra la membrana e il “Bottom electrode” diventa conduttivo,
quindi per poter chiudere il circuto tra gli elettrodi e l’attuatore, il “Top electrode” non deve essere a
contatto con il wafer di silicio.
L’ultimo step consiste nella polarizzazione dell’attuatore piezoelettrico mediante l’applicazione
di un campo elettrico di 3 MV/m alla temperatura di 130 °C per 4 ore. Alla fine del proceso,
l’attuatore ottenuto sarà in grado di deflettersi, in seguito all’applicazione della corrente alternata, di
1100 nm alla frequenza operativa di 100 Hz e di 1700 nm alla frequenza operativa di 3 kHz.
Nella Figura 86 è riportata una visione d’insieme del compresore. Si possono notare i due wafer si silicio che
costituiscono le valvole e la camera di compresione, il wafer che costituisce il diaframma, il “Bottom
electrode”, l’elemento piezoelettrico ed il “Top electrode” depositato sul PZT.
Figura 86. Attuatore ibrido [22]
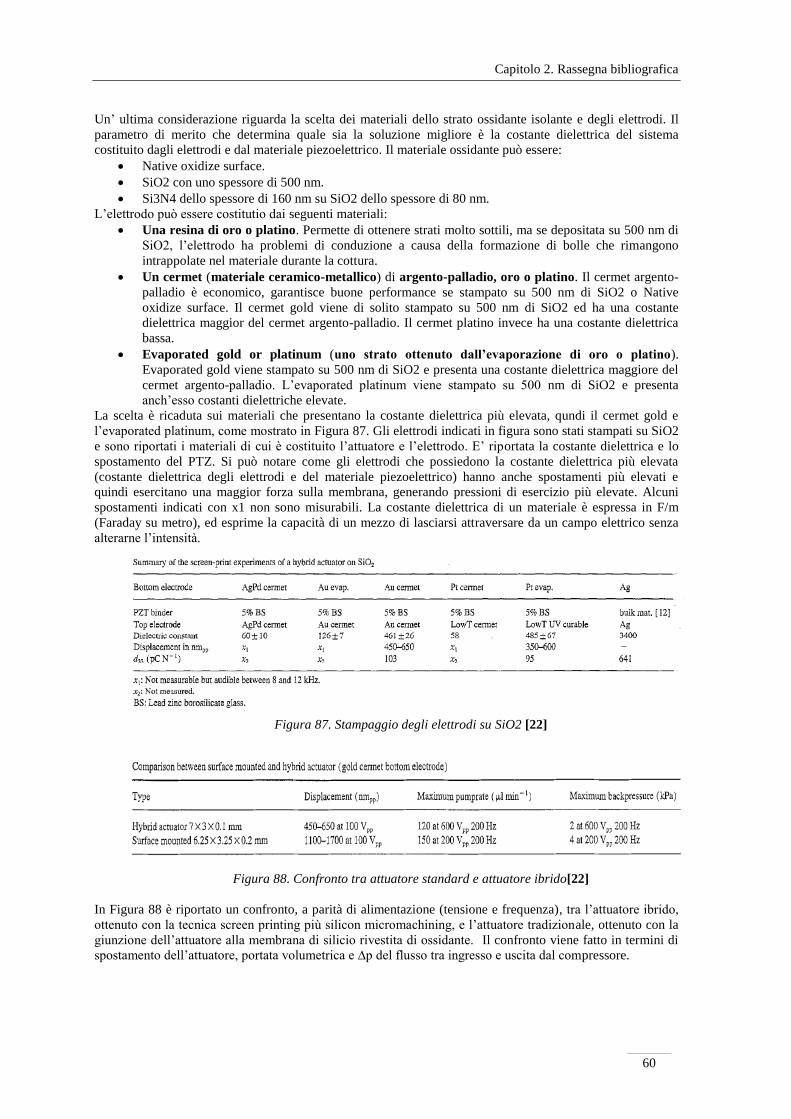
Capitolo 2. Rassegna bibliografica
60
Un’ ultima considerazione riguarda la scelta dei materiali dello strato ossidante isolante e degli elettrodi. Il
parametro di merito che determina quale sia la soluzione migliore è la costante dielettrica del sistema
costituito dagli elettrodi e dal materiale piezoelettrico. Il materiale ossidante può essere:
Native oxidize surface.
SiO2 con uno spessore di 500 nm.
Si3N4 dello spessore di 160 nm su SiO2 dello spessore di 80 nm.
L’elettrodo può essere costitutio dai seguenti materiali:
Una resina di oro o platino. Permette di ottenere strati molto sottili, ma se depositata su 500 nm di
SiO2, l’elettrodo ha problemi di conduzione a causa della formazione di bolle che rimangono
intrappolate nel materiale durante la cottura.
Un cermet (materiale ceramico-metallico) di argento-palladio, oro o platino. Il cermet argento-
palladio è economico, garantisce buone performance se stampato su 500 nm di SiO2 o Native
oxidize surface. Il cermet gold viene di solito stampato su 500 nm di SiO2 ed ha una costante
dielettrica maggior del cermet argento-palladio. Il cermet platino invece ha una costante dielettrica
bassa.
Evaporated gold or platinum (uno strato ottenuto dall’evaporazione di oro o platino).
Evaporated gold viene stampato su 500 nm di SiO2 e presenta una costante dielettrica maggiore del
cermet argento-palladio. L’evaporated platinum viene stampato su 500 nm di SiO2 e presenta
anch’esso costanti dielettriche elevate.
La scelta è ricaduta sui materiali che presentano la costante dielettrica più elevata, qundi il cermet gold e
l’evaporated platinum, come mostrato in Figura 87. Gli elettrodi indicati in figura sono stati stampati su SiO2
e sono riportati i materiali di cui è costituito l’attuatore e l’elettrodo. E’ riportata la costante dielettrica e lo
spostamento del PTZ. Si può notare come gli elettrodi che possiedono la costante dielettrica più elevata
(costante dielettrica degli elettrodi e del materiale piezoelettrico) hanno anche spostamenti più elevati e
quindi esercitano una maggior forza sulla membrana, generando pressioni di esercizio più elevate. Alcuni
spostamenti indicati con x1 non sono misurabili. La costante dielettrica di un materiale è espressa in F/m
(Faraday su metro), ed esprime la capacità di un mezzo di lasciarsi attraversare da un campo elettrico senza
alterarne l’intensità.
In Figura 88 è riportato un confronto, a parità di alimentazione (tensione e frequenza), tra l’attuatore ibrido,
ottenuto con la tecnica screen printing più silicon micromachining, e l’attuatore tradizionale, ottenuto con la
giunzione dell’attuatore alla membrana di silicio rivestita di ossidante. Il confronto viene fatto in termini di
spostamento dell’attuatore, portata volumetrica e ∆p del flusso tra ingresso e uscita dal compressore.
Figura 88. Confronto tra attuatore standard e attuatore ibrido[22]
Figura 87. Stampaggio degli elettrodi su SiO2 [22]

Capitolo 2. Rassegna bibliografica
61
Le prestazioni dell’attuatore tradizionale sono maggiori di quelle dell’attuatore ibrido. Per l’attuatore
tradizionale gli spostamenti caratteristici sono di corca 1100-1700 nm, la portata volumetrica di 150 μl/min
ed il ∆p di 4 kPa. Le dimensioni caratteristiche sono di circa (6÷7 x 3÷3,25 x 0,1÷0,2) mm^3.
Le performance dell’attuatore ibrido sono di 1/6÷1/3 di quelle dell’attuatore trdizionale, ma questa riduzione
di rendimento può essere compensata da un processo di fabbricazione più economico.
2.2.3 Vantaggi e svantaggi di tale tecnologia
I vantaggi e gli svantaggi dei compressori piezoelettrici vengono elencati nel capitolo seguente dedicato alla
descrizione dei compressori elettrostatici, in modo da confrontare questa tecnologia con i compressori
elettrostatici. Infatti, data la differenza di dimensioni e le diverse applicazioni, non avrebbe senso confrontare
i compressori piezoelettrici con i compressori lineari o alternativi. Invece i compressori piezoelettrici ed
elettrostatici sono entrambi compressori a membrana, ma si differenziano per la tipologia di azionamentol
elettrico. Data la somoglianza, sia in termini di tecnologia sia in termini di dimensioni e quindi di
applicazioni, ha senso confrontare queste due tecnologie.
2.2.4 Applicazioni pratiche e parametri di funzionamento
La tecnologia appena descritta può essere in grado di utilizzare come fluido di lavoro un gas
(microcompressore) o un liquido (micropompa). Essendo sistemi di dimensioni molto ridotte, questi
compressori o micropompe trovano impiego nei settori in cui è richiesta una bassisima portata ed un
bassisismo salto di pressione. Le applicazioni più diffuse sono nei sistemi per le analisi chimiche, nel
stampanti a getto d’inchiostro e nei sistemi medici per pompare un fluido all’interno di condotti di
dimensioni molto ridotte. Nel lavoro [16] si è provato ad estendere l’applicazione di tale tecnologia al settore
microelettronico. Si è cercato di creare un microsistema di raffreddamento da applicare ai chip dei sensori ad
immagini infrarosse che operano alle frequenze dei terahertz. Il compressore piezoelettrico alimenta un
sistema di microrefrigerazione che sfrutta l’effetto Joule-Thomson come già descritto in precedenza.
Nella Tabella 5 sono riportati i parametri caratteristici e nella Tabella 6 vengono elencati i parametri
carattteristici di un compressore e di una pompa ad azionamento piezoelettrico con valvole passivedinamiche.
I parametri sono divisi a seconda del fluido di lavoro, liquido o gas, e quindi a seconda che si tratti di un
compressore o di una pompa. Nella Tabella 7 sono riportati i parametri caratteristici di un compressore
piezoelettrico costituito da valvole passive statiche e più precisamente da sistemi bivalvole. Nella Tabella 8
sono riportati i parametri caratteristici di una micropompa con valvole passive statiche del tipo valvole a
lembo.
Tabella 5. Compressore piezoelettrico per il ciclo di raffreddamento Joule-Thomson [16]
Grandezza Valore [u.m]
Ciclo
beta 16÷25
𝑉 0,15 cm^3/s
𝑇𝑜𝑝𝑒𝑟𝑎𝑡𝑖𝑛𝑔 = 𝑇𝑠𝑒𝑛𝑠𝑜𝑟 77 K
𝑄 𝑐𝑜𝑜𝑙𝑖𝑛𝑔 5 mW
𝑊 𝑒𝑙 ,𝑚𝑎𝑥 200 mW
Fluido di lavoro 𝑁2
Compressore
Corsa della membrana 28 mm
Volume spazzato 2 mm^3
Spessore della membrana 10 mm
Diametro della membrana 500 mm
Materiale della membrana Metalized polyamide
Materiale piezoelettrico Zirconium titanate
V totale compressore 2÷10 cm^3
𝑓𝑑𝑟𝑖𝑣𝑒 100 Hz

Capitolo 2. Rassegna bibliografica
62
Tabella 6.Compressore piezoelettrico con valvole passive dinamiche [17], [18] e [19]
Grandezza Valore [u.m]
Fluido di lavoro Metanolo, acqua
𝑓𝑚𝑎𝑥 10 kHz
𝑓𝑟𝑒𝑠 3÷5 kHz
𝑉 𝑟𝑒𝑠 ,𝑧𝑒𝑟𝑜 𝑙𝑜𝑎𝑑 𝑐𝑜𝑛𝑑𝑖𝑡𝑖𝑜𝑛𝑠 300÷480 μl/min
𝑃𝑅 𝑚𝑎𝑥 ,𝑟𝑒𝑠 4÷8 kPa
Corsa della membrana 45÷50 mm
Tensione di picco 50 V
Dimensioni della camera 10 x 10 x 0,4÷0,75 𝑚𝑚3 Spessore (t) 370 mm
Diametro delle valvole (d) 120÷170 mm
Angolo delle valvole (α ) 54,74°
Fluido di lavoro Aria
Larghezza della membrana 11 mm
Altezza della membrana 33 mm
Diametro delle valvole (d) 132 mm
Angolo delle valvole (α) 54,74°
𝑃𝑚𝑎𝑥 100 kPa
𝑓𝑟𝑒𝑠 12,1 kHz
𝑉 𝑟𝑒𝑠 ,𝑧𝑒𝑟𝑜 𝑙𝑜𝑎𝑑 𝑐𝑜𝑛𝑑𝑖𝑡𝑖𝑜𝑛𝑠 7,5 ml/min
𝑃𝑅 𝑚𝑎𝑥 ,𝑟𝑒𝑠 2,8 kPa
Tabella 7. Sistemi bivalvole (Bivalvular system) [20]
Grandezza Valore [u.m]
Fluido di lavoro 𝑁2
Lunghezza delle valvole 0,1 mm
Spessore delle valvole 5 mm
Profondità delle valvole 50 mm
𝑉 𝑚𝑎𝑥 15-20 ml/min
𝑃𝑚𝑎𝑥 di tenuta 0,4÷0,6 bar
Tabella 8. Valvole a lembo (Flapper valves) [21]
Grandezza Valore [u.m]
Fluido di lavoro Liquido
Dimensioni delle valvole 13 x 13 x 1,2 mm^3
𝑉 𝑐𝑜𝑠𝑡 (𝑉𝑝𝑖𝑐𝑐𝑜 = 120 𝑉; 𝑓 = 4 𝑘𝐻𝑧) 350÷400 μl/min
𝑃𝑅,𝑚𝑎𝑥 (𝑉𝑝𝑖𝑐𝑐𝑜 = 120 𝑉; 𝑓 = 4 𝑘𝐻𝑧) 2,5 kPa
𝑓𝑟𝑒𝑠 ,𝑐𝑎𝑛𝑡𝑖𝑙𝑒𝑣𝑒𝑟 𝑣𝑎𝑙𝑣𝑒𝑠 500 Hz
𝑓𝑟𝑒𝑠 ,𝑏𝑟𝑖𝑑𝑔𝑒 𝑣𝑎𝑙𝑣𝑒𝑠 1000 Hz
𝑓𝑟𝑒𝑠 ,𝑚𝑒𝑚𝑏𝑟𝑎𝑛𝑒 6000 Hz
𝑉 𝑚𝑎𝑥 ,𝑐𝑎𝑛𝑡𝑖𝑙𝑒𝑣𝑒𝑟 (𝑓𝑟𝑒𝑠 ,𝑚𝑒𝑚𝑏𝑟𝑎𝑛𝑒 = 6000 𝐻𝑧) 430 μl/min
𝑉 𝑚𝑎𝑥 ,𝑏𝑟𝑖𝑑𝑔𝑒 (𝑓𝑟𝑒𝑠 ,𝑚𝑒𝑚𝑏𝑟𝑎𝑛𝑒 = 6000 𝐻𝑧) 700 μl/min
Precedentemente si è detto che i sistemi con valvole passive dinamiche forniscono portate maggiori e salti di
pressione minori, invece i sistemi con valvole passive statiche tendono a fornire portate minori con salti di
pressione maggiori. Dai dati riportati nelle tabelle si nota che tale affermazione non è proprio vera, ma ciò
non significa che i concetti esposti nella parte teorica siano sbagliati, in quanto tali dati sono stati estrapolati
dagli articoli trovati in letteratura scritti da autori diversi. Non è quindi corretto confrontare i dati delle varie
tipologie di valvole, in quanto il confronto non è detto che sia a parità di dimensioni o di potenza in ingresso
al compressore. Tali dati sono stati riportati per fornire al lettore un’idea dell’ordine di grandezza delle
dimensioni di questa tecnologia e dei suo principali parametri di funzionamento.

Capitolo 2. Rassegna bibliografica
63
2.3 Compressori elettrostatici
Si passa ora alla descrizione dei compressori ad azionamento elettrostatico. Tale tecnologia si basa sempre
sulla compressione di un gas mediante una membrana che fa da effetto pistone, attraverso la riduzione del
volume a disposizione del gas. Nei paragrafi seguenti vengono descritti i componenti di questa tecnologia, gli
aspetti tecnologici rilevanti, i vantaggi e gli svantaggi, le applicazioni pratiche ed i parametri caratterstici.
2.3.1 Descrizione dei componenti
Il compressore ad azionamento elettrostatico è costituito dai seguenti componenti:
camera di compressione;
membrana (spesso anche chiamata diaframma);
sistema di valvole;
sistema di azionamento elettrostatico;
impianto di raffreddamento nel quale è integrato.
A differenza di quanto fatto per le due precedenti tecnologie, non viene dedicato un paragrafo alla
descizione di ogni componente, ma si descrivono tutti i componenti in un unico paragrafo.
Come si può notare dalla Figura 89 e dalla Figura 90, la camera di compressione è costituita da una sfera
cava la cui superficie interna è rivestita da elettrodi metallici. La membrana è formata da un materiale
flessibile (materiale polimerico) la cui circonferenza è fissata alla cavità sferica. La membrana è rivestita
internamente su entrambe le semicavità dall’elettrodo metallico. I condotti di ingresso del gas nella camera di
compressione sono quelli indicati con la lettere “S” (aspirazione: suction) nella Figura 90. Mentre i condotti
di scarico, con al loro interno le valvole di scarico, sono quelli indicati con la lettera “D” (scarico: discharge).
La cavità sferica viene divisa dalla membrana in due camere di compressione. Come già detto, entrambi i lati
della membrana e tutta la superficie interna della sfera vengono rivestite da un materiale metallico che svolge
la funzione di elettrodo. Tramite una connessione elettrica tra l’elettrodo della cavità ed un generatore di
tensione ed un’altra connessione elettrica tra l’elettrodo della membrana e il generatore di tensione, è
possibile stabilire una differenza di potenziale tra l’elettrodo della cavità e l’elettrodo della membrana.
Questa differenza di potenziale genera un campo elettrostatico e quindi una forza di attrazione elettrostatica
tra la membrana e la cavità. Dato che l’unica parte mobile è la membrana, questa viene attratta sulla
superficiè della cavità comprimendo il gas intrappolato all’interno del volume tra la membrana ed una delle
Figura 90. Componenti della camera di compressione [25]
Figura 89. Schema del compressore [23]

Capitolo 2. Rassegna bibliografica
64
due cavità semisferiche. Ovviamente la forza elettrostatica deve vincere la forza di deformazione elastica
della membrana e la forza che il gas, grazie alla sua pressione, esercita sulla membrana in direzione opposta
al suo spostamento. La parte della membrana che per prima inizia a deformarsi è la parte più
circonferenziale, la quale verrà in contatto con l’elettrodo della cavità. Per evitare un corto circuito tra i due
elettrodi a contatto, entrambe le superfici (membrana e cavità) vengono rivestite di un materiale dielettrico.
Il gas intrappolato nel volume comrpeso tra membrana e cavità viene compresso al ridursi del suo volume a
disposizione e, raggiunta la pressione di scarico, si ha l’apertura delle valvole di scarico che permettono la
fuoriuscita del gas. Una volta uscito il gas, la differenza di tensione tra membrana e cavità fornita dal
generatore, viene spostata, agendo sulle connessioni elettriche, tra la membrana e la superficie dell’altra
cavità semisferica. In questo modo la membrana si muove nel senso opposto e quindi comprime il gas che si
trova nell’altra cavità. In questa tecnologia l’alimentazione avviene in corrente continua e non corrente
alternata, quindi il valore della tensione (una volta scelto in funzione delle prestazioni che si vogliono
ottenere) non varia. Variano gli elementi a cui tale tensione è applicata. Infatti spostando la differnza di
tensione esistente tra la membrana e la cavità semisferica, sulla superficie dell’altra cavità semisferica, si
genera un campo elettrostatico e quindi una forza di attrazione elettrostatica tra l’altra superficie della
membrana e l’altra cavità, permettendo quindi alla membrana di spostarsi verso quest’altra cavità,
comprimendo il gas al suo interno. Un aspetto importante da sottolineare è la fase di aspirazione. Come si
può notare dalla Figura 90, il diaframma in fase di riposo si trova in una posizione tale da permettere
l’ingresso del gas, proveniente dal condotto di aspirazione, in entrambe le due semisfere. Nel condotto di
aspirazione non sono presenti delle valvole perché, grazie alle due camere di compressione, il gas entra
continuamente nella cavità sferica.
Il fatto che la prima parte del diaframma ad entrare in contatto con la cavità sia quella più circonferenziale,
permette di creare un volume chiuso di compressione del gas (il volume tra la membrana e la cavità
interessata alla compressione). Per volume chiuso si intende un volume che, durante la fase di compressione,
non permette l’ingresso del gas. Mentra una cavità viene isolata dal condotto di aspirazione, per costruzione
geometrica, l’altra cavità è in grado di ricevere interamente il flusso di gas proveniente dal condotto di
aspirazione. Quindi mentre una camera si trova nella fase di comrpessione, l’altra si trova nella fase di
aspirazione. In Figura 91 è riportata una rappresentazione schematica del principio di funzionamento.
Figura 91. Principio di funzionamento [24]

Capitolo 2. Rassegna bibliografica
65
Questo compressore viene inserito all’interno di un ciclo frigorifero a vapore per il raffreddamento di
componenti elettronici. Tra le varie tecnologie di raffreddamento si è scelto il ciclo frigorifero perché
presenta i seguenti vantaggi:
permette di mantenere la temperatura del componente da raffreddare a valori bassi pur dissipando
un’elevata potenza termica;
maggior possibilità di ridurre le temperature operative e quindi le prestazioni del componente
elettronico.
Il ciclo frigorifero a vapore presenta però i seguenti svantaggi:
elevata complessità d’impianto ed elevati costi;
il volume totale del sistema è elevato e quindi più difficile da applicare nei sistemi elettronici
dove si ha la tendenza a ridurre le dimensioni dei componenti;
bassa affidabilità delle parti mobili (membrana).
Una rappresentazione schematica dell’impianto frigorifero è riportata nella Figura 92. Si può notare che la
potenza termica da asportare Q cooling proviene da un componente elettronico come la CPU. Non si entra nel
dettaglio della descrizione del ciclo frigorifero perché non è lo scopo di questo paragrafo.
2.3.2 Aspetti tecnologici rilevanti
In questo paragrafo viene spiegato il modello quasi statico utilizzato per determinare la tensione operativa del
compressore e vengono analizzati i parametri di progettazione del compressore ottimizzandone le prestazioni.
Vengono inoltre descritte anche le modifiche tecnologiche apportate ai tradizionali compressori elettrostatici.
2.3.2.1 Modello quasi statico
Per determinare la tensione operativa del compressore, nel lavoro [23] e [24] è stato proposto un modello
quasi statico. Prima di addentrarsi nella descrizione di tale modello è opportuno definire cosa sia la tensione
di “Pull-in”. Si definisce “Pull-in voltage” la minima tensione che deve essere applicata tra membrana e
cavità semisferica, per fare in modo che queste siano completamente in contatto.
Quindi la tensione di “Pull.in” corrisponde alla minima tensione necessaria a far funzionare il sistema. Il
modello quasi statico consiste in un bilancio di forze agenti sulla membrana: la forza elettrostatica, la forza di
deformazione elastica della membrana e la forza dovuta alla pressione del gas. Per prima cosa la cavità viene
segmentata e considerata come una serie di sgmenti piani e paralleli fra loro che si trovano a diverse distanze
dalla membrana. Queste distanze variano durante la fase di comrpessione.
Durante la fase di compressione, la membrana si avvicina prima ai segmenti della cavità più vicini ad essa e
quindi a quelli circonferenziali. Il modello quasi statico calcola la forza elettrostatica necessaria a portare in
contatto gli elementi più esterni del diaframma con la cavità, tale forza deve vincere la forza elastica e la
forza dovuta alla pressione. A ogni segmento si applica il bilancio tra queste forze. In seguito si ripete il
calcolo per i segmenti più interni. Ovviamente i risultati dei segmenti più interni dipendono dai risultati dei
Figura 93. Segmentazione della superfice della camera sferica [23]
Figura 92. Ciclo Rankine inverso [25]

Capitolo 2. Rassegna bibliografica
66
segmenti più esterni. Infatti, una volta che questi entrano in contatto con la membrana, cambia la pressione
come pure la distanza tra la membrana ed i segmenti ancora liberi.
Prima di riportare le equazioni del modello, si elencano le ipotesi su cui questo si basa:
𝜕
𝜕𝑡= 0 effetti dinamici trascurati, si considerano le trasformazioni quasi statiche;
si considera solo metà della cavità semisferica;
il modulo di Young (E) della membrana è costante ed uniforme, mentre si strascura il modulo di
Young del materiale dielettrico e degli elementi metallici dell’elettrodo;
le forze agiscono tutte perpendicolarmente alla membrana;
la compressione del gas è isoentropica;
l’apertura e la chiusura delle valvole è istantanea e durante queste fasi la pressione all’interno della
camera è costante;
si trascura il gas che viene intrappolato tra la membrana e la cavità quando queste sono in contatto;
si trascura l’attrito tra membrana e cavità come pure l’attrito del gas sulle pareti della membrana;
si ferma il calcolo quando il volume occupato dal gas compresso è pari all’1% della camera di
compressione.
Ogni segmento viene indicato con la lettera “i”, di seguito si riportano le equazioni utilizzate nel modello.
𝑝𝑒𝑟 𝑖 = 1: 𝑁 (𝑛𝑢𝑚𝑒𝑟𝑜 𝑠𝑒𝑔𝑚𝑒𝑛𝑡𝑖) (47)
𝐹𝑒𝑙𝑒𝑡𝑡𝑟𝑜𝑠𝑡𝑎𝑡𝑖𝑐𝑎 ,𝑖 = 𝐹𝑒𝑙𝑎𝑠𝑡𝑖𝑐𝑎 ,𝑖 + 𝐹𝑔𝑎𝑠 ,𝑖 (48)
𝐹𝑒𝑙𝑒𝑡𝑡𝑟𝑜𝑠𝑡𝑎𝑡𝑖𝑐𝑎 ,𝑖 = 𝐹𝑒𝑙𝑒𝑡𝑡𝑟𝑜𝑠𝑡𝑎𝑡𝑖𝑐𝑎 ,𝑖−1 + 𝑘𝑖 ∗ (𝑦𝑖 − 𝑦𝑖−1) (49)
𝑉𝑠𝑒𝑔 ,𝑖 = 𝐴𝑠𝑒𝑔 ,𝑖 ∗ 𝑦𝑖 (50)
𝑃𝑠𝑒𝑔 ,𝑖 = 𝑃𝑠𝑢𝑐𝑡𝑖𝑜𝑛 ∗ 𝑉𝑐𝑎𝑚𝑏𝑒𝑟
𝑉𝑐𝑎𝑚𝑏𝑒𝑟 − 𝑉𝑠𝑒𝑔 ,𝑖
𝛾
(51)
𝐹𝑔𝑎𝑠 ,𝑖 = 𝐴𝑠𝑒𝑔 ,𝑖 ∗ (𝑃𝑠𝑒𝑔 ,𝑖 − 𝑃𝑠𝑢𝑐𝑡𝑖𝑜𝑛 ) (52)
𝐹𝑒𝑙𝑒𝑡𝑡𝑟𝑜𝑠𝑡𝑎𝑡𝑖𝑐𝑎 ,𝑖 = 휀0
2∗
𝑉𝑖2 ∗ 𝐴𝑗
𝑡𝑑
𝑘𝑑+ 𝑦𝑗 − 𝑦𝑗−1
2
𝑁(𝑛𝑢𝑚𝑒𝑟𝑜 𝑠𝑒𝑔𝑚𝑒𝑛𝑡𝑖 )
𝑗 =1
(53)
Sostituendo nell’equazione del bilancio di forze le espressioni di ogni forza riportate nelle precedenti
equazioni, è possibile determinare per ogni segmento il valore della tensione necessaria a portarlo in contatto
con la membrana (VPull −in ,i). Si ricorda che il calcolo deve partire dai segmenti più esterni, per simmetria del
problema, il calcolo viene effettuato solamente su metà della Figura 93. Il massimo tra questi valori
corrisponde alla tensione di funzionamento del sistema (VPull −in ). Si riportano nei seguenti grafici i risultati
ottenuti nel lavoro [23] e [24].
Figura 94. Tensione di Pull-in in funzione del raggio adimensionale [23]

Capitolo 2. Rassegna bibliografica
67
Dalla Figura 94 si può notare che la tensione necessaria a spostare i segmenti più interni del diaframma è
maggiore, infatti, al diminuire del raggio adimensionale (andando verso destra perché il verso dell’asse è
ribaltato) la tensione di pull-in aumenta. Una volta raggiunta la pressione di scarico, le valvole si aprono e la
tensione diminuisce. Quindi si può ipotizzare che, se la tensione diminuisce, significa che diminuisce di
molto la forza resistente data dalla somma della forza elastica e di pressione. Inoltre osservando la Figura 95,
si vede che al momento dell’apertura delle valvole la pressione rimane costante come nelle ipotesi. Quindi
una riduzione nella forza resistente che porta alla riduzione della tensione di pull-in, può essere spiegata da
una riduzione della forza elastica o della forza di pressione.
Analizzando la Figura 96 si può notare che, dopo l’apertura delle valvole, la forza di pressione diminuisce a
causa della riduzione dell’area della membrana sulla quale si applicano le forze, mentre la pressione rimane
costante, come mostrato nella Figura 95. Invece la forza elastica tende ad aumentare. Se si analizza la
formula della forza elastica, si può dire che all’apertura delle valvole la distanza tra i segmenti della
membrana e la cavità diminuisce, e quindi la forza elastica dovrebbe diminuire. In realtà la forza elastica
cresce molto a causa di un aumento della costante elastica K della membrana, la quale cresce più rapidamente
della diminuzione di distanza. Si deduce che la forza dovuta alla pressione prevale sempre sulla forza
elastica, quindi la forza resistente, che determina il valore della tensione di pull-in, è influenzata quasi
completamente dalla pressione. Sempre dalla Figura 96 si può notare come il valore della forza elettrostatica
segua l’andamento della tensione di pull-in della Figura 94.
Dalla Figura 97 si può notare come, all’aumentare dello spessore del diaframma, serve una maggior tensione
di pull-in per ottenere il ∆p richiesto. Tali previsioni sono state confrontate con alcuni lavori precedenti e si è
riscontrato che permettono di determinare in modo più preciso la tensione grazie ad un maggior numero di
segmenti utilizzati. In Figura 98 è riportato l’andamento del ∆p in funzione della tensione applicata.
All’aumentare della tensione, aumenta il salto di pressione fino all’apertura delle valvole per poi rimanere
costante. A parità di altre condizioni e di parametri progettuali, più è elevata la pressione di ingresso del gas
nel compressore e minore è il salto di pressione che si può fornire al gas a pari tensione. In Figura 99 è
riportata la tensione di pull-in in funzione del numero di segmenti utilizzati. Più è elevato il numero di
segmenti e più dispendioso è il calcolo, ma più stabile è il valore della tensione.
Figura 96. Forze in gioco in funzione del
raggio adimensionale [24]
Figura 95. Pressione in funzione del raggio
adimensionale [24]

Capitolo 2. Rassegna bibliografica
68
2.3.2.2 Parametri di progettazione
E’ ora possibile concentrarsi sullo studio dei principali parametri di progettazione. Si riporta l’analisi fatta nel
lavoro [25] sul ∆p ottenibile dal compressore, sulla portata volumetrica V e sulla VPull −in in funzione del
raggio della membrana. Come prima considerazione si afferma che la massima tensione di pull-in applicabile
dipende dalle proprietà del materiale dielettrico, mentre il massimo ∆p ottenibile dipende dalla geometria del
compressore e dalle proprietà della membrana.
Come si può notare dall’equazione (54), il salto di pressione è proporzionale al raggio del diaframma, allo
spessore, al modulo di Young, al coefficiente di Poisson ed allo sforzo iniziale. Durante la deformazione
elastica del diaframma non si deve superare il limite di deformazione plastica, di conseguenza i parametri
progettuali devono essere scelti considerando tale fattore. Dal lavoro [25] e dalla Figura 100 si può affermare
che, a parità di altre condizioni, il ∆P è inversamente proporzionale al quadrato del raggio del diaframma.
Fissato il raggio del diaframma, all’aumentare del suo spessore aumenta il salto di pressione ottenibile.
∆𝑃 ∝ 𝑅; 𝑡; 𝐸; 𝜈; 𝜍𝑖𝑛𝑖𝑧𝑖𝑎𝑙𝑒 𝑑𝑖𝑎𝑝 𝑟𝑎𝑔𝑚 (54)
Δ𝑃 ∝1
𝑅2 (55)
Figura 99. Tensione in funzione del numero di segmenti [23]
Figura 98. Salto di pressione in funzione della
tensione applicata e della pressione di
ingresso[24]
Figura 97. Tensione di Pull-in in funzione del salto
di pressione e dello spessore del diaframma [23]

Capitolo 2. Rassegna bibliografica
69
La portata volumetrica può essere espressa mediante l’equazione (56), mentre il volume della camera di
compressione mediante l’equazione (57), dove Y è la profondità massima della camera di compressione, R è
il raggio del diaframma, r è la variabile raggio e y( r ) è l’equazione adimensionale del profilo della camera di
compressione. Inoltre si definisce Aspect ratio il rapporto tra il raggio del diaframma e la massima profondità
della camera di compressione. Dalle equazioni si può concludere che la portata volumetrica è proporzionale
al cubo del raggio.
𝑉 = 𝑉𝑐𝑎𝑚𝑏𝑒𝑟 ∗ 𝑓 ∗ 휂𝑣𝑜𝑙 (56)
𝑉𝑐𝑎𝑚𝑏𝑒𝑟 = 4𝜋𝑅2𝑌 𝑟 ∗ 𝑦 𝑟 𝑑𝑟1
0
(57)
𝐴𝑅 =𝑅
𝑌 (58)
𝑉 ∝ 𝑅3 (59)
Dal lavoro [25] si estrae quindi la dipendenza del ∆p e della V dal raggio e che ∆p e V sono tra loro
indipendenti. In Figura 101 si può notare l’andamento descritto in precedenza, mentre in Figura 102 è
riportata la portata volumetrica per diversi valori di ∆p; questo andamento è determinato dalla variazione del
raggio che fa cambiare entrambe le variabili. Visto che queste due grandezze variano in modo molto diverso
Figura 102. Portata volumetrica in funzione
del raggio [25]
Figura 101. Salto di pressione e portata volumetrica
in funzione del raggio [25]
Figura 100. Salto di pressione in funzione del raggio [25]

Capitolo 2. Rassegna bibliografica
70
con il raggio, è necessario determinare quale sia il diametro ottimale rispetto ad un parametro di merito del
compressore. Come parametro di merito si sceglie la potenza spesa per la compressione, data dall’equazione
(60). La dipendenza della potenza del compressore dal raggio rientra nel ∆P, che appunto dipende dal raggio.
Come si può notare dalla Figura 103, esiste un minimo per la potenza spesa durante la compressione pari a
30,1 mW ad un raggio di 8,5 mm. Un altro parametro di merito è la tensione di Pull-in in funzione del raggio,
per poi calcolare la potenza elettrica spesa. Dal lavoro [25] si riporta la relazione di proporzionalità tra la
tensione in corrente continua e il ∆P mediante l’equazione (62).
𝑊 𝑐𝑜𝑚𝑝 =
𝑛 ∗ 𝑣𝑠𝑢𝑐𝑡𝑖𝑜𝑛∗ ∗ 𝑉 ∗ 𝑅𝑔𝑎𝑠 ∗ 𝑇𝑠𝑢𝑐𝑡𝑖𝑜𝑛
𝑛 − 1∗ 1 −
𝑃𝑑𝑖𝑠𝑐 𝑎𝑟𝑔𝑒
𝑃𝑠𝑢𝑐𝑡𝑖𝑜𝑛
𝑛−1𝑛
(60)
𝑃𝑑𝑖𝑠𝑐 𝑎𝑟𝑔𝑒 = 𝑃𝑠𝑢𝑐𝑡𝑖𝑜𝑛 + ∆𝑃 (61)
𝐷𝐶 ∝𝑌
𝑅∗ ∆𝑃 (62)
Per DC si intende la tensione in corrente continua (Direct current voltage). Come riportato in Figura 104,
esiste anche un minimo per un raggio di 9,5 mm, a cui corrisponde una tensione di Pull-in di 387,7 V pari ad
una potenza di 31,8 mW. Tra i due raggi si sceglie quello che porta ad una minor potenza consumata e
quindi il raggio che minimizza la potenza di compressione. Queste ottimizzazioni sono state fatte con il
fluido di lavoro R134a.
2.3.2.3 Modifiche tecnologiche
Si riporta ora una tecnologia che si basa sempre sull’azionamento elettrostatico ma che presenta un
funzionamento leggermente differente dai compressori appena descritti. Si tratta dei compressori a doppio
diaframma (dual diaphragm pump), ovvero compressori costituiti sempre da una cavità sferica con al suo
interno due diaframmi. Esiste quindi una connessione elettrica in più in modo da collegare il generatore al
secondo diaframma.
In Figura 105 è riportata una vista in sezione. Non sono presenti valvole, né di aspirazione né di scarico. Su
entrambi i diaframmi ci sono dei fori, per permettere il passaggio del gas, non coincidenti con i fori dell’altro
Figura 105. Compressore a due diaframmi [26]
Figura 104. Tensione di Pull-in in funzione del
raggio [25]
Figura 103. Lavoro di compressione in funzione
del raggio [25]
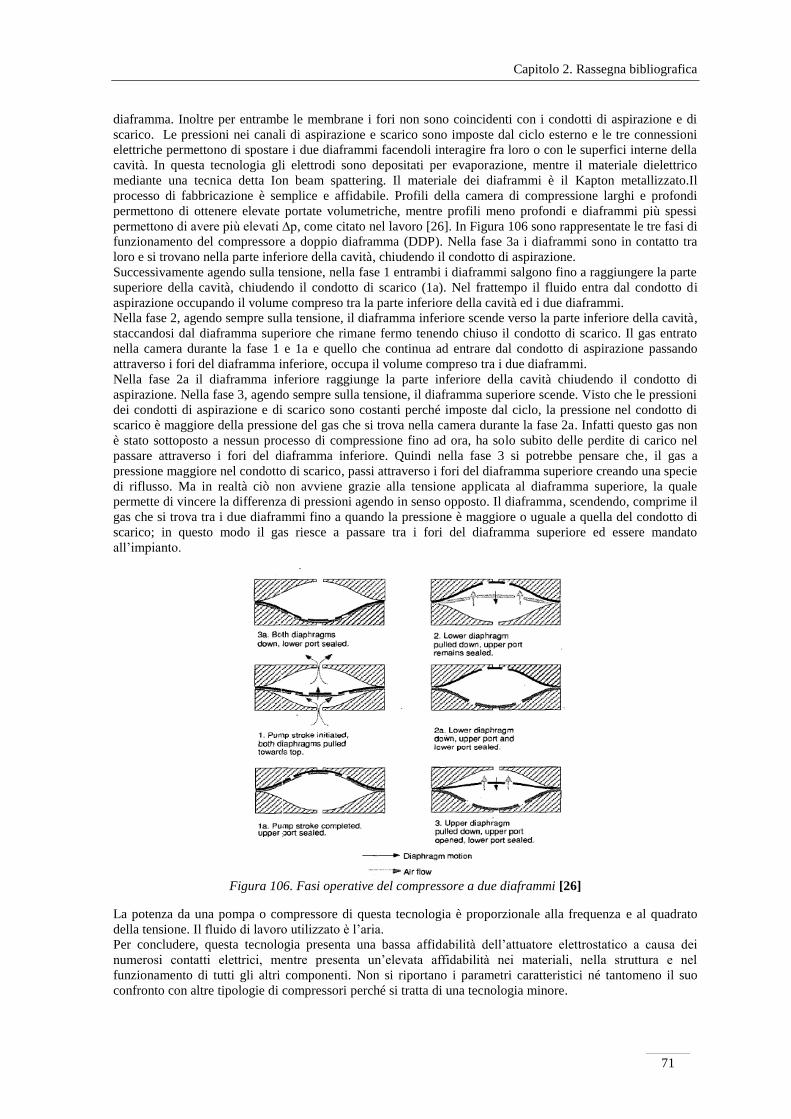
Capitolo 2. Rassegna bibliografica
71
diaframma. Inoltre per entrambe le membrane i fori non sono coincidenti con i condotti di aspirazione e di
scarico. Le pressioni nei canali di aspirazione e scarico sono imposte dal ciclo esterno e le tre connessioni
elettriche permettono di spostare i due diaframmi facendoli interagire fra loro o con le superfici interne della
cavità. In questa tecnologia gli elettrodi sono depositati per evaporazione, mentre il materiale dielettrico
mediante una tecnica detta Ion beam spattering. Il materiale dei diaframmi è il Kapton metallizzato.Il
processo di fabbricazione è semplice e affidabile. Profili della camera di compressione larghi e profondi
permettono di ottenere elevate portate volumetriche, mentre profili meno profondi e diaframmi più spessi
permettono di avere più elevati ∆p, come citato nel lavoro [26]. In Figura 106 sono rappresentate le tre fasi di
funzionamento del compressore a doppio diaframma (DDP). Nella fase 3a i diaframmi sono in contatto tra
loro e si trovano nella parte inferiore della cavità, chiudendo il condotto di aspirazione.
Successivamente agendo sulla tensione, nella fase 1 entrambi i diaframmi salgono fino a raggiungere la parte
superiore della cavità, chiudendo il condotto di scarico (1a). Nel frattempo il fluido entra dal condotto di
aspirazione occupando il volume compreso tra la parte inferiore della cavità ed i due diaframmi.
Nella fase 2, agendo sempre sulla tensione, il diaframma inferiore scende verso la parte inferiore della cavità,
staccandosi dal diaframma superiore che rimane fermo tenendo chiuso il condotto di scarico. Il gas entrato
nella camera durante la fase 1 e 1a e quello che continua ad entrare dal condotto di aspirazione passando
attraverso i fori del diaframma inferiore, occupa il volume compreso tra i due diaframmi.
Nella fase 2a il diaframma inferiore raggiunge la parte inferiore della cavità chiudendo il condotto di
aspirazione. Nella fase 3, agendo sempre sulla tensione, il diaframma superiore scende. Visto che le pressioni
dei condotti di aspirazione e di scarico sono costanti perché imposte dal ciclo, la pressione nel condotto di
scarico è maggiore della pressione del gas che si trova nella camera durante la fase 2a. Infatti questo gas non
è stato sottoposto a nessun processo di compressione fino ad ora, ha solo subito delle perdite di carico nel
passare attraverso i fori del diaframma inferiore. Quindi nella fase 3 si potrebbe pensare che, il gas a
pressione maggiore nel condotto di scarico, passi attraverso i fori del diaframma superiore creando una specie
di riflusso. Ma in realtà ciò non avviene grazie alla tensione applicata al diaframma superiore, la quale
permette di vincere la differenza di pressioni agendo in senso opposto. Il diaframma, scendendo, comprime il
gas che si trova tra i due diaframmi fino a quando la pressione è maggiore o uguale a quella del condotto di
scarico; in questo modo il gas riesce a passare tra i fori del diaframma superiore ed essere mandato
all’impianto.
La potenza da una pompa o compressore di questa tecnologia è proporzionale alla frequenza e al quadrato
della tensione. Il fluido di lavoro utilizzato è l’aria.
Per concludere, questa tecnologia presenta una bassa affidabilità dell’attuatore elettrostatico a causa dei
numerosi contatti elettrici, mentre presenta un’elevata affidabilità nei materiali, nella struttura e nel
funzionamento di tutti gli altri componenti. Non si riportano i parametri caratteristici né tantomeno il suo
confronto con altre tipologie di compressori perché si tratta di una tecnologia minore.
Figura 106. Fasi operative del compressore a due diaframmi [26]

Capitolo 2. Rassegna bibliografica
72
2.3.3 Vantaggi e svantaggi di tale tecnologia
Visto che i compressori elettrostatici sono dei compressori a membrana come i compressori piezoelettrici e
che si differenziano da questi ultimi solo per la tipologia di attuatore, si elencano i vantaggi e gli svantaggi di
queste due tipologie di compressori. I vantaggi di tale tecnologia consistono nel fatto che può essere integrata
nei cicli frigoriferi che, come già visto, sono molto promettenti per il raffreddamento di componenti
elettronici. Per essere integrati in un ciclo frigorifero non basta però un singolo compressore, ma una matrice
di più compressori come mostrato in seguito. Invece i compressori piezoelettrici non sono integrati in un
ciclo frigorifero, ma sono integrati in un ciclo Joule-Thomson in grado di asportare potenze termiche molto
minori.
Come mostrato in seguito nella sezione dedicata alle applicazioni pratiche e i parametri caratteristici dei
compressori elettrostatici, questi sono stati pensati per asportare potenze termiche dell’ordine degli 80-200
W, ad esempio la potenza termica dissipata dalla CPU di un computer, quindi rispecchiano il caso di
interesse. Per i compressori piezoelettrici, in letteratura sono state trovate applicazioni su componenti molto
più piccoli della CPU. Sia per i compressori piezoelettrici che per i compressori elettrostatici, le tecnologie di
fabbricazione sono complesse e costose, quindi si deve lavorare per ottimizzare i processi di produzione e
abbattere i costi e per migliorare l’affidabilità di alcuni componenti del compressore. Nonostante ciò, da
quanto trovato in letteratura, la tecnologia dei compressori piezoelettrici è sempre più collaudata di quella dei
compressori elettrostatici, quest’ultima è ancora in fase di studio e di prove in laboratorio più che di
produzione vera e propria.
La sequenza di compressori elettrostatici, come tutti gli elementi di un impianto posti in serie, porta a una
riduzione dell’affidabilità complessiva del sistema, ma questo è l’unico modo per ottenere i salti di pressione
desiderati. Queste due tecnologie hanno però il vantaggio di occupare un volume molto ridotto e quindi di
essere poste all’interno di un computer. I compressori piezoelettrici non hanno problemi di dimensioni ma
non sono in grado di fornire le portate e i salti di pressione desiderati; mentre i compressori elettrostatici,
come mostrato in seguito, sono in grado di soddisfare entrambe le richieste.
2.3.4 Applicazioni pratiche e parametri di funzionamento
La tecnologia dei compressori elettrostatici con un singolo diaframma trova applicazione negli stessi settori
dei compressori piezoelettrici, recentemente si è tentato di applicare tale tecnologia al raffreddamento di
componenti elettronici come la CPU di un computer. L’impianto di raffreddamento è costituito da un ciclo
frigorifero, ma per le potenze da asportare, il singolo compressore integrato nel ciclo, non è in grado di
fornire la portata volumetrica ed il salto di pressione richiesto.
Si è allora pensato di costruire una matrice di compressori in serie e in parallelo. I compressori in serie
servono a fornire il ∆p richiesto, infatti la pressione di scarico di un compressore coincide con quella di
aspirazione del successivo. Nel modello proposto dal lavoro [25] vengono trascurate le perdite di carico nei
tubi di collegamento tra un compressore e l’altro. Si ipotizza inoltre che il ∆p sia uguale per tutti i
compressori, quindi se anche le dimensioni sono uguali, i compressori che lavorano a pressioni di ingresso
più elevate devono essere alimentati con una tensione maggiore per fornire lo stesso ∆p, come mostrato nella
Figura 98. Per raggiungere la portata richiesta servono invece dei compressori in parallelo. Si hanno quindi
delle sequenze di compressori in serie per ottenere il ∆p richiesto che a loro volta sono in parallelo con altre
sequenze di compressori. Il sistema finale è una matrice 2D di compressori, in alcune applicazioni si possono
avere anche matrici 3D. Indicando con M i compressori in serie, con N le file di compressori in parallelo, con
∆pi il salto di pressione fornito dal singolo compressore e V i la portata fornita dalla sequenza di compressori
in serie, si ottiene il ∆p totale e la portata totale mediante le equazioni (63)e (64). Il volume di una singola
unità di compressione può essere calcolato mediante l’equazione (65), mentre il volume totale della matrice
2D con l’equazione (66).
∆𝑝𝑡𝑜𝑡 = 𝑀 ∗ ∆𝑝𝑖 (63)
𝑉 𝑡𝑜𝑡 = 𝑁 ∗ 𝑉
𝑖 (64)
𝑉𝑜𝑙𝑢 = 3 ∗ 𝑅 ∗ 3 ∗ 𝑅 ∗ 4 ∗ 𝑌 = 36 ∗ 𝑅2 ∗ 𝑌 (65)
𝑉𝑡𝑜𝑡 = 𝑉𝑜𝑙𝑢 ∗ 𝑀 ∗ 𝑁 (66)

Capitolo 2. Rassegna bibliografica
73
Nella Figura 107 sono riportate le dimensioni di un compressore mentre in Figura 108 sono riportati i
parametri caratteristici del ciclo frigorifero. La potenza asportata è di 80 W e la temperatura di evaporazione
di 20 °C, quindi si suppone che la temperatura della CPU sia compresa tra i 20 e 30 °C. Si può notare che
l’efficienza isoentropica globale del compressore è intorno al 65% e quindi molto minore dell’efficienza dei
compressori lineari. Nella Figura 109 sono riportati i salti di pressione e le portate che deve fornire il sistema.
I fluidi di lavoro sono R134a, R236fa e R245fa, i ∆p variano dagli 80-320 kPa circa, quindi da circa 0,8 a 3,2
bar. Le portate richieste sono dell’ordine di 1÷4 l/min.
In Figura 110 sono riportati i parametri geometrici del compressore per una frequenza di funzionamento di 90
Hz. In Figura 111 sono riportati i parametri del compressore, ottimizzati secondo la teoria esposta in
precedenza a partire dai dati della Figura 110, cioè minimizzando la potenza spesa per la compressione. Le
portate tipiche sono di circa 0.1 l/min per ogni compressore e la tensione richiesta di 387 V, mentre il
massimo ∆p è di circa 35 kPa. Il ∆p e la portata volumetrica, una volta scelto il raggio ottimale, possono
essere letti dalla Figura 101. In Figura 112 sono riportate le varie metrici di compressori ed il totale delle
unità varia da circa 100 a 170. Il volume totale occupato deve essere minore di 32 cm^3 e un’idea pratica
delle dimensioni in gioco è fornita dalla figura Figura 113.
Figura 109. Parametri operativi [25]
Figura 108. Parametri del ciclo [25]
Figura 107. Dimensioni del compressore [25]

Capitolo 2. Rassegna bibliografica
74
Figura 113. Volume esterno della matrice [25]
Figura 112. Matrice di compressori [25]
Figura 111. Parametri ottimali [25]
Figura 110. Parametri del compressore [25]

Capitolo 2. Rassegna bibliografica
75
Queste dimensioni permettono l’applicazione di matrici di compressori all’interno di un computer e si
riferiscono solo al sistema di compressione, non vengono riportate le dimensioni degli altri componenti
dell’impianto perché non sono ancora stati studiati nel dettaglio.
Nei prossimi paragrafi vengono affrontate delle tecnologie di compressione integrate in impianti di
raffreddamento diversi dal ciclo Rankine inverso e che pertanto non vengono applicate nell’ impianto di
raffreddamento della CPU della presente trattazione. Per completezza informativa vengono riportate le
tecnologie trovate in letteratura. Spesso la descrizione della tecnologia di compressione viene abbinata alla
descrizione dell’impianto di raffreddamento nel quale è integrata, oppure la descrizione dell’impianto di
raffreddamento può essere più dettagliata della descrizione del compressore, perché la pura tecnologia di
compressione potrebbe essere già stata descritta nei paragrafi precedenti oppure fa parte di un argomento
ampiamente trattato in altri testi o corsi universitari (ad esempio i compressori centrifughi in corsi di
turbomacchine) non essendo questa la sede di una trattazione specifica di tali tecnologie.
Nonostante si faccia una descrizione integrata del sistema di raffreddamento e della tecnologia di
compressione, si cerca di mantenere sempre una certa struttura logica nell’affrontare ogni paragrafo: prima
una descrizione generale dell’impianto e dei componenti, poi un’analisi dei principali parametri operativi o di
progettazione ed infine un elenco di parametri tecnici e delle prestazioni dell’impianto.
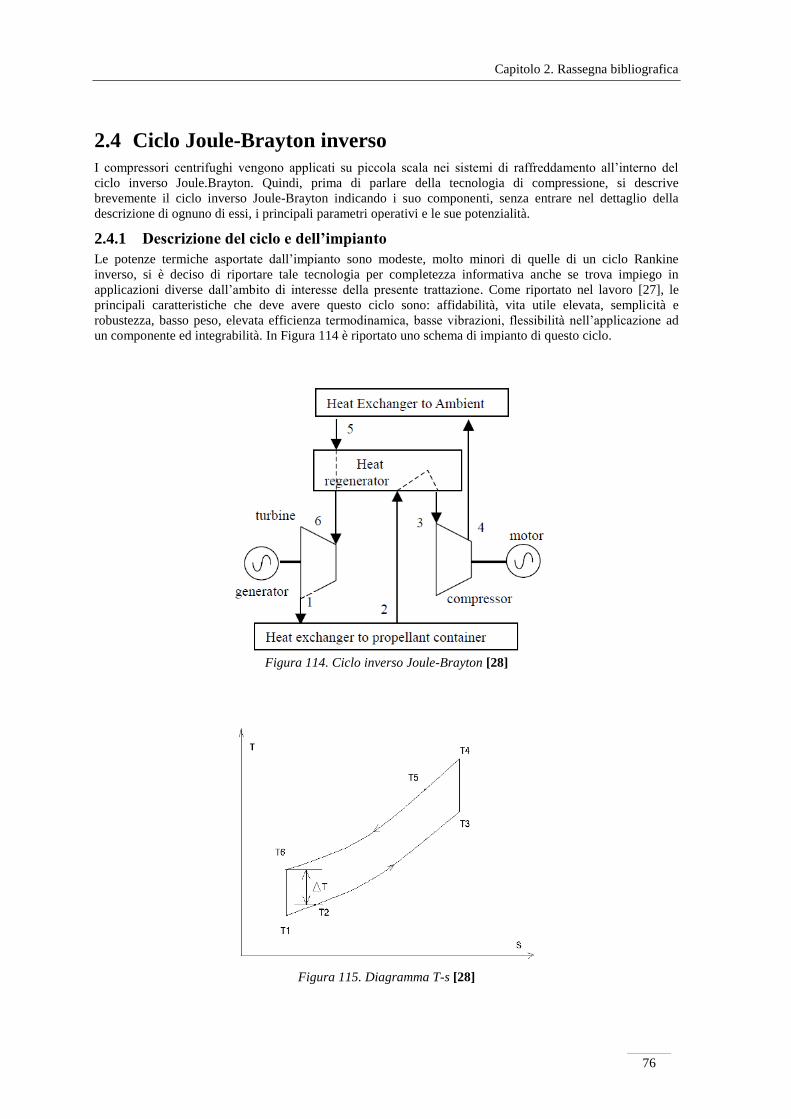
Capitolo 2. Rassegna bibliografica
76
2.4 Ciclo Joule-Brayton inverso
I compressori centrifughi vengono applicati su piccola scala nei sistemi di raffreddamento all’interno del
ciclo inverso Joule.Brayton. Quindi, prima di parlare della tecnologia di compressione, si descrive
brevemente il ciclo inverso Joule-Brayton indicando i suo componenti, senza entrare nel dettaglio della
descrizione di ognuno di essi, i principali parametri operativi e le sue potenzialità.
2.4.1 Descrizione del ciclo e dell’impianto
Le potenze termiche asportate dall’impianto sono modeste, molto minori di quelle di un ciclo Rankine
inverso, si è deciso di riportare tale tecnologia per completezza informativa anche se trova impiego in
applicazioni diverse dall’ambito di interesse della presente trattazione. Come riportato nel lavoro [27], le
principali caratteristiche che deve avere questo ciclo sono: affidabilità, vita utile elevata, semplicità e
robustezza, basso peso, elevata efficienza termodinamica, basse vibrazioni, flessibilità nell’applicazione ad
un componente ed integrabilità. In Figura 114 è riportato uno schema di impianto di questo ciclo.
Figura 115. Diagramma T-s [28]
Figura 114. Ciclo inverso Joule-Brayton [28]

Capitolo 2. Rassegna bibliografica
77
Questo ciclo è applicato in sistemi che funzionano a temperature operative bassissime (minori di 100 K),
quindi il fluido di lavoro deve essere allo stato gassoso a tali temperature. I fluidi utilizzati sono l’elio o il
neon. Si riportano in Figura 115 le trasformazioni nel piano T-s che avvengono nell’impianto.
Partendo dal punto 1, il fluido di lavoro entra nello scambiatore di calore che va da interfacciarsi tra il ciclo
di raffreddamento ed il componente da raffreddare. Quindi il fluido si riscalda asportando potenza termica dal
componente da raffreddare e in seguito entra nel rigeneratore, in questo modo si preriscalda prima di entrare
nel compressore ,recuperando l’energia del gas caldo in uscita sempre dal compressore. Il fluido uscito dal
rigeneratore al punto 3, entra nel compressore centrifugo, dotato di un singolo stadio, per poi uscire al punto
4 con una pressione maggiore. Il gas caldo, che si trova alla massima temperatura del ciclo, prima cede un
po’ di potenza termica all’ambiente attraverso uno scambiatore di calore e, successivamente, entra nel
rigeneratore in modo da recuperare parte dell’energia spesa con la compressione. Una volta uscito dal
rigeneratore, il fluido entra nella turbina centripeta e viene espanso fino alla pressione minima del ciclo per
poi rientrare nello scambiatore di calore al punto 1. Prima di procedere ad analizzare i parametri operativi del
ciclo, è importante fare alcune considerazioni. Il compressore e la turbina sono entrambe macchine radiali ad
uno stadio, infatti le ridotte dimensioni permettono di avere portate volumetriche molto ridotte e quindi,
fissato il salto entalpico isoentropico sulla turbomacchina, la velocità angolare specifica di rotazione sarà
bassa. Dal diagramma di Cordier riportato nei testi di turbomacchine, si può notare come il campo di
funzionamento ottimale per velocità specifiche così basse sia il campo radiale. Inoltre avendo una portata
molto ridotta, per non avere velocità specifiche troppo basse, si deve avere una velocità di rotazione della
macchina molto elevata (100000 RPM).
La scelta di avere un singolo stadio di compressione con un rigeneratore operando a temperature massime
piuttosto basse, deriva dal confronto con un’altra alternativa, cioè quella di avere più stadi di compressione
senza rigeneratore operando a temperature massime elevate. In letteratura non si è trovato nessun confronto
tra le due alternative, ma in analogia a quanto studiato nel settore delle microturbine a gas, il cui ciclo
termodinamico è quello diretto, si può dedurre che la costruzione su piccola scala di un compressore
multistadio comporterebbe complicazioni impiantistiche notevoli. Risulta quindi conveniente operare a
rapporti di compressione bassi e quindi a temperature massime del ciclo più basse, utilizzando un
rigeneratore per aumentare l’efficienza del sistema. Il compressore è azionato da un motore elettrico trifase in
corrente alternata ad elevata efficienza. La turbina è invece collegata ad un alternatore trifase che genera
corrente, la quale viene generalmente dissipata in ambiente mediante una resistenza elettrica, come riportato
nella Figura 116. Queste turbomacchine hanno una elevata affidabilità grazie alla presenza di una sola parte
mobile data dal rotore collegato all’albero. Se la parte mobile è rotante, la sua affidabilità è maggiore di una
parte mobile oscillante, perché a parità di potenza, le elevate velocità di rotazione in gioco consentono di
avere una bassa coppia sugli elementi rotanti e quindi di ridurre anche la massa rotante, riducendo i rischi di
rottura.
Da quanto riportato nel lavoro [27], nelle turbomacchine vengono applicati dei cuscinetti a gas che
garantiscono minori sforzi, minori vibrazioni ed evitano l’applicazione di misure di contro bilanciamento
sulle spinte generate dalle turbomacchine, inoltre il sistema elettronico di controllo ha un’elevata affidabilità.
L’applicazione delle turbomacchine su taglie così ridotte determina un abbattimento notevole della loro
efficienza, in quanto gli effetti viscosi e gli effetti dimensionali diventano importanti e non più trascurabili
come sulla grande taglia (come riportato nella teoria della similitudine nei testi di turbomacchine). Oltre alla
diminuzione del rendimento fluidodinamico delle turbomacchine, esiste anche un altro limite.
Infatti le turbine a gas di dimensioni elevate presentano un rendimento maggiore di quello dei compressori, al
contrario, nelle scale ridotte il limite principale nel raggiungere rendimenti elevati è dovuto ad un limite
tecnologico. Il processo di fabbricazione di turbomacchine di queste dimensioni non permette di avere profili
Figura 116. Schema d’impianto del ciclo inverso Joule-Brayton [27]

Capitolo 2. Rassegna bibliografica
78
di pala in grado di raggiungere elevati rendimenti. Questo limite esiste sia per i compressori che per le
turbine, quindi, come riportato nel lavoro [28], si assume lo stesso rendimento per compressori e turbine.
Inoltre questi due elementi sono disaccoppiati e ciò permette una maggior facilità nel gestire l’impianto
durante l’avviamento. Dal diagramma T-s si può notare che la temperatura dei gas nel rigeneratore varia
molto, ciò permette di raggiungere elevate temperature massime del ciclo, ma comporta una maggior
difficoltà di progettazione. Nella progettazione dell’impianto si deve massimizzare l’efficienza di ogni
componente, la quale è funzione delle dimensioni, dei materiali impiegati e dei parametri progettuali e
operativi.
2.4.2 Aspetti tecnologici rilevanti
Si possono ora analizzare i principali parametri operativi. Il COP è funzione delle variabili [28] riportate
nell’equazione (68), mentre i termini T1, P1 e T4 corrispondono rispettivamente alla temperatura e pressione
del gas in uscita dalla turbina ed alla temperatura di uscita dal compressore, inoltre 휂𝑐𝑜𝑚𝑝 e 휂𝑡𝑢𝑟𝑏𝑖𝑛𝑎 sono i
rendimenti fluidodinamici del compressore e della turbina. Il ∆T è la differenza tra le temperature nella
sezione di uscita del rigeneratore, secondo il verso dei gas caldi (𝑇6 − 𝑇3), e β è il rapporto di compressione
del ciclo. Prima di addentrarsi nell’analisi del COP, si riporta nell’equazione (68) il COP di Carnot di tale
ciclo.
𝐶𝑂𝑃 = 𝑓(𝑇1 , 𝑃1 , 𝑇4 , 휂𝑐𝑜𝑚𝑝 ,휂𝑡𝑢𝑟𝑏𝑖𝑛𝑎 , ∆𝑇, 𝛽) (67)
𝐶𝑂𝑃𝑐𝑎𝑟𝑛𝑜𝑡 =𝑇1
𝑇4 − 𝑇1
(68)
Nel lavoro [28] per ognuna delle variabili da cui il COP dipende è stato analizzato il suo andamento a parità
di altri fattori. Si riportano brevemente le conclusioni di tale lavoro:
il COP varia poco al variare della pressione di uscita dalla turbina;
il COP dipende poco dalla temperatura massima, mentre cresce linearmente all’aumentare della
temperatura minima;
il COP cresce linearmente all’aumentare del β per valori di β≥0,2, mentre cresce rapidamente
all’aumentare del β fino a valori minori di 0,2;
il COP decresce linearmente all’aumentare del ∆T;
il COP aumenta all’aumentare dell’efficienza delle turbomacchine.
Oltre al COP, anche i coefficienti di scambio termico degli scambiatori devono essere elevati, per questo si
pone brevemente l’attenzione sul rigeneratore mediante l’equazione (69). L’efficienza del rigeneratore è il
rapporto tra la potenza termica scambiata tra i due fluidi e quella massima scambiabile. Per dimensioni così
ridotte si riesce ad ottenere, grazie a particolari tecnologie di fabbricazione, un rigeneratore con elevata
efficacia pari a 0,9898.
휀𝑟𝑖𝑔 =𝑄
𝑠𝑐𝑎𝑚𝑏
𝑄 𝑠𝑐𝑎𝑚𝑏 ,𝑚𝑎𝑥
= 1 −∆𝑇
𝑇5 − 𝑇6
(69)
Figura 118. COP in funzione del delta T [28]
Figura 117. COP in funzione del beta [28]
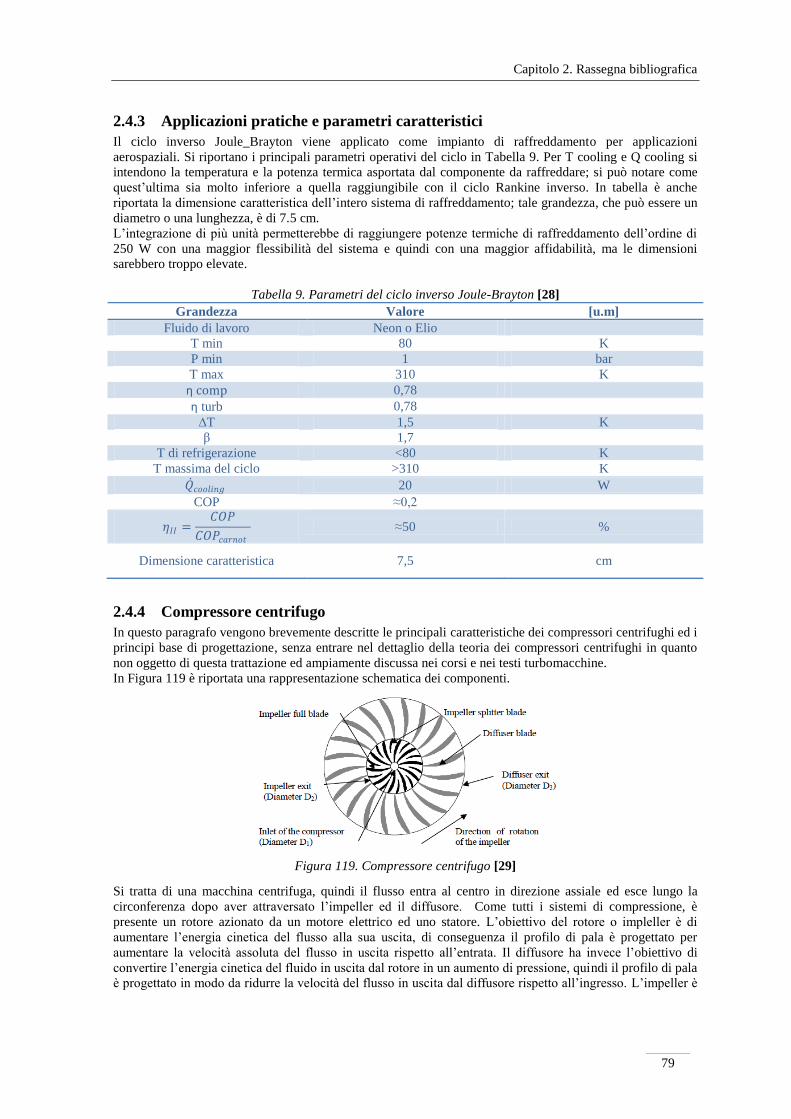
Capitolo 2. Rassegna bibliografica
79
2.4.3 Applicazioni pratiche e parametri caratteristici
Il ciclo inverso Joule_Brayton viene applicato come impianto di raffreddamento per applicazioni
aerospaziali. Si riportano i principali parametri operativi del ciclo in Tabella 9. Per T cooling e Q cooling si
intendono la temperatura e la potenza termica asportata dal componente da raffreddare; si può notare come
quest’ultima sia molto inferiore a quella raggiungibile con il ciclo Rankine inverso. In tabella è anche
riportata la dimensione caratteristica dell’intero sistema di raffreddamento; tale grandezza, che può essere un
diametro o una lunghezza, è di 7.5 cm.
L’integrazione di più unità permetterebbe di raggiungere potenze termiche di raffreddamento dell’ordine di
250 W con una maggior flessibilità del sistema e quindi con una maggior affidabilità, ma le dimensioni
sarebbero troppo elevate.
Tabella 9. Parametri del ciclo inverso Joule-Brayton [28]
Grandezza Valore [u.m]
Fluido di lavoro Neon o Elio
T min 80 K
P min 1 bar
T max 310 K
η comp 0,78
η turb 0,78
∆T 1,5 K
β 1,7
T di refrigerazione <80 K
T massima del ciclo >310 K
𝑄 𝑐𝑜𝑜𝑙𝑖𝑛𝑔 20 W
COP ≈0,2
휂𝐼𝐼 =𝐶𝑂𝑃
𝐶𝑂𝑃𝑐𝑎𝑟𝑛𝑜𝑡
≈50 %
Dimensione caratteristica 7,5 cm
2.4.4 Compressore centrifugo
In questo paragrafo vengono brevemente descritte le principali caratteristiche dei compressori centrifughi ed i
principi base di progettazione, senza entrare nel dettaglio della teoria dei compressori centrifughi in quanto
non oggetto di questa trattazione ed ampiamente discussa nei corsi e nei testi turbomacchine.
In Figura 119 è riportata una rappresentazione schematica dei componenti.
Si tratta di una macchina centrifuga, quindi il flusso entra al centro in direzione assiale ed esce lungo la
circonferenza dopo aver attraversato l’impeller ed il diffusore. Come tutti i sistemi di compressione, è
presente un rotore azionato da un motore elettrico ed uno statore. L’obiettivo del rotore o impleller è di
aumentare l’energia cinetica del flusso alla sua uscita, di conseguenza il profilo di pala è progettato per
aumentare la velocità assoluta del flusso in uscita rispetto all’entrata. Il diffusore ha invece l’obiettivo di
convertire l’energia cinetica del fluido in uscita dal rotore in un aumento di pressione, quindi il profilo di pala
è progettato in modo da ridurre la velocità del flusso in uscita dal diffusore rispetto all’ingresso. L’impeller è
Figura 119. Compressore centrifugo [29]
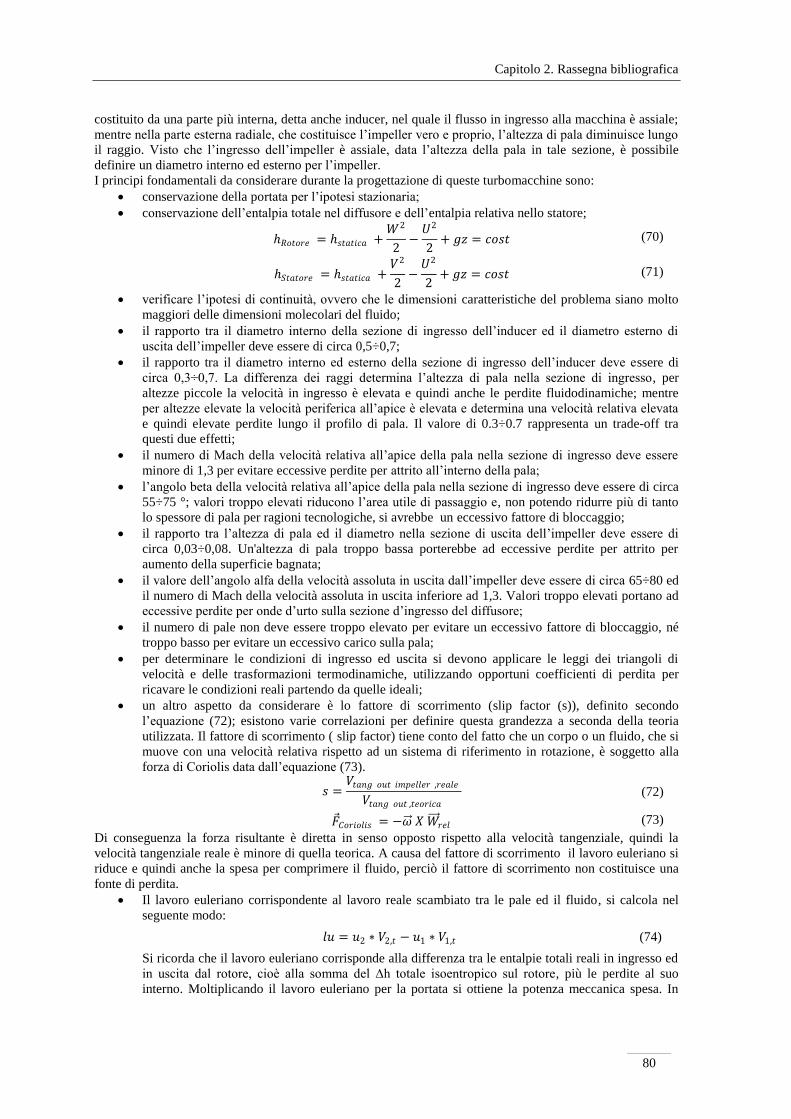
Capitolo 2. Rassegna bibliografica
80
costituito da una parte più interna, detta anche inducer, nel quale il flusso in ingresso alla macchina è assiale;
mentre nella parte esterna radiale, che costituisce l’impeller vero e proprio, l’altezza di pala diminuisce lungo
il raggio. Visto che l’ingresso dell’impeller è assiale, data l’altezza della pala in tale sezione, è possibile
definire un diametro interno ed esterno per l’impeller.
I principi fondamentali da considerare durante la progettazione di queste turbomacchine sono:
conservazione della portata per l’ipotesi stazionaria;
conservazione dell’entalpia totale nel diffusore e dell’entalpia relativa nello statore;
𝑅𝑜𝑡𝑜𝑟𝑒 = 𝑠𝑡𝑎𝑡𝑖𝑐𝑎 +𝑊2
2−
𝑈2
2+ 𝑔𝑧 = 𝑐𝑜𝑠𝑡 (70)
𝑆𝑡𝑎𝑡𝑜𝑟𝑒 = 𝑠𝑡𝑎𝑡𝑖𝑐𝑎 +𝑉2
2−
𝑈2
2+ 𝑔𝑧 = 𝑐𝑜𝑠𝑡 (71)
verificare l’ipotesi di continuità, ovvero che le dimensioni caratteristiche del problema siano molto
maggiori delle dimensioni molecolari del fluido;
il rapporto tra il diametro interno della sezione di ingresso dell’inducer ed il diametro esterno di
uscita dell’impeller deve essere di circa 0,5÷0,7;
il rapporto tra il diametro interno ed esterno della sezione di ingresso dell’inducer deve essere di
circa 0,3÷0,7. La differenza dei raggi determina l’altezza di pala nella sezione di ingresso, per
altezze piccole la velocità in ingresso è elevata e quindi anche le perdite fluidodinamiche; mentre
per altezze elevate la velocità periferica all’apice è elevata e determina una velocità relativa elevata
e quindi elevate perdite lungo il profilo di pala. Il valore di 0.3÷0.7 rappresenta un trade-off tra
questi due effetti;
il numero di Mach della velocità relativa all’apice della pala nella sezione di ingresso deve essere
minore di 1,3 per evitare eccessive perdite per attrito all’interno della pala;
l’angolo beta della velocità relativa all’apice della pala nella sezione di ingresso deve essere di circa
55÷75 °; valori troppo elevati riducono l’area utile di passaggio e, non potendo ridurre più di tanto
lo spessore di pala per ragioni tecnologiche, si avrebbe un eccessivo fattore di bloccaggio;
il rapporto tra l’altezza di pala ed il diametro nella sezione di uscita dell’impeller deve essere di
circa 0,03÷0,08. Un'altezza di pala troppo bassa porterebbe ad eccessive perdite per attrito per
aumento della superficie bagnata;
il valore dell’angolo alfa della velocità assoluta in uscita dall’impeller deve essere di circa 65÷80 ed
il numero di Mach della velocità assoluta in uscita inferiore ad 1,3. Valori troppo elevati portano ad
eccessive perdite per onde d’urto sulla sezione d’ingresso del diffusore;
il numero di pale non deve essere troppo elevato per evitare un eccessivo fattore di bloccaggio, né
troppo basso per evitare un eccessivo carico sulla pala;
per determinare le condizioni di ingresso ed uscita si devono applicare le leggi dei triangoli di
velocità e delle trasformazioni termodinamiche, utilizzando opportuni coefficienti di perdita per
ricavare le condizioni reali partendo da quelle ideali;
un altro aspetto da considerare è lo fattore di scorrimento (slip factor (s)), definito secondo
l’equazione (72); esistono varie correlazioni per definire questa grandezza a seconda della teoria
utilizzata. Il fattore di scorrimento ( slip factor) tiene conto del fatto che un corpo o un fluido, che si
muove con una velocità relativa rispetto ad un sistema di riferimento in rotazione, è soggetto alla
forza di Coriolis data dall’equazione (73).
𝑠 =𝑉𝑡𝑎𝑛𝑔 𝑜𝑢𝑡 𝑖𝑚𝑝𝑒𝑙𝑙𝑒𝑟 ,𝑟𝑒𝑎𝑙𝑒
𝑉𝑡𝑎𝑛𝑔 𝑜𝑢𝑡 ,𝑡𝑒𝑜𝑟𝑖𝑐𝑎
(72)
𝐹 𝐶𝑜𝑟𝑖𝑜𝑙𝑖𝑠 = −𝜔 𝑋 𝑊 𝑟𝑒𝑙 (73)
Di conseguenza la forza risultante è diretta in senso opposto rispetto alla velocità tangenziale, quindi la
velocità tangenziale reale è minore di quella teorica. A causa del fattore di scorrimento il lavoro euleriano si
riduce e quindi anche la spesa per comprimere il fluido, perciò il fattore di scorrimento non costituisce una
fonte di perdita.
Il lavoro euleriano corrispondente al lavoro reale scambiato tra le pale ed il fluido, si calcola nel
seguente modo:
𝑙𝑢 = 𝑢2 ∗ 𝑉2,𝑡 − 𝑢1 ∗ 𝑉1,𝑡 (74)
Si ricorda che il lavoro euleriano corrisponde alla differenza tra le entalpie totali reali in ingresso ed
in uscita dal rotore, cioè alla somma del ∆h totale isoentropico sul rotore, più le perdite al suo
interno. Moltiplicando il lavoro euleriano per la portata si ottiene la potenza meccanica spesa. In
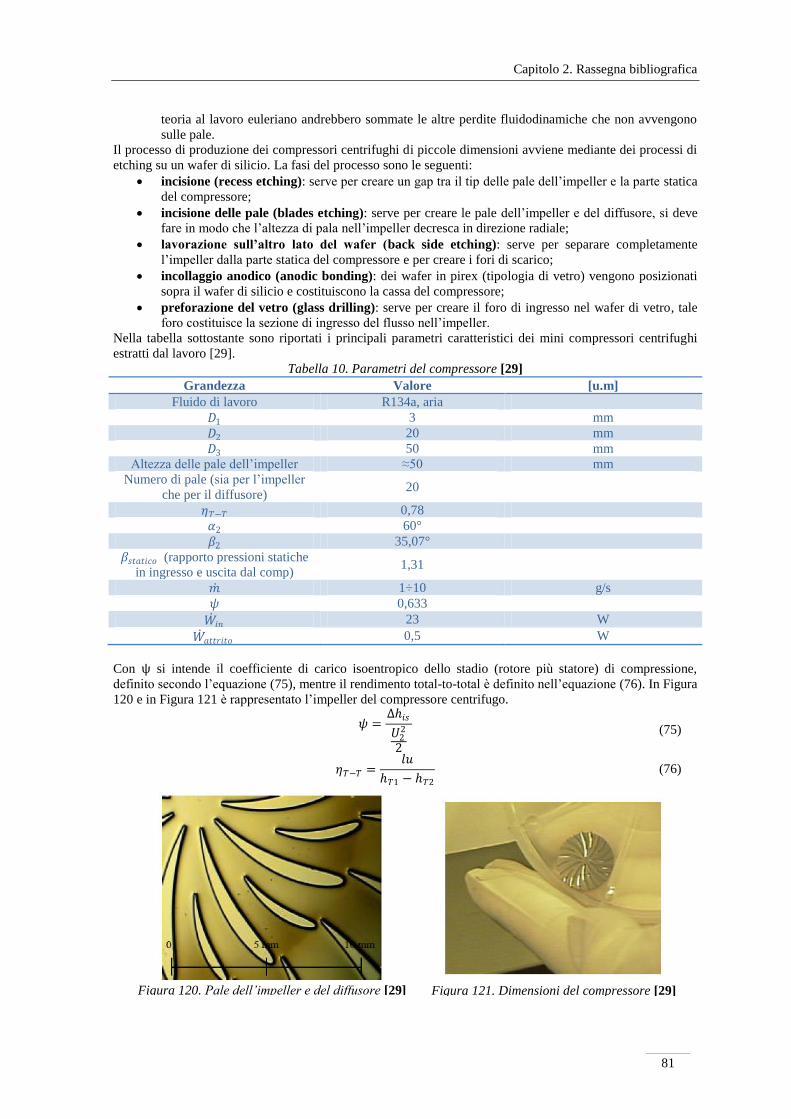
Capitolo 2. Rassegna bibliografica
81
teoria al lavoro euleriano andrebbero sommate le altre perdite fluidodinamiche che non avvengono
sulle pale.
Il processo di produzione dei compressori centrifughi di piccole dimensioni avviene mediante dei processi di
etching su un wafer di silicio. La fasi del processo sono le seguenti:
incisione (recess etching): serve per creare un gap tra il tip delle pale dell’impeller e la parte statica
del compressore;
incisione delle pale (blades etching): serve per creare le pale dell’impeller e del diffusore, si deve
fare in modo che l’altezza di pala nell’impeller decresca in direzione radiale;
lavorazione sull’altro lato del wafer (back side etching): serve per separare completamente
l’impeller dalla parte statica del compressore e per creare i fori di scarico;
incollaggio anodico (anodic bonding): dei wafer in pirex (tipologia di vetro) vengono posizionati
sopra il wafer di silicio e costituiscono la cassa del compressore;
preforazione del vetro (glass drilling): serve per creare il foro di ingresso nel wafer di vetro, tale
foro costituisce la sezione di ingresso del flusso nell’impeller.
Nella tabella sottostante sono riportati i principali parametri caratteristici dei mini compressori centrifughi
estratti dal lavoro [29].
Tabella 10. Parametri del compressore [29]
Grandezza Valore [u.m]
Fluido di lavoro R134a, aria
𝐷1 3 mm
𝐷2 20 mm
𝐷3 50 mm
Altezza delle pale dell’impeller ≈50 mm
Numero di pale (sia per l’impeller
che per il diffusore) 20
휂𝑇−𝑇 0,78
𝛼2 60°
𝛽2 35,07°
𝛽𝑠𝑡𝑎𝑡𝑖𝑐𝑜 (rapporto pressioni statiche
in ingresso e uscita dal comp) 1,31
𝑚 1÷10 g/s
𝜓 0,633
𝑊 𝑖𝑛 23 W
𝑊 𝑎𝑡𝑡𝑟𝑖𝑡𝑜 0,5 W
Con ψ si intende il coefficiente di carico isoentropico dello stadio (rotore più statore) di compressione,
definito secondo l’equazione (75), mentre il rendimento total-to-total è definito nell’equazione (76). In Figura
120 e in Figura 121 è rappresentato l’impeller del compressore centrifugo.
𝜓 =∆𝑖𝑠
𝑈22
2
(75)
휂𝑇−𝑇 =𝑙𝑢
𝑇1 − 𝑇2
(76)
Figura 121. Dimensioni del compressore [29]
Figura 120. Pale dell’impeller e del diffusore [29]

Capitolo 2. Rassegna bibliografica
82
2.5 Ciclo Stirling inverso
Il ciclo Stirling inverso, come il ciclo inverso Joule-Brayton, è una tecnologia di raffreddamento al cui
interno si trova un sistema di compressione. Questo sistema viene descritto perché, da quanto trovato in
letteratura, può essere applicato su piccola scala ed è quindi una tecnologia di raffredamento che potrebbe
essere applicata nel settore elettronico. Inoltre presenta al suo interno un sistema di compressione e, visto che
questa sezione è dedicata alle tecnologie di compressione, la descrizione di questo ciclo viene inserita in
questa parte del lavoro.
Il motore Stirling inverso è di tipo beta, ovvero dotato di un pistone collegato ad un displacer all’interno di un
cilindro. Quindi si tratta ancora di un compressore a pistone e pertanto non si entra nel dettaglio degli aspetti
del compressore a pistone perché già descritti nel paragrafo dei compressori lineari. Ci si focalizza invece sul
sistema di raffreddamento nel quale il compressore a pistone è integrato. Come già fatto per il ciclo inverso
Joule-Brayton, si procede con una rapida descrizione dell’impianto nel suo complesso, senza descrivere nel
dettaglio i vari componenti, successivamente si analizzano i parametri operativi o progettuali ed infine i
parametri tecnici e le prestazioni del ciclo.
2.5.1 Descrizione del ciclo e dell’impianto
In Figura 122 sono rappresentate le 4 fasi del ciclo Stirling inverso, il motore è di tipo beta dotato di un
pistone collegato ad un displacer. Il principio di funzionamento è l’inverso di quello di un ciclo Stirling
diretto per la produzione di potenza elettrica. L’effetto utile è la potenza termica asportata dalla sezione
fredda, mentre la spesa energetica è data dalla potenza netta fornita al pistone (differenza tra la potenza
fornita per la comrpessione e quella estratta dall’espansione). I componenti del sistema sono: un pistone, un
displacer, due camere a disposizione del gas, due scambiatori di calore (uno per la fonte calda ed uno per la
fonte fredda), un sistema di azionamento ed un rigeneratore, mentre il fluido di lavoro utilizzato è l’elio.
Il pistone generalmente è azionato da un motore elettromagnetico lineare. Le 4 fasi vengono descritte
guardando la Figura 122 da sinistra verso destra.
1. Compressione isoterma. Il gas compreso tra pistone e displacer cede calore all’abiente o alla fonte
ad alta temperatura grazie ad uno scambiatore di calore. Durante questo scambio termico la
temperatura rimane costante e si ha una compressione del gas. Infatti, se esce potenza termica dal
sistema e la temperatura rimane costante, il volume specifico diminuisce e la pressione aumenta. La
compressione del gas fa muovere il pistone verso sinistra ed il displacer verso destra, facendoli
avvicinare. Di conseguenza il gas, raggiunta la pressione finale dopo l’uscita di potenza termica dal
sistema, viene spinto nel rigeneratore a causa di una riduzione del volume a sua disposizione.
2. Raffreddamento isocoro. Il gas entra nel rigeneratore che collega le due camere e fluisce verso
sinistra raffreddandosi a volume costante.
3. Espansione isoterma. In modo analogo alla compresione isoterma, il gas riceve potenza termica dal
la fonte a bassa temperatura che deve essere raffreddata (effetto utile), mentre la temperatura del gas
rimane costante. Il volume specifico aumenta e quindi la pressione diminuisce. L’espansione del gas
spinge il displacer verso destra facendolo avvicinare al pistone.
4. Riscaldamento isocoro. Il gas a bassa pressione che si è espanso entra nel rigeneratore andando
verso destra. Nel rigeneratore il gas viene riscaldato a volume costante per poi entrare nuovamente
nel volume tra displacer e pistone e riniziare il ciclo.
Figura 122. Ciclo Stirling inverso [ricerca in Google]

Capitolo 2. Rassegna bibliografica
83
2.5.2 Aspetti tecnologici rilevanti
In Figura 123 è riportata una schematizzazione del ciclo, si può notare la fonte fredda a bassa temperatura da
raffreddare, la fonte calda, il rigeneratore e il motore Stirling con la potenza elettrica netta in ingresso. In
Figura 124 si possono notare le trasformazioni del gas rappresentate nel piano T-s. Partendo dal punto 1 si
nota la compressione isoterma fino al punto 2, successivamente il raffreddamento isocoro nel rigeneratore
fino al punto X (non si raggiunge il punto 3 perché il rigeneratore non è ideale). Dal punto 3 al punto 4 si ha
l’espansione isoterma e dal punto 4 al punto 1 il riscaldamento isocoro.
Si riassumono le principali considerazioni estratte dal lavoro [30]. Il COP del ciclo è definito secondo
l’equazione (77), l’efficienza del rigeneratore è riportata nell’equazione (78) e la potenza in ingresso
nell’equazione (79). Si definisce inoltre il rapporto volumetrico nell’equazione (80), il fattore τ
nell’equazione (81) ed il fattore λ nell’equazione (82).
𝐶𝑂𝑃 =𝑄
𝐿
𝑊 𝑖𝑛
(77)
휀𝑟𝑖𝑔 =𝑇𝐻 − 𝑇𝑋
𝑇𝐻 − 𝑇𝐿
(78)
𝑊 𝑖𝑛 = 𝑊
𝑐𝑜𝑚𝑝 − 𝑊 𝑒𝑠𝑝 = 𝑚 ∗ 𝑅∗ ln 𝑟 ∗ (𝑇𝐻 − 𝑇𝐿) (79)
𝑟 =𝑉4
𝑉3
(80)
𝜏 =𝑇𝐿
𝑇𝐻
(81)
𝜆 =𝑄
𝑘
𝑄 𝑓𝑙𝑢𝑖𝑑
=𝑘𝑠 ∗
𝐴𝑠
𝐿𝑠∗ 𝑇𝐻 − 𝑇𝐿
𝑚 ∗ 𝑐𝑝 ∗ 𝑇𝐻 − 𝑇𝐿 =
𝑘𝑠 ∗ 𝐴𝑠
𝑚 ∗ 𝑐𝑝 ∗ 𝐿𝑠
(82)
I simboli riportati nelle equazioni si riferiscono a quelli visualizzati nella Figura 123 e Figura 124. Il
parametro di conduzione λ indica il rapporto tra la potenza termica scambiata dal materiale del rigeneratore e
quella scambiata dal fluido nel rigeneratore e viene utilizzato in seguito per l’analisi dei parametri progettuali
dell’impianto. λ dipende solamente dalla geometria, dalle proprietà del materiale del rigeneratore e del fluido,
non dipende dai parametri operativi del ciclo. Invece il parametro τ indica il rapporto tra la temperatura
minima e massima del ciclo e quindi è solo funzione dei parametri operativi.
L’efficienza del rigeneratore, come riportato nel lavoro [30], può essere espressa in funzione del numero di
unità termiche (NTU) e di λ come mostrato dall’equazione (83). Senza riportare i passaggi intermedi del
Figura 124. Diagramma T-s[30]
Figura 123. Schema del ciclo[30]
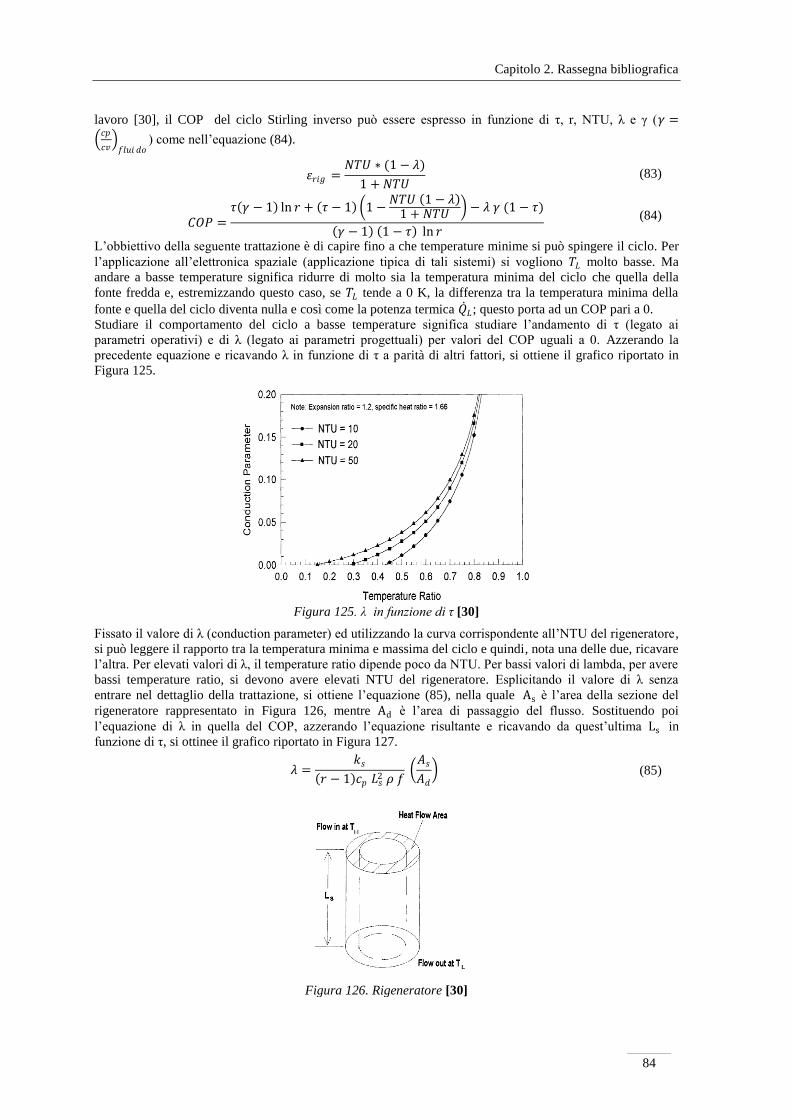
Capitolo 2. Rassegna bibliografica
84
lavoro [30], il COP del ciclo Stirling inverso può essere espresso in funzione di τ, r, NTU, λ e γ (𝛾 =
𝑐𝑝
𝑐𝑣
𝑓𝑙𝑢𝑖 𝑑𝑜) come nell’equazione (84).
휀𝑟𝑖𝑔 =𝑁𝑇𝑈 ∗ (1 − 𝜆)
1 + 𝑁𝑇𝑈 (83)
𝐶𝑂𝑃 =𝜏 𝛾 − 1 ln 𝑟 + 𝜏 − 1 1 −
𝑁𝑇𝑈 1 − 𝜆 1 + 𝑁𝑇𝑈
− 𝜆 𝛾 (1 − 𝜏)
𝛾 − 1 1 − 𝜏 ln 𝑟
(84)
L’obbiettivo della seguente trattazione è di capire fino a che temperature minime si può spingere il ciclo. Per
l’applicazione all’elettronica spaziale (applicazione tipica di tali sistemi) si vogliono 𝑇𝐿 molto basse. Ma
andare a basse temperature significa ridurre di molto sia la temperatura minima del ciclo che quella della
fonte fredda e, estremizzando questo caso, se 𝑇𝐿 tende a 0 K, la differenza tra la temperatura minima della
fonte e quella del ciclo diventa nulla e così come la potenza termica 𝑄 𝐿; questo porta ad un COP pari a 0.
Studiare il comportamento del ciclo a basse temperature significa studiare l’andamento di τ (legato ai
parametri operativi) e di λ (legato ai parametri progettuali) per valori del COP uguali a 0. Azzerando la
precedente equazione e ricavando λ in funzione di τ a parità di altri fattori, si ottiene il grafico riportato in
Figura 125.
Fissato il valore di λ (conduction parameter) ed utilizzando la curva corrispondente all’NTU del rigeneratore,
si può leggere il rapporto tra la temperatura minima e massima del ciclo e quindi, nota una delle due, ricavare
l’altra. Per elevati valori di λ, il temperature ratio dipende poco da NTU. Per bassi valori di lambda, per avere
bassi temperature ratio, si devono avere elevati NTU del rigeneratore. Esplicitando il valore di λ senza
entrare nel dettaglio della trattazione, si ottiene l’equazione (85), nella quale As è l’area della sezione del
rigeneratore rappresentato in Figura 126, mentre Ad è l’area di passaggio del flusso. Sostituendo poi
l’equazione di λ in quella del COP, azzerando l’equazione risultante e ricavando da quest’ultima Ls in
funzione di τ, si ottinee il grafico riportato in Figura 127.
𝜆 =𝑘𝑠
𝑟 − 1 𝑐𝑝 𝐿𝑠2 𝜌 𝑓
𝐴𝑠
𝐴𝑑
(85)
Figura 126. Rigeneratore [30]
Figura 125. λ in funzione di τ [30]

Capitolo 2. Rassegna bibliografica
85
Tale grafico rappresenta l’andamento di una lunghezza caratteristica del sistema in funzione del apporto tra la
temperatura minima e massima del ciclo, al variare della frequenza operativa e del materiale del rigeneratore,
a parità di altri fattori. Come lunghezza caratteristica si è scelta qualla del rigeneratore, lo scopo della
lunghezza caratteristica è di fornire un’ idea dell’ordine di grandezzza delle dimensioni del sistema.
Per bassi valori di temperature ratio, si hanno bassi valori della temperatura minima del ciclo e quindi del
componente da raffreddare, perciò le dimensioni del sistema aumentano. Fissate le dimensioni, lavorando a
frequenze maggiori si riescono ad ottenere temperature più basse. Inoltre il rigeneratore deve essere costituito
da materiali con un 𝑘𝑠 bassa, infatti tale termine compare al numeratore della funzione rappresentata nel
grafico, si devono dunque scegliere materiali con una bassa conduttività. In figura sono confrontate le curve
ottenute con un rigeneratore in silicio (simboli bianchi vuoti) ed in acciao inossidabile (simboli neri pieni).
Nonostante esistano numerose tecniche di lavorazione del silicio su piccola scala il suo impiego è da evitare
perché porta ad avere elevate dimensioni caratteristiche a causa della sua elevata conduttività. Nel grafico è
stato assunto un 𝑟 = 1,2 ed un NTU=50. Per una frequenza di 500 Hz e per un temperature ratio maggiore di
0.3, senza entrare nel dettaglio degli altri parametri, si possono ottenere dimensioni inferiori ad un
centimetro.
2.5.3 Applicazioni pratiche e parametri caratteristici
Il ciclo Stirling inverso viene applicato per il raffreddamento di sensori che operano nel campo infrarosso e
per il raffreddamento di attuatori. Le temperature operative di queste applicazioni sono bassissime e quindi
ben lontane dal campo di interesse. Questi sistemi sono anche applicati nei frigoriferi portatili o nei freezer di
piccole dimensioni. Per i frigoriferi le temperature del sistema da raffreddare sono mantenute intorno agli 0
°C con un COP di 2÷3, mentre i freezer sono mantenuti ad una temperatura di -40 °C con un COP pari a 1.
Le potenze termiche che possono essere asportate da tali sistemi variano tra 100 e 300 W e le dimensioni
caratteristiche sono intorno ai 5 cm.
Tabella 11. Parametri del ciclo Stirling inverso [31], [Ricerca in Google]
Grandezza Valore [u.m]
Fluido di lavoro Elio
T min 30÷273 (varia con l’applicazione) K
COP 1÷7 (varia con l’applicazione)
Costo Elevato
Affidabilità Bassa (2 parti mobili: pistone and displacer)
Dimensione caratteristica ≈5 cm
𝑄 𝑐𝑜𝑜𝑙𝑖𝑛𝑔 100÷300 W
Figura 127. Lunghezza caratteristica in funzione del rapporto tra la Tmin e T max [30]

Capitolo 2. Rassegna bibliografica
86
2.6 Raffreddamento termoelettrico
Il raffreddamento termoelettrico (TEC: thermoelectric cooling) è costiutito da due materiali semiconduttori:
uno drogato positivamente e l’altro negativamente. Entrambi i materiali sono posti in contanto sia con la
sorgente di calore fredda sia con la sorgente calda, attraverso la quale viene dissipata potenza termica in
ambiente. La fonte di calore fredda costituisce il componente elettronico da raffreddare oppure un materiale
posto a contatto con esso. La fonte calda invece costituisce l’elemento attraverso il quale si dissipa calore in
ambiente. Queste due fonti, che si trovano ad una certa differenza di temperatura, sono poste in contatto
attraverso i due materiali semiconduttori. Nella figura sottostante è rappresentato il sistema di
raffreddamento.
Applicando una differenza di potenziale tra i due materiali semiconduttori e quindi facendo circolare della
corrente nel sistema, sia gli elettroni del conduttore drogato negativamente, che le lacune del conduttore
drogato positvamente, migrano dall’estremo a contatto con la fonte fredda (da raffreddare) all’estremo a
contantto con la fonte calda (che dissipa potenza in ambiente). A questo moto di cariche è associato anche un
flusso termico per conduzione nello stesso verso delle cariche. Perciò la potenza termica fluisce dalla
sorgente fredda alla sorgente calda permettendo di raffreddare il componenete elettronico. Gli elettroni, come
pure le lacune positive, che migrano dalla sorgente fredda a quella calda, successivamente abbandonano il
conduttore (p o n) per entrare nel circuito elettrico, per mezzo del quale ritornano poi nel semiconduttore di
partenza passando prima dall’altro conduttore (n o p). Possono essere applicati più sistemi di questo tipo
collegati elettricamente in serie e termicamente in parallelo, tale configurazione prende il nome di “Single
stage”. Invece più componeneti di questo tipo, collegati termicamente in serie, dà origine alla configurazione
chiamata “Multi stadio”. Ogni stage può essere costiutito da più di 200 elementi come quelli rappresentati
nella figura precedente. Questa tecnologia non presenta parti mobili e quindi ha un elevata affidabilità, ha
però una bassa efficienza e lavora meglio alle basse temperature. Il COP è di circa 0.3, quindi la potenza
elettrica immessa nel sistema è molto maggiore della potenza termica asportata, inoltre serve un ventilatore
per raffreddare la sorgente calda. In Tabella 12 si riportano i parametri caratteristici del raffreddamento
termoelettrico. Si nota che il COP e la temperatura operativa sono troppo bassi per l’applicazione di interesse.
Tabella 12. Parametri del raffreddamento termoelettrico (TEC) [15]
Grandezza Valore [u.m]
TEC (singolo stadio)
𝑄 𝑐𝑜𝑜𝑙𝑖𝑛𝑔 250 W
𝑇𝑐𝑜𝑙𝑑 -110 °C
COP 0,4
Affidabilità Elevata
Costo Elevata
Dimesioni Scala micrometrica
TEC (stadio multiplo)
𝑄 𝑐𝑜𝑜𝑙𝑖𝑛𝑔 120 W
𝑇𝑐𝑜𝑙𝑑 -155 °C
COP 0,4
Affidabilità Elevata
Costo Elevata
Dimensioni Scala micrometrica
Figura 128. Raffreddamento termoelettrico (Thermoelectric coolin)g [37]
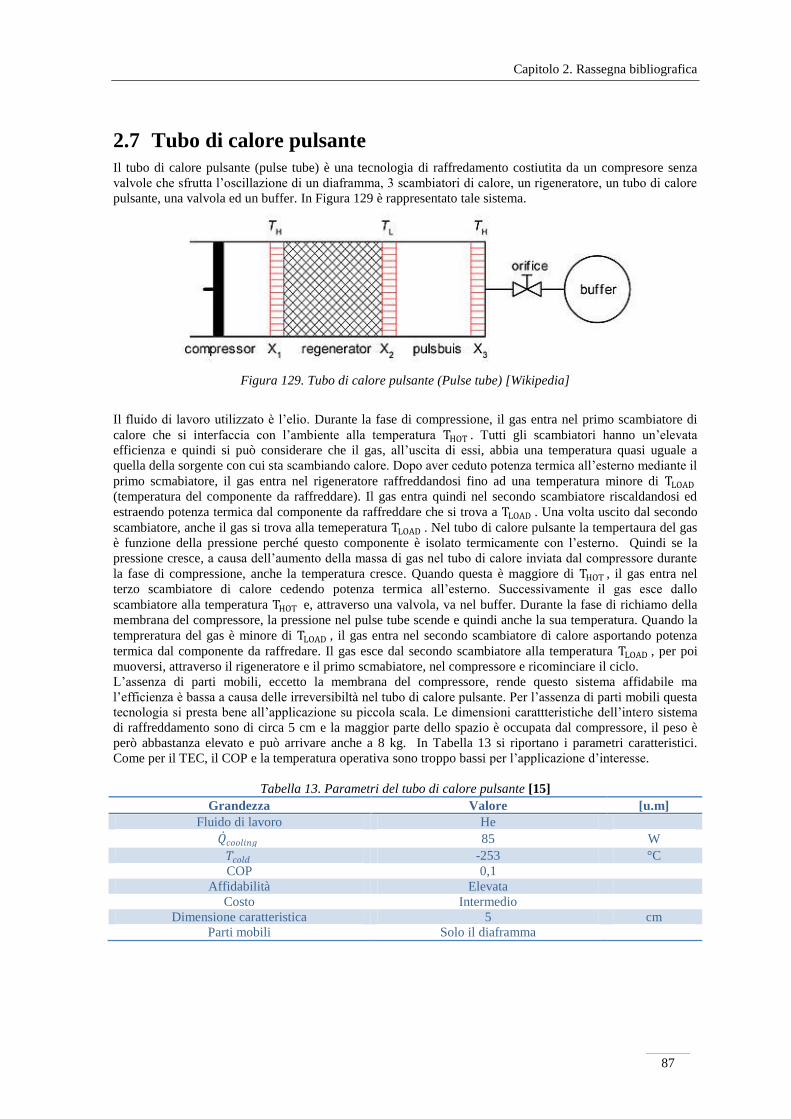
Capitolo 2. Rassegna bibliografica
87
2.7 Tubo di calore pulsante
Il tubo di calore pulsante (pulse tube) è una tecnologia di raffredamento costiutita da un compresore senza
valvole che sfrutta l’oscillazione di un diaframma, 3 scambiatori di calore, un rigeneratore, un tubo di calore
pulsante, una valvola ed un buffer. In Figura 129 è rappresentato tale sistema.
Il fluido di lavoro utilizzato è l’elio. Durante la fase di compressione, il gas entra nel primo scambiatore di
calore che si interfaccia con l’ambiente alla temperatura THOT . Tutti gli scambiatori hanno un’elevata
efficienza e quindi si può considerare che il gas, all’uscita di essi, abbia una temperatura quasi uguale a
quella della sorgente con cui sta scambiando calore. Dopo aver ceduto potenza termica all’esterno mediante il
primo scmabiatore, il gas entra nel rigeneratore raffreddandosi fino ad una temperatura minore di TLOAD
(temperatura del componente da raffreddare). Il gas entra quindi nel secondo scambiatore riscaldandosi ed
estraendo potenza termica dal componente da raffreddare che si trova a TLOAD . Una volta uscito dal secondo
scambiatore, anche il gas si trova alla temeperatura TLOAD . Nel tubo di calore pulsante la tempertaura del gas
è funzione della pressione perché questo componente è isolato termicamente con l’esterno. Quindi se la
pressione cresce, a causa dell’aumento della massa di gas nel tubo di calore inviata dal compressore durante
la fase di compressione, anche la temperatura cresce. Quando questa è maggiore di THOT , il gas entra nel
terzo scambiatore di calore cedendo potenza termica all’esterno. Successivamente il gas esce dallo
scambiatore alla temperatura THOT e, attraverso una valvola, va nel buffer. Durante la fase di richiamo della
membrana del compressore, la pressione nel pulse tube scende e quindi anche la sua temperatura. Quando la
tempreratura del gas è minore di TLOAD , il gas entra nel secondo scambiatore di calore asportando potenza
termica dal componente da raffredare. Il gas esce dal secondo scambiatore alla temperatura TLOAD , per poi
muoversi, attraverso il rigeneratore e il primo scmabiatore, nel compressore e ricominciare il ciclo.
L’assenza di parti mobili, eccetto la membrana del compressore, rende questo sistema affidabile ma
l’efficienza è bassa a causa delle irreversibiltà nel tubo di calore pulsante. Per l’assenza di parti mobili questa
tecnologia si presta bene all’applicazione su piccola scala. Le dimensioni carattteristiche dell’intero sistema
di raffreddamento sono di circa 5 cm e la maggior parte dello spazio è occupata dal compressore, il peso è
però abbastanza elevato e può arrivare anche a 8 kg. In Tabella 13 si riportano i parametri caratteristici.
Come per il TEC, il COP e la temperatura operativa sono troppo bassi per l’applicazione d’interesse.
Tabella 13. Parametri del tubo di calore pulsante [15]
Grandezza Valore [u.m]
Fluido di lavoro He
𝑄 𝑐𝑜𝑜𝑙𝑖𝑛𝑔 85 W
𝑇𝑐𝑜𝑙𝑑 -253 °C
COP 0,1
Affidabilità Elevata
Costo Intermedio
Dimensione caratteristica 5 cm
Parti mobili Solo il diaframma
Figura 129. Tubo di calore pulsante (Pulse tube) [Wikipedia]
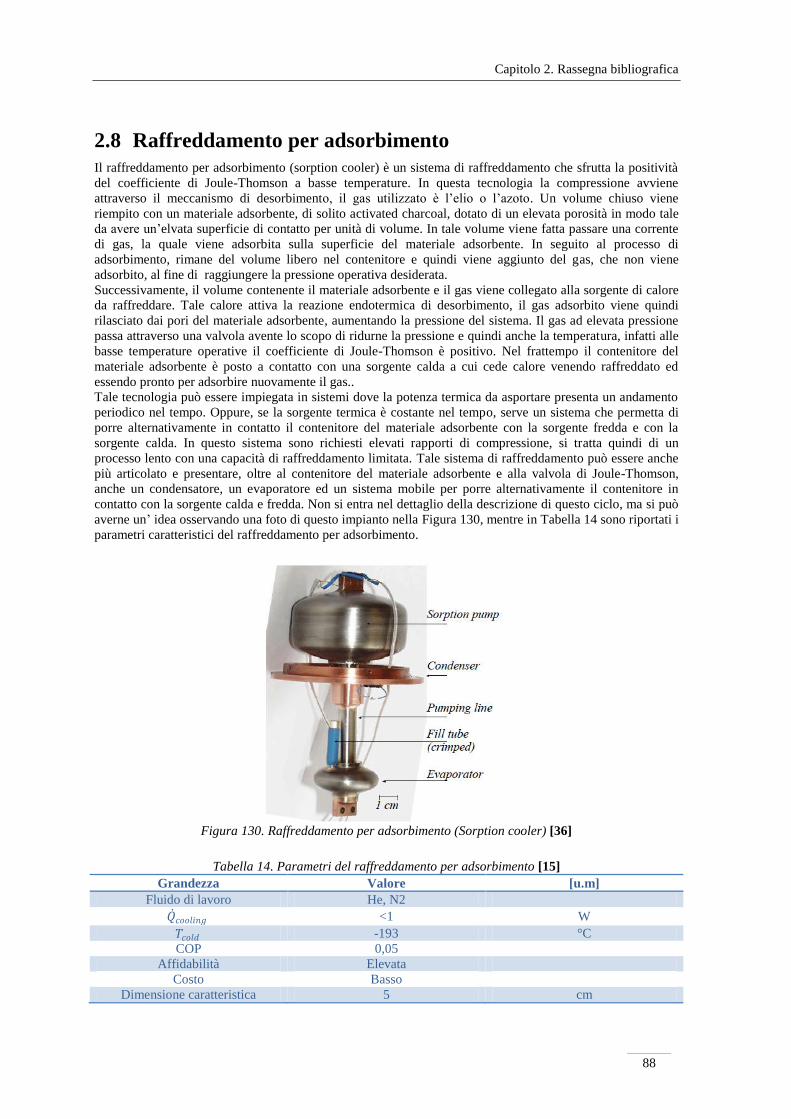
Capitolo 2. Rassegna bibliografica
88
2.8 Raffreddamento per adsorbimento
Il raffreddamento per adsorbimento (sorption cooler) è un sistema di raffreddamento che sfrutta la positività
del coefficiente di Joule-Thomson a basse temperature. In questa tecnologia la compressione avviene
attraverso il meccanismo di desorbimento, il gas utilizzato è l’elio o l’azoto. Un volume chiuso viene
riempito con un materiale adsorbente, di solito activated charcoal, dotato di un elevata porosità in modo tale
da avere un’elvata superficie di contatto per unità di volume. In tale volume viene fatta passare una corrente
di gas, la quale viene adsorbita sulla superficie del materiale adsorbente. In seguito al processo di
adsorbimento, rimane del volume libero nel contenitore e quindi viene aggiunto del gas, che non viene
adsorbito, al fine di raggiungere la pressione operativa desiderata.
Successivamente, il volume contenente il materiale adsorbente e il gas viene collegato alla sorgente di calore
da raffreddare. Tale calore attiva la reazione endotermica di desorbimento, il gas adsorbito viene quindi
rilasciato dai pori del materiale adsorbente, aumentando la pressione del sistema. Il gas ad elevata pressione
passa attraverso una valvola avente lo scopo di ridurne la pressione e quindi anche la temperatura, infatti alle
basse temperature operative il coefficiente di Joule-Thomson è positivo. Nel frattempo il contenitore del
materiale adsorbente è posto a contatto con una sorgente calda a cui cede calore venendo raffreddato ed
essendo pronto per adsorbire nuovamente il gas..
Tale tecnologia può essere impiegata in sistemi dove la potenza termica da asportare presenta un andamento
periodico nel tempo. Oppure, se la sorgente termica è costante nel tempo, serve un sistema che permetta di
porre alternativamente in contatto il contenitore del materiale adsorbente con la sorgente fredda e con la
sorgente calda. In questo sistema sono richiesti elevati rapporti di compressione, si tratta quindi di un
processo lento con una capacità di raffreddamento limitata. Tale sistema di raffreddamento può essere anche
più articolato e presentare, oltre al contenitore del materiale adsorbente e alla valvola di Joule-Thomson,
anche un condensatore, un evaporatore ed un sistema mobile per porre alternativamente il contenitore in
contatto con la sorgente calda e fredda. Non si entra nel dettaglio della descrizione di questo ciclo, ma si può
averne un’ idea osservando una foto di questo impianto nella Figura 130, mentre in Tabella 14 sono riportati i
parametri caratteristici del raffreddamento per adsorbimento.
Tabella 14. Parametri del raffreddamento per adsorbimento [15]
Grandezza Valore [u.m]
Fluido di lavoro He, N2
𝑄 𝑐𝑜𝑜𝑙𝑖𝑛𝑔 <1 W
𝑇𝑐𝑜𝑙𝑑 -193 °C
COP 0,05
Affidabilità Elevata
Costo Basso
Dimensione caratteristica 5 cm
Figura 130. Raffreddamento per adsorbimento (Sorption cooler) [36]
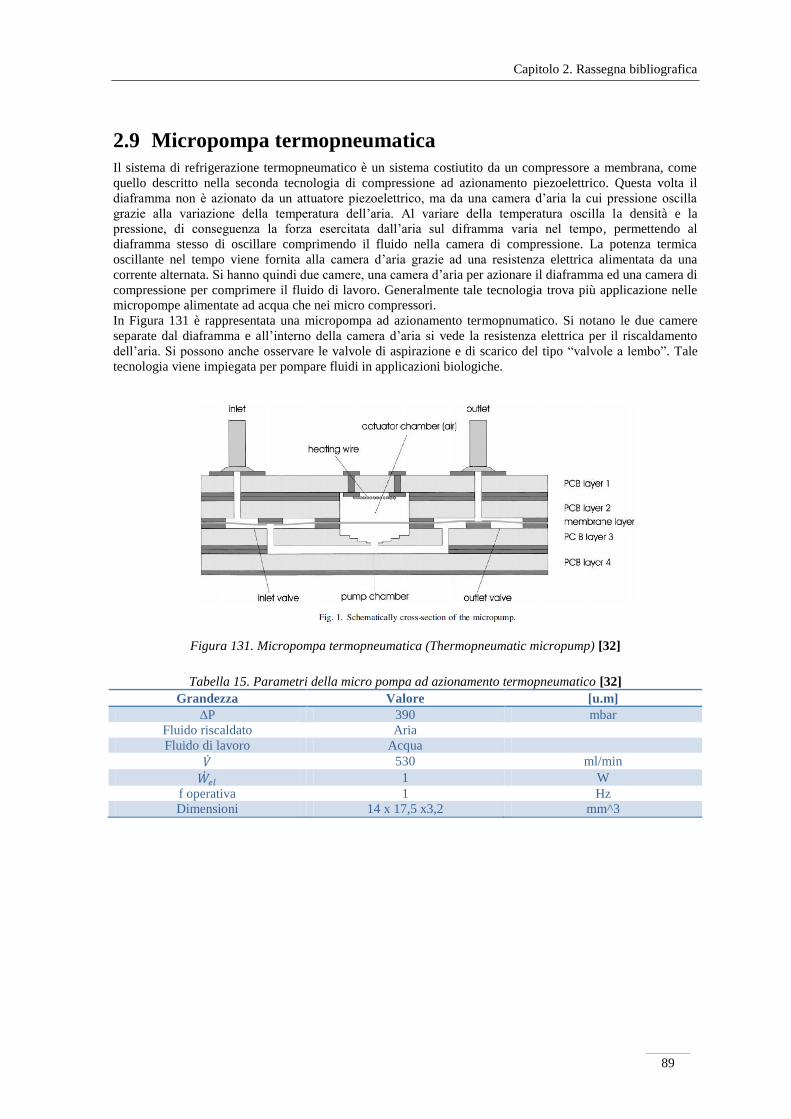
Capitolo 2. Rassegna bibliografica
89
2.9 Micropompa termopneumatica
Il sistema di refrigerazione termopneumatico è un sistema costiutito da un compressore a membrana, come
quello descritto nella seconda tecnologia di compressione ad azionamento piezoelettrico. Questa volta il
diaframma non è azionato da un attuatore piezoelettrico, ma da una camera d’aria la cui pressione oscilla
grazie alla variazione della temperatura dell’aria. Al variare della temperatura oscilla la densità e la
pressione, di conseguenza la forza esercitata dall’aria sul diframma varia nel tempo, permettendo al
diaframma stesso di oscillare comprimendo il fluido nella camera di compressione. La potenza termica
oscillante nel tempo viene fornita alla camera d’aria grazie ad una resistenza elettrica alimentata da una
corrente alternata. Si hanno quindi due camere, una camera d’aria per azionare il diaframma ed una camera di
compressione per comprimere il fluido di lavoro. Generalmente tale tecnologia trova più applicazione nelle
micropompe alimentate ad acqua che nei micro compressori.
In Figura 131 è rappresentata una micropompa ad azionamento termopnumatico. Si notano le due camere
separate dal diaframma e all’interno della camera d’aria si vede la resistenza elettrica per il riscaldamento
dell’aria. Si possono anche osservare le valvole di aspirazione e di scarico del tipo “valvole a lembo”. Tale
tecnologia viene impiegata per pompare fluidi in applicazioni biologiche.
Tabella 15. Parametri della micro pompa ad azionamento termopneumatico [32]
Grandezza Valore [u.m]
∆P 390 mbar
Fluido riscaldato Aria
Fluido di lavoro Acqua
𝑉 530 ml/min
𝑊 𝑒𝑙 1 W
f operativa 1 Hz
Dimensioni 14 x 17,5 x3,2 mm^3
Figura 131. Micropompa termopneumatica (Thermopneumatic micropump) [32]

Capitolo 2. Rassegna bibliografica
90
2.10 Micropompa elettromagnetica
La micropompa ad azionamento elettromagnetico, come la micropompa termopneumatica, fa sempre parte
della tecnologia dei compressori o delle pompe a diaframma. Il fluido di lavoro viene compresso all’interno
della camera di compressione grazie al diaframma azionato dal moto lineare alternato di un magnete
permanente, posto a diretto contatto con esso. Il magnete permanente è avvolto all’interno di un spira (coil)
fisso nel quale circola corrente alternata. La variazione del flusso di campo magnetico, che attraversa il
magnete permanente, genera una forza motrice che agisce lungo una direzione. Tale forza vaira nel tempo
facendo muovere il magnete permanente in modo alternato e quindi anche il diaframma a contatto con esso.
Si ottiene così un moto oscillatorio del diaframma che comprime il fluido nella camera di compressione. In
Figura 132 è rappresentato il magnete permanente, costituito da una lega di NdFeB, avvolto dalla spira.
Tabella 16. Parametri della micro pompa ad azionamento elettromagnetico [33]
Grandezza Valore [u.m]
∆P 1250 Pa
Fluido di lavoro Aria, acqua
V 50 (aria), 2 (acqua) ml/min
V 5 V
I 100 mA
f 50 (aria), 400 (acqua) Hz
Diametro del magnete 5 mm
Corsa del magnete 750 mm
Dimensioni della micropompa 10 x 10 x 8 mm^3
Figura 132. Magnete permanente avvolto dalla spira [33]

Capitolo 2. Rassegna bibliografica
91
2.11 Tecnologie minori
Esistono altre tecnologie di refrigerazione che non vengono descritte, come la refrigerazione termoionica e
termoacustica rimandando a testi specifici la loro trattazione.
La refrigerazione termoionica si basa sull’emissione di elettroni di un componente quando questo è posto a
contatto con una sorgente termica.Il vantaggio consiste nel non avere parti mobili, ma fino ad ora sono state
sviluppate poche applicazioni che sfruttano questa principio [15].
La refrigerazione termoacustica è una tecnologia simile al tubo di calore pulsante nella quale il pistone è stato
rimosso da un generatore acustico eliminando così le parti mobili. Sono state sviluppate poche applicazioni
che sfruttano questo principio sia per le basse potenze termiche asportate, sia per la difficoltà nel ridurre le
dimensioni. Infatti per permettre lo sviluppo dei fenomeni acustici necessari al funzionamento di questa
tecnologia, è richiesto un certo volume minimo che difficilmente può essere ridotto [15].
In Figura 133 si riporta la mappa concettuale delle tecnologie descritte in questo capitolo.
Figura 133. Tecnologie di raffreddamento

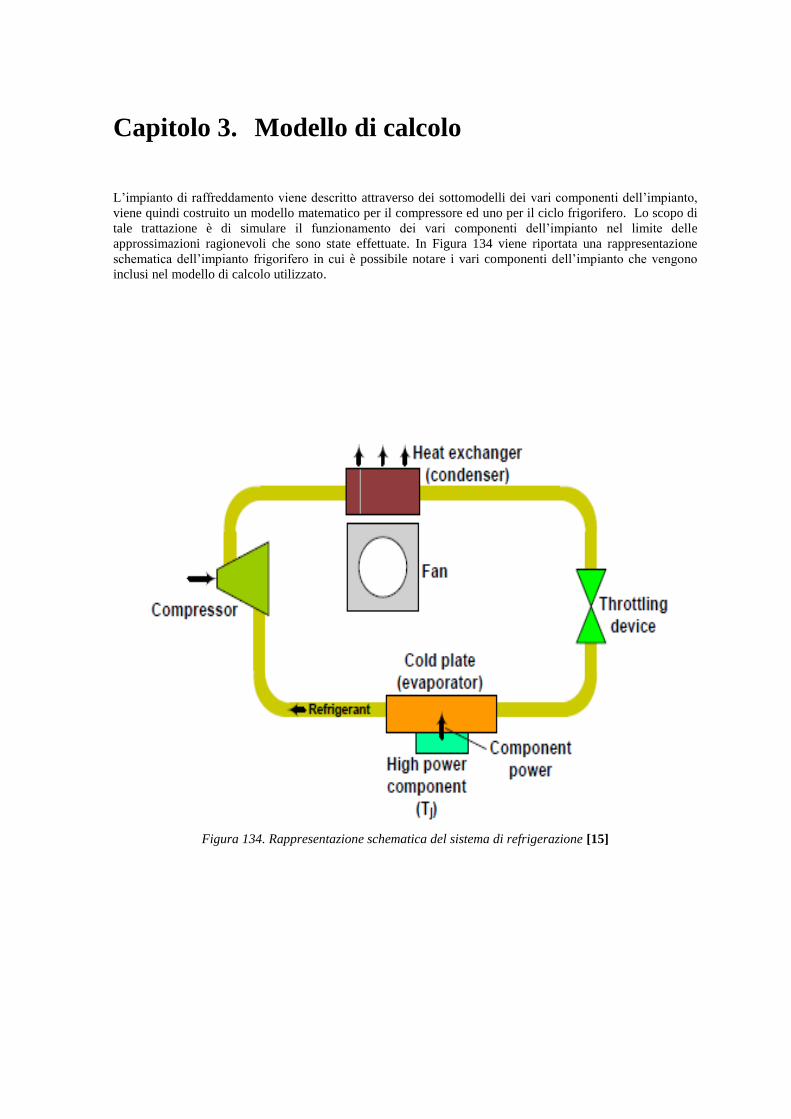
Capitolo 3. Modello di calcolo
L’impianto di raffreddamento viene descritto attraverso dei sottomodelli dei vari componenti dell’impianto,
viene quindi costruito un modello matematico per il compressore ed uno per il ciclo frigorifero. Lo scopo di
tale trattazione è di simulare il funzionamento dei vari componenti dell’impianto nel limite delle
approssimazioni ragionevoli che sono state effettuate. In Figura 134 viene riportata una rappresentazione
schematica dell’impianto frigorifero in cui è possibile notare i vari componenti dell’impianto che vengono
inclusi nel modello di calcolo utilizzato.
Figura 134. Rappresentazione schematica del sistema di refrigerazione [15]

Capitolo 3. Modello di calcolo
94
3.1 Modello del compressore
In questo capitolo si descrive il modello matematico di funzionamento del compressore. Si è scelto di
utilizzare un compressore lineare ad azionamento elettromagnetico, con valvole a disco, che funziona in
risonanza grazie alla presenza di una molla; mentre come fluido di lavoro si è scelto l’R134a. Il modello
matematico è composto da varie parti, le quali saranno descritte in seguito nell’ordine corrispondente a quello
della sequenza con cui vengono svolti i calcoli. Si procede quindi nell’elencare le assunzioni fatte, si
descrivono poi le varie parti del modello e le simulazioni effettuate, si conclude con una fase di post-
processing in cui si ricavano le prestazioni del compressore.
In Figura 135 è rappresentato lo schema del compressore utilizzato per costruire il modello matematico.
Come si può notare, viene analizzato solamente il moto lineare alternato che determina il volume della
camera di compressione, la corsa del pistone viene descritta dalla sua posizione secondo il sistema di
riferimento riportato in figura. Vengono utilizzate le valvole a disco sia per la fase di aspirazione che di
scarico. In Figura 135 viene rappresentata sia la valvola di scarico, con il sistema di riferimento che permette
di descrivere la sua posizione istante per istante, che la valvola di aspirazione avente lo stesso meccanismo
di funzionamento della precedente. Ovviamente le valvole rappresentate nel disegno riportano la semplice
rappresentazione della modellazione fisica di tale componente, ossia un sistema massa-molla descritto
dall’equazione differenziale del secondo principio della dinamica. Sia la valvola di aspirazione che quella di
Figura 135. Schema del compressore

Capitolo 3. Modello di calcolo
95
scarico, pur se poste in punti diversi del compressore, si aprono nello stesso senso. La valvola di scarico si
apre verso l’alto, all’esterno della camera di compressione, spinta dal gas interno ad elevata pressione;
mentre la valvola di aspirazione si muove anch’essa verso l’alto, all’interno della camera di compressione,
richiamata dal gas al suo interno a bassa pressione. Quindi il sistema di riferimento adottato per le valvole è
uguale sia per quella di aspirazione che di scarico, cambia solo il punto del compressore in cui il sistema di
riferimento è applicato. La struttura reale delle valvole viene mostrata in seguito nella sezione dedicata alla
loro descrizione, in Figura 135 si riporta una semplice schematizzazione del sistema per dare un’idea
generale al lettore.
3.1.1 Assunzioni
Le assunzioni fatte nel modello matematico sono le seguenti:
il fluido viene trattato come un gas ideale;
variazione lineare del calore specifico al variare della temperatura;
rendimento isoentropico di compressione ed espansione pari a 0.9;
si trascura l’attrito fluidodinamico tra il gas e le valvole durante le fasi di aspirazione e scarico;
efflusso isoentropico del gas attraverso le valvole;
laminazione isoentalpica attraverso le valvole;
pressioni del ciclo frigorifero a valle della valvola di scarico e a monte di quella di aspirazione
costanti;
temperatura ambiente pari a 298 K.
L’assunzione di gas ideale comporta che il calore specifico non sia funzione della pressione, ma può essere
funzione della temperatura. Quindi nei calcoli relativi ai bilanci energetici, in cui entra in gioco l’entalpia del
gas, questo effetto deve essere considerato. Per determinare l’entalpia del gas si dovrebbe considerare il Cp in
forma polinomiale in funzione della temperatura, ma non si dispone di questi stati.
3.1.2 Entalpia del gas ideale
Visto che all’interno del compressore il gas viene approssimato ad un gas ideale, è necessario calcolarne
l’entalpia nei vari punti termodinamici del ciclo, ricordando che questa è funzione della temperatura e non
della pressione. Grazie all’ausilio del software “REFPROP” è possibile determinare il Cp0, ovvero il Cp del
gas ideale, una volta fissata la temperatura. E’ possibile determinare anche l’entalpia del gas ideale che verrà
utilizzata successivamente, come confronto con l’entalpia calcolata mediante l’integrale del Cp0.
Le condizioni di riferimento sono fissate in un punto termodinamico a bassa pressione ma in cui il gas si
trova allo stato di vapore surriscaldato. Si è impostata nel software una temperatura di riferimento di 235 K
ed una pressione di riferimento di 0,2 bar. Questa temperatura e pressione di riferimento vengono utilizzate
come condizioni di riferimento per il calcolo dell’entalpia in “Excel”. Per un determinato range di
temperatura (235-455 K) è stata interpolata la curva del Cp0 approssimandola con una funzione lineare come
mostrato in Figura 136. Integrando la funzione del Cp0 al variare della temperatura e confrontando il valore
ottenuto con l’entalpia del gas ideale, fornita dal software “REFPROP”, è possibile determinare l’entalpia di
riferimento iniziale da sommare all’integrale del cp0. Vengono quindi definiti due coefficienti (a_cp e b_cp)
ed un’entalpia di riferimento (h0_rif) che verranno utilizzati nel calcolo dell’entalpia secondo le equazioni
(86) e (87).
𝑐𝑝0 = 𝑎𝑐𝑝 ∗ 𝑇 + 𝑏𝑐𝑝 (86)
= 0,𝑟𝑖𝑓 + 𝑐𝑝0 ∗ 𝑑𝑇 𝑇
𝑇𝑟𝑖𝑓
(87)

Capitolo 3. Modello di calcolo
96
3.1.3 Dinamica delle valvole
In Figura 137 è riportata un'immagine delle valvole a disco applicate nei compressori per impianti di
refrigerazione e condizionamento dell’aria. Dal modello reale della valvola si è deciso di costruire un
modello semplice, considerando cioè un sistema massa-molla che risenta delle forze riportate in Figura 139,
trascurando altri fenomeni non di interesse per il semplice approccio della trattazione. In Figura 138 è invece
rappresentato il principio di funzionamento delle valvole a disco.
E’ opportuno descrivere in modo esaustivo l’equazione della dinamica delle valvole di aspirazione e scarico.
Tale equazione, risolta insieme alle equazioni che descrivono il volume e gli stati termodinamici del gas nella
camera di compressione, permette di capire istante per istante quanto sia l’apertura della valvola e la portata
che fluisce attraverso di essa. Come già accennato si è scelto di utilizzare le valvole a disco, il cui
funzionamento è descritto dal secondo principio della dinamica riportato nell’equazione (88). Questa è
un’equazione vettoriale, quindi per ottenere un’equazione algebrica si deve scomporre la forza risultante
lungo le tre direzioni dello spazio, in modo da ottenere l’accelerazione lungo queste tre coordinate. In realtà
si considera il problema monodimensionale e quindi l’unica direzione considerata è quella lungo l’asse di
spostamento della valvola, ossia quella verticale di uscita del flusso corrispondente alla direzione del moto
alterno del pistone. L’equazione (88) può diventare l’equazione (89).
𝑚 ∗ 𝑎 = 𝐹 (88)
𝑚 ∗ 𝑎𝑥 = 𝐹𝑥 (89)
Figura 138. Principio di funzionamento delle
valvole a disco
Figura 137. Valvole a disco [ricerca in Gooogle]
Figura 136. Cp0 in funzione della temperatura

Capitolo 3. Modello di calcolo
97
Si descrivono ora i vari componenti dell’equazione (89). Si precisa che alcune delle varie forze in gioco sono
state trascurate per semplicità di calcolo. Inoltre la posizione, la velocità e l’accelerazione della valvola sono
funzione del tempo e vengono indicate nel seguente modo: 𝑥 𝑡 𝑣 posizione, 𝑥 (𝑡)𝑣 velocità, 𝑥 (𝑡)𝑣
accelerazione, invece con 𝑚 si intende la massa della valvola. Le varie forze che agiscono sulla valvola sono
la forza elastica, la forza dovuta alla differenza di pressioni tra monte e valle della valvola e la forza di pre-
carico che permette di tenere chiusa la valvola nelle altre fasi di funzionamento del compressore. Si trascura
invece la forza generata dall’attrito fluidodinamico tra gas e valvola per mancanza di dati in letteratura.
In seguito si descrivono brevemente queste tre tipologie di forze. Dalle precedenti considerazioni l’equazione
della dinamica della valvola diventa:
𝑚 ∗ 𝑥 𝑣 𝑡 = 𝐹 𝑃𝑟𝑒−𝑙𝑜𝑎𝑑 + 𝐹 ∆𝑝 + 𝐹 𝑒𝑙 (90)
3.1.3.1 Forza elastica
La forza elastica è la forza di resistenza che la valvola oppone alla sua apertura a causa della sua elasticità.
Questa forza agisce in senso opposto allo spostamento della valvola, inoltre quando la valvola è chiusa, tale
forza agisce comunque sulla valvola e prende il nome di forza di pre-carico. Infatti per garantire la tenuta
della valvola quando questa è chiusa, essa deve subire una certa deformazione iniziale di pre-carico in modo
tale che la forza elastica generata, detta forza di pre-carico, vinca la differenza di pressione tra monte e valle
della valvola che tende a farla aprire. Quindi durante la sua apertura e chiusura, al valore della posizione della
valvola va sommata la deformazione di pre-carico. Si ricorda ancora che l’unica direzione considerata è
quella lungo l’asse x, mentre k rappresenta la costante elastica della valvola.
𝐹 𝑒𝑙 = −𝑘𝑣 ∗ (𝑥 𝑡 𝑣 + 𝑥 𝑃𝑟𝑒−𝑙𝑜𝑎𝑑 ) (91)
3.1.3.2 Forza dovuta alla differenza di pressione
La differenza di pressione tra monte e valle della valvola è quella che genera l’apertura della stessa. Una
volta che la valvola è aperta, esiste sempre un ∆p e quindi una forza dovuta alla differenza di pressioni. La
formula è la seguente:
𝐹 ∆𝑝 =𝜋
4∗ 𝑝𝑈𝑃 𝑣𝑎𝑙𝑣𝑒 − 𝑝𝑑𝑜𝑤𝑛 𝑣𝑎𝑙𝑣𝑒 ∗ 𝑑𝑝
2 (92)
Figura 139. Schema delle forze che agiscono sulla valvola

Capitolo 3. Modello di calcolo
98
3.1.3.3 Velocità del flusso in uscita dalle valvole
La velocità del flusso di gas attraverso le valvole viene determinata facendo l’ipotesi di efflusso isoentropico,
le cui formule sono applicabili in quanto si sta trattando un gas ideale in assenza di attriti fluidodinamici.
La velocità del flusso viene calcolata all’uscita delle valvole considerando le grandezze termodinamiche a
monte della valvola come grandezze totali. Si fa presente che la velocità del gas deve essere minore della
velocità critica e qualora non lo fosse, la velocità del gas viene assunta uguale alla velocità critica. Nelle
seguenti equazioni si riportano le formule per il calcolo della velocità di efflusso del gas, della portata di
aspirazione o di scarico, della densità a valle della valvola, del rapporto critico tra la pressione di monte e
valle e della velocità critica. Si riporta inoltre l’equazione completa della dinamica della valvola che
determina la sua posizione istantanea.
𝑤 = 2 ∗𝛾
𝛾 − 1∗
𝑝𝑈𝑝
𝜌𝑈𝑝
∗ 1 −𝑝𝐷𝑜𝑤𝑛
𝑝𝑈𝑝
𝛾−1𝛾
(93)
𝑚 = 𝐴𝑃 ∗ 𝜌𝑑𝑜𝑤𝑛 𝑣𝑎𝑙𝑣𝑒 ∗ 𝑤𝑔𝑎𝑠 ,𝑝𝑜𝑟𝑡 (94)
𝜌𝑑𝑜𝑤𝑛 𝑣𝑎𝑙𝑣𝑒 = 𝜌𝑢𝑝 𝑣𝑎𝑙𝑣𝑒 ∗ 𝑝𝑑𝑜𝑤𝑛 𝑣𝑎𝑙𝑣𝑒
𝑝𝑢𝑝 𝑣𝑎𝑙𝑣𝑒
1𝛾
(95)
𝐴𝑃 = 𝜋 ∗𝑑𝑝
2
4 (96)
𝑟𝑐 = 𝑝𝑈𝑝
𝑝𝐷𝑜𝑤𝑛
= 2
𝛾 + 1
𝛾𝛾−1
(97)
𝑤𝑔𝑎𝑠 ,𝑣𝑎𝑙𝑣𝑒 𝑐 = 2 ∗𝛾
𝛾 − 1∗
𝑝𝑈𝑝
𝑝𝐷𝑜𝑤𝑛
(98)
𝑚 ∗ 𝑥 𝑣 𝑡 = −𝑘 ∗ 𝑥𝑃𝑟𝑒 −𝑙𝑜𝑎𝑑 + 𝑥𝑣(𝑡) +𝜋
4∗ 𝑝𝑈𝑝 − 𝑝𝐷𝑜𝑤𝑛 ∗ 𝑑𝑝
2 (99)
In fase di scarico la pressione di valle è nota e mantenuta costante, mentre in fase di aspirazione è nota e
mantenuta costante la pressione di monte. La forza motrice, che genera un flusso in uscita o in ingresso dalla
camera di compressione, è la differenza di pressione tra monte e valle delle valvole. Trascurando gli attriti
fluidodinamici e fissate le pressioni dell’impianto, questa differenza dipende dalla variazione di pressione
all’interno della camera di compressione durante le fasi di scarico e aspirazione. Quindi la fuoriuscita o
l’ingresso di gas nella camera causano una riduzione o un aumento di pressione della stessa, e di conseguenza
un flusso variabile nel tempo attraverso le valvole. Con il passare del tempo la pressione della camera si
avvicina sempre di più a quella dell’impianto fino ad avere una differenza nulla tra le due, a questo punto la
velocità diventa nulla e termina la fase di scarico o di aspirazione. La scelta della costante elastica delle
valvole è importante al fine di garantire una corretta apertura e chiusura delle valvole. La valvola di scarico si
deve aprire una volta raggiunta la pressione massima del ciclo e si deve chiudere quando la variazione di
pressione attraverso la valvola è nulla. Invece la valvola di aspirazione si deve aprire quando la temperatura,
alla fine dell’espansione del gas nel volume morto, è pari alla temperatura iniziale del ciclo di compressione
(essendo la laminazione isoentalpica e quindi isoterma per un gas ideale). Un altro parametro importante è il
diametro delle valvole, questo deve essere determinato in modo tale che, alla fine delle fasi di aspirazione o
scarico, la pressione della camera di compressione sia pari a quella massima o minima del ciclo frigorifero.
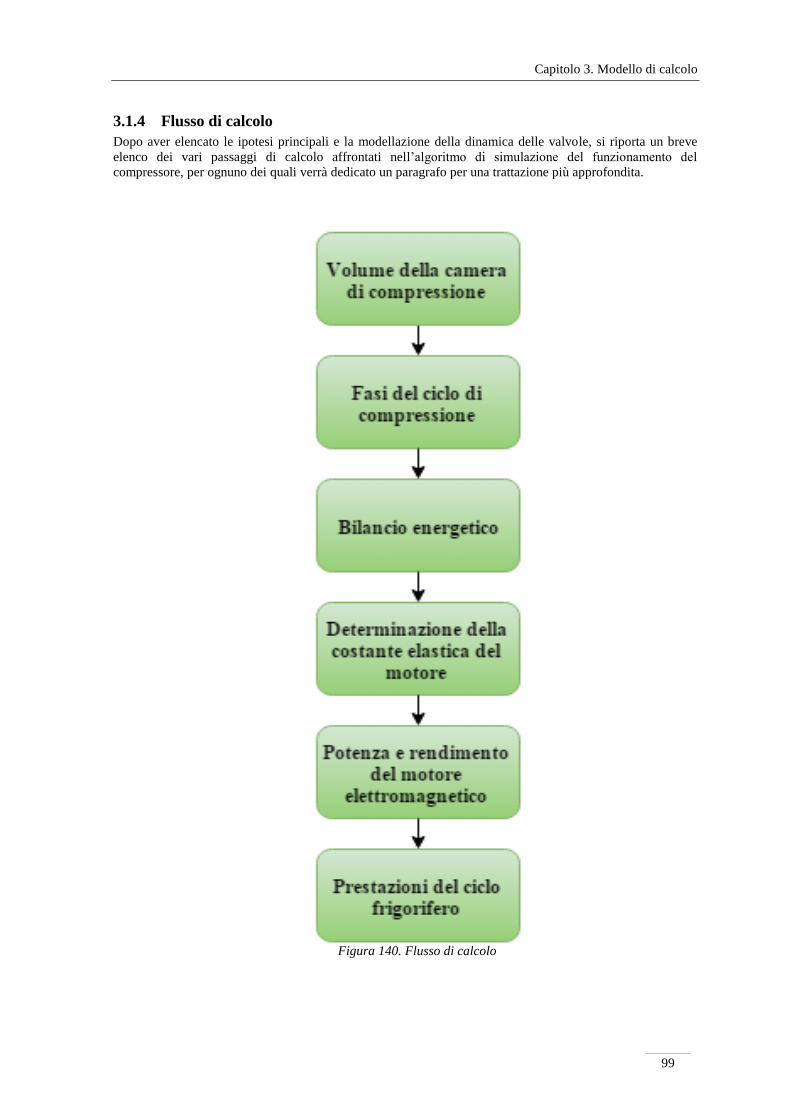
Capitolo 3. Modello di calcolo
99
3.1.4 Flusso di calcolo
Dopo aver elencato le ipotesi principali e la modellazione della dinamica delle valvole, si riporta un breve
elenco dei vari passaggi di calcolo affrontati nell’algoritmo di simulazione del funzionamento del
compressore, per ognuno dei quali verrà dedicato un paragrafo per una trattazione più approfondita.
Figura 140. Flusso di calcolo

Capitolo 3. Modello di calcolo
100
3.1.5 Volume della camera di compressione
Il volume della camera di compressione è funzione del tempo e comprende il volume di gas contenuto nella
porzione di cilindro compresa tra il pistone, la testa del cilindro e la sua superficie laterale. Il volume in un
determinato istante dipende quindi dalla posizione del pistone che si muove di moto rettilineo alternato,
quindi di moto periodico. Si è deciso di adottare il sistema di riferimento rappresentato in Figura 141 in cui il
volume minimo si ha in prossimità della testa del pistone, mentre il volume massimo in prossimità del punto
morto inferiore (BDC). Ovviamente il pistone, durante la sua corsa, non arriva in prossimità della testa del
cilindro ma si ferma al punto morto superiore (TDC), di conseguenza nella descrizione del volume del gas
nella camera di compressione si deve considerare anche il volume morto. Fissato un certo istante di tempo, il
volume del gas coincide con il volume della porzione di cilindro compreso tra la testa ed il pistone. Tale
volume si calcola semplicemente moltiplicando la distanza tra la testa del cilindro e la posizione del pistone
(rappresentata dalla coordinata x) per l’area del cilindro. L’area del cilindro è funzione del suo diametro
interno (alesaggio) da non confondere con il diametro del pistone, tra questi due diametri c’è la differenza di
due volte il gioco. Questa differenza è mostrata in modo chiaro in Figura 135.
𝑉𝑐𝑦𝑙 𝑡 = 𝐴𝑐𝑦𝑙 ∗ 𝑥𝑝𝑖𝑠𝑡 (𝑡) (100)
𝐴𝑐𝑦𝑙 = 𝜋 ∗𝐷𝑐𝑦𝑙
2
4 (101)
𝑥𝑝𝑖𝑠𝑡 𝑡 = 𝐿𝑠𝑡𝑟𝑜𝑘𝑒
2∗ 1 + 𝑐𝑜𝑠 𝜔𝑡 + 𝑥𝑑𝑒𝑎𝑑 (102)
𝜔 = 2𝜋𝑓𝑓𝑒𝑒𝑑 (103)
𝑥 𝑝𝑖𝑠𝑡 𝑡 = −𝜔𝐿𝑠𝑡𝑟𝑜𝑘𝑒
2∗ sin(𝜔𝑡) (104)
𝑥 𝑝𝑖𝑠𝑡 𝑡 = −𝜔2𝐿𝑠𝑡𝑟𝑜𝑘𝑒
2cos(𝜔𝑡) (105)
Come si può notare dall’equazione (102), si è scelto di descrivere la posizione del pistone con un moto
cosinusoidale centrato in L/2, considerando il volume morto in modo tale che nell’istante t=0 il pistone si
trovi alla massima distanza dall’origine, nell’istante t=π/ω si trovi al punto morto superiore e nell’istante
t=2π/ω si ritrovi nel punto morto inferiore. Quindi il periodo del moto è pari a 2π/ω e di conseguenza è
funzione della frequenza del sistema. La velocità e l’accelerazione del pistone sono ottenute per derivazione
analitica del primo e secondo ordine della funzione dello spazio, e come quest’ultima, rispondo alle
caratteristiche del moto periodico. Come già introdotto nel capitolo precedente nella descrizione dei
compressori lineari, il sistema di compressione (motore elettromagnetico e compressore) può essere visto
come un sistema dinamico descritto dall’equazione differenziale del secondo ordine che rappresenta il
Figura 141. Volume della camera di compressione

Capitolo 3. Modello di calcolo
101
secondo principio della dinamica. Questa equazione considera l’accelerazione della massa mobile (pistone e
magnete), gli attriti meccanici tra pistone e cilindro e le perdite per trafilamento, gli effetti molla (molla
motore e molla gas) e la forzante elettromagnetica. Da tale equazione si può determinare la frequenza di
risonanza del sistema, legata alla radice quadrata delle costanti elastiche sulle masse mobili, corretta con un
coefficiente che tenga conto delle voci di perdita. Tale operazione richiede però una buona conoscenza di
molti parametri nei vari stati termodinamici del ciclo di compressione che non sono noti a priori, quindi è
difficilmente determinabile all’inizio dei calcoli. Si ipotizza quindi una frequenza di risonanza di 50 Hz pari
alla frequenza di rete, calcolando così il volume della camera di compressione e risolvendo i successivi punti
del flusso di calcolo. Alla fine dei conti, noti tutti i parametri, si determina la frequenza di risonanza del
sistema e si itera successivamente sulla costante elastica della molla del motore, in modo che la frequenza di
risonanza sia uguale al valore della frequenza operativa stabilita in questa fase preliminare. Iterare sulla
costante elastica della molla del motore è un’operazione ragionevole in quanto tale componente non rientra
nello schema riportato in Figura 135 e quindi non influenza i risultati ottenuti nelle fasi precedenti.
3.1.6 Fasi di compressione e dinamica delle valvole
Il ciclo termodinamico di compressione si suddivide in 4 fasi: compressione, scarico, espansione del gas nel
volume morto ed aspirazione. In Figura 142 è rappresentato il ciclo di compressione ideale (linea blu
tratteggiata) ed il ciclo reale (linea rossa continua) e si può notare ognuna delle 4 fasi in precedenza citate.
Questo grafico è stato estratto dal lavoro [9]. In seguito per ognuna di queste fasi viene dedicato un paragrafo
alla descrizione del modello utilizzato in ognuna di esse. Sempre dalla figura si può notare come nel ciclo
reale la pressione durante la fase di scarico e aspirazione non sia costante all’interno della camera di
compressione, si assume però che la pressione del ciclo frigorifero di raffreddamento a valle della valvola di
scarico (Pmax) e quella a monte della valvola di aspirazione (Pmin) sia costante. I punti 1, 2, 3, 4
rappresentano i quattro punti caratteristici del ciclo termodinamico ideale di compressione e come si può
notare, nel ciclo ideale la pressione al punto 2 è uguale a quella del punto 3, come pure quella del punto 1, è
uguale a quella del punto 4. La pressione massima e minima del ciclo di compressione (P1 e P2) vengono
utilizzate nella costruzione del modello matematico, ricavando gli altri punti del ciclo frutto degli effetti del
ciclo reale e quindi differenti dalle condizioni ideali. Le pressioni P1 e P2 sono quindi stabilite a priori e
derivano dalla conoscenza del ciclo frigorifero. I valori riportati nella figura sono stati estratti dal lavoro [9],
nel quale i parametri del ciclo sono differenti da quelli utilizzati in questa sede. La lettura dei dati del grafico
deve quindi essere fatta a scopo qualitativo ed indicativo per quanto riguarda i valori assoluti delle pressioni
e dei volumi. Le equazioni che descrivono le varie fase del ciclo di compressione verranno risolte per ognuno
degli istanti temporali in cui è stato discretizzato il periodo del pistone.
Figura 142. Diagramma P-V del ciclo di compressione [9]

Capitolo 3. Modello di calcolo
102
3.1.6.1 Fase 1: compressione
La fase 1 viene risolta imponendo il valore della temperatura all’interno della camera di compressione al
punto 1 pari a quella del gas a monte della valvola di aspirazione, in quanto la laminazione è isoentalpica. La
pressione al punto 1, come quella al punto 2, sono ritenute note (stabilite a priori dalla conoscenza del ciclo
frigorifero), mentre le altre pressioni del ciclo di compressione sono ricavate considerando gli effetti reali del
ciclo di compressione che si interfaccia con il ciclo frigorifero. Si ritiene inoltre noto il volume al punto 1
perché, essendo al tempo iniziale, corrisponde al volume massimo. Successivamente si discretezza la
variabile tempo in piccoli passi ∆t. Per ogni intervallo temporale, la pressione finale viene calcolata con
l’equazione (106) che rappresenta la compressione isoentropica.
𝑝𝑓𝑖𝑛𝑎𝑙𝑒 𝑡𝑖 = 𝑝𝑖𝑛𝑖𝑧𝑖𝑎𝑙𝑒 (𝑡𝑖) ∗ 𝑉𝑖𝑛𝑖𝑧𝑖𝑎𝑙𝑒 (𝑡𝑖)
𝑉𝑓𝑖𝑛𝑎𝑙𝑒 (𝑡𝑖)
𝛾
(106)
In realtà la compressione non è isoentropica, ma si assume un certo rendimento isoentropico che tenga conto
delle perdite fluidodinamiche. Di conseguenza, a pari pressione, la temperatura finale di compressione reale è
maggiore di quella ideale, è quindi necessario passare attraverso la definizione del rendimento isoentropico.
Si deve quindi calcolare la temperatura e l’entalpia di compressione isoentropica, ricavare dal rendimento
isoentropico l’entalpia finale reale e, da questa, la temperatura reale. Si indica con “1” il punto iniziale della
compressione, con “2,is” il punto finale della compressione isoentropica e con “2” il punto finale della
compressione reale.
𝑇𝑓𝑖𝑛𝑎𝑙𝑒 ,𝑖𝑠 𝑡𝑖 = 𝑇𝑖𝑛𝑖𝑧𝑖𝑎𝑙𝑒 (𝑡𝑖) ∗ 𝑝𝑓𝑖𝑛𝑎𝑙𝑒 (𝑡𝑖)
𝑝𝑖𝑛𝑖𝑧𝑖𝑎𝑙𝑒 (𝑡𝑖)
𝛾−1𝛾
(107)
𝑓𝑖𝑛𝑎𝑙𝑒 ,𝑖𝑠(𝑡𝑖) = 0,𝑟𝑖𝑓 +𝑎𝑐𝑝
2∗ 𝑇𝑓𝑖𝑛𝑎𝑙𝑒 ,𝑖𝑠
2(𝑡𝑖) − 𝑇𝑟𝑖𝑓2 + 𝑏𝑐𝑝 ∗ 𝑇𝑓𝑖𝑛𝑎𝑙𝑒 ,𝑖𝑠(𝑡𝑖) − 𝑇𝑟𝑖𝑓 (108)
휂𝑖𝑠(𝑡𝑖) = 𝑓𝑖𝑛𝑎𝑙𝑒 ,𝑖𝑠 − 𝑖𝑛𝑖𝑧𝑖𝑎𝑙𝑒
𝑓𝑖𝑛𝑎𝑙𝑒 − 𝑖𝑛𝑖𝑧𝑖𝑎𝑙𝑒
𝑡𝑖
= 0.9 (109)
𝑓𝑖𝑛𝑎𝑙𝑒 (𝑡𝑖) = 0,𝑟𝑖𝑓 +𝑎𝑐𝑝
2∗ 𝑇𝑓𝑖𝑛𝑎𝑙𝑒
2(𝑡𝑖) − 𝑇𝑟𝑖𝑓2 + 𝑏𝑐𝑝 ∗ 𝑇𝑓𝑖𝑛𝑎𝑙𝑒 (𝑡𝑖) − 𝑇𝑟𝑖𝑓 (110)
Durante la fase di compressione si deve considerare il fatto che la massa di gas all’interno della camera di
compressione, nonostante rimangano chiuse le valvole, non resta costante a causa delle perdite di
trafilamento. Per semplicità, si assume che durante la compressione e la fase di scarico, la portata di
tarfilamento sia uscente dalla camera di compressione, mentre si assume che sia entrante durante la fase di
espansione e aspirazione. La portata di trafilamento fa variare la pressione all’interno della camera di
compressione, ma fa variare anche la pressione del volume di cilindro a monte del pistone. In realtà si
dovrebbe considerare questo effetto e calcolare la velocità di gas nella sezione di trafilamento, tenendo conto
della differenza di pressione a cavallo del pistone e della velocità del pistone stesso. Per semplicità si
considera la velocità media del gas nella sezione di trafilamento pari alla metà della velocità del pistone;
infatti sulla parete del cilindro il gas è fermo per la condizione di non scorrimento, mentre sul pistone, sempre
per la condizione di non scorrimento, si muove alla velocità del pistone.
𝑚 𝑙𝑒𝑎𝑘 𝑡𝑖 = 𝜌 ∗ 𝐴𝑙𝑒𝑎𝑘 ∗ 𝑣 𝑙𝑒𝑎𝑘 𝑡𝑖 (111)
𝐴𝑙𝑒𝑎𝑘 = 𝜋 ∗ 𝐷𝑝𝑖𝑠𝑡 + 2𝑔
2− 𝐷𝑝𝑖𝑠𝑡
2
4 (112)
𝑣 𝑙𝑒𝑎𝑘 𝑡𝑖 = 𝑥 𝑝𝑖𝑠𝑡 (𝑡𝑖)
2 (113)

Capitolo 3. Modello di calcolo
103
L’area di trafilamentoè ottenuta dalla differenza tra le aree della sezione cilindrica della camera e del pistone.
Nell’equazione (114) si calcola la massa contenuta nella camera di compressione all’inizio della fase 1,
mediante l’equazione (115) si determina la massa ad un certo istante t ed infine con l’equazione (116) si
determina la pressione alla fine del time step, dopo che è avvenuta la compressione reale e le perdite per
trafilamento.
𝑀1 =𝑝1 ∗ 𝑉1
𝑅∗ ∗ 𝑇1
(114)
𝑀 𝑡𝑖 = 𝑀(𝑡𝑖−1) − 𝑚 𝑙𝑒𝑎𝑘 𝑡𝑖 ∗ Δ𝑡 (115)
𝑝𝑓𝑖𝑛𝑎𝑙𝑒 𝑡𝑖𝑚𝑒 𝑠𝑡𝑒𝑝 𝑡𝑖 =𝑀 𝑡𝑖 ∗ 𝑅∗ ∗ 𝑇𝑓𝑖𝑛𝑎𝑙𝑒 (𝑡𝑖)
𝑉(𝑡𝑖) (116)
3.1.6.2 Fase 2: scarico
La fase di scarico inizia una volta raggiunta la pressione P2. La pressione, il volume, la temperatura e quindi
la densità sono noti dalla fase precedente e in tale istante si deve aprire la valvola. I parametri noti a priori,
oltre a conoscere tutto le grandezze al punto 2, sono: la pressione a valle della valvola di scarico, mantenuta
costante ed il cui valore è imposto dal ciclo frigorifero, ed il volume finale che corrisponde al volume morto.
Le equazioni che rientrano in questa fase sono quelle che descrivono il volume della camera, l’equazione di
stato dei gas ideali, le perdite per trafilamento e la dinamica della valvola. Si deve quindi risolvere questo
sistema di equazioni trovando l’accoppiamento tra le condizioni termodinamiche della camera di
compressione ed il funzionamento della valvola. Per le equazioni che descrivono la dinamica della valvola e
la tipologia di approccio utilizzata, si rimanda al paragrafo 3.1.3. Si riporta ora il flusso di calcolo utilizzato
per ogni step temporale.
Tabella 17. Dati iniziali ad ogni passo temporale in cui viene discretizzata la fase 2
𝑡 𝑥𝑣(𝑡) 𝑥 𝑣(𝑡) 𝑥 𝑣(𝑡) 𝑥𝑣,𝑝𝑟𝑒 −𝑙𝑜𝑎𝑑 𝜌𝑈𝑝 ,𝑖𝑛𝑖𝑧𝑖𝑎𝑙𝑒 (𝑡) 𝑇𝑈𝑝 ,𝑖𝑛𝑖𝑧𝑖𝑎𝑙𝑒 (𝑡)
𝑖 = 0 𝑡 𝑉2 𝑖𝑛𝑖𝑧𝑖𝑜 0 0 / 𝑛𝑜𝑡𝑜 𝜌2 𝑇2
0 < 𝑖 ≤ 𝑛 𝑠𝑡𝑒𝑝𝑠 𝑡𝑖 = 𝑡𝑖−1 + ∆𝑡 HP. * * 𝑛𝑜𝑡𝑜 𝜌𝑈𝑝 ,𝑡𝑖−1 𝑇𝑈𝑝 ,𝑡𝑖−1
In Tabella 17 nella riga con i=0 sono riportati i dati iniziali da assumere al punto 2, mentre nella generica riga
con i>0 sono riportati i parametri iniziali da assumere all’inizio di ogni step temporale dopo il primo. Il
termine “*” indica che la grandezza in esame è stata calcolata, mentre con HP che è stata ipotizzata e poi
fatta convergere al suo valore reale. Si riportano ora le formule utilizzate nel processo di calcolo per ogni step
Figura 143. Perdite per trafilamento

Capitolo 3. Modello di calcolo
104
temporale, partendo dal ∆t successivo al tempo nel punto 2 in cui sono noti i parametri termodinamici
riportati in Tabella 17. La fase 2 termina al tempo in cui il volume diventa uguale al volume morto (TDC),
𝑡 𝑉𝑑𝑒𝑎𝑑 .
𝑡 = 𝑡𝑖 , 𝑛𝑜𝑡𝑖 𝑖 𝑝𝑎𝑟𝑎𝑚𝑒𝑡𝑟𝑖 𝑎𝑙 𝑡𝑒𝑚𝑝𝑜 𝑡𝑖−1 (117)
𝑯𝑷. 𝒌𝒗 = 𝒄𝒐𝒔𝒕𝒂𝒏𝒕𝒆 𝒆𝒍𝒂𝒔𝒕𝒊𝒄𝒂 𝒅𝒆𝒍𝒍𝒂 𝒗𝒂𝒍𝒗𝒐𝒍𝒂 (118)
𝑯𝑷. 𝒅𝒑𝒐𝒓𝒕 = 𝒅𝒊𝒂𝒎𝒆𝒕𝒓𝒐 𝒅𝒊 𝒂𝒑𝒆𝒓𝒕𝒖𝒕𝒓𝒂 𝒅𝒆𝒍𝒍𝒂 𝒗𝒂𝒍𝒗𝒐𝒍𝒂 (119)
𝑯𝑷. 𝒙𝒗 𝒕𝒊 = 𝒑𝒐𝒔𝒊𝒛𝒊𝒐𝒏𝒆 𝒅𝒆𝒍𝒍𝒂 𝒗𝒂𝒍𝒗𝒐𝒍𝒂 𝒂𝒅 𝒐𝒈𝒏𝒊 𝒕𝒊𝒎𝒆 𝒔𝒕𝒆𝒑 (120)
𝑥 𝑣 𝑡 =𝑥𝑣(𝑡𝑖) − 𝑥𝑣(𝑡𝑖−1)
𝑡𝑖−1 − 𝑡𝑖
(121)
𝑥 𝑣 𝑡 =𝑥 𝑣(𝑡𝑖) − 𝑥 𝑣(𝑡𝑖−1)
𝑡𝑖−1 − 𝑡𝑖
(122)
𝜌𝑈𝑝 ,𝑖𝑛𝑖𝑧𝑖𝑎𝑙𝑒 𝑡𝑖 = 𝜌𝑈𝑝 𝑡𝑖−1 𝑇𝑈𝑝 ,𝑖𝑛𝑖𝑧𝑖𝑎𝑙𝑒 𝑡𝑖 = 𝑇𝑈𝑝 𝑡𝑖 = 𝑐𝑜𝑠𝑡 (123)
𝑝𝑑𝑜𝑤𝑛 = 𝑐𝑜𝑠𝑡 (124)
𝑤𝑝 (𝑡𝑖) = 2 ∗ 𝛾
𝛾 − 1 ∗
𝑝𝑈𝑝 (𝑡𝑖)𝑝 ,𝑣
𝜌𝑈𝑝 (𝑡𝑖) ∗ 1 −
𝑝𝐷𝑜𝑤𝑛
𝑝𝑈𝑝 (𝑡𝑖)𝑝 ,𝑣
𝛾−1𝛾
(125)
𝑠𝑒 𝑤𝑣 𝑡𝑖 > 𝑤𝑐(𝑡𝑖) = 2 ∗𝛾
𝛾 − 1∗
𝑝𝑈𝑝 𝑡𝑖
𝜌𝑈𝑝 𝑡𝑖 𝑎𝑙𝑙𝑜𝑟𝑎 𝑤𝑣 𝑡𝑖 = 𝑤𝑐(𝑡𝑖) (126)
𝜌𝑑𝑜𝑤𝑛 𝑣𝑎𝑙𝑣𝑒 (𝑡𝑖) = 𝜌𝑢𝑝 𝑣𝑎𝑙𝑣𝑒 (𝑡𝑖) ∗ 𝑝𝑑𝑜𝑤𝑛 𝑣𝑎𝑙𝑣𝑒 (𝑡𝑖)
𝑝𝑢𝑝 𝑣𝑎𝑙𝑣𝑒 (𝑡𝑖)
1𝛾
(127)
𝑚 𝑓𝑙𝑜𝑤 𝑣𝑎𝑙𝑣𝑒 𝑡𝑖 = 𝜌𝑑𝑜𝑤𝑛 𝑣𝑎𝑙𝑣𝑒 𝑡𝑖 ∗ 𝜋 ∗𝑑𝑝
2
4∗ 𝑤𝑝(𝑡𝑖) (128)
𝐹 𝑒𝑙 (𝑡𝑖) = −𝑘 ∗ (𝑥 𝑡𝑖 𝑣 + 𝑥 𝑃𝑟𝑒 −𝑙𝑜𝑎𝑑 ) (129)
𝐹 ∆𝑝 =𝜋
4∗ 𝑝𝑈𝑃 (𝑡𝑖) − 𝑝𝑑𝑜𝑤𝑛 ∗ 𝑑𝑝
2 (130)
𝑚 ∗ 𝑥 𝑣 𝑡𝑖 = 𝐹 𝑃𝑟𝑒−𝑙𝑜𝑎𝑑 (𝑡𝑖) + 𝐹 ∆𝑝(𝑡𝑖) (131)
𝑣 𝑙𝑒𝑎𝑘 𝑡𝑖 = 𝑥 𝑝𝑖𝑠𝑡
2 (132)
𝑚 𝑙𝑒𝑎𝑘 𝑡𝑖 = 𝜌𝑈𝑝 𝑡𝑖 ∗ 𝐴𝑙𝑒𝑎𝑘 ∗ 𝑣 𝑙𝑒𝑎𝑘 (𝑡𝑖) (133)
𝑀 𝑡𝑖 = 𝑀 𝑡𝑖−1 − 𝑚 𝑓𝑙𝑜𝑤 𝑣𝑎𝑙𝑣𝑒 𝑡𝑖 ∗ Δ𝑡 − 𝑚 𝑙𝑒𝑎𝑘 𝑡𝑖 ∗ Δ𝑡 (134)
𝜌𝑈𝑝 𝑡𝑖 =𝑀(𝑡𝑖)
𝑉(𝑡𝑖) (135)
𝑝𝑈𝑝 𝑡𝑖 =𝑀 𝑡𝑖 ∗ 𝑅∗ ∗ 𝑇𝑢𝑝
𝑉(𝑡𝑖) (136)
Capitolo 3. Modello di calcolo
105
𝒊𝒕𝒆𝒓𝒂𝒓𝒆 𝒔𝒖𝒍 𝒅𝒊𝒂𝒎𝒆𝒕𝒓𝒐 𝒅𝒆𝒍𝒍𝒂 𝒗𝒂𝒍𝒗𝒐𝒍𝒂, 𝒊𝒑𝒐𝒕𝒊𝒛𝒛𝒂𝒕𝒐 𝒏𝒆𝒍𝒍′𝒆𝒒𝒖𝒂𝒛𝒊𝒐𝒏𝒆 (119), 𝒇𝒊𝒏𝒄𝒉è 𝒍𝒂 𝒑𝒓𝒆𝒔𝒔𝒊𝒐𝒏𝒆 𝒇𝒊𝒏𝒂𝒍𝒆 𝒅𝒆𝒍𝒍𝒂 𝒇𝒂𝒔𝒆 𝟐 è 𝒖𝒈𝒖𝒂𝒍𝒆 𝒂𝒍𝒍𝒂 𝒑𝒓𝒆𝒔𝒔𝒊𝒐𝒏𝒆 𝒎𝒂𝒔𝒔𝒊𝒎𝒂 𝒅𝒆𝒍 𝒄𝒊𝒄𝒍𝒐 𝒇𝒓𝒊𝒈𝒐𝒓𝒊𝒇𝒆𝒓𝒐
(137)
𝒊𝒕𝒆𝒓𝒂𝒓𝒆 𝒂𝒅 𝒐𝒈𝒏𝒊 𝒕𝒊𝒎𝒆 𝒔𝒕𝒆𝒑 𝒔𝒖 𝒙𝒗 𝒕𝒊 𝒊𝒑𝒐𝒕𝒊𝒛𝒛𝒂𝒕𝒐 𝒏𝒆𝒍𝒍′𝒆𝒒𝒖𝒂𝒛𝒊𝒐𝒏𝒆 (120) 𝒊𝒏 𝒎𝒐𝒅𝒐
𝒅𝒂 𝒓𝒊𝒔𝒐𝒍𝒗𝒆𝒓𝒆 𝒍′𝒆𝒒𝒖𝒂𝒛𝒊𝒐𝒏𝒆 (131) (138)
𝒒𝒖𝒂𝒏𝒅𝒐 𝒕 = 𝒕 𝑽𝒅𝒆𝒂𝒅 𝒂𝒍𝒍𝒂 𝒇𝒊𝒏𝒆 𝒅𝒆𝒍𝒂𝒍 𝒇𝒂𝒔𝒆 𝟐, 𝒅𝒆𝒕𝒆𝒓𝒎𝒊𝒏𝒂𝒓𝒆 𝒊𝒍 𝒗𝒂𝒍𝒐𝒓𝒆 𝒇𝒊𝒏𝒂𝒍𝒆 𝒅𝒊
𝒙𝒗 𝒕 𝑽𝒅𝒆𝒂𝒅 𝒆 𝒊𝒕𝒆𝒓𝒂𝒓𝒆 𝒔𝒖𝒍 𝒗𝒂𝒍𝒐𝒓𝒆 𝒅𝒆𝒍𝒍𝒂 𝒄𝒐𝒔𝒕𝒂𝒏𝒕𝒆 𝒅𝒆𝒍𝒍𝒂 𝒗𝒂𝒍𝒐𝒗𝒍𝒂 𝒌𝒗 , 𝒊𝒑𝒐𝒕𝒊𝒛𝒛𝒂𝒕𝒂
𝒏𝒆𝒍𝒍′𝒆𝒒𝒖𝒂𝒛𝒊𝒐𝒏𝒆 (118), 𝒓𝒊𝒔𝒗𝒐𝒍𝒈𝒆𝒏𝒅𝒐 𝒊𝒍 𝒄𝒂𝒍𝒄𝒐𝒍𝒐 𝒊𝒕𝒆𝒓𝒂𝒕𝒊𝒗𝒐
𝒅𝒆𝒍𝒍𝒆 𝒆𝒒𝒖𝒂𝒛𝒊𝒐𝒏𝒊 (120) − (122)𝒆 (129) − (130)(131)𝒇𝒊𝒏𝒄𝒉è 𝒙𝒗 𝒕 𝑽𝒅𝒆𝒂𝒅 = 𝟎
(139)
Le precedenti equazioni, risolte per ogni istante temporale, permettono di trovare l’accoppiamento tra la
dinamica della valvola e le condizioni termodinamiche all’interno della camera di compressione,
considerando costante la pressione di mandata all’impianto. L’equazione della dinamica delle valvole viene
risolta con il metodo di Eulero implicito, nel quale le variabili dipendono dall’istante temporale considerato e
da quello precedente. In realtà, visto che si trascurano gli attriti fluidodinamici tra gas e valvole, la dinamica
delle valvole è svincolata dalle condizioni termodinamiche della camera di compressione, ovvero la
posizione istantanea della valvola può essere determinata dopo avere determinato i punti termodinamici della
fase di scarico. Per fare ciò è necessario determinare la portata di scarico e quindi la velocità del gas in uscita
dalla camera di compressione mediante l’equazione (125). Risolvendo quindi le equazioni (125)-(128) e le
equazioni e (133)-(136) ad ogni istante temporale, è possibile determinare le condizioni termodinamiche
all’interno della camera di compressione. Successivamente si deve iterare sul diametro di apertura della
valvola per fare in modo che la pressione finale all’interno della camera di compressione sia uguale alla
pressione massima del ciclo frigorifero (Δp nullo alla fine dell’efflusso isoentropico). Si deve poi iterare ad
ogni time step sul valore della posizione della valvola per determinare la sua posizione istantanea. Una volta
determinata la posizione della valvola istante per istante, si deve iterare sul valore della costante elastica della
valvola con il metodo della bisezione, per fare in modo che alla fine della fase 2 la valvola sia chiusa.
Come verrà mostrato nei casi studio simulati, tra i parametri del compressore scelti a priori si stabilisce
anche la massa della valvola. Il suo valore non è oggetto di iterazione, ma potrebbe capitare che in alcuni
casi, a seconda dei parametri di funzionamento del compressore (specialmente le pressioni minime e
massime), l’iterazione sulla costante elastica delle valvole non sia sufficiente a garantirne la corretta apertura
e chiusura. In tal caso si deve variare leggermente il valore della massa delle valvole e successivamente
iterare sul valore della costante elastica fino a garantirne la corretta apertura e chiusura.
La pressione, temperatura e densità all’interno della camera di compressione quando la valvola si chiude,
sono i valori iniziali di tali grandezze per la fase 3.
3.1.6.3 Fase 3: espansione del gas nel volume morto
Questa fase è simile alla fase 1. Per ogni istante temporale il volume è definito dall’equazione (100), mentre
la pressione è determinata dall’espansione isoentropica del gas riportata nell’equazione (141) estratta dal
lavoro [6]. Come per la compressione, si assume anche in questo caso un rendimento isoentropico di
espansione pari a 0.9, in modo da considerare gli attriti fluidodinamici. Mediante l’equazione (142) si ricava
la temperatura finale del processo di espansione isoentropico, con l’equazione (143) si determina l’entalpia
del gas ideale alla fine dell’espansione isoentropica, mediante l’equazione (144) si ricava l’entalpia del gas
alla fine dell’espansione reale e con l’equazione (145) si determina la temperatura del gas alla fine del
processo reale. La massa di gas contenuta nella camera di compressione in un certo istante viene calcolata
con l’equazione (147), la portata di trafilamento viene considerata entrante nel sistema e la velocità media del
gas nella sezione di trafilamento viene calcolata con la stessa formula già riportata per la fase 1 e 2.
𝐻𝑃. 𝑝4 𝑝𝑟𝑒𝑠𝑠𝑖𝑜𝑛𝑒 𝑓𝑖𝑛𝑎𝑙𝑒 𝑓𝑎𝑠𝑒 3, 𝑝4 < 𝑝1 (140)
𝑝𝑓𝑖𝑛𝑎𝑙𝑒 𝑡𝑖 = 𝑝𝑖𝑛𝑖𝑧𝑖𝑎𝑙𝑒 (𝑡𝑖) ∗ 𝑉𝑖𝑛𝑖𝑧𝑖𝑎𝑙𝑒 (𝑡𝑖)
𝑉𝑓𝑖𝑛𝑎𝑙𝑒 (𝑡𝑖)
𝛾
(141)
𝑇𝑓𝑖𝑛𝑎𝑙𝑒 ,𝑖𝑠 𝑡𝑖 = 𝑇𝑖𝑛𝑖𝑧𝑖𝑎𝑙𝑒 (𝑡𝑖) ∗ 𝑝𝑓𝑖𝑛𝑎𝑙𝑒 (𝑡𝑖)
𝑝𝑖𝑛𝑖𝑧𝑖𝑎𝑙𝑒 (𝑡𝑖)
𝛾−1𝛾
(142)

Capitolo 3. Modello di calcolo
106
𝑓𝑖𝑛𝑎𝑙𝑒 ,𝑖𝑠(𝑡𝑖) = 0,𝑟𝑖𝑓 +𝑎𝑐𝑝
2∗ 𝑇2,𝑖𝑠
2(𝑡𝑖) − 𝑇𝑟𝑖𝑓2 + 𝑏𝑐𝑝 ∗ 𝑇2,𝑖𝑠(𝑡𝑖) − 𝑇𝑟𝑖𝑓 (143)
휂𝑖𝑠 = 𝑓𝑖𝑛𝑎𝑙𝑒 − 𝑖𝑛𝑖𝑧𝑖𝑎𝑙𝑒
𝑓𝑖𝑛𝑎𝑙𝑒 ,𝑖𝑠 − 𝑖𝑛𝑖𝑧𝑖𝑎𝑙𝑒
𝑡𝑖
= 0.9 (144)
𝑓𝑖𝑛𝑎𝑙𝑒 (𝑡𝑖) = 0,𝑟𝑖𝑓 +𝑎𝑐𝑝
2∗ 𝑇𝑓𝑖𝑛𝑎𝑙𝑒
2(𝑡𝑖) − 𝑇𝑟𝑖𝑓2 + 𝑏𝑐𝑝 ∗ 𝑇𝑓𝑖𝑛𝑎𝑙𝑒 (𝑡𝑖) − 𝑇𝑟𝑖𝑓 (145)
𝑀 𝑡𝑖−1 = 𝑀(𝑡𝑖) + 𝑚 𝑙𝑒𝑎𝑘 ∗ Δ𝑡 (146)
𝑝𝑓𝑖𝑛𝑎𝑙𝑒 𝑡𝑖𝑚𝑒 𝑠𝑡𝑒𝑝 𝑡𝑖 =𝑀 𝑡𝑖 ∗ 𝑅∗ ∗ 𝑇𝑓𝑖𝑛𝑎𝑙𝑒
𝑉(𝑡𝑖) (147)
La fase 3 termina quando la temperatura finale della fase 3 è pari alla temperatura iniziale del ciclo
compressione (T1), infatti nella fase 4 si considera la laminazione isoentalpica e quindi la temperatura della
fase 4 è costante, visto che si sta trattando un problema a parametri concentrati e che la temperatura del gas
proveniente dal ciclo frigorifero a monte della valvola è costante. Una volta terminata la fase 3 si apre la
valvola di aspirazione e quindi il volume, la temperatura e la pressione in questo istante costituiscono i valori
iniziali della fase 4.
3.1.6.4 Fase 4: aspirazione
La fase 4 inizia con l’apertura della valvola di aspirazione, posta all’interno del magnete permanente cavo
nel punto di contatto con il pistone, quando si raggiunge le pressione P4. Il processo di calcolo utilizzato è
uguale a quello utilizzato per la fase 2. L’unica differenza è che la pressione a monte della valvola è ritenuta
costante e coincide con la pressione minima del ciclo frigorifero.
Quindi la pressione a valle della valvola, che costituisce la pressione all’interno della camera di
compressione, è funzione del tempo. Inoltre anche la densità e la temperatura a monte della valvola sono
costanti, invece la densità e la temperatura all’interno della camera di compressione sono funzione del
tempo. Di seguito si riportano le differenze rispetto alla fase 2.
𝑝𝑈𝑝 𝑡 = 𝑐𝑜𝑠𝑡 𝜌𝑈𝑝 𝑡 = 𝑐𝑜𝑠𝑡 𝑇𝑈𝑝 𝑡 = 𝑐𝑜𝑠𝑡 (148)
𝜌𝐷𝑜𝑤𝑛 𝑖𝑛𝑖𝑧𝑖𝑎𝑙𝑒 = 𝜌4 𝑝𝐷𝑜𝑤𝑛 𝑖𝑛𝑖𝑧𝑖𝑎𝑙𝑒 = 𝑝4 𝑇𝐷𝑜𝑤𝑛 𝑖𝑛𝑖𝑧𝑖𝑎𝑙𝑒 = 𝑇4 = 𝑐𝑜𝑠𝑡 (149)
𝜌𝐷𝑜𝑤𝑛 𝑡𝑖 = 𝜌𝐷𝑜𝑤𝑛 𝑡𝑖−1 𝑝𝐷𝑜𝑤𝑛 𝑡𝑖 = 𝑝𝐷𝑜𝑤𝑛 𝑡𝑖−1 𝑇𝐷𝑜𝑤𝑛 𝑡𝑖 = 𝑐𝑜𝑠𝑡 (150)
𝑚 𝑙𝑒𝑎𝑘 𝑡𝑖 = 𝜌𝐷𝑜𝑤𝑛 𝑣𝑎𝑙𝑣𝑒 𝑡𝑖 ∗ 𝐴𝑙𝑒𝑎𝑘 ∗ 𝑣 𝑙𝑒𝑎𝑘 (𝑡𝑖) (151)
𝑀 𝑡𝑖 = 𝑀 𝑡𝑖−1 + 𝑚 𝑓𝑙𝑜𝑤 𝑣𝑎𝑙𝑣𝑒 𝑡𝑖 ∗ Δ𝑡 + 𝑚 𝑙𝑒𝑎𝑘 𝑡𝑖 ∗ Δ𝑡 (152)
𝜌𝐷𝑜𝑤𝑛 𝑡𝑖 =𝑀(𝑡𝑖)
𝑉(𝑡𝑖) (153)
𝑝𝑑𝑜𝑤𝑛 𝑡𝑖 =𝑀 𝑡𝑖 ∗ 𝑅∗ ∗ 𝑇𝑑𝑜𝑤𝑛
𝑉(𝑡𝑖) (154)

Capitolo 3. Modello di calcolo
107
Le equazioni, presenti nello schema di calcolo della fase 2 che non sono state riportate, rimangono
esattamente uguali, ricordandosi che la pressione a monte della valvola non è funzione del tempo mentre lo è
quella a valle. Iterando sul diametro della valvola di aspirazione si deve ottenere una pressione finale nella
camera di compressione pari alla pressione p1 iniziale del ciclo di compressione (Δp nullo alla fine
dell’efflusso isoentropico). Infatti, fissata la temperatura ed il volume iniziale della fase 1, una pressione
finale della fase 4 pari alla pressione iniziale p1, garantisce che venga rispettato il bilancio di massa
all’interno del cilindro durante un ciclo di compressione.
L’equazione della dinamica delle valvole viene risolta con il metodo di Eulero implicito. Si deve inoltre
ottenere la chiusura della valvola di aspirazione in corrispondenza del punto morto inferiore (V max) iterando
sulla costante elastica della valvola con il metodo della bisezione. Per quanto riguarda la scelta della massa
della valvola valgono gli stessi ragionamenti fatti per la fase 2.
In Figura 144 sono riportate le fasi principali dell’algoritmo del ciclo di compressione.
Figura 144. Algoritmo del ciclo di compressione

Capitolo 3. Modello di calcolo
108
3.1.7 Determinazione della costante elastica della molla del motore
E’ necessario determinare la costante elastica della molla del motore elettromagnetico in modo tale che il
sistema sia in risonanza alla frequenza di alimentazione predefinita. Applicando il modello della dinamica del
pistone descritto nella rassegna bibliografica con l’equazione (9), si ottiene un’equazione differenziale del
secondo ordine che risponde al secondo principio della dinamica, dalla quale si ricavano le seguenti formule
per il calcolo della frequenza di risonanza. Le seguenti equazioni sono state estratte dal lavoro [10].
𝒇 = 𝒇𝒑𝒓𝒆𝒅𝒆𝒇𝒊𝒏𝒊𝒕𝒂 (155)
𝑯𝑷. 𝒌𝒎𝒆𝒄𝒉𝒎𝒐𝒍𝒍𝒂 𝒎𝒐𝒕𝒐𝒓𝒆 (156)
𝑊𝑐𝑖𝑐𝑙𝑜 𝑟𝑒𝑎𝑙𝑒 = 𝑑𝑎𝑙 𝑏𝑖𝑙𝑎𝑛𝑐𝑖𝑜 𝑒𝑛𝑒𝑟𝑔𝑒𝑡𝑖𝑐𝑜 𝑑𝑒𝑓𝑖𝑛𝑖𝑡𝑜 𝑖𝑛 𝑠𝑒𝑔𝑢𝑖𝑡𝑜 (157)
𝑘𝑡𝑜𝑡 = 𝑘𝑚𝑒𝑐 + 𝑘𝑔𝑎𝑠 = 𝑘𝑚𝑒𝑐 + 𝑝3 − 𝑝4 ∗ 𝐴𝑝𝑖𝑠𝑡
𝑥𝑠𝑡𝑟𝑜𝑘𝑒
(158)
𝜔𝑛 = 𝑘𝑡𝑜𝑡
𝑀𝑚𝑜𝑣
(159)
𝑐𝑒𝑓𝑓 = 𝑊𝑖𝑑𝑒𝑎𝑙𝑒 + 𝑊𝑎𝑡𝑡𝑟 = 𝑊𝑐𝑖𝑐𝑙𝑜 𝑟𝑒𝑎𝑙𝑒
𝜔𝑟𝑒𝑠 𝜋𝑥𝑠𝑡𝑟𝑜𝑘𝑒2 (160)
𝜉 =𝑐𝑒𝑓𝑓
2𝑀𝑚𝑜𝑣 ∗ 𝜔𝑛
(161)
𝜔𝑟𝑒𝑠 = 𝜔𝑛 ∗ 1 − 𝜉2 (162)
𝑓𝑟𝑒𝑠 =𝜔𝑟𝑒𝑠
2𝜋 (163)
𝒊𝒕𝒆𝒓𝒂𝒓𝒆 𝒔𝒖 𝒌𝒎𝒆𝒄𝒉𝒎𝒐𝒍𝒍𝒂 𝒎𝒐𝒕𝒐𝒓𝒆 𝒇𝒊𝒏𝒄𝒉è 𝒇𝒓𝒆𝒔 = 𝒇𝒑𝒓𝒆𝒅𝒆𝒇𝒊𝒏𝒊𝒕𝒂, 𝒖𝒕𝒊𝒍𝒊𝒛𝒛𝒂𝒕𝒂
𝒑𝒆𝒓 𝒅𝒆𝒕𝒓𝒎𝒊𝒏𝒂𝒓𝒆 𝒍𝒂 𝒍𝒆𝒈𝒈𝒆 𝒅𝒊 𝒗𝒂𝒓𝒊𝒂𝒛𝒊𝒐𝒏𝒆 𝒅𝒆𝒍 𝒗𝒐𝒍𝒖𝒎𝒆 𝒏𝒆𝒍𝒍𝒂 𝒄𝒂𝒎𝒆𝒓𝒂 𝒅𝒊 𝒄𝒐𝒎𝒑𝒓𝒆𝒔𝒔𝒊𝒐𝒏𝒆 (164)
La massa mobile del sistema viene fissata pari a 0,5 kg in riferimento ai dati trovati in letteratura. Può
capitare, che per un certo valore delle masse mobili, la costante della molla diventi negativa per soddisfare le
condizioni di risonanza. Ma ciò non ha significato fisico e di conseguenza, se il valore della costante della
molla diventa negativo, viene incrementata la massa mobile del sistema.
Tale problema si è riscontrato solamente nei casi con un diametro elevato ed un basso rapporto corsa-
alesaggio, per i quali la costante del gas diventa troppo alta, e per avere il giusto rapporto tra la costante
elastica totale e la massa mobile pari a 0,5 kg, la costante meccanica dovrebbe diventare negativa e quindi è
necessario agire sulla massa mobile aumentandola. Nelle precedenti equazioni è richiesta la conoscenza
della potenza persa per attrito meccanico in modo da determinare il lavoro reale, ma la potenza persa per
attrito è funzione della costante elastica della molla risonante determinata in questa fase. Di conseguenza si
sceglie di determinare la costante elastica della molla trascurando la potenza persa per attrito meccanico.
Successivamente, nota la costante elastica, si determina tale potenza e si verifica che, inserendo il suo valore
nell’algoritmo precedentemente mostrato, il valore della nuova costante elastica non cambia sensibilmente
rispetto al valore ottenuto trascurando l’attrito meccanico. In tutti i casi studio simulati in seguito, tale
condizione di verifica è sempre soddisfatta.

Capitolo 3. Modello di calcolo
109
3.1.8 Bilancio energetico e calcolo delle perdite
Per determinare la potenza meccanica reale fornita dal pistone, si deve risolvere il bilancio energetico alla
camera di compressione per piccoli intervalli temporali. In questa sezione ci si è ispirati al lavoro [34].
Nel bilancio energetico si devono considerare anche la potenza meccanica persa per attrito e le perdite
termiche nelle varie fasi del ciclo di compressione. Le equazioni utilizzate per risolvere il bilancio energetico
al sistema vengono applicate ad ogni istante temporale in cui viene discretizzato il periodo del pistone.
𝑑𝐸
𝑑𝑡 𝑡𝑖
= 𝑊 𝑚𝑒𝑐 ± 𝑄
𝑙𝑜𝑠𝑠 𝑒𝑛𝑣 ± 𝑚 𝑙𝑒𝑎𝑘 ∗ 𝑙𝑒𝑎𝑘 − 𝑚 𝑠𝑐𝑎𝑟 ∗ 𝑠𝑐𝑎𝑟 + 𝑚 𝑎𝑠𝑝 ∗ 𝑎𝑠𝑝 − 𝑊 𝑎𝑡𝑡𝑟
𝑡𝑖 (165)
𝑑𝐸 𝑡𝑖 = 𝑑𝑈 𝑡𝑖 𝑑𝑧 = 0; 𝑑𝐸𝑐𝑖𝑛𝑒𝑡𝑖𝑐𝑎 ≈ 0 ; 𝑑𝐸
𝑑𝑡 𝑡𝑖
= ∆𝑈
∆𝑡 𝑡𝑖−1
𝑡 𝑖
= 𝑀(𝑡𝑖) ∗ 𝑢(𝑡𝑖) − 𝑀(𝑡𝑖−1) ∗ 𝑢(𝑡𝑖−1)
∆𝑡 (166)
𝑡𝑖 = 0,𝑟𝑖𝑓 +𝑎𝑐𝑝
2∗ 𝑇2(𝑡𝑖) − 𝑇2
𝑟𝑖𝑓 + 𝑏𝑐𝑝 ∗ 𝑇 𝑡𝑖 − 𝑇𝑟𝑖𝑓 (167)
𝑢(𝑡𝑖) = (𝑡𝑖) − 𝑝(𝑡𝑖) ∗ 𝑣∗(𝑡𝑖) (168)
Nell’equazione (165), con i simboli letterali si intende il modulo delle grandezze, mentre il segno che le
precede va assunto positivo, se la grandezza è entrante nel sistema, o negativo, se è uscente. Ovviamente,
essendo il problema in funzione del tempo, il fenomeno non è stazionario e quindi deve essere considerata la
derivata nel tempo dell’energia del gas nella camera di compressione. Determinando per ogni istante tutti i
termini dell’espressione, si può ricavare la potenza meccanica in ingresso al sistema. Se tale valore è negativo
significa che la potenza è uscente come in alcune fasi del ciclo. L’energia del sistema è approssimata
all’energia interna e ne viene calcolata la derivata numerica. L’energia interna e l’entalpia del gas nella
camera di compressione, l’entalpia del gas perso per trafilamento o del gas che fluisce attraverso le valvole,
sono calcolate con le equazioni (167) e (168). In base alla fase del ciclo alcuni termini dell’equazione si
elidono, oppure può cambiare il segno delle perdite per trafilamento. La potenza persa per attrito è sempre
uscente dal sistema ed il suo modulo si può calcolare mediante le equazione (169), (170) e (171).
Invece l’equazione (171), estratta dal lavoro [6], descrive le minime rotazioni delle masse mobili (pistone e
magnete permanente) intorno al proprio esse per effetto dell’eccentricità della molla risonante. Durante il suo
moto alterno il pistone, a causa dell’eccentricità della molla, tende a compiere delle minime rotazioni intorno
al proprio asse generando una forza normale alla superficie del cilindro con la quale viene in contatto.
Moltiplicando tale forza, descritta dall’equazione (170) estratta dal lavoro [7] e dipendente da ϴ, per il
coefficiente d’attrito radente e per la velocità istantanea del pistone, si ottiene la potenza persa per attrito
meccanico istante per istante. L’equazione (171) fa parte di un modello a due gradi di libertà di descrizione
delle vibrazioni di un compressore lineare. I due gradi di libertà corrispondono alla rotazione del pistone
intorno al proprio asse e all’oscillazione del pistone lungo l’asse x per effetto del suo moto alterno.
L’equazione delle vibrazioni lungo l’asse x è descritta dall’equazione (9) dalla quale deriva il modello
utilizzato per il calcolo della costante elastica, che garantisce il funzionamento in risonanza. L’equazione
(170) considera le vibrazioni nel sistema di riferimento (x;ϴ) calcolando la forza normale dovuta a tali effetti.
Tale equazione viene risolta con il metodo di Eulero implicito discretizzando il tempo in passi piccoli.
Nell’equazione (171) il termine 𝐽𝐶𝐺 indica il momento d’inerzia del pistone alla rotazione e si calcola
mediante l’equazione (174). Il flusso termico scambiato con l’ambiente si calcola con le equazioni (173) e
(174). Il coefficiente di scambio termico convettivo con l’ambiente esterno, come pure la conduttività del
cilindro, sono trascurati perché di entità modesta. Invece il coefficiente di scambio termico convettivo interno
si calcola con le equazioni (175) e (177). Nella Tabella 18 sono riportate le formule per il calcolo del numero
di Re e Nu per ogni fase, mentre le equazioni (173)-(177) e la Tabella 18 sono state estratte dal lavoro [34].
𝑊 𝑎𝑡𝑡𝑡𝑟 =
𝑊𝑎𝑡𝑡𝑟
∆𝑡= 𝜇 ∗ 𝑁 ∗ 𝑥 𝑝𝑖𝑠𝑡 (𝑡𝑖) (169)
𝑁 =1
𝐿𝑠𝑡𝑟𝑜𝑘𝑒
∗ 𝑘 𝑚𝑒𝑐 ∗ 휀 ∗ 𝑥𝑝𝑖𝑠𝑡 (𝑡𝑖) − 𝜖휃 (170)
𝐽𝐶𝐺 ∗ 휃 𝑡𝑖 + 𝑘𝑚𝑒𝑐𝑘 ∗ 휀2 ∗ 휃 𝑡𝑖 = 𝑘𝑚𝑒𝑐 ∗ 휀 ∗ 𝑥𝑝𝑖𝑠𝑡 (𝑡𝑖) (171)

Capitolo 3. Modello di calcolo
110
𝐽𝐶𝐺 =1
2∗ 𝑀𝑝𝑖𝑠𝑡 ∗ 𝑟𝑝𝑖𝑠𝑡
2 (172)
𝑄 𝑙𝑜𝑠𝑠 =
𝑇𝑔𝑎𝑠 𝑡𝑖 − 𝑇𝑒𝑛𝑣
𝑅𝑖𝑛𝑡
(173)
𝑅𝑡𝑜𝑡 =1
𝑖𝑛𝑡 ∗ 𝐴𝑖𝑛𝑡 𝑐𝑖𝑙
(174)
𝑁𝑢 = 𝑎 ∗ 𝑅𝑒𝑏 ∗ 𝑃𝑟𝑐 (175)
𝑁𝑢 =𝑖𝑛𝑡 ∗ 𝐷𝑐𝑦𝑙
𝑘𝑔𝑎𝑠
(176)
𝑢𝑐 𝑡 = 𝑚 𝑣𝑎𝑙𝑣𝑒 (𝑡𝑖)
𝜌𝑔𝑎𝑠 𝑡 ∗ 𝐴𝑏𝑎𝑠𝑒 𝑐𝑖𝑙
(177)
Tabella 18. Numeri di Reynolds per ogni fase del ciclo di compressione
Fase Re a b C
1 𝜌𝑔𝑎𝑠 ∗ 𝑥 𝑝𝑖𝑠𝑡 ∗ 𝐷𝑐𝑖𝑙
𝜇
𝑡𝑖
0,08 0,8 0,6
2 𝜌𝑔𝑎𝑠 ∗ (𝑥 𝑝𝑖𝑠𝑡 + 𝑥 𝑝𝑖𝑠𝑡
0,8 ∗ 𝑢𝑐0,2) ∗ 𝐷𝑐𝑖𝑙
𝜇
𝑡𝑖
0,08 0,8 0,6
3 Uguale alla fase 1 0,12 0,8 0,6
4 𝜌𝑔𝑎𝑠 ∗ (𝑥 𝑝𝑖𝑠𝑡 + 𝑥 𝑝𝑖𝑠𝑡
−0,4 ∗ 𝑢𝑐1,4) ∗ 𝐷𝑐𝑖𝑙
𝜇
𝑡𝑖
0,08 0,9 0,6
Per ogni intervallo ∆𝑡 = 𝑡𝑖 − 𝑡𝑖−1 vengono calcolate tutte queste grandezze riferite all’istante finale 𝑡𝑖 .
Applicando l’equazione (165) si ricava per ogni istante 𝑡𝑖 la potenza meccanica in ingresso, moltiplicando
tale valore per il ∆t si ottiene il lavoro di compressione per un certo ∆t, sommando poi i risultati ottenuti in
ogni Δt si ottiene il lavoro meccanico reale richiesto dal ciclo di compressione. Dividendo tale valore per il
periodo del moto del pistone, si ottiene la potenza media in ingresso al sistema. Per trovare la potenza
meccanica massima richiesta basta prendere il massimo valore tra le potenze meccaniche ottenute con
l’equazione (165) nei vari istanti temporali. Di seguito si riportano le equazioni utilizzate.
𝑊𝑚𝑒𝑐𝑐 = 𝑊 𝑚𝑒𝑐𝑐 ,𝑖 ∗ ∆𝑡
𝑛
𝑖=1
𝑊 𝑚𝑒𝑐𝑐 =
𝑊𝑚𝑒𝑐𝑐
𝑇 𝑊
𝑚𝑒𝑐𝑐 ,𝑚𝑎𝑥 = max 𝑊 𝑚𝑒𝑐𝑐 ,𝑖 (178)
3.1.9 Calcolo della potenza e del rendimento elettrico
Per determinare le prestazioni del compressore è necessario conoscere la potenza elettrica richiesta dal
motore elettrico. Nota la potenza meccanica richiesta dal ciclo di compressione, è possibile determinare la
potenza elettrica mediante la definizione del rendimento elettrico del motore, riportato nell’equazione (179).
휂𝑚𝑜𝑡 𝑒𝑙 =𝑊
𝑚𝑒𝑐
𝑊 𝑒𝑙
(179)
Il rendimento del motore elettromagnetico viene assunto costante e pari a 0.9 come riportato nel lavoro [10].
Noto il rendimento elettrico è possibile determinare la potenza elettrica assorbita dal compressore per
determinate le prestazione del compressore e del ciclo frigorifero.
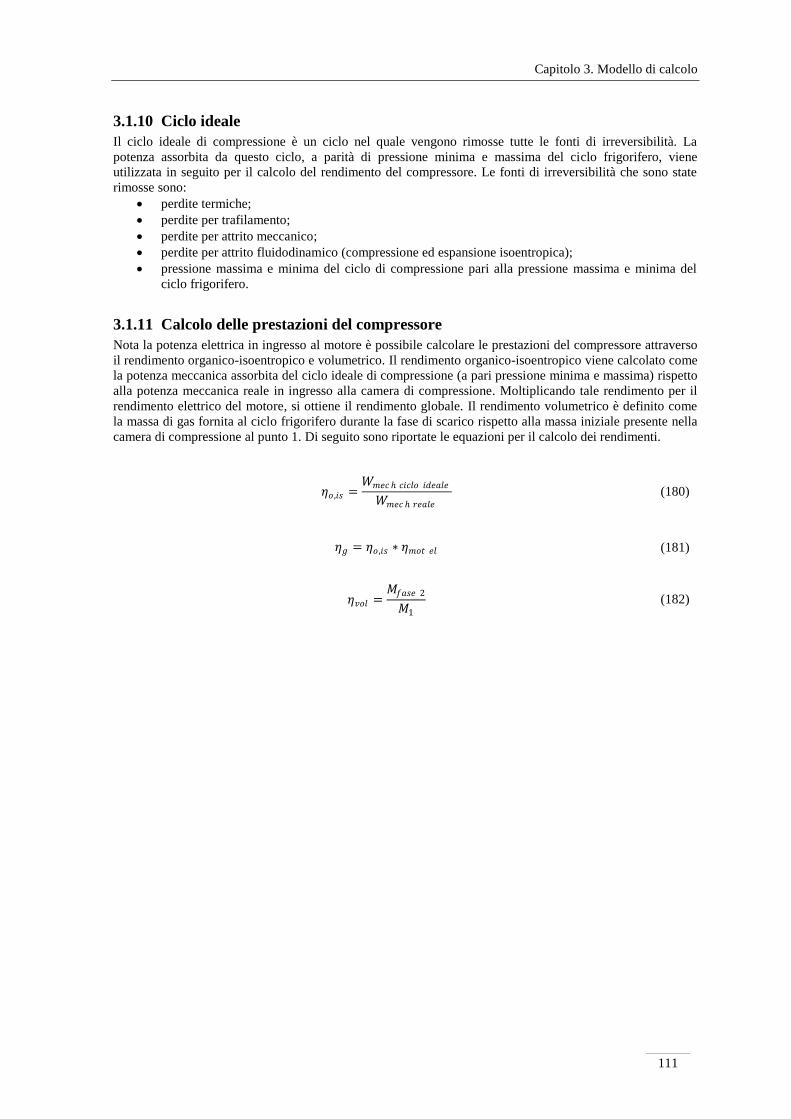
Capitolo 3. Modello di calcolo
111
3.1.10 Ciclo ideale
Il ciclo ideale di compressione è un ciclo nel quale vengono rimosse tutte le fonti di irreversibilità. La
potenza assorbita da questo ciclo, a parità di pressione minima e massima del ciclo frigorifero, viene
utilizzata in seguito per il calcolo del rendimento del compressore. Le fonti di irreversibilità che sono state
rimosse sono:
perdite termiche;
perdite per trafilamento;
perdite per attrito meccanico;
perdite per attrito fluidodinamico (compressione ed espansione isoentropica);
pressione massima e minima del ciclo di compressione pari alla pressione massima e minima del
ciclo frigorifero.
3.1.11 Calcolo delle prestazioni del compressore
Nota la potenza elettrica in ingresso al motore è possibile calcolare le prestazioni del compressore attraverso
il rendimento organico-isoentropico e volumetrico. Il rendimento organico-isoentropico viene calcolato come
la potenza meccanica assorbita del ciclo ideale di compressione (a pari pressione minima e massima) rispetto
alla potenza meccanica reale in ingresso alla camera di compressione. Moltiplicando tale rendimento per il
rendimento elettrico del motore, si ottiene il rendimento globale. Il rendimento volumetrico è definito come
la massa di gas fornita al ciclo frigorifero durante la fase di scarico rispetto alla massa iniziale presente nella
camera di compressione al punto 1. Di seguito sono riportate le equazioni per il calcolo dei rendimenti.
휂𝑜 ,𝑖𝑠 =𝑊𝑚𝑒𝑐 𝑐𝑖𝑐𝑙𝑜 𝑖𝑑𝑒𝑎𝑙𝑒
𝑊𝑚𝑒𝑐 𝑟𝑒𝑎𝑙𝑒
(180)
휂𝑔 = 휂𝑜 ,𝑖𝑠 ∗ 휂𝑚𝑜𝑡 𝑒𝑙 (181)
휂𝑣𝑜𝑙 =𝑀𝑓𝑎𝑠𝑒 2
𝑀1
(182)

Capitolo 3. Modello di calcolo
112
3.1.12 Riepilogo flusso di calcolo
Si riporta in Figura 145 lo schema del flusso di calcolo utilizzato nel modello del compressore.
Figura 145. Flusso di calcolo

Capitolo 3. Modello di calcolo
113
3.2 Modello del ciclo frigorifero
Il ciclo frigorifero è un ciclo Rankine inverso all’interno del quale lavora il compressore, di seguito si
riportano le principali caratteristiche del modello utilizzato.
3.2.1 Assunzioni
Si riportano in seguito le principali assunzioni per il ciclo frigorifero:
sistema stazionario;
si trascurano le perdite di carico del fluido nell’evaporatore e nel condensatore;
si imposta una pressione massima di 20 bar per mantenere una certa distanza dalle condizioni
critiche del fluido;
la portata circolante nell’impianto è assunta pari alla portata uscente dalla valvola di scarico, tale
portata è molto simile alla portata che fluisce attraverso la valvola di aspirazione, ma tra le due
esiste una minima differenza dell’ordine dello 0,03 % a causa delle approssimazioni nel calcolo
delle perdite di trafilamento; si sceglie quindi, visto che il sistema è stazionario, di utilizzare la
portata uscente dalla valvola di scarico.
3.2.2 Descrizione dell’impianto
Come tutti i cicli frigoriferi, il sistema è costituito da un compressore (già descritto ampiamente), un
condensatore, una valvola di laminazione ed un evaporatore.
L’evaporatore è un micro scambiatore di calore costituito da numerosi micro canali in parallelo fra loro e
posti su una superficie a sua volta in diretto contatto con la CPU. Può anche essere presente un altro micro
scambiatore di calore, che agisce da scambiatore di calore aggiuntivo, per garantire che il fluido in ingresso
al compressore sia vapore surriscaldato. Se si vuole garantire che la temperatura della CPU sia costante,
evaporatore e scambiatore di calore aggiuntivo costituiscono due scambiatori distinti con solamente
l’evaporatore a contatto con la CPU, invece lo scambiatore di calore aggiuntivo è posto a contatto con
un'altra fonte termica. In altri casi, evaporatore e scambiatore di calore aggiuntivo possono costituire un
unico scambiatore di calore, come nel modello utilizzato nella presente trattazione. Solitamente i micro canali
sono realizzati in rame, ma possono anche essere costituiti da differenti materiali prodotti con tecnologie
innovative che permettano ai micro canali di resistere alle elevate pressioni di esercizio, anche se i micro
canali in rame sono in grado di resistere alle pressioni in gioco (20 bar).
Il condensatore è uno scambiatore ad aria a flusso incrociato e deve quindi essere presente una ventola che
garantisca una sufficiente portata d’aria allo scambiatore. Il fluido nel condensatore si trova inizialmente allo
stato di vapore surriscaldato e successivamente allo stato bifase. La valvola di laminazione è costituita da un
tubo capillare avvolto ad elica, il diametro e lunghezza di tale tubo determinano la perdita di carico voluta.
Nella rassegna bibliografica è riportata una descrizione più dettagliata dei vari componenti dell’impianto.
3.2.3 Parametri del ciclo
Dopo avere determinato le prestazioni del compressore è necessario costruire un ciclo frigorifero che soddisfi
le prestazioni richieste dal componente elettronico. Nella seguente tabella si riportano i parametri
caratteristici del ciclo.
Tabella 19. Parametri del ciclo Rankine inverso
Grandezza [u.m]
Pressione minima [bar] 4.5
Temperatura evaporatore [K] 285,62
Temperatura ingresso compressore [K] 295
Pressione massima [bar] 20
Temperatura uscita compressore [K] 348,02
Temperatura condensatore [K] 340,63
Potenza evaporatore [W] 50
ΔT evaporatore [K] 5

Capitolo 3. Modello di calcolo
114
Le grandezze termodinamiche nei vari punti del ciclo sono state calcolate utilizzando il software
“REFPROP”. Tale software calcola le proprietà di fluidi reali, di conseguenza al di fuori del compressore il
fluido di lavoro viene considerato reale (non si potrebbe considerare gas ideale un fluido allo stato bifase).
All’interno del compressore, per semplicità di calcolo, si è assunto che il gas abbia comportamento ideale,
come assunto in tutti i lavori trovati in letteratura, verificando con esito positivo che all’interno del
compressore il gas sia sempre surriscaldato.
I parametri del ciclo sono stati assunti in modo da essere compatibili con il funzionamento della CPU. Visto
che a temperature prossime a 0 °C le prestazioni di tale componente peggiorano notevolmente a causa di una
notevole variazione delle resistenze elettriche con la temperatura e con una conseguente perdita di
sincronismo nel funzionamento dei vari componenti della CPU, si è ritenuto ragionevole assumere una
temperatura di buon funzionamento intorno a 20-30 °C. Dunque, assumendo una differenza di temperatura di
5 K tra il fluido frigorifero e la CPU, si è scelta una pressione minima del ciclo che garantisse una
temperatura dell’evaporatore di circa 285 K. La pressione massima è stata scelta intorno ai 20 bar in modo da
operare con un rapporto di compressione ragionevole per un compressore volumetrico a pistone. La
temperatura di ingresso del gas nel compressore è stata scelta pari a 295 K in modo tale che il gas sia
surriscaldato. Si è svolta inoltre una verifica con esito positivo sulle condizioni termodinamiche del gas in
uscita dal compressore, verificando che questo sia vapore surriscaldato. La verifica di tale condizione è stata
applicata con esito positivo a tutti i punti del ciclo di compressione, verificando che all’interno del
compressore il gas non si trovi in uno stato bifase.
La potenza termica da asportare deve essere di circa 50 W, tale valore rappresenta un buon compresso tra le
richieste dei nuovi notebook computer in grado di richiedere potenze dell’ordine di 1-10 W ed i notebook
computer non di ultima generazione che richiedono potenze dell’ordine di 100-200 W. Ovviamente al variare
dei parametri geometri del compressore si possono ottenere potenze di raffreddamento maggiori o minori di
50 W, ma si è scelto tale valore per porsi in un caso intermedio tra le nuovissime tecnologie e quello più
datate. Come viene mostrato in seguito, è possibile garantire maggiori o minori potenze di raffreddamento
senza un’eccessiva variazione delle dimensioni del compressore.
3.2.4 Calcolo delle prestazioni
Le prestazioni del ciclo frigorifero vengono valutate attraverso il COP (Coefficient of Performance),
dividendolo poi per il COP di Carnot (COP di un ciclo frigorifero ideale), è possibile determinare il
rendimento di secondo principio dell’impianto. Di seguito si riportano le formule utilizzate.
𝑄 𝑒𝑣𝑎 = 𝑚 𝑠𝑐𝑎𝑟 𝑐𝑜𝑚𝑝 ∗ (1 − 5) (183)
𝑄 𝑐𝑜𝑛𝑑 = 𝑚 𝑠𝑐𝑎𝑟 𝑐𝑜𝑚𝑝 ∗ (2 − 4) (184)
𝐶𝑂𝑃 =𝑄
𝑒𝑣𝑎
𝑊 𝑒𝑙 𝑐𝑜𝑚𝑝
(185)
𝐶𝑂𝑃𝑐𝑎𝑟𝑛𝑜𝑡 =𝑇𝑒𝑣𝑎
𝑇𝑐𝑜𝑛𝑑 − 𝑇𝑒𝑣𝑎
(186)
휂𝐼𝐼 =𝐶𝑂𝑃
𝐶𝑂𝑃𝐶𝑎𝑟𝑛𝑜𝑡
(187)

Capitolo 3. Modello di calcolo
115
In Figura 146 è rappresentato il diagramma T-s del ciclo frigorifero i cui punti termodinamici corrispondono
agli indici utilizzati nelle formule precedenti.
Figura 146. Ciclo Rankine inverso


Capitolo 4. Validazione del modello
Dopo aver costruito il modello matematico del compressore, è necessario verificarne l’attendibilità
confrontando i risultati che esso fornisce con quelli trovati in letteratura. Perché il confronto sia valido,
questo deve essere effettuato a parità di condizioni al contorno, ovvero inserendo nel modello gli stessi
parametri geometrici e fluidodinamici di partenza del caso scelto in letteratura.
Come modello di riferimento si è assunto quello del lavoro [10], in cui è stata studiata la variazione del
rendimento organico-isoentropico del compressore (senza considerare il rendimento del motore elettrico) al
variare del rapporto corsa-alesaggio, fissato il volume spazzato dal pistone, la lunghezza della corsa morta, il
gioco tra pistone e cilindro, il fattore d’attrito e l’eccentricità della molla risonante. Il modello matematico di
riferimento, rispetto a quello costruito in tale trattazione, presenta le seguenti differenze:
attrito fluidodinamico preso in considerazione nella dinamica delle valvole;
differente modello matematico delle perdite termiche;
compressione ed espansione isoentropica.
La validazione del modello consiste nel riprodurre la curva del rendimento organico-isoentropico al variare
del rapporto corsa-alesaggio, confrontandola poi con quella del lavoro [10]. Il confronto dei risultati ottenuti
in queste simulazioni, come già accennato, deve essere effettuato a parità di condizioni al contorno, di
conseguenza oltre ad impostare nel modello gli stessi parametri geometrici, si cercano di riprodurre anche le
stesse condizioni fluidodinamiche ponendo uguale ad 1 il rendimento isoentropico di compressione ed
espansione.
Ovviamente i risultati ottenuti saranno diversi da quelli di riferimento, appunto perché si tratta di due modelli
matematici differenti. Ma tale differenza dovrà essere contenuta, ed i risultati ottenuti dovranno avere
comunque un significato fisico ragionevole. In Tabella 20 si riportano i parametri iniziali fissati pari a quelli
del modello di riferimento, mentre in Tabella 21 quelli che variano al variare delle simulazioni.
Tabella 20. Condizioni al contorno
Eccentricità della molla risonante [m] 0,005
Gioco [m] 0,000003
Fattore d’attrito [nondim] 0,1
Lunghezza corsa morta [m] 0,003
Volume spazzato dal pistone [m^3] 0,000006
Rendimento isoentropico [nondim] 1
Tabella 21. Parametri variabili
Rapporto corsa-alesaggio [nondim] Diametro [m]
0,014 2,78
0,016 1,86
0,017 1,55
0,0196 1
0,0248 0,5
Per ognuno dei precedenti casi si determina il rendimento organico- isoentropico, riportando in un grafico i
risultati ottenuti per confrontarli con i valori trovati in letteratura.
In Figura 147 si può notare come il modello utilizzato in questa trattazione fornisca risultati abbastanza simili
al modello di riferimento per bassi rapporti corsa-alesaggio, discostandosi di qualche punto percentuale
all’aumentare di questa variabile. Si ritiene che tale differenza sia dovuta principalmente al differente
modello matematico utilizzato per il calcolo delle perdite termiche. Il modello termico utilizzato nella
presente trattazione è stato estratto dal lavoro [34], nel quale, per ogni fase del ciclo di compressione è
prevista una differente equazione di scambio termico. Invece nel modello di riferimento del lavoro [10] non
si considerano le varie fasi del ciclo. Si ritiene quindi che il modello termico utilizzato porti ad una
valutazione più dettagliata delle perdite termiche, le quali risultano essere maggiori di quelle del lavoro di

Capitolo 4. Validazione del modello
118
riferimento. I risultati ottenuti mostrano comunque lo stesso andamento del modello di riferimento al variare
del rapporto corsa-alesaggio, indicando che i fenomeni fisici che avvengono all’interno del compressore sono
descritti correttamente.
Inoltre, ottenere una sottostima del rendimento è sempre meglio che avere sovrastima, ovvero avere un valore
maggiore di ciò che si ottiene realmente. La validazione del modello descritto nel capitolo precedente si può
ritenere positiva, infatti i risultati ottenuti mostrano la stessa tendenza ed un valore numerico simile al
modello di riferimento. Come mostrato nei capitoli successivi, il compressore verrà progettato nel punto di
suo massimo rendimento; come mostrato nella figura sottostante, per rendimenti elevati il modello si può
ritenere molto affidabile perché si avvicina molto alla curva di riferimento.
Figura 147. Confronto tra i rendimenti organico-isoentropici

Capitolo 5. Casi studio
Come tutte le macchine, anche il compressore a pistone oggetto di studio lavora con diversa efficienza al
variare di alcuni parametri. Tra quelli che possono influenzare il rendimento del compressore e quindi del
ciclo frigorifero, quello maggiormente citato in letteratura è il rapporto corsa-alesaggio. Si è deciso quindi di
studiare l’influenza di tale parametro sulle prestazioni del compressore.
Inoltre, visto che il compressore deve essere integrato all’interno di un notebook computer, sono molto
importanti le sue dimensioni. Il sistema compressore più motore elettrico lineare può essere visto come un
blocco cilindrico nel quale la maggior parte della lunghezza è occupata dal motore elettrico. Visto che non ci
si occupa del motore elettrico in tale trattazione, tale dimensione varia poco al variare della lunghezza della
camera di compressione (rapporto corsa-alesaggio). Invece il diametro del blocco cilindrico dipende molto
dal diametro del pistone, infatti il primo è di poco maggiore del diametro della molla risonante che a sua
volta è di poco maggiore del diametro del pistone. Lo studio delle prestazioni del compressore al variare del
diametro è molto importante, infatti, se una lunghezza del blocco cilindrico può arrivare fino a 15 cm
adattandosi alle dimensioni di un notebook computer, un diametro eccessivo non permetterebbe a questo
sistema di adattarsi in un notebook computer visto la tendenza a realizzare PC sempre più sottili. Di
conseguenza si è deciso di analizzare le prestazioni del compressore al variare del diametro del pistone e per
ogni dimetro, al variare del rapporto corsa-alesaggio.
5.1.1 Parametri fissati
I parametri del compressore e del ciclo che sono fissati a priori, o per i quali è stabilita una legge di
variazione al variare del caso oggetto di studio, sono i seguenti:
pressione massima del ciclo frigorifero (20 bar);
pressione minima del ciclo frigorifero (4,5 bar);
pressione massima del ciclo di compressione (10% in più della pressione massima del ciclo
frigorifero);
temperatura T1 del gas in ingresso al compressore (295 K);
rendimento isoentropico di espansione e compressione (0,9);
gioco tra pistone e cilindro (1 μm);
lunghezza della corsa morta (10% della corsa del pistone);
fattore d’attrito (μ=0,1);
eccentricità della molla risonante (60 % del diametro del pistone);
frequenza (50 Hz);
deformazione di precarico delle valvole (x pre-load=0,00001 m);
massa delle valvole (m valve=0,001 kg) che può essere variata durante la risoluzione dell’algoritmo
della chiusura delle valvole, qualora non sia sufficiente agire solamente sulla costante elastica;
massa mobile del compressore pari a 0,5 kg e aumentata nei casi con diametro elevato e basso
rapporto corsa-alesaggio.
5.1.2 Simulazioni effettuate
Si è scelto di variare il diametro del pistone da 5 mm a 2,5 cm e per ogni diametro è stato fatto variare il
rapporto corsa-alesaggio da 0,2 a 2,5. Si riportano nella seguente tabelle i casi simulati.
Tabella 22. Diametri del pistone
D [m] 0,005 0,008 0,01 0,012 0,015 0,018 0,02 0,025
Tabella 23. Rapporti corsa/alesaggio
x/D 0,2 0,5 0,8 1 1,2 1,5 1,8 2 2,2 2,5
Utilizzando il modello del compressore e del ciclo descritti precedentemente, sono state svolte le simulazioni
per ognuna delle combinazioni dei parametri riportati in Tabella 22 e Tabella 23. Per ognuno dei casi simulati
sono stati raccolti i risultati, ovvero tutte le voci di perdita, la potenza meccanica richiesta, la potenza ed il
rendimento elettrico, la massa mobile del sistema, la costante elastica della molla risonante, i diametri delle
valvole di aspirazione e scarico, il rendimento organico isoentropico ed il rendimento globale, la portata

Capitolo 5. Casi studio
120
uscente dalla valvola di scarico, la potenza termica del condensatore e dell’evaporatore, il COP, il rendimento
di secondo principio dell’impianto e il rendimento volumetrico del compressore.
Come già spiegato precedentemente, l’iterazione sul diametro delle valvole fa parte dell’algoritmo del ciclo
di compressione. Infatti il diametro di aspirazione e scarico, insieme alla velocità e la densità calcolate con le
equazioni dell’efflusso isoentropico, permette di determinare la portata uscente ed entrante nel compressore e
quindi il profilo di pressione durante le fasi 2 e 4. Invece la risoluzione della dinamica delle valvole è
disgiunta dalla risoluzione del ciclo di compressione, appunto perché considerando l’efflusso isoentropico si
trascurano gli attriti fluidodinamici. Di conseguenza, nelle simulazioni dei vari casi si è determinato il valore
dei diametri delle valvole ma non sono stati determinati i valori delle costanti elastiche ed i grafici del moto
delle valvole. Infatti il metodo di bisezione necessario alla loro determinazione avrebbe richiesto un
eccessivo tempo di calcolo, considerando che avrebbe dovuto essere stato applicato a tutti i casi. Quindi le
costanti delle valvole ed il grafico del loro moto sono stati determinati solo per il caso ottimale scelto
dall’analisi dei risultati delle varie simulazioni. Trascurando gli attriti fluidodinamici, la determinazione delle
costatanti delle valvole e del loro moto non avrebbe avuto alcuna influenza sulle prestazioni del ciclo,
appunto perché i problemi sono disgiunti.
E’ necessario fare un’ultima precisazione per quando riguarda la pressione massima e minima del
compressore. La pressione massima viene impostata pari al 10% in più rispetto al pressione massima del
ciclo frigorifero. La scelta di tale percentuale è stata fatta considerando i dati trovati in letteratura e
riscontrando che la differenza tra la pressione massima del ciclo frigorifero e del compressore sia circa il
10% di quella del ciclo frigorifero. La pressione minima, invece, non viene impostata ma è frutto
dell’espansione del gas nel volume morto, una volta che questo raggiunge la temperatura T1; tale pressione è
sempre minore di quella minima del ciclo frigorifero, la quale coincide con la pressione iniziale p1 del ciclo
di compressione.
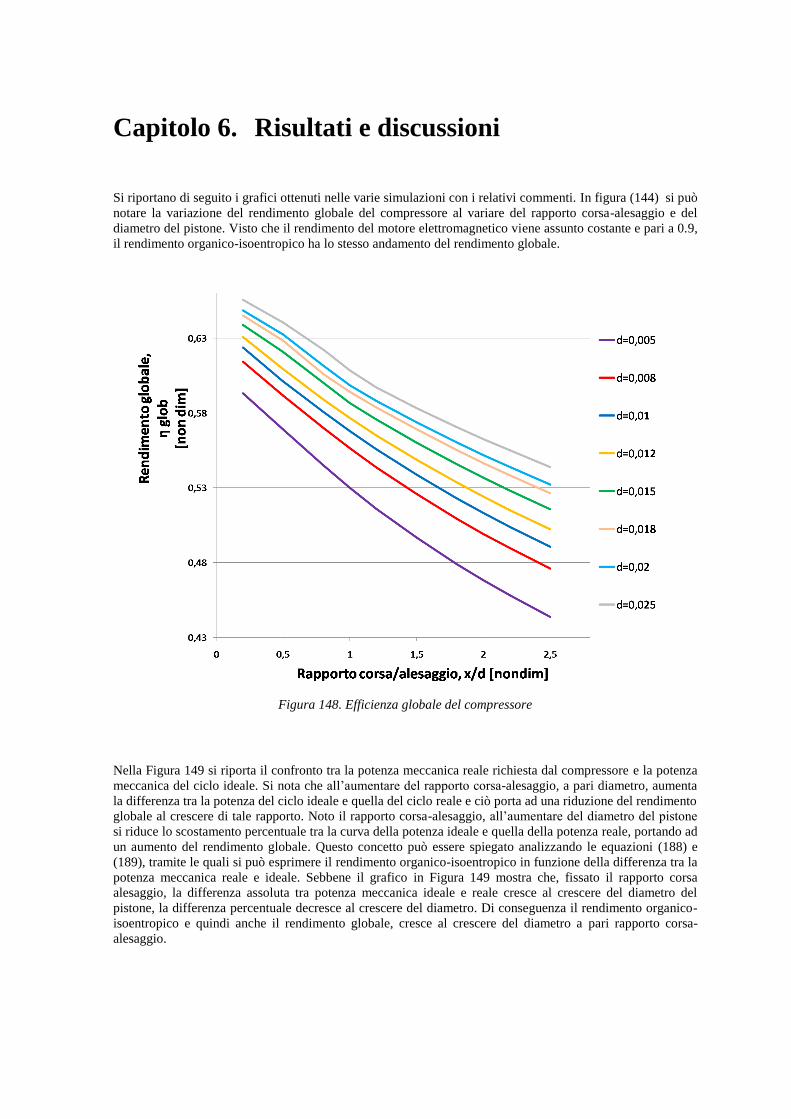
Capitolo 6. Risultati e discussioni
Si riportano di seguito i grafici ottenuti nelle varie simulazioni con i relativi commenti. In figura (144) si può
notare la variazione del rendimento globale del compressore al variare del rapporto corsa-alesaggio e del
diametro del pistone. Visto che il rendimento del motore elettromagnetico viene assunto costante e pari a 0.9,
il rendimento organico-isoentropico ha lo stesso andamento del rendimento globale.
Nella Figura 149 si riporta il confronto tra la potenza meccanica reale richiesta dal compressore e la potenza
meccanica del ciclo ideale. Si nota che all’aumentare del rapporto corsa-alesaggio, a pari diametro, aumenta
la differenza tra la potenza del ciclo ideale e quella del ciclo reale e ciò porta ad una riduzione del rendimento
globale al crescere di tale rapporto. Noto il rapporto corsa-alesaggio, all’aumentare del diametro del pistone
si riduce lo scostamento percentuale tra la curva della potenza ideale e quella della potenza reale, portando ad
un aumento del rendimento globale. Questo concetto può essere spiegato analizzando le equazioni (188) e
(189), tramite le quali si può esprimere il rendimento organico-isoentropico in funzione della differenza tra la
potenza meccanica reale e ideale. Sebbene il grafico in Figura 149 mostra che, fissato il rapporto corsa
alesaggio, la differenza assoluta tra potenza meccanica ideale e reale cresce al crescere del diametro del
pistone, la differenza percentuale decresce al crescere del diametro. Di conseguenza il rendimento organico-
isoentropico e quindi anche il rendimento globale, cresce al crescere del diametro a pari rapporto corsa-
alesaggio.
Figura 148. Efficienza globale del compressore

Capitolo 6. Risultati e discussioni
122
Δ𝑊 𝑚𝑒𝑐 = 𝑊
𝑚𝑒𝑐 ,𝑟𝑒𝑎𝑙𝑒 − 𝑊 𝑚𝑒𝑐 ,𝑖𝑑𝑒𝑎𝑙𝑒 (188)
휂𝑜 ,𝑖𝑠 =𝑊
𝑚𝑒𝑐 ,𝑖𝑑𝑒𝑎𝑙𝑒
𝑊 𝑚𝑒𝑐 ,𝑟𝑒𝑎𝑙𝑒
=1
1 +Δ𝑊
𝑚𝑒𝑐
𝑊 𝑖𝑑𝑒𝑎𝑙𝑒
(189)
Si deve ora indagare sulle cause che portano ad una riduzione di rendimento al variare dei parametri oggetto
di studio. Le fonti di perdita di cui si è tenuto conto nella costruzione del modello del compressore sono le
perdite di trafilamento, le perdite termiche e le perdite per attrito meccanico. Di seguito viene analizzata
ognuna di queste voci in riferimento alla potenza meccanica richiesta dal ciclo ideale. E’ stata scelta la
potenza meccanica del ciclo ideale perché questa viene utilizzata per il calcolo del rendimento organico-
isoentropico del compressore e viene calcolata trascurando tutte le fonti di perdita oggetto di studio, pertanto
rappresenta una base fissa sulla quale ragionare.
Figura 150. Scostamento della potenza meccanica reale da quella ideale
Figura 149. Potenza meccanica del ciclo reale e ideale di compressione

Capitolo 6. Risultati e discussioni
123
6.1.1 Perdite per effetti di trafilamento
Le perdite per effetti di trafilamento causano una riduzione della portata massica di gas in uscita dal
compressore e, di conseguenza, ne riducono il rendimento globale. Prima di addentrarsi nell’analisi
parametrica è necessario precisare che le varie simulazioni sono state effettuate mantenendo costanti i
parametri termodinamici del ciclo frigorifero e quindi anche la pressione e la temperatura iniziale del
compressore, come pure la pressione massima. Di conseguenza i parametri termodinamici specifici alla
massa variano poco da una simulazione all’altra, quindi non vengono considerate come grandezze variabili
da un caso all’altro. Tale ipotesi è stata verificata dai risultati ottenuti nelle varie simulazioni.
Si definisce dunque, mediante l’equazione (190), un parametro che dia un’indicazione di come variano le
perdite di trafilamento al variare dei parametri oggetto di studio, in modo da indicare quanta della massa
inizialmente presente nel compressore venga persa per trafilamento. Visto che i punti termodinamici del ciclo
di compressione non variano durante le simulazioni, per effetto delle condizioni al contorno imposte dal ciclo
frigorifero, si approssima il rapporto tra la massa persa per trafilamento e la massa iniziale con il rapporto tra
i volumi delle rispettive grandezze. Ovviamente le perdite per trafilamento devono essere valutate dall’istante
iniziale fino all’istante in cui termina la fase di scarico, cioè a meta del periodo del pistone. La massa persa
per trafilamento viene quindi valutata mediante le equazioni (191)-(195), nelle quali i parametri geometrici
sono espressi in funzione del diametro del pistone e del rapporto corsa alesaggio. I parametri geometrici non
sono funzione del tempo e quindi possono uscire dall’integrale dell’equazione (195), il risultato di tale
integrale viene indicato con una costante k1 e tale valore non cambia durante le varie simulazioni perché il
periodo del pistone è sempre lo stesso. Il volume disponibile inizialmente presente coincide con il volume
spazzato dal pistone, non si deve considerare il volume morto perché la massa di gas che occupa tale spazio
non può essere mandata al ciclo frigorifero e quindi non ha senso considerarla come una perdita. Con
l’equazione (196) si determina il volume disponibile e, sostituendo le equazioni (195) e (196) nell’equazione
(190), si ottiene l’equazione (197) che esprime il parametro di perdita in funzione dei parametri geometrici.
𝑙𝑙𝑒𝑎𝑘 =𝑀𝑙𝑒𝑎𝑘
𝑀𝑑𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑒
∝𝑉𝑙𝑒𝑎𝑘
𝑉𝑑𝑖𝑠𝑝 𝑜𝑛𝑖𝑏𝑖𝑙𝑒
(190)
𝑉𝑙𝑒𝑎𝑘 = 𝑣𝑙𝑒𝑎𝑘 ∗ 𝐴𝑙𝑒𝑎𝑘 ∗ 𝑑𝑡𝑇/2
0
(191)
𝑣𝑙𝑒𝑎𝑘 = 𝑥 𝑝𝑖𝑠𝑡
2=
𝐿
4∗ 𝜔 ∗ sin 𝜔𝑡 (192)
𝐿 =𝑥
𝑑∗ 𝑑 (193)
𝐴𝑙𝑒𝑎𝑘 =𝜋
4∗ 𝑑 + 2𝑔 2 − 𝑑2 = 𝜋 ∗ 𝑔 ∗ (𝑔 + 𝑑) (194)
𝑉𝑙𝑒𝑎𝑘 = 1
4∗ 𝜔 ∗ sin 𝜔𝑡 ∗ 𝑑 ∗
𝑥
𝑑∗ 𝜋 ∗ 𝑔 ∗ 𝑔 + 𝑑 ∗ 𝑑𝑡
𝑇/2
0
= 𝑘1 ∗𝑥
𝑑∗ 𝑑 ∗ (𝑔 + 𝑑) (195)
𝑉𝑑𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑒 = 𝑉𝑖𝑛𝑖𝑧𝑖𝑎𝑙𝑒 =𝜋
4∗ 𝑑2 ∗ 𝑑 ∗
𝑥
𝑑=
𝜋
4∗ 𝑑3 ∗
𝑥
𝑑 (196)
𝑙𝑙𝑒𝑎𝑘 ∝𝑉𝑙𝑒𝑎𝑘
𝑉𝑑𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑒
=𝑘1 ∗
𝑥𝑑
∗ 𝑑 ∗ (𝑔 + 𝑑)
𝜋4
∗ 𝑑3 ∗𝑥𝑑
∝ 𝑘2
(𝑔 + 𝑑) ≈ 𝑑
𝑑2∝
𝑘2
𝑑 (197)
Come si può notare dai risultati dell’analisi parametrica, il fattore di perdita è solamente funzione del
diametro del pistone. Si ritiene dunque che il rendimento volumetrico aumenti all’aumentare del diametro del
pistone e che rimanga costante al variare del rapporto corsa-alesaggio. In Figura 151 si riportano i risultati
ottenuti notando che i dati rispecchiano l’andamento previsto con l’analisi parametrica. Si deve precisare che,
seppure il rendimento volumetrico vari con il diametro, questa variazione è minima perché l’area di
trafilamento è sempre molto ridotta rispetto all’area del cilindro e quindi il rendimento volumetrico varia di
poco nei vari casi. Inoltre, fissato il diametro, il volume perso per trafilamento varia nello stesso modo con
cui varia il volume disponibile. Infatti, essendo il gioco ridotto, sono entrambi proporzionali alla corsa e di
conseguenza il rendimento volumetrico non varia al variare di x/d. Invece fissato tale rapporto, il volume
perso per trafilamento cresce col quadrato del diametro perché dipende dall’area di trafilamento, mentre il
volume iniziale cresce con il cubo del diametro e quindi il suo effetto è prevalente, perciò il rendimento

Capitolo 6. Risultati e discussioni
124
volumetrico aumenta. Dunque per ridurre le perdite percentuali di trafilamento è necessario aumentare il
diametro.
Dopo aver espresso le perite di trafilamento per mezzo del rendimento volumetrico, si ritiene necessario
analizzarle mediante un altro parametro che tenga conto della frazione di lavoro persa per effetti di
trafilamento rispetto al lavoro meccanico ideale di compressione. Il rendimento volumetrico esprime un
rapporto in termini massici, ma per analizzare l’influenza di tale perdita sul rendimento globale del
compressore, è necessario definire un rapporto tra delle grandezze energetiche. Tale parametro viene definito
come il rapporto tra il lavoro perso per effetti di trafilamento ed il lavoro meccanico ideale di compressione.
Si riporta in Figura 152 il valore di tale parametro ottenuto nelle varie simulazioni.
𝑓𝑙𝑒𝑎𝑘 =𝑊𝑙𝑒𝑎𝑘
𝑊𝑚𝑒𝑐 ,𝑖𝑑𝑒𝑎𝑙𝑒
(198)
Come si può notare dalla precedente figura, l’andamento del fattore energetico di trafilamento è lo stesso del
rendimento volumetrico, si ritiene quindi che i risultati ottenuti siano coerenti con i ragionamenti teorici
dell’analisi parametrica. Le perdite energetiche per trafilamento variano solamente al variare del diametro del
pistone, ma sono sempre molto contenute rispetto al lavoro di compressione.
Figura 152. Fattore di perdita per trafilamento
Figura 151. Rendimento volumetrico

Capitolo 6. Risultati e discussioni
125
6.1.2 Perdite termiche
Per spiegare l’andamento delle perdite termiche al variare dei parametri geometrici del compressore si
effettua l’analisi parametrica. Visto che il gioco è molto ridotto rispetto al diametro del pistone, si considera
questo diametro simile a quello interno del cilindro della camera di compressione.
Si ritiene importante precisare che, al variare dei parametri oggetto di studio, i punti termodinamici del ciclo
di compressione non variano molto per effetto delle condizioni al contorno costanti imposte dal ciclo
frigorifero. La potenza termica scambiata con l’ambiente viene espressa mediante l’equazione (200) e, visto
che la temperatura del gas varia di molto poco o per nulla nei vari punti del ciclo di compressione al variare
delle simulazioni, si ritengono le perdite termiche proporzionali al prodotto del coefficiente di scambio
termico convettivo per l’area totale del cilindro. Si esprime il coefficiente di scambio termico in funzione del
numero di Reynolds che a sua volta viene espresso in funzione dei parametri geometrici. Si esprime anche
l’area di scambio termico, la velocità del pistone, la portata fluente attraverso le valvole e la potenza del ciclo
ideale in funzione dei parametri geometrici. Visto che le condizioni termodinamiche del ciclo di
compressione non cambiano, la velocità e la densità del gas a valle dell’efflusso isoentropico non variano
molto al variare delle simulazioni. La portata di scarico è quindi proporzionale alla massa di gas inizialmente
presente nel cilindro e quindi al volume iniziale. Anche la potenza richiesta dal ciclo ideale di compressione
varia al variare della massa di gas iniziale e quindi del volume del cilindro perché le condizioni
termodinamiche del ciclo non cambiano.
Esprimendo quindi la portata di scarico e di aspirazione in funzione dei parametri geometri, è possibile
esprimere la velocità caratteristica dell’equazione (206) in funzione di queste variabili. Per ogni fase del ciclo
di compressione si ricava il numero di Re in funzione di “d” e “x/d”, le fasi 1, 2 e 3 hanno la stessa
espressione finale mentre la fase 4 è differente. Sostituendo l’espressione del numero di Re nell’equazione
(203), che a sua volta viene sostituita nell’equazione (200) e sostituendo sempre in quest’ultima equazione
l’espressione dell’area di scambio termico, si ottiene l’equazione (213) che esprime le perdite termiche per le
fasi 1, 2 e 3, mentre con l’equazione (214) si ottiene l’espressione valida per la fase 4. Dividendo poi queste
espressioni per l’equazione (205), si ottiene il fattore di perdita energetica per le rispettive fasi. Ovviamente il
fattore di perdita energetica viene calcolato sulla potenza termica globalmente persa, di conseguenza il suo
andamento sarà un compromesso tra le espressioni dell’equazione (215) e (216).
𝑓𝑄𝑙𝑜𝑠𝑠 =𝑄
𝑙𝑜𝑠𝑠
𝑊 𝑚𝑒𝑐 ,𝑐𝑖𝑐𝑙𝑜 𝑖𝑑𝑒𝑎𝑙𝑒
(199)
𝑄 𝑙𝑜𝑠𝑠 = ∗ 𝐴 ∗ 𝑇𝑔𝑎𝑠 − 𝑇𝑎𝑚𝑏 ∝ ∗ 𝐴 (200)
𝑑𝑝𝑖𝑠𝑡 ≈ 𝑑𝑐𝑦𝑙 (201)
𝐴 ∝ 𝜋 ∗ 𝑑 ∗ 𝑑 ∗𝑥
𝑑+
𝜋
2∗ 𝑑2 ∝ 𝑑2 ∗
𝑥
𝑑+
1
2 (202)
∝1
𝑑∗ 𝑅𝑒𝑏 (203)
𝑥 𝑝𝑖𝑠𝑡 ∝ 𝑑 ∗𝑥
𝑑 (204)
𝑚 𝑠𝑐𝑎𝑟𝑖𝑐𝑜 ,𝑎𝑠𝑝𝑖𝑟𝑎𝑧𝑖𝑜𝑛𝑒 ∝ 𝑀𝑖𝑛𝑖𝑧𝑖𝑎𝑙𝑒 ∝ 𝑉𝑖𝑛𝑧𝑖𝑎𝑙𝑒 ∝ 𝑑3 ∗𝑥
𝑑 (205)
𝑢𝑐 𝑡 = 𝑚 𝑣𝑎𝑙𝑣𝑒 (𝑡𝑖)
𝜌𝑔𝑎𝑠 𝑡 ∗ 𝐴𝑏𝑎𝑠𝑒 𝑐𝑖𝑙
∝𝑑3 ∗
𝑥𝑑
𝑑2∝ 𝑑 ∗
𝑥
𝑑 (206)
𝑊 𝑚𝑒𝑐 ,𝑐𝑖𝑐𝑙𝑜 𝑖𝑑𝑒𝑎𝑙𝑒 = 𝑤 𝑚𝑒𝑐 ,𝑐𝑖𝑐𝑙𝑜 𝑖𝑑𝑒𝑎𝑙𝑒 ∗ 𝑀𝑖𝑛𝑖𝑧𝑖𝑎𝑙𝑒 ∝ 𝑉𝑖𝑛𝑖𝑧𝑖𝑎𝑙𝑒 ∝ 𝑑3
𝑥
𝑑 (207)
𝑅𝑒𝑓𝑎𝑠𝑒 1,3 = 𝜌𝑔𝑎𝑠 ∗ 𝑥 𝑝𝑖𝑠𝑡 ∗ 𝐷𝑐𝑖𝑙
𝜇 ∝ 𝑑2 ∗
𝑥
𝑑 (208)
𝑅𝑒𝑓𝑎𝑠𝑒 2 =𝜌𝑔𝑎𝑠 ∗ (𝑥 𝑝𝑖𝑠𝑡 + 𝑥 𝑝𝑖𝑠𝑡
0,8 ∗ 𝑢𝑐0,2) ∗ 𝐷𝑐𝑖𝑙
𝜇∝ 𝑑 ∗
𝑥
𝑑+ 𝑑 ∗
𝑥
𝑑
0,8
∗ 𝑑 ∗𝑥
𝑑
0,2
∗ 𝑑 (209)
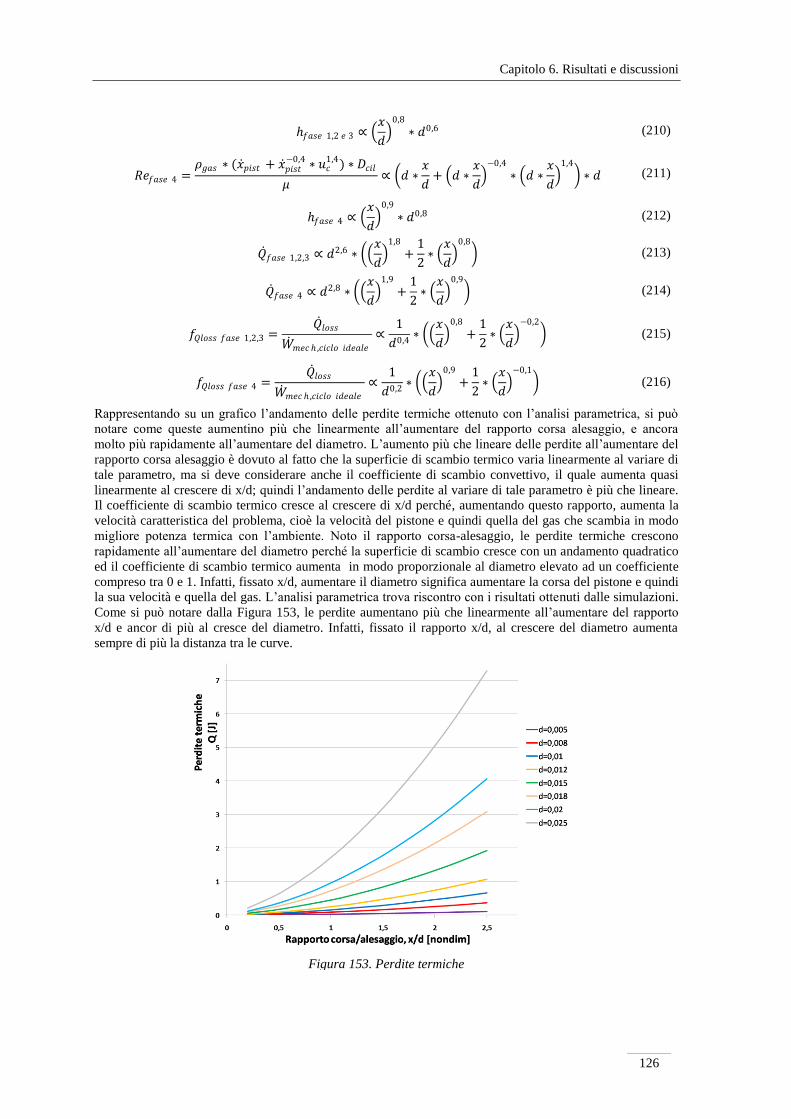
Capitolo 6. Risultati e discussioni
126
𝑓𝑎𝑠𝑒 1,2 𝑒 3 ∝ 𝑥
𝑑
0,8
∗ 𝑑0,6 (210)
𝑅𝑒𝑓𝑎𝑠𝑒 4 =𝜌𝑔𝑎𝑠 ∗ (𝑥 𝑝𝑖𝑠𝑡 + 𝑥 𝑝𝑖𝑠𝑡
−0,4 ∗ 𝑢𝑐1,4) ∗ 𝐷𝑐𝑖𝑙
𝜇∝ 𝑑 ∗
𝑥
𝑑+ 𝑑 ∗
𝑥
𝑑
−0,4
∗ 𝑑 ∗𝑥
𝑑
1,4
∗ 𝑑 (211)
𝑓𝑎𝑠𝑒 4 ∝ 𝑥
𝑑
0,9
∗ 𝑑0,8 (212)
𝑄 𝑓𝑎𝑠𝑒 1,2,3 ∝ 𝑑2,6 ∗
𝑥
𝑑
1,8
+1
2∗
𝑥
𝑑
0,8
(213)
𝑄 𝑓𝑎𝑠𝑒 4 ∝ 𝑑2,8 ∗
𝑥
𝑑
1,9
+1
2∗
𝑥
𝑑
0,9
(214)
𝑓𝑄𝑙𝑜𝑠𝑠 𝑓𝑎𝑠𝑒 1,2,3 =𝑄
𝑙𝑜𝑠𝑠
𝑊 𝑚𝑒𝑐 ,𝑐𝑖𝑐𝑙𝑜 𝑖𝑑𝑒𝑎𝑙𝑒
∝1
𝑑0,4∗
𝑥
𝑑
0,8
+1
2∗
𝑥
𝑑
−0,2
(215)
𝑓𝑄𝑙𝑜𝑠𝑠 𝑓𝑎𝑠𝑒 4 =𝑄
𝑙𝑜𝑠𝑠
𝑊 𝑚𝑒𝑐 ,𝑐𝑖𝑐𝑙𝑜 𝑖𝑑𝑒𝑎𝑙𝑒
∝1
𝑑0,2∗
𝑥
𝑑
0,9
+1
2∗
𝑥
𝑑
−0,1
(216)
Rappresentando su un grafico l’andamento delle perdite termiche ottenuto con l’analisi parametrica, si può
notare come queste aumentino più che linearmente all’aumentare del rapporto corsa alesaggio, e ancora
molto più rapidamente all’aumentare del diametro. L’aumento più che lineare delle perdite all’aumentare del
rapporto corsa alesaggio è dovuto al fatto che la superficie di scambio termico varia linearmente al variare di
tale parametro, ma si deve considerare anche il coefficiente di scambio convettivo, il quale aumenta quasi
linearmente al crescere di x/d; quindi l’andamento delle perdite al variare di tale parametro è più che lineare.
Il coefficiente di scambio termico cresce al crescere di x/d perché, aumentando questo rapporto, aumenta la
velocità caratteristica del problema, cioè la velocità del pistone e quindi quella del gas che scambia in modo
migliore potenza termica con l’ambiente. Noto il rapporto corsa-alesaggio, le perdite termiche crescono
rapidamente all’aumentare del diametro perché la superficie di scambio cresce con un andamento quadratico
ed il coefficiente di scambio termico aumenta in modo proporzionale al diametro elevato ad un coefficiente
compreso tra 0 e 1. Infatti, fissato x/d, aumentare il diametro significa aumentare la corsa del pistone e quindi
la sua velocità e quella del gas. L’analisi parametrica trova riscontro con i risultati ottenuti dalle simulazioni.
Come si può notare dalla Figura 153, le perdite aumentano più che linearmente all’aumentare del rapporto
x/d e ancor di più al cresce del diametro. Infatti, fissato il rapporto x/d, al crescere del diametro aumenta
sempre di più la distanza tra le curve.
Figura 153. Perdite termiche

Capitolo 6. Risultati e discussioni
127
Si analizza ora l’andamento percentuale delle perdite termiche rispetto alla potenza meccanica richiesta dal
ciclo ideale di compressione. La Figura 154 rispecchia l’andamento descritto dalle equazioni (215) e (216),
plottando tali equazioni al variare di x/d e parametrizzandole al variare del diametro, si ottiene lo stesso
andamento di quello riportato in Figura 154.
Fissato il diametro, le perdite termiche percentuali aumentano all’aumentare di x/d; ciò significa che
l’aumento del coefficiente di scambio convettivo, dovuto all’aumento della velocità del pistone e quindi del
gas, e l’aumento della superficie di scambio termico, prevalgono sull’aumento della volume del cilindro, che
è proporzionale al lavoro ideale di compressione.
Fissato il rapporto x/d, un aumento del diametro comporta una riduzione delle perdite percentuali, ciò
significa che l’aumento del volume del cilindro prevale sull’aumento della superficie e del coefficiente di
scambio convettivo. Di conseguenza la riduzione delle perdite percentuali avviene aumentando il diametro e
riducendo il rapporto corsa-alesaggio. Nell’equazione (217) si possono notare i contributi del coefficiente h,
dell’area di scambio e del volume iniziale al variare dei parametri.
𝑓𝑄𝑙𝑜𝑠𝑠 ∝
𝑥𝑑
0,8−0,9∗ 𝑑0,6−0,8
𝒉
∗ 𝑑2 ∗ 𝑥𝑑
+12
𝑨
𝑑3 ∗
𝑥𝑑
𝑽𝒊𝒏𝒊𝒛𝒊𝒂𝒍𝒆
(217)
6.1.3 Perdite per attrito meccanico
Prima di descrivere l’andamento delle perdite per attrito meccanico, è necessario descrivere l’andamento
della costante meccanica al variare delle simulazioni effettuate.
𝑘𝑔𝑎𝑠 =𝜋
4∗ 𝑝3 − 𝑝4 ∗ 𝑑 ∗
𝑥
𝑑 (218)
𝜔𝑛 = 𝑘𝑔𝑎𝑠 + 𝑘𝑚𝑒𝑐
𝑀𝑚𝑜𝑣𝑖𝑛𝑔
=
𝜋4
∗ 𝑝3 − 𝑝4 ∗𝑑𝑥𝑑
+ 𝑘𝑚𝑒𝑐
𝑀𝑚𝑜𝑣𝑖𝑛𝑔
(219)
Dalla precedente equazione si può notare che, ragionando a diametro e massa costanti, all’aumentare del
rapporto corsa-alesaggio la costante meccanica deve aumentare per mantenere costante la frequenza naturale,
che è legata alla frequenza di risonanza del sistema. Ragionando invece a x/d e massa costanti, si può notare
Figura 154. Fattore di perdita termica

Capitolo 6. Risultati e discussioni
128
che, all’aumentare del diametro, la costante meccanica deve ridursi sempre per mantenere costante la
frequenza naturale. Inoltre è necessario precisare che, per bassi rapporti corsa-alesaggio, anche la massa del
sistema deve aumentare, in quanto l’aumento eccessivo della costante del gas porterebbe ad avere costanti
meccaniche negative, di conseguenza è necessario incrementare la massa mobile del sistema in modo tale che
il valore della costante meccanica possa avere significato fisico. Ovviamente i parametri termodinamici del
ciclo di compressione variano talmente poco durante le simulazioni da essere considerati costanti.
L’andamento della costante meccanica deve essere simile a quello espresso nell’equazione (220), mentre
l’andamento della massa mobile del sistema deve essere simile a quello descritto dall’equazione (221). La
massa mobile deve crescere al crescere del diametro del pistone e al ridursi del rapporto corsa-alesaggio.
𝑘𝑚𝑒𝑐 = 𝜔𝑛2 ∗ 𝑀𝑚𝑜𝑣𝑖𝑛𝑔 −
𝜋
4∗ 𝑝3 − 𝑝4 ∗
𝑑𝑥𝑑
(220)
𝑀𝑚𝑜𝑣𝑖𝑛𝑔 ∝ 𝑘 ∗𝑑𝑥𝑑
(221)
Si riportano in seguito i risultati ottenuti notando che gli andamenti delle grandezze in gioco rispecchiano le
considerazioni effettuate. La spiegazione pratica di come varia la costante elastica al variare di questi
parametri sta nel fatto che l’effetto molla del gas nel volume morto è tanto maggiore quanto maggiore è la
superficie del pistone sulla quale il gas può agire, infatti a pari pressione, maggiore è l’area e maggiore è la
forza esercitata su di essa e quindi maggiore è il recupero di energia dovuta all’espansione del gas nel volume
morto. Di conseguenza, al crescere del diametro, la costante meccanica deve essere minore perché cresce
l’effetto molla del gas. Invece al crescere della corsa, a pari pressioni e diametro, la forza che il gas esercita
sulla superficie del pistone viene ripartita su un maggiore spostamento e di conseguenza aumenta l’energia
dovuta all’espansione del gas spesa per spostare il pistone, riducendo così quella recuperata dal motore.
Dunque al crescere del rapporto corsa-alesaggio, l’effetto molla del gas si riduce e la costante meccanica
deve aumentare.
Figura 155. Costante meccanica della molla risonante

Capitolo 6. Risultati e discussioni
129
E’ necessario spiegare il differente andamento della curva delle costanti meccaniche per bassi rapporti x/d al
variare del diametro. Come si può notare dalla Figura 155, per bassi rapporti x/d, la derivata della costante
meccanica decresce al crescere del diametro. Per comprendere questo fenomeno si deve analizzare la Figura
156, nella quale si nota che, sempre per bassi rapporti x/d, la derivata delle masse mobili è sempre più
negativa al crescere del diametro. Ovvero, aumentando il rapporto corsa alesaggio, la massa mobile del
sistema decresce più rapidamente per diametri elevati. Di conseguenza, se la costante elastica del gas
decresce al crescere di x/d, la costante meccanica tende ad aumentare, ma se la massa mobile decresce,
l’incremento della costante meccanica deve essere più contenuto. Dunque, l’incremento della costante
meccanica è minore di quanto maggiore è la riduzione della massa mobile, e ciò avviene ad elevati diametri.
Ciò spiega perché la derivata della costante meccanica per bassi x/d decresce al crescere del diametro.
Ovviamente tale ragionamento non può essere esteso per elevati rapporti corsa-alesaggio, in quanto per tali
valori la massa mobile del sistema è costante grazie al fatto che, riducendosi la costante del gas, non è
necessario incrementare la massa mobile per evitare che la costante meccanica sia negativa. In questo campo,
l’andamento della costante meccanica dipende solamente dall’andamento della costante del gas e non dalla
massa mobile che è costante e pari a 0,5 kg.
Per analizzare l’andamento delle perdite per attrito è necessario rifarsi alle seguenti equazioni:
𝑊𝑎𝑡𝑡𝑟𝑖𝑡𝑜 ∝ 𝑘1 ∗ 𝑘𝑚𝑒𝑐 ∗ 휀 ∗ 𝑘2 ∗ 𝑑 ∗𝑥
𝑑− 휀 ∗ 휃 ∗ 𝑑 ∗
𝑥
𝑑 (222)
휀 ∝ 𝑘2 ∗ 𝑑 (223)
𝑊𝑎𝑡𝑡𝑟𝑖𝑡𝑜 ∝ 𝑘1 ∗ 𝑘𝑚𝑒𝑐 ∗ 𝑑2 ∗𝑥
𝑑∗ 𝑘2 ∗ 𝑑 ∗
𝑥
𝑑− 𝑘3 ∗ 𝑑 ∗ 휃 (224)
Nelle costanti sono racchiusi i termini che non dipendono dalla variabili oggetto di studio. Come si può
notare dall’equazione (224), il lavoro perso per attrito cresce al crescere del rapporto corsa alesaggio. Infatti,
oltre a essere presente esplicitamente il termine x/d dell’equazione (224), la dipendenza lineare dalla costante
meccanica (la quale cresce al crescere di x/d) comporta che, al crescere della rigidezza della molla,
aumentino le perdite per attrito. Fissato il apporto x/d, al crescere del diametro si riduce la costante della
molla e quindi l’attrito tende a diminuire. Ma al crescere del diametro aumenta anche l’eccentricità della
molla e quindi l’attrito tende ad aumentare. Tra i due effetti è prevalente quello dovuto all’aumento
dell’eccentricità della molla.
Figura 156. Massa mobile del sistema
Capitolo 6. Risultati e discussioni
130
In Figura 157 si possono notare gli andamenti precedentemente descritti. Per diametri elevati e bassi rapporti
x/d, le perdite aumentano lentamente a causa dell’andamento della costante meccanica in tale range, come
descritto in precedenza.
L’andamento delle perdite per attrito risente quindi dell’andamento della costante meccanica e della
variazione dell’eccentricità della molla, come pure della corsa e della velocità del pistone. Infatti al crescere
della costante elastica il pistone esercita maggior pressione sul cilindro e quindi l’attrito meccanico aumenta.
Anche all’aumentare dell’eccentricità della molla aumenta l’attrito a causa di una maggior rotazione del
pistone intorno al proprio asse, generando un maggior scorrimento tra pistone e cilindro. All’aumentare della
corsa aumenta la superficie di scorrimento ed inoltre aumenta la velocità del pistone e quindi la potenza
dissipata.
Si analizza infine l’andamento delle perdite per attrito rispetto alla potenza ideale del ciclo di compressione,
definendo con l’equazione (225) il coefficiente di perdita.
𝑓𝑎𝑡𝑡𝑟𝑖𝑡𝑜 =𝑊
𝑎𝑡𝑡𝑟𝑖𝑡𝑜
𝑊 𝑐𝑖𝑐𝑙𝑜 𝑖𝑑𝑒𝑎𝑙𝑒
(225)
L’andamento di tale parametro è funzione dell’andamento delle perdite per attrito e della potenza richiesta
dal ciclo ideale. Come già spiegato in precedenza, la potenza del ciclo ideale cresce linearmente con la massa
iniziale da comprimere e quindi cresce con il cubo del diametro e linearmente con x/d.
Come si può notare dalla Figura 158, la variazione del fattore d’attrito al variare del diametro, fissato x/d,
cambia a seconda che ci si trovi a valori di x/d bassi oppure altri. Come già spiegato per la Figura 157,
l’aumento dell’eccentricità della molla, della corsa e della velocità del pistone al crescere del diametro è
prevalente sulla riduzione della costante meccanica e quindi le perdite per attrito crescono al crescere del
diametro. Ma lo scostamento tra le curve della Figura 157 aumenta al crescere del rapporto x/d. La variazione
di tale scostamento deve essere confrontata con la variazione del volume del cilindro. Per bassi rapporti x/d,
lo scostamento tra le curve delle perdite per d’attrito è molto ridotto, quindi la variazione del volume con il
cubo del diametro prevale sull’incremento delle perdite d’attrito. Per bassi x/d, il fattore di perdita si riduce
all’aumentare del diametro. Invece per rapporti x/d elevati, lo scostamento delle curve al crescere del
diametro prevale sull’incremento del volume, quindi il fattore di perdita aumenta all’aumentare del diametro.
Invece, fissato il diametro, l’andamento del fattore di perdita al variare di x/d rispecchia l’andamento della
costante meccanica. La sovrapposizione tra le curve è dovuta ad un trade-off tra l’incremento delle perdite
per attrito al variare del diametro, che crescono al crescere di x/d, e l’incremento del volume sempre al
crescere del diametro.
Figura 157. Perdita per attrito meccanico

Capitolo 6. Risultati e discussioni
131
Si nota che le minori perdite per attrito si hanno per diametri del pistone elevati e bassi rapporti corsa
alesaggio. In tali condizioni l’effetto molla del gas nel volume morto è elevato, quindi la costante meccanica
richiesta per garantire le condizioni di risonanza è bassa e in questo modo si riducono le perdite per attrito.
Un diametro elevato ed un basso rapporto corsa-alesaggio portano ad avere una lunghezza intermedia come
corsa del pistone. Di conseguenza, sia la superficie di scorrimento tra pistone e cilindro che la velocità del
pistone, assumono un valore né troppo alto né troppo basso. Un diametro elevato porta anche ad avere
un’elevata eccentricità della molla, ma il trade-off tra gli effetti elencati permette di concludere che questa
soluzione minimizza le perdite percentuali per attrito meccanico.
6.1.4 Riepilogo delle perdite energetiche
Dopo aver analizzato tutte le voci di perdita rispetto alla potenza meccanica del ciclo ideale, note le
condizioni al contorno del problema, si può concludere che:
le perdite percentuali di trafilamento si riducono all’aumentare del diametro, mentre restano
invariate al variare del rapporto corsa-alesaggio;
le perdite termiche percentuali si riducono al crescere del diametro e al ridursi del rapporto corsa-
alesaggio;
le perdite percentuali per attrito meccanico si riducono al crescere del diametro e al ridursi del
rapporto corsa-alesaggio;
l’andamento delle perdite appena descritto giustifica l’andamento del rendimento globale, ovvero
questo è elevato per rapporti corsa-alesaggio bassi e diametri elevati, mentre decrescere al crescere
di x/d e al decrescere del diametro;
le perdite energetiche che influiscono maggiormente sul rendimento globale del compressore sono le
perdite termiche, queste possono arrivare ad un massimo del 38 % sulla potenza elettrica reale del
compressore (dai grafici le perdite termiche sembrano molto più alte, ma si ricorda che questo
fattore è stato determinato in riferimento alla potenza ideale che è molto minore di quella reale);
le perdite per attrito meccanico e quelle per trafilamento sono molto ridotte e possono essere
trascurate, nel peggiore dei casi le prime valgono lo 0.22 % della potenza elettrica reale, mentre le
seconde l’1.38 %;
l’andamento del rendimento globale è inverso a quello delle perdite termiche, infatti queste
prevalgono sulle altre perdite e quindi influenzano maggiormente le prestazioni del compressore;
si ricorda infine che il bilancio energetico al sistema non può essere applicato ai dati finali riportati
precedentemente nell’analisi globale delle perdite, in quanto il problema non è stazionario. Per poter
applicare il bilancio energetico è necessario conoscere anche la potenza persa dal sistema durante lo
scarico e quella guadagnata durante la fase di aspirazione; inoltre si deve conoscere il valore
dell’integrale della derivata dell’energia interna nel tempo.
Figura 158. Fattore di perdita d’attrito

Capitolo 6. Risultati e discussioni
132
6.1.5 Diametri delle valvole
Per spiegare la variazione dei diametri delle valvole si riporta la seguente analisi parametrica:
𝑚 𝑎𝑠𝑝 ,𝑠𝑐𝑎𝑟 =𝜋
4∗ 𝑑𝑣
2 ∗ 𝜌𝑎𝑠𝑝 ,𝑠𝑐𝑎𝑟 ∗ 𝑤𝑠𝑐𝑎𝑟 ,𝑎𝑠𝑝 (226)
𝑚 𝑎𝑠𝑝 ,𝑠𝑐𝑎𝑟 ∝ 𝑀𝑖𝑛𝑖𝑧𝑖𝑎𝑙𝑒 𝑐𝑜𝑚𝑝 ∝ 𝑉𝑖𝑛𝑖𝑧𝑖𝑎𝑙𝑒 𝑐𝑜𝑚𝑝 ∝ 𝑑3 ∗𝑥
𝑑 (227)
𝑑3 ∗𝑥
𝑑∝ 𝑑𝑣
2 (228)
𝑑𝑣 ∝ 𝑑 ∗ 𝑑 ∗𝑥
𝑑 (229)
La portata fluente attraverso le valvole è proporzionale alla massa di gas iniziale da comprimere, e quindi,
fissati i parametri termodinamici del ciclo, al volume iniziale del cilindro. Inoltre la portata è determinata
mediante l’equazione (230). Fissati i parametri termodinamici del ciclo di compressione, la densità e la
velocità di efflusso dalle valvole vengono determinate mediante le equazioni dell’efflusso isoentropico, ma
queste variano poco al variare dei parametri geometrici. Di conseguenza il diametro delle valvole è
proporzionale alla radice quadrata del rapporto corsa-alesaggio e cresce con il diametro con un esponente di
3/2. Come si può notare dalla figura sottostante, i risultati ottenuti rispecchiano l’andamento previsto
mediante l’analisi parametrica.
Figura 159. Diametro della valvola di scarico

Capitolo 6. Risultati e discussioni
133
6.1.6 Scelta del caso ottimale
La scelta delle configurazione geometrica ottimale della camera di compressione deve essere effettuata
considerando lo scopo per il quale il compressore viene utilizzato, ovvero il ciclo frigorifero. Si deve quindi
scegliere la configurazione che permetta di ottenere una potenza termica all’evaporatore pari a quella
richiesta dalla CPU. La potenza termica di raffreddamento viene fissata pari a 50 W e la temperatura
dell’evaporatore pari a circa 285 K, in modo da garantire che la temperatura della CPU si mantenga intorno
ai 20-30 °C. Si deve inoltre cercare di avere un COP del ciclo frigorifero il più elevato possibile.
Tra le simulazioni effettuate si scelgono le configurazioni che permettono di raffreddare la CPU di 50 W, e
tra queste si sceglie quella avente COP maggiore. Poiché i parametri termodinamici del ciclo frigorifero
sono costanti, anche il COP di Carnot è costante, quindi la configurazione con COP più elevato corrisponde
anche a quella con rendimento di secondo principio maggiore.
In Figura 160 si riporta la potenza termica asportata con l’evaporatore e il COP al variare dei casi simulati.
L’andamento del COP rispecchia l’andamento del rendimento globale del compressore, tale effetto può
essere spiegato mediante la seguente analisi parametrica.
𝑊 𝑚𝑒𝑐 ,𝑟𝑒𝑎𝑙𝑒 = 𝑊
𝑖𝑑𝑒𝑎𝑙𝑒 ∗ 휂𝑜 ,𝑖𝑠 ∝1
휂𝑜 ,𝑖𝑠
∗ 𝑑3 ∗𝑥
𝑑 (230)
𝑄 𝑒𝑣𝑎 ∝ 𝑚 𝑠𝑐𝑎𝑟 ∗ ∆𝑒𝑣𝑎 𝑐𝑜𝑠𝑡 ∝ 𝑚 𝑠𝑐𝑎𝑟 ∝ 𝑀𝑖𝑛𝑖𝑧𝑖𝑎𝑙𝑒 ,𝑐𝑜𝑚𝑝 ∝ 𝑑3 ∗
𝑥
𝑑 (231)
𝐶𝑂𝑃 =𝑄
𝑒𝑣𝑎
𝑊 𝑚𝑒𝑐 ,𝑟𝑒𝑎𝑙𝑒
∝𝑑3 ∗
𝑥𝑑
𝑑3 ∗𝑥𝑑
∗1
휂𝑜 ,𝑖𝑠
∝ 휂𝑜 ,𝑖𝑠 (232)
La potenza asportata dall’evaporatore è funzione della portata di scarico del gas dal compressore, e quindi
dalla massa iniziale da comprimere, proporzionale a sua volta al volume. Noti i parametri termodinamici del
ciclo frigorifero, il rendimento dell’impianto è proporzionale al rendimento del compressore.
Tra le varie simulazioni effettuate si analizzano i casi che permettono di asportare una potenza termica di 50
W, e successivamente tra le configurazioni che soddisfano questo vincolo si sceglie quella che permette di
avere un COP maggiore. Osservando la figura Figura 161, si può notare che la linea nera che rappresenta il
Figura 160. Potenza termica all’evaporatore e COP

Capitolo 6. Risultati e discussioni
134
vincolo di 50 W, interseca le curve di potenza dell’evaporatore per i casi con diametro di 0.0008 m, 0.01 m,
0.012 m e 0.015 m. Le curve degli altri casi non sono state riportate perché non intercettano il vincolo sulla
potenza termica. Tra queste alternative si sceglie quella con COP maggiore e da una lettura semplice della
figura si può intuire che la configurazione ottimale corrisponde ad un diametro di 0.015 m ed un rapporto
corsa alesaggio di circa 0.25.
Per avere un valore più preciso dei diametri e del rapporto x/d dei casi che soddisfano il vincolo sulla potenza
dell’evaporatore, sono state interpolate le curve della potenza dell’evaporatore approssimandole con delle
rette, mentre quelle del COP sono state approssimate con delle parabole. Per una potenza di 50 W, per
ognuna delle curve intersecate dalla linea nera, si ricava il rapporto x/d e da questo si determina il COP.
Si riportano nella seguente tabella i risultati ottenuti.
Tabella 24. Configurazioni possibili
d [m] x/d [nondim] COP [nondim]
0,008 1,603 1,565 0,01 0,821 1,745
0,012 0,475 1,840 0,015 0,243 1,917
In teoria si dovrebbe scegliere come configurazione ottimale quella con COP pari a 1.917, ma in questo caso
il rapporto x/d potrebbe essere troppo ridotto rispetto al limite di realizzazione tecnologica. Nelle varie
simulazioni si è partiti da un rapporto corsa-alesaggio minimo di 0.2 per avere una maggior informazione
sull’andamento delle prestazioni per range così bassi. Ma dalle informazioni trovate in letteratura non si
riscontra mai un rapporto corsa-alesaggio inferiore a 0.5. Non sono note le ragioni di tale valore e si presume
che possa essere dovuto a motivi tecnologici di realizzazione del compressore.
Si sceglie dunque una configurazione che stia nell’intorno del valore minimo di 0.5 trovato in letteratura,
scegliendo la configurazione con COP pari a 1.840 avente un rapporto x/d pari a 0.475 ed un diametro di
0.012 m. Per tale configurazione si riporta il ciclo termodinamico di compressione, determinato con il
modello descritto in precedenza, il diagramma di apertura delle valvole di scarico e di aspirazione ed i
parametri e le prestazioni caratteristiche del compressore e dell’impianto.
Figura 161. Potenza termica all’evaporatore e COP con il vincolo di 50 W

Capitolo 6. Risultati e discussioni
135
In Figura 162 si può notare la fase di compressione determinata con un rendimento fluidodinamico pari a 0.9.
L’andamento della pressione durante la fase di scarico è dovuto alle ipotesi di efflusso isoentropico e dal
valore del diametro della valvola in grado di garantire una pressione finale pari a quella del ciclo frigorifero.
L’andamento della pressione nella fase di scarico è dovuto ad un trade-off tra l’incremento di pressione nel
cilindro, dovuta alla riduzione del volume, e la riduzione di pressione dovuta all’uscita della massa di gas
attraverso la valvola. La portata di gas uscente dipende dal diametro della valvola, dalla velocità e dalla
densità di efflusso del gas, queste ultime due sono funzione della differenza di pressione tra monte e valle
della valvola.
Inizialmente, l’incremento di pressione dovuto all’avanzamento del pistone e quindi alla riduzione di volume,
è maggiore della riduzione di pressione dovuta all’uscita del gas; quindi la pressione aumenta, sebbene in
questo caso la velocità di efflusso è massima perché è massima la differenza di pressione a cavallo della
valvola, ma l’effetto della riduzione di volume è prevalente. Successivamente l’effetto di riduzione della
pressione dovuto all’uscita del gas è prevalente sulla riduzione del volume perché la velocità del pistone si
riduce, quindi la pressione diminuisce fino a coincidere con la pressione del ciclo frigorifero; in questo punto
il flusso di gas attraverso la valvola diventa nullo e questa si chiude.
La fase di espansione è stata risolta ipotizzando un rendimento fluidodinamico pari a 0.9. L’andamento della
pressione nella fase di aspirazione è dovuta all’assunzione di efflusso isoentropico ed al valore del diametro
della valvola in grado di garantire una pressione finale pari a quello del ciclo frigorifero. L’incremento di
pressione, dovuto all’ingresso della portata di gas proveniente dalla valvola di aspirazione, è sempre
prevalente sulla riduzione di pressione a causa dell’aumento del volume del cilindro, di conseguenza la
pressione aumenta fino a quando raggiunge la pressione minima del ciclo frigorifero a monte della valvola.
In Figura 163 e in Figura 164 si riportano i diagrammi di apertura e chiusura delle valvole di aspirazione e
scarico. Queste valvole sono mosse dalla differenza di pressione del gas tra la camera di compressione ed il
ciclo frigorifero e, quando tale differenza diventa nulla, si chiudono. Dai parametri riportati nella tabella
successiva si può notare che la costante elastica della valvola di aspirazione è molto minore di quella di
scarico perché le differenze di pressione nel primo caso sono minori, quindi è richiesta una minor costante
elastica per garantire la corretta apertura e chiusura della valvola. Si può anche notare che l’apertura massima
delle valvole dell’ordine è di 10^(-4) m.
Figura 162. Diagramma P-V del ciclo di compressione

Capitolo 6. Risultati e discussioni
136
Si riportano, nelle seguenti tabelle, i parametri caratteristici del compressore scelto e le sue prestazioni. Le
dimensioni della camera di compressione sono di 1.2 cm di diametro e di circa 0.7 cm di lunghezza
(considerando il volume morto), ma le dimensioni globali del sistema di compressione sono maggiori, infatti
si deve considerare anche il motore elettrico che occupa molto spazio per la presenza del magnete
permanente ed inoltre il diametro della molla risonante è leggermente più elevato di quello della camera di
compressione. Quindi il volume della camera di compressione non occupa la maggior parte del volume
occupato dal compressore. Le dimensioni totali sono di circa 2 cm di diametro e 8-10 cm di lunghezza, come
riportato nel lavoro [15]. L’ottimizzazione delle dimensioni della camera di compressione è stata effettuata
per massimizzare il COP del ciclo frigorifero nel rispetto del vincolo di potenza termica all’evaporatore.
Figura 164. Apertura della valvola di aspirazione
Figura 163. Apertura della valvola di scarico
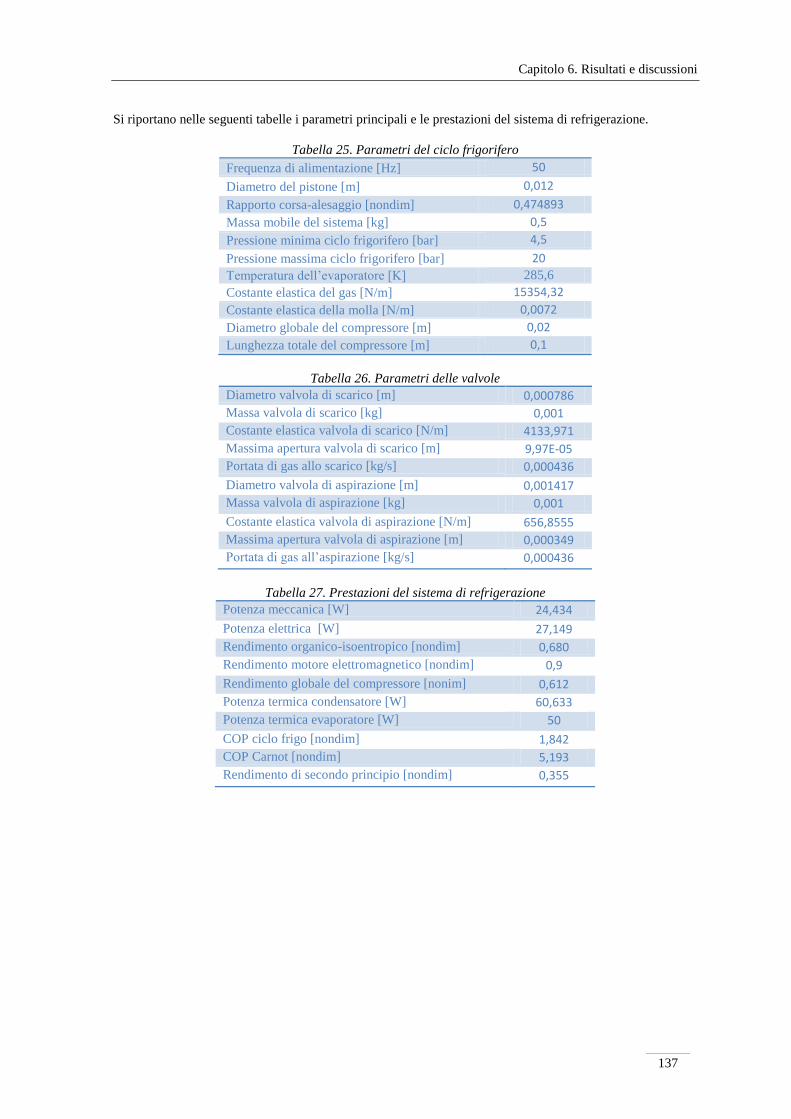
Capitolo 6. Risultati e discussioni
137
Si riportano nelle seguenti tabelle i parametri principali e le prestazioni del sistema di refrigerazione.
Tabella 25. Parametri del ciclo frigorifero
Frequenza di alimentazione [Hz] 50
Diametro del pistone [m] 0,012
Rapporto corsa-alesaggio [nondim] 0,474893
Massa mobile del sistema [kg] 0,5
Pressione minima ciclo frigorifero [bar] 4,5
Pressione massima ciclo frigorifero [bar] 20
Temperatura dell’evaporatore [K] 285,6
Costante elastica del gas [N/m] 15354,32
Costante elastica della molla [N/m] 0,0072
Diametro globale del compressore [m] 0,02
Lunghezza totale del compressore [m] 0,1
Tabella 26. Parametri delle valvole
Diametro valvola di scarico [m] 0,000786
Massa valvola di scarico [kg] 0,001
Costante elastica valvola di scarico [N/m] 4133,971
Massima apertura valvola di scarico [m] 9,97E-05
Portata di gas allo scarico [kg/s] 0,000436
Diametro valvola di aspirazione [m] 0,001417
Massa valvola di aspirazione [kg] 0,001
Costante elastica valvola di aspirazione [N/m] 656,8555
Massima apertura valvola di aspirazione [m] 0,000349
Portata di gas all’aspirazione [kg/s] 0,000436
Tabella 27. Prestazioni del sistema di refrigerazione
Potenza meccanica [W] 24,434
Potenza elettrica [W] 27,149
Rendimento organico-isoentropico [nondim] 0,680
Rendimento motore elettromagnetico [nondim] 0,9
Rendimento globale del compressore [nonim] 0,612
Potenza termica condensatore [W] 60,633
Potenza termica evaporatore [W] 50
COP ciclo frigo [nondim] 1,842
COP Carnot [nondim] 5,193
Rendimento di secondo principio [nondim] 0,355

Capitolo 7. Conclusioni e sviluppi futuri
Mediante la costruzione di un modello numerico implementato in Excel, è stato possibile descrivere le varie
fasi di un compressore, calcolarne le prestazioni ed interfacciarlo con un ciclo frigorifero. Il ciclo frigorifero
è stato progettato per garantire una temperatura dell’evaporatore di 285 K ed una temperatura massima in
ingresso al compressore di 295 K, mantenendo CPU di circa 5-10 °C superiore a tali valori. La potenza
termica asportata dalla CPU è pari a 50 W.
Il rendimento globale del compressore cresce al ridursi del rapporto x/d e all’aumentare del diametro e, per
spiegare tale andamento, si devono analizzare le perdite energetiche. Le perdite di trafilamento dipendono
solo dal diametro e si riducono al crescere di quest’ultimo ed assumono un valore massimo, rispetto alla
potenza meccanica reale, dell’1.38 %. Le perdite termiche sono minime per bassi x/d e diametri elevati e
rappresentano la voce di maggiore perdita, con un valore massimo del 38 % sulla potenza meccanica reale.
Le perdite per attrito meccanico crescono al crescere del apporto corsa-alesaggio seguendo l’andamento della
costante elastica della molla risonante; aumentano, invece, all’aumentare del diametro per valori di x/d
elevati e diminuiscono sempre al crescere del diametro per valori di x/d bassi. Tale comportamento è dovuto
ad un trade-off tra la riduzione della costante meccanica, l’incremento dell’eccentricità della molla, della
corsa e della velocità del pistone al crescere del diametro e quindi al crescere del volume della camera di
compressione. Le perdite per attrito meccanico assumono un valore massimo dello 0.22 % sulla potenza
meccanica reale. L’andamento del rendimento globale del compressore è l’inverso di quello delle perdite
termiche che rappresentano la maggior fonte di perdita energetica. I diametri delle valvole crescono con la
radice quadrata di x/d e con il diametro elevato ad un coefficiente pari a1.5. Nei casi studio affrontati si è
notato che la potenza all’evaporatore cresce linearmente al crescere di x/d e con un andamento cubico al
crescere del diametro, infatti essa dipende dalla portata di scarico e quindi dal volume del compressore.
Mentre il COP, fissati i parametri termodinamici del ciclo, segue lo stesso andamento del rendimento globale
del compressore.
Tra le varie configurazioni analizzate che soddisfano il vincolo di potenza termica all’evaporatore, si è scelto
un compressore avente una camera di compressione con un rapporto corsa-alesaggio di circa 0.47 ed un
diametro di 1.2 cm. Il compressore ha un rendimento globale del 61 % ed assorbe una potenza elettrica di 27
W, mentre il ciclo frigorifero ha un COP di 1.84 ed un rendimento di secondo principio del 35.5 %. Il caso
con rapporto x/d di 0.24 ed un diametro di 1.5 cm non è stato scelto perché non si è certi della possibilità
tecnologica di realizzare una camera di compressione avente un rapporto corsa-alesaggio così basso, sebbene
questa configurazione garantisca un COP più elevato. Le dimensioni globali del compressore sono di circa 2
cm di diametro e di 8-10 cm di lunghezza, ed è grado di comprimere il gas da 4.5 bar a 20 bar, ossia con un
rapporto di compressione pari a 4.45, con una portata di 0.436 g/s corrispondenti a 26.17 g/min. La potenza
elettrica richiesta è piuttosto elevata rispetto al consumo medio di un notebook o di un desktop computer, ma
permette di alimentare un ciclo frigorifero in grado di mantenere la CPU ad una temperatura di 25-30 °C
migliorandone le prestazioni e l’affidabilità.
Si riportano in seguito le indicazioni per gli sviluppi futuri del modello di compressione ideato in questa
sede:
rimuovere l’ipotesi di gas ideale all’interno del compressore;
considerare l’attrito fluidodinamico tra il gas e le valvole durante le fasi di aspirazione e scarico;
ridurre, se possibile, la massa del sistema agendo sulla scelta della costante meccanica della molla,
valutando se le modifiche teoriche siano fattibili tecnicamente;
pensare ad un sistema in grado di ridurre le perdite termiche in modo da migliorare il rendimento del
compressore e quindi del COP;
studiare la variazione del COP al variare dei parametri termodinamici del ciclo frigorifero,
controllando che questi siano sempre compatibili con quelli della CPU;
definire un modello matematico e numerico per gli altri componenti del ciclo frigorifero
considerando anche le perdite di carico all’interno di essi;
capire se il compressore debba lavorare solamente a pieno carico o se sia necessario un suo
funzionamento ai carichi parziali a seconda della temperatura operativa della CPU e, nel caso,
modificare il modello per simulare il funzionamento ai carichi parziali.
Indice delle figure
Figura 1. Raffreddamento ad aria in convezione forzata [ricerca in Google] ................................................ 11 Figura 2. Raffreddamento a liquido [ricerca in Google] ................................................................................ 12 Figura 3. Ciclo Rankine inverso per applicazioni elettroniche [15] ................................................................ 13 Figura 4. Tecnologie di raffreddamento .......................................................................................................... 15 Figura 5. Schema del compressore alternativo tradizionale [7] ...................................................................... 16 Figura 6. Compressore lineare LG [sito web LG] ........................................................................................... 16 Figura 7. Schema del motore lineare [8] ......................................................................................................... 16 Figura 8. Motore a magnete mobile [1] ........................................................................................................... 17 Figura 9. Vista in sezione del motore a magnete mobile[2] ............................................................................. 17 Figura 10. Sistema di valvole [2] ..................................................................................................................... 18 Figura 11. Valvole a disco [2] ........................................................................................................................ 18 Figura 12. Compressore lineare [4] ................................................................................................................ 18 Figura 13. Valvola a lembo [Ricerca in Google] ............................................................................................ 18 Figura 14. Tipologie di valvole ........................................................................................................................ 18 Figura 15. Molla risonante [2] ....................................................................................................................... 19 Figura 16. Molla planare [3] ........................................................................................................................... 19 Figura 17. Schema della molla planare[Ricerca in Google] ........................................................................... 19 Figura 18. Modello 3D della molla planare[Ricerca in Google] .................................................................... 19 Figura 19. Compressore lineare per la refrigerazione di componenti elettronici [7] .................................... 20 Figura 20. Prototipo di un compressore lineare [6] ........................................................................................ 20 Figura 21. Diagramma p-h [8] ........................................................................................................................ 21 Figura 22. Schema dell’impianto di refrigerazione [8] ................................................................................... 21 Figura 23. Rendimento volumetrico [7] .......................................................................................................... 23 Figura 24. Rendimento isoentropico [7] ......................................................................................................... 23 Figura 25. COP compressore lineare e COP compressore tradizionale [7] .................................................. 23 Figura 26. COP ed efficienza di Carnot [7] .................................................................................................... 23 Figura 27. Potenza persa per attrito [10] ....................................................................................................... 25 Figura 28. Rendimento volumetrico vs (x/D) [10] ........................................................................................... 25 Figura 29. Frequenza di risonanza vs (x/D) [10] ........................................................................................... 25 Figura 30. Perdite per trafilamento vs (x/D) [10] ............................................................................................ 25 Figura 31. Rendimento isoentropico vs (x/D) [10] .......................................................................................... 25 Figura 32. Analisi delle perdite energetiche ................................................................................................... 26 Figura 33. Diagramma P-V del ciclo di compressione[9] ............................................................................... 26 Figura 34. Iron, copper and perdite totali in funzione della frequenza [11] .................................................. 27 Figura 35. Iron losses in funzione della frequenza [11] ................................................................................. 27 Figura 36. Diagramma delle perdite energetiche [13] .................................................................................... 27 Figura 37. EER legato all’efficienza meccanica e del motore elettrico [8] ..................................................... 28 Figura 38. EER legato all’efficienza meccanica e del motore elettrico [8] ..................................................... 28 Figura 39. EER in funzione della capacità di refrigerazione .......................................................................... 28 Figura 40. Fattore di amplificazione e scostamento di fase [Wikipedia] ........................................................ 29 Figura 41. COP in funzione della frequenza operativa [12] ............................................................................ 30 Figura 42. CVAM [5] ....................................................................................................................................... 31 Figura 43. Analogia elettrica [12] ................................................................................................................... 32 Figura 44. EER dei metodi di regolazione ai carichi parziali [5] ................................................................... 33 Figura 45. Confronto tra la molla ad elica e la molla a gas [14] .................................................................... 34 Figura 46. Punti in cui si hanno perdite per attrito meccanico [sito web LG] ................................................ 36 Figura 47. Consumo elettrico di un frigorifero domestico dotato di compressore lineare [4] ........................ 36 Figura 48. Confronto tra il livello di rumore di un compressore lineare e di un compressore alternativo
tradizionale [sito web LG] ............................................................................................................................... 37 Figura 49. Efficienza dei compressori alternativi (LGE) [9] ........................................................................... 37 Figura 50. Confronto tra il compressore lineare ed il compressore alternativo tradizionale [35] ................. 37 Figura 51. Micro canale dell’evaporatore [15] ............................................................................................... 39 Figura 52. Micro canale del condensatore collegato allo scambiatore di calore ad aria [15] ....................... 39

Capitolo 6. Indice delle figure
141
Figura 53. Mini compressore realizzato da Embraco [15] ............................................................................. 39 Figura 54. Sistema di refrigerazione integrato in un desktop computer [15] ................................................. 40 Figura 55. Attuatore piezoelettrico [ricerca in Google] ................................................................................. 42 Figura 56. Sistemi bivalvole (Bivalvular system) [20] .................................................................................... 42 Figura 57. Schema valvole passive (a) e sezione (b) [16] ............................................................................... 42 Figura 58. Valvole a mensola (Cantilever) e a ponte (bridge) [21] ................................................................ 43 Figura 59. Valvole passive dinamiche [17] ..................................................................................................... 43 Figura 60. Tipologia di valvole ....................................................................................................................... 44 Figura 61. Frequenza di azionamento in funzione della corsa della membrana [16] ..................................... 44 Figura 62. Potenza assorbita in funzione della frequenza di azionamento [16] ............................................. 45 Figura 63. Sistema di controllo delle valvole [16] .......................................................................................... 45 Figura 64. Trasduttori di pressione [16] ......................................................................................................... 45 Figura 65. Assemblaggio del compressore e del sistema di raffreddamento [16] ........................................... 46 Figura 66. Schema del sistema di raffreddamento [16] .................................................................................. 46 Figura 67. Micro canali a forma tronco piramidale [18] ............................................................................... 47 Figura 68. Analogia elettrica [17] .................................................................................................................. 47 Figura 69. Modello del compressore che sfrutta gli effetti fluidodinamici [17] .............................................. 47 Figura 70. Caratteristica del flusso nei micro diffusori [17] .......................................................................... 48 Figura 71. Flusso turbolento attraverso i diffusori: (a) direzione positiva; (b) direzione negativa [17] ........ 49 Figura 72. 𝑸𝑳 vs 𝑷𝑹 (fluido di lavoro:acqua) [17] ........................................................................................ 50 Figura 73. 𝑸𝟎 vs f [17].................................................................................................................................... 51 Figura 74. 𝑸𝟎 e 𝑷𝒎𝒂𝒙 vs f [18] ..................................................................................................................... 51 Figura 75. Parametri caratteristici[19] .......................................................................................................... 52 Figura 76. Principio di funzionamento [20] .................................................................................................... 53 Figura 77. Due valvole che lavorano in senso opposto: aspirazione e scarico [20] ....................................... 53 Figura 78. Processo di fabbricazione [20] ...................................................................................................... 54 Figura 79. Q vs p [20] ..................................................................................................................................... 54 Figura 80. Parametri delle minime perdite di pressione[21] .......................................................................... 55 Figura 81. Fabbricazione della base d’appogio el PZT [21] ......................................................................... 56 Figura 82. Fabbricazione delle valvole a mensola(sinistra) e delle valvole a ponte (destra) [21] ................. 56 Figura 83. Flusso alla mandata in funzione della tensione applicata [21] ..................................................... 57 Figura 84. Flusso alla mandata in funzione della frequenza operativa [21] .................................................. 58 Figura 85. Modello di flusso attraverso le valvole [21] .................................................................................. 58 Figura 86. Attuatore ibrido [22]...................................................................................................................... 59 Figura 87. Stampaggio degli elettrodi su SiO2 [22] ....................................................................................... 60 Figura 88. Confronto tra attuatore standard e attuatore ibrido[22] ............................................................... 60 Figura 89. Schema del compressore [23] ........................................................................................................ 63 Figura 90. Componenti della camera di compressione [25] ........................................................................... 63 Figura 91. Principio di funzionamento [24] .................................................................................................... 64 Figura 92. Ciclo Rankine inverso [25] ............................................................................................................ 65 Figura 93. Segmentazione della superfice della camera sferica [23] ............................................................. 65 Figura 94. Tensione di Pull-in in funzione del raggio adimensionale [23] ..................................................... 66 Figura 95. Pressione in funzione del raggio adimensionale [24] ................................................................... 67 Figura 96. Forze in gioco in funzione del raggio adimensionale [24] ............................................................ 67 Figura 97. Tensione di Pull-in in funzione del salto di pressione e dello spessore del diaframma [23] ......... 68 Figura 98. Salto di pressione in funzione della tensione applicata e della pressione di ingresso[24] ............ 68 Figura 99. Tensione in funzione del numero di segmenti [23] ........................................................................ 68 Figura 100. Salto di pressione in funzione del raggio [25] ............................................................................. 69 Figura 101. Salto di pressione e portata volumetrica in funzione del raggio [25] ......................................... 69 Figura 102. Portata volumetrica in funzione del raggio [25] ......................................................................... 69 Figura 103. Lavoro di compressione in funzione del raggio [25] ................................................................... 70 Figura 104. Tensione di Pull-in in funzione del raggio [25] ........................................................................... 70 Figura 105. Compressore a due diaframmi [26] ............................................................................................. 70 Figura 106. Fasi operative del compressore a due diaframmi [26] ................................................................ 71 Figura 107. Dimensioni del compressore [25] ................................................................................................ 73 Figura 108. Parametri del ciclo [25] .............................................................................................................. 73 Figura 109. Parametri operativi [25] .............................................................................................................. 73 Figura 110. Parametri del compressore [25] .................................................................................................. 74

Capitolo 6. Indice delle figure
142
Figura 111. Parametri ottimali [25] ................................................................................................................ 74 Figura 112. Matrice di compressori [25] ......................................................................................................... 74 Figura 113. Volume esterno della matrice [25] ............................................................................................... 74 Figura 114. Ciclo inverso Joule-Brayton [28] ................................................................................................. 76 Figura 115. Diagramma T-s [28] ..................................................................................................................... 76 Figura 116. Schema d’impianto del ciclo inverso Joule-Brayton [27] ........................................................... 77 Figura 117. COP in funzione del beta [28] ...................................................................................................... 78 Figura 118. COP in funzione del delta T [28] ................................................................................................. 78 Figura 119. Compressore centrifugo [29] ....................................................................................................... 79 Figura 120. Pale dell’impeller e del diffusore [29] ......................................................................................... 81 Figura 121. Dimensioni del compressore [29] ................................................................................................ 81 Figura 122. Ciclo Stirling inverso [ricerca in Google] ................................................................................... 82 Figura 123. Schema del ciclo[30] .................................................................................................................... 83 Figura 124. Diagramma T-s[30] ...................................................................................................................... 83 Figura 125. λ in funzione di τ [30] .................................................................................................................. 84 Figura 126. Rigeneratore [30] ......................................................................................................................... 84 Figura 127. Lunghezza caratteristica in funzione del rapporto tra la Tmin e T max [30] ............................... 85 Figura 128. Raffreddamento termoelettrico (Thermoelectric coolin)g [37] .................................................... 86 Figura 129. Tubo di calore pulsante (Pulse tube) [Wikipedia] ....................................................................... 87 Figura 130. Raffreddamento per adsorbimento (Sorption cooler) [36] ........................................................... 88 Figura 131. Micropompa termopneumatica (Thermopneumatic micropump) [32] ......................................... 89 Figura 132. Magnete permanente avvolto dalla spira [33] ............................................................................. 90 Figura 133. Tecnologie di raffreddamento ...................................................................................................... 91 Figura 134. Rappresentazione schematica del sistema di refrigerazione [15] ................................................ 93 Figura 135. Schema del compressore .............................................................................................................. 94 Figura 136. Cp0 in funzione della temperatura ............................................................................................... 96 Figura 137. Valvole a disco [ricerca in Gooogle] ........................................................................................... 96 Figura 138. Principio di funzionamento delle valvole a disco ........................................................................ 96 Figura 139. Schema delle forze che agiscono sulla valvola ............................................................................ 97 Figura 140. Flusso di calcolo .......................................................................................................................... 99 Figura 141. Volume della camera di compressione ....................................................................................... 100 Figura 142. Diagramma P-V del ciclo di compressione [9] .......................................................................... 101 Figura 143. Perdite per trafilamento ............................................................................................................. 103 Figura 144. Algoritmo del ciclo di compressione .......................................................................................... 107 Figura 145. Flusso di calcolo ........................................................................................................................ 112 Figura 146. Ciclo Rankine inverso ................................................................................................................ 115 Figura 147. Confronto tra i rendimenti organico-isoentropici ...................................................................... 118 Figura 148. Efficienza globale del compressore ............................................................................................ 121 Figura 149. Potenza meccanica del ciclo reale e ideale di compressione ..................................................... 122 Figura 150. Scostamento della potenza meccanica reale da quella ideale ................................................... 122 Figura 151. Rendimento volumetrico............................................................................................................. 124 Figura 152. Fattore di perdita per trafilamento ............................................................................................ 124 Figura 153. Perdite termiche ......................................................................................................................... 126 Figura 154. Fattore di perdita termica .......................................................................................................... 127 Figura 155. Costante meccanica della molla risonante ................................................................................ 128 Figura 156. Massa mobile del sistema........................................................................................................... 129 Figura 157. Perdita per attrito meccanico .................................................................................................... 130 Figura 158. Fattore di perdita d’attrito ......................................................................................................... 131 Figura 159. Diametro della valvola di scarico .............................................................................................. 132 Figura 160. Potenza termica all’evaporatore e COP .................................................................................... 133 Figura 161. Potenza termica all’evaporatore e COP con il vincolo di 50 W ................................................ 134 Figura 162. Diagramma P-V del ciclo di compressione ................................................................................ 135 Figura 163. Apertura della valvola di scarico ............................................................................................... 136 Figura 164. Apertura della valvola di aspirazione ........................................................................................ 136
Indice delle tabelle
Tabella 1. Parametri del compressore lineare [7] .......................................................................................... 38 Tabella 2. Parametri del ciclo frigorifero [7] ................................................................................................ 38 Tabella 3. Parametri del compressore e del ciclo frigorifero [3] .................................................................... 38 Tabella 4. Parametri del ciclo frigorifero [15] ............................................................................................... 40 Tabella 5. Compressore piezoelettrico per il ciclo di raffreddamento Joule-Thomson [16] ........................... 61 Tabella 6.Compressore piezoelettrico con valvole passive dinamiche [17], [18] e [19] ................................. 62 Tabella 7. Sistemi bivalvole (Bivalvular system) [20] ..................................................................................... 62 Tabella 8. Valvole a lembo (Flapper valves) [21] ........................................................................................... 62 Tabella 9. Parametri del ciclo inverso Joule-Brayton [28] ............................................................................. 79 Tabella 10. Parametri del compressore [29] ................................................................................................... 81 Tabella 11. Parametri del ciclo Stirling inverso [31], [Ricerca in Google] ................................................... 85 Tabella 12. Parametri del raffreddamento termoelettrico (TEC) [15] ............................................................ 86 Tabella 13. Parametri del tubo di calore pulsante [15] .................................................................................. 87 Tabella 14. Parametri del raffreddamento per adsorbimento [15] ................................................................. 88 Tabella 15. Parametri della micro pompa ad azionamento termopneumatico [32] ........................................ 89 Tabella 16. Parametri della micro pompa ad azionamento elettromagnetico [33] ......................................... 90 Tabella 17. Dati iniziali ad ogni passo temporale in cui viene discretizzata la fase 2 .................................. 103 Tabella 18. Numeri di Reynolds per ogni fase del ciclo di compressione ..................................................... 110 Tabella 19. Parametri del ciclo Rankine inverso .......................................................................................... 113 Tabella 20. Condizioni al contorno ............................................................................................................... 117 Tabella 21. Parametri variabili ..................................................................................................................... 117 Tabella 22. Diametri del pistone ................................................................................................................... 119 Tabella 23. Rapporti corsa/alesaggio ........................................................................................................... 119 Tabella 24. Configurazioni possibili ............................................................................................................. 134 Tabella 25. Parametri del ciclo frigorifero ................................................................................................... 137 Tabella 26. Parametri delle valvole .............................................................................................................. 137 Tabella 27. Prestazioni del sistema di refrigerazione ................................................................................... 137

Nomenclatura
Compressori lineari: 𝐴𝑝𝑖𝑠𝑡 Area del pistone [m^2]
𝐵𝑚𝑎𝑥 Massima densità di flusso magnetico [T/m^3]
𝐶 Capacità del condensatore del circuito equivalente del compressore [C/V]
𝐶𝑒𝑓𝑓 Coefficiente di dissipazione di energia [N*s/m]
𝐶𝑂𝑃𝐶𝑎𝑟𝑛𝑜𝑡 Coefficent of performance del ciclo di Carnot [non dim]
𝐶𝑂𝑃 Coefficient of performance [non dim]
𝐷𝑝𝑖𝑠𝑡 Diametro del pistone [m]
𝑓𝑎𝑡𝑡𝑟 Fattore d’attrito [non dim]
𝐹𝑑𝑟𝑖𝑣𝑒 Forza di azionamento elettromagnetica [N]
𝑓𝑟𝑒𝑠𝑜𝑛𝑎𝑛𝑐𝑒 Frequenza di risonanza [Hz]
𝑓 Frequenza operativa [Hz]
𝐺𝑤𝑒𝑖𝑔 𝑡 𝑜𝑓 𝑖𝑟𝑜𝑛 Perso del core d’acciaio [N]
𝐻 Campo magnetico inducente generato dalla spira [T]
𝑖 Corrente di alimentazione del motore elettrico [A]
𝑘𝑒𝑑𝑑𝑦 𝑐𝑢𝑟𝑟𝑒𝑛𝑡 Coefficiente di perdita per correnti parassite [non dim]
𝑘𝑒𝑓𝑓 Costante elastica effettiva o totale [N/m]
𝑘𝑔𝑎𝑠 Costante elastica del gas [N/m]
𝑘𝑖𝑟𝑜𝑛 𝑙𝑜𝑠𝑠 Coefficiente di perdita per iron losses [non dim]
𝑘𝑚𝑒𝑐 Costante meccanica della molla risonante [N/m]
𝐿 Induttanza del circuito equivalente del compressore [H]
𝑀𝑚𝑜𝑣𝑖𝑛𝑔 Massa mobile del sistema [kg]
𝑚 𝑜𝑢𝑡 Portata uscente dal compressore [kg/s]
𝑁 Forza normale alla superficie di contatto pistone-cilindro [N]
𝑃𝐶𝑢 Potenza persa per effetto Joule W]
𝑃𝑒 Potenza persa per correnti parassite [W]
𝑃𝑒(𝑡𝑜𝑡 ) Potenza totale persa nel motore elettrico [W]
𝑃𝐹𝑒 Potenza totale persa nell’iron core [W]
𝑃 Potenza persa per isteresi [W]
𝑅 Resistenza del circuito equivalente del motore compressore [Ω]
𝑅𝑐𝑜𝑚𝑝 𝑒𝑓𝑓𝑒𝑐𝑡 Effetti del compressore sul prestazioni globali [non dim]
𝑅𝑐𝑦𝑐𝑙𝑒 𝑒𝑓𝑓𝑒𝑐𝑡 Effetti del ciclo frigorifero sulle prestazioni globali [non dim]
𝑅𝑒𝑓𝑓𝑒𝑐𝑡 Prestazioni globali dell’impianto [non dim]
𝑇𝑐𝑜𝑛𝑑 Temperatura del fluido nel condensatore [K]
𝑇𝑒𝑣𝑎 Temperatura del fluido nell’evaporatore [K]
TDC Punto morto superiore (Top dead center) [m]
BDC Punto morto inferiore (Bottom dead center) [m]
𝑉 Tensione di alimentazione del motore elettrico [V]
𝑉 Portata volumetrica in uscita dal compressore [m^3/s]
𝑉𝑖𝑟𝑜𝑛 𝑐𝑜𝑟𝑒 Volume dell’iron core [m^3]
𝑉 𝑚𝑎𝑥 Volume massimo della camera di compressione [m^3/s]
𝑊 𝑒𝑙 Potenza elettrica [W]
𝑊 𝑓𝑟𝑖𝑐𝑡 Potenza persa per attrito [W]
𝑊𝑔𝑎𝑠 Potenza del ciclo di compressione [J]
𝑊 𝑙𝑒𝑎𝑘 Potenza persa per effetto trafilamento [W]
𝑥 𝑝𝑖𝑠𝑡 Accelerazione del pistone [m/s^2]
𝑥𝑝𝑖𝑠𝑡 Posizione del pistone [m]
𝑥𝑠𝑡𝑜𝑟𝑘𝑒 Corsa del pistone [m]
𝛼 Costante del motore elettromagnetico [N/A]

Nomenclatura
145
Δ𝑖𝑠 ,𝑐𝑜𝑚𝑝 Salto entalpico isoentropico di compressione [J/kg]
Δ𝑃𝑔𝑎𝑠 Salto di pressione del gas nel volume morto [Pa]
휀𝐶𝑎𝑟𝑛𝑜𝑡 Efficienza del ciclo di Carnot ideale [non dim]
휀 Eccentricità della molla risonante [m]
휁 Fattore di smorzamento [non dim]
휂𝑐𝑜𝑚𝑝 Rendimento compressore (uguale al rendimento globale) [non dim]
휂𝑐𝑜𝑚𝑝𝑟𝑒𝑠𝑠𝑖𝑜𝑛 Rendimento del processo di compressione [non dim]
휂𝑔𝑙𝑜𝑏 Rendimento globale (uguale al rendimento compressore) [non dim]
휂𝑚𝑒𝑐 𝑒𝑛𝑖𝑐𝑎𝑙 Rendimento meccanico [non dim]
휂𝑚𝑜𝑡𝑜𝑟 Rendimento del motore elettromagnetico [non dim]
휂𝑣𝑜𝑙 Rendimento volumetrico [non dim]
𝜌𝑠𝑢𝑐𝑡𝑖𝑜𝑛 Densità del gas all’aspirazione [kg/m^3]
𝜏𝑡𝑖𝑐𝑘𝑛𝑒𝑠𝑠 𝑜𝑓 𝑠𝑡𝑒𝑒𝑙 𝑑𝑖𝑠𝑘 Spessore del velocità disco dell’iron core [m]
𝜔𝑛𝑎𝑡 Velocità angolare naturale [rad/s]
𝜔𝑟𝑒𝑠 Velocità angolare di risonanza [rad/s]
Compressori piezoelettrici: 𝐶𝐽−𝑇 Coefficiente di Joule-Thomson [k/Pa]
𝐶𝑀 Costante di curvatura della membrana [m^2/Pa]
𝑑 Diametro di aspirazione o di scarico [m]
𝐸 Modulo di Young del materiale della membrana [GPa]
𝑓𝑟𝑒𝑠 ,𝑏𝑟𝑖𝑑𝑔𝑒 Frequenza di risonanza delle valvole a mensola [Hz]
𝑓𝑟𝑒𝑠 ,𝑐𝑎𝑛𝑡𝑖𝑙𝑒𝑣𝑒𝑟 Frequenza di risonanza delle valvole a ponte [Hz]
𝑓 Frequenza operativa [Hz]
𝐺± Conduttanza del circuito equivalente del compressore [m^3/s Pa]
Entalpia del fluido [J/kg]
𝐼 Momento di inerzia della membrana delle Valvole a lembo [kg*m^2]
𝑘 Parametro strutturale del canale [kg/m s^2]
𝐿𝐿𝑒𝑛𝑔𝑡 𝑣𝑎𝑙𝑣𝑒 Lunghezza delle valvole [m]
𝑝𝐼 Pressione del fluido nel canali di aspirazione [Pa]
𝑝𝐼𝐼 Pressione del fluido nel canale di scarico [Pa]
𝑃𝑏 Piombo [non dim]
𝑝𝑐𝑙𝑜𝑠𝑒 Pressione di chiusura della valvola (bivalvular system) [Pa]
𝑝𝑖 Pressione interna della camera di compressione [Pa]
𝑝𝑖𝑛 Pressione interna della camera di compressione con sistemi
bivalvole [Pa]
𝑝𝑛 Pressione normalizzata [non dim]
𝑝𝑜𝑝𝑒𝑛 Pressione di apertura della valvola (bivalvular system) [Pa]
𝑝𝑜𝑢𝑡 Pressione esterna alla camera di compressione con sistemi bivalvole [Pa]
𝑃𝑅 Contropressione (Back pressure) [Pa]
𝑃𝑟𝑒𝑠𝑠𝑢𝑟𝑒 𝑟𝑎𝑡𝑖𝑜 Rapporto di compressione fornito dal compressore [non dim]
𝑝 Pressione [Pa]
𝑄0 Portata volumetrica nello condizioni di contropressione uguale a 0 [ml/min]
𝑄1;2 Portata volumetrica nel canale di aspirazione(1) e scarico (2) [ml/min]
𝑄𝐿 Portata volumetrica in condizioni di contropressione maggiore di 0 [ml/min]
𝑄𝑚𝑎𝑥 Portata volumetrica massima in condizioni di uguale a 0 [ml/min]
𝑄 Portata volumetrica [ml/min]
𝑅𝑒 Numero di Re del fluido [non dim]
𝑇𝑖𝑐𝑘𝑛𝑒𝑠𝑠 Spessore della membrana del diaframma [m]
𝑇𝑖 Titanio [non dim]
𝑇 temperatura [K]
𝑉 Portata volumetrica alla mandata (stesso significato di Q) [m^3/s]
𝑉𝑠𝑤𝑒𝑝𝑡 Volume spazzata dal diaframma [m^3]
𝑍𝑟 Zirconio [non dim]
𝛿𝑚𝑎𝑥 Massima corsa della membrana del diaframma [m]
Nomenclatura
146
휀 Efficienza di rettificazione (rectification efficiency) [non dim]
𝜌 Densità del fluido [kg/m^3]
𝜌𝑚𝑎𝑡𝑒𝑟𝑖𝑎𝑙 Densità del materiale della membrana [kg/m^3]
𝜐 Coefficiente di Poissoin [non dim]
𝜈𝑟𝑒𝑙 Viscosità relativa [m^2/s]
Compressori elettrostatici: 𝐴𝑅 Aspect ratio [non dim]
𝐷𝐶 Tensione di alimentazione in corrente continua [V]
𝐸 Modulo di Young [GPa]
𝐹𝑒𝑙𝑎𝑠𝑡𝑖𝑐𝑎 Forza elastica della membrana [N]
𝐹𝑒𝑙𝑒𝑡𝑡𝑟𝑜𝑠𝑡𝑎𝑡𝑖𝑐𝑎 Forza di attrazione elettrostatica [N]
𝐹𝑔𝑎𝑠 Forza di pressione del gas [N]
𝑓 Frequenza operativa [Hz]
𝑘𝑑 Costante del materiale dielettrico [non dim]
𝑀 Numero di elementi in serie [non dim]
𝑁 Numero di elementi in parallelo [non dim]
𝑃𝑑𝑖𝑠𝑐 𝑎𝑟𝑔𝑒 Pressione di scarico del compressore [Pa]
𝑇𝑠𝑢𝑐𝑡𝑖𝑜𝑛 Temperatura di aspirazione del gas [K]
𝑃𝑠𝑒𝑔 Pressione esercitata dal gas sul segmento i-esimo [Pa]
𝑃𝑠𝑢𝑐𝑡𝑖𝑜𝑛 Pressione di aspirazione del compressore [Pa]
𝑅 Raggio della membrana [m]
𝑡𝑑 Spessore del materiale dielettrico [m]
𝑡 Spessore della membrana [m]
𝑉 Portata volumetrica [m^3/s]
𝑉𝑐𝑎𝑚𝑏𝑒𝑟 Volume della camera di compressione [m^3]
𝑉𝑜𝑙𝑢 ,𝑡𝑜𝑡 Volume del singola unità (u) e totale (tot) [m^3]
𝑣𝑠𝑢𝑐𝑡𝑖𝑜𝑛∗ Volume specifica del gas all’aspirazione [m^3/kg]
𝑉𝑠𝑒𝑔 Volume tra il segmento i-esimo e la cavità sferica [m^3]
𝑦(𝑟) Distanza della membrana dalla cavità sferica [m]
𝑌 Massima profondità della cavità sferica [m]
∆𝑃 Salto di pressione fornito dal diaframma [Pa]
Δ𝑝tot Salto di pressione totale [Pa]
휀0 Costante dielettrica nel vuoto [F/m]
휂𝑣𝑜𝑙 Rendimento volumetrico [non dim]
𝜈 Coefficiente di Poisson [non dim]
𝜍𝑖𝑛 Sforzo iniziale sulla membrana [Pa]
Ciclo Joule-Brayton inverso: 𝐶𝑂𝑃𝐶𝑎𝑟𝑛𝑜𝑡 Coefficent of Performance del ciclo di Carnot [non dim]
𝐶𝑂𝑃 Coefficent of performance [non dim]
𝐹 𝐶𝑜𝑟𝑖𝑜𝑙𝑖𝑠 Forza di Coriolis [N]
𝑇 Entalpia totale [J/kg]
𝑅𝑜𝑡𝑜𝑟𝑒 Entalpia totale rotore (sistema relativo) [J/kg]
𝑠𝑡𝑎𝑡𝑖𝑐𝑎 Entalpia statica [J/kg]
𝑆𝑡𝑎𝑡𝑜𝑟𝑒 Entalpia totale statore (sistema assoluto) [J/kg]
𝑙𝑢 Lavoro euleriano [J/kg]
P Pressione [Pa]
𝑄 𝑠𝑐𝑎𝑚 Potenza termica scambiata nel rigeneratore [W]
𝑄 𝑠𝑐𝑎𝑚𝑏 ,𝑚𝑎𝑥 Massima potenza termica scambiata nel rigeneratore [W]
𝑠 Fattore di scorrimento (Slip factor) [non dim]
𝑇 Temperatura [K]
𝑢1;2 Velocità periferica ingresso ed uscita rotore [m/s]
𝑉1𝑡;2𝑡 Velocità tangenziale ingresso e uscita rotore [m/s]

Nomenclatura
147
𝑉𝑡𝑎𝑛𝑔 𝑜𝑢𝑡 ,𝑡𝑒𝑜𝑟𝑖𝑐𝑎 Velocità tangenziale teorica in uscita dal rotore [m/s]
𝑉𝑡𝑎𝑛𝑔 𝑜𝑢𝑡 𝑖𝑚𝑝𝑒𝑙𝑙𝑒𝑟 ,𝑟𝑒𝑎𝑙𝑒 Velocità tangenziale reale in uscita dal rotore [m/s]
𝑉 Velocità assoluta [m/s]
𝑊𝑟𝑒𝑙 Velocità relativa [m/s]
𝛽 Rapporto di compressione [non dim]
Δ𝑖𝑠 Salto isoentropico di compressione [J/kg]
Δ𝑇 Differenza di temperatura in uscita dal rigeneratore lato gas caldi [K]
휀𝑟𝑖𝑔 Efficienza del rigeneratore [non dim]
휂𝑇−𝑇 Rendimento total to totale del compressore [non dim]
휂𝑐𝑜𝑚𝑝 Rendimento del compressore [non dim]
휂𝑡𝑢𝑟𝑏 Rendimento della turbine [non dim]
𝜓 Coefficiente di carico isoentropico dello stadio [non dim]
𝜔 Velocità angolare di rotazione [rad/s]
Ciclo Stirling inverso: 𝐴𝑑 Sezione di passaggio del fluido nel rigeneratore [m^2]
𝐴𝑆 Sezione del rigeneratore [m^2]
𝑐𝑝 Calore specifico del fluido [kJ/kg K]
𝑓 Frequenza operativa [Hz]
𝑘𝑆 Conduttività termica del rigeneratore [W/m K]
𝐿𝑆 Lunghezza del rigeneratore [m]
𝑚 Portata massica del ciclo [kg/s]
𝑁𝑇𝑈 Numero delle unità termiche [non dim]
𝑄 𝑓𝑙𝑢𝑖𝑑 Potenza termica scambiata dal fluido nel rigeneratore [W]
𝑄 𝐿 Potenza termica scambiata dal rigeneratore per conduzione [W]
𝑟 Rapporto volumetrico [non dim]
𝑇𝐻 Temperatura massima del ciclo [K]
𝑇𝐿 Temperatura minima del ciclo [K]
𝑇𝑋 Temperatura di uscita del fluido dal rigeneratore [K]
𝑊 𝑐𝑜𝑚𝑝 Potenza del compressore [W]
𝑊 𝑒𝑠𝑝 Potenza dell’espansore [W]
𝑊 𝑖𝑛 Potenza in ingresso al sistema [W]
휀𝑟𝑖𝑔 Efficienza del rigeneratore [non dim]
𝛾 Rapporto tra il cp e il cv del fluido [non dim]
𝜆 Conduction parameter [non dim]
𝜌 Desnità del fluido [kg/m^3]
𝜏 Rapporto tra la temperatura minima e massima del ciclo Non dim]
Modello di calcolo: 𝐴𝑏𝑎𝑠𝑒 𝑐𝑦𝑙 Area base del cilindro [m^2]
𝑎𝑐𝑝 Coefficienti del termine di primo grado del cp0 [kJ/kg K]
𝐴𝑙𝑒𝑎𝑘 Area di trafilamento [m^2]
𝐴𝑃 Area di port [m^2]
𝑎 accelerazione [m/s^2]
𝑏𝑐𝑝 Coefficiente del termine noto del cp0 [kJ/kg K]
𝐶𝑒𝑓𝑓 Coefficiente di smorzamento del pistone [N*s/m]
𝐶𝑂𝑃𝐶𝑎𝑟𝑛𝑜𝑡 COP del ciclo di Carnot [non dim]
𝐶𝑂𝑃 COP del ciclo frigorifero [non dim]
𝑐𝑝0 Cp del gas ideale [kJ/kg]
𝐷𝑐𝑦𝑙 Diametro del cilindro [m]
𝑑𝑃𝑜𝑟𝑡 Diametro della sezione di porto (uguale al diametro delle valvole) [m]
𝐸 Energia nella camera di compressione [J]
𝐹Δ𝑃 Forza dovuta alla differenza di pressione a cavallo della valvola [N]
𝐹𝑒𝑙 Forza elastica della valvola [N]
Nomenclatura
148
𝑓𝑓𝑒𝑒𝑑 Frequenza di alimentazione del motore elettrico [Hz]
𝐹𝑃𝑟𝑒−𝑙𝑜𝑎𝑑 Forza di precarico sulla valvola [N]
𝑔 Gioco tra pistone e cilindro [m] 1−6 Entalpia dei punti del ciclo frigorifero [kJ/kg]
𝑓𝑖𝑛𝑎𝑙𝑒 Entalpia finale del time step [kJ/kg]
𝑖𝑛𝑖𝑧𝑖𝑎𝑙𝑒 Entalpia iniziale del time step [kJ/kg]
𝑖𝑛𝑡 Coefficiente di scambio convettivo interno [kJ/kg]
0;𝑟𝑖𝑓 Entalpia di riferimento [kJ/kg]
𝑠𝑐𝑎𝑟 ,𝑎𝑠𝑝 ,𝑙𝑒𝑎𝑘 Entalpia di scarico, aspirazione e di trafilamento [kJ/kg]
𝐽𝐶𝐺 Momento d’inerzia alla rotazione del pistone [kg*m^2]
𝑘𝑔𝑎𝑠 Costante elastica del gas [N/m]
𝑘𝑚𝑒𝑐 Costante elastica della molla risonante [N/m]
𝑘𝑡𝑜𝑡 Costante elastica totale [N/m]
𝑘𝑣 Costante elastica della valvola [N/m]
𝐿𝑠𝑡𝑟𝑜𝑘𝑒 Corsa del pistone [m]
𝑚𝑣 Massa della valvola [kg]
𝑀1 Massa iniziale della fase [kg]
𝑀𝑓𝑎𝑠𝑒 2 Massa scaricata durante la fase 2 [kg]
𝑚 𝑓𝑙𝑜𝑤 𝑣𝑎𝑙𝑣𝑒 Portata massica attraverso la valvola [kg/s]
𝑚 𝑙𝑒𝑎𝑘 Portata massica persa per di trafilamento [kg/s]
𝑀𝑚𝑜𝑣𝑖𝑛𝑔 Massa mobile del sistema [lg]
𝑚 𝑠𝑐𝑎𝑟 𝑐𝑜𝑚𝑝 Portata massica scaricata dal compressore [kg/s]
𝑚 𝑠𝑐𝑎𝑟 ,𝑎𝑠𝑝 Portata massica aspirata dal compressore [kg/s]
𝑀(𝑡𝑖) Massa nel cilindro in un certo istante [kg/s]
𝑚 𝑣𝑎𝑙𝑣𝑒 Portata massica attraverso la valvola [kg]
𝑁𝑢 Numero di Nusselt [non dim]
𝑝1 Pressione iniziale della fase 1 [Pa]
𝑝𝐷𝑜𝑤𝑛 Pressione interna del cilindro durante la fase 4 [Pa]
𝑝𝐷𝑜𝑤𝑛 ,𝑖𝑛𝑖𝑧𝑖𝑎𝑙𝑒 Pressione iniziale interna al cilindro della fase 4 [Pa]
𝑝𝐷𝑜𝑒𝑛 ,𝑣𝑎𝑙𝑣𝑒 Pressione a valle della valvolva [Pa]
𝑝𝑓𝑖𝑛𝑎𝑙𝑒 Pressione finale del time step [Pa]
𝑝𝑖𝑛𝑖𝑧𝑖𝑎𝑙𝑒 Pressione iniziale del time step [Pa]
𝑃𝑟 Numero di Prandtl [non dim]
𝑝(𝑡𝑖) Pressione in un certo istante [Pa]
𝑝𝑈𝑝 Pressione interna al cilindro durante la fase 2 [Pa]
𝑝𝑈𝑃 ,𝑣𝑎𝑙𝑣𝑒 Pressione a monte della valvola [Pa]
𝑄 𝑙𝑜𝑠𝑠 𝑒𝑛𝑣 Potenza termica dissipata in ambiente [W]
𝑟𝑐 Rapporto critico delle pressioni a monte e valle della valvola [non dim]
𝑅𝑒 numero di Reynolds [non dim]
𝑅𝑖𝑛𝑡 Resistenza interna di scambio termico [K/W]
𝑟𝑝𝑖𝑠𝑡 Reggio del pistone [m]
𝑇1 Temperatura iniziale della fase 1 [K]
𝑇𝑐𝑜𝑛𝑑 Temperatura del fluido nel condensatore [K]
𝑇𝐷𝑜𝑤𝑛 ,𝑖𝑛𝑖𝑧𝑖𝑎𝑙𝑒 Temperatura iniziale interna al cilindro della fase 4 [K]
𝑇𝑒𝑣𝑎 Temperatura del fluido nell’evaporatore [K]
𝑇𝑓𝑖𝑛𝑎𝑙𝑒 Temperatura finale del time step [K]
𝑇𝑖𝑛𝑖𝑧𝑖𝑎𝑙𝑒 Temepratura iniziale del time step [K]
𝑡𝑖 Istante temporale i-esimo [s]
𝑇0;𝑟𝑖𝑓 Temperatura di riferimento [K]
𝑇(𝑡𝑖) Temperatura in un certo istante [K]
𝑇𝑈𝑝 ,𝑖𝑛𝑖𝑧𝑖𝑎𝑙𝑒 Temperatura iniziale interna al cilindro della fase 2 [K]
𝑇𝑈𝑝 Temperatura interna al cilindro durante la fase 2 [K]
TDC Punto morto superiore (Top dead center) [m]
BDC Punto morto inferiore (Bottom dead center) [m]
𝑢 Energia interna specifica alla massa [K]
Nomenclatura
149
𝑢𝑐 Velocità caratteristica del flusso attraverso le valvole [kJ/kg]
𝑈 Energia interna della camera di comrpessione [m/s]
𝑣∗ Volume specifico alla massa [kJ]
𝑉1 Volume iniziale della fase 1 [m^3/kg]
𝑉𝑐𝑦𝑙 Volume del cilindro [m^3]
𝑉𝑓𝑖𝑛𝑎𝑙𝑒 Volume finale del time step [m^3]
𝑉𝑖𝑛𝑖𝑧𝑖𝑎𝑙𝑒 Volume iniziale del time step [m^3]
𝑣 𝑙𝑒𝑎𝑘 Velocità media nella sezione di trafilamento [m/s]
𝑉(𝑡𝑖) Volume in un certo istante temporale [m^3]
𝑊𝑎𝑡𝑡𝑟 Lavoro perso per attrito [J]
𝑤𝑐 Velocità critica di efflusso dalla valvola [m/s]
𝑊 𝑚𝑒𝑐 𝑐𝑖𝑐𝑙𝑜 𝑖𝑑𝑒𝑎𝑙𝑒 Potenza meccanica ciclo di compressione ideale [W]
𝑊 𝑒𝑙 Potenza elettrica assorbita dal compressore [W]
𝑤𝑔𝑎𝑠 ,𝑝𝑜𝑟𝑡 Velocità del gas attraverso la valvola [m/s]
𝑊 𝑚𝑒𝑐 𝑐𝑖𝑐𝑙𝑜 𝑟𝑒𝑎𝑙𝑒 Potenza meccanica ciclo di compressione reale [W]
𝑤𝑝 Velocità del gas nella sezione di port [W]
𝑥𝑑𝑒𝑎𝑑 Lunghezza della corsa porta [m/s]
𝑥𝑃𝑟𝑒 −𝑙𝑜𝑎𝑑 Deformazione di precarico della valvola [m]
𝑥𝑝𝑖𝑠𝑡 Posizione del pistone [m]
𝑥 𝑝𝑖𝑠𝑡 Velocità del pistone [m]
𝑥 𝑝𝑖𝑠𝑡 Accelerazione del pistone [m/s]
𝑥𝑠𝑡𝑟𝑜𝑘𝑒 Corsa del pistone [m/s^2]
𝑥𝑣 Posizione della valvola [m]
𝑥 𝑣 Velocità della valvola [m/s]
𝑥 𝑣 Accelerazione della valvola [m/s^2]
휀 Eccentricità della molla risonante [m]
휁 Coefficiente di dissipazione [non dim]
휂𝐼𝐼 Rendimento di secondo principio dell’impianto [non dim]
휂𝑔 Rendimento globale del compressore [non dim]
휂𝑖𝑠 Rendimento fluidodinamico di compressione ed espansione [non dim]
휂𝑚𝑜𝑡 ,𝑒𝑙 Rendimento motore elettrico [non dim]
휂𝑜 ,𝑖𝑠 Rendimento organico-isoentropico del compressore [non dim]
휂𝑣𝑜𝑙 Rendimento volumetrico del compressore [non dim]
휃 Rotazione del pistone intorno al proprio asse [rad]
𝜇 Viscosità dinamica del gas [Pa*s]
𝜌𝐷𝑜𝑤𝑛 ,𝑖𝑛𝑖𝑧𝑖𝑎𝑙𝑒 Densità iniziale fase 4 [kg/m^3]
𝜌𝐷𝑜𝑤𝑛 ,𝑣𝑎𝑙𝑒 Densità a valle delle valvola [kg/m^3]
𝜌𝑈𝑝 ,𝑖𝑛𝑖𝑧𝑖𝑎𝑙𝑒 Densità iniziale fase 2 [kg/m^3]
𝜌𝑈𝑝 ,𝑣𝑎𝑙𝑒 Densità a monte della valvola [kg/m^3]
𝜌𝑈𝑝 Densità interna al cilindro durante la fase 2 [kg/m^3]
𝜔 Velocità angolare di alimentazione [rad/s]
𝜔𝑛 Velocità angolare naturale del sistema [rad/s]
𝜔𝑟𝑒𝑠 Velocità angolare di risonanza [rad/s]
Bibliografia
[1] Park, K., Hong, E., Lee, H.K., «Linear motor for linear compressor,» International compressor
engineering conference, n. Paper 1544, 2002.
[2] Lee, H., Jeong, S.S., Lee, C.W., Lee, H.K., «Linear compressor for air-conditioner,» International
compressor engineering conference, n. Paper 1667, 2004.
[3] Unger, R., Novoty, S., «A high performance linear compressor for CPU cooling,» International
compressor engineering conference, n. Paper 1603, 2002.
[4] Lee, H.K., Song, G.Y., Park, J.S., Hong, E.P., Jung, W.H., «Development of the Linear Compressor for
a Household Refrigerator,» International compressor engineering conference, n. Paper 1364, 2000.
[5] Heo, K., Lee, C.W., Song, G.Y., Jung, W.H., «Capacity Modulation of Linear Compressor for
Household Refrigerator,» International compressor engineering conference, n. Paper 1707, 2004.
[6] Bradshaw, C.R., Groll, E.A., Garimella, S.V., «A comprehensive model of a miniature-scale linear
compressor for electronics cooling,» International journal of refrigeretion, n. 34, pp. 63-73, 2010.
[7] Bradshaw, C., Groll, E.A., Garimella, S.V., «Linear compressor for electronics cooling: energy recovery
and the useful benefits,» International compressor engineering confernce, n. Paper 2047, 2012b.
[8] Ku, B., Park, J., Hwang, Y., Lee, J., «Performance evalutation of the energy efficency of crank-driven
compressor and linear compressor for a household refrigerator,» International compressor engineering
conference, n. Paper 1964, 2010.
[9] Lee, H., Ki, S., Jung, S., Rhee, W., «The innovative green technology for refrigerators development of
innovative linear compressor,» International compressor engineering conference, n. Paper 1867, 2008.
[10] Bradshaw, C., Groll, E.A., Garimella, S., «A sensitivity analysis of a miniature-scale linear compressor
for electronics cooling using a comprehensive model,» International compressor engineering
conference, n. Paper 2046, 2012a.
[11] Wang, L., Xiong, C., Wu, Y., Gan, Z., «Study on iron loss in two kinds of moving-magnet linear
motors,» International compressor engineering conference, n. Paper 2235, 2012.
[12] Kim, H., Roh, C.G., Kim, J.K., Shin, J.M., Hwang, Y., Lee, J.K., «An experimental and numerical study
on dynamic characteristic of linear compressor in refrigeration system,» International journal of
refrigeration, n. 32, pp. 1536-1543, 2009.
[13] Mantri, P., Bhakta, A., Mallampalli, S., Hahn, G., Kusumba, S., «Develompment and validation of
integrated design framework for compressor system model,» International compressor engineering
conference, n. Paper 2265, 2014.
[14] Hasegawa, H., Okaichi, A., Shintaku, H., Ikoma, M., Nishiwaki, F., «A study of a linear compressor
with a gas spring,» International compressor engineering conference, n. Paper 1604, 2002.
[15] Mongia, R., Masahiro, K., DiStefano, E., «Small scale refrigeration system for electronic cooling within
a notebook computer,» 2006.
[16] Simon, M.J., DeLuca, C., Bright, V.M., Lee, Y.C., Bradley, P.E., Radebaugh, R., «Development of a
piezoelectric microcompressor for a Joule-Thomson microcryocooler,» Cryocoolers, pp. 441-450, 2009.
[17] Gerlach, T., Wurmus, H., «Working principle and performance of the dynamic micropump,» Sensor and
actuators, n. 50, pp. 135-140, 1995.
[18] Gerlach, T., Schuenemann, M., Wurmus, H., «A new micropump principle of the reciprocating type
using pyramidic micro flowchannel as passive valves,» Journal of micromechanics and
microengineering, n. 5, pp. 199-201, 1995.
[19] Gerlach, T., «Pumping gases by a silicon micro pump with dynamic passive valves,» Sensors and
Actuators, pp. 357-360, 1997.
[20] Smith, L., Hok, B., «A silicon self aligned non reverse valve,» 1991.
[21] Feng, G.H., Kim, E.S., «Micropump based on PZT unimorph and one-way parylene valves,» Journal of
micromechanics and microengineering, n. 14, pp. 429-435, 2004.

<Bibliografia
151
[22] Koch, M., Harris, N., Evans, A.G.R., White, N.M., Brunnschweiler, A., «A novel micromachined pump
based on thick-film piezoelectric actuation,» Sensor and actuators, n. 70, pp. 98-103, 1998.
[23] Sathe, A.A., Cremaschi, L., Groll, E.A., Garimella, S.V., «A new model for an electrostatically actuated
miniature-scale diaphragm compressor for electronics cooling,» International compressor engineering
conference, n. Paper 1779, 2006.
[24] Sathe, A.A., Groll, E.A., Garimella, S.V., «Analytical model for an electrostatically actuated miniature
diaphragm compressor,» Journal of micromachanics and microengineering, 2008.
[25] Sathe, A., Groll, E., Garimella, S., «Design optimizzation of electrostatically actuated miniature
compressor for electronics cooling,» International compressor enegineering conference, n. Paper 1865,
2008.
[26] Cabuz, C., Herb, W.R., Cabuz, E.I., Lu, S.T., «The dual diaphragm pump,» 2001.
[27] McCormick, J.A., Nellis, G.F., Swift, W.L., Sixsmith, H., Reilly, J., «Design and test of low capacity
reverse Brayton cryocooler for refrigeration at 35 K and 60 K,» 1999.
[28] Zhou, L., Kapat, J.S., Chow, L.C., Lei, S.Y., «Design of a high performance cryocooler for propellant
liquefaction and storage on mars,» International mechanical engineering congress & exposition, 2000.
[29] Laveau, A., Kapat, J.S., Chow, L.C., Enikov, E., Sundaram, K.B., «Design, analysis and fabrication of a
meso-scale centrifugal compressor,» International mechanical engineering congress & exposition,
2000.
[30] Peterson, R.B., Al-Hazmy, M., «Size limits for Stirling cycle refrigerators and cryocoolers,» 1997.
[31] Phelan, P.E., Chiriac, V., Lee, T.Y.T., «Current and future miniature refrigeration cooling technologies
for high power microelectronics,» 2001.
[32] Wego, A., Pagel, L., «A self-filling micropump based on PCB technology,» Sensors and actuators, n.
88, pp. 220-226, 2001.
[33] Bohm, S., Olthuis, W., Bergveld, P., «A plastic micropump constructed with conventional techniques
and materials,» Sensors and actuators, n. 77, pp. 223-228, 1999.
[34] Tuhovcak, J., Hejcik, J., Jicha, M., «Modelling of fluid flow and heat transfer in a reciprocating
comrpessor,» IOP Science, 2015.
[35] R. Unger, «Linear compressor for clean and speciality gases,» International compressor engineering
conference, n. Paper 1215, 1998.
[36] Duband, L., Collaudin, B., «Sorption coolers development at CEA-SBT,» 1999.
[37] DiSalvo, F.J., «Thermoelectric cooling and power generation,» 1999.
[38] Bukac, K., «Undertanding valve dynamics,» International compressor engineering conference, n. Paper
1564, 2002.


















