Pm Acara 4 Ishikawa
13
DRAFT LAPORAN PRAKTIKUM PENGENDALIAN MUTU Disusun Oleh : Kelompok 07 1. Jeha Easton Ittaqaesa (H31130) 2. Junun! "!un! K. (H31130) 3. #ast$i %$is&eahapsa$i (H31130) '. ut$i "p$iiani . (H31130) . *t+a ,-ah$i+a I. (H3113) . / e$a In&$ia ,. (H31130) 7. uliana D-ah K. (H31130) PROGRAM STUDI D III TEKNOLOGI HASIL PERTANIAN FAKULTAS PERTANIAN UNIVERSITAS SEBELAS MARET SURAKARTA 2015 ACARA IV
-
Upload
jagungkurniawan -
Category
Documents
-
view
218 -
download
0
Transcript of Pm Acara 4 Ishikawa

7/23/2019 Pm Acara 4 Ishikawa
http://slidepdf.com/reader/full/pm-acara-4-ishikawa 1/13
DRAFT LAPORAN PRAKTIKUM
PENGENDALIAN MUTU
Disusun Oleh :
Kelompok 07
1. Jeha Easton Ittaqaesa (H31130)2. Junun! "!un! K. (H31130)
3. #ast$i %$is&eahapsa$i (H31130)'. ut$i "p$iiani . (H31130). *t+a ,-ah$i+a I. (H3113)
. /e$a In&$ia ,. (H31130)7. uliana D-ah K. (H31130)
PROGRAM STUDI D III TEKNOLOGI HASIL PERTANIAN
FAKULTAS PERTANIAN
UNIVERSITAS SEBELAS MARET
SURAKARTA
2015
ACARA IV

7/23/2019 Pm Acara 4 Ishikawa
http://slidepdf.com/reader/full/pm-acara-4-ishikawa 2/13
DIAGRAM ISHIKAWA
A. TUJUAN PRAKTIKUM
Pada praktikum pengendalian mutu acara 1 “Deskripsi Produk”
memiliki tujuan, yaitu:
a. Mahasiswa mampu memahami fungsi dan kegunaan diagram ishikawa
. Mahasiswa mampu memuat diagram ishikawa
B. TINJAUAN PUSTAKA
Masalah kualitas merupakan suatu hal yang sangat penting agi perusahaan, seagaimana diketahui ahwa kualitas ikut menetukan
perkemangan suatu perusahaan aik itu perusahaan dalam skala kecil,
menengah, maupun perusahaan erskala esar. !leh karena itu, kualitas suatu
produk tidak oleh sampai teraaikan oleh perusahaan. Dalam setiap proses
produksi pasti ditemukan adanya kecacatan produk, karena kecacatan produk
merupakan sesuatu yang tidak dapat terhindar dan hal ini merupakan suatu
iaya yang sangat merugikan agi perusahaan. "ecacatan produk tidak dapat
dihilangkan dengan sempurna atau dengan kata lain perusahaan tidak dapat
menghasilkan produk tanpa adanya cacat sama sekali, tetapi perusahaan dapat
meminimalisasi eragai kemungkinan penyimpangan atau kesalahan yang
terjadi. Diagram #shikawa merupakan alat yang digunakan untuk
mengidentifikasi eragai faktor permasalahan yang erpengaruh secara
signifikan terhadap output perusahaan. Diagram ini memantu
mengidentifikasi akar penyea dari suatu masalah yang sedang dihadapi
perusahaan $%argo, &'1().
Diagram sea akiat adalah metode grafis sederhana untuk memuat
hipotesis mengenai rantai penyea dan akiat serta untuk menyaring potensi
penyea dan mengorganisasikan huungan antar *ariael. "aoru ishikawa
memperkenalkan diagram sea akiat di jepang, sehingga diagram ini juga
di seut diagram ishikawa. Pada garis hori+ontal seuah permasalahan
dituliskan. setiap caang yang menunjukan ke ranting utama mewakili suatu
kemungkinan sea terseut. Diagram ini mengidentifikasi penyea yang

7/23/2019 Pm Acara 4 Ishikawa
http://slidepdf.com/reader/full/pm-acara-4-ishikawa 3/13
mungkin dari suatu masalah sehingga pengumpulan data dan analisa leih
lanjut dapat dilaksanakan $e*ans, &'').
-ecara teknis, jaminan mutu pengujian atau kalirasi dapat diartikaan
seagai keseluruhan kegiatan yang sistematik dan terencana yang diterapkan
dalan pengujian atau kalirasi sehingga memerikan suatu keyakinan yang
memadai ahwa dapat dihasilkan memenuhi persyaratan mutu sehingga dapat
diterima oleh pelanggan. Pengendalian mutu $quality control ) merupakan
agian dari manajemen mutu yang di fokuskan pada pemenuhan persyaratan
mutu. Dengan kata lain pengendalian mutu adalah suatu tahapan dalam
prosedur yang dilakukan untuk menge*aluasi suatu aspek teknis pengujian
atau kaliarasi $%adi, &'').
Diagram sea akiat ini digunakan untuk menemukan sumer
persoalan dan solusinya. adapun langkah langkah yang harus diptempuh
adalah: $1) mengidentifikasi masalah yang harus di etulkan, $&)
menggamnar penyea utama persoalan seagai tulang tulang $ones), dan
$(' menanyakan apa kirakira yang menyeakan persoalan dalam area
terseut. pertanyaan seperti itu diulangi lagi pada tiap tiap su area
$Ma/arif, &''0).
nalisis tulang ikan adalah alat untuk menganalisis proses isnis secara
efekti*itasnya atau sering juga diseut seagai 2#shikawa Diagram2 karena
diciptakan dan diusulkan oleh Mr. "aoru #shikawa, 34 statistik 5epang. %al
ini didefinisikan seagai tulang ikan karena memiliki prospek struktural dan
menampilkannya, tampak seperti kerangka ikan. Diagram tulang ikan dan
analisis iasanya menge*aluasi penyea dan supenyea satu tertentu
masalah dan karena itu memantu untuk mengungkap semua gejala masalah
isnis $merika Masyarakat untuk "ualitas, &''6). 7ntuk itu alasan tertentu
juga diseut seagai 2 analisis Penyeaakiat2. Dalam diagram fishbone
masalah utama yang diperlukan untuk diselesaikan di letakan dikepala
diagram dan penyea diletakkan seagai tulang, kemudian tulang leih kecil
diciptakan seagai kemiripan dari supenyea. khirnya setelah selesai

7/23/2019 Pm Acara 4 Ishikawa
http://slidepdf.com/reader/full/pm-acara-4-ishikawa 4/13
diagram itu adalah e*aluasi menyeluruh terhadap penyea masalah utama
$8ose, &'1&).
Diagram ishikawa erguna untuk memperlihatkan faktorfaktor utama
yang erpengaruh pada kualitas dan mempunyai akiat pada masalah yang
kita pelajari. -elain itu kita juga dapat melihat faktorfaktor yang leih
terperinci yang erpengaruh dan mempunyai akiat pada faktor utama
terseut yang dapat kita lihat dari panahpanah yang erentuk tulang ikan
pada diagram fishbone terseut. Diagram #shikawa ertujuan untuk
memantu mengidentifikasi lokasi yang mungkin dari terjadinya masalah
masalah mutu dan lokasi pemeriksaan. Diagram sea akiat merupakan
diagram yang terdiri dari garisgaris dan simolsimol yang
mempresentasikan huungan antara sea akiat yang digunakan untuk
menentukan apakah terdapat akiat yang jelek dan mengamil tindakan untuk
memperaiki penyeanya dan juga untuk mengidentifikasi dan menganalisis
suatu proses atau situasi dan menemukan kemungkinan penyea suatu
masalah yang terjadi. kiat $karateristik kualitas) diletakkan di kanan,
sedangkan sea diletakkan di seelah kiri $%aslindah, &'1().
Diagram tulang ikan $juga dikenal seagai diagram #shikawa)
diciptakan dengan tujuan mengidentifikasi dan mengelompokkan penyea
yang menghasilkan dari masalah kualitas. -ecara ertahap, metode ini telah
digunakan juga untuk kelompok dalam kategori penyea lainnya jenis
masalah yang dihadapi organisasi. Fishbone $#shikawa) diagram merupakan
model presentasi sugestif untuk korelasi antara peristiwa $efek) dan eerapa
penyea terjadinya. -truktur disediakan oleh diagram memantu anggota
tim erpikir dengan cara yang sangat sistematis. 8eerapa manfaat dari
memangun diagram Fishbone adalah ahwa itu memantu menentukan akar
penyea dari masalah atau karakteristik kualitas menggunakan pendekatan
terstruktur, mendorong partisipasi kelompok dan memanfaatkan pengetahuan
kelompok proses, mengidentifikasi area dimana data harus dikumpulkan
untuk studi leih lanjut $9heorghe, &'1').

7/23/2019 Pm Acara 4 Ishikawa
http://slidepdf.com/reader/full/pm-acara-4-ishikawa 5/13
Ikan an&en! se!a$
penuian
en-ian!an sisik4 insan! &an isi pe$ut
peni$isan
e$en&aman la$utan !a$am &an umu (!a$am4 kun-it &an aai)
peni$isan
en!asapan &an p$ess &en!an alat
pen&in!inan
pen!emasan
C. METODOLOGI
1. lat
a. lat tulis . 8uku petunjuk praktikum
c. adah makanan
d. ;aporan sementara
2. Bahan
a. #kan andeng
. 8umu $ kunyit, garam, caai)
3. Diagra A!ir
a. Proses pemuatan andeng
. Pemuatan diagram ishikawa
Penentuan mutu utama
nalisis masalah produk

7/23/2019 Pm Acara 4 Ishikawa
http://slidepdf.com/reader/full/pm-acara-4-ishikawa 6/13
D. PEMBAHASAN
Gambar 4.1 Dia!$am Ishika5a en-impan!an $o&uk an!an
6an&en! $esto
"epuasan konsumen erhuungan langsung dengan seerapa aiknya
kualitas produk atau jasa yang diterima oleh konsumen. %al ini menyeakan
perusahaan harus dapat mempertahankan kualitas produk atau jasa yang
dihasilkannya atau ahkan leih aik lagi apaila perusahaan mampu untuk
meningkatkannya. %anya perusahaan yang mampu menghasilkan produk atau
jasa yang erkualitas yang mampu ersaing dalam pasar gloal. "arena
dalam pasar gloal, kualitas sangat menentukan apakah suatu produk atau
jasa dapat diterima. alaupun perusahaan selalu erusaha dengan aik dalam
menghasilkan seuah produk terkadang produk yang dihasilkan elum sesuai
dengan yang diharapkan. !leh karena itu diperlukan adanya pengendalian
kualitas dan analisis penyea masalah terseut. Pengendalian kualitas dapat
memantu perusahaan dalam mempertahankan dan meningkatkan kualitas
Pemuatan diagram

7/23/2019 Pm Acara 4 Ishikawa
http://slidepdf.com/reader/full/pm-acara-4-ishikawa 7/13
produknya, sedangkan analisis masalah dapat dilakukan dengan pemuatan
diagram #shikawa< Fish Bone $-uradi, &'1().
Manfaat diagram seaakiat< #shikawa terseut antara lain: 1. Dapat
menggunakan kondisi yang sesungguhnya untuk tujuan peraikan kualitas
produk dan jasa, leih efisien dalam penggunaan sumer daya, dan dapat
mengurangi iaya= &. Dapat mengurangi dan menghilangkan kondisi yang
menyeakan ketidaksesuain produk atau jasa dan keluhan pelanggan= (.
Dapat memuat suatu standardisasi operasi yang ada maupun yang
direncanakan= 0. Dapat memerikan pendidikan dan pelatihan agi karyawan
dalam kegiatan pemuatan keputusan dan melakukan tindakan peraikan.
Menurut %andes $&'1(), untuk merumuskan penyea cacat yang
terjadi pada produk yang diamati digunakan #shikawa diagram atau dikenal
juga dengan fishbone diagram atau cause-effect matrix. Diagram #shikawa
adalah diagram yang menunjukkan penyeapenyea dari seuah masalah
yang spesifik. Diagram ini pertama kali diperkenalkan oleh "aoru #shikawa
$1>?@). Pemakaian diagram #shikawa yang paling umum adalah untuk
mencegah defek serta mengemangkan kualitas produk. Diagram #shikawa
dapat memantu mengidentifikasi faktorfaktor yang signifikan memeri efek
terhadap seuah kejadian.
Diagram #shikawa terdiri dari kepala ikan, dan agian tulang ikan.
"epala ikan iasanya selalu terletak di seelah kanan. Di agian ini, ditulis
kejadian yang dipengaruhi oleh penyeapenyea yang nantinya di tulis di
agian tulang ikan. "ejadian ini sering erupa masalah atau topik yang akan
di cari tahu penyeanya. Pada agian tulang ikan, ditulis kategorikategori
yang isa erpengaruh terhadap even terseut. "ategori yang paling umum
digunakan adalah: $1) man $orang), yaitu semua orang yang terliat dari
seuah proses= $&) method $metode) , yaitu agaimana proses itu dilakukan,
keutuhan yang spesifik dari poses itu, seperti prosedur, peraturan dan lain
lain= $() material, yaitu semua material yang diperlukan untuk menjalankan
proses seperti ahan dasar, pena, kertas dan lain lain= $0) machine $mesin),
yaitu semua mesin, peralatan, komputer dan lain lain yang diperlukan untuk

7/23/2019 Pm Acara 4 Ishikawa
http://slidepdf.com/reader/full/pm-acara-4-ishikawa 8/13
melakukan pekerjaan= $6) measurement $pengukuran), yaitucara pengamilan
data dari proses yang dipakai untuk menentukan kualitas proses= $?)
environment $lingkungan), yaitu kondisi di sekitar tempat kerja, seperti suhu
udara, tingkat keisingan, kelemaan udara, dan lainlain.
6e$&asa$kan hasil analisis -an! telah &ilakukan4
keaatan p$o&uk -an! se$in! munul pa&a an&en! p$esto
a&alah $asa -an! ti&ak se$a!am sepe$ti favour
te$aka$!oson!4 munul favour amismen-en!at4 &an
sea!ain-a. a&a Gambar 4.14 &apat &iketahui +akto$ &an
pen-ea te$a&in-a keaatan pa&a $asa &a$i an&en!
p$esto ini. %akto$ -an! mempen!a$uhi munuln-a $asa -an!
ti&ak se$a!am pa&a an&en! p$esto a&alah +akto$ mesin4
mate$ial4 meto&e4 lin!kun!an4 &an manusia. Da$i &ia!$am
Ishika5a pa&a Gambar 4.14 maka &ipe$oleh pen-ea
te$a&in-a keaatan keti&ak se$a!aman $asa pa&a masin!8
masin! +akto$.
%akto$ mesin -an! men-eakan te$a&in-a $asa
an&en! p$esto -an! ti&ak se$a!am &iseakan ka$ena
a&an-a kontaminasi &a$i pisau &an 5a&ah4 pe$a5atan mesin
-an! ku$an!4 se$ta alat &an mesin -an! &i!unakan ku$an!
e$sih &an ti&ak hi!ienis. $o&ukti9itas mesin akan menu$un
&iakiatkan ka$ena ku$an!n-a pe$a5atan pa&a mesin4
sehin!!a men-eakan stan&a$ 5aktu pen!olahan mena&i
e$e&a &en!an -an! seha$usn-a. e$e&aan stan&a$ 5aktu
ini ka&an! oleh ka$-a5an ti&ak &ipe$hitun!kan sehin!!a
mempen!a$uhi tin!kat kematan!an p$o&uk akhi$ &an
mempen!a$uhi $asa &a$i an&en! p$esto untuk itu ha$us
&ilakukan pe$a5atan e$kala a!a$ ke$a mesin tetap optimal.
,elain itu4 pe$alatan sepe$ti 5a&ah &an pisau -an! &i!unakan
u!a &apat men-eakan pen-impan!an $asa te$utama ika
pe$alatan te$seut ku$an! e$sih &an ti&ak hi!ienis ahkan

7/23/2019 Pm Acara 4 Ishikawa
http://slidepdf.com/reader/full/pm-acara-4-ishikawa 9/13
e$ka$at. e$alatan -an! ti&ak &iui e$sih setelah
pemakaian men-eakan alat e$ka$at sehin!!a a$oma
&apat e$ampu$ men-eakan timuln-a a$oma &an $asa
-an! aneh pa&a an&en! p$esto.Hal ini sesuai &en!an teo$i
-an! &ikemukakan ,u$a&i (2012)4 +akto$ mesin -an!
mempen!a$uhi $asa an&en! p$esto a&alah pisau &an 5a&ah
-an! &i!unakan ti&ak e$sih. e$alatan -an! ti&ak e$sih
&apat men-eakan $asa e$ampu$. enan!!ulan!an &apat
&ilakukan &en!an a$a menui pisau &an 5a&ah se$ta &ilap
setiap akan &i!unakan &an peme$sihan alat mesin
pen!olahan sea$a e$kala.Dilihat &a$i +akto$ mate$ial4 pen-ea munuln-a $asa
-an! ti&ak se$a!am a&alah umu -an! &i!unakan ti&ak
memiliki kualitas -an! sama. 6umu utama -an!
mempen!a$uhi $asa &an a$oma &ianta$an-a a&alah kun-it
&an a5an!. i&ak a&an-a stan&a$isasi kun-it &an a5an!
-an! &i!unakan untuk pen!olahan an&en! p$esto
&iseakan ka$ena kun-it &an a5an! -an! &i!unakan &ieli
&a$i tempat supplier -an! e$e&a. Keti&ak se$a!aman pa&a
kun-it &an a5an! ini men-eakan a$oma -an! men-en!at
pa&a an&en! &an men!hilan!kan a$oma khas &a$i an&en!
p$esto itu sen&i$i ahkan isa men-eakan pe$uahan $asa.Hal ini sesuai &en!an teo$i ,u$a&i (2012)4 +akto$ mate$ial
-an! men-eakan $asa -an! ti&ak se$a!am a&alah kun-it4a5an!4 &an umu lainn-a e$e&a mutu. e$e&aan mutu
pa&a umu meniptakan keti&akse$a!aman mutu. ;a$a
penan!!ulan!an &en!an pen!a&aan ahan aku &ilakukan
p$oses pen-o$ti$an &an &ipilih amat teliti &en!an menetapkan
sume$ -an! &ipe$a-a.a&a +akto$ meto&ea$a pen!olahan4 pen-ea
munuln-a $asa -an! ti&ak se$a!am a&alah ti&ak a&an-a

7/23/2019 Pm Acara 4 Ishikawa
http://slidepdf.com/reader/full/pm-acara-4-ishikawa 10/13
p$ose&u$ pen!a5asan -an! elas &an p$oses p$o&uksi -an!
ku$an! maksimal. $ose&u$ pen!a5asan -an! elas
me$upakan hal -an! pentin! &ilakukan te$utama pa&a a!ian
p$o&uksi untuk mene!ah a&an-a kesalahan selama p$oses
p$o&uksi mulai &a$i &atan!n-a ahan aku sampai &en!an
p$o&uk akhi$. ,elain itu4 ku$an! optimaln-a p$oses
pen!olahan misaln-a pemasakan pa&a suhu -an! ti&ak
sesuai4 peme$ian umu -an! ku$an! tepat pa&a tahapan
p$oses u!a akan mempen!a$uhi hasil akhi$ &a$i an&en!
p$esto. Ku$an! optimaln-a p$oses pen!olahan iasan-a
&iseakan ku$an!n-a pen!etahuan se$in! te$a&i pa&a
ka$-a5an -an! a$u. Ka$-a5an -an! masih a$u&alam
p$oses t$ainin! memun!kinkan sekali melakukan kesalahan
&alam p$oses p$o&uksi ka$ena elum men!uasai tahapan
p$oses sehin!!a pen!a5asan &an pelatihan pa&a ka$-a5an
ini pe$lu leih intensi+.
<enu$ut ,u$a&i (2012)4 pen-ea munuln-a $asa -an!
ti&ak se$a!am &a$i +akto$ meto&ea$a pen!olahan ka$ena
elum a&an-a atu$an elas men!enai p$oses stan&a$. Hal ini
men-eakan peke$a mena&i ku$an! teliti. ;a$a
penan!!ulan!an &en!an meme$ikan pen!etahuan tentan!
a$a memuat an&en! p$esto -an! ena$men!ikuti &iklat
tentan! pen!olahan an&en! &an hasil pe$ikanan.
en-ea utama munuln-a keti&akse$a!aman $asapa&a +akto$ lin!kun!an a&alah ku$an!n-a sanitasi4 ti&ak
a&an-a sekat pemisah anta$ ahan4 &an $uan! ke$a -an!
ti&ak te$atu$. #uan! ke$a -an! ti&ak te$atu$4 ku$an! $api
&apat menimulkan te$tuka$n-a ahan -an! &i!unakan -an!
&apat mempe$sulit sistem pen!e$aan. "pala!i ika ahan8
ahan -an! &isimpan seelum p$o&uksi ti&ak &ie$i sekat
pemisah a$ak akan men-eakan te$a&in-a kontaminasi
7/23/2019 Pm Acara 4 Ishikawa
http://slidepdf.com/reader/full/pm-acara-4-ishikawa 11/13
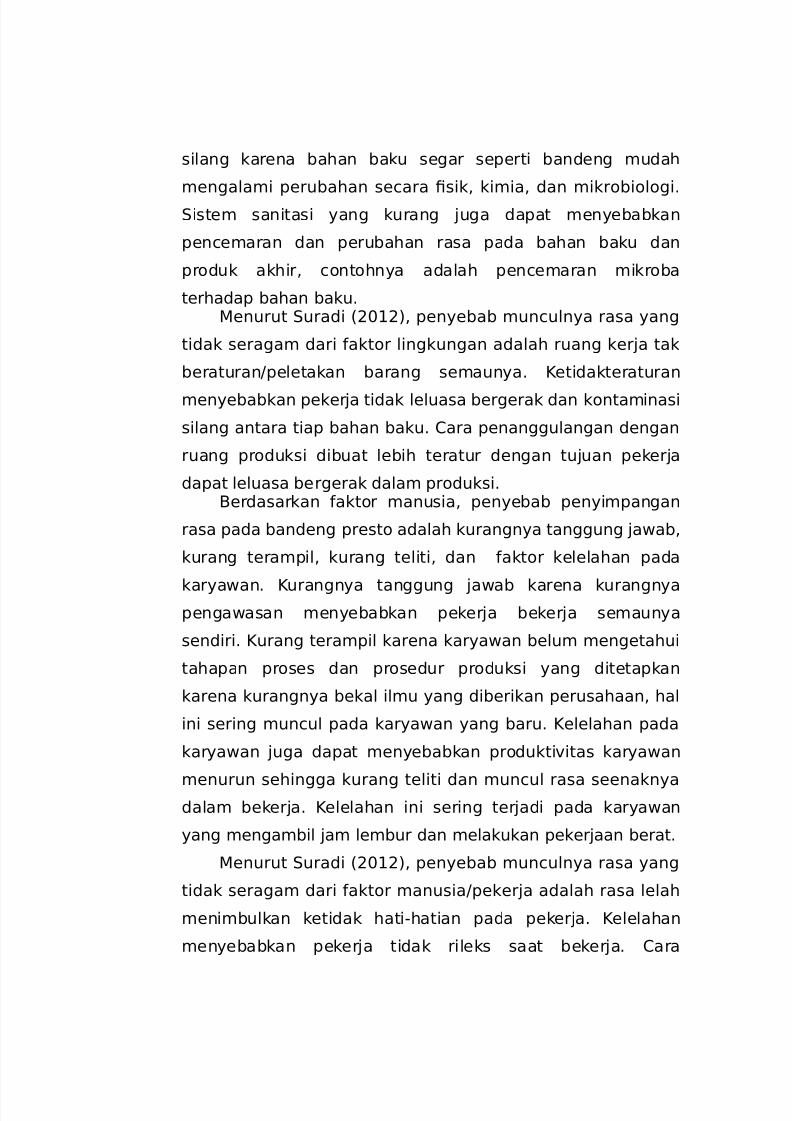
silan! ka$ena ahan aku se!a$ sepe$ti an&en! mu&ah
men!alami pe$uahan sea$a =sik4 kimia4 &an mik$oiolo!i.
,istem sanitasi -an! ku$an! u!a &apat men-eakan
penema$an &an pe$uahan $asa pa&a ahan aku &an
p$o&uk akhi$4 ontohn-a a&alah penema$an mik$oa
te$ha&ap ahan aku.<enu$ut ,u$a&i (2012)4 pen-ea munuln-a $asa -an!
ti&ak se$a!am &a$i +akto$ lin!kun!an a&alah $uan! ke$a tak
e$atu$anpeletakan a$an! semaun-a. Keti&akte$atu$an
men-eakan peke$a ti&ak leluasa e$!e$ak &an kontaminasi
silan! anta$a tiap ahan aku. ;a$a penan!!ulan!an &en!an
$uan! p$o&uksi &iuat leih te$atu$ &en!an tuuan peke$a
&apat leluasa e$!e$ak &alam p$o&uksi.6e$&asa$kan +akto$ manusia4 pen-ea pen-impan!an
$asa pa&a an&en! p$esto a&alah ku$an!n-a tan!!un! a5a4
ku$an! te$ampil4 ku$an! teliti4 &an +akto$ kelelahan pa&a
ka$-a5an. Ku$an!n-a tan!!un! a5a ka$ena ku$an!n-apen!a5asan men-eakan peke$a eke$a semaun-a
sen&i$i. Ku$an! te$ampil ka$ena ka$-a5an elum men!etahui
tahapan p$oses &an p$ose&u$ p$o&uksi -an! &itetapkan
ka$ena ku$an!n-a ekal ilmu -an! &ie$ikan pe$usahaan4 hal
ini se$in! munul pa&a ka$-a5an -an! a$u. Kelelahan pa&a
ka$-a5an u!a &apat men-eakan p$o&ukti9itas ka$-a5an
menu$un sehin!!a ku$an! teliti &an munul $asa seenakn-a&alam eke$a. Kelelahan ini se$in! te$a&i pa&a ka$-a5an
-an! men!amil am lemu$ &an melakukan peke$aan e$at.
<enu$ut ,u$a&i (2012)4 pen-ea munuln-a $asa -an!
ti&ak se$a!am &a$i +akto$ manusiapeke$a a&alah $asa lelah
menimulkan keti&ak hati8hatian pa&a peke$a. Kelelahan
men-eakan peke$a ti&ak $ileks saat eke$a. ;a$a

7/23/2019 Pm Acara 4 Ishikawa
http://slidepdf.com/reader/full/pm-acara-4-ishikawa 12/13
penan!!ulan!an &en!an memuat rolling untuk pen!e$aan
&an pemekalan ilmu pa&a ka$-a5an &en!an alan pelatihan.
E. KESIMPULAN
"esimpulan dari praktikum acara A# “Diagram #shikawa” adalah:
a. Diagram #shikawa adalah diagram yang menunjukkan penyea
penyea dari seuah masalah yang spesifik yang saling erkaitan.
. Dari hasil analisis diagram ishikawa dapat diketahui ahwa faktor cara
pengolahan, ahan aku, mesin, lingkungan , dan manusia
keempatnya memiliki pengaruh terhadap ketidakseragaman rasa pada
andeng presto.
c. Baktor yang paling erpengaruh adalah karena tidak adanya proses
pengawasan yang jelas dan peredaan *ariasi umu pada andeng.
d. Penanggulangan dapat dilakukan dengan cara peningkatan SOP pada
perusahaan dan penyeragaman kualitas awang dan kunyit seagai
umu.
DA"TAR PUSTAKA
8ose, Carun "anti. &'1&. Application of Fishbone Analysis for Evaluating Supply
hain and Business Process- A case study on the st !ames hospital"
#nternational 5ournal of Managing Aalue and -upply 4hains $#5MA-4).
Aol. (, o. &
E*ans. ;indsay. &''" An introduction to six sigma # process improvement
$pengantar six sigma%" -alema empat. 5akarta.
9heorghe. adia, 4armen. &'1'. Application of fishbone diagram to determine
the ris& of an event 'ith (ultiple causes . 5ournal Management research and
practice. Aol. & #ssue 1.

7/23/2019 Pm Acara 4 Ishikawa
http://slidepdf.com/reader/full/pm-acara-4-ishikawa 13/13
%adi, anwar. &''. Pemahaman dan penerapan #-!<#E4 1'&6:&''6. 9ramedia
5akarta.
%andes, Dicky.,dkk. &'1(. S) Pada Proses Produ&si *E+ di P, ./ ",B0"
#-E Aol. 10 o. &.
%argo, Dwi %arkit. &'1(. 1mplementasi (etode Pengendalian 0ualitas pada
Proses Produ&si ,ali 2afia 3itam dengan (engguna&an (etode Statisti& di
4 0arti&a Plasti& 5ombang" 5urnal #lmiah Mahasiswa 7ni*ersitas
-uraaya Aol.& o. 1.
%aslindah, . &'1(. Analisa Pengendalian (utu (inuman 2umput 6aut dengan
(engguna&an (etode Fishbone hart pada P," 5asuda di 0abupaten
,a&alar . Aolume , omor 10.
MaFarif, M. -yamsul. Canjung, %endri. &''0. (ana!emen Operasi. 9rasindo.5akarta.
-uradi. &'1&. Pengendalian 0ualitas Produ& Bandeng Presto dengan
(engguna&an (etode Fishbone Pada Perusahaan Sahabat Bandeng
Pang&ep. #;CE", Aol. , o. 10.
-uradi. &'1(. Pengendalian 0ualitas Produ& Bandeng Presto Pada Perusahaan
Sahabat Bandeng Pang&ep. #;CE", Aol. @, o. 10.