
PULSEPlastik enjeksiyon uygulamasında kalıp yüzeyinin ısı kontrolü üretim prosesini doğrudan...
4
AYTEK SOĞUTMA SİSTEMLERİ PULSE The Power to Save Energy. DİNAMİK SICAKLIK ve DEBİ KONTROL CİHAZI
Transcript of PULSEPlastik enjeksiyon uygulamasında kalıp yüzeyinin ısı kontrolü üretim prosesini doğrudan...
AYTEK SOĞUTMA SİSTEMLERİ
PULSEThe Power to Save Energy.
DİNAMİK SICAKLIK ve DEBİ KONTROL CİHAZI
Plastik enjeksiyon uygulamasında kalıp yüzeyinin ısı kontrolü üretim prosesini doğrudan etkiler. Yüksek kalıp sıcaklığı, ürünün yüzey kalitesini olumlu etkilemesine karşın, soğuma süresinin uzamasına ve çevrim süresinin de artmasına neden olur. Kalıp yüzey sıcaklığının düşmesi halinde ise soğuma süresi kısalır, fakat ürünün yüzey kalitesine faydası olmaz.
Geleneksel soğutma ve dinamik ısı kontrol sistemleri kalıp ısısının kontrolünü mevcut soğutma sistemine müdahale etmeden yapar. Geleneksel Soğutma uygulamasında sabit soğutma su akışı enjeksiyon prosesinin genelinde kullanılır. Genelde soğutma suyunun ısısı kalıp sıcaklığı ile aynı olur.
Dinamik ısı kontrol uygulamasında birim zamanda değişken su miktarı kullanarak, soğutma prosesi kesintiye uğratılır. Böylelikle soğutma süresi kısaltılarak kalıp sıcaklığı optimum seviyede tutulur. Kısalan soğutma süresi sayesinde enerji kullanım gereksinimi azalarak, enerji tasarrufu sağlanır.
Bilindiği üzere, geleneksel soğutma sisteminde, kalıp yüzey sıcaklığı ve kullanılan su miktarı sabittir. Dolayısıyla soğutma zamanı da sabittir.
Dinamik ısı kontrolünde ise kalıp yüzey sıcaklığı ölçülerek, değişken su miktarı ve sıcaklığı kullanarak bölgesel optimum yüzey sıcaklıkları elde edilir.
REFERANS KAYNAK: IMPROVE COOLING EFFECT OF INJECTION MOLDING BY PULSED-COOLING METHODShia-Chung Chen1,2, Pham Son Minh1,2,I-Sheng Hsieh3, Yan-Chen Chiou3 1Department of Mechanical Engineering, Chung Yuan Christian University, Taiwan, R.O.C. 2R&D Center for Mold and Molding Technology, Chung Yuan Christian University, Taiwan, R.O.C. 3CoreTech System (Moldex3D) Co., Ltd., ChuPei City, Hsinchu, Taiwan, R.O.C.
Neden PULSEtech ?
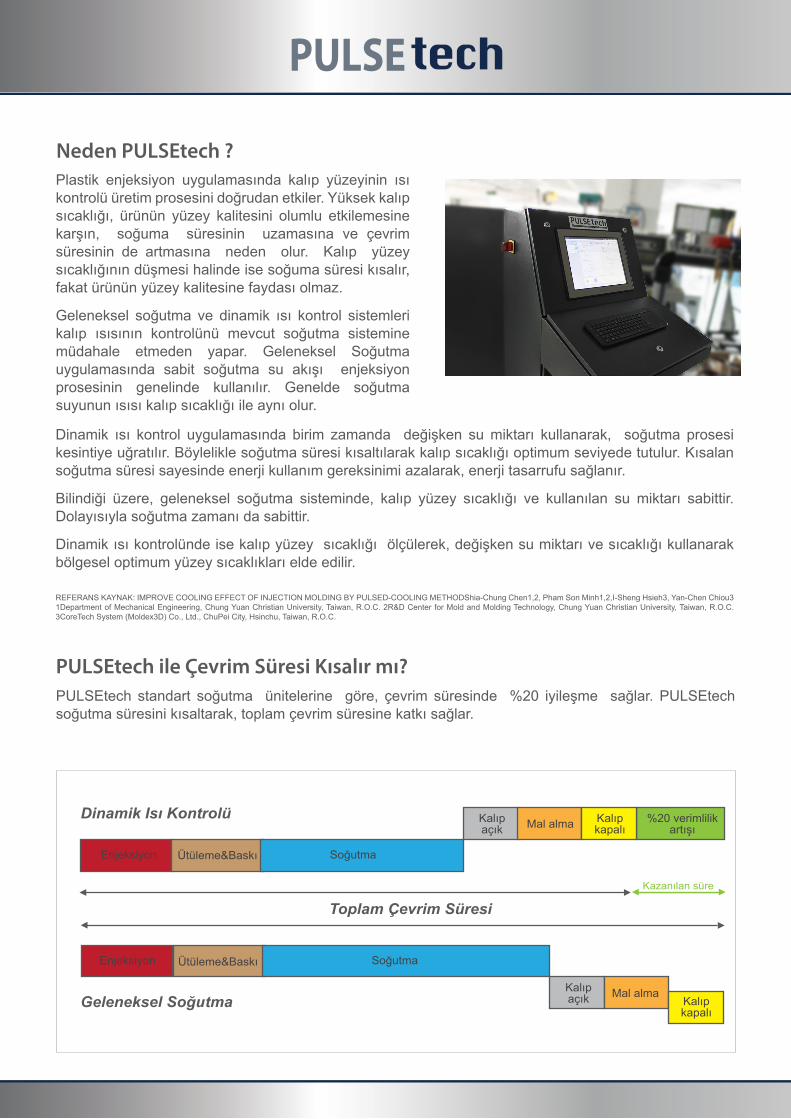
PULSEtech standart soğutma ünitelerine göre, çevrim süresinde %20 iyileşme sağlar. PULSEtech soğutma süresini kısaltarak, toplam çevrim süresine katkı sağlar.
PULSEtech ile Çevrim Süresi Kısalır mı?
Enjeksiyon Ütüleme&Baskı Soğutma
Enjeksiyon Soğutma
Kalıpaçık
KalıpkapalıMal alma
Kalıpaçık Kalıp
kapalı
Mal alma
Kazanılan süre
%20 verimlilikartışı
Dinamik Isı Kontrolü
Geleneksel Soğutma
Toplam Çevrim Süresi
PULSE
Ütüleme&Baskı
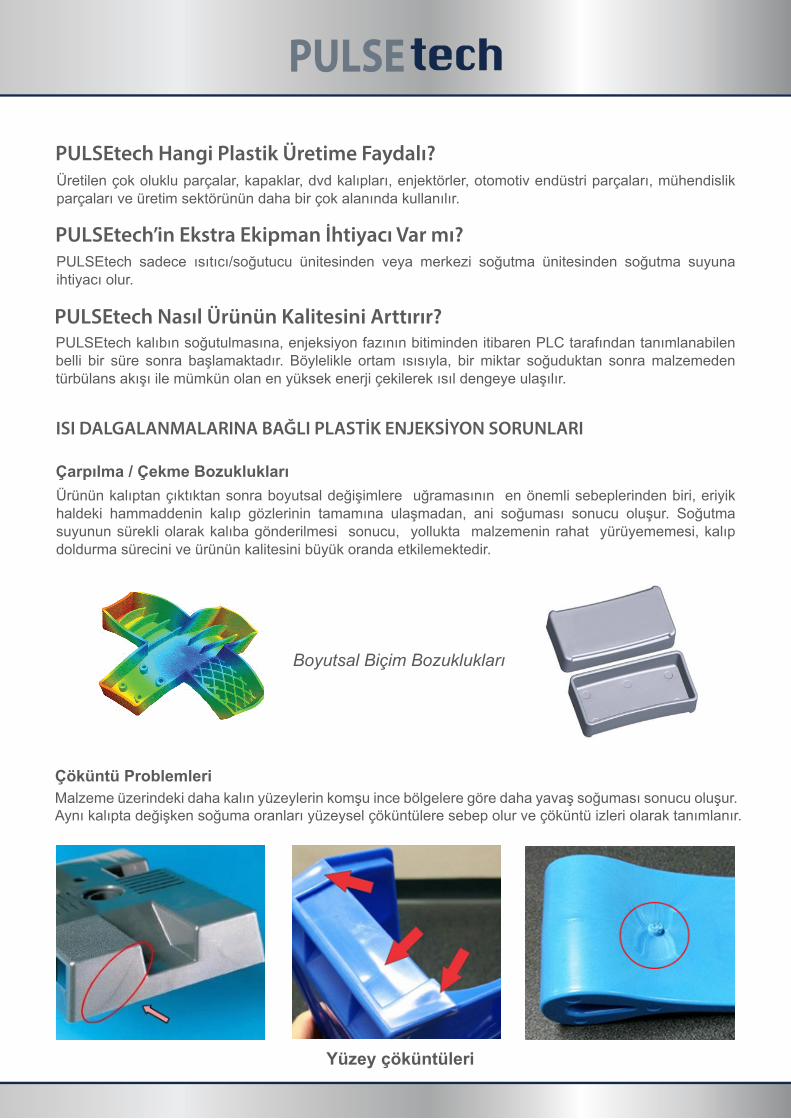
Malzeme üzerindeki daha kalın yüzeylerin komşu ince bölgelere göre daha yavaş soğuması sonucu oluşur. Aynı kalıpta değişken soğuma oranları yüzeysel çöküntülere sebep olur ve çöküntü izleri olarak tanımlanır.
ISI DALGALANMALARINA BAĞLI PLASTİK ENJEKSİYON SORUNLARI
Üretilen çok oluklu parçalar, kapaklar, dvd kalıpları, enjektörler, otomotiv endüstri parçaları, mühendislik parçaları ve üretim sektörünün daha bir çok alanında kullanılır.
PULSEtech sadece ısıtıcı/soğutucu ünitesinden veya merkezi soğutma ünitesinden soğutma suyuna ihtiyacı olur.
Ürünün kalıptan çıktıktan sonra boyutsal değişimlere uğramasının en önemli sebeplerinden biri, eriyik haldeki hammaddenin kalıp gözlerinin tamamına ulaşmadan, ani soğuması sonucu oluşur. Soğutma suyunun sürekli olarak kalıba gönderilmesi sonucu, yollukta malzemenin rahat yürüyememesi, kalıp doldurma sürecini ve ürünün kalitesini büyük oranda etkilemektedir.
PULSEtech kalıbın soğutulmasına, enjeksiyon fazının bitiminden itibaren PLC tarafından tanımlanabilen belli bir süre sonra başlamaktadır. Böylelikle ortam ısısıyla, bir miktar soğuduktan sonra malzemeden türbülans akışı ile mümkün olan en yüksek enerji çekilerek ısıl dengeye ulaşılır.
PULSEtech Nasıl Ürünün Kalitesini Arttırır?
PULSEtech Hangi Plastik Üretime Faydalı?
PULSEtech’in Ekstra Ekipman İhtiyacı Var mı?
Çarpılma / Çekme Bozuklukları
Çöküntü Problemleri
PULSE
Boyutsal Biçim Bozuklukları
Yüzey çöküntüleri
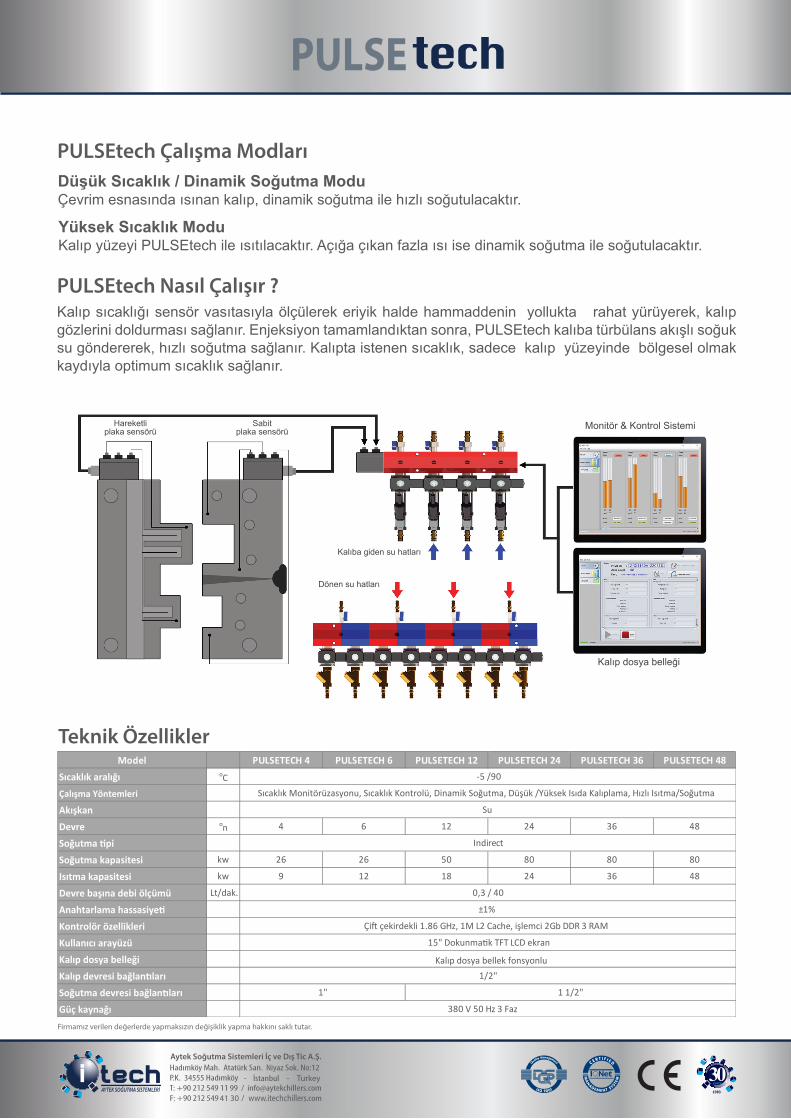
Kalıp sıcaklığı sensör vasıtasıyla ölçülerek eriyik halde hammaddenin yollukta rahat yürüyerek, kalıp gözlerini doldurması sağlanır. Enjeksiyon tamamlandıktan sonra, PULSEtech kalıba türbülans akışlı soğuk su göndererek, hızlı soğutma sağlanır. Kalıpta istenen sıcaklık, sadece kalıp yüzeyinde bölgesel olmak kaydıyla optimum sıcaklık sağlanır.
Düşük Sıcaklık / Dinamik Soğutma Modu Çevrim esnasında ısınan kalıp, dinamik soğutma ile hızlı soğutulacaktır.
Yüksek Sıcaklık ModuKalıp yüzeyi PULSEtech ile ısıtılacaktır. Açığa çıkan fazla ısı ise dinamik soğutma ile soğutulacaktır.
PULSEtech Nasıl Çalışır ?
PULSEtech Çalışma Modları
Teknik Özellikler
Hareketliplaka sensörü
Sabitplaka sensörü
Kalıba giden su hatları
Dönen su hatları
Monitör & Kontrol Sistemi
Kalıp dosya belleği
PULSE
Model PULSETECH 4 PULSETECH 6 PULSETECH 12 PULSETECH 24 PULSETECH 36 PULSETECH 48Sıcaklık aralığı oC
Çalışma Yöntemleri
AkışkanDevre on 4 6 12 24 36 48
Soğutma �piSoğutma kapasitesi kw 26 26 50 80 80 80
Isıtma kapasitesi kw 9 12 18 24 36 48
Devre başına debi ölçümü Lt/dak.
Anahtarlama hassasiye�Kontrolör özellikleriKullanıcı arayüzüKalıp dosya belleğiKalıp devresi bağlan�larıSoğutma devresi bağlan�larıGüç kaynağı 380 V 50 Hz 3 Faz
±1%
-5 /90
1"
Sıcaklık Monitörüzasyonu, Sıcaklık Kontrolü, Dinamik Soğutma, Düşük /Yüksek Isıda Kalıplama, Hızlı Isıtma/Soğutma
Su
0,3 / 40
Indirect
1/2"
1 1/2"
Çi� çekirdekli 1.86 GHz, 1M L2 Cache, işlemci 2Gb DDR 3 RAM
15" Dokunma�k TFT LCD ekran
Kalıp dosya bellek fonsyonlu
Firmamız verilen değerlerde yapmaksızın değişiklik yapma hakkını saklı tutar.
AYTEK SOĞUTMA SİSTEMLERİ41 30
Turkey
Aytek Soğutma Sistemleri İç ve Dış Tic A.Ş.










![Almanca yapısal kalıp kavram sözlüğü – Deutsches ...... · Almanca yapısal kalıp kavram sözlüğü – Deutsches Konjunktionen Wörterbuch [Mevlüt Baki Tapan] 2 Önsöz](https://static.fdocument.pub/doc/165x107/5e39a39ac0fe12102857235b/almanca-yapsal-kalp-kavram-szl-a-deutsches-almanca-yapsal.jpg)

![Almanca yapısal kalıp kavram sözlüğü – Deutsches ... · Almanca yapısal kalıp kavram sözlüğü – Deutsches Konjunktionen Wörterbuch [Mevlüt Baki Tapan] 1 Almanca Sözlük](https://static.fdocument.pub/doc/165x107/5b0dc4467f8b9a2c3b8db41b/almanca-yapisal-kalip-kavram-szlg-deutsches-yapisal-kalip-kavram-szlg.jpg)




