PIM IV Unip pim 4º semestre 2014
57
CURSO SUPERIOR DE TECNOLOGIA EM AUTOMAÇÃO INDUSTRIAL PROJETO INTEGRADO MULTIDISCIPLINAR PROJETO DE AUTOMATIZAÇÃO DE UM PROCESSO FÁBRIL. Trabalho Projeto Integrado Multidisciplinar apresentado no curso Tecnólogo em Automação Industrial da Universidade Paulista – UNIP, sob orientação do Prof. Giovanni Rizzo. São Paulo 2014
-
Upload
gpointgpointshop -
Category
Documents
-
view
362 -
download
21
description
PROJETO DE AUTOMATIZAÇÃO DE UM PROCESSO FÁBRIL. isotonicopim 4º semestre
Transcript of PIM IV Unip pim 4º semestre 2014
CURSO SUPERIOR DE TECNOLOGIA EM AUTOMAÇÃO INDUSTRIAL
PROJETO INTEGRADO MULTIDISCIPLINAR
PROJETO DE AUTOMATIZAÇÃO DE UM PROCESSO FÁBRIL.
Trabalho Projeto Integrado Multidisciplinar
apresentado no curso Tecnólogo em
Automação Industrial da Universidade
Paulista – UNIP, sob orientação do Prof.
Giovanni Rizzo.
São Paulo
2014
São Paulo 2014
2
AGRADECIMENTOS
Agradecemos a coragem que nos foi cedida para a criação do PIM,
a nossa família pela força e companheirismo, por nossas reuniões de grupo que nos
proporcionaram duvidas e vontade de supera-las, aos nossos professores que com
muita atenção e dedicação nos passaram todos os ensinamentos necessários para
a realização deste projeto.
Agradecemos em especial o professor Giovanni Rizzo que no
decorrer do curso se mostrou extremamente atencioso ao sanar nossas duvidas.
3
“Superar o fácil não tem mérito, é obrigação;
Vencer o difícil é glorificante;
Ultrapassar o outrora impossível é esplendoroso.”
Alexandre Forteles
4
RESUMO
Atualmente está cada vez mais difícil encontrar empresas na área alimentícia onde
em sua fábrica existem um número maior ou igual de funcionários do que máquinas
automatizadas. A tendência é que cada vez mais a indústria se adeque de forma
onde as máquinas automatizadas possam fazer todo ou quase todo o processo de
desenvolvimento de um produto, não apenas na área da alimentícia e sim em todas
as áreas onde possa ser adaptada a automação industrial.
Nos foi proposto que elaborássemos um sistema de produção automatizado para
uma empresa de pequeno porte onde o objetivo é que o contato manual de
funcionário com o produto seja cada vez mais restrito, esse sistema que criaremos
visa abaixar consideravelmente o custo do maquinário e mão de obra, pois diminuirá
de forma considerável a necessidade de funcionários na fábrica.
Palavras Chave: Automatizado; Indústria; Maquinário.

5
ABSTRACT
Currently it is increasingly difficult to find companies in the food area where its plant
there in a greater or equal number of employees than automated machines. The
trend is that more and more industry fits so where automated machines can do all or
most of the development process of a product, not just in the area of food but in all
areas where it can be adapted to industrial automation .
Was proposed that prepared an automated production for a small business where
the goal is that the employee hand contact with the product is increasingly restricted,
this system aims to create considerably lower the cost of machinery and labor
therefore diminish considerably the need for employees in the factory.
Key words: Automated; Industry; Machinery.
6
LISTAS DE ILUSTRAÇÕES
FIGURA 1: INDICAÇÃO DE DESEMPENHO DO SETOR.......................................................15
FIGURA 2: EXEMPLO DE SISTEMA DE ENVASE...............................................................18
FIGURA 3: SINAL DIGITAL FONTE: CLUBE DA ELETRÔNICA.............................................18
FIGURA 4: SINAL ANALÓGICO FONTE: CLUBE DA ELETRÔNICA.......................................19
FIGURA 5: ESQUEMA ELETRÔNICO FONTE: CLUBE DA ELETRÔNICA................................20
FIGURA FIGURA 6: ESQUEMA REAL FONTE: CLUBE DA ELETRÔNICA...............................20
FIGURA 7: ESQUEMA ELETRÔNICO PNP: FONTE: CLUBE DA ELETRÔNICA.....................21
FIGURA 8: CHAVE BOIA FONTE: CLUBE DA ELETRÔNICA...............................................23
FIGURA 9: APLICAÇÃO DA CHAVE BÓIA FONTE: CLUBE DA ELETRÔNICA......................24
FIGURA 10: INVERSOR DE FREQUÊNCIA TOSHIBA FONTE: WWW.MSTOSHIBA.COM.BR...25
FIGURA 11: SENSOR PT100 FONTE: WWW.ADDTHERM.COM.BR....................................28
FIGURA 12: VÁLVULA SOLENOIDE FONTE: WWW.DANFOSS.COM....................................30
FIGURA 13: MEDIDORES DE PRESSÃO..........................................................................34
FIGURA 14: MOTORES ELÉTRICOS DE INDUÇÃO TRIFÁSICO TOSHIBA FONTE:
WWW.MSTOSHIBA.COM.BR......................................................................................35
FIGURA 15: PLANTA DO AUTOCAD FONTE: DO PRÓPRIO AUTOR....................................37
7
SUMÁRIO
1. INTRODUÇÃO......................................................................................................................9
1.1 Justificativa..............................................................................................................10
1.2 Objetivos..................................................................................................................11
2 A FORÇA DO SETOR DE ALIMENTOS.........................................................................13
2.1 Balança Comercial............................................................................................................13
3 FABRICAÇÃO DE ISOTÔNICOS...................................................................................15
4 PORQUE AUTOMAÇÃO?..............................................................................................15
5 FUNCIONAMENTO BÁSICO DO PROJETO.................................................................16
6 ELEMENTOS DE PROJETO..........................................................................................17
6.1 Atuadores e Sensores..............................................................................................17
6.2 Chave de nível bóia.................................................................................................23
6.3 Inversor de Frequência...........................................................................................25
6.4 PT100........................................................................................................................28
6.5 Válvulas Solenoides:...............................................................................................30
6.5.1 Funcionamento da Válvula Solenoide.................................................31
6.6 Microcontrolador....................................................................................................32
6.6.1 Principais Características..................................................................32
6.7 Válvulas Direcionais...............................................................................................32
6.7.1 Vias......................................................................................................33
6.7.2 Posições..............................................................................................33
6.7.3 Características funcionais das válvulas...........................................33
6.8 Medidores de pressão diferencial..........................................................................34
6.9 Motores trifásicos....................................................................................................35
7 PLANTA NO AUTOCAD.................................................................................................37
8 PROGRAMA E LISTA DE INSTRUÇÕES......................................................................37
9 CONCLUSÃO.................................................................................................................44
10 REFERÊNCIAS BLIBIOGRÁFICAS................................................................................44
8
1
1. INTRODUÇÃO
Este projeto contempla a automação de uma nova linha de produtos
de uma pequena empresa do ramo alimentício onde o foco é criação de uma nova
planta automatizada de bebidas isotônicas seguindo as exigências dos órgãos de
fiscalização e aumentando a produtividade e lucratividade com o menor custo
possível deste sistema automatizado.
Para que seja possível os testes e realização do projeto,
passaremos pelas seguintes etapas:
Análise da necessidade do projeto
Desenvolvimento do projeto automatizado
Especificação de equipamentos utilizados.
Fluxograma de desenvolvimento.
Dessa forma procuramos desenvolver o trabalho solicitado, tendo por base uma
pesquisa sólida referente a produção envase de líquidos.
9
1.1 Justificativa
A higiene, a limpeza e a sanitização de todas as etapas do
processamento na indústria são fundamentais para a segurança e qualidade dos
alimentos. Devido à diversificação de produtos, as empresas de alimentos para
evitar perdas econômicas e problemas de saúde pública, necessitam da implantação
de programas rígidos de higiene e sanitização em suas fábricas, quase que
específicos para cada produto elaborado. Programas visando condições ideais de
trabalho e eliminação dos microrganismos deteriorantes. Uma das principais fontes
de contaminação microbiana nos alimentos se dá no contato não higienizado do
operador com o alimento. Deve-se a isso a proposta que nos foi dada onde o
objetivo é deixar o mais restrito possível o contato do operador com o processo,
visando sempre às normas sanitária e normas de qualidade.
A automação possibilita grandes incrementos na produtividade do
trabalho, possibilitando que as necessidades básicas da população possam ser
atendidas. Além de aumentar a produção, os equipamentos automatizados
possibilitam uma melhora na qualidade do produto, uniformizando a produção,
eliminando perdas e refugos.
O microcontrolador permite flexibilidade ao processo de fabricação,
ou seja, permite que os produtos sejam produzidos conforme as especificações do
mercado, evitando que se produzam estoques de produtos invendáveis.
As características citadas acima mostram que o microcontrolador,
possibilita que não haja nem escassez nem desperdício, com melhor qualidade de
vida e de produção, aliada a um menor esforço.
Com isso fica evidente que com a automatização do processo os
benefícios que o mesmo trás, como por exemplo, diminuição de erros humanos na
fabricação, maior lucratividade e produtividade, menor desperdício de matéria-prima
e economia de energia.
10
1.2 Objetivos
O objetivo deste PIM (Projeto Integrado Multidisciplinar) é
elaboração de uma nova planta automatizada para bebidas isotônicas visando a
maior eficiência do sistema produtivo.
Temos como objetivo a elaboração do projeto, implementação dos
equipamentos, aumentar de forma considerável a produtividade e lucratividade da
empresa para que a mesma consiga a inserção em um novo segmento de mercado
de uma forma competitiva em uma nova área de atuação.
A automação industrial é muito mais que um simples investimento
para modernização de uma fábrica ou determinado processo, ela é a certeza de que
seu processo seguirá um procedimento padrão de fabricação, sendo assim uma
aliada aos operadores do processo, pois ela permite uma rápida identificação das
falhas e um diagnóstico detalhado das ocorrências que geraram estas falhas,
também ajuda na identificação de riscos futuros que possam significar um potencial
atraso ou perda de produção. Com o auxilio da automação alarmes indicativos
luminosos ou sonoros ajudam a identificar um desvio do processo possibilitando ao
operador tempo hábil para corrigi-lo e assim evitar prejuízos para a empresa.
Podemos destacar entre as principais vantagens do uso da
automação industrial:
• Identificação das falhas de processo e agilidade nas ações a serem
tomadas através de informações recebidas por sensores, transmissores e etc;
• Controle centralizado ou distribuído em pontos estratégicos do
processo;
• Controle automático das malhas de temperaturas, pressões, níveis
e etc;
• Proteção de motores pela leitura de suas correntes, diminuindo a
carga quando esta chegar próximo aos limites estabelecidos no sistema;
• Rastreabilidade total da operação, ocorrências e falhas do
processo;
• Relatórios de produção por turno, dia ou período selecionado;

11
• Interligação dos dados do sistema de automação com a rede
corporativa, disponibilizando assim as informações para qualquer sistema de
gerenciamento;
• Diminuição de perdas ou refugos;
• Segurança, pois substitui o homem em atividades de risco;
• Qualidade do produto final;
12
2 A FORÇA DO SETOR DE ALIMENTOS
Das portas das indústrias de alimentos e bebidas saem produtos
que equivalem a 9,5% do Produto Interno Bruto (PIB) do Brasil, que além de criar
um número crescente de empregos, geram um saldo comercial superior àquele
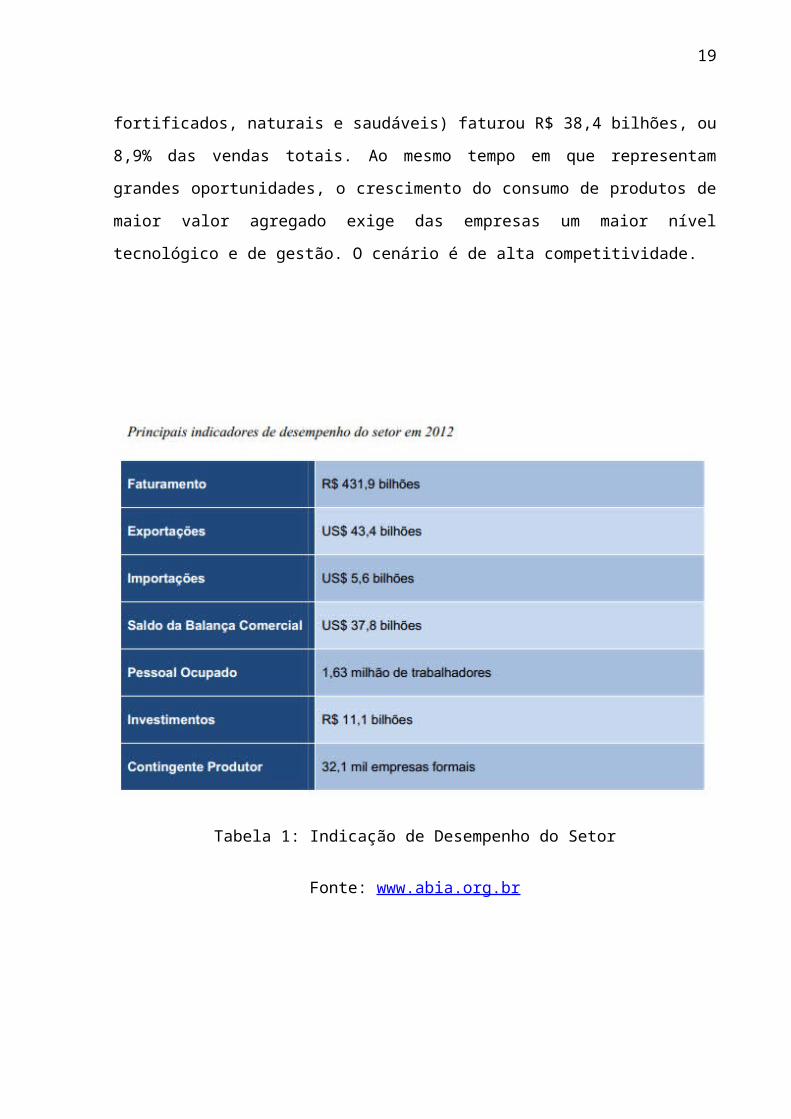
criado por todo o restante da economia. O faturamento das empresas do setor
somou R$ 431,9 bilhões em 2012, sendo R$ 353,9 bilhões em alimentos e R$ 78
bilhões em bebidas. Esse desempenho coloca o setor como o primeiro maior em
valor bruto de produção da indústria de transformação.
2.1 Balança Comercial
Do total de vendas, US$ 43,4 bilhões foram exportados, o que
equivale a R$ 84,8 bilhões, ou 20% das vendas totais do setor. De outro lado, as
importações de alimentos são bem menos significativas e concentradas em trigo,
totalizando US$ 5,6 bilhões. Isso faz do setor da alimentação um dos mais
relevantes para a geração de saldo comercial positivo, atingindo em 2012 US$ 37,8
bilhões, acima do saldo comercial da economia brasileira como um todo, de US$
19,4 bilhões. Embora os alimentos semielaborados tenham grande peso nos
resultados totais das exportações do setor, os segmentos que exportam alimentos
processados alcançaram posições de liderança no comércio mundial. Açúcares,
carnes e derivados, suco de laranja, café solúvel e farelo de soja são os cinco
principais segmentos exportadores de industrializados e, no caso dos três primeiros,
são líderes mundiais.
2.2 Investimento e emprego
Diante do crescimento das demandas internas e externas, as
fabricantes de alimentos e bebidas têm investido em capacidade e eficiência
produtivas. Em 2012, apesar do agravamento da crise internacional, os
investimentos no setor somaram R$ 11,1 bilhões. É importante salientar que o
crescimento das vendas e dos investimentos tem se mantido constante, até mesmo
à revelia da desaceleração econômica. Em 2012, apesar do crescimento tímido do
13
PIB brasileiro, as vendas reais do setor cresceram 4,6%. Esse crescimento tem
refletido também no aumento dos empregos. Em 2012, a indústria empregou 1,63
milhão de trabalhadores. Desde 1992, o número de empregados do setor cresceu
91,8% O ritmo anual de crescimento foi de 3,3% significativamente acima da média
da indústria da transformação, de 2,6% ao ano. Competição e tecnologia Também
do ponto de vista dos produtos, a indústria sofreu uma grande evolução nas últimas
duas décadas. A população brasileira migrou fortemente dos alimentos in natura
para os processados. Hoje, 85% dos alimentos consumidos no país passam por
algum processamento industrial, contra 70% em 1990 e apenas 56% em 1980. Além
disso, a indústria também tem explorado, de forma crescente, novos nichos de
produtos, como os alimentos e bebidas funcionais e dietéticos. Em 2012, o
segmento de produtos de saúde e bem-estar (diet, light, funcionais, fortificados,
naturais e saudáveis) faturou R$ 38,4 bilhões, ou 8,9% das vendas totais. Ao mesmo
tempo em que representam grandes oportunidades, o crescimento do consumo de
produtos de maior valor agregado exige das empresas um maior nível tecnológico e
de gestão. O cenário é de alta competitividade.
14
Tabela 1: Indicação de Desempenho do Setor
Fonte: www.abia.org.br
3 FABRICAÇÃO DE ISOTÔNICOS
Devido ao crescimento de adeptos do esporte e de uma vida mais
saudável, as bebidas isotônicas estão sendo cada vez mais consumidas, não
apenas para matar a sede, mas desempenhando um papel fundamental para a
hidratação e reposição de eletrólitos perdidos na atividade física. Muito apreciadas,
principalmente em climas quentes e úmidos como nossa região sul mato-grossense,
possibilitam um melhor rendimento na prática esportiva.
4 PORQUE AUTOMAÇÃO?
As principais vantagens da automação consistem em produzir mais
produtos, em menor tempo e com maior qualidade, com a menor intervenção
humana possível. Também é possível otimizar os processos usando os
15
equipamentos responsáveis pela produção, de forma a obter seu melhor rendimento
e diminuir a carga em horários de ponta, quando a energia é mais cara, e diminuir os
gastos com a concessionária. “A introdução da automação foi muito importante para
os processos produtivos porque se minimizou a variabilidade de resultados que era
muito alta com a interferência do homem. Agora temos repetição de processos com
qualidade assegurada”
A automação também permitiu a inclusão de práticas fabris que
visam melhorar os processos, como programa do Six Sigma. As indústrias que
seguem esse modelo de qualidade garantem apenas um defeito a cada um bilhão
de produtos fabricados, padrão este de qualidade inserido no Brasil há
aproximadamente 15 anos.
A manutenção é outro item que pode ser beneficiado com a
implantação de processos automatizados, já que, com o monitoramento completo
das máquinas é possível verificar seu funcionamento e realizar os programas de
manutenção preditiva. Antes da automação as manutenções predominantes eram a
corretiva e a preventiva. Até mesmo esta última foi melhorada, porque, antes da
automação, as máquinas eram paralisadas periodicamente e tinham suas peças
trocadas, mesmo que ainda não apresentassem problema.
5 FUNCIONAMENTO BÁSICO DO PROJETO
O nosso projeto tem por base o controle de dosagem e nível de dois tanques (A e
B), esses tanques farão a dosagem de seus produtos para o tanque (C) que é
nomeado de “Tanque do Misturador”, nesse tanque o produto A e B serão
misturados e depois serão dosados em garrafas que serão tampadas e enviadas
para o setor de embalagem.
O tanque do misturador terá um controle de temperatura que será feito através de
um sensor PTC instalado dentro do tanque e que ao sentir a variação de calor e o
valor ultrapassar o seu limite fará com que o Inversor que está acionando o motor do
16
misturador desarme por segurança até que a temperatura no tanque volte ao
normal.
6 ELEMENTOS DE PROJETO
Dentro de nosso projeto, usaremos uma série de equipamentos
elétricos e pneumáticos que serão mencionados à seguir:
6.1 Atuadores e Sensores
Atuador é um elemento que produz movimento, atendendo a
comandos que podem ser manuais, elétricos ou mecânicos. Como exemplo, pode-
se citar atuadores de movimento induzido por cilindros pneumáticos ou cilindros
hidráulicos e motores (dispositivos rotativos com acionamento de diversas
naturezas). Tal como o nome sugere, deve obedecer comandos. Sendo geralmente
acoplados a um sistema conhecido como malha fechada, eles informam ao sistema
de comando se a tarefa solicitada foi executada. Uma das formas de fazer isso é por
meio de transdutores de posição como potenciômetros e encoders.
Também são atuadores dispositivos como válvulas, contatores, pás,
cancelas ou qualquer elemento que realize um comando recebido de outro
dispositivo, com base em uma entrada ou critério a ser seguido.
Hoje em dia é raro encontrar alguma máquina que não possua
sensores, pois estes são responsáveis por grande parte das informações que
possibilitam o funcionamento de uma máquina como o próprio nome sugere,
sensores são dispositivos capazes de “sensorear”, monitorar, detectar algo. O
sensor ideal depende basicamente do material a ser detectado, e para uma
especificação correta devem-se conhecer as principais famílias de sensores, suas
características e vantagens.
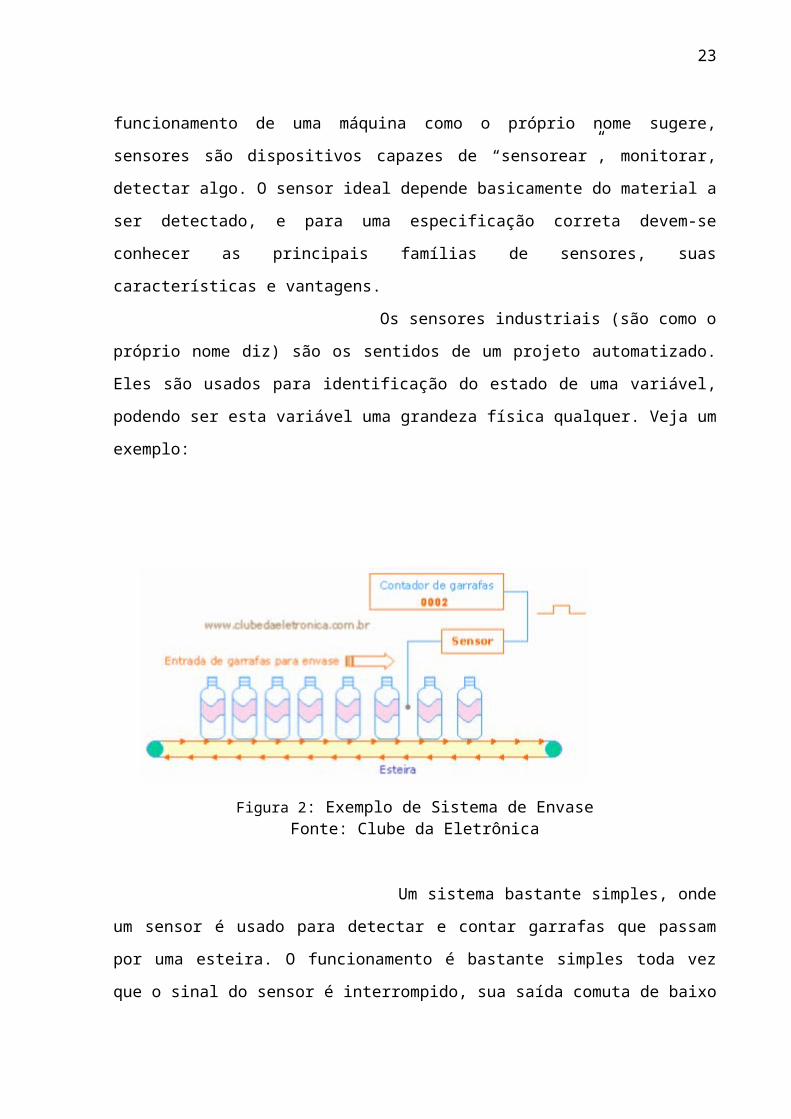
Os sensores industriais (são como o próprio nome diz) são os
sentidos de um projeto automatizado. Eles são usados para identificação do estado
de uma variável, podendo ser esta variável uma grandeza física qualquer. Veja um
exemplo:
17
Figura 2: Exemplo de Sistema de EnvaseFonte: Clube da Eletrônica
Um sistema bastante simples, onde um sensor é usado para
detectar e contar garrafas que passam por uma esteira. O funcionamento é bastante
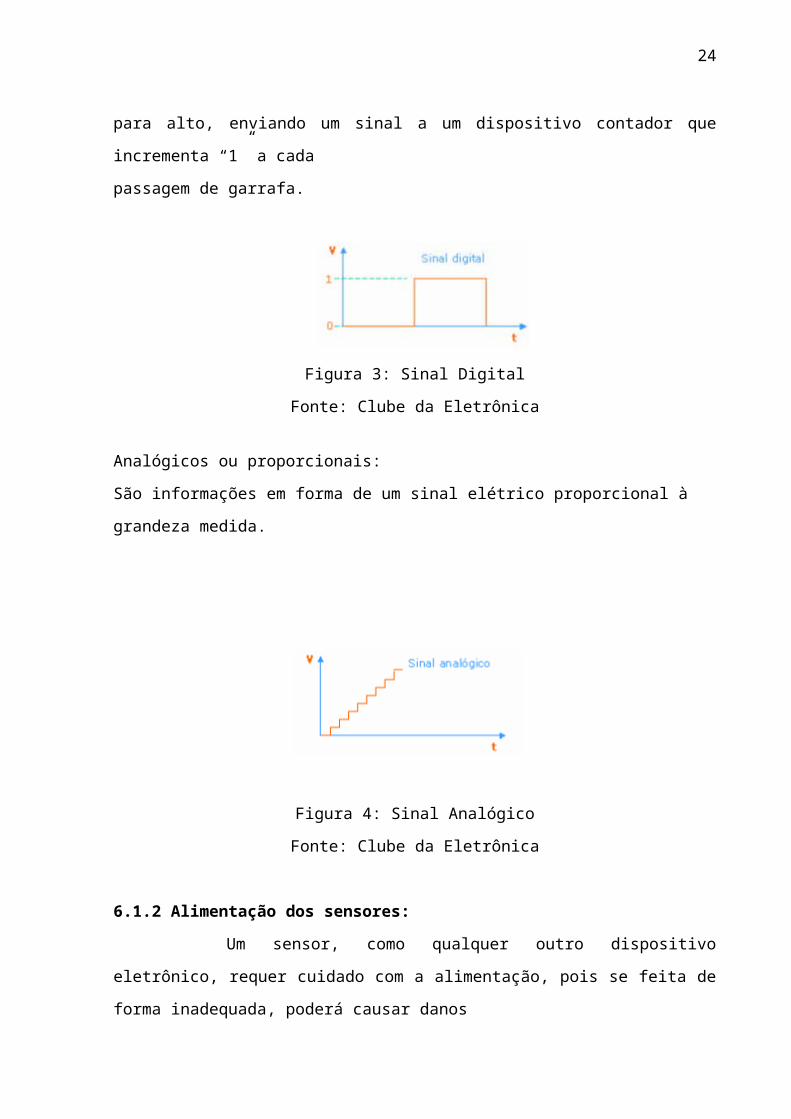
simples toda vez que o sinal do sensor é interrompido, sua saída comuta de baixo
para alto, enviando um sinal a um dispositivo contador que incrementa “1” a cada
passagem de garrafa.
Figura 3: Sinal Digital
Fonte: Clube da Eletrônica
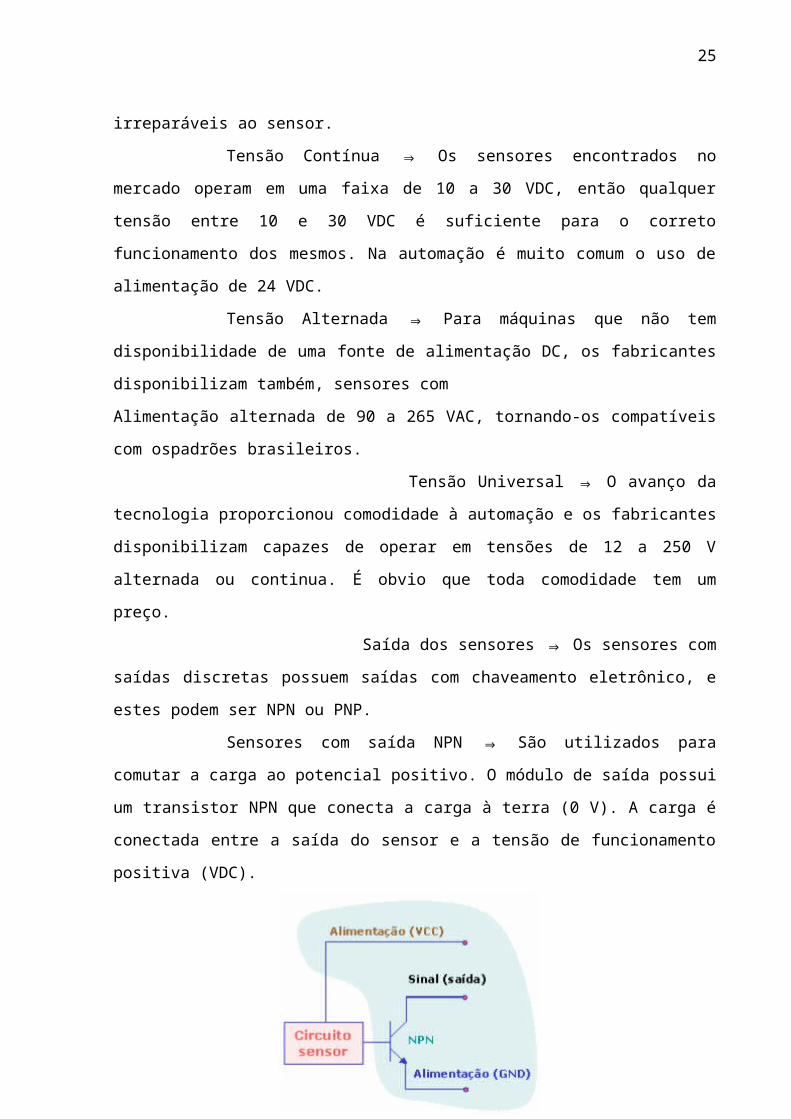
Analógicos ou proporcionais:
São informações em forma de um sinal elétrico proporcional à grandeza medida.
18
Figura 4: Sinal Analógico
Fonte: Clube da Eletrônica
6.1.2 Alimentação dos sensores:
Um sensor, como qualquer outro dispositivo eletrônico, requer
cuidado com a alimentação, pois se feita de forma inadequada, poderá causar danos
irreparáveis ao sensor.
Tensão Contínua ⇒ Os sensores encontrados no mercado operam
em uma faixa de 10 a 30 VDC, então qualquer tensão entre 10 e 30 VDC é
suficiente para o correto funcionamento dos mesmos. Na automação é muito comum
o uso de alimentação de 24 VDC.
Tensão Alternada ⇒ Para máquinas que não tem disponibilidade de
uma fonte de alimentação DC, os fabricantes disponibilizam também, sensores com
Alimentação alternada de 90 a 265 VAC, tornando-os compatíveis com ospadrões
brasileiros.
Tensão Universal ⇒ O avanço da tecnologia proporcionou
comodidade à automação e os fabricantes disponibilizam capazes de operar em
tensões de 12 a 250 V alternada ou continua. É obvio que toda comodidade tem um
preço.
Saída dos sensores ⇒ Os sensores com saídas discretas possuem
saídas com chaveamento eletrônico, e estes podem ser NPN ou PNP.
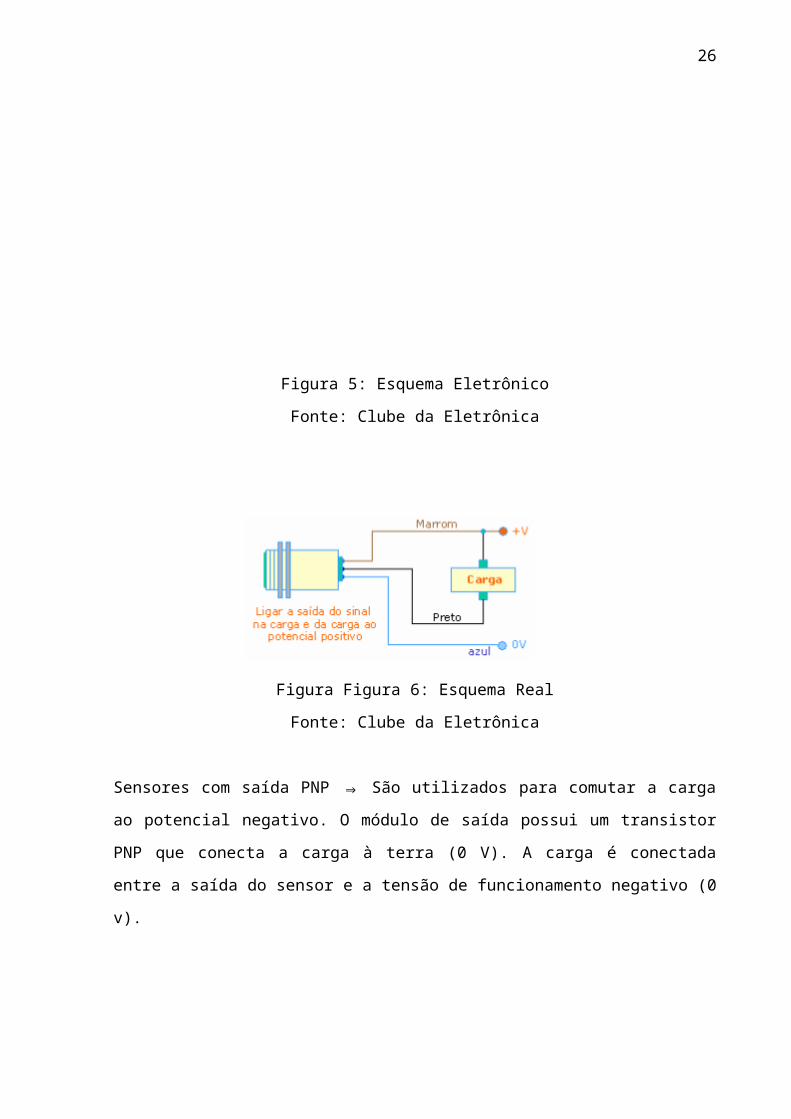
Sensores com saída NPN ⇒ São utilizados para comutar a carga ao
potencial positivo. O módulo de saída possui um transistor NPN que conecta a carga
à terra (0 V). A carga é conectada entre a saída do sensor e a tensão de
funcionamento positiva (VDC).
19
Figura 5: Esquema Eletrônico
Fonte: Clube da Eletrônica
Figura Figura 6: Esquema Real
Fonte: Clube da Eletrônica
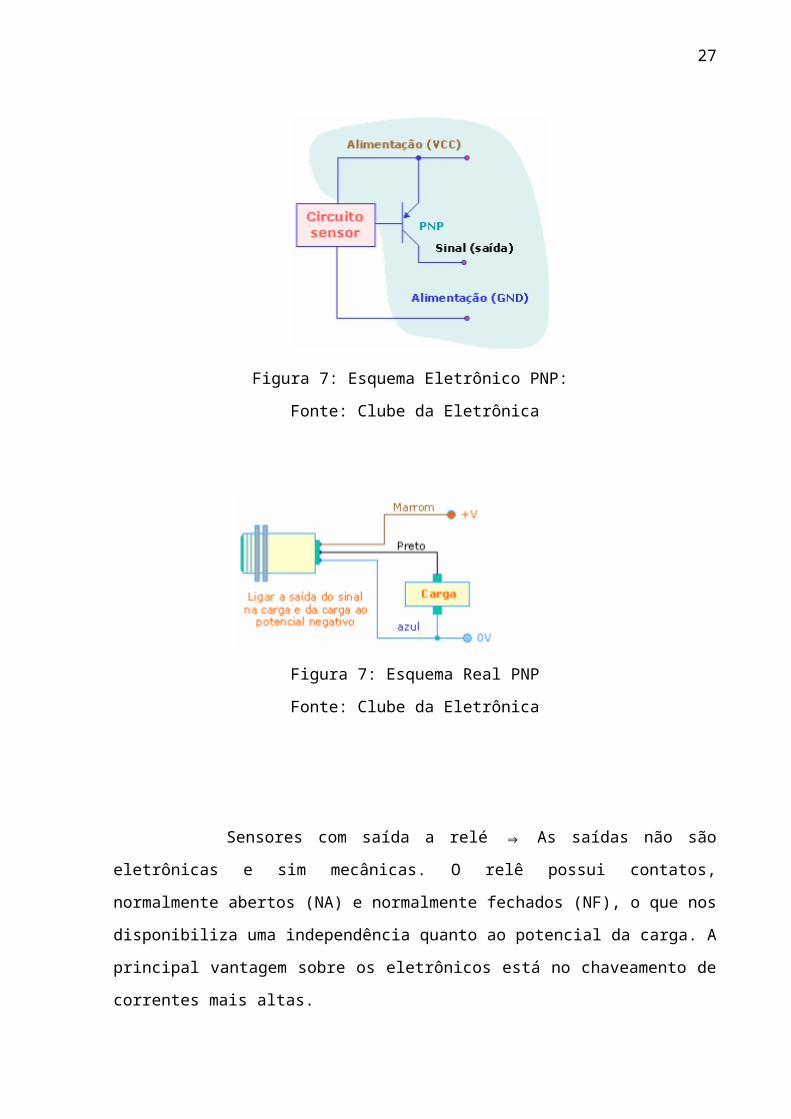
Sensores com saída PNP ⇒ São utilizados para comutar a carga ao potencial
negativo. O módulo de saída possui um transistor PNP que conecta a carga à terra
(0 V). A carga é conectada entre a saída do sensor e a tensão de funcionamento
negativo (0 v).

20
Figura 7: Esquema Eletrônico PNP:
Fonte: Clube da Eletrônica
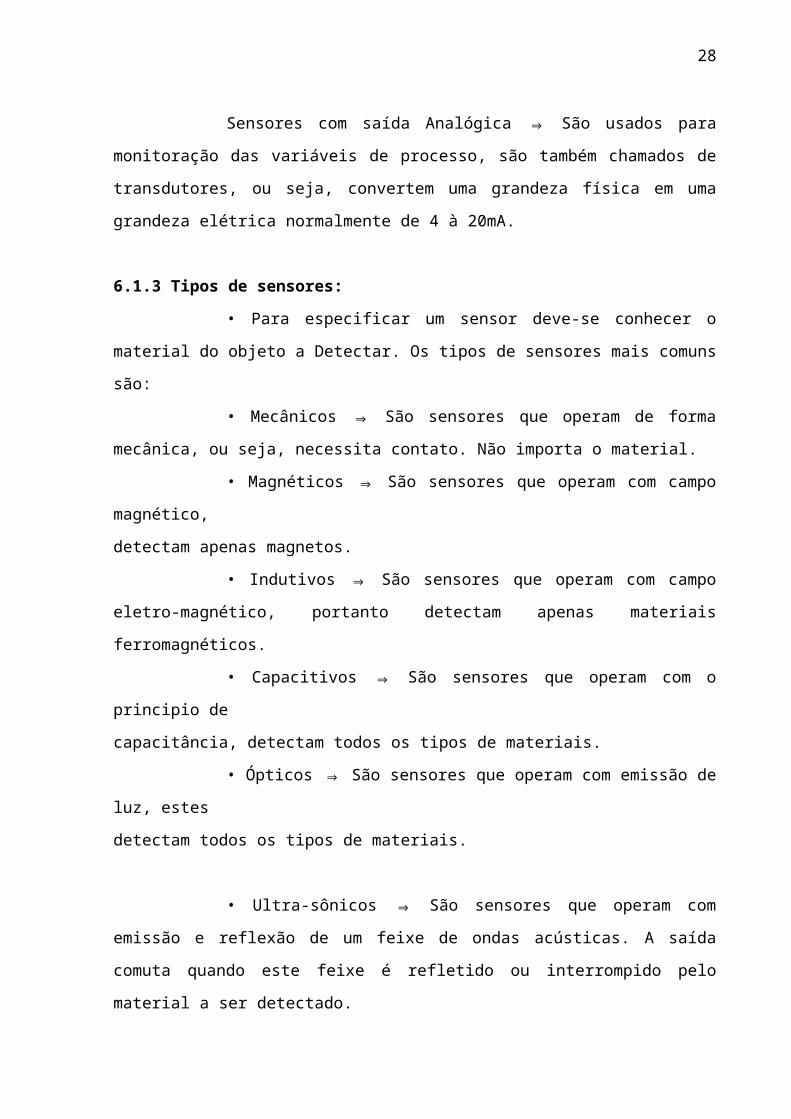
Figura 7: Esquema Real PNP
Fonte: Clube da Eletrônica
Sensores com saída a relé ⇒ As saídas não são eletrônicas e sim
mecânicas. O relê possui contatos, normalmente abertos (NA) e normalmente
fechados (NF), o que nos disponibiliza uma independência quanto ao potencial da
carga. A principal vantagem sobre os eletrônicos está no chaveamento de correntes
mais altas.
Sensores com saída Analógica ⇒ São usados para monitoração das
variáveis de processo, são também chamados de transdutores, ou seja, convertem
uma grandeza física em uma grandeza elétrica normalmente de 4 à 20mA.
21
6.1.3 Tipos de sensores:
• Para especificar um sensor deve-se conhecer o material do objeto
a Detectar. Os tipos de sensores mais comuns são:
• Mecânicos ⇒ São sensores que operam de forma mecânica, ou
seja, necessita contato. Não importa o material.
• Magnéticos ⇒ São sensores que operam com campo magnético,
detectam apenas magnetos.
• Indutivos ⇒ São sensores que operam com campo eletro-
magnético, portanto detectam apenas materiais ferromagnéticos.
• Capacitivos ⇒ São sensores que operam com o principio de
capacitância, detectam todos os tipos de materiais.
• Ópticos ⇒ São sensores que operam com emissão de luz, estes
detectam todos os tipos de materiais.
• Ultra-sônicos ⇒ São sensores que operam com emissão e reflexão
de um feixe de ondas acústicas. A saída comuta quando este feixe é refletido ou
interrompido pelo material a ser detectado.
• Pressão (pressostato) ⇒ São sensores que operam comparando
duas pressões sendo uma pré-fixada e a outra é a pressão em um determinado
ponto da linha.
Um tipo de sensor encontrado em uma grande quantidade de
aplicações é o sensor fotoelétrico. Estes sensores utilizados numa infinidade de
aplicações, indodesde sistemas de segurança, controle, máquinas industriais,
equipamento médico e eletrônica embarcada. A finalidade de um sensor fotoelétrico
é converter um sinal luminoso (luz ou sombra) num sinal elétrico que possa ser
processado por um circuito eletrônico.
22
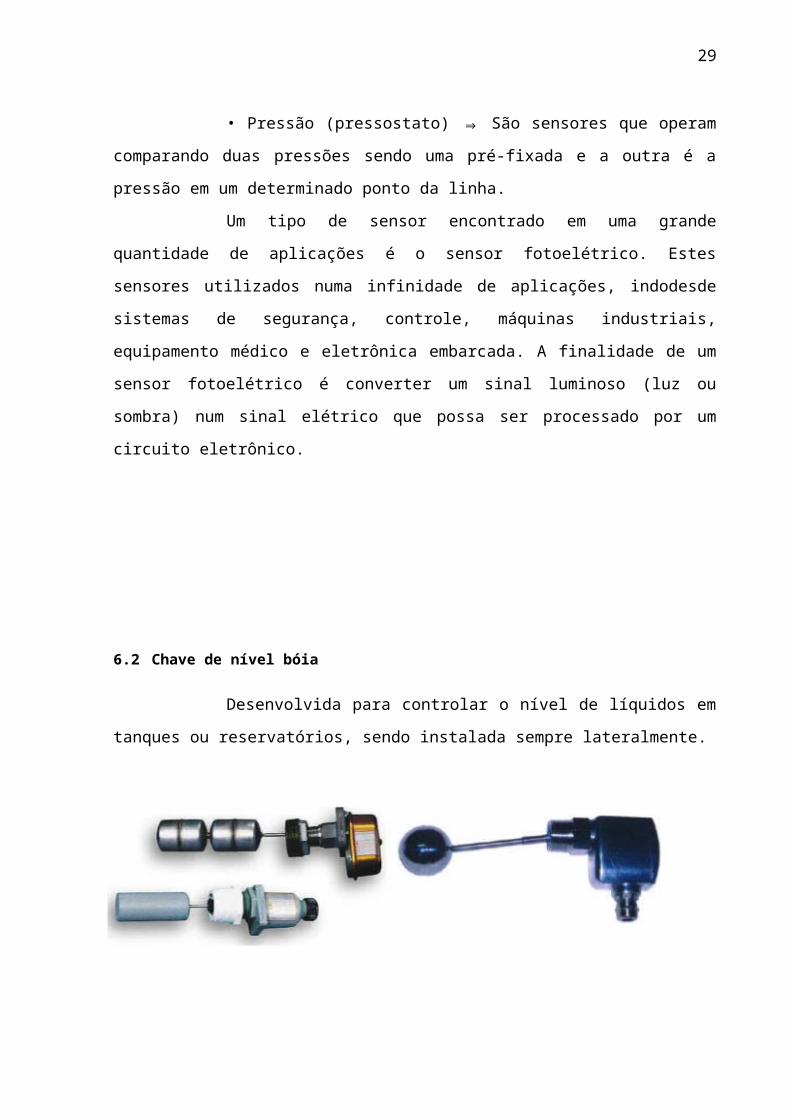
6.2 Chave de nível bóia
Desenvolvida para controlar o nível de líquidos em tanques ou
reservatórios, sendo instalada sempre lateralmente.
Figura 14. Chave bóia
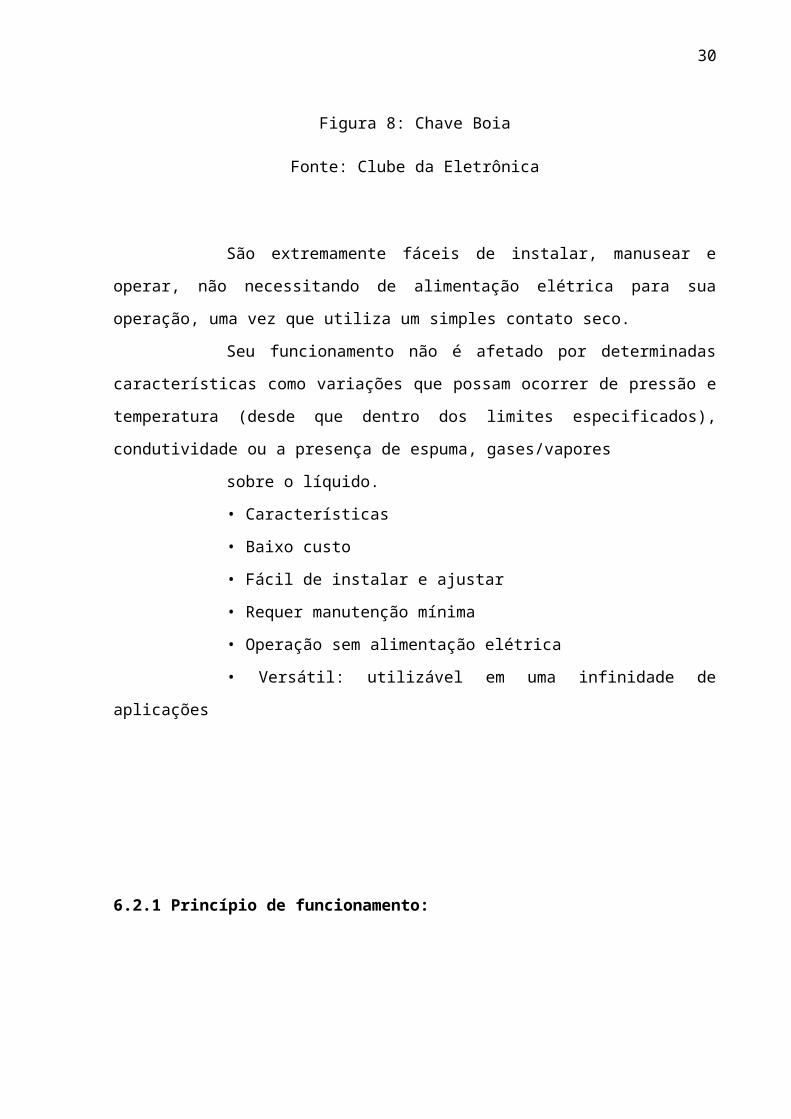
Figura 8: Chave Boia
Fonte: Clube da Eletrônica
São extremamente fáceis de instalar, manusear e operar, não
necessitando de alimentação elétrica para sua operação, uma vez que utiliza um
simples contato seco.
Seu funcionamento não é afetado por determinadas características
como variações que possam ocorrer de pressão e temperatura (desde que dentro
dos limites especificados), condutividade ou a presença de espuma, gases/vapores
sobre o líquido.
• Características
• Baixo custo
• Fácil de instalar e ajustar
• Requer manutenção mínima
• Operação sem alimentação elétrica
• Versátil: utilizável em uma infinidade de aplicações
6.2.1 Princípio de funcionamento:
23
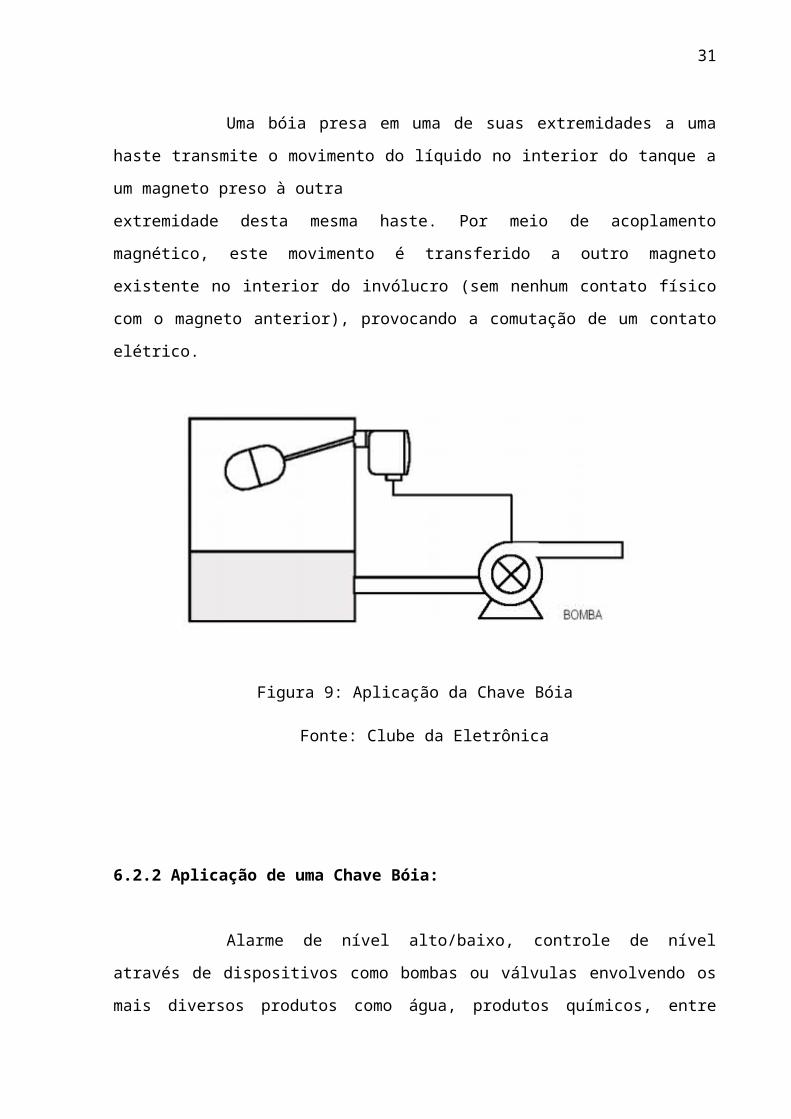
Uma bóia presa em uma de suas extremidades a uma haste
transmite o movimento do líquido no interior do tanque a um magneto preso à outra
extremidade desta mesma haste. Por meio de acoplamento magnético, este
movimento é transferido a outro magneto existente no interior do invólucro (sem
nenhum contato físico com o magneto anterior), provocando a comutação de um
contato elétrico.
Figura 9: Aplicação da Chave Bóia
Fonte: Clube da Eletrônica
6.2.2 Aplicação de uma Chave Bóia:
Alarme de nível alto/baixo, controle de nível através de dispositivos
como bombas ou válvulas envolvendo os mais diversos produtos como água,
produtos químicos, entre outros, seja em tanques ou reservatórios são algumas
aplicações típicas desta chave.
24
6.3 Inversor de Frequência
Figura 10: Inversor de Frequência TOSHIBA
Fonte: www.mstoshiba.com.br
Os conversores de frequência, também conhecidos como inversores
de frequência, são dispositivos eletrônicos que convertem a tensão da rede
alternada senoidal, em tensão contínua e finalmente convertem esta última, em uma
tensão de amplitude e frequência variáveis. A denominação Inversor ou Conversor é
bastante controversa, sendo que alguns fabricantes utilizam Inversor e outros
Conversor. Inerentemente ao projeto básico de um Conversor de Frequência,
teremos na entrada o bloco retificador, o circuito intermediário composto de um
banco de capacitores eletrolíticos e circuitos de filtragem de alta frequência e
finalmente o bloco inversor, ou seja, o inversor na verdade é um bloco composto de
transistores IGBT, dentro do conversor. Na indústria entretanto, ambos os termos
são imediatamente reconhecidos, fazendo alusão ao equipamento eletrônico de
potência que controla a velocidade ou torque de motores elétricos.
25
Eles são usados em motores elétricos de indução trifásicos para
substituir os rústicos sistemas de variação de velocidades mecânicos, tais como
polias e variadores hidráulicos, bem como os custosos motores de corrente contínua
pelo conjunto motor assíncrono e inversor, mais barato, de manutenção mais
simples e reposição profusa.
Os conversores de frequência costumam também atuar como
dispositivos de proteção para os mais variados problemas de rede elétrica que se
pode ocorrer, como desbalanceamento entre fases, sobrecarga, queda de tensão,
etc. Normalmente, os conversores são montados em painéis elétricos, sendo um
dispositivo utilizado em larga escala na automação industrial. Podem trabalhar em
interfaces com computadores, centrais de comando, e conduzir, simultaneamente,
dezenas de motores, dependendo do porte e tecnologia do dispositivo.
Os conversores costumam ser dimensionados mais precisamente,
pela corrente do motor. O dimensionamento pela potência do motor pode também
ser feita, entretanto, a corrente é a principal grandeza elétrica limitante no
dimensionamento. Importante também notar outros aspectos da aplicação,durante o
dimensionamento, como por exemplo, demanda de torque (constante ou
quadrático), precisão de controle, partidas e frenagens bruscas ou em intervalos
curtos ou muito longos, regime de trabalho, e outros aspectos particulares de cada
aplicação. Dentre os diversos fabricantes deste produto, temos uma vasta coleção
de catálogos e normas, que devem sempre ser consultados.
Quando o acionamento elétrico não exige variação da velocidade do
motor, querendo-se apenas uma partida mais suave, de forma que limite-se a
corrente de partida evitando assim quedas de tensão da rede de alimentação,
costuma-se utilizar soft-starters.
Os conversores de frequência tem uma vasta aplicação na indústria
de máquina e processos em geral. Com a capacidade inerente de variar a
velocidade de motores elétricos trifásicos de Corrente Alternada, permitem a aos
projetistas, desenvolver máquinas que sem os mesmos, seriam praticamente
impossíveis de serem fabricadas.
Os conversores de frequência de última geração, não somente
controlam a velocidade do eixo de motores elétricos trifásicos de corrente alternada,
26
como também, controlam outros parâmetros inerentes ao motor elétrico, sendo que
um deles, é o controle de Torque.
Através da funcionalidade que os microprocessadores trouxeram, os
conversores de frequência hoje são dotados de poderosas CPUs ou placas de
controle microprocessadas, que possibilitam uma infindável variedade de métodos
de controle, expandindo e flexibilizando o uso dos mesmos. Cada fabricante
consegue implementar sua própria estratégia de controle, de modo a obter domínio
total sobre o comportamento do eixo do motor elétrico, permitindo em muitos casos
que motores elétricos trifásicos de corrente alternada, substituírem servo motores
em muitas aplicações. Os benefícios são diversos, como redução no custo de
desenvolvimento, custo dos sistemas de acionamento, custo de manutenção.
Muitos conversores hoje, são dotados de opcionais que permitem
implementar técnicas de controle de movimento, manipulação de vários eixos de
acionamento,
Posicionamento e Sincronismo de Velocidade ou Sincronismo de Posição. Modernas
técnicas de chaveamento da forma de onda de tensão e também da frequência
aplicada sobre o estator do motor elétrico, permitem o controle com excelente
precisão, sobre o eixo do motor. Uma das técnicas mais conhecidas é o PWM ou
"Pulse Width Modulation". Tais técnicas são sempre aliadas ao modelamento
matemático preciso do motor elétrico. Os conversores de última geração, fazem
medições precisas e estimativas dos parâmetros elétricos do motor, de modo a obter
os dados necessários para o modelamento e consequente controle preciso do
motor. Os Conversores de Frequência, por serem dispositivos dotados comumente
de uma ponte retificadora trifásica a diodos, ou seja, trata-se de cargas não lineares,
geram harmônicas. Os fabricantes de conversores de frequência disponibilizam
filtros de harmônicas, alguns já integrados ao produto, outros opcionais. Existem
várias técnicas para filtragem de harmônicas, que vão desde as mais simples e
menos custosas, como indutores na barra DC ou indutores nas entradas do
conversor, antes da ponte retificadora, passando pelos retificadores de 12 ou 18
diodos ou pulsos, utilizando transformadores defasadores até chegar aos filtros
ativos ou retificadores a IGBT, para diminuição ou até mesmo eliminação das
harmônicas tanto de corrente quanto de tensão elétrica.
27
6.4 PT100
Figura 11: Sensor PT100
Fonte: www.addtherm.com.br
Termoresistências de platina ou RTD´s são sensores de
temperatura que operam baseados no princípio da variação da resistência ôhmica
em função da temperatura. Suas principais qualidades de destacam pela alta
precisão, estabilidade por longo prazo linearidade e intercambialidades sem ajuste
técnicos ou calibração. Estas características fazem do RTDs a primeira escolha
quando a necessidade é a combinação de precisão com extensa faixa de
temperatura. A ADD-THERM desenvolve diversos modelos e montagens de acordo
com a exigência de cada aplicação.
Características e Benefícios:
28
Saída Linear
Ótima Estabilidade
Rápida Resposta
Mais preciso que termopares e demais sensores em alta e baixa temperatura
Repetitividade
Range de Temperatura de -200 a 500°C
Custo baixo progressivo para grandes demandas
Fácil reposição sem necessidade de ajuste ou calibração
Aplicações Já Fornecidas:
Auto-claves, Estufas e Esterilizadores
Enrolamentos de Motores Elétricos
Transformadores óleo e a seco
Equipamentos Médicos e Hospitalares
Maquinas Industriais
Ar-condicionado – Ventilação – Aquecimento
Equipamentos Laboratoriais
Fornos Industriais e Equipamentos para gastronomia
Geradores de Energia
Controle de Processos Industriais
Industria Automotiva
Equipamentos Científicos e Biotecnologia
29
6.5 Válvulas Solenoides:
Figura 12: Válvula Solenoide
Fonte: www.danfoss.com
A válvula solenoide é um equipamento que possuí utilizações em
diversas áreas. Ela é constituída de duas principais partes, que são conhecidas por
corpo e a bobina solenoide; As válvulas solenoides são utilizadas para diversas
aplicações, como por exemplo:
Equipamento de lavanderia e lavagem a seco
Equipamento de lavagem e industrial
Autoclaves/esterilizadores
Compressores e bombas a vácuo
Máquinas de moldagem de plástico
Caldeiras de vapor
Máquinas para processamento de alimentos
Aspersores e sistemas de combate a incêndio
Equipamentos para dentistas
Máquinas de café
Caldeiras
30
6.5.1 Funcionamento da Válvula Solenoide
A válvula solenoide possui uma bobina que é formada por um fio
enrolado através de um cilindro. Quando uma corrente elétrica passa por este fio,
ela gera uma força no centro da bobina solenoide, fazendo com que o êmbolo da
válvula seja acionado, criando assim o sistema de abertura e fechamento.
Outra parte que compões a válvula é o corpo. Este, por sua vez,
possui um dispositivo que permite a passagem de um fluído ou não, quando sua
haste é acionada pela força da bobina. Esta força é que faz o pino ser puxado para o
centro da bobina, permitindo a passagem do fluído.
O processo de fechamento da válvula solenoide ocorre quando a
bobina perde energia, pois o pino exerce uma força através de seu peso e da mola
que tem instalado.
6.5.2 Tipos de Válvulas Solenoide quando à ação:
As válvulas solenoides podem ser classificas quanto ao seu tipo de
ação, que podem ser Ação Direta ou Indireta, sendo determinadas pelo tipo de
operação.
Para baixas capacidades e pequenos orifícios de passagem de
fluído, devem ser usadas as válvulas de Ação direta. Já a válvula solenoide de ação
indireta, que é controlada por piloto, é utilizada em sistemas de grande porte.
6.5.3 Exemplos de Válvulas Solenoide:
• Duas vias – Controle de Fluído e Automação Pneumática;
• Três vias – Desvio e Convergência de fluxos;
• Quatro e Cinco vias – Operação de Cilindros e Atuadores de Dupla Ação.
31
6.6 Microcontrolador
Os microcontroladores são microprocessadores que podem ser
programados para funções específicas. Em geral, eles são usados para controlar
circuitos e, por isso, são comumente encontrados dentro de outros dispositivos,
sendo conhecidos como "controladores embutidos". A estrutura interna de um
microcontrolador apresenta um processador, bem como circuitos de memória e
periféricos de entrada e saída.
6.6.1 Principais Características
Com freqüências de clock de poucos MHz (Megahertz) ou talvez
menos, os microcontroladores operam a uma freqüência muito baixa se comparados
com os microprocessadores atuais, no entanto são adequados para a maioria das
aplicações usuais como por exemplo controlar uma máquina de lavar roupas ou uma
esteira de chão de fábrica. O seu consumo em geral é relativamente pequeno,
normalmente na casa dos miliwatts e possuem geralmente habilidade para entrar em
modo de espera (Sleep ou Wait) aguardando por uma interrupção ou evento
externo, como por exemplo o acionamento de uma tecla, ou um sinal que chega via
uma interface de dados. O consumo destes microcontroladores em modo de espera
pode chegar na casa dos nanowatts, tornando-os ideais para aplicações onde a
exigência de baixo consumo de energia é um fator decisivo para o sucesso do
projeto.
6.7 Válvulas Direcionais
A função das válvulas direcionais é de permitir, orientar ou
interromper um fluco de ar. Por distribuir o ar aos elementos de trabalho, são
conhecidas também como válvulas de distribuição.
Constituem os instrumentos de comando de um circuito. Também
são utilizadas em tamanhos menores como emissoras ou receptoras de sinais para
o comando das válvulas principais do sistema, e ainda em funções de tratamento de
sinais.

32
Duas das principais características que possibilitam sua
classificação, são o número de vias e o número de posições, definidos a seguir:
6.7.1 Vias
Denominamos assim o número de bocais de conexão do elemento
de distribuição. Pode-se ter válvulas de 2,3,4,5 ou mais vias. Não é possível um
número de vias inferior a dois.
6.7.2 Posições
Refere-se ao número de posições estáveis do elemento de
distribuição. As válvulas mais comuns possuem 2 ou 3 posições, apesar de alguns
modelos particulares possuírem mais. Não é possível um número de posições
inferior a dois.
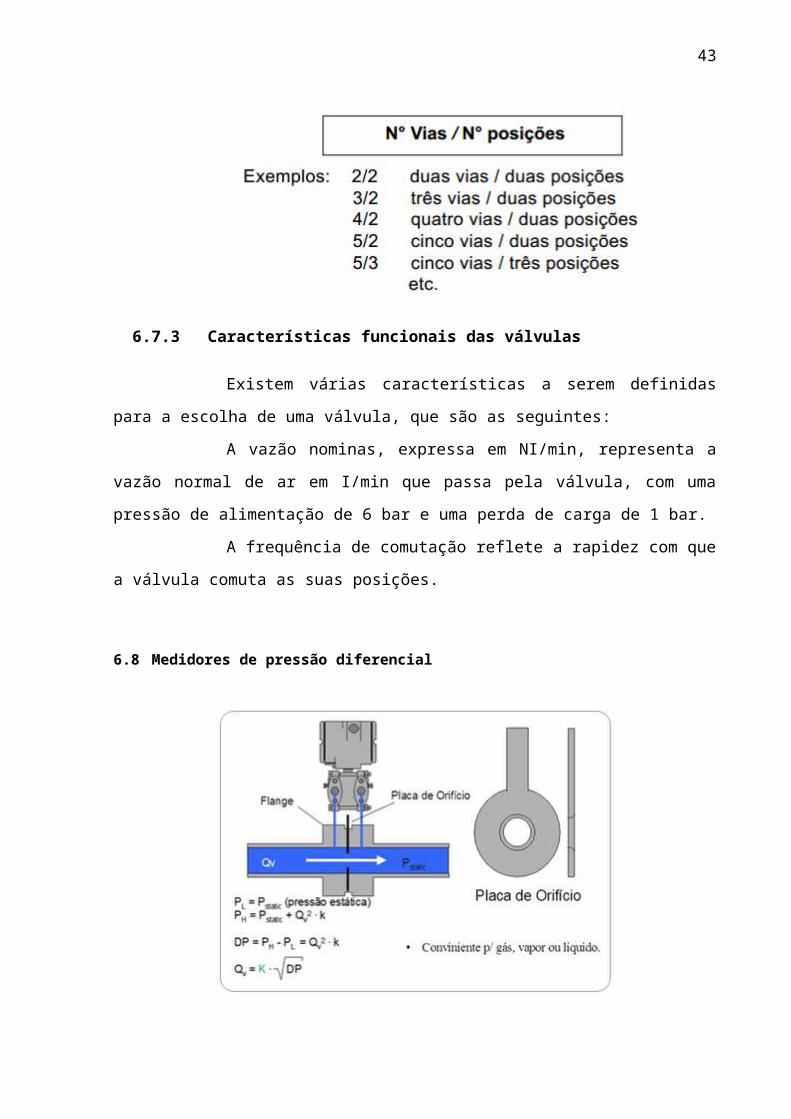
As válvulas direcionais são definidas conforme o número de vias e o
número de posições da seguinte forma:
6.7.3 Características funcionais das válvulas
Existem várias características a serem definidas para a escolha de
uma válvula, que são as seguintes:
A vazão nominas, expressa em NI/min, representa a vazão normal
de ar em I/min que passa pela válvula, com uma pressão de alimentação de 6 bar e
uma perda de carga de 1 bar.
A frequência de comutação reflete a rapidez com que a válvula
comuta as suas posições.
33
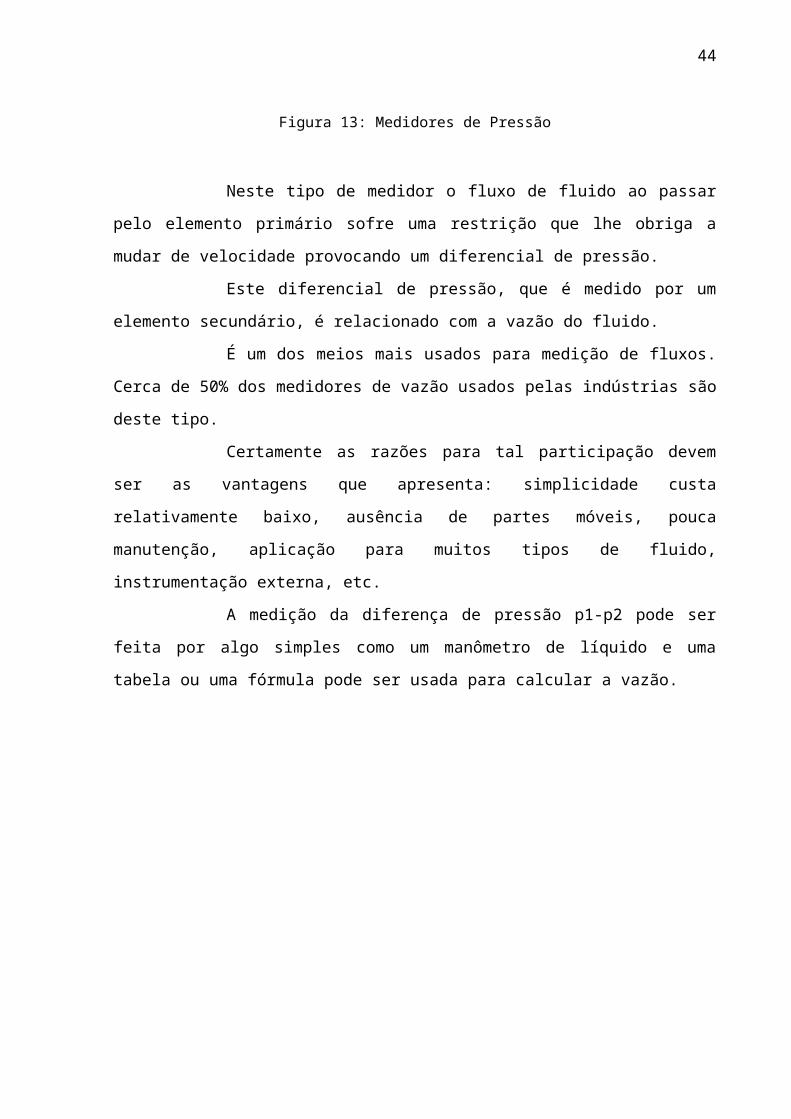
6.8 Medidores de pressão diferencial
Figura 13: Medidores de Pressão
Neste tipo de medidor o fluxo de fluido ao passar pelo elemento
primário sofre uma restrição que lhe obriga a mudar de velocidade provocando um
diferencial de pressão.
Este diferencial de pressão, que é medido por um elemento
secundário, é relacionado com a vazão do fluido.
É um dos meios mais usados para medição de fluxos. Cerca de 50%
dos medidores de vazão usados pelas indústrias são deste tipo.
Certamente as razões para tal participação devem ser as vantagens
que apresenta: simplicidade custa relativamente baixo, ausência de partes móveis,
pouca manutenção, aplicação para muitos tipos de fluido, instrumentação externa,
etc.
A medição da diferença de pressão p1-p2 pode ser feita por algo
simples como um manômetro de líquido e uma tabela ou uma fórmula pode ser
usada para calcular a vazão.
34
6.9 Motores trifásicos
Figura 14: Motores Elétricos de Indução Trifásico TOSHIBA
Fonte: www.mstoshiba.com.br
Os motores trifásicos são máquinas que promovem uma
transformação em energia mecânica da energia elétrica, que lhe é fornecida em
corrente alternada trifásica. Nessa conversão há uma razão constante entre a
frequência das forças eletromotrizes induzidas e a velocidade de rotação da
máquina: f = p·n.
É um motor elétrico cuja velocidade de rotação é proporcional
à frequência da sua alimentação.
Este tipo de motores elétricos tem grande aplicação nos
acionamentos que se realizam a baixa velocidade, com elevado rendimento, e
integrados em instalações elétricas onde, simultaneamente, se pretende compensar
o consumo de energia reativa. A principal desvantagem deste tipo de motores
elétricos consiste no valor elevado da corrente elétrica que absorvem durante o
arranque, além da necessidade de uma instalação de corrente contínua que
assegure a alimentação do circuito indutor da máquina.
O motor síncrono trifásico é construído, normalmente, como uma
máquina elétrica de pólos salientes. O seu circuito magnético tem uma parte
estatórica constituída por um empacotamento de chapa magnética, que forma uma
coroa circular, ranhurada do lado do entreferro. Na superfície da coroa circular
existem furos que depois do empacotamento da chapa formam os canais de
35
ventilação. Nas ranhuras do circuito magnético estatórico são colocadas as bobinas
com os condutores do enrolamento trifásico. Estes condutores, que formam o
enrolamento induzido da máquina, encontram-se eletricamente isolados, entre si e
relativamente à massa de ferro.
O circuito elétrico indutor, encontra-se no rotor da máquina; é
formado por bobinas concentradas que envolvem os núcleos dos pólos indutores.
Estes pólos magnéticos encontram-se montados numa roda polar que está solidária
com o veio da máquina. Os pólos indutores podem ser construídos em material
ferromagnético maciço ou folheado, existindo, neste último caso, na periferia do
pólo, um enrolamento amortecedor, constituído por barras condutoras que formam
um enrolamento encastrado do tipo gaiola, que envolve, total ou parcialmente, a
roda polar.
O circuito elétrico de excitação pode ser alimentado a partir de uma
fonte de corrente contínua através de um coletor de anéis; ou pode ser alimentado
diretamente por um outro alternador ligado a um retificador, sendo este conjunto
montando no veio da máquina, [MVG–1].
O motor síncrono trifásico pode ser alimentado diretamente por uma
rede elétrica, ou através de um conversor eletrônico de potência. Em qualquer uma
destas situações o estudo do funcionamento do motor síncrono trifásico tem de
começar pelo estabelecimento de um modelo, modelização, do motor.
A análise do funcionamento permite verificar as excelentes
características deste tipo de motor, como acionador e como fonte de energia reativa.
A utilização deste motor elétrico, ou de outras topologias com ele
relacionadas, requer a satisfação de problemas de instalação, que dependem,
também, da estratégia de controlo adaptada para o motor.
36
7 PLANTA NO AUTOCAD
Figura 15: Planta do Autocad
Fonte: Do próprio autor
8 PROGRAMA E LISTA DE INSTRUÇÕES
P1.0 - VALVULA DE REPOSICAO DO TANQUE A
P1.1 - VALVULA DE REPOSICAO DO TANQUE B
P1.2 - VALVULA DOSADORA TANQUE A
P1.3 - VALVULA DOSADORA TANQUE B
P1.4 - LIGA MOTOR DO MISTURADOR
P1.5 - LIGA MOTOR DA ESTEIRA
P1.6 - AVANÇA PISTÃO DE FECHAMENTO DA TAMPA
P1.7 - AVANÇA PISTÃO DE EXPULSÃO DA GARRAFA
37
P2.0 - ABRE VALVULA DE DOSAGEM NA GARRAFA
P0.0 - NÍVEL MINIMO DO TANQUE A
P0.1 - NÍVEL MEDIO DO TANQUE A
P0.2 - NÍVEL MÍNIMO DO TANQUE B
P0.3 - NÍVEL MÉDIO DO TANQUE B
P0.4 - NÍVEL DE PRODUTO A NO TANQUE DO MISTURADOR
P0.5 - NÍVEL DE PRODUTO B NO TANQUE DO MISTURADOR
P0.6 - GARRAFA POSICIONADA NA ESTEIRA (DOSAGEM)
P0.7 - GARRAFA CHEIA
P3.0 - GARRAFA POSICIONADA NA ESTEIRA (COLOCACAO DA TAMPA)
P3.1 - PISTÃO DE COLOCAÇÃO DA TAMPA RECUADO
P3.2 - PISTÃO DE COLOCAÇÃO DA TAMPA AVANCADO
P3.3 - GARRAFA POSICIONADA NA ESTEIRA (COLOCACAO DA TAMPA)
P3.4 - PISTÃO DE EXPULSÃO DA GARRAFA DA TAMPA RECUADO
P3.5 - PISTÃO DE EXPULSÃO DA GARRAFA DA TAMPA AVANÇADO
P3.6 - LIGA SISTEMA
P3.7 - DESLIGA SISTEMA
-----------------------------------------------------------------------------------------------------------------

38
$mod51
ORG 0000h
LJMP RESET;
ORG 0100H
RESET: MOV P1,#00H; ZERA O PORT P1
MOV P2,#00H; ZERA O PORT P2
INICIO: CJNE R1, #1D, TESTB; VERIFICA SE O BOTAO START FOI
PRESSIONADO
CALL ETQ; CHAMA ROTINA DE ENCHIMENTO DO TANQUE
CALL MISTU; CHAMA ROTINA DE CONTROLE DO MISTURADOR
CALL DOSAGEM; CHAMA ROTINA DE CONTROLE DE DOSAGEM
CALL EST; CHAMA ROTINA DE CONTROLE DA ESTEIRA
CALL FCTAMP; CHAMA ROTINA DE FECHAMENTO DA TAMPA
CALL TIRAGR; CHAMA ROTINA DE EXPULSÃO GARRAFA
TESTB: JNB P3.6, TEST0;VERIFICA SE O BOTÃO FOI PRESSIONADO
MOV R1, #1D; INFORMA O SISTEMA QUE O BOTÃO START FOI
PRESSIONADO
39
TEST0: JNB P3.7, TEST1;VERIFICA SE O BOTÃO DESLIGA FOI
PRESSIONADO
MOV R1, #0D; DESLIGA O EQUIPAMENTO
SJMP RESET; ZERA TODAS AS SAIDAS
TEST1: SJMP INICIO; INICIA A ROTINA
ORG 0150H
ETQ: JB P0.0, J000; VERIFICA SE O NIVEL DO TANQUE A ESTÁ BAIXO
SETB P1.0; ABRE VALVULA DE REPOSIÇÃO DO TANQUE A
J000: JNB P0.1, J001; VERIFICA SE O NIVEL DO TANQUE A ESTÁ ALTO
CLR P1.0; FECHA VALVULA DO TANQUE A
J001: JB P0.2, J002; VERIFICA SE O NIVEL DO TANQUE B ESTÁ BAIXO
SETB P1.1; ABRE VALVULA DE REPOSIÇÃO DO TANQUE B
J002: JNB P0.3, J003; VERIFICA SE O NIVEL DO TANQUE B ESTÁ ALTO
CLR P1.1; FECHA VALVULA DO TANQUE B
J003: RET; RETORNA A ROTINA DE CONTROLE
MISTU: CJNE R0, #0D, J008; VERIFICA SE O TANQUE JA ENCHEU
JB P0.4, J004; VERIFICA SE O TANQUE DO MISTURADOR ATINGIU O
NIVEL A
40
SETB P1.2; ABRE VALVULA DOSADORA A
J004: JNB P0.4, J005; VERIFICA SE O TANQUE DO MISTURADOR ESTÁ
COM O PRODUTO A
CLR P1.2; FECHA VALVULA DOSADORA A
J005: JNB P0.4, J007; VERIFICA SE O O PRODUTO A JA ESTA DOSADO
JB P0.5, J006; VERIFICA SE O PRODUTO B JA ATINGIU O NIVEL
SETB P1.3; ABRE VALVULA B
J006: JNB P0.5, J007; VERIFICA SE O PRODUTO B ESTÁ DOSADO
CLR P1.3; FECHA VALVULA DO TANQUE B
MOV R0, #1D; AVISA O SISTEMA QUE O TANQUE ESTÁ CHEIO
SETB P1.4; LIGA MISTURADOR
J007: RET; RETORNA A ROTINA DE CONTROLE
J008: JB P0.4, J007; VERIFICA SE O NIVEL DO TANQUE DIMINUIU
JB P0.5, J007; VERIFICA SE O NIVEL DO TANQUE ZEROU
MOV R0, #0D; INFORMA AO SISTEMA QUE O NIVEL ZEROU
CLR P1.4; DESLIGA MISTURADOR
SJMP J007; RETORNA A ROTINA
DOSAGEM:
CJNE R0, #1, J010; VERIFICA SE A MISTURA ESTÁ OK
JNB P0.6, J009; VERIFICA SE A GARRAFA ESTA POSICIONADA
41
JB P0.7, J009; VERIFICA SE A GARRAFA JA ESTA CHEIA
SETB P2.0; ABRE A VALVULA DE DOSAGEM FINAL
J009: JNB P0.6, J010; VERIFICA SE A GARRFA ESTA POSICIONADA
JNB P0.7, J010; VERIFICA SE A GARRAFA JA ESTÁ CHEIA
CLR P2.0; FECHA A VALVULA DE DOSAGEM FINAL
J010: RET; FINALIZA ROTINA
EST: JNB P0.7, J011; VERIFICA SE A GARRAFA ESTÁ CHEIA
SETB P1.5; LIGA ESTEIRA
J011: JB P3.0, J012; VERIFICA SE A POSIÇÃO DA MAQUINA DE TAMPA ESTÁ
VAZIA
MOV R2, #1D; INFORMA AO SISTEMA QUE A GARRAFA SAIU DA
POSIÇÃO
J012: CJNE R2, #1D, J013; VERIFICA SE A GARRAFA SAIU DO LUGAR
JNB P3.0, J013; VERIFICA SE A GARRAFA CHEGOU NA POSSICAO DE
FECHAMENTO DA TAMPA
CLR P1.5; DESLIGA A ESTEIRA
MOV R2, #0D; INFORMA QUE A GARRAFA CHEGOU NA POSIÇÃO
MOV R3, #1D; INFORMA QUE A GARRAFA ESTÁ PRONTA PARA
COLOCAÇÃO DA TAMPA
MOV R4, #1D; INFORMA QUE A GARRFA ESTÁ PRONTA PARA SER
RETIRADA DO SISTEMA
42
J013: RET; RETORNA A ROTINA DE CONTROLE
FCTAMP: CJNE R3,#1D, J015; VERIFICA SE A GARRAFA ESTA PRONTA
PARA PRENSAGEM
JB P1.5, J014; VERIFICA SE A ESTEIRA ESTÁ PARADA
JNB P3.1, J014; VERIFICA SE O PISTÃO ESTÁ RECUADO
SETB P1.6; AVANÇA PISTÃO TAMPA
J014: JNB P3.2, J015; VERIFICA SE O PISTAO ESTÁ AVANCADO
CLR P1.6; DESLIGA A VALVULA DE CONTROLE
MOV R3, #0D; INFORMA O SISTEMA QUE A TAMPA FOI COLOCADA
J015: RET; RETORNA A ROTINA DE CONTROLE
TIRAGR: CJNE R4, #1D, J017; VERIFICA SE A GARRAFA PODE SER
EXPULSA
JNB P3.3, J016; VERIFICA SE A GARRAFA ESTÁ NA POSIÇÃO DE
EXPULSÃO
JNB P3.4, J016; VERIFICA SE O PISTAO ESTA RECUADO
SETB P1.7; AVANCA O PISTAO DE EXPULSAO
J016: JNB P3.5, J017; VERIFICA SE O PISTAO ESTÁ AVANCADO
CLR P1.7; RECUA O PISTAO
MOV R4, #0D; INFORMA QUE A GARRAFA JA FOI REMOVIDA
43
J017: RET; RETORNA A ROTINA DE CONTROLE
END
9 CONCLUSÃO
Este trabalho teve por finalidade aprimorar nossas
habilidades de desenvolvimento de projetos de sistemas automatizados, levamos
em consideração uma grande prática utilizada para especificação de componentes e
produtos que são utilizandos em grande partes do projetos de automação.
Com a realização desse projeto conseguimos visualizar a
grande importância que a Automação Industrial tem no mundo, utilizando técnicas e
produtos de automação conseguimos alto índices de economia de energia, melhora
na qualidade do produto e do maquinário, além de uma maior eficiência e precisão.
Automatização de processos e sistemas devem ser
analisados constantemente, pois fica provado que com a automação conseguimos
viabilizar grandes melhorias, redução de custos e maior lucratividade.
10 REFERÊNCIAS BLIBIOGRÁFICAS
Abia (Assosiação Brasileira de Indústrias Alimentícias)
www.investe.sp.gov.br (10/11/2014 ás 22h45)
O Setor Elétrico (Revista)
www.clubedaeletronica.com.br (10/11/2014 às 22h20)
www.corradi.junior.nom.br/sensores (11/11/2014 às 23h32)
www.mstoshiba.com.br (11/11/2014 às 00h37)
www.addtherm.com.br (12/11/2014 às 00h47)
www.danfoss.com.br (11/11/2014 às 21h47)
44
www.indparts.com.br (13/11/2014 às 21h57)
www.engcom.org.br (14/11/2014 às 23h13)
www.demec.ufpr.br (15/11/2014 às 23h55)