PENGENDALIAN KUALITAS PADA CORRUGATED CONCRETE …
15
99 Pengendalian Kualitas Pada Corrugated Concrete Sheet Pile Dengan Metode Six Sigma PENGENDALIAN KUALITAS PADA CORRUGATED CONCRETE SHEET PILE DENGAN METODE SIX SIGMA Reno Pratiwi 1 , Mustakim 2 , Leni Sucilianti 3 Program Studi Teknik Sipil Universitas Balikpapan E-mail: [email protected] ABSTRAK Persaingan di dunia usaha yang semakin ketat mendorong perusahaan untuk lebih mengembangkan pemikiran-pemikiran untuk memperoleh cara efektif dan efisien dalam mencapai sasaran dan tujuan yang telah ditetapkan. Proyek Epci Sheetpile merupakan salah satu yang melakukan proses pengiriman produk CCSP berusaha untuk terus meningkatkan kualitas dengan menekan angka produk cacat. Six Sigma adalah suatu visi peningkatan kualitas menuju target zero defect. jadi six sigma merupakan suatu metode atau teknik pengendalian dan peningkatan kualitas dramatic yang merupakan terobosan baru dalam bidang manajemen kualitas. Dengan menggunakan metode six sigma dapat mengetahui kualitas produk yang dihasilkan. pada penelitian ini nilai sigma yang didapat 2,83. implementasi peningkatan kualitas dari hasil grafik pareto didapatkan beberapa jenis produk cacat diantaranya cacat sompel sebanyak 90,8%, sompel dan Retak (Crack) sebanyak 8,2%, Retak (crack) sebanyak 0,63% dan produk yang ditolak (reject) sebanyak 0,35%. Faktor- Faktor penyebab kerusakan paling potensial adalah faktor manusia, faktor metode pelaksanaan dan faktor Lingkungan. Berdasarkan hasil wawancara dengan PT. PIP, hal yang dapat dilakukan untuk menekan tingkat kerusakan pada produk CCSP dengan memperbaiki bentuk packing produk tersebut. Kata kunci: Pengendalian Kualitas, Metode Six Sigma, Wawancara QUALITY CONTROL ON CORRUGATED CONCRETE SHEET PILE WITH THE SIX SIGMA METHOD ABSTRACT Competition in the world of business is increasingly strict to encourage companies to further develop the thought to acquire how effective and efficient in achieving the goals and objectives that have been set. Project EPCI Sheetpile is one of the process delivery of product the CCSP to continuously improve the quality and reduce the number of defective products. Six Sigma is a vision of quality improvement towards the target of zero defect. so six sigma is a method or technique of controlling and improving the quality of the dramatic which is a new breakthrough in the field of quality management. By using the sigma method can determine the quality of the products produced. In this study the value of sigma obtained 2.83. the implementation of quality improvement from the results of the pareto chart obtained several types of product defects include: sompel 90.8%, sompel and crack 8.2%, Crack 9.63%, and rejected 0.35%. the factors that cause the most damage potential is the human factor, method of implementation factor and environmental factors. Based on the results of interviews with PT. PIP things that can be done to reduce the level of damage to the products CCSP with the correct from of packing the product. Keywords: Quality Control, Six Sigma Method, Interview
Transcript of PENGENDALIAN KUALITAS PADA CORRUGATED CONCRETE …

99 Pengendalian Kualitas Pada Corrugated Concrete Sheet Pile Dengan Metode Six Sigma
PENGENDALIAN KUALITAS PADA CORRUGATED CONCRETE
SHEET PILE DENGAN METODE SIX SIGMA
Reno Pratiwi 1, Mustakim2, Leni Sucilianti3
Program Studi Teknik Sipil Universitas Balikpapan
E-mail: [email protected]
ABSTRAK
Persaingan di dunia usaha yang semakin ketat mendorong perusahaan untuk lebih
mengembangkan pemikiran-pemikiran untuk memperoleh cara efektif dan efisien dalam
mencapai sasaran dan tujuan yang telah ditetapkan. Proyek Epci Sheetpile merupakan salah
satu yang melakukan proses pengiriman produk CCSP berusaha untuk terus meningkatkan
kualitas dengan menekan angka produk cacat. Six Sigma adalah suatu visi peningkatan
kualitas menuju target zero defect. jadi six sigma merupakan suatu metode atau teknik
pengendalian dan peningkatan kualitas dramatic yang merupakan terobosan baru dalam
bidang manajemen kualitas. Dengan menggunakan metode six sigma dapat mengetahui
kualitas produk yang dihasilkan. pada penelitian ini nilai sigma yang didapat 2,83.
implementasi peningkatan kualitas dari hasil grafik pareto didapatkan beberapa jenis produk
cacat diantaranya cacat sompel sebanyak 90,8%, sompel dan Retak (Crack) sebanyak 8,2%,
Retak (crack) sebanyak 0,63% dan produk yang ditolak (reject) sebanyak 0,35%. Faktor-
Faktor penyebab kerusakan paling potensial adalah faktor manusia, faktor metode
pelaksanaan dan faktor Lingkungan. Berdasarkan hasil wawancara dengan PT. PIP, hal yang
dapat dilakukan untuk menekan tingkat kerusakan pada produk CCSP dengan memperbaiki
bentuk packing produk tersebut.
Kata kunci: Pengendalian Kualitas, Metode Six Sigma, Wawancara
QUALITY CONTROL ON CORRUGATED CONCRETE SHEET PILE
WITH THE SIX SIGMA METHOD
ABSTRACT
Competition in the world of business is increasingly strict to encourage companies to further
develop the thought to acquire how effective and efficient in achieving the goals and
objectives that have been set. Project EPCI Sheetpile is one of the process delivery of product
the CCSP to continuously improve the quality and reduce the number of defective products.
Six Sigma is a vision of quality improvement towards the target of zero defect. so six sigma
is a method or technique of controlling and improving the quality of the dramatic which is
a new breakthrough in the field of quality management. By using the sigma method can
determine the quality of the products produced. In this study the value of sigma obtained
2.83. the implementation of quality improvement from the results of the pareto chart
obtained several types of product defects include: sompel 90.8%, sompel and crack 8.2%,
Crack 9.63%, and rejected 0.35%. the factors that cause the most damage potential is the
human factor, method of implementation factor and environmental factors. Based on the
results of interviews with PT. PIP things that can be done to reduce the level of damage to
the products CCSP with the correct from of packing the product.
Keywords: Quality Control, Six Sigma Method, Interview

100 Jurnal TRANSUKMA Volume 03 Nomor 02 Juni 2021
1. PENDAHULUAN
Beton precast adalah metode konstruksi
yang mampu menjawab kebutuhan di era
ini. karena penggunaan beton precast
dibandingkan dengan konvesional ditinjau
dari aspek biaya mampu mereduksi biaya
hingga 10%, sedangkan dari segi aspek
waktu mampu mereduksi waktu konstruksi
sampai 50% dan kualitas mutu beton yang
lebih baik dibandingkan dengan metode
konvesional (Wulfram I. Ervianto, 2006).
Perusahaan yang memproduksi beton
precast salah satunya adalah PT. Waskita
Beton Precast Tbk. Perusahaan ini
memproduksi dua jenis beton precast yaitu
beton centrifugal dan beton non-
centrifugal. Beton centrifugal adalah beton
yang diproduksi dengan cara diputar
(spinning), dimana proses pendistribusian
pembentukan dan pemadatan beton
menggunakan mesin dan diputar dengan
kecepatan tertentu. Contoh beton
centrifugal adalah tiang pancang dan tiang
listrik. Sedangkan beton non-centrifugal
adalah produksi beton yang proses
pembuatannya dengan cara dicetak
menggunakan cetakan, dimana proses
pemadatan beton menggunakan sistem
penggetaran/vibrasi, seperti CCSP
(Corrugated Concrete Sheet Piles). CCSP
dibuat khusus untuk dinding penahan
tanah. Yang merupakan beton prategang
pretension yang dalam proses pembuatan
produk, tulangan strand pada beton ini di
stressing terlebih dahulu sebelum dicor.
Penggunaan CCSP kini kian popular,
sehingga permintaan produk ini
meningkat, salah satunya beton dengan
tipe W400 dan W600. Perusahaan ini
selalu berusaha untuk mempertahankan
kepercayaan pelanggan. Hal tersebut
dilakukan dengan selalu meningkatkan
kualitas produk yang dihasilkan, dan
menjaga kualitas produk hingga sampai ke
tangan konsumen. walaupun masih
ditemukan beberapa produk yang
mengalami kerusakan (cacat), hal tersebut
dikarenakan oleh beberapa faktor pada
proses pengiriman produk CCSP dari Plan
menuju stock yard Balikpapan dengan
Transportasi laut yang mengakibatkan
beberapa produk mengalami kerusakan.
dari jumlah permintaan 1555 batang
terdapat 1304 batang cacat berupa sompel,
9 batang retak, 117 batang sompel dan
retak dan terdapat 5 batang yang terpaksa
dilakukan reject atau return. banyaknya
produk cacat yang diterima konsumen
memberikan indikasi bahwa system
pengendalian kualitas yang ada belum
mencapai tingkat maksimal yang mengacu
pada tingkat kegagalan nol (zero defect).
Untuk itu perlu adanya pengendalian
kualitas dengan metode six sigma untuk
meminimalkan produk cacat pada CCSP.
Rumusan masalah pada penelitian ini
adalah:
1. Berapa nilai Six sigma pada proses
pengiriman CCSP dari plan waskita
menuju stock yard Balikpapan?
2. Faktor-faktor apa saja yang
menyebabkan terjadinya produk cacat
pada saat proses pengiriman beton
CCSP dengan menggunakan
transportasi laut dari plan waskita
menuju stock yard Balikpapan?
3. Apa solusi yang dapat dilakukan oleh
perusahaan untuk meminimalkan
faktor-faktor kerusakan pada saat proses
pengiriman beton CCSP dengan
menggunakan transportasi laut?
Adapun Tujuan dari penelitian ini adalah:
1. Untuk mengetahui nilai six sigma pada
proses pengiriman CCSP dari plan
waskita menuju ke stock yard
Balikpapan.
2. Untuk Mengetahui faktor-faktor
penyebab terjadinya produk cacat pada
saat pengiriman beton CCSP dengan
menggunakan transportasi laut dari Plan
menuju Stock yard Balikpapan.
3. Untuk mengetahui solusi yang dapat
dilakukan oleh perusahaan dalam
meminimalkan faktor-faktor kerusakan
pada saat proses pengiriman beton
CCSP dengan menggunakan
transportasi laut.

101 Pengendalian Kualitas Pada Corrugated Concrete Sheet Pile Dengan Metode Six Sigma
2. TINJAUAN PUSTAKA
2.1 Beton
Menurut Standar Nasional Indonsesia (SNI
03-2847-2002), beton adalah campuran
antara semen portland atau semen hidraulik
lain, agregat halus, agregat kasar dan air
dengan atau tanpa bahan tambahan yang
membentuk massa padat. Material
pembentuk beton tersebut dicampur merata
dengan komposisi tertentu menghasilkan
suatu campuran yang homogen sehingga
dapat dituang dalam cetakan untuk
dibentuk sesuai keinginan. Campuran
tersebut bila dibiarkan akan mengalami
pengerasan sebagai akibat reaksi kimia
antara semen dan air yang berlangsung
selama jangka waktu panjang atau dengan
kata lain campuran beton akan bertambah
keras sejalan dengan umurnya.
Beton normal adalah beton yang
mempunyai berat satuan 2200 Kg/m3
sampai 2500 Kg/m3 dan dibuat
menggunakan agregat alam yang dipecah
maupun tidak dipecah. Kualitas atau mutu
dari suatu beton sangat bergantung kepada
komponen penyusun atau bahan dasar
beton, bahan tambahan, cara pembuatan
dan alat yang digunakan. Bahan-bahan
pokok dari beton adalah semen, agregat
yang terdiri dari agregat halus dan agregat
kasar dan air serta bahan tambahan yang
digunakan dengan keperluan tertentu.
2.2 Beton Precast
Beton precast dihasilkan dari proses
produksi dimana lokasi pembuatannya
berbeda dengan lokasi elemen yang akan
digunakan. Lawan dari precast adalah
beton cor di tempat atau cast-in place,
dimana proses produksinya berlangsung di
tempat elemen tersebut akan ditempatkan
(Wulfram I. Ervianto,2006). Precast
concrete (beton pracetak) adalah suatu
metode percetakan komponen secara
mekanisasi dalam pabrik atau workshop
dengan memberi waktu pengerasan dan
mendapatkan kekuatan sebelum dipasang.
Karena proses pengecorannya di tempat
khusus (bengkel pabrikasi), maka mutunya
dapat terjaga dengan baik. Tetapi agar
dapat menghasilkan keuntungan, maka
beton Precast hanya akan diproduksi jika
jumlah bentuk typical-nya mencapai angka
minimum tertentu, bentuk typical yang
dimaksud adalah bentuk-bentuk repetitif
dalam jumlah besar (Iqbal Batubara,2012).
Sistem struktur beton precast merupakan
salah satu alternatif teknologi dalam
perkembangan konstruksi di Indonesia
yang mendukung efisiensi waktu, efisiensi
energi, dan mendukung pelestarian
lingkungan (Siti Aisyah Nurjannah, 2011).
Ada beberapa jenis komponen beton
precast yang biasa dipergunakan
(Hendrawan Wahyudi dan Hery Dwi
Hanggoro 2010), yaitu:
a. Tiang pancang.
b. Sheet pile dan dinding diafragma.
c. Half solid slab (precast plank),
hollow core slab, single-T, double-T,
triple-T, channel slabs dan lain-lain.
d. Balok PC I Girder
e. Jenis komponen precast lainnya,
seperti tangga, balok parapet, panel-
panel penutup dan unit-unit beton
pracetak lainnya sesuai keinginan atau
imajinasi dari insinyur sipil dan arsitek
Proses produksi/pabrikasi beton precast
dapat dibagi menjadi tiga tahapan
berurutan yaitu:
1. Tahap Design
2. Tahap Produksi
3. Tahap Pascaproduksi
Berikut adalah penjelasan dari masing-
masing tahap produksi beton precast.
1. Tahap Design
Proses perencanaan suatu produk secara
umum merupakan kombinasi dari
ketajaman melihat peluang, kemampuan
teknis, kemampuan pemasaran.
Persyaratan utama adalah struktur harus
memenuhi syarat kekuatan, kekakuan dan
kestabilan pada masa layannya.
2. Tahap Produksi

102 Jurnal TRANSUKMA Volume 03 Nomor 02 Juni 2021
Beberapa item pekerjaan yang harus
dimonitor pada tahap produksi adalah
kelengkapan dari perintah kerja dan
gambar produk, mutu dari bahan baku,
mutu dari cetakan, mutu atau kekuatan
beton, penempatan dan pemadatan beton,
ukuran produk, posisi pemasangan,
perawatan beton, pemindahan,
penyimpanan dan transportasi produk,
serta pencatatan (record keeping).
3. Tahap Pascaproduksi
Terdiri dari tahap penanganan (handling),
penyimpanan (storage), penumpukan
(stacking), pengiriman (transport) dan
tahap pemasangan di lapangan (site
erection).
a. Handling. Pasca umur beton
memenuhi, unit beton pracetak
dipindahkan ke storage/gudang,
disusun secara vertikal dan diberi
bantalan antar unit precast.
b. Transportasi dan alat angkut
(pengiriman ke lapangan)
Transportasi unit precast.
Transportasi adalah pengangkatan
elemen precast dari pabrik ke lokasi
pemasangan. Sistem transportasi
berpengaruh terhadap waktu,
efisiensi konstruksi dan biaya
transport.
c. Install /erection (pelaksanaan
konstruksi) memasang unit pracetak
pada struktur, memasang joint (cast-
in-site)
d. Finishing, no coating
2.3 Jenis Kerusakan pada Beton Precast
Pada umumnya kerusakan beton precast
sama dengan beton insitu. Berdasarkan
jenis kerusakannya maka terdapat 2 jenis
kerusakan yaitu keropos (voids &
honeycomb) dan Retak (crack). Penyebab
umun terjadinya kerusakan pada beton
precast yaitu terjadi pada saat pengecoran
dan proses pengiriman.
1. Teori Keropos (Voids dan honeycomb).
Keropos dapat diartikan dalam kategori
kerusakan berat, pada beton precast dapat
terjadi lubang-lubang yang relatif dalam
dan lebar, dikenal dengan sebutan voids
atau honeycomb (Isnaeni, 2009). Voids
terbentuk ketika beton gagal untuk mengisi
daerah-daerah dalam bekisting, biasanya
voids terjadi karena adanya beton yang
tertahan di daerah yang jarak tulangannya
terlalu dekat. Honeycomb terbentuk ketika
mortar gagal untuk mengisi rongga antara
partikel kasar agregat, dapat terjadi juga
karena pengangkatan (lifting) yang
menyebabkan benturan. Hampir semua
kerusakan voids mengakibatkan kerusakan
struktural sedangkan kerusakan
honeycomb bisa kerusakan structural
maupun non struktural tergantung lokasi
dan luasnya honeycomb (Concrete
Construction, 2000).
2. Teori Retak (Crack).
Retak dapat secara luas diklasifikasikan
sebagai retak struktural maupun non –
struktural. Retak struktural dapat terjadi
karena adanya kesalahan desain atau juga
bisa terjadi karena beban yang melebihi
kapasitas sehingga dapat membahayakan
bangunan. Retak yang ekstensif menyebar
dari balok beton bertulang adalah salah
satu contoh retak struktural. Retak non –
struktural sebagian besar terjadi karena
adanya tegangan yang diinduksi secara
internal dalam material bangunan dan
umumnya hal ini tidak langsung
mengakibatkan melemahnya struktur.
Adapun jenis-jenis retak adalah sebagai
berikut:
a. Retak Plastis akibat penyusutan retak ini
terjadi dalam waktu 1 sampai 8 jam
setelah penempatan campuran beton,
ketika beton dengan sangat cepat
kehilangan air yang disebabkan
beberapa faktor meliputi udara, suhu
beton, kelembapan, dan kecepatan
angin dipermukaan beton. Ketika air
menguap dari permukaan beton yang
baru saja ditempatkan lebih cepat
daripada bleed water, permukaan beton
akan menyusut. Beton yang tidak
mengalami bleeding akan menyusut

103 Pengendalian Kualitas Pada Corrugated Concrete Sheet Pile Dengan Metode Six Sigma
karena tahanan yang diberikan oleh
beton dibawah lapisan permukaan yang
mengering. Tegangan – tegangan tarik
berkembang di beton yang lemah
mengakibatkan terjadinya retak-retak
dangkal dengan berbagai kedalaman
yang dapat membentuk retak yang acak,
bentuk polygon (RDSO, 2004).
b. Retak Plastis akibat penurunan. Setelah
pengecoran, penggetaran, dan sampai
beton selesai dicor, beton yang memiliki
kecenderungan untuk terus mampat.
Selama periode ini, beton plastis
mungkin ditahan oleh tulangan, beton
keras yang ditempatkan lebih dahulu,
atau bekisting. Perletakan setempat ini
dapat menyebabkan rongga di bawah
tulangan dan retak di atas tulangan.
Ketika berhubungan dengan tulangan,
retak plastis akibat penurunan
meningkat seiring dengan
meningkatnya diameter tulangan,
meningkatnya nilai slump, dan
berkurangnya selimut beton (Dakhil, et
al., 1975).
c. DryingShrinkageCracking. Susut akibat
pengeringan disebabkan dari
kehilangan kadar air dari campuran
semen, yang dapat menyusut hingga
1%. Untungnya, partikel agregat
memberikan tahanan internal yang
mereduksi besarnya perubahan volume
sekitar 0,06%. Pada sisi lain, beton
cenderung mengembang ketika dibasahi
(peningkatan volume bisa sebanding
dengan besarnya penyusutan beton).
Perubahan volume akibat perubahan
kadar air ini adalah karakteristik dari
beton. Kalau susut pada beton dapat
terjadi tanpa batasan, beton tidak akan
retak. Akibat kombinasi dari susut dan
batasan (diberikan oleh bagian lain dari
struktur, dari tanah dasar, atau dari
kelembapan interior beton itu sendiri)
yang menyebabkan berkembangnya
tegangan-tegangan tarik. Ketika batasan
tegangan tarik dari material sudah
dilewati, beton akan retak.
d. Thermal Cracking. Perbedaan suhu
dalam struktur beton dapat disebabkan
oleh bagian dari struktur kehilangan
panas hidrasi pada tingkat yang
berbeda, kondisi cuaca yang dingin,
panas dari suatu bagian struktur yang
berubah. Perbedaan suhu ini
menghasilkan perubahan volume yang
berbeda-beda, yang menyebabkan
retak. Perubahan suhu mungkin
disebabkan oleh salah satu pusat beton
lebih panas dari bagian luar karena
pembebasan panas selama hidrasi
semen atau pendinginan yang lebih
cepat yang relatif antara eksterior ke
interior. Kedua kasus mengakibatkan
tegangan tarik pada eksterior dan jika
kekuatan tarik terlampaui retak akan
terjadi.
e. Cracking due to Chemical Reaction.
Reaksi kimia yang merusak dapat
menyebabkan retak pada beton. Reaksi
ini mungkin terjadi karena bahan yang
digunakan untuk membuat beton atau
material lain yang bertemu dengan
beton setelah beton kering. Beton dapat
pecah seiring dengan waktu akibat
reaksi ekspansif yang berkembang
secara perlahan antara agregat yang
mengandung silica aktif dan basa yang
berasal dari hidrasi semen, admixture
atau sumber eksternal (misalnya air
curing, air tanah dan alkaline yang
ditaruh atau digunakan pada permukaan
beton yang sudah kering).
2.4 Corrugated Concrete Sheet Piles
(CCSP)
Sheet pile adalah material konstruksi yang
berbentuk lembaran dan ditanamkan
ditanah secara vertical untuk menahan
tanah agar tidak terjadi longsor. Proses
pemasangan sheet pile dikenal dengan
sheet piling. Kedua sisi sheet pile
dirancang sedemikian rupa agar dapat
saling mengunci antara sheet pile yang satu
dengan yang lain.

104 Jurnal TRANSUKMA Volume 03 Nomor 02 Juni 2021
Sheet pile biasanya digunakan sebagai
dinding penahan tanah, penahan tebing
galian, perlindungan tepi sungai,
bendungan dan lain sebagainya. Sheet pile
beton jenis sheet pile yang terbuat dari
beton prategang yang dirancang dengan
tulangan untuk menahan tegangan selama
proses konstruksi.
Sheet pile beton merupakan balok-balok
beton yang telah dicetak oleh pabrik
sebelum dipasang. Sheet pile beton
diproduksi sesuai kebutuhan momen lentur
dan defleksi lateral yang diperbolehkan.
Penampang tiang-tiang ini adalah sekitar
500-800 mm lebar dan tebal 150-120 mm.
Ujung bawah turap biasanya dibentuk
meruncing untuk memudahkan
pemancangan.
Balok-balok sheet pile dibuat saling
mengkait satu sama lain. Sheet pile beton
ini biasanya digunakan untuk konstruksi
berat yang dirancang dengan tulangan
untuk menahan beban permanen setelah
konstruksi dan juga untuk menangani
tegangan yang dihasilkan selama
konstruksi.
Proses produksi/pabrikasi Sheet pile dapat
dibagi menjadi beberapa tahapan berurutan
yaitu:
1. Tahap Perencanaan
Dalam tahap perencaan ada beberapa
faktor yang harus diperhatikan yaitu
ketersediaan SDM, Ketersediaan alat,
ketersediaan material dan ketersediaan
document (acuan kerja, gambar kerja,
perijinan)
2. Tahap Produksi CCSP
a. Menerima perintah produksi
precast (PPP) sesuai gambar for
fabrication dan menyesuaikan
dengan moulding yang tertera di
PMO
b. Lakukan persiapan pelaksanaan
produksi precast sesuai permintaan
di PMO. Produk precast harus
memperhatikan spesifikasi di
PMO
c. Penyiapan jalur produksi dan bet
cetakan sesuai dengan dimensi
yang ditentukan di gambar for
fabrication.
d. Pembesian dan Pemindahan produk
pembesian ke line produksi
e. Pemasangan pemindahan produk
pembesian ke line produksi yang
bed cetakannya telah siap.
f. Pemasangan instalasi strand.
g. Pemeriksaan hasil pemasangan
instalasi strand terhadap
kesesuaiannya di gambar for
fabrication dan pencatatan hasil
pada check list pemeriksaan proses
produksi.
h. Jika telah sesuai dilanjutkan
pemasangan dinding moulding dan
cek sesuai dengan standar instalasi
moulding
i. Melakukan proses stressing sesuai
dengan perhitungan teknis
j. Kemudian, melakukan pengecekan
total keseluruhan dengan
spesifikasi yang ada di check list
pemeriksaan proses produksi
k. Jika hasil telah sesuai dapat
menyiapkan readymix sesuai OPR-
02 dan rencana di OPR-01 serta
mengisi laporan harian readymix
sesuai system pelaporan pada PDP-
02.
l. Lakukan pengecoran dan catat
dalam laporan pengecoran &
stressing produk non putar.
m. Proses pengeringan/pengerasan
beton precast
n. Khusus produk pretension akan
dilakukan potong strand setelah
mutu beton dinyatakan melebihi
50% dari kuat tekan rencana.
o. Melakukan proses demoulding
sesuai instruksi di IK demoulding
dengan melengkapi laporan
pembukaan produk non putar/
laporan pembukaan sheet pile.
p. Melakukan identifikasi produk dan
dokumen pelengkap (sertifikat,
buku manual produk).

105 Pengendalian Kualitas Pada Corrugated Concrete Sheet Pile Dengan Metode Six Sigma
q. Melakukan pengecekan dimensi &
visual sesuai dengan IK inspeksi
dan tes dalam proses produksi.
r. Jika terdapat produk cacat
penanganan perbaikan produk cacat
sesuai dengan IK penanganan
produk cacat.
s. Setelah produk lolos inspeksi
melakukan treatment kecukupan
umur di area penyetokan sesuai
quality plan
3. Tahap Pasca Produksi CCSP
a. Siapkan identifikasi status produk
sesuai quality plan dan lampirkan
perintah pengiriman produk untuk
melakukan proses pengiriman
precast sesuai dengan IDP-01,
khusus precast pesanan
managemen proyek akan disiapkan
surat jalan untuk serah terima ke
proyek.
b. Persiapan pengiriman dan stok.
c. Melakukan monitoring, evaluasi,
dan inovasi infrastruktur.
2.5 Kualitas Kualitas merupakan faktor yang terdapat
dalam suatu produk yang menyebabkan
produk tersebut bernilai sesuai dengan
maksud untuk apa produk itu diproduksi
(Handoko, 1995: 54). Kualitas suatu
produk mengandung berbagai tujuan, baik
itu tujuan produsen maupun tujuan
konsumen. Produsen menganggap kualitas
suatu produk itu baik jika produk tersebut
laku keras dan disukai di pasaran, sehingga
mampu mendatangkan keuntungan yang
optimal. Sedangkan konsumen akan
menganggap kualitas produk itu baik jika
kebutuhan dan keinginannya terhadap
produk tersebut dapat terpuaskan.
Sehingga dapat dikatakan bahwa kualitas
atau mutu barang atau jasa hasil produksi
suatu perusahaan merupakan cerminan
keberhasilan perusahaan di mata
konsumen dalam melaksanakan usaha
produksinya.
Peningkatan kualitas membantu
perusahaan meningkatkan penjualan dan
mengurangi biaya yang kemudian akan
meningkatkan keuntungan. Peningkatan
penjualan kerap terjadi saat perusahaan
mempercepat respon mereka,
merendahkan harga jual sebagai hasil dari
skala ekonomis, dan meningkatnya
kualitas menyebabkan biaya turun karena
perusahaan meningkatkan produktivitas
dan menurunkan rework, bahan yang
terbuang (scrap), dan biaya garansi.
2.5 Pengendalian Kualitas Pengendalian kualitas adalah merupakan
suatu aktivitas (manajemen perusahaan)
untuk menjaga dan mengarahkan agar
kualitas produk (dan jasa) perusahaan
dapat dipertahankan sebagaimana yang
telah direncanakan.
Assauri (2006) menyatakan bahwa tingkat
kualitas ditentukan oleh beberapa faktor,
antara lain:
1. Fungsi Suatu Barang. Kualitas yang
hendak dicapai sesuai dengan fungsi
untuk apa barang tersebut digunakan
atau dibutuhkan tercermin pada
spesifikasi dari barang tersebut seperti
tahan lamanya, kegunaannya, berat,
bunyi, mudah atau tidaknya perawatan
dan kepercayaannya.
2. Wujud Luar. Salah satu faktor yang
penting dan sering dipergunakan oleh
konsumen dalam melihat suatu barang
pertama kalinya, untuk menentukan
kualitas barang tersebut, adalah wujud
luar barang itu. Faktor wujud luar yang
terdapat pada suatu barang tidak hanya
terlihat dari bentuk, tetapi juga dari
warna, susunan dan hal-hal lainnya.
3. Biaya Barang Tersebut. Umumnya
biaya dan harga suatu barang akan
menentukan kualitas barang tersebut.
Hal ini terlihat dari barang-barang yang
mempunyai biaya atau harga yang
mahal, dapat menunjukan bahwa
kualitas barang tersebut baik.

106 Jurnal TRANSUKMA Volume 03 Nomor 02 Juni 2021
Tujuan dari pengendalian kualitas adalah
menyidik dengan cepat sebab-sebab
terduga atau pergeseran proses sedemikan
hingga penyelidikan terhadap proses itu
dan tindakan pembetulan dapat dilakkukan
sebelum terlalu banyak unit yang tidak
sesuai diproduksi (Montgomery D.C.
1990).
Tujuan utama pengendalian kualitas adalah
untuk mendapatkan jaminan bahwa
kualitas produk atau jasa yang dihasilkan
sesuai dengan standar kualitas yang telah
ditetapkan dengan mengeluarkan biaya
yang ekonomis atau serendah mungkin.
Kualitas produk adalah suatu kondisi
dinamis yang berhubungan dengan produk,
jasa, manusia, proses, dan lingkungan yang
memenuhi atau melebihi harapan
(Tjiptono, 2006). Menurut (Purnama,
2006) kualitas produk adalah kesesuaian
antara kebutuhan dan keinginan atas
produk ke dalam spesifikasi produk yang
dihasilkan.
Dimensi kualitas produk menurut
(Tjiptono, 2008) adalah sebagai berikut:
1. Hasil produk (performance).
Karateristik operasi pokok dari produk ini
(core product) yang dibeli kinerja dari
produk yang memberikan manfaat bagi
konsumen yang mengkonsumsi sehingga
konsumen dapat memperoleh manfaat dari
produk yang telah dikonsumsi.
2. Ciri-ciri atau keistimewaan tambahan
(Features)
Merupakan karateristik sekunder atau
pelengkap dari produk inti keistimewaan
tambahan produk juga dapat dijadikan ciri
khas yang membedakan dengan produk
pesaing yang sejenis. Ciri khas yang
ditawarkan juga dapat mempengaruhi
tingkat kepuasaan konsumen terhadap
suatu produk.
3. Kehandalan (Reliability)
Kemungkinan kecil terhadap suatu
kegagalan pakai atau kerusakan tingkat
risiko kerusakan produk, menentukan
tingkat kepuasan konsumen yang diperoleh
dari suatu produk. semakin besar risiko
yang diterima oleh konsumen terhadap
produk, semakin kecil tingkat kepuasan
yang diperoleh konsumen.
4. Kesesuaian dengan Spesifikasi
(Conformance to Specfication)
Kesesuaian kinerja dan kualitas produk
dengan standar yang diinginkan. Pada
dasarnya, setiap produk memiliki standar
ataupun spesifikasi yang telah ditentukan.
Karakteristik desain operasi memenuhi
standar-standar yang telah ditetapkan
sebelumnya
5. Daya Tahan (Durability)
Berkait dengan berapa lama produk
tersebut dapat tersebut digunakan. Daya
tahan biasanya berlaku untuk produk yang
bersifat dapat dikonsumsi dalam jangka
panjang.
6. Kegunaan (Serviceability)
Meliputi kecepatan, kompetensi,
kenyamanan, mudah direparasi serta
penanganan keluhan yang memuaskan.
7. Estetika (Aesthetics)
Daya tarik produk terhadap panca indera.
Konsumen akan tertarik terhadap suatu
produk ketika konsumen melihat tampilan
awal dari produk tersebut.
8. Kualitas yang Dirasakan (Perceived
Quality)
Kualitas yang dirasakan adalah Kesan
Kualitas suatu produk yang dirasakan oleh
konsumen. Dimensi kualitas ini berkaitan
dengan persepsi konsumen terhadap
kualitas sebuah produk ataupun merek.
2.6 Produk Cacat Pengertian menurut Mulyadi (2005:306)
adalah produk yang tidak memenuhi
standar mutu yang telah ditentukan, tetapi
dengan mengeluarkan biaya pengerjaan
kembali untuk memperbaikinya, produk
tersebut secara ekonomis dapat

107 Pengendalian Kualitas Pada Corrugated Concrete Sheet Pile Dengan Metode Six Sigma
disempurnakan lagi menjadi produk jadi
yang baik. Sedangkan pengertian produk
cacat menurut (Bastian Bustami dan
Nurlela 2006:136) adalah produk yang
dihasilkan dalam proses produksi, dimana
produk yang dihasilkan tersebut tidak
sesuai dengan standar mutu yang
ditetapkan.
Adapun pandangan mengenai produk cacat
menurut PT. Percetakan Gramedia
Cikarang produk cacat adalah produk yang
tidak memenuhi standar mutu yang telah
ditetapkan dan tidak dapat diteruskan ke
tahap proses selanjutnya, melainkan harus
dihancurkan atau didaur ulang kembali.
2.7 Produk Rusak Pengertian Produk Rusak menurut
(Mulyadi 2007: 302) adalah produk yang
tidak memenuhi standar mutu yang telah
ditetapkan, secara ekonomis tidak dapat
diperbaiki menjadi produk yang
baik. Sedangkan menurut (Bastian
Bustami dan Nurlela 2006:147) produk
rusak adalah produk yang dihasilkan dalam
proses produksi, dimana produk yang
dihasilkan tersebut tidak sesuai dengan
standar mutu yang ditetapkan, tetapi secara
ekonomis produk tersebut dapat diperbaiki
dengan mengeluarkan biaya tertentu.
3. METODE PENELITIAN
Jenis Penelitian yang digunakan adalah
penelitian Non-eksperimental atau
penelitian yang dilakukan secara tidak
langsung, dan lebih mengarah kepada
pengumpulan data.
Objek Penelitian atau hal yang menjadi
sasaran penelitian ini adalah Produk
corrugated concrete sheet pile (CCSP)
oleh Proyek EPCI Sheet Pile Balikpapan.
Data yang digunakan pada penelitian ini
adalah:
1. Data Primer
Pengumpulan data primer bertujuan untuk
mengumpulkan data-data langsung dari
sumber utama bertujuan sebagai verifikasi
hasil dari proses olah data. data primer
meliputi wawancara, observasi, dan
dokumentasi.
2. Data Sekunder
Pengumpulan data sekunder bertujuan
untuk mengumpulkan data-data informasi
terkait penelitian. Data sekunder meliputi
kriteria keberterimaan pekerjaan EPCI
Sheet Pile (Engineering Procurement
Construction Installation), report
pemeriksaan corrugated concrete sheet
Pile (CCSP), dan prosedur produksi
corrugated concrete sheet pile (CCSP).
Teknik pengumpulan data yang dilakukan
oleh penulis untuk mendapatkan dan
mengumpulkan data adalah sebagai
berikut:
1. Wawancara
Wawancara kepada salah satu staff
quality control perusahaan tentang
proses produksi produk CCSP.
2. Dokumentasi
Dokumentasi penelitian juga penting
untuk membuktikan suatu data.
3. Instansi perusahaan
Pengumpulan data-data sekunder ke
instansi perusahaan yang terkait.
3.1 Pengumpulan Data
Pada penelitian ini, data yang diperlukan
adalah data pengiriman produk CCSP ke
Stock yard Balikpapan dan Ceklis
Kerusakan produk yang terjadi pada saat
pengiriman. Data tersebut diperoleh dari
data sekunder perusahaan dan Hasil
wawancara.
3.2 Analisa Data
Penelitian ini mengacu pada Pande dan
Holpp (2005) yaitu melalui tahap DMAIC
(Define, Measure, Analyze, Improve dan
Control) yang digunakan untuk
menyelesaikan masalah dan perbaikan
kualitas terhadap proses pengiriman
produk.
3.3 Tahap Define
Define merupakan tahap pertama dalam
program peningkatan kualitas metode six

108 Jurnal TRANSUKMA Volume 03 Nomor 02 Juni 2021
sigma. Langkah operasional pertama yang
akan dilakukan adalah menentukan sasaran
dan tujuan peningkatan kualitas serta
identifikasi cacat produk.
3.4Tahap Measure
Measure merupakan tahap kedua dalam
metode six sigma. Tahap pengukuran ini
dilakukan melalui 2 tahap yaitu:
1. Analisis diagram kontrol (P-chart).
Diagram kontrol P digunakan untuk
atribut yaitu pada sifat-sifat produk
yang berdasarkan atas proporsi jumlah
suatu kejadian atau kejadian seperti
diterima atau ditolak akibat proses
produksi. Diagram ini dapat disusun
dengan langkah sebagai berikut:
a. Uji kecukupan data
Perhitungan uji kecukupan data
dengan rumus sebagai berikut:
𝑁′ =𝐾2
𝑆2 𝑥 𝑝 (1 − 𝑝)
N’ < N jumlah data yang diuji cukup
Dimana N adalah kecukupan data, K
adalah tingkat kepercayaan, S adalah
tingkat ketelitian, dan P adalah
Presentase Cacat
Nilai K jika tingkat kepercayaan
95% adalah 2 dan jika 99% adalah 3.
Nilai S jika tingkat ketelitian 5%
adalah 0,05 dan jika 1% adalah 0,01
b. Pemeriksaan Karateristik dengan
menghitung nilai Mean (CL).
Rumus mencari nilai mean:
𝐶𝐿 = ∑𝑛∑𝑛𝑝
Dimana n merupakan jumlah sample, np
merupakan jumlah kecacatan, dan CL
merupakan rata-rata Kecacatan.
Untuk menentukan batas kendali
terhadap pengawasan yang dilakukan
dengan menetapkan nilai UCL (upper
control limit) dan LCL (Low Control
Limit):
𝑈𝐶𝐿 = 𝐶𝐿 + 3√𝑝(1 − 𝑝)
𝑛
𝐿𝐶𝐿 = 𝐶𝐿 − 3√𝑝(1 − 𝑝)
𝑛
Dimana CL adalah rata-rata kecacatan
dan n adalah jumlah sampel
2. Menganalisis tingkat sigma dan Defect
for million opportunitas perusahaan.
Menghitung DPMO (Defect Per Million
Opportunities) dengan rumus:
𝐷𝑃𝑈 = 𝑇𝑜𝑡𝑎𝑙 𝐾𝑒𝑟𝑢𝑠𝑎𝑘𝑎𝑛
𝑇𝑜𝑡𝑎𝑙 𝑃𝑟𝑜𝑑𝑢𝑘𝑠𝑖 𝑥 1.000.000
3.5 Tahap Analyze
Setelah diperoleh data pada tahap define
dan tahap measure maka pada tahap ketiga
ini dilakukan identifikasi penyebab
masalah kualitas. Hal tersebut dapat
dilakukan dengan menggunakan peta
kendali P (P-Chart)
3.6 Tahap Improve
Merupakan tahap peningkatan kualitas six
sigma harus melakukan pengukuran (lihat
dari peluang, kerusakan, proses kapabilitas
saat ini), rekomendasi ulasan perbaikan
menganalisa kemudian tindakan perbaikan
dilakukan.
3.7 Tahap Control
Merupakan tahap peningkatan kualitas
dengan memastikan level baru kinerja
dalam kondisi standar dan terjaga nilai-
nilai peningkatannya yang kemudian
didokumentasikan yang berguna sebagai
langkah perbaikann untuk kinerja proses
berikutnya.
3.8 Diagram Sebab Akibat (Fish Bone)
Analisis fishbone adalah suatu pendekatan
terstruktur yang memungkinkan dilakukan
suatu analisis lebih terperinci dalam
menemukan penyebab-penyebab suatu
masalah, ketidaksesuaian, dan kesenjangan
yang ada (Gaszpers, V. 2002). Langkah
langkah yang harus dilakukan adalah:

109 Pengendalian Kualitas Pada Corrugated Concrete Sheet Pile Dengan Metode Six Sigma
1) Pengumpulan data
2) Menggambarkan bagan faktor
penyebab
3) Identifikasi akar masalah
4) Rekomendasi dan implementasi
3.9 Wawancara
Wawancara atau interview merupakan
cara mengumpulkan data dengan
mengajukan pertanyaan langsung kepada
seorang narasumber atau yang sering
disebut informan. Biasanya, sebelum
melakukan wawancara, pewawancara
mempersiapkan terlebih dahulu
pertanyaan-pertanyaan yang akan
diajukan kepada informan.
4. HASIL DAN PEMBAHASAN
4.1 Tahap Define
Sasaran dan tujuan perbaikan yang
menjadi obyek penelitian ini adalah
Pengiriman Produk CCSP (corrugated
Concrete Sheet pile). Perusahaan
mengutamakan kepuasan konsumen
dengan menjaga kondisi produk selama
proses pengiriman. Sehingga untuk
mencapai hal itu perusahaan
menginginkan kondisi produk yang
sampai pada konsumen bebas dari cacat
sampel, retak dan produk yang ditolak
(reject)
4.2 Tahap Measure
Tabel 1 adalah data produk CCSP
berdasarkan shipment 1 sampai dengan 5
pada tahun 2018.
Tabel 1 Laporan Pengiriman CCSP
(Corrugated Concrete Sheet Pile)
dalam 5 shipmen
Selanjutnya dilakukan perhitungan uji
kecukupan data untuk memastikan
apakah data yang dikumpulkan dalam
laporan tersebut cukup.
a) Menghitung Uji Kecukupan Data
𝑁′ =𝐾2
𝑆2 𝑥 𝑝 (1 − 𝑝)
𝐾 = Tingkat Kepercayaan 95% = 2
𝑆 = Tingkat Kepercayaan 5% = 0.05
𝑃 = 93%
𝑁 = 1555
𝑁′ =22
0.052 𝑥 93% (1 − 93%) = 104.16
N’ < N Jumlah data yang diuji cukup
104,16 < 1555 Jumlah data cukup
Dalam tahap Measure pengukuran dibagi
menjadi dua tahap yaitu:
1. Analisis Diagram Kontrol (P-Chart)
Data diambil dari proyek EPCI
Sheetpile yaitu pengawasan kualitas
yang diukur dari produk yang sudah
sampai di stock yard. Jumlah produk
sesuai dengan permintaan konsumen
sebanyak 1555 batang dan ditemukan
produk cacat sebanyak 1435 batang.
Dari data-data tersebut dapat dibuat peta
kendali P-chart, berikut contoh
perhitungan mean (CL), batas kendali
bawah (LCL), dan batas kendali atas
(UCL) produk CCSP dalam 5 kali
pengiriman.
a) Menghitung Mean (CL)
𝐶𝐿 = ∑𝑛𝑝
∑𝑛
𝐶𝐿 = 1.435
1.555 = 0,923
b) Menghitung Presentase kerusakan
𝑝 = 𝑛𝑝
𝑛
𝑝 = 42
44 = 0,95455 = 95%
c) Menghitung batas kendali atas
(UCL) dan batas kendali bawah
(LCL)
𝑈𝐶𝐿 = 𝐶𝐿 + 3√𝐶𝐿 (1 − 𝐶𝐿)
𝑛

110 Jurnal TRANSUKMA Volume 03 Nomor 02 Juni 2021
= 0,923 + 3√0,923 (1 − 0,923)
44= 1,044
𝐿𝐶𝐿 = 𝐶𝐿 − 3√𝐶𝐿 (1 − 𝐶𝐿)
𝑛
= 0,923 − 3√0,923 (1 − 0,923)
44= 0,802
Setelah dilakukan perhitungan,
rekapitulasi perhitungan CL, UCL dan
LCL dibuat kedalam bentuk tabel 2.
Tabel 2 Perhitungan Batas Kendali
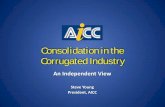
Dari hasil perhitungan diatas, maka
selanjutnya dapat dibuat peta kendali yang
berfungsi untuk mengetahui apakah suatu
proses berada dalam batas kendali atau
apakah kapabilitas sebuah proses berada
pada batas dan kriteria yang diharapkan,
dapat dilihat pada Gambar 1.
Gambar 1 Grafik peta kendali
pengendalian kualitas produk
CCSP
Berdasarkan gambar 1 dapat dilihat bahwa
data yang diperoleh seluruhnya berada
dalam batas kendali yang diharapkan. Hal
ini menunjukkan pengendalian dari
kerusakan yang stabil tetapi masih sangat
tinggi sehingga perlu dilakukan
pengendalian kualitas. Hal ini juga
menyatakan pengendalian kualitas
perusahaan memerlukan adanya perbaikan
dalam sistem pengiriman produk untuk
mengurangi tingkat kecacatan.
2. Tahap Pengukuran tingkat six sigma
dan Defect for million opportunities
(DPMO).
Untuk mengukur tingkat six sigma dari
pengiriman produk CCSP dapat dilakukan
dengan cara Gaspersz (2007:42) dengan
langkah sebagai berikut:
a) Menghitung DPU (Defect per unit)
𝐷𝑃𝑈 = 𝑇𝑜𝑡𝑎𝑙 𝐾𝑒𝑟𝑢𝑠𝑎𝑘𝑎𝑛
𝑇𝑜𝑡𝑎𝑙 𝑃𝑟𝑜𝑑𝑢𝑘𝑠𝑖
𝐷𝑃𝑈 = 42
44= 0,95455
b) Menghitung DPMO (Defect Per
Million Opportunities) 𝐷𝑃𝑀𝑂
= 𝑇𝑜𝑡𝑎𝑙 𝐾𝑒𝑟𝑢𝑠𝑎𝑘𝑎𝑛
𝑇𝑜𝑡𝑎𝑙 𝑃𝑟𝑜𝑑𝑢𝑘𝑠𝑖 𝑥 1.000.000
= 42
44 𝑥 1.000.000 = 95.455
c) Mengkonversikan hasil DPMO
dengan tabel Six sigma untuk
mendapatkan hasil sigma
Setelah dilakukan perhitungan nilai Sigma,
Rekapitulasi perhitungan DPU, DPMO dan
Nilai sigma dibuat kedalam bentuk Tabel
3.
Tabel 3 Pengukuran Tingkat Sigma dan
DPMO (Defect Per Million
Opportunities)
Dari hasil perhitungan tabel 3
pengendalian kualitas produk CCSP
memiliki tingkat sigma rata-rata 2,82.
4.3 Tahap Analyze
Mengidentifikasi penyebab masalah

111 Pengendalian Kualitas Pada Corrugated Concrete Sheet Pile Dengan Metode Six Sigma
kualitas dengan menggunakan Diagram
Pareto. Data yang diolah untuk
mengetahui presentase Kerusakan Produk
dihitung dengan rumus : %𝑘𝑒𝑟𝑢𝑠𝑎𝑘𝑎𝑛
=𝐽𝑢𝑚𝑙𝑎ℎ 𝑗𝑒𝑛𝑖𝑠 𝑘𝑒𝑟𝑢𝑠𝑎𝑘𝑎𝑛
𝐽𝑢𝑚𝑙𝑎ℎ 𝑘𝑒𝑟𝑢𝑠𝑎𝑘𝑎𝑛 𝑘𝑒𝑠𝑒𝑙𝑢𝑟𝑢ℎ𝑎𝑛 𝑥 100%
Presentase jenis produk yang ditolak:
1. Produk Sampel sebanyak 1.304 batang
Perhitungan:
%𝑘𝑒𝑟𝑢𝑠𝑎𝑘𝑎𝑛 =1.304
1.435 𝑥 100%
= 90,8%
Tabel 4 Perhitungan presentase
kerusakan produk
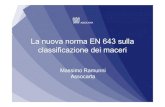
Hasil perhitungan dapat digambarkan
dalam diagram pareto yang ditunjukkan
pada gambar 2.
Gambar 2 Diagram Pareto Jenis
kecacatan produk CCSP
Dari diagram pareto pada Gambar 2,
penyebab kecacatan ada 4 yaitu sampel,
sompel + retak, retak dan reject. Penyebab
paling utama kecacatan yaitu sampel
dengan presentase dari total kecacatan
adalah 90%. Penyebab lainnya yaitu retak,
sampel + Retak dan reject dengan
presentase masing-masing 0,63%; 8,2%
dan 0,35%. Jadi perbaikan dapat dilakukan
terhadap 4 jenis penyebab kecacatan
tersebut.
4.4 Diagram Sebab Akibat (Fishbone)
Diagram sebab akibat memperlihatkan
hubungan antara permasalahan yang
dihadapi dengan kemungkinan
penyebabnya serta faktor-faktor yang
mempengaruhinya. Adapun hasil dari
wawancara PT. PIP faktor-faktor yang
mempengaruhi dan menjadi penyebab
kerusakan dapat digolongkan sebagai
berikut:
a) Man (manusia)
Para pekerja dan operator yang
melakukan pekerjaan dalam proses
pengiriman produk.
b) Method (metode)
Instruksi kerja atau perintah kerja yang
harus diikuti dalam proses pengiriman
produk
c) Environment (lingkungan)
Keadaan sekitar area loading
unloading produk yang berada di
pelabuhan secara tidak langsung
mempengaruhi proses pengiriman
produk dan lokasi tanah stock yard
yang labil (tidak padat).
d) Machine (mesin)
Mesin dan berbagai peralatan yang
digunakan dalam proses pengiriman
Adapun penggunaan diagram sebab akibat
untuk menelusuri jenis masing-masing
kecacatan yang terjadi adalah seperti pada
Gambar 3, Gambar 4, dan Gambar 5.
Gambar 3 Diagram Sebab Akibat Jenis
Kecacatan Sompel

112 Jurnal TRANSUKMA Volume 03 Nomor 02 Juni 2021
Gambar 4 Diagram Sebab Akibat Jenis
Kecacatan Retak
Gambar 5 Diagram Sebab Akibat Jenis
Kecacatan ditolak (reject)
4.5 Tahap Improve
Merupakan rencana tindakan untuk
melaksanakan peningkatan kualitas six
sigma setelah mengetahui penyebab
kecacatan produk CCSP, maka disusun
suatu rekomendasi atau usulan tindakan
secara umum dalam upaya menekan
tingkat kerusakan produk seperti pada tabel
5, 6 dan 7.
4.6 Tahap Control
Merupakan tahap analisis terakhir dari
proyek six sigma yang menekankan pada
pendokumentasian dan penyebarluasan
dari tindakan yang telah dilakukan
meliputi:
1. Melakukan perawatan mesin tidak
hanya saat mesin mengalami
kerusakan
2. Melakukan pengawasan terhadap
pekerja dilapangan agar pekerja
bekerja sesuai dengan prosedur
3. Melakukan pencatatan seluruh
kondisi produk sebelum proses
pengiriman dan saat tiba dilokasi
tujuan
4. Melaporkan hasil pencatatan
berdasarkan type produk kepada
supervisor
5. Total produk cacat dalam 1 kali
pengiriman dicantumkan dalam
mothly manager scorecard atas
pertanggungjawaban manajer untuk
dilaporkan.
Penetapan metode six sigma dapat
dilakukan secara terus menerus supaya
peningkatan kualitas pengiriman produk
CCSP dan nilai Sigma dapat dicapai dan
diketahui perkembangannya.
4.7 Metode Pengendalian Kualitas
produk Corrugated Concrete Sheet
Pile (CCSP) oleh PT PIP
1. Saat Pengangkutan
a. Packing kayu diletakkan setiap 4 m
– 5 m, Jenis kayu meranti
b. Ikatan rantai harus kuat dan
kencang
c. Pertemuan rantai dengan produk
dilapisi ban bekas
d. Produk harus diikat di setiap 4 baris
sejumlah 3 pcs
e. Rantai harus mempunyai faktor
keamanan (FS) 3
f. Jumlah tumpukan tidak boleh
melebihi kapasitas alat angkut dan
peraturan lalu lintas
g. Sheet pile disusun simetris dalam 1
tipe
h. Produk harus bertumpu merata dan
Posisi packing kayu disusun selang
seling
i. Semua bagian dari sambungan
kayu harus terpasang pada produk
j. Memberi proteksi berupa karet (ban
bekas) untuk produk yang berada
dibagian dinding kapal
k. Memberi proteksi diantara barisan
produk berupa karet pada bagian
kepala dan kaki produk

113 Pengendalian Kualitas Pada Corrugated Concrete Sheet Pile Dengan Metode Six Sigma
Gambar 6 Detail Packing produk CCSP
type W400 L15
Gambar 7 Tampak Samping packing
produk CCSP
Gambar 8 Tampak depan packing produk
CCSP
5. KESIMPULAN
Kesimpulan pada penelitian ini adalah
sebagai berikut:
1. Berdasarkan data pengiriman produk
CCSP yang diperoleh diketahui
jumlah pengirimannya sebesar 1.555
batang dengan jumlah produk cacat
yang terjadi dalam 5 kali pengiriman
sejumlah 1.435 batang. berdasarkan
perhitungan proses pengiriman produk
CCSP ini memiliki tingkat sigma 2,83.
hal ini tentunya menjadi sebuah
kerugian apabila tidak ditangani sebab
semakin banyak produk gagal
mengakibatkan pembengkakan biaya
produksi.
2. Faktor-Faktor penyebab kerusakan
paling potensial adalah faktor manusia
kemudian diikuti oleh faktor metode
pelaksanaan dan faktor Lingkungan.
3. Berdasarkan diagram pareto, prioritas
perbaikan yang perlu dilakukan oleh
perusahaan untuk menekan atau
menekan jumlah produk cacat yang
terjadi dalam pengiriman dapat
dilakukan dengan mengurutkan
presentase penyebab kecacatan
tertinggi berturut-turut yaitu cacat
sompel 90,8%, sompel dan Retak
(Crack) sebanyak 8,2%, Retak (crack)
sebanyak 0,63% dan produk yang
ditolak (reject) sebanyak 0,35%.
Berdasarkan hasil wawancara dengan
PT. PIP untuk menekan jumlah nilai
sigma untuk mencapai tingkat
kegagalan nol (zero defect) dapat
melakukan perbaikan pada bentuk
packing pengiriman produk CCSP.
DAFTAR PUSTAKA
Safrizal & Muhazir. 2016. Pengendalian
Kualitas Dengan Metode Six Sigma.
Jurnal Manajemen Keuangan vol 5
no 2 tahun 2016. November
Firman ardiansyah. 2014. Pengendalian
Cacat Produk Dengan Pendekatan
Six Sigma, Jurnal Dinamika Teknik
Vol 8 no 1, Januari 2014
Fikry Hamidy. 2016. Pendekatan Analisis
Fishbone, Jurnal Tekno Info vol 10
no 1 tahun 2016
Muhammad syarif hidayatullah. 2017
Analisis Pengendalian Kualitas.
Jurnal Penelitian Ekonomi Wiga vol
7 Maret 2017
Pengendalian Kualitas untuk meminimasi
produk cacat, Jurnal J@TI UNDIP
vol ix, No 3, September 2014
M. Iqbal Hasan. Pokok-Pokok Materi
Statistic 2 (Statistic Inferensif), edisi
kedua
Thomas L. Saaty. 1993. Pengambilan
Keputusan, seri manajemen no. 134.
Dewi, S. K. 2012, Minimasi Defect Produk
dengan Konsep Six Sigma. Jurnal
Teknik Industri. Vol. 13, No.1, Pp.
43-50.