Pengaruh PWHT dan Non PWHT Dengan Las SMAW Terhadap …
6
JURNAL TEKNIK POMITS Vol. 1, No. 1, (2013) 1-6 1 Abstrak—Tujuan penelitian ini adalah untuk menganalisa pengaruh post weld heat treatment (PWHT) dan Non PWHT dengan pengelasan SMAW terhadap sifat mekanik dan struktur mikro pada pipa ASTM A-106 Grade B. Dimana proses penyambungan dengan metode pengelasan masih terjadi kegagalan dan perlu diteliti lebih lanjut penyebabnya. Dalam penelitian ini, pengujian yang dilakukan berupa non destructive test (magnetic particle dan radiography), tensile test, hardness test, metallography (makro dan mikro), uji SEM/EDX, dan uji XRD. Pada pengujian tarik untuk sambungan butt weld dan fillet weld dengan perlakuan PWHT menunjukkan bahwa perlakuan panas pasca las mempengaruhi peningkatan nilai elongation sambungan las. Sedangkan pada pengujian kekerasan, distribusi kekerasan yang tertinggi berada di daerah HAZ kemudian diikuti oleh daerah weld metal dan distribusi kekerasan yang terendah adalah base metal. Adapun pada pengujian metallography, struktur mikro spesimen tanpa perlakuan PWHT untuk sambungan butt weld dan fillet weld terlihat bahwa struktur didominasi oleh ferit (butiran yang berwarna terang) dan fasa perlit (butiran yang berwarna gelap) lebih sedikit. Pada pengujian XRD, adanya proses PWHT pada proses pengelasan memberikan efek pengurangan terhadap regangan dan tegangan sisa pada suatu material. Kata Kunci—ASTM A106, Butt Weld, Fillet Weld, PWHT, SMAW I. PENDAHULUAN erusahaan eksplorasi gas alam dan minyak mentah yang beroperasi selalu membutuhkan keandalan fasilitas pendukungnya, contohnya compressor, pressure vessel, bottle, pipa dan sebagainya. Pipa merupakan salah satu jenis komponen yang berfungsi menyalurkan hasil produksi berupa gas atau minyak dari suatu sumur menuju plant (unit pemrosesan selanjutnya). Dalam perancangan sistem perpipaan dilakukan pengelasan (welding) sebagai metode penghubungan yang dianggap paling efisien. Namun penyambungan dengan metode pengelasan masih terjadi kegagalan. Kegagalan pengelasan tersebut akibat adanya porositas pada logam las, adanya tegangan sisa, terjadinya konsentrasi tegangan, serta bisa juga akibat terjasi over load dan beban fatigue yang dialami di sambungan pipa tersebut. Hasil inpeksi yang dilakukan oleh perusahaan eksplorasi dalam kurun waktu tertentu ditemukan adanya beberapa faktor penyebab kerusakan yang diakibatkan oleh corrosion, erosion, welding defect, material defect, vibration stress maupun mechanical. Dari data inspeksi tersebut, tercatat bahwa adanya 33 permasalahan kegagalan akibat vibration stress sejak tertanggal 9 Januari 2008 hingga 15 Maret 2012. Dimana berdasarkan katagori yang dilakukan untuk vibration stress menduduki peringkat kedua dari penyebab kegagalan di fasilitas produk perusahaan tersebut. II. METODE PENELITIAN A. Preparasi Awal Material Material yang digunakan adalah pipa ASTM A-106 Grade B dengan perbandingan spesifikasi sebagai berikut : Tabel 1 Perbandingan Chemical Composition Pipa ASTM A-106 Grade B Preparasi awal material pipa ASTM A-106 Grade B yakni dengan melakukan proses pemotongan (cutting) material pipa ASTM A-106 Grade B nominal pipe size 1 inch tersebut menjadi 14 spesimen yang berukuran 150 mm dan pipa ASTM A-106 Grade B nominal pipe size ¾ inch tersebut menjadi 14 spesimen yang berukuran 170 mm. Langkah berikutnya adalah melakukan proses lathe (bubut) pada material pipa ASTM A-106 Grade B nominal pipe size ¾ inch guna mengurangi outside diameter pipa yang nantinya akan dilakukan fillet weld joint dengan pipa ASTM A-106 nominal pipe size 1 inch. Sedangkan untuk preparasi awal material pipa ASTM A-106 yang akan dilakukan butt weld joint yakni dengan melakukan proses pemotongan (cutting) material pipa ASTM A-106 nominal pipe size 1 inch tersebut menjadi 6 spesimen yang berukuran 150 mm. Kemudian dilakukan pembuatan kampuh V dengan sebesar 60°. Persiapan akhir material sebelum pengelasan dilakukan yakni dengan membersihkan permukaan logam induk dimana spesimen disikat dengan sikat baja yang bersih sesaat sebelum di las. Pengaruh PWHT dan Non PWHT Dengan Las SMAW Terhadap Sifat Mekanik dan Struktur Mikro Pada Pipa ASTM A-106 Grade B Khristian Chandra Luckyta dan Rochman Rochiem Jurusan Teknik Material dan Metalurgi, Fakultas Teknologi Industri, Institut Teknologi Sepuluh Nopember (ITS) Jl. Arief Rahman Hakim, Surabaya 60111 Indonesia e-mail: [email protected] P Pipe Size 3/4 inch Pipe Size 1 inch 1. CARBON max. 0.3 0,166 0,205 SESUAI 2. MANGANESE 0.29 - 1.06 0,464 0,479 SESUAI 3. PHOSPHORUS max. 0.035 0,0118 0,013 SESUAI 4. SULFUR max. 0.035 0,0215 0,026 SESUAI 5. SILICON min. 0.10 0,228 0,282 SESUAI 6. CHROME max. 0.40 0,015 0,082 SESUAI 7. COPPER max. 0.40 0,0166 0,03 SESUAI 8. MOLYBDENUM max. 0.15 0,0018 0,037 SESUAI 9. NICKEL max. 0.40 < 0,0010 0,02 SESUAI 10. VANADIUM max. 0.08 < 0,0010 0,002 SESUAI No. CHEMICAL COMPOSITION STANDART ASTM A106 GRADE B (%) HASIL SPEKTROANALYZER (%) KETERANGAN
Transcript of Pengaruh PWHT dan Non PWHT Dengan Las SMAW Terhadap …

JURNAL TEKNIK POMITS Vol. 1, No. 1, (2013) 1-6
1
Abstrak—Tujuan penelitian ini adalah untuk menganalisa
pengaruh post weld heat treatment (PWHT) dan Non PWHT
dengan pengelasan SMAW terhadap sifat mekanik dan
struktur mikro pada pipa ASTM A-106 Grade B. Dimana
proses penyambungan dengan metode pengelasan masih
terjadi kegagalan dan perlu diteliti lebih lanjut penyebabnya.
Dalam penelitian ini, pengujian yang dilakukan berupa non
destructive test (magnetic particle dan radiography), tensile
test, hardness test, metallography (makro dan mikro), uji
SEM/EDX, dan uji XRD. Pada pengujian tarik untuk
sambungan butt weld dan fillet weld dengan perlakuan PWHT
menunjukkan bahwa perlakuan panas pasca las
mempengaruhi peningkatan nilai elongation sambungan las.
Sedangkan pada pengujian kekerasan, distribusi kekerasan
yang tertinggi berada di daerah HAZ kemudian diikuti oleh
daerah weld metal dan distribusi kekerasan yang terendah
adalah base metal. Adapun pada pengujian metallography,
struktur mikro spesimen tanpa perlakuan PWHT untuk
sambungan butt weld dan fillet weld terlihat bahwa struktur
didominasi oleh ferit (butiran yang berwarna terang) dan fasa
perlit (butiran yang berwarna gelap) lebih sedikit. Pada
pengujian XRD, adanya proses PWHT pada proses
pengelasan memberikan efek pengurangan terhadap
regangan dan tegangan sisa pada suatu material.
Kata Kunci—ASTM A106, Butt Weld, Fillet Weld, PWHT,
SMAW
I. PENDAHULUAN
erusahaan eksplorasi gas alam dan minyak mentah
yang beroperasi selalu membutuhkan keandalan
fasilitas pendukungnya, contohnya compressor, pressure
vessel, bottle, pipa dan sebagainya. Pipa merupakan salah
satu jenis komponen yang berfungsi menyalurkan hasil
produksi berupa gas atau minyak dari suatu sumur menuju
plant (unit pemrosesan selanjutnya). Dalam perancangan
sistem perpipaan dilakukan pengelasan (welding) sebagai
metode penghubungan yang dianggap paling efisien.
Namun penyambungan dengan metode pengelasan masih
terjadi kegagalan. Kegagalan pengelasan tersebut akibat
adanya porositas pada logam las, adanya tegangan sisa,
terjadinya konsentrasi tegangan, serta bisa juga akibat
terjasi over load dan beban fatigue yang dialami di
sambungan pipa tersebut.
Hasil inpeksi yang dilakukan oleh perusahaan
eksplorasi dalam kurun waktu tertentu ditemukan adanya
beberapa faktor penyebab kerusakan yang diakibatkan oleh
corrosion, erosion, welding defect, material defect,
vibration stress maupun mechanical. Dari data inspeksi
tersebut, tercatat bahwa adanya 33 permasalahan
kegagalan akibat vibration stress sejak tertanggal 9
Januari 2008 hingga 15 Maret 2012. Dimana berdasarkan
katagori yang dilakukan untuk vibration stress menduduki
peringkat kedua dari penyebab kegagalan di fasilitas
produk perusahaan tersebut.
II. METODE PENELITIAN
A. Preparasi Awal Material
Material yang digunakan adalah pipa ASTM A-106
Grade B dengan perbandingan spesifikasi sebagai berikut :
Tabel 1 Perbandingan Chemical Composition Pipa ASTM A-106 Grade B
Preparasi awal material pipa ASTM A-106 Grade B
yakni dengan melakukan proses pemotongan (cutting)
material pipa ASTM A-106 Grade B nominal pipe size 1
inch tersebut menjadi 14 spesimen yang berukuran 150 mm
dan pipa ASTM A-106 Grade B nominal pipe size ¾ inch
tersebut menjadi 14 spesimen yang berukuran 170 mm.
Langkah berikutnya adalah melakukan proses lathe (bubut)
pada material pipa ASTM A-106 Grade B nominal pipe
size ¾ inch guna mengurangi outside diameter pipa yang
nantinya akan dilakukan fillet weld joint dengan pipa
ASTM A-106 nominal pipe size 1 inch. Sedangkan untuk
preparasi awal material pipa ASTM A-106 yang akan
dilakukan butt weld joint yakni dengan melakukan proses
pemotongan (cutting) material pipa ASTM A-106 nominal
pipe size 1 inch tersebut menjadi 6 spesimen yang
berukuran 150 mm. Kemudian dilakukan pembuatan
kampuh V dengan sebesar 60°. Persiapan akhir material
sebelum pengelasan dilakukan yakni dengan membersihkan
permukaan logam induk dimana spesimen disikat dengan
sikat baja yang bersih sesaat sebelum di las.
Pengaruh PWHT dan Non PWHT Dengan Las
SMAW Terhadap Sifat Mekanik dan Struktur Mikro
Pada Pipa ASTM A-106 Grade B
Khristian Chandra Luckyta dan Rochman Rochiem
Jurusan Teknik Material dan Metalurgi, Fakultas Teknologi Industri, Institut Teknologi Sepuluh
Nopember (ITS)
Jl. Arief Rahman Hakim, Surabaya 60111 Indonesia
e-mail: [email protected]
P
Pipe Size 3/4 inch Pipe Size 1 inch
1. CARBON max. 0.3 0,166 0,205 SESUAI
2. MANGANESE 0.29 - 1.06 0,464 0,479 SESUAI
3. PHOSPHORUS max. 0.035 0,0118 0,013 SESUAI
4. SULFUR max. 0.035 0,0215 0,026 SESUAI
5. SILICON min. 0.10 0,228 0,282 SESUAI
6. CHROME max. 0.40 0,015 0,082 SESUAI
7. COPPER max. 0.40 0,0166 0,03 SESUAI
8. MOLYBDENUM max. 0.15 0,0018 0,037 SESUAI
9. NICKEL max. 0.40 < 0,0010 0,02 SESUAI
10. VANADIUM max. 0.08 < 0,0010 0,002 SESUAI
No.CHEMICAL
COMPOSITION
STANDART
ASTM A106
GRADE B (%)
HASIL SPEKTROANALYZER (%)KETERANGAN

JURNAL TEKNIK POMITS Vol. 1, No. 1, (2013) 1-6
2
B. Proses Pengelasan
(a) (b)
Gambar 1 (a) Desain Spesimen Sambungan fillet weld antara pipe size ¾
inch (no.1) dan pipe size 1 inch (no.2), (b) Desain Spesimen Sambungan butt
weld pipe size 1 inch
Setelah dilakukan preparasi awal material dilanjutkan
pada proses pengelasan. Langkah-langkah yang dilakukan
adalah mempersiapkan mesin las SMAW dan logam
pengisi sesuai dengan arus dan ketebalan pipa, kemudian
mempersiapkan benda kerja yang akan dilas pada meja las.
Adapun posisi pengelasan dengan menggunakan posisi
pengelasan mendatar atau bawah tangan. Kemudian
menyetel ampere meter dan tegangan sesuai dengan
parameter yang ditentukan. Setelah melakukan persiapan
alat-alat pengelasan, maka dilakukan proses pengelasan.
Proses pengelasan ini dilaksanakan sesuai desain spesimen
sambungan las yang tertera pada gambar 1. Adapun
parameter proses pengelasan yang dipakai adalah sebagai
berikut : Tabel 2 Parameter pengelasan Butt Weld Joint
Tabel 3 Parameter pengelasan Fillet Weld Joint (Leg Size 1:1)
Tabel 4 Parameter pengelasan Fillet Weld Joint (Leg Size 1:2)
C. Proses Non Destructive Test
Pada pengamatan cacat las hasil pengelasan tersebut
dilakukan dengan menggunakan 2 metode yakni metode
radiografi untuk butt weld joint dan metode magnetic
particle untuk fillet weld joint.
D. Proses Post Weld Heat Treatment (PWHT)
PWHT adalah bagian dari proses heat treatment yang
bertujuan untuk menghilangkan tegangan sisa yang
terbentuk setelah proses pengelasan selesai.
Proses PWHT dapat dilakukan dengan dua cara yaitu
memasukkan benda uji kedalam dapur atau melakukan
pemanasan setempat localized didekat daerah pengelasan
saja.
Adapun Proses PWHT yang dilakukan dalam penelitian
ini mengacu kepada standart ASME Code for Pressure
Piping, B31.3-2010 (Process Piping)
E. Pengujian Tarik
Pengujian ini bertujuan untuk mendapatkan Tensile
Strength, Yield Strength, dan Elongation. Setelah
pengujian dilakukan, didapatkan Kurva P-ΔL yang
kemudian harus dtransformasikan kedalam Kurva
Tegangan-Regangan. Standart pengujian tarik ini mengacu
pada standart ASTM E8.
F. Pengujian Kekerasan
Pengujian kekerasan dilakukan untuk mengetahui
distribusi kekerasan antara Base Metal, daerah sekitar
lasan HAZ (Heat Affected Zone) dan daerah logam lasan
(Weld Metal). Pengujian kekerasan Vickers dilakukan
berdasarkan standart ASTM E92.
G. Pengujian Metallography
Pada pengujian metallography ini dilakukan pengujian
foto struktur makro dan struktur mikro. Pengujian foto
makro dilakukan untuk mengetahui hasil pengelasan
sekaligus dapat terlihat daerah lebur (fusion zone/Weld
Metal), daerah Heat Affected Zone/HAZ dan daerah logam
induk (Base Metal). Pengujian ini dilakukan untuk
mengetahui kualitas hasil lasan melalui potongan
melintang dari lasan. Setelah didapatkan potongan
melintang yang sudah dietsa maka pengamatan dapat
dilakukan secara manual/visual. Sedangkan pengujian
struktur mikro bertujuan untuk mengetahui struktur mikro
yang terjadi didaerah lasan, HAZ dan logam dasar yang
terkena panas. Pengujian struktur mikro dilakukan sesuai
standar ASTM E-3.
H. Pengujian SEM-EDX
Pengujian SEM-EDX bertujuan untuk melihat morfologi
permukaan spesimen uji dan menganalisa komposisi kimia
dengan metoda scanning dan bisa diatur pembesarannya
1000x. Pengujian ini untuk mengetahui senyawa yang
ditimbulkan karena proses pengelasan. Adanya unsur-unsur
penyusun yang diketahui melalui EDX bisa menjadi
pertimbangan penyebab suatu kegagalan dalam proses
pengelasan.
I. Pengujian XRD
XRD merupakan salah satu alat pengujian material yang
biasanya digunakan untuk identifikasi unsur/senyawa
(analisis kualitatif) dan penentuan komposisi (analisis
kuantitatif). Tujuan dilakukannya pengujian XRD pada
penelitian ini adalah untuk mengetahui perubahan fase
struktur bahan dan mengetahui fase-fase apa saja yang
terbentuk selama proses pengelasan. Kemudian juga
dilakukan analisa rietveld sebagai perhitungan kuantitatif
terhadap estimasi nilai regangan, yang kemudian
digunakan untuk menghitung tegangan sisa pada
permukaan material yang terkena difraksi sinar X.

JURNAL TEKNIK POMITS Vol. 1, No. 1, (2013) 1-6
3
III. HASIL DAN DISKUSI
A. Proses Non Destructive Test
Pada proses magnetic particle inspection pada spesimen
fillet weld joint (spesimen 01 hingga spesimen 14) tidak
adanya indikasi cacat hasil lasan. Sedangkan proses
radiography test pada spesimen butt weld joint (spesimen
1A film position 0° dan 90º, spesimen 1B film position 0°
dan 90º, spesimen 1C film position 0°) tidak adanya
indikasi cacat hasil lasan. Namun pada spesimen 1C film
position 90º ditemukan indikasi cacat hasil lasan yang
berupa isolated slag inclusion (ISI). Hasil radiography test
tersebut berupa film yang berukuran 4” x 10” yang dilihat
melalui radiography film viewer (seperti ditunjukkan
gambar 2)
(a)
(b)
(c)
Gambar 2 (a) hasil radiography spesimen 1A film position 0° dan 90º , (b)
hasil radiography spesimen 1B film position 0° dan 90º , (c) hasil
radiography spesimen 1C film position 0° dan 90º
B. Pengujian Tarik
Setelah didapatkan hasil transformasi dari kurva
P-ΔL ke kurva σ teknik-ɛ teknik, maka didapatkan
informasi mengenai Tensile Strength, Yield Strength, dan
Elongation material yang ditunjukkan pada gambar 3
hingga gambar 8.
Gambar 3 Diagram balok nilai Tensile Strength, dan Yield Strength pada
sambungan butt weld.
Gambar 4 Diagram balok nilai Elongation pada sambungan butt weld.
Gambar 5 Diagram balok nilai Tensile Strength dan Yield Strength pada
sambungan fillet weld dengan perbandingan ukuran kaki las 1 : 1
Gambar 6 Diagram balok nilai Elongation pada sambungan fillet weld
dengan perbandingan ukuran kaki las 1 : 1
Gambar 7 Diagram balok nilai Tensile Strength dan Yield Strength pada
sambungan fillet weld dengan perbandingan ukuran kaki las 1 : 2
Gambar 8 Diagram balok nilai Elongation pada sambungan fillet weld
dengan perbandingan ukuran kaki las 1 : 1
Isolated Slag Inclusion (ISI)

JURNAL TEKNIK POMITS Vol. 1, No. 1, (2013) 1-6
4
Hasil pengujian pada sambungan butt weld tanpa PWHT
pada test piece 1A memiliki kekuatan tarik tertinggi
sebesar 45,24 kgf/mm2, pada test piece 1B memiliki
kekuatan tarik terendah sebesar 41,18 kgf/mm2, sedangkan
pada test piece 1C mengalami kenaikan kekuatan tarik
menjadi 43,70 kgf/mm2. Pada sambungan butt weld dengan
perlakuan PWHT, menunjukkan bahwa perlakuan panas
pasca las mempengaruhi kekuatan tarik, kekuatan luluh
dan nilai elongation sambungan las. Hal ini dibuktikan
dengan nilai kekuatan tarik dan kekuatan luluh pada test
piece 1D hingga 1F menurun dibawah kekuatan tarik dan
kekuatan luluh pada test piece 1A-1C (tanpa PWHT).
Dimana pada test piece 1D hingga 1F memiliki kekuatan
tarik sebesar 39,81 kgf/mm2 , 39,31 kgf/mm2 , 41,90
kgf/mm2 dan memiliki kekuatan luluh sebesar 30,47
kgf/mm2, 24,36 kgf/mm2, 24,62 kgf/mm2. Perbedaan yang
terjadi tidak terlalu signifikan, namun demikian terjadi
penurunan nilai yang cukup besar untuk spesimen dengan
perlakuan PWHT.
Hasil pengujian pada sambungan fillet weld dengan
perbandingan ukuran kaki las 1:1 (tanpa PWHT)
menunjukkan bahwa pada test piece 2 memiliki kekuatan
tarik tertinggi sebesar 23,27 kgf/mm2, pada test piece 4
memiliki kekuatan tarik terendah sebesar 21,73 kgf/mm2,
sedangkan pada test piece 3 kenaikan kekuatan tarik
menjadi 22,86 kgf/mm2. Sedangkan hasil pengujian pada
sambungan fillet weld dengan perbandingan ukuran kaki
las 1:2 (tanpa PWHT) pada test piece 9 memiliki kekuatan
tarik tertinggi sebesar 25,53 kgf/mm2, test piece 10
memiliki kekuatan tarik terendah sebesar 21,41 kgf/mm2,
sedangkan test piece 11 mengalami kenaikan kekuatan
tarik menjadi 23,44 kgf/mm2. Adanya perlakuan PWHT
menunjukkan bahwa kekuatan tarik dan kekuatan luluh
pada test piece 5, 6, 7, 12, 13 dan 14 menurun dibawah
kekuatan tarik dan kekuatan luluh pada test piece tanpa
PWHT.
C. Pengujian Kekerasan
Hasil pengujian kekerasan disajikan pada tabel data dan
grafik berikut ini :
Tabel 5 Perbandingan Distribusi Kekerasan pada sambungan butt weld
TP-1B , NON PWHT TP-1D , PWHT TP-1E , PWHT TP-1F , PWHT
VHN BASE METAL (HV) 124 127 134 129
VHN WELD METAL (HV) 139 141 133 140
VHN HAZ (HV) 156 160 159 160
Gambar 9 Grafik distribusi kekerasan pada sambungan butt weld
Tabel 6 Perbandingan distribusi kekerasan pada sambungan fillet weld
1:1 , NON PWHT 1:1 , PWHT 1:2 , NON PWHT 1:2 , PWHT
VHN BASE 3/4 Inch (HV) 138 133 132 124
VHN BASE 1 Inch (HV) 156 151 137 136
VHN WELD (HV) 169 159 169 144
VHN HAZ (HV) 197 177 193 150
Gambar 10 Grafik distribusi kekerasan pada sambungan fillet weld
Dari hasil pengujian didapatkan distribusi kekerasan
yang tertinggi berada di daerah HAZ kemudian diikuti oleh
daerah weld metal dan distribusi kekerasan yang terendah
adalah base metal. Dari hasil pengujian sambungan butt
weld dan fillet weld diketahui adanya perubahan hasil
distribusi kekerasan akibat proses pengelasan dan
perlakuan PWHT yang diberikan.
D. Pengujian Metallography
Hasil pengujian foto struktur makro disajikan pada data
gambar berikut ini :
(a) (b) (c) (d)
Gambar 11 foto makro sambungan butt weld (a) tanpa PWHT, (b) , (c) , (d)
perlakuan PWHT
(a) (b)
Gambar 12 foto makro sambungan fillet weld ukuran kaki las 1 : 1 (a) tanpa
PWHT, (b) perlakuan PWHT
(a) (b)
Gambar 13 foto makro sambungan fillet weld ukuran kaki las 1 : 2 (a) tanpa
PWHT, (b) perlakuan PWHT
Dari hasil penelitian struktur makro dengan
menggunakan larutan etsa reagent nital didapatkan lebar
daerah HAZ (heat affected zone) yang bebeda pada tiap
spesimen seperti pada gambar 11 untuk sambungan butt
weld dan pada gambar 12-13 untuk sambungan fillet weld.
Dari hasil foto makro tersebut, daerah HAZ yang warnanya
lebih menghitam daripada daerah weld metal dan base
metal. Pada spesimen sambungan butt weld tanpa
perlakuan PWHT tidak semua dilakukan foto makro
dikarenakan spesimen 1A mengalami pola patahan di
logam las dan spesimen 1C mengalami pola retakan di
HAZ dan logam las. Namun spesimen sambungan butt
weld foto makro didapatkan lebar HAZ yang sama yakni 6
mm. Pada spesimen sambungan fillet weld, semua

JURNAL TEKNIK POMITS Vol. 1, No. 1, (2013) 1-6
5
spesimen juga dilakukan pengamatan foto makro dan
didapatkan lebar daerah HAZ yang cukup bervariasi.
Adapun hasil pengujian foto struktur mikro pada
sambungan butt weld disajikan pada data gambar 14 (tanpa
PWHT) dan gambar 15 (perlakuan PWHT) berikut ini :
(a) (b)
(c) (d)
Gambar 14 (a) Struktur mikro base metal dengan perbesaran 200x,(b)
Struktur mikro HAZ dengan perbesaran 200x,(c) Struktur mikro weld metal
dengan perbesaran 200x,(d) fusion line
(a) (b)
(c) (d)
Gambar 15 (a) Struktur mikro base metal dengan perbesaran 200x,(b)
Struktur mikro HAZ dengan perbesaran 200x,(c) Struktur mikro weld metal
dengan perbesaran 200x,(d) fusion line
Sedangkan hasil pengujian foto struktur mikro pada
sambungan fillet weld disajikan pada data gambar 16
(tanpa PWHT) dan gambar 17 (perlakuan PWHT) berikut
ini :
(a) (b)
(c) (d)
Gambar 16 (a) Struktur mikro base metal dengan perbesaran 200x,(b)
Struktur mikro HAZ dengan perbesaran 200x,(c) Struktur mikro weld metal
dengan perbesaran 200x,(d) fusion line
(a) (b)
(c) (d)
Gambar 17 (a) Struktur mikro base metal dengan perbesaran 200x,(b)
Struktur mikro HAZ dengan perbesaran 200x,(c) Struktur mikro weld metal
dengan perbesaran 200x,(d) fusion line
Adapun struktur mikro spesimen tanpa perlakuan PWHT
seperti dilihat dalam gambar 14 hingga 15 (untuk
sambungan butt weld) dan gambar 16 hingga 17 (untuk
sambungan fillet weld) diatas dapat terlihat bahwa struktur
didominasi oleh ferit (butiran yang berwarna terang) dan
fasa perlit (butiran yang berwarna gelap) lebih sedikit.
E. Pengujian SEM-EDX
Pada spesimen tanpa PWHT hasil SEM-EDX
ditunjukkan terdapat unsur yang dominan yakni Fe sebesar
87,04 % (weld metal), 84,41 % (HAZ), 84,04 % (base
metal) dan beberapa unsur paduan penyusunnya.
Sedangkan pada spesimen perlakuan PWHT hasil SEM-
EDX terdapat unsur yang dominan yakni Fe sebesar 86,20
% (weld metal), 87,49 % (HAZ), 77,45 % (base metal) dan
beberapa unsur paduan penyusunnya. Komposisi kimia
yang dominan ini hampir sama dengan hasil pengujian
komposisi kimia dengan X-Ray Diffraction. Beberapa unsur
paduan yang tampak cukup tinggi yakni seperti unsur
oksigen dan karbon yang memungkinkan membentuk
senyawa yang dapat menurunkan sifat mekanik material.
F. Pengujian XRD
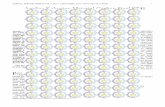
Berikut ditampilkan gambar yang didapat dari hasil uji
XRD pada spesimen lasan :

JURNAL TEKNIK POMITS Vol. 1, No. 1, (2013) 1-6
6
Gambar 18 Kurva hasil pengujian XRD pada spesimen 1 (tanpa PWHT) dan
spesimen 2 (perlakuan PWHT)
Pola difraksi hasil XRD pada spesimen 1 (tanpa PWHT)
dan spesimen 2 (perlakuan PWHT) yang terlihat pada
gambar 18 tersebut menunjukkan bahwa hanya terdapat
unsur Fe (Iron) yang membentuk kristal dengan sistem
kristal cubic dan lattice body-centered dengan masing-
masing bersesuaian dengan JCPDF #87-0722 / ICSD
#064999 , JCPDF #87-0721 / ICSD #064998 , dan JCPDF
#85-1410 / ICSD #064795.
Analisa kuantitatif menggunakan parameter keluaran
analisa rietveld dengan pencocokan (penghalusan) pola
difraksi terhitung (model) yang telah dibuat berdasarkan
data ICSD dengan menggunakan program rietica. Pada
analisa rietvield terdapat beberapa parameter-parameter
yang didapatkan dari karakter puncak difraksi. Parameter
tersebut ditunjukkan pada tabel 7. Tabel 7 Hasil Output Program Rietica
Adapun hasil perhitungan regangan dan tegangan
sisa tersebut ditunjukkkan pada tabel 8 Tabel 8 Hasil perhitungan regangan dan tegangan sisa
NON PWHT 0.376859 0.13 33.644
PWHT 0.080000 0.059 15.45
SpesimenVariasi
PerlakuanParameter U
1
2
Dari hasil pengamatan yang tertera pada tabel 8
menunjukkan bahwa adanya perlakuan PWHT pada
pengelasan SMAW memberikan efek pengurangan
regangan dan tegangan sisa pada permukaan material.
IV. KESIMPULAN/RINGKASAN
Kesimpulan yang didapatkan dalam penelitian ini
adalah:
1. Pada variasi Non PWHT memiliki pengaruh
menaikkan kekuatan tarik dan kekerasan.
2. Pengaruh proses post weld heat treatment
(PWHT) pada pengelasan SMAW
mengakibatkan peningkatan nilai keuletan yang
dikarenakan berkurangnya tegangan sisa.
3. Variasi proses post weld heat treatment
(PWHT) dan Non PWHT tidak memiliki
pengaruh yang signifikan terhadap struktur
mikro.
DAFTAR PUSTAKA
[1] Musaikan, Ir. 1997. Teknik Las, Jurusan Teknik Mesin,ITS,Surabaya.
[2] Pujo M, Imam Ir. dan Sarjito J.S, Ir. Analisis kekuatan sambungan las
SMAW (Shielded Metal Arc Welding) pada marine plate ST42
akibat faktor cacat porositas dan incomplete penetration.
Surabaya: Digilib ITS.
[3] Riyadi,Fajar dan Setyawan,Dony, S.T. M.Eng. Analisa
mechanical dan metallurgical pengelasan baja karbon A36 dengan
metode SMAW. Surabaya: Digilib ITS.
[4] Smallman R.E, dan Bishop R.J. 2000. Metalurgi Fisik Modern dan
Rekayasa Material. Jakarta: PT Gramedia
[5] Sisworo, Joko Sarjito,M.Si. Pengaruh perbedaan posisi pengelasan
terhadap kekuatan sambungan T-joint pengelasan fillet dengan las
FCAW pada plat mild steel. Surabaya: Digilib ITS.
[6] Sonawan Hery dan Suratman Rochim. 2004. Pengantar untuk
Memahami Proses Pengelasan Logam. Bandung: Alfabeta.
[7] Suherman, Wahid.1988. Pengetahuan Bahan, Jurusan Teknik Mesin,
ITS, Surabaya.
[8] Suherman, Wahid. 1999. Ilmu Logam I, Jurusan Teknik Mesin, ITS,
Surabaya.
[9] Suherman, Wahid. 2003. Ilmu Logam II, Jurusan Teknik Mesin, ITS,
Surabaya.
[10] Sujatmika,Hiro dkk. Analisa pengaruh groove dan gap terhadap
hasil pengelasan SMAW butt joint baja AISI 1020. Surabaya:
Digilib ITS.
[11] Supriyanti, Ruly Agustin. Analisa pengaruh hasil pengelasan ulang
menggunakan metode Gas Tungsten Arc Welding terhadap sifat
mekanik dan ketahanan korosi alulinium 5083. Surabaya: Digilib
ITS.
[12] Tawekal, Ricky L.Perhitungan SCF untuk analisa fatigue pada
sambungan struktur lepas pantai. volume 13 No.2 edisi XXXII Juni
2005.
[13] Wiryosumarto, Harsono Prof, Dr, Ir dan Okumura, Toshie, Prof, Dr,
Teknologi Pengelasan Logam. Edisi keenam. Jakarta. Pradnya
Paramitha. 1986.
[14] ___. 2000. API Specification 5L Fourty-Second Edition : Specification
for Line Pipe. USA. API international.
[15] ___. 2004. ASM Vol 9 : Metallograph and Microstructure, ASM
International, Material Park, USA.
[16] ___. 2000. ASME IX, 2000. Qualification Sandard For Welding and
Brazing Procedures, Welders, Brazers, and Welding and Brazing
Operators. New York: New York.
[17] ___. 1997. ASTM 106A-97A , “Standart Spesification for seamless
carbon Steel pipe for high-temperature service”
[18] ___. 1991. AWS A5.1. Standart Specification forStandart Carbon
Steel Electrodes for Shield Metal Arc Welding., Miami Florida.
[19] ___. 2004. AWS D 1.1. American Welding Society, Structural
Welding Code Steel. Miami Florida Fourth Edition.
NON PWHT -0.81 6.416 13.872 2.34 35.310 0.376859
PWHT 1.82 5.564 7.65 2.43 9.942 0.080000
SpesimenVariasi
PerlakuanR Bragg Rp Rwp Rexp X2 Parameter U
1
2