P30/P40 Straumann® CARES® P...
44
Straumann® CARES® P series by Rapid Shape Versione italiana delle Istruzioni per l’uso originali tedesche P30/P40 Straumann® CARES® P series Prima di utilizzare la macchina leggere per intero e assicurarsi di avere compreso le presenti istruzioni per l’uso.
Transcript of P30/P40 Straumann® CARES® P...
Straumann® CARES® P series by Rapid Shape
Versione italiana delle Istruzioni per l’uso originali tedesche
P30/P40 Straumann® CARES® P series
Prima di utilizzare la macchina leggere per intero e assicurarsi di avere compreso
le presenti istruzioni per l’uso.
Sommario
1 Informazioni sulla sicurezza ............................................................................................................. 5
1.1 Simboli .................................................................................................................................................................... 5
1.2 Istruzioni sulla sicurezza ......................................................................................................................................... 6
2 Informazioni generali ...................................................................................................................... 10
2.1 Dichiarazione di conformità ................................................................................................................................. 10
2.2 Ambito di applicazione delle istruzioni per l’uso ................................................................................................. 10
2.3 Uso previsto ......................................................................................................................................................... 10
2.4 Obblighi ‐ operatore (l'azienda operante) / persona che lavora sulla macchina (operatore della macchina)..... 11
3 Dati tecnici ..................................................................................................................................... 11
3.1 Dimensioni ........................................................................................................................................................... 11
3.2 Peso ...................................................................................................................................................................... 11
3.3 Condizioni ambientali prescritte .......................................................................................................................... 11
3.4 Interfacce ............................................................................................................................................................. 12
3.5 Valore di calibrazione ........................................................................................................................................... 12
3.6 Conversione / parti di ricambio / riparazione ...................................................................................................... 12
3.7 Dotazione di consegna ......................................................................................................................................... 12
3.8 Componenti.......................................................................................................................................................... 13 3.8.1 Vista anteriore ................................................................................................................................................... 13
3.8.2 Vista posteriore ................................................................................................................................................. 14
3.8.3 Vista laterale...................................................................................................................................................... 15
4 Trasporto ........................................................................................................................................ 15
4.1 Istruzioni generali ................................................................................................................................................. 15
4.2 Danni durante il trasporto .................................................................................................................................... 16
5 Preparazioni ................................................................................................................................... 16
5.1 Requisiti ambientali ............................................................................................................................................. 16
5.2 Ulteriori apparecchiature obbligatorie ................................................................................................................ 16
5.3 Materiali ............................................................................................................................................................... 17
5.4 Requisiti informatici ............................................................................................................................................. 17 5.4.1 Hardware PC ...................................................................................................................................................... 17
5.4.2 Software PC ....................................................................................................................................................... 17
5.4.3 Indirizzo IP ......................................................................................................................................................... 18
5.4.4 Accesso Internet / Porta TeamViewer .............................................................................................................. 18
6 Operazioni preliminari .................................................................................................................... 18
6.1 Disimballaggio della macchina ............................................................................................................................. 18
6.2 Predisposizione della macchina ........................................................................................................................... 18
6.3 Connessione della macchina ................................................................................................................................ 19
6.4 Avvio della macchina ............................................................................................................................................ 19
6.5 Stampa del primo lavoro di prova ........................................................................................................................ 19
6.6 Installazione e configurazione del software ......................................................................................................... 20 6.6.1 Installazione di netfabb ..................................................................................................................................... 20
6.6.2 Impostazioni di netfabb .................................................................................................................................... 20
6.6.3 Aggiunta / modifica di una macchina in netfabb .............................................................................................. 22
6.6.4 Aggiunta di un materiale in netfabb.................................................................................................................. 23
7 Funzionamento .............................................................................................................................. 26
7.1 Panoramica dei comandi ...................................................................................................................................... 26
7.2 Menu “Start Job” (Processo: Print components) ................................................................................................. 27 7.2.1 Caricamento del file .stl ..................................................................................................................................... 27
7.2.2 Selezione della macchina .................................................................................................................................. 28
7.2.3 Selezione del materiale ..................................................................................................................................... 29
7.2.4 Slicing ................................................................................................................................................................ 29
7.2.5 Trasferimento di dati di stampa via rete ........................................................................................................... 30
7.2.6 Trasferimento di dati di stampa tramite chiavetta USB .................................................................................... 31
7.2.7 Preparazione del serbatoio del materiale e della piattaforma di costruzione .................................................. 31
7.2.8 Avvio di un lavoro .............................................................................................................................................. 33
7.2.9 Messa in pausa/interruzione di un lavoro ......................................................................................................... 33
7.2.10 Rimozione del lavoro costruito ......................................................................................................................... 34
7.2.11 Pulizia del componente ..................................................................................................................................... 35
7.2.12 Post‐lavorazione ................................................................................................................................................ 36
7.3 Menu “Calibration” (calibrazione LED) ................................................................................................................ 36
7.4 Menu “More Functions” ...................................................................................................................................... 39 7.4.1 Pulizia del serbatoio dalle particelle .................................................................................................................. 39
7.5 Menu "Manual" .................................................................................................................................................... 39 7.5.1 Verifica/impostazione del parallelismo ............................................................................................................. 40
7.5.2 Menu "Show Image" ......................................................................................................................................... 41
7.6 Menu "Settings" ................................................................................................................................................... 41
7.7 Menu "Info" ......................................................................................................................................................... 41
8 Cle Pulizia e manutenzione ............................................................................................................. 42
8.1 Pulizia ................................................................................................................................................................... 42
8.2 Manutenzione ordinaria da parte del cliente ...................................................................................................... 43
8.3 Manutenzione annuale ........................................................................................................................................ 43
9 Spegnimento della macchina .......................................................................................................... 44
10 Smaltimento ................................................................................................................................... 44
Straumann® CARES® P series RS_0001_B_it/012018 Pagina 4 / 44
Dettagli di pubblicazione
Documento Tipo: Versione italiana delle Istruzioni per l’uso originali
tedesche Prodotto: Serie P30, P40 Revisione: RS_0001_B_it Stato: 2018/01 Lingua originale: Tedesco
Copyright © Fabbricante:
Indirizzo: Rapid Shape GmbH Generative Production Systems Römerstraße 21 71296 Heimsheim, Germania
Telefono: Fax:
+49 (0) 7033 309878 0 +49 (0) 7033 309878 40
Mail: Internet:
[email protected] www.rapidshape.de
Distribuzione: Indirizzo: Institut Straumann AG
Peter Merian‐Weg 12 4052 Basel, Svizzera
Telefono: Fax:
+41 (0) 61 965 11 11 +49 (0) 61 965 11 01
Mail: Internet:
[email protected] www.straumann.com
Indicazione: Le marcature di prodotto (P30/P40, D30II/D40II) utilizzati in queste istruzioni operative sono equivalenti tra loro e identificano lo stesso prodotto.
Straumann® CARES® P series RS_0001_B_it/012018 Pagina 5 / 44
1 Informazioni sulla sicurezza
1.1 Simboli
Le presenti istruzioni per l’uso contengono informazioni che devono essere osservate per
la propria sicurezza personale nonché per evitare danni ai materiali. Le istruzioni
comprendono le seguenti indicazioni in base al grado di rischio.
Pericolo La mancata osservanza determina gravi lesioni o persino il decesso. Rischio di pericolo elevato.
Avvertenza La mancata osservanza può determinare gravi lesioni o persino il decesso. Rischio di pericolo medio.
Attenzione Può determinare lesioni lievi o moderatamente gravi. Rischio di pericolo basso.
Attenzione La mancata osservanza delle misure precauzionali può determinare danni al materiale dell’apparecchio o all’ambiente.
Attenzione Indica informazioni importanti relative al funzionamento del prodotto o alla rispettiva fase di lavoro.
Istruzioni È fondamentale indossare occhiali di protezione per i raggi UV.
Istruzioni È fondamentale indossare guanti di protezione.

Straumann® CARES® P series RS_0001_B_it/012018 Pagina 6 / 44
1.2 Istruzioni sulla sicurezza
L’esecuzione di lavori con/sulla macchina Rapid Shape è consentita esclusivamente a personale
appositamente formato. Per ulteriori informazioni sulle modalità di formazione, consultare il team del servizio
di assistenza Rapid Shape.
Rapid Shape non è responsabile di danni di alcun tipo derivanti dall’utilizzo non corretto o da operazioni
effettuate da personale non autorizzato.
Rischio di folgorazione
Pericolo La mancata osservanza determina gravi lesioni o persino il decesso. Rischio di pericolo elevato.
Solamente personale appositamente formato allo scopo può lavorare su una rete di
alimentazione a 230 V. È fondamentale osservare le rispettive norme sulla sicurezza
nonché quelle della Associazione tedesca degli ingegneri (VDE).
Una installazione errata può causare danni ai materiali e lesioni personali di cui è
responsabile l’installatore.
Collegare il cavo di alimentazione alla presa più vicina alla macchina.
Le macchine con cavi di alimentazione danneggiati devono essere scollegate dalla rete di alimentazione (rimuovere la spina dalla presa) ed essere riparate da un elettricista qualificato prima di essere rimesse in servizio.
Utilizzare la macchina solo alla tensione di alimentazione prevista.
Collegare la macchina solo a una presa autorizzata con messa a terra. In caso di dubbi sull’idoneità della presa, consultare l'assistenza clienti o un elettricista qualificato.
Scollegando completamente la macchina si produce un’emergenza al distacco della spina dall’alimentazione elettrica. Per questo motivo la presa deve essere situata vicino alla macchina ed essere facilmente accessibile.
In caso di assenza prolungata o di maltempo, spegnere sempre la macchina tramite l’interruttore dell'alimentazione e scollegarlo dall’alimentazione elettrica rimuovendo la spina.

Straumann® CARES® P series RS_0001_B_it/012018 Pagina 7 / 44
Avvertenza contro possibili radiazioni ottiche pericolose
Attenzione Può determinare lesioni lievi o moderatamente gravi. Rischio di pericolo basso.
Le operazioni su questa macchina possono essere svolte solo da personale appositamente
formato. Il processo di stampa e di calibrazione è soggetto all’influsso dei raggi UV e
pertanto è fondamentale attenersi alle indicazioni fornite nelle avvertenze.
Un uso errato durante il processo di calibrazione e stampa può causare danni ai materiali e
lesioni personali di cui è unico responsabile l’operatore.
La copertura protettiva della macchina deve rimanere chiusa durante il processo di stampa per proteggere l’operatore dalle radiazioni UV.
Durante la calibrazione della macchina è necessario indossare occhiali protettivi in quanto sussiste un forte rischio di lesioni agli occhi causato dalle radiazioni UV.
Avvertenza contro eventuali lesioni alle mani
Attenzione Può determinare lesioni lievi o moderatamente gravi. Rischio di pericolo basso.
Le macchine di questo tipo presentano parti in movimento facilmente accessibili che
possono causare lievi lesioni da schiacciamento. Osservare quindi le rispettive avvertenze
quando si lavora sulla macchina.
La mancata osservanza di queste avvertenze può causare danni ai materiali e lesioni
personali di cui è unico responsabile l’operatore.
Durante il processo di stampa la copertura protettiva deve rimanere chiusa per evitare il rischio di schiacciamento durante il funzionamento della piattaforma di costruzione.
Verificare che il personale non intervenga con le mani durante qualsiasi movimento della piattaforma di costruzione.

Straumann® CARES® P series RS_0001_B_it/012018 Pagina 8 / 44
Avvertenza contro possibili influssi ambientali
Attenzione La mancata osservanza delle misure precauzionali può determinare danni al materiale dell’apparecchio o all’ambiente.
Le componenti elettriche e meccaniche della macchina sono configurate solo per alcune
condizioni ambientali. Osservare quindi le rispettive avvertenze durante la preparazione e
il funzionamento della macchina.
La mancata osservanza di queste avvertenze può causare danni ai materiali e lesioni
personali di cui è unico responsabile l’operatore.
Proteggere la macchina dall’umidità, da spruzzi o gocce di acqua.
Non collocare oggetti contenenti materiale, come ad esempio bevande, nelle immediate vicinanze della macchina.
Non posizionare la macchina vicino a una fonte di calore.
Non posizionare la macchina alla luce solare diretta.
Non utilizzare la macchina in ambienti umidi.
Usare la macchina solo in climi temperati e non tropicali.
Non collocare alcuna fiamma libera, come ad es. candele, vicino alla macchina.
Avvertenza contro il surriscaldamento
Attenzione La mancata osservanza delle misure precauzionali può determinare danni al materiale dell’apparecchio o all’ambiente.
Le componenti elettriche e meccaniche della macchina sono configurate per funzionare
solo ad una temperatura ambiente limitata. Osservare quindi le rispettive avvertenze
durante la preparazione e il funzionamento della macchina.
La mancata osservanza di queste avvertenze può causare danni ai materiali e lesioni
personali di cui è unico responsabile l’operatore.

Straumann® CARES® P series RS_0001_B_it/012018 Pagina 9 / 44
Non installare la macchina in un armadio o su uno scaffale con ventilazione insufficiente.
Non coprire mai le aperture di ventilazione della macchina.
Mantenere una distanza di almeno 20 cm su ciascun lato e nella parte posteriore della macchina in modo che il calore generato possa facilmente dissiparsi.
Avvertenze contro possibili sostanze corrosive / tossiche
Avvertenza La mancata osservanza può determinare gravi lesioni o persino il decesso. Rischio di pericolo medio.
I prodotti chimici richiesti per la produzione, manutenzione e cura devono essere
correttamente maneggiati in stretta osservanza delle rispettive norme e istruzioni
applicabili. A questo proposito è necessario osservare le indicazioni fornite dal produttore.
Per informazioni più dettagliate, consultare la scheda di sicurezza del produttore.
È necessario indossare un idoneo abbigliamento protettivo e osservare con precisione le
indicazioni di distanza fornite dal rispettivo produttore.
L’uso non corretto di prodotti chimici può causare danni ai materiali e lesioni personali di
cui è unico responsabile l’operatore.
Indipendentemente dalle informazioni fornite dal produttore del materiale, si consiglia agli
operatori della macchina di indossare almeno occhiali e guanti di protezione.
Leggere la scheda di sicurezza del produttore!
Avvertenza contro vapori pericolosi
Avvertenza La mancata osservanza può determinare gravi lesioni o persino il decesso. Rischio di pericolo medio.
I materiali utilizzati per la stampa possono emettere vapori in grado di irritare le vie
respiratorie e/o di provocare capogiri. Per questo motivo è necessario indossare un idoneo
abbigliamento protettivo e durante l’uso dei materiali deve essere garantita una buona
aerazione.
L’uso non corretto dei materiali può causare danni ai materiali e lesioni personali di cui è
unico responsabile l’operatore.
Leggere la scheda di sicurezza del produttore!
Straumann® CARES® P series RS_0001_B_it/012018 Pagina 10 / 44
2 Informazioni generali
2.1 Dichiarazione di conformità
Con la dichiarazione di conformità CE che accompagna la macchina, il produttore, Rapid Shape GmbH,
dichiara che la macchina indicata è stata sviluppata, costruita e prodotta in conformità con le rispettive
norme e direttive.
2.2 Ambito di applicazione delle istruzioni per l’uso
Le presenti istruzioni per l’uso sono valide per le seguenti macchine:
Macchina Tipo Data di prod.
Sistema di stampa 3D Rapid Shape
P30 P40
dal 05.2017
2.3 Uso previsto
Il sistema di stampa 3D Rapid Shape è previsto per la realizzazione di componenti tridimensionali in plastica
come parte integrante del flusso di lavoro digitale.
Flusso di lavoro digitale (rappresentazione schematica):
Le presenti istruzioni per l’uso descrivono il processo fino alle fasi 3 e 4.
La fase 1, 2, 5 e 6 così come i materiali di stampa fotosensibili per la fase 4 non sono coperti dalla dotazione di
consegna del sistema di stampa 3D, ma possono essere ottenuti da Rapid Shape o suoi partner.
In caso di domande, contattare il nostro team addetto alle vendite.
1) Generazione dei dati 3D
2) Elaborazione dei dati 3D (opzionale)
3) Preparazione dei dati 3D per il
sistema di stampa
4) Stampa del componente
tridimensionale5) Post‐lavorazione
6) Uso del componente
Straumann® CARES® P series RS_0001_B_it/012018 Pagina 11 / 44
2.4 Obblighi ‐ operatore (l'azienda operante) / persona che lavora sulla macchina
(operatore della macchina)
È fondamentale osservare le istruzioni fornite nel presente manuale ‐ È fondamentale attenersi alle istruzioni di base sulla sicurezza per garantire un
funzionamento perfetto e sicuro della macchina. ‐ Le presenti istruzioni per l’uso contengono tutte le informazioni importanti richieste per un
funzionamento della macchina in sicurezza. ‐ Tutte le persone che operano / lavorano su questa macchina devono avere letto e compreso
queste istruzioni per l’uso.
Responsabilità dell’operatore (l’azienda operante) L’azienda operante è obbligata a ‐ istruire la persona che lavora sulla macchina durante il suo funzionamento. ‐ informare la persona che lavora sulla macchina in merito al sicurezza sul posto di lavoro
nonché alle norme di prevenzione degli incidenti generalmente applicabili. ‐ fornire alla persona che lavora sulla macchina le istruzioni per l’uso. ‐ Dopo ogni operazione di stampa deve essere effettuata una breve pulizia della macchina.
Vedere il Capitolo 8.
Responsabilità della persona che lavora sulla macchina (operatore della macchina) Le persone che operano su questa macchina sono obbligate a ‐ osservare le norme sicurezza sul posto di lavoro nonché le norme di prevenzione degli
incidenti generalmente applicabili. ‐ osservare e seguire le istruzioni e le informazioni sulla sicurezza fornite nelle presenti
istruzioni per l’uso. Non ci assumiamo alcuna responsabilità per danni alla macchina o lesioni al personale di servizio se le istruzioni per il funzionamento non sono state osservate.
3 Dati tecnici
3.1 Dimensioni
Sistema standard: 690x480x410 (copertura chiusa) (AxLxP in mm) 1000x480x410 (copertura aperta)
3.2 Peso
Peso: 40kg
3.3 Condizioni ambientali prescritte
Temperatura ambiente: 15‐40°C Umidità dell'aria: max.60% Conservazione: La macchina deve essere conservata esclusivamente in
ambienti asciutti e a temperatura controllata. (‐15‐70°C).

Straumann® CARES® P series RS_0001_B_it/012018 Pagina 12 / 44
Funzionamento: La macchina deve essere utilizzata esclusivamente in ambienti asciutti e a temperatura controllata. (15‐40°C).
Ambiente antideflagrante: È di norma proibito far funzionare la macchina in ambienti con atmosfera potenzialmente esplosiva.
3.4 Interfacce
Elettrica: Cavo di alimentazione nella parte posteriore della macchina. 110/230VAC; 50/60Hz
Ethernet: Connessione Ethernet nella parte posteriore della macchina. 10/100 Mbit/s
Collegamenti multimediali: Porta USB nella parte anteriore e posteriore della macchina USB 2.0
3.5 Valore di calibrazione
Questo valore deve essere configurato durante la calibrazione della macchina. Se sono presenti più valori,
tutti devono essere calibrati.
Macchina Tipo Valore di calibrazione
Sistema di stampa 3D Rapid Shape
P30 P40
Valore nominale basso: 10.1 W/m² (tolleranza ‐0.1/+0.4 W/m²) Valore nominale alto: 20.1 W/m² (tolleranza ‐0.1/+0.9 W/m²)
3.6 Conversione / parti di ricambio / riparazione
È vietata qualsiasi alterazione tecnica di qualsiasi tipo della macchina.
Le riparazioni della macchina sono consentite solo al personale Rapid Shape GmbH. Se si necessita di una
riparazione contattare il Servizio di assistenza di Rapid Shape.
3.7 Dotazione di consegna
Quantità Articolo
1 Sistema di stampa 3D1 Kit iniziale
Facoltativo Pacchetto di accessori (offerto e venduto separatamente)
Il kit iniziale contiene strumenti e materiali di consumo richiesti per il funzionamento della macchina
(consultare l’offerta per i dettagli).
Straumann® CARES® P series RS_0001_B_it/012018 Pagina 13 / 44
3.8 Componenti
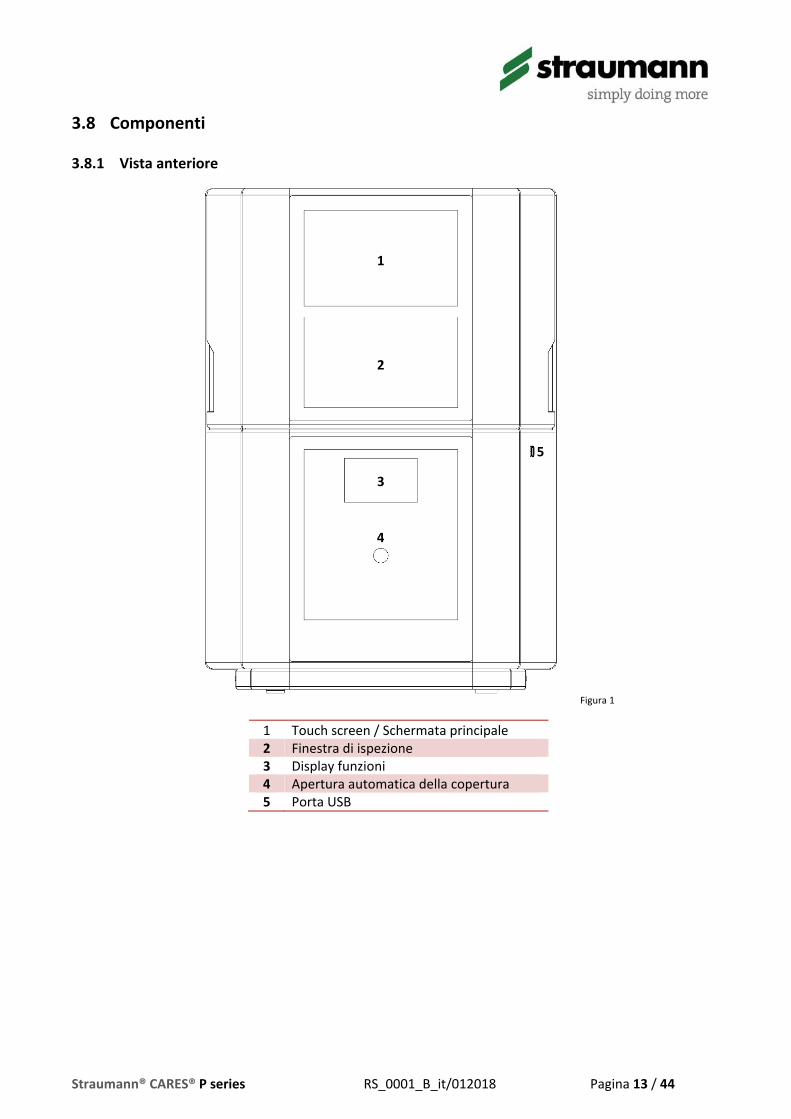
3.8.1 Vista anteriore
Figura 1
1 Touch screen / Schermata principale 2 Finestra di ispezione 3 Display funzioni 4 Apertura automatica della copertura 5 Porta USB
1
2
3
4
5
Straumann® CARES® P series RS_0001_B_it/012018 Pagina 14 / 44
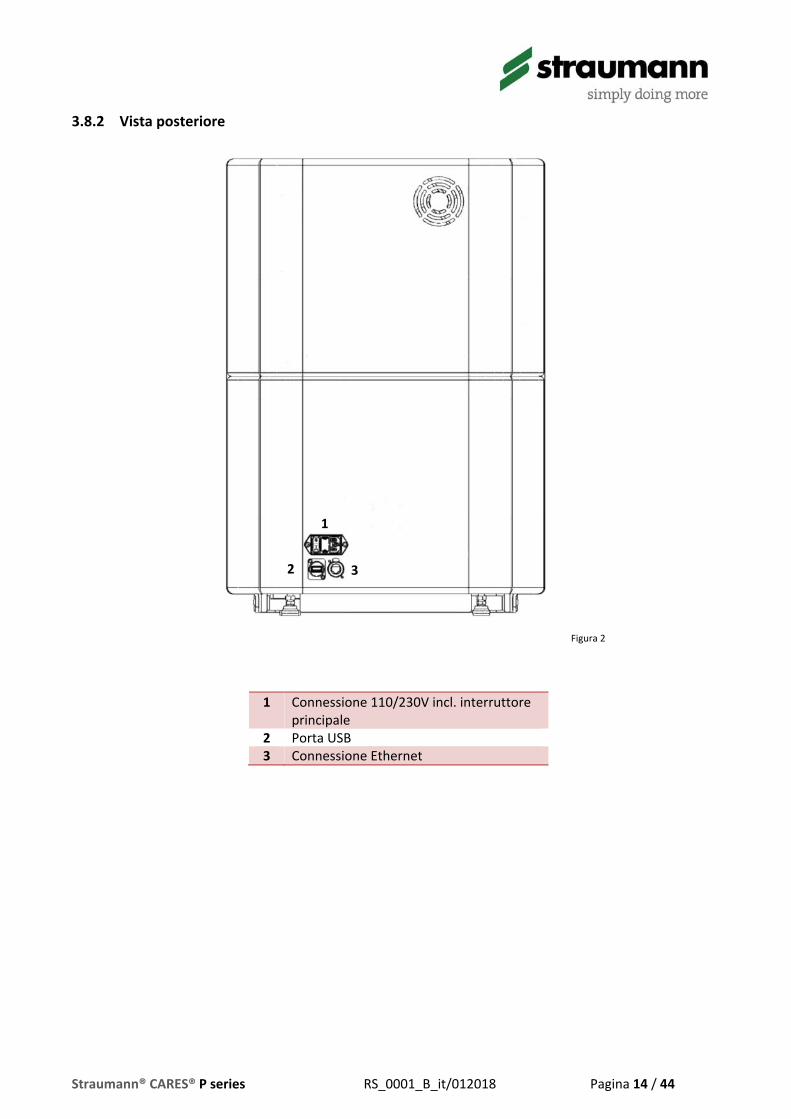
3.8.2 Vista posteriore
Figura 2
1 Connessione 110/230V incl. interruttore principale
2 Porta USB 3 Connessione Ethernet
1
2 3
Straumann® CARES® P series RS_0001_B_it/012018 Pagina 15 / 44
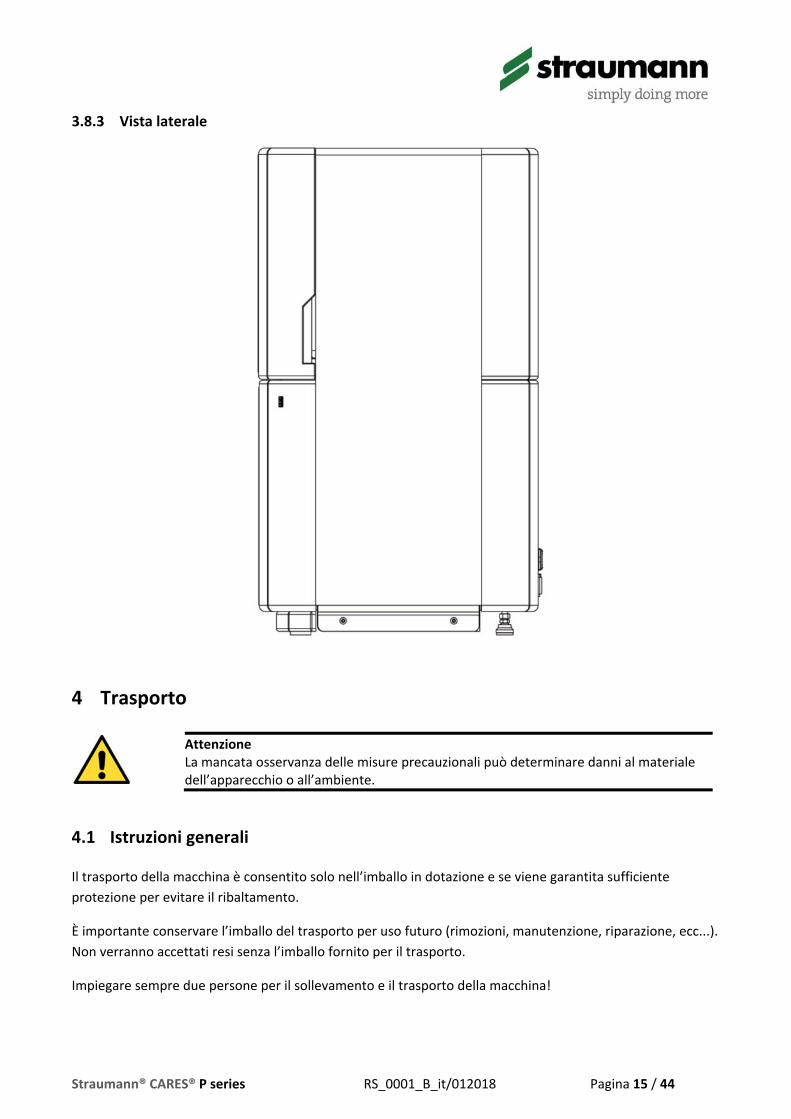
3.8.3 Vista laterale
4 Trasporto
Attenzione La mancata osservanza delle misure precauzionali può determinare danni al materiale dell’apparecchio o all’ambiente.
4.1 Istruzioni generali
Il trasporto della macchina è consentito solo nell’imballo in dotazione e se viene garantita sufficiente
protezione per evitare il ribaltamento.
È importante conservare l’imballo del trasporto per uso futuro (rimozioni, manutenzione, riparazione, ecc...).
Non verranno accettati resi senza l’imballo fornito per il trasporto.
Impiegare sempre due persone per il sollevamento e il trasporto della macchina!
Straumann® CARES® P series RS_0001_B_it/012018 Pagina 16 / 44
4.2 Danni durante il trasporto
Dopo la ricezione della consegna, controllare accuratamente l’imballo di trasporto e il prodotto fornito per
escludere la presenza di eventuali danni verificatisi durante il trasporto. I danni avvenuti durante il trasporto
devono essere segnalati al vettore di spedizione e a Rapid Shape immediatamente.
5 Preparazioni
5.1 Requisiti ambientali
Per garantire un funzionamento fluido e corretto del sistema di stampa 3D, attenersi alle seguenti indicazioni:
‐ Installazione in un ambiente separato da altro lavoro permanente ‐ Installazione in una zona libera da polveri
Fare attenzione alla polvere di molatura
‐ Garantire una sufficiente aerazione nella stanza A tale proposito, attenersi sempre alle indicazioni dei rispettivi produttori dei materiali (scheda di sicurezza)
‐ La macchina e i materiali devono essere protetti dall’esposizione diretta alla luce solare
‐ La stanza deve essere dotata di illuminazione protetta contro i raggi UV ‐ Le finestre devono essere protette / schermate o dotate di pellicola protettiva
contro i raggi UV ‐ Una base solida per l’installazione della macchina ‐ La stanza richiede una rete LAN e una connessione Internet a scopo di assistenza ‐ Opzionale: stanza con dotazione di acqua e lavandino ‐ Opzionale: stanza con dotazione di aria compressa ‐ Opzionale: installazione in una stanza a temperatura controllata con temperatura
costante ±2°C (ottimale) A tale proposito, attenersi sempre alle indicazioni dei rispettivi produttori del materiale
5.2 Ulteriori apparecchiature obbligatorie
Per garantire un funzionamento fluido e corretto del sistema di stampa 3D, sono necessari i seguenti
elementi:
‐ Unità post‐esposizione per l’indurimento dei component A tale proposito, attenersi sempre alle indicazioni dei rispettivi produttori del materiale! Attenersi alle indicazioni delle schede di sicurezza! Rispettare i requisiti di biocompatibilità.
‐ Isopropanolo o etanolo (almeno 10 l) A tale proposito, attenersi sempre alle indicazioni del rispettivo produttore del materiale! Attenersi alle indicazioni delle schede di sicurezza! Rispettare i requisiti di biocompatibilità.
‐ Guanti monouso in diverse misure ‐ Puliscivetro standard (senza aloni) ‐ Rotolo di carta ‐ Contenitori di rifiuti per la carta (sigillabili per evitare odori) ‐ Armadio richiudibile che protegga dalla luce per i serbatoi e i contenitori del
materiale. ‐ Tavolo di lavoro di circa 100 cm in larghezza per rimuovere i componenti dalla
piattaforma ed eseguire lavori di post‐lavorazione

Straumann® CARES® P series RS_0001_B_it/012018 Pagina 17 / 44
‐ Opzionale: fornitura di gas protettivo con corrispondenti accessori per l’unità post‐esposizione A tale proposito, attenersi sempre alle indicazioni del rispettivo produttore del materiale! Attenersi alle indicazioni delle schede di sicurezza! Rispettare i requisiti di biocompatibilità.
‐ Opzionale: unità di pulizia a ultrasuoni Per diversi materiali con diversi contenitori di pulizia secondo necessità A tale proposito, attenersi sempre alle indicazioni del rispettivo produttore del materiale! Attenersi alle indicazioni delle schede di sicurezza! Rispettare i requisiti di biocompatibilità.
‐ Opzionale: lampada d’ingrandimento da tavolo ‐ Opzionale: fornitura di aria compressa con pistola, incl. riduttore della pressione a
monte a 2 bar
5.3 Materiali
Le informazioni aggiornate sui materiali e le schede di sicurezza possono essere ottenute direttamente dai
produttori dei materiali.
Per quanto riguarda i materiali Rapid Shape, i nostri contatti sono i seguenti:
Nome dell'azienda: Rapid Shape GmbH Indirizzo: Römerstraße 21 Città: 71296 Heimsheim Telefono: +49 (0) 7033 309878‐0 Fax: +49 (0) 7033 309878‐40 Internet: http://www.rapidshape.de Email: [email protected]
5.4 Requisiti informatici
Per generare i dati di stampa per la macchina è necessario un computer. A tale proposito, osservare i seguenti
punti.
5.4.1 Hardware PC
Per poter utilizzare il software di slicing di netfabb è necessario disporre di un computer dotato dei seguenti
requisiti.
‐ Computer per progettazione CAD, nesting e slicing CPU Quad core (Intel Core i5 o i7) @ 2.50 GHz Almeno 4 GB di memoria principale (consigliati 8 GB) 1GB+ di memoria libera su disco Windows 7 32‐bit/64‐bit o successive Connessione LAN Connessione Internet
‐ Connessione di rete tra computer e macchina (ad es. via router)
5.4.2 Software PC
Sul computer previsto per l’uso deve essere installato il seguente software.
Straumann® CARES® P series RS_0001_B_it/012018 Pagina 18 / 44
‐ Sistema operativo Windows 7 32‐bit / 64‐bit (opzionale) o successive ‐ TeamViewer 10 Host ‐ netfabb Rapid Shape Version (vedere il Capitolo 6.6)
Per ulteriori informazioni sul software utilizzato:
‐ http://www.microsoft.com
Qui è possibile ottenere informazioni sul sistema operativo utilizzato
‐ http://www.teamviewer.com
Qui è possibile ottenere informazioni sulla risoluzione dei problemi o la versione più aggiornata di
TeamViewer.
‐ http://www.microsoft.com
Qui è possibile ottenere le informazioni richieste per il software di slicing netfabb.
5.4.3 Indirizzo IP
L’impostazione predefinita per il sistema è DHCP (indirizzo IP dinamico).
Se si dovesse utilizzare un indirizzo IP statico, è possibile impostarlo nel menu sotto
“Settings” (Impostazioni) (vedere il Capitolo 7.6).
Per informazioni sull’indirizzo IP contattare il proprio amministratore di rete.
5.4.4 Accesso Internet / Porta TeamViewer
‐ Il computer da utilizzare per netfabb deve essere dotato di accesso Internet per ottenere regolari aggiornamenti del software e librerie di materiali.
‐ Inoltre, il computer richiede l'autorizzazione all’uso del programma TeamViewer per consentire l’accesso al team di assistenza, se necessario.
6 Operazioni preliminari Prima di mettere in funzione la macchina è necessario avere letto per intero e compreso il capitolo
Informazioni sulla sicurezza.
In caso di dubbi o domande, contattare immediatamente il Servizio di assistenza Rapid Shape.
6.1 Disimballaggio della macchina
Non spostare mai la macchina da soli, a tale scopo devono sempre essere utilizzate due persone.
(1) Afferrare la macchina con entrambe le mani ed estrarla attentamente dall’imballo. (2) Collocare la macchina su una base robusta.
Verificare che non possa cadere alcun oggetto sulla macchina per evitare malfunzionamenti.
6.2 Predisposizione della macchina
(1) Posizionare la macchina in una stanza separata da altro lavoro.
Straumann® CARES® P series RS_0001_B_it/012018 Pagina 19 / 44
(2) Posizionare la macchina in una stanza a temperatura controllata con temperatura costante ±2°C (ottimale). A tale proposito, attenersi sempre alle indicazioni dei rispettivi produttori del materiale.
(3) Proteggere la macchina e i materiali dall’esposizione diretta alla luce solare. (4) Posizionare la macchina solo su una base robusta.
6.3 Connessione della macchina
(1) Collegare il cavo di alimentazione (parte posteriore della macchina), verificando che nessuno possa inciamparvi. Attenersi alle Istruzioni sulla sicurezza!
(2) Opzionale: collegare il cavo di alimentazione (parte posteriore della macchina). Per ottenere un'assistenza ottimale è necessaria una connessione Internet.
6.4 Avvio della macchina
Attenzione Può determinare lesioni lievi o moderatamente gravi. Rischio di pericolo basso.
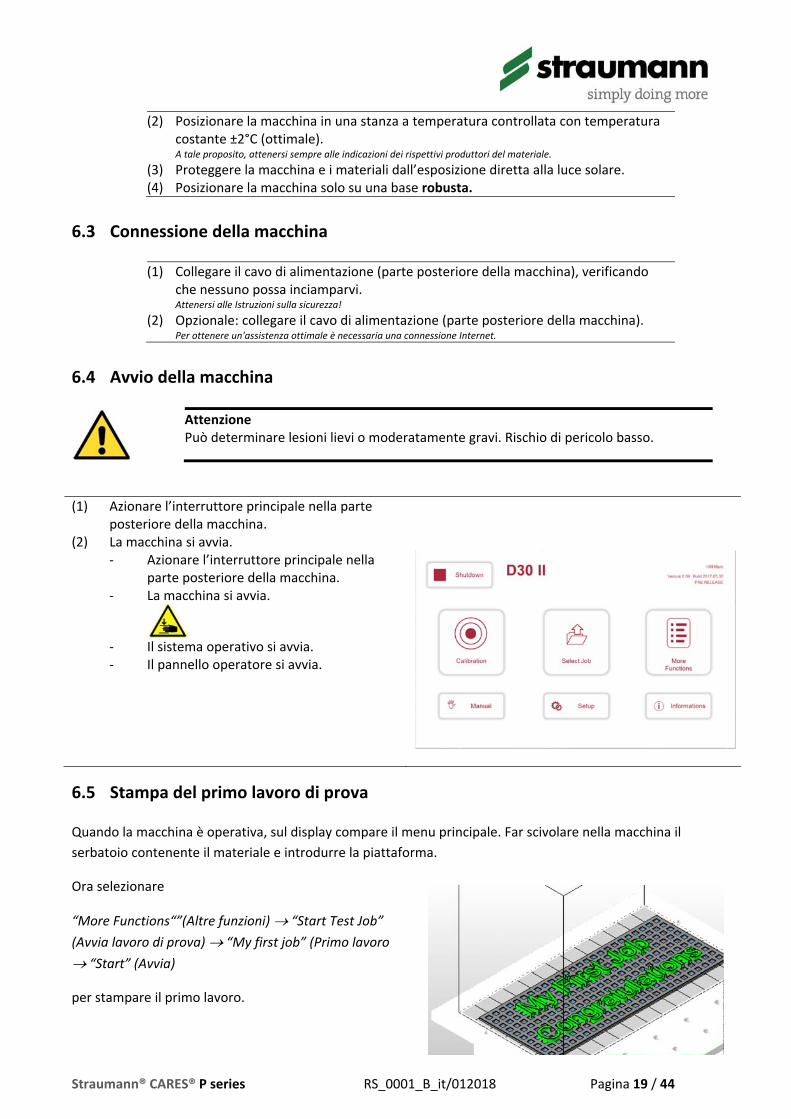
(1) Azionare l’interruttore principale nella parte posteriore della macchina.
(2) La macchina si avvia.
‐ Azionare l’interruttore principale nella parte posteriore della macchina.
‐ La macchina si avvia.
‐ Il sistema operativo si avvia. ‐ Il pannello operatore si avvia.
6.5 Stampa del primo lavoro di prova
Quando la macchina è operativa, sul display compare il menu principale. Far scivolare nella macchina il
serbatoio contenente il materiale e introdurre la piattaforma.
Ora selezionare
“More Functions“”(Altre funzioni) “Start Test Job”
(Avvia lavoro di prova) “My first job” (Primo lavoro
“Start” (Avvia)
per stampare il primo lavoro.
Straumann® CARES® P series RS_0001_B_it/012018 Pagina 20 / 44
Attenzione: la descrizione dettagliata del funzionamento della macchina è fornita al Capitolo 7 delle presenti
istruzioni
Attenzione: durante la stampa del lavoro è già possibile procedere la configurazione del flusso di lavoro
digitale descritta al Capitolo 6.6.
Al termine del lavoro, controllare il risultato. Se il risultato di stampa dovesse differire dal risultato desiderato,
contattare l'assistenza.
6.6 Installazione e configurazione del software
Per eseguire i lavori di stampa con il sistema di stampa 3D è necessario il software netfabb.
Attenzione: i paragrafi seguenti presentano una breve panoramica del software netfabb. Si sottolinea,
tuttavia, che essa rappresenta solo una piccola parte di netfabb. Se si necessita di spiegazioni più dettagliate,
consultare il manuale di istruzioni di netfabb.
Qualsiasi ulteriore informazione sul funzionamento è disponibile nella versione corrente del manuale di
istruzioni di netfabb. Dove è reperibile il manuale di istruzioni di netfabb?
‐ Dopo avere installato la directory del programma netfabb
‐ Collegamento al sito Internet di netfabb
http://www.netfabb.com/manuals_download.php
6.6.1 Installazione di netfabb
Installare la versione di netfabb presente sulla chiavetta USB fornita in dotazione. Seguire le istruzioni
presenti nella chiavetta USB che offrono indicazioni e possono suggerire eventuali correzioni.
6.6.2 Impostazioni di netfabb
È necessario effettuare alcune correzioni delle impostazioni per ottimizzare sia netfabb che il processo di
slicing. Il seguente paragrafo offre informazioni passo‐passo sulle diverse impostazioni.
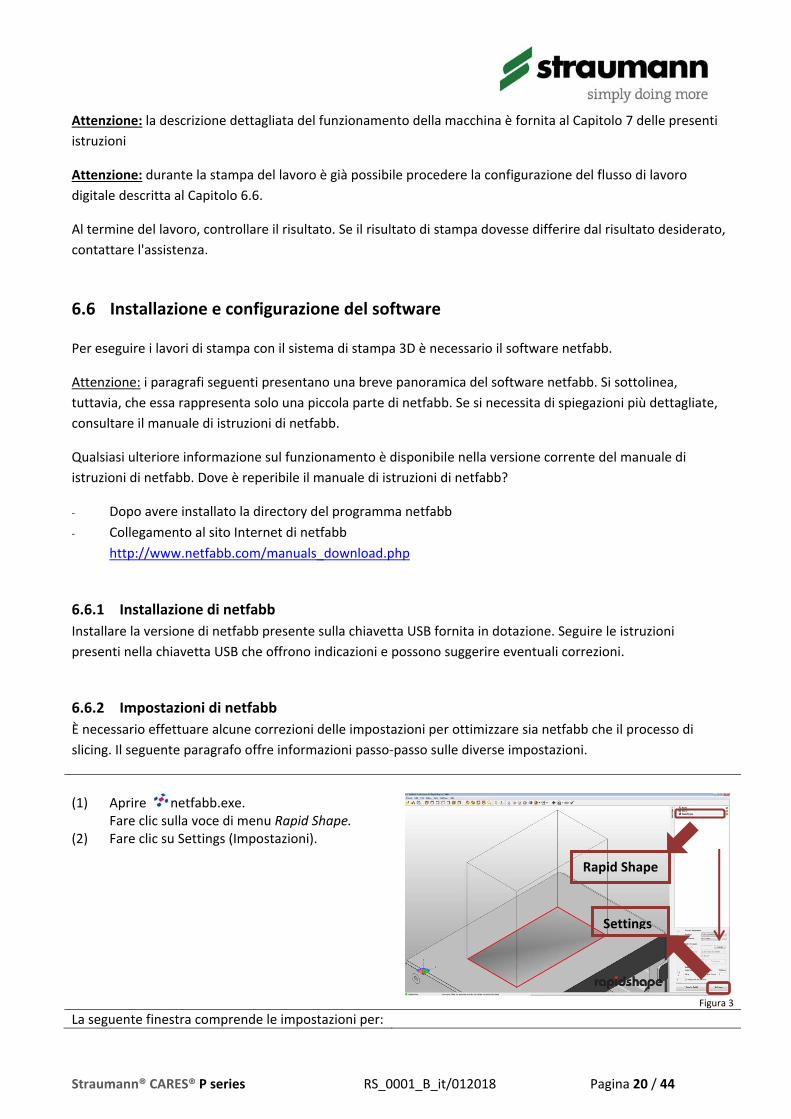
(1) Aprire netfabb.exe. Fare clic sulla voce di menu Rapid Shape.
(2) Fare clic su Settings (Impostazioni).
Figura 3
La seguente finestra comprende le impostazioni per:
Settings
Rapid Shape

Straumann® CARES® P series RS_0001_B_it/012018 Pagina 21 / 44
Platform (Piattaforma) Avoid platform borders: (Evita bordi della piattaforma:) ‐ Indicatore mobile: 0 mm ‐ 2,50 mm impostare
il valore su: 0,25 mm. ‐ Part orientation while import:
(Orientamento della parte durante l’importazione:)
‐ Selezionare l'opzione: Keep part position (Mantenere posizione della parte).
‐ Keep parts on platform: (Mantenere parti sulla piattaforma:)
‐ Spuntare la casella Keep parts on platform. Slicing parameters (Parametri di slicing) ‐ Subvoxelization: (Subvoxelizzazione:)
‐ Selezionare l'opzione: Subvoxelization 2x2x2 (Subvoxelizzazione 2x2x2).
*Impostazione raccomandata
Figura 4
Spiegazione dei termini: Avoid platform borders: (Evita bordi della piattaforma:) ‐ Ingrandisce o riduce i limiti della superficie di
costruzione (linee di limite rosse). Part orientation while import: (Orientamento della parte durante l’importazione:) ‐ Move to Origin: (Sposta all’origine:) imposta
il componente automaticamente al punto zero.
‐ Keep part position. (Mantenere posizione della parte): imposta i componenti al punto inizialmente contrassegnato.
Keep parts on platform: (Mantenere parti sulla piattaforma:) ‐ Spunta: mantiene il componente sempre sulla
piattaforma di costruzione. ‐ Nessuna spunta: l’utente può spostare il
componente in direzione z. ATTENZIONE: i componenti che non sono collocati direttamente sulla piattaforma di costruzione non possono essere costruiti a meno che non venga fornita sufficiente struttura portante da fornire support.
Subvoxelization: (Subvoxelizzazione:) ‐ Aumenta la precisione di calcolo durante lo
slicing. Un valore più elevato non significa necessariamente che il risultato della costruzione sia migliore.
Impostazioni troppo elevate prolungano notevolmente il processo di slicing. L’impostazione 2x2x2 produce ottimi risultati.
Figura 5
Straumann® CARES® P series RS_0001_B_it/012018 Pagina 22 / 44
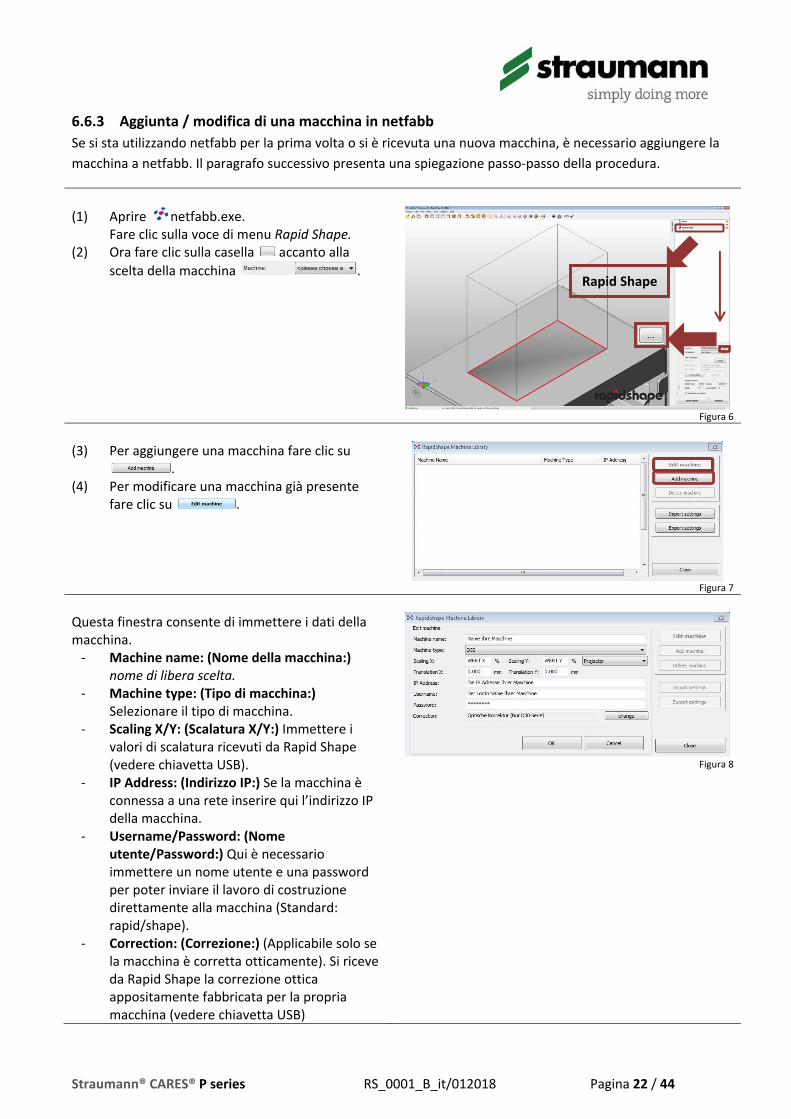
6.6.3 Aggiunta / modifica di una macchina in netfabb
Se si sta utilizzando netfabb per la prima volta o si è ricevuta una nuova macchina, è necessario aggiungere la
macchina a netfabb. Il paragrafo successivo presenta una spiegazione passo‐passo della procedura.
(1) Aprire netfabb.exe. Fare clic sulla voce di menu Rapid Shape.
(2) Ora fare clic sulla casella accanto alla
scelta della macchina .
Figura 6
(3) Per aggiungere una macchina fare clic su
. (4) Per modificare una macchina già presente
fare clic su .
Figura 7
Questa finestra consente di immettere i dati della macchina. ‐ Machine name: (Nome della macchina:)
nome di libera scelta. ‐ Machine type: (Tipo di macchina:)
Selezionare il tipo di macchina. ‐ Scaling X/Y: (Scalatura X/Y:) Immettere i
valori di scalatura ricevuti da Rapid Shape (vedere chiavetta USB).
‐ IP Address: (Indirizzo IP:) Se la macchina è connessa a una rete inserire qui l’indirizzo IP della macchina.
‐ Username/Password: (Nome utente/Password:) Qui è necessario immettere un nome utente e una password per poter inviare il lavoro di costruzione direttamente alla macchina (Standard: rapid/shape).
‐ Correction: (Correzione:) (Applicabile solo se la macchina è corretta otticamente). Si riceve da Rapid Shape la correzione ottica appositamente fabbricata per la propria macchina (vedere chiavetta USB)
Figura 8
Rapid Shape

Straumann® CARES® P series RS_0001_B_it/012018 Pagina 23 / 44
‐ La correzione ottica viene aggiunta facendo clic e accedendo alla directory in cui si è salvato il file.
(5) Dopo avere inserito tutti i dati relativi alla
macchina o, in alternativa, avere selezionato i propri dati, salvare le modifiche facendo clic
su .
Figura 9
6.6.4 Aggiunta di un materiale in netfabb
Se si sta utilizzando netfabb per la prima volta o si è ricevuto un nuovo materiale o una nuova macchina, è
necessario aggiungere il nuovo materiale a netfabb. Il paragrafo successivo presenta una spiegazione passo‐
passo della procedura.
Attenzione: nel caso di un rispettivo contratto di manutenzione, Rapid Shape aggiorna regolarmente i parametri dei materiali. In questo modo sono disponibili automaticamente ulteriori parametri di materiali e aggiornamenti di quelli esistenti. Nel caso di un aggiornamento di materiali esistenti il set di parametri esistente è sempre lasciato invariato. Le modiche sono aggiunte in un nuovo set di parametri con nuovi dati. In questo modo si garantisce all’utente che non vengano modificati i parametri di lavorazione esistenti.
(1) Fare clic sulla voce di menu Rapid Shape. (2) Ora fare clic sulla casella accanto alla
selezione dei parametri.
Figura 10
(3) Per aggiungere un nuovo materiale fare clic su
. (4) Per modificare un materiale già presente fare
clic su .
Figura 11
Questa finestra consente di immettere i dati del materiale. ‐ Name: (Nome:) nome di libera scelta. ‐ Machine type: (Tipo di macchina:)
Selezionare il tipo di macchina. ‐ Materiale: Selezionare il materiale da un
Rapid Shape

Straumann® CARES® P series RS_0001_B_it/012018 Pagina 24 / 44
elenco predefinito. ‐ Parameter set: (Set di parametri:) Qui è
possibile selezionare diversi set di parametri. (xx/xx Intensity: x.x W(DO) ) (xx/xx Intensità: x.x W(DO) ) xx/xx: anno/mese del set di parametri
‐ Layer size: (Dimensioni strato:) Selezionare qui uno spessore per lo strato da un elenco predefinito. Minore è lo spessore dello strato maggiore è la precisione del risultato di stampa. Il tempo di stampa aumenta al diminuire delle dimensioni dello strato.
Figura 12
(5) È possibile impostare/modificare i parametri
dei materiali in dettaglio.
Per farlo, fare clic su .
Figura 13
Le impostazioni dei parametri del materiale consentono di modificare i seguenti valori dell’oggetto: Object properties (Proprietà dell’oggetto) ‐ Overcure: (Estensione polimerizzazione:)
Prolunga/riduce il tempo di esposizione. ‐ Support Width: (Ampiezza supporto:) Solo
per file di supporto bidimensionali (*_s.stl). ‐ Offset: (ingrandimento/riduzione di X e Y)
Modifica del valore assoluto impostato le dimensioni del componente in direzione X e Y.
‐ Shrinkage: (Riduzione:) (riduzione di X e Y) Modifica del valore percentuale impostato le dimensioni del componente in direzione X e Y.
‐ Z‐Shrinkage: (Riduzione Z:) (riduzione Z) Modifica del valore percentuale impostato le dimensioni del componente in direzione Z.
‐ Z‐Compensation: (Compensazione Z:) (ingrandimento/riduzione Z) Modifica del valore assoluto impostato le dimensioni del componente in direzione Z.
Figura 14
(6) Fare clic sulla scheda di proprietà del processo
per modificare ulteriori impostazioni dei valori:
Le impostazioni dei parametri del materiale consentono di modificare le seguenti impostazioni del processo: Process properties (Proprietà del processo) ‐ Burn in factor: (Fattore di burn‐in:) Burn‐in
dei primi strati.

Straumann® CARES® P series RS_0001_B_it/012018 Pagina 25 / 44
Attenzione: è possibile che non tutti i parametri illustrati siano
disponibili
Figura 15
(7) Al termine delle operazioni di impostazione,
salvare i parametri del materiale facendo clic
su .
Figura 16

Straumann® CARES® P series RS_0001_B_it/012018 Pagina 26 / 44
7 Funzionamento Dopo l'avvio della macchina verrà visualizzato il menu principale.
Per spostarsi tra le voci di menu usare il touch screen.
Le voci di menu sono spiegate nei capitoli successivi.
7.1 Panoramica dei comandi
Il funzionamento viene avviato tramite il display touch nonché tramite il tasto “Automatic Hood Opening”
(Apertura automatica della copertura).
Vedere il Capitolo 3.8.1 Vista anteriore.

Straumann® CARES® P series RS_0001_B_it/012018 Pagina 27 / 44
7.2 Menu “Start Job” (Processo: Print components)
Per poter stampare modelli 3D sono richieste le fasi del flusso di lavoro digitale già descritte al Capitolo 2.3.
Flusso di lavoro digitale (rappresentazione schematica):
Mettendo in funzione la macchina come da Capitolo 6, la preparazione è già stata effettuata correttamente.
Di seguito verrà spiegato il processo dalla preparazione dei dati di stampa alla rimozione del componente
stampato.
Attenzione:
Se il software di programmazione / modellazione consente il collegamento automatico a netfabb, è possibile
ignorare i capitoli da 7.2.1 a 7.2.4. In tal caso passare direttamente al Capitolo 7.2.5.
Attenzione:
I suggerimenti operativi per il software di slicing netfabb spiegati in questo paragrafo sono solo una piccola
parte delle funzioni globali del software di slicing.
Per ulteriori informazioni sull’utilizzo di netfabb, consultare la pagina http://www.netfabb.com Il manuale di istruzioni della versione corrente di netfabb contiene molte informazioni utili sull’uso e il funzionamento del software. Il manuale di istruzioni è disponibile nelle seguenti modalità: ‐ Nella directory del programma dell’installazione netfabb (percorso di installazione nella chiavetta USB
fornita in dotazione)
‐ Al seguente indirizzo Internet
http://www.netfabb.com/manuals_download.php
7.2.1 Caricamento del file .stl
Per poter stampare modelli 3D è necessario caricare in netfabb il cosiddetti file *.stl. Il paragrafo successivo
presenta una spiegazione passo‐passo della procedura.
Aprire netfabb.exe. (1) Fare clic sulla voce di menu Rapid Shape.
(2) Fare clic su Open file (Apri file) .
1) Generazione dei dati 3D
2) Elaborazione dei dati 3D (opzionale)
3) Preparazione dei dati 3D per il
sistema di stampa
4) Stampa del componente
tridimensionale5) Post‐lavorazione
6) Uso del componente
Straumann® CARES® P series RS_0001_B_it/012018 Pagina 28 / 44
Figura 17
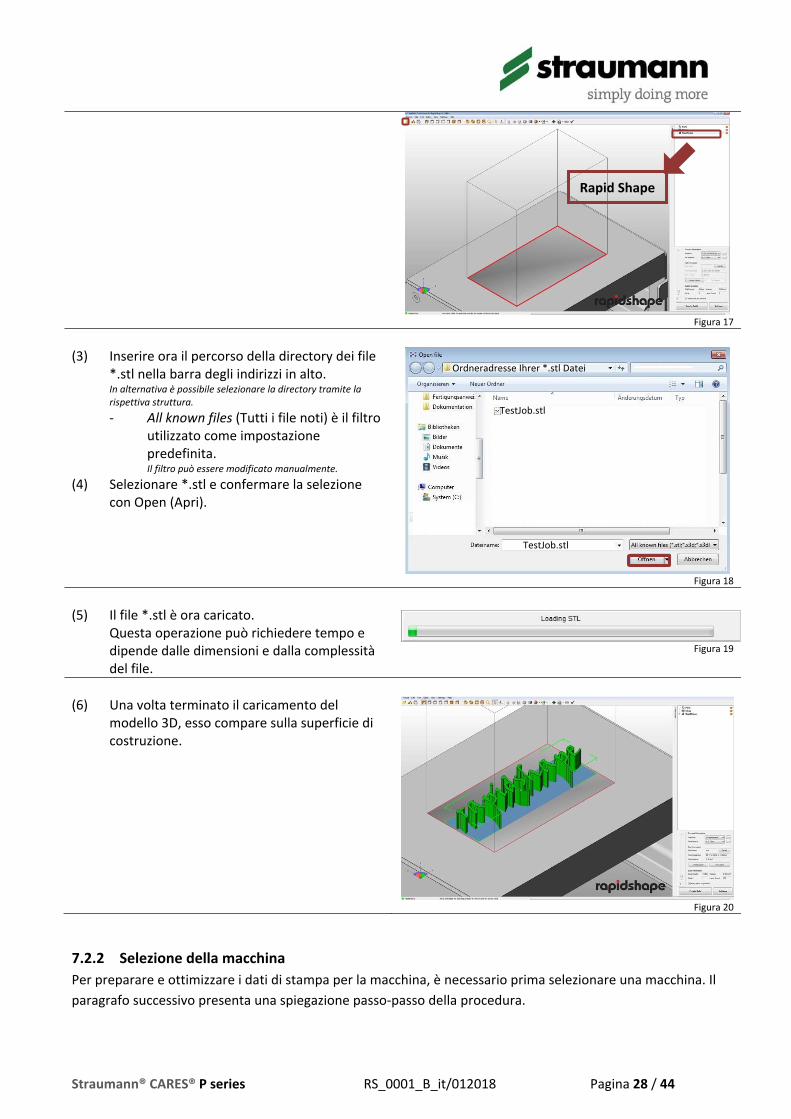
(3) Inserire ora il percorso della directory dei file
*.stl nella barra degli indirizzi in alto. In alternativa è possibile selezionare la directory tramite la rispettiva struttura. ‐ All known files (Tutti i file noti) è il filtro
utilizzato come impostazione predefinita. Il filtro può essere modificato manualmente.
(4) Selezionare *.stl e confermare la selezione con Open (Apri).
Figura 18
(5) Il file *.stl è ora caricato.
Questa operazione può richiedere tempo e dipende dalle dimensioni e dalla complessità del file.
Figura 19
(6) Una volta terminato il caricamento del
modello 3D, esso compare sulla superficie di costruzione.
Figura 20
7.2.2 Selezione della macchina
Per preparare e ottimizzare i dati di stampa per la macchina, è necessario prima selezionare una macchina. Il
paragrafo successivo presenta una spiegazione passo‐passo della procedura.
TestJob.stl
TestJob.stl
Ordneradresse Ihrer *.stl Datei
Rapid Shape
Straumann® CARES® P series RS_0001_B_it/012018 Pagina 29 / 44
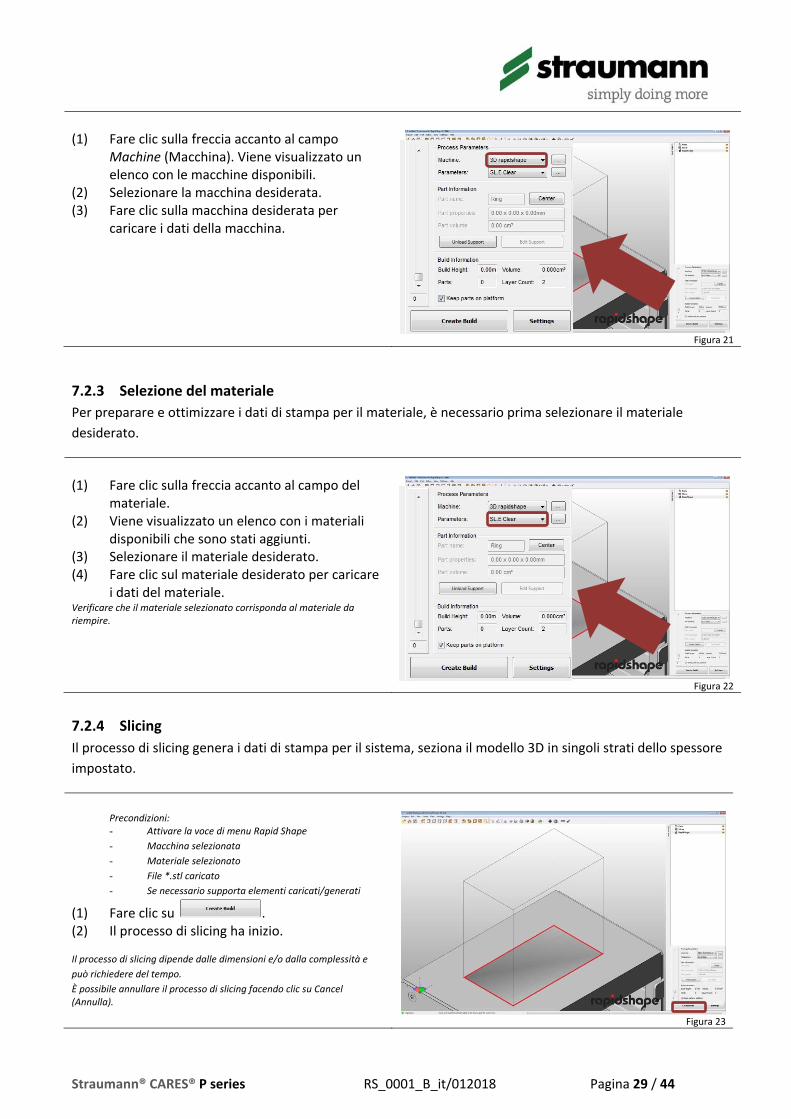
(1) Fare clic sulla freccia accanto al campo
Machine (Macchina). Viene visualizzato un elenco con le macchine disponibili.
(2) Selezionare la macchina desiderata. (3) Fare clic sulla macchina desiderata per
caricare i dati della macchina.
Figura 21
7.2.3 Selezione del materiale
Per preparare e ottimizzare i dati di stampa per il materiale, è necessario prima selezionare il materiale
desiderato.
(1) Fare clic sulla freccia accanto al campo del
materiale. (2) Viene visualizzato un elenco con i materiali
disponibili che sono stati aggiunti. (3) Selezionare il materiale desiderato. (4) Fare clic sul materiale desiderato per caricare
i dati del materiale. Verificare che il materiale selezionato corrisponda al materiale da riempire.
Figura 22
7.2.4 Slicing
Il processo di slicing genera i dati di stampa per il sistema, seziona il modello 3D in singoli strati dello spessore
impostato.
Precondizioni: - Attivare la voce di menu Rapid Shape
- Macchina selezionata
- Materiale selezionato
- File *.stl caricato
- Se necessario supporta elementi caricati/generati
(1) Fare clic su . (2) Il processo di slicing ha inizio. Il processo di slicing dipende dalle dimensioni e/o dalla complessità e
può richiedere del tempo.
È possibile annullare il processo di slicing facendo clic su Cancel (Annulla).
Figura 23
Straumann® CARES® P series RS_0001_B_it/012018 Pagina 30 / 44
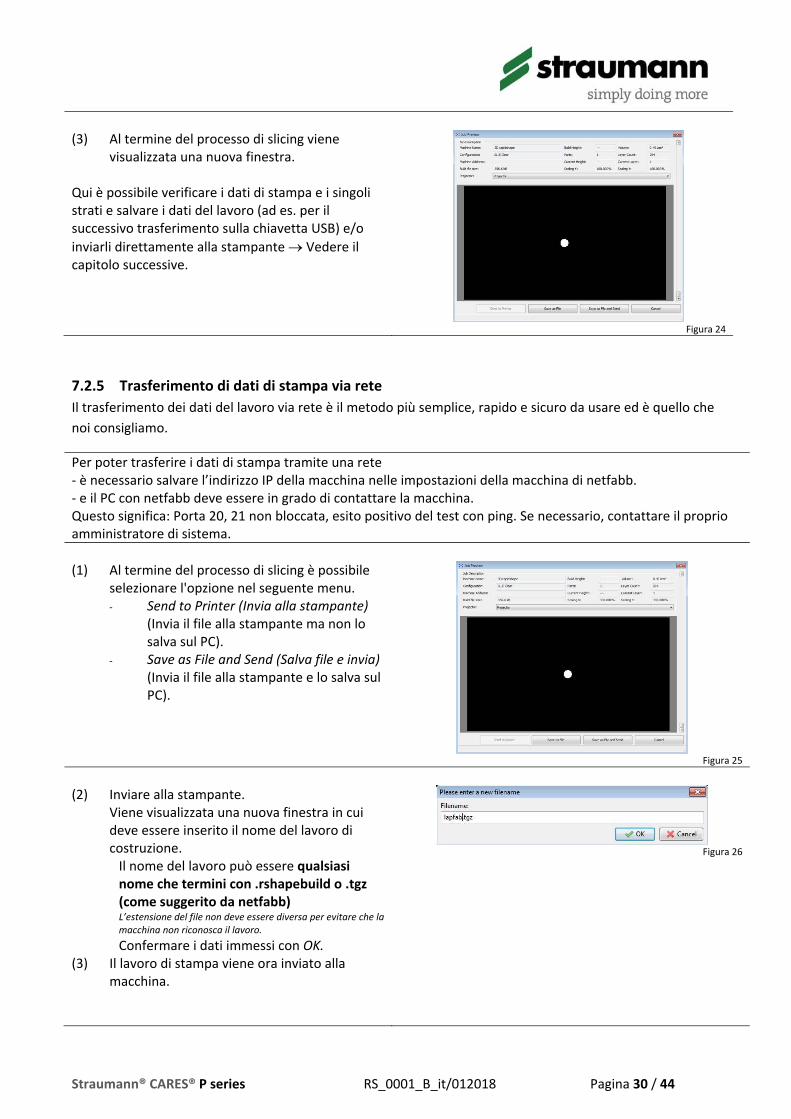
(3) Al termine del processo di slicing viene
visualizzata una nuova finestra. Qui è possibile verificare i dati di stampa e i singoli strati e salvare i dati del lavoro (ad es. per il successivo trasferimento sulla chiavetta USB) e/o
inviarli direttamente alla stampante Vedere il capitolo successive.
Figura 24
7.2.5 Trasferimento di dati di stampa via rete
Il trasferimento dei dati del lavoro via rete è il metodo più semplice, rapido e sicuro da usare ed è quello che
noi consigliamo.
Per poter trasferire i dati di stampa tramite una rete ‐ è necessario salvare l’indirizzo IP della macchina nelle impostazioni della macchina di netfabb. ‐ e il PC con netfabb deve essere in grado di contattare la macchina. Questo significa: Porta 20, 21 non bloccata, esito positivo del test con ping. Se necessario, contattare il proprio amministratore di sistema.
(1) Al termine del processo di slicing è possibile
selezionare l'opzione nel seguente menu. ‐ Send to Printer (Invia alla stampante)
(Invia il file alla stampante ma non lo salva sul PC).
‐ Save as File and Send (Salva file e invia) (Invia il file alla stampante e lo salva sul PC).
Figura 25
(2) Inviare alla stampante.
Viene visualizzata una nuova finestra in cui deve essere inserito il nome del lavoro di costruzione. Il nome del lavoro può essere qualsiasi nome che termini con .rshapebuild o .tgz (come suggerito da netfabb) L’estensione del file non deve essere diversa per evitare che la macchina non riconosca il lavoro.
Confermare i dati immessi con OK. (3) Il lavoro di stampa viene ora inviato alla
macchina.
Figura 26

Straumann® CARES® P series RS_0001_B_it/012018 Pagina 31 / 44
(4) Save as File and Send (Salva file e invia)
Viene visualizzata una nuova finestra in cui immettere il percorso sul PC e il nome desiderato per il lavoro di costruzione.
(5) Confermare i dati immessi con Save (Salva) Viene visualizzata una nuova finestra in cui deve essere inserito il nome del lavoro di costruzione. Il nome del lavoro può essere qualsiasi nome che termini con .rshapebuild o .tgz (come suggerito da netfabb) L’estensione del file non deve essere diversa per evitare che la macchina non riconosca il lavoro.
Confermare i dati immessi con OK. (6) Il lavoro di costruzione viene ora salvato sul
PC e inviato alla macchina.
Figura 27
Figura 28
I dati di stampa sono ora disponibili in "Select Job” (Seleziona lavoro).
7.2.6 Trasferimento di dati di stampa tramite chiavetta USB
Invece che tramite rete, i dati possono anche essere trasferiti tramite chiavetta USB.
(1) Collegare una chiavetta USB al PC.
La chiavetta USB è compresa nel materiale in dotazione alla macchina. (2) Salvare il lavoro di costruzione con “save file” (Salva file) o “save as file and send” (Salva e invia) sulla
chiavetta USB nella directory principale (non in una sottodirectory). Il nome del lavoro può essere qualsiasi nome che termini con .rshapebuild o .tgz (come suggerito da netfabb) L’estensione del file non deve essere diversa per evitare che la macchina non riconosca il lavoro.
(3) Rimuovere la chiavetta USB in modo sicuro (fare clic con il pulsante destro del mouse espelli). (4) Inserire la chiavetta USB nella porta USB sul lato anteriore della macchina. (5) La macchina trasferisce tutti i file .tgz e .rshapebuild alla macchina. I dati di stampa sono ora disponibili in "Select Job” (Seleziona lavoro).
7.2.7 Preparazione del serbatoio del materiale e della piattaforma di costruzione
Attenzione Può determinare lesioni lievi o moderatamente gravi. Rischio di pericolo basso.
Preparazione del serbatoio del materiale
Verificare che la parte inferiore del serbatoio sia pulita (trasparente) e che il serbatoio non presenti danni.
Se necessario, pulire la parte inferiore del serbatoio del materiale con isopropanolo seguito da un puliscivetro.
Straumann® CARES® P series RS_0001_B_it/012018 Pagina 32 / 44
Rimuovere i corpi estranei e, se necessario, il materiale polimerizzato all’interno del bagno del materiale (vedere Capitolo 7.4.1).
Verificare che sia presente sufficiente materiale nel serbatoio. Se necessario, rabboccare con nuovo materiale e mescolare accuratamente utilizzando una spatola in silicone.
Livello minimo: 5‐8 mm Livello massimo: 5 mm sopra il bordo superiore del serbatoio
Preparazione di un serbatoio di materiale vuoto:
Pulire la parte inferiore del serbatoio del materiale con isopropanolo seguito da un puliscivetro.
Pulire la parte interna del serbatoio del materiale usando isopropanolo. Per questa operazione usare solo un panno fine. Non usare mai oggetti duri e/o appuntiti.
Riempire il serbatoio del materiale con il materiale selezionato nel programma di slicing.
Suggerimenti:
La sostituzione troppo frequente del materiale richiede tempo. Pertanto, il metodo
preferito consiste nell’utilizzare un serbatoio diverso per ciascun materiale.
Tenere sempre un minimo di 3 serbatoi di scorta.
Il serbatoio del materiale è soggetto a usura e deve essere sostituito se la superficie è
danneggiata da bolle, graffi, offuscamento, ecc.
Preparazione della piattaforma di costruzione:
Prima e dopo ciascun processo di stampa deve essere effettuata una pulizia.
Rimuovere tutti i residui di materiale. Verificare che i fori della piattaforma siano privi di residui di materiale.
Pulire la piattaforma con isopropanolo.
Suggerimenti:
Pulire la piattaforma di costruzione una volta al giorno usando acetone per rimuovere tutti
i residui di materiale e, nello stesso tempo, per migliorare l'aderenza del lavoro di
costruzione alla piattaforma.

Straumann® CARES® P series RS_0001_B_it/012018 Pagina 33 / 44
7.2.8 Avvio di un lavoro
(1) Selezionare "Select Job” (Avvia lavoro)
nel menu principale e selezionare un lavoro nel menu successivo "Select Job” (Seleziona lavoro).
(2) Avviare il lavoro con “Start“ (Avvia). (3) La funzione “Start Delayed” (Avvio
differito) può essere utilizzata per selezionare e salvare un punto di avvio successivo.
Figura 29
Figura 30
7.2.9 Messa in pausa/interruzione di un lavoro
In qualsiasi momento è possibile mettere in pausa un lavoro in corso premendo il tasto pausa. La macchina
completa lo strato su cui sta operando e poi mette in pausa il processo.
È possibile utilizzare il comando “Cancel” (Annulla) per terminare il lavoro anticipatamente o interromperlo.
Figura 31
Straumann® CARES® P series RS_0001_B_it/012018 Pagina 34 / 44
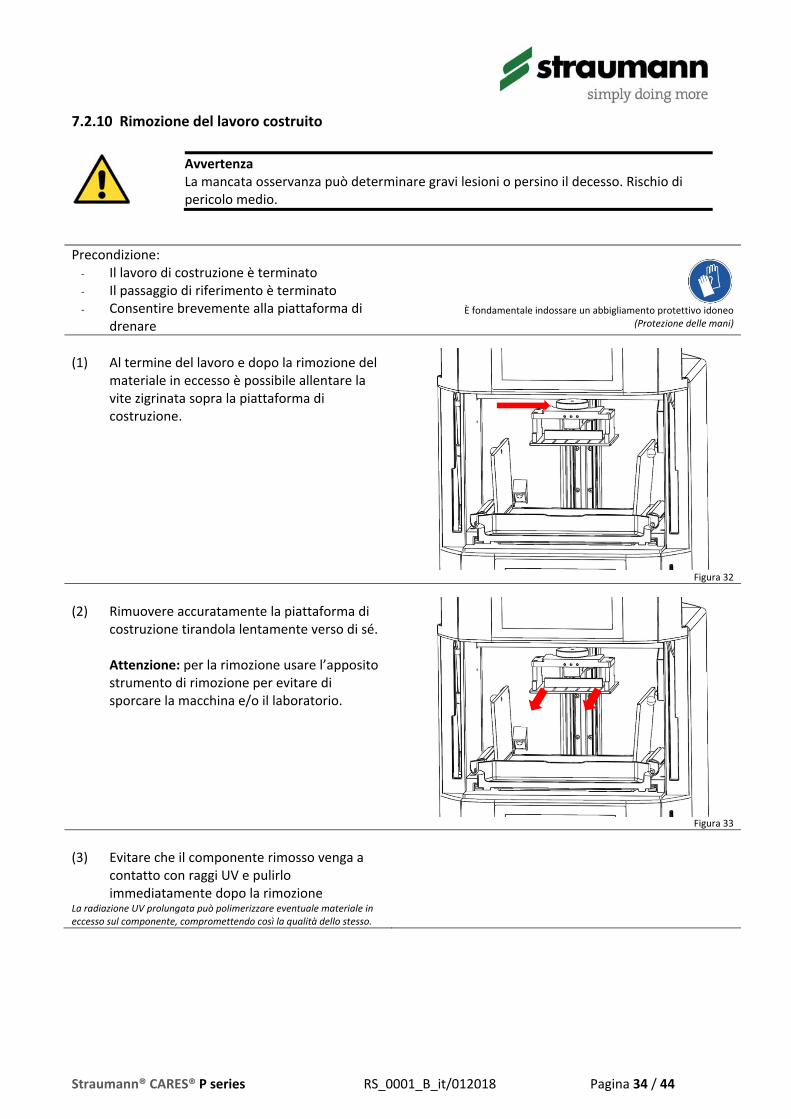
7.2.10 Rimozione del lavoro costruito
Avvertenza La mancata osservanza può determinare gravi lesioni o persino il decesso. Rischio di pericolo medio.
Precondizione: ‐ Il lavoro di costruzione è terminato ‐ Il passaggio di riferimento è terminato ‐ Consentire brevemente alla piattaforma di
drenare
È fondamentale indossare un abbigliamento protettivo idoneo
(Protezione delle mani)
(1) Al termine del lavoro e dopo la rimozione del
materiale in eccesso è possibile allentare la vite zigrinata sopra la piattaforma di costruzione.
Figura 32
(2) Rimuovere accuratamente la piattaforma di
costruzione tirandola lentamente verso di sé. Attenzione: per la rimozione usare l’apposito strumento di rimozione per evitare di sporcare la macchina e/o il laboratorio.
Figura 33
(3) Evitare che il componente rimosso venga a
contatto con raggi UV e pulirlo immediatamente dopo la rimozione
La radiazione UV prolungata può polimerizzare eventuale materiale in eccesso sul componente, compromettendo così la qualità dello stesso.
Straumann® CARES® P series RS_0001_B_it/012018 Pagina 35 / 44
7.2.11 Pulizia del componente
Avvertenza La mancata osservanza può determinare gravi lesioni o persino il decesso. Rischio di pericolo medio.
Istruzioni generali:
È fondamentale consultare le istruzioni del produttore del materiale durante la post‐
lavorazione (pulizia o asciugatura e post‐esposizione).
È solo nel rispetto delle istruzioni del produttore del materiale per il processo che è
possibile ottenere la biocompatibilità in modo affidabile.
Durante la pulizia, utilizzare il detergente per parti Rapid Shape o isopropanolo ad alta
gradazione. Non utilizzare mai additivi quali acetone o simili. Essi danneggiano
immediatamente il componente lasciando segni bianchi.
Preparazione ‐ Preparare il bagno a ultrasuoni ‐ Tenere il rotolo di carta a portata di mano ‐ Rimuovere la piattaforma di costruzione dalla
macchina al termine del lavoro di costruzione 7.2.10 Rimozione del lavoro costruito
È fondamentale indossare un
abbigliamento protettivo idoneo in
conformità con le indicazioni del
produttore (protezione delle mani, occhiali
di protezione, protezione respiratoria e
camice protettivo).
(1) Posizionare la piattaforma di costruzione su un panno di carta e rimuovere
accuratamente il lavoro di costruzione dalla piattaforma con una spatola [Contenuta nel kit iniziale]. ‐ Tenere attentamente la spatola a 45° in uno degli angoli del lavoro di
costruzione. ‐ Raschiare attentamente l’angolo del componente per accedere alla parte
sottostante. ‐ Posizionare accuratamente la spatola sotto l’angolo sbloccato e raschiare
per rimuovere completamente il lavoro di costruzione dalla piattaforma. (2) Versare il liquido di pulizia in un contenitore idoneo e sistemarlo nel bagno a
ultrasuoni. (3) Inserire attentamente il componente nel contenitore riempito con isopropanolo(4) Avviare il bagno a ultrasuoni e lasciarlo in funzione per 3 minuti (tempo di
riferimento di esempio). (5) Rimuovere il componente dal bagno a ultrasuoni. (6) Rimuovere il materiale in eccesso oltre all’isopropanolo in eccesso. (7) Il metodo migliore consiste nell’usare aria compressa dosata a bassa intensità. (8) Posizionare il componente in un nuovo contenitore riempito con isopropanolo
pulito. (9) Avviare il bagno a ultrasuoni e lasciarlo in funzione per 3 minuti (tempo di

Straumann® CARES® P series RS_0001_B_it/012018 Pagina 36 / 44
riferimento di esempio). (10) Rimuovere il componente dal bagno a ultrasuoni. (11) Rimuovere il materiale in eccesso oltre all’isopropanolo in eccesso. (12) Il metodo migliore consiste nell’usare aria compressa dosata a bassa intensità. (13) Se il componente dovesse ancora presentare segni di materiale in eccesso,
ripetere i passaggi (3) e (4). (14) Il processo di pulizia è completato una volta che è stato rimosso tutto il
materiale in eccesso.
7.2.12 Post‐lavorazione
Avvertenza La mancata osservanza può determinare gravi lesioni o persino il decesso. Rischio di pericolo medio.
Istruzioni generali:
È fondamentale consultare le istruzioni del produttore del materiale durante la post‐
lavorazione (pulizia o asciugatura e post‐esposizione).
Esistono diverse indicazioni dei produttori per i diversi materiali utilizzabili sulle macchine Rapid Shape.
Leggere la scheda di sicurezza e la scheda del materiale del produttore!
Post‐lavorazione con un dispositivo a flash (esempio)
Preparazione ‐ Dispositivo a flash con lunghezza d’onda di circa 280‐580 nm
(1) Inserire i componenti puliti nella camera di esposizione del dispositivo a flash. (2) Impostare il rispettivo numero di flash e, se necessario, effettuare ulteriori
impostazioni del dispositivo e avviare il processo. (3) Rimuovere i componenti al termine del processo.
7.3 Menu “Calibration” (calibrazione LED)
Attenzione Può determinare lesioni lievi o moderatamente gravi. Rischio di pericolo basso.
La calibrazione del LED è importante per la qualità di stampa. Una regolare calibrazione è
pertanto essenziale. Il paragrafo successivo presenta una spiegazione passo‐passo della
procedura.
Preparazione ‐ Avviare la macchina
Straumann® CARES® P series RS_0001_B_it/012018 Pagina 37 / 44
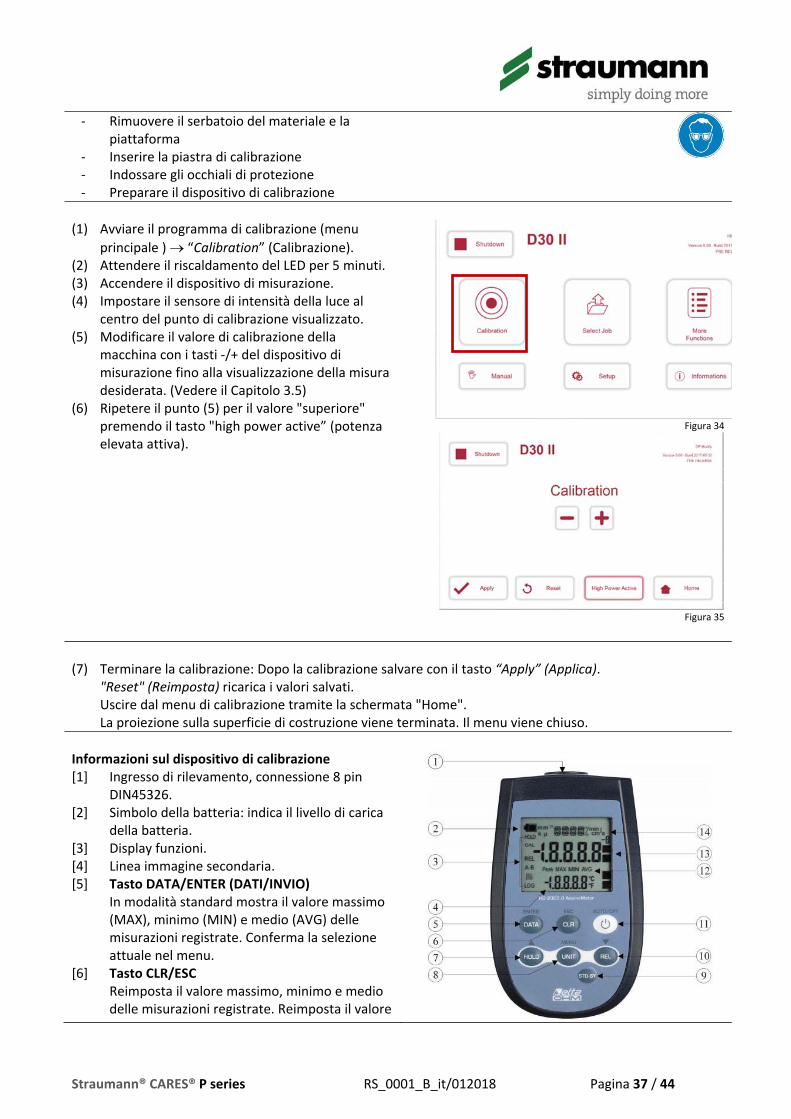
‐ Rimuovere il serbatoio del materiale e la piattaforma
‐ Inserire la piastra di calibrazione ‐ Indossare gli occhiali di protezione ‐ Preparare il dispositivo di calibrazione
(1) Avviare il programma di calibrazione (menu
principale ) “Calibration” (Calibrazione). (2) Attendere il riscaldamento del LED per 5 minuti. (3) Accendere il dispositivo di misurazione. (4) Impostare il sensore di intensità della luce al
centro del punto di calibrazione visualizzato. (5) Modificare il valore di calibrazione della
macchina con i tasti ‐/+ del dispositivo di misurazione fino alla visualizzazione della misura desiderata. (Vedere il Capitolo 3.5)
(6) Ripetere il punto (5) per il valore "superiore" premendo il tasto "high power active” (potenza elevata attiva).
Figura 34
Figura 35
(7) Terminare la calibrazione: Dopo la calibrazione salvare con il tasto “Apply” (Applica).
"Reset" (Reimposta) ricarica i valori salvati. Uscire dal menu di calibrazione tramite la schermata "Home". La proiezione sulla superficie di costruzione viene terminata. Il menu viene chiuso.
Informazioni sul dispositivo di calibrazione [1] Ingresso di rilevamento, connessione 8 pin
DIN45326. [2] Simbolo della batteria: indica il livello di carica
della batteria. [3] Display funzioni. [4] Linea immagine secondaria. [5] Tasto DATA/ENTER (DATI/INVIO)
In modalità standard mostra il valore massimo (MAX), minimo (MIN) e medio (AVG) delle misurazioni registrate. Conferma la selezione attuale nel menu.
[6] Tasto CLR/ESC Reimposta il valore massimo, minimo e medio delle misurazioni registrate. Reimposta il valore
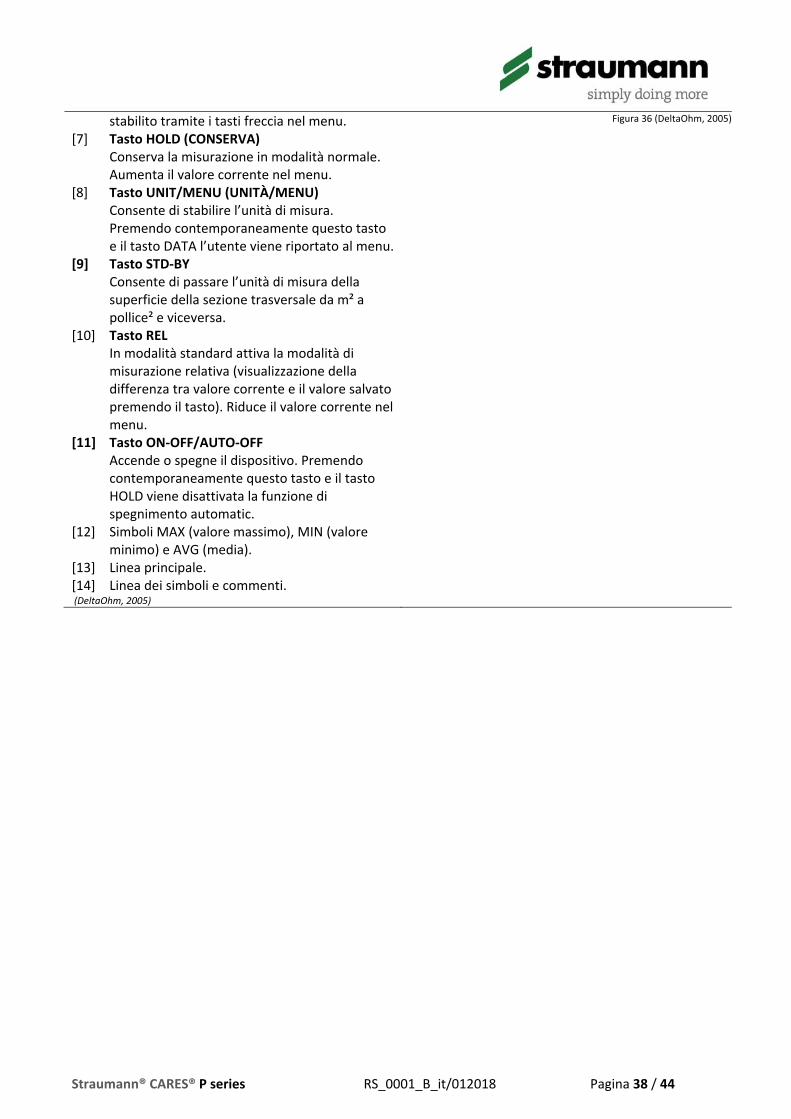
Straumann® CARES® P series RS_0001_B_it/012018 Pagina 38 / 44
stabilito tramite i tasti freccia nel menu. [7] Tasto HOLD (CONSERVA)
Conserva la misurazione in modalità normale. Aumenta il valore corrente nel menu.
[8] Tasto UNIT/MENU (UNITÀ/MENU) Consente di stabilire l’unità di misura. Premendo contemporaneamente questo tasto e il tasto DATA l’utente viene riportato al menu.
[9] Tasto STD‐BY Consente di passare l’unità di misura della superficie della sezione trasversale da m² a pollice² e viceversa.
[10] Tasto REL In modalità standard attiva la modalità di misurazione relativa (visualizzazione della differenza tra valore corrente e il valore salvato premendo il tasto). Riduce il valore corrente nel menu.
[11] Tasto ON‐OFF/AUTO‐OFF Accende o spegne il dispositivo. Premendo contemporaneamente questo tasto e il tasto HOLD viene disattivata la funzione di spegnimento automatic.
[12] Simboli MAX (valore massimo), MIN (valore minimo) e AVG (media).
[13] Linea principale. [14] Linea dei simboli e commenti. (DeltaOhm, 2005)
Figura 36 (DeltaOhm, 2005)
Straumann® CARES® P series RS_0001_B_it/012018 Pagina 39 / 44
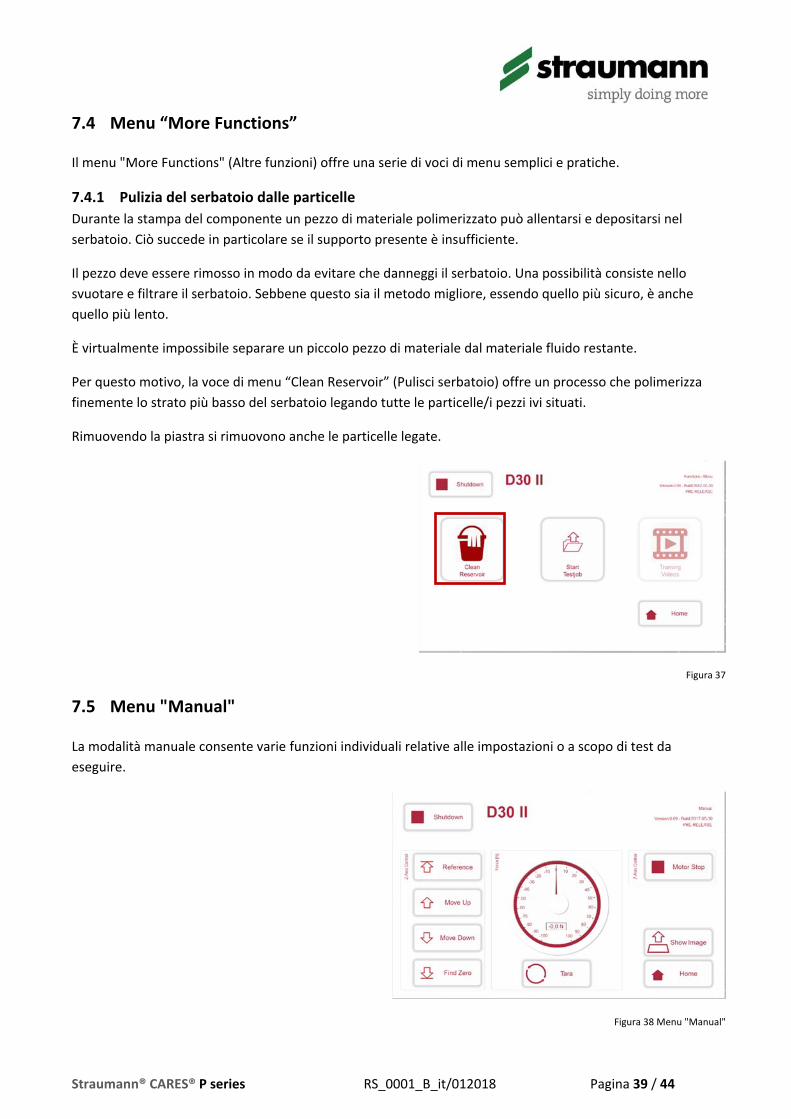
7.4 Menu “More Functions”
Il menu "More Functions" (Altre funzioni) offre una serie di voci di menu semplici e pratiche.
7.4.1 Pulizia del serbatoio dalle particelle
Durante la stampa del componente un pezzo di materiale polimerizzato può allentarsi e depositarsi nel
serbatoio. Ciò succede in particolare se il supporto presente è insufficiente.
Il pezzo deve essere rimosso in modo da evitare che danneggi il serbatoio. Una possibilità consiste nello
svuotare e filtrare il serbatoio. Sebbene questo sia il metodo migliore, essendo quello più sicuro, è anche
quello più lento.
È virtualmente impossibile separare un piccolo pezzo di materiale dal materiale fluido restante.
Per questo motivo, la voce di menu “Clean Reservoir” (Pulisci serbatoio) offre un processo che polimerizza
finemente lo strato più basso del serbatoio legando tutte le particelle/i pezzi ivi situati.
Rimuovendo la piastra si rimuovono anche le particelle legate.
Figura 37
7.5 Menu "Manual"
La modalità manuale consente varie funzioni individuali relative alle impostazioni o a scopo di test da
eseguire.
Figura 38 Menu "Manual"

Straumann® CARES® P series RS_0001_B_it/012018 Pagina 40 / 44
7.5.1 Verifica/impostazione del parallelismo
Attenzione Può determinare lesioni lievi o moderatamente gravi. Rischio di pericolo basso.
Per evitare che i componenti aderiscano alla piattaforma di costruzione è essenziale
garantire che la piattaforma di costruzione sia impostata parallelamente alla superficie di
proiezione. Il paragrafo successivo presenta una spiegazione passo‐passo della procedura.
Preparazione ‐ Macchina avviata ‐ Piattaforma di costruzione installata ‐ Piastra di calibrazione inserita ‐ Piattaforma di costruzione in posizione di
riferimento (in alto)
Strumenti richiesti: ‐ Chiave Allen 2,0 mm ‐ Chiave Allen 3,0mm ‐ Carte da gioco del kit iniziale
(alternativa: piccoli fogli di carta/biglietti da visita)
Figura 39
Preparazione della macchina (1) Rimuovere, se necessario, [se ancora nella macchina] il serbatoio del materiale e inserire la piastra di
calibrazione. (2) Spostarsi sul menu “Manual” (Manuale).
Main menu Manual (Menu principale Manuale)
Avviare il processo "Find Zero" (Vai a zero) (3) Premere il tasto “Find Zero” (Vai a zero). (4) La piattaforma si abbassa fino al punto zero.
Attendere fino a quando la piattaforma ha raggiunto il punto zero. (5) Prendere un pezzo di carta e provare a farlo scivolare sotto ogni angolo della piattaforma. Se la
carta non scivola sotto alcun angolo, la piattaforma è sufficientemente ben regolata.
Impostazione del parallelismo (6) Se la carta scivola facilmente sotto un angolo, è necessario impostare il parallelismo. A tale
scopo allentare le viti di ritenzione (freccia blu nell’immagine successiva). (7) Per regolare il parallelismo ruotare nella direzione desiderata i bulloni filettati di regolazione
nell’angolo che si desidera modificare. Per verificare di nuovo il parallelismo, ripetere i passaggi da 3 a 5.
Bulloni filettati a scopo di regolazione Viti di ritenzione
Straumann® CARES® P series RS_0001_B_it/012018 Pagina 41 / 44
Invio della piattaforma alla posizione iniziale (8) Selezionare nel menu "Reference”
(Riferimento) (9) La piattaforma si solleva fino al punto di riferimento nella posizione di impostazione di base.
È importante attendere fino a quando la piattaforma ha raggiunto il punto di riferimento.
Attenzione: una volta raggiunto l'interruttore di fine corsa, la piattaforma ritorna leggermente indietro verso il basso. Questa operazione è voluta per poter determinare con precisione la posizione iniziale.
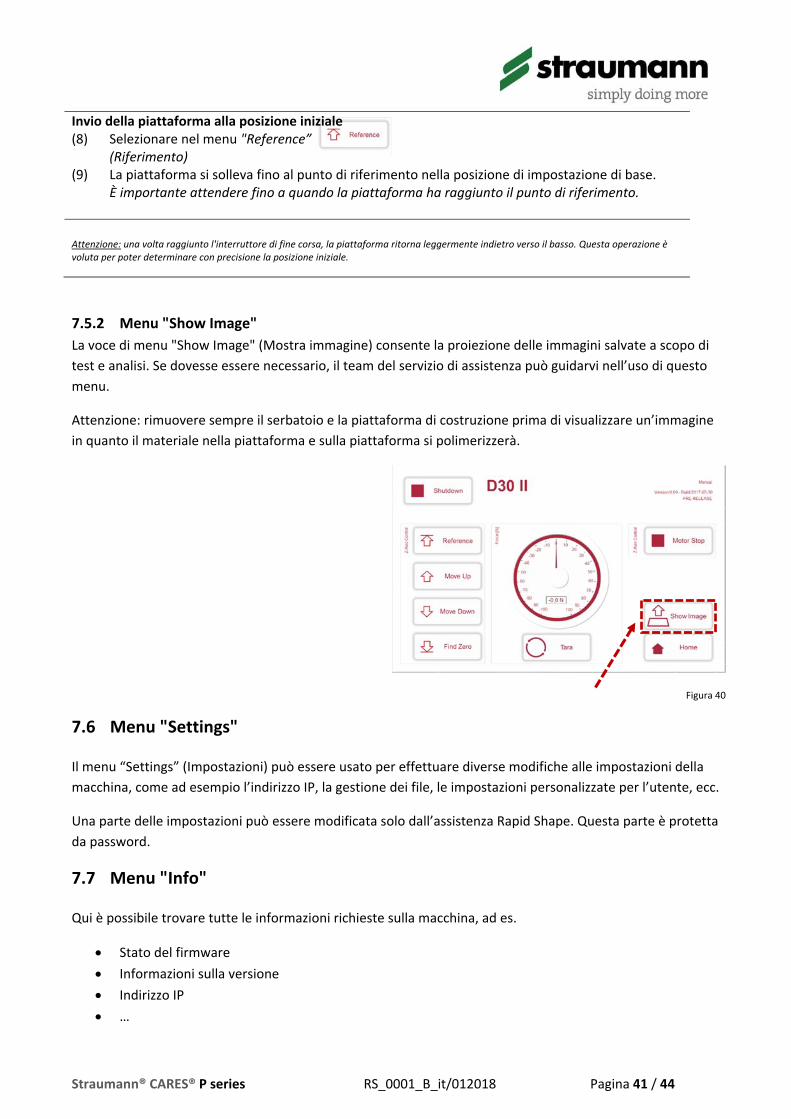
7.5.2 Menu "Show Image"
La voce di menu "Show Image" (Mostra immagine) consente la proiezione delle immagini salvate a scopo di
test e analisi. Se dovesse essere necessario, il team del servizio di assistenza può guidarvi nell’uso di questo
menu.
Attenzione: rimuovere sempre il serbatoio e la piattaforma di costruzione prima di visualizzare un’immagine
in quanto il materiale nella piattaforma e sulla piattaforma si polimerizzerà.
Figura 40
7.6 Menu "Settings"
Il menu “Settings” (Impostazioni) può essere usato per effettuare diverse modifiche alle impostazioni della
macchina, come ad esempio l’indirizzo IP, la gestione dei file, le impostazioni personalizzate per l’utente, ecc.
Una parte delle impostazioni può essere modificata solo dall’assistenza Rapid Shape. Questa parte è protetta
da password.
7.7 Menu "Info"
Qui è possibile trovare tutte le informazioni richieste sulla macchina, ad es.
Stato del firmware
Informazioni sulla versione
Indirizzo IP
…
Straumann® CARES® P series RS_0001_B_it/012018 Pagina 42 / 44
8 Cle Pulizia e manutenzione
8.1 Pulizia
Avvertenza La mancata osservanza può determinare gravi lesioni o persino il decesso. Rischio di pericolo medio.
Pulizia della macchina
Dopo ogni operazione di stampa deve essere effettuata una breve pulizia della macchina che deve
comprendere:
Preparazione della piattaforma di costruzione:
Rimuovere tutto il materiale residuo
Verificare che i fori della piattaforma siano privi di residui di materiale.
Pulire la piattaforma utilizzando il detergente per macchine Rapid Shape o isopropanolo
Inoltre, controllare costantemente la macchina per verificare che i seguenti componenti siano sempre puliti:
‐ Vetro di protezione
‐ Pavimento del serbatoio del materiale
‐ Serbatoio del materiale ‐ Rimuovere i corpi estranei ed eventuale materiale polimerizzato
‐ Parte esterna in generale
Pulizia del serbatoio del materiale
Il serbatoio del materiale è uno degli elementi base di questa macchina e pertanto deve essere pulito in
qualsiasi occasione.
Pulire la parte interna del serbatoio del materiale usando isopropanolo. Per questa operazione usare solo un panno fine.
Pulire la parte inferiore del serbatoio del materiale con isopropanolo seguito da un puliscivetro. Attenzione: l’isopropanolo lascia aloni. È assolutamente necessario pulire in seguito con un puliscivetro.

Straumann® CARES® P series RS_0001_B_it/012018 Pagina 43 / 44
8.2 Manutenzione ordinaria da parte del cliente
Avvertenza La mancata osservanza può determinare gravi lesioni o persino il decesso. Rischio di pericolo medio.
Manutenzione e cura sono parte integrante del corretto funzionamento della macchina.
Pertanto, è essenziale seguire le istruzioni di manutenzione e cura in modo molto preciso.
Da fare prima di ogni lavoro di stampa
(A) Rimuovere il materiale polimerizzato dal serbatoio del materiale mediante una spatola in silicone o filtrare il materiale utilizzando un filtro fine oppure usare la funzione “Clean reservoir” (Pulisci serbatoio) nel menu “More Functions” (Altre funzioni). Attenzione: SENSIBILE ‐Non usare mai oggetti metallici o appuntiti.
(B) Rimuovere il materiale polimerizzato dal serbatoio del prodotto usando una spatola. Il serbatoio del prodotto deve avere una superficie completamente liscia prima di avviare il lavoro stampa.
Manutenzione quotidiana
(A) Verificare che il vetro di protezione sia assolutamente pulito (niente polvere, resina o aloni).
o Se fosse necessario, pulirlo con isopropanolo (ISO) seguito da un puliscivetro.
(B) Pulire la parte inferiore del serbatoio del materiale con isopropanolo seguito da un puliscivetro.
Manutenzione settimanale
(A) Effettuare una verifica del parallelismo della piattaforma di costruzione. (B) Verificare l’intensità della luce nel menu di calibrazione
8.3 Manutenzione annuale
Una manutenzione più ampia al di sopra e al di là di quella sopra descritta deve essere
eseguita esclusivamente dal proprio distributore. Per informazioni su accordi di
manutenzione, intervalli di manutenzione e informazioni generali sulla manutenzione,
contattare il proprio distributore.
Straumann® CARES® P series RS_0001_B_it/012018 Pagina 44 / 44
9 Spegnimento della macchina
(1) Nel menu principale selezionare “Shutdown” (Spegni). (2) Viene visualizzata la finestra di dialogo di spegnimento. Confermare che si desidera spegnere la
macchina.
Solo dopo il completo spegnimento della macchina, spegnere anche l’interruttore principale!
10 Smaltimento Dopo avere rimosso tutti i liquidi di servizio dalla macchina, è possibile smaltirla in conformità con le
normative in vigore a livello locale che regolano lo smaltimento dei dispositivi elettronici.
Se non si fosse a conoscenza del luogo in cui smaltire localmente la macchina, è possibile inviarla a Rapid
Shape. Tutti i costi derivanti da questa operazione, ad esempio per lo smontaggio e il trasporto, sono
completamente a carico del cliente/operatore.
Materiali:
Coperture: alluminio, acciaio, plastica (ABS), vetro Parte esterna: alluminio, acciaio, plastica (POM), vetro Elettronica: circuiti stampati/PCB, componenti elettronici, alluminio (parte esterna), acciaio (parte esterna), altri materiali <10%: vari

![DIGITAL Straumann® CARES Denture Anleitungen für die … · 2021. 1. 15. · [ DIGITAL ] A Straumann Group Brand. Straumann® CARES® Denture ... Bestehende Prothese wird für ca.](https://static.fdocument.pub/doc/165x107/60bca7921905f06dba39d4d8/digital-straumann-cares-denture-anleitungen-fr-die-2021-1-15-digital.jpg)