Outline - 大阪大学 · ... forum and seminar ... report in the commission on welding metallurgy,...
16
The state-of-the-art and future prospects of research on welding metallurgy in Japan Kenji SHINOZAKI Hiroshima University, Higashi-Hiroshima, Japan [email protected], +81-82-424-7570 Abstract The road map for future research over 10 years concerning welding and joining was discussed in each eight technical commissions in JWS in 2010 under the following philosophy. (I) To construct a sustainable, stable and growth society (to construct a safe and secure society). (II) To innovate welding and joining technology. (III) To pull out of welding and joining technology called “special process”/ remedies for shortages of welding engineers and researchers. The technical issues and target concerning the welding metallurgy in future based on the above philosophy was discussed and the road map for future research over 10 years was made in the technical commission on Welding Metallurgy. The road map for welding metallurgy research and recent researches concerning welding metallurgy such as development of welding consumables, modeling/simulation and visualization, dissimilar welding and joining, and joining technologies for advanced materials are introduced. Hiroshima University Graduate School of Engineering Outline 1. Activities of the Commission on Welding Metallurgy in JWS 2. Road map for research on welding metallurgy in Japan 2.1 Technical issues and target in future 2.2 Trends on welding metallurgy in Japan 3. Introduction of recent researches on welding metallurgy in Japan
Transcript of Outline - 大阪大学 · ... forum and seminar ... report in the commission on welding metallurgy,...

The state-of-the-art and future prospects of research on weldingmetallurgy in Japan
Kenji SHINOZAKIHiroshima University, Higashi-Hiroshima, Japan
[email protected], +81-82-424-7570
AbstractThe road map for future research over 10 years concerning welding and joining was discussed in
each eight technical commissions in JWS in 2010 under the following philosophy. (I) To construct asustainable, stable and growth society (to construct a safe and secure society). (II) To innovatewelding and joining technology. (III) To pull out of welding and joining technology called “specialprocess”/ remedies for shortages of welding engineers and researchers.
The technical issues and target concerning the welding metallurgy in future based on the abovephilosophy was discussed and the road map for future research over 10 years was made in thetechnical commission on Welding Metallurgy.
The road map for welding metallurgy research and recent researches concerning welding metallurgysuch as development of welding consumables, modeling/simulation and visualization, dissimilarwelding and joining, and joining technologies for advanced materials are introduced.
Hiroshima University Graduate School of Engineering
Outline
1. Activities of the Commission on WeldingMetallurgy in JWS
2. Road map for research on welding metallurgyin Japan
2.1 Technical issues and target in future
2.2 Trends on welding metallurgy in Japan
3. Introduction of recent researches on weldingmetallurgy in Japan

Hiroshima University Graduate School of Engineering
The Commission on Welding Metallurgy in JWS
Welding Metallurgy
Welding Process
Welding Mechanics and Design
Interfacial Joining
Micro Joining
Joining and Materials Processing for Light Structures
High Energy Beam Processing
Fatigue Strength
Eight technical commissions in JWS
Hiroshima University Graduate School of Engineering
History and activities of the commission on welding metallurgy
【The establishment year】 1960【The first chairman】 Prof. I. OHNISHI (Osaka University)【Present chairman】 Prof. K. SAIDA (Osaka University)【An action policy】
“The commission aims to study the most advancedresearch in welding metallurgy and to become anauthoritative and worldwide”【Number of members】 68
University professors: 37Researchers in companies: 31
【Activities】① Regular meeting fourth a year② Organizing symposium, forum and seminar③ Publication

Hiroshima University Graduate School of Engineering
Recent main publications
No.Publish
year Title Pages
1 2016 Simulation and visualization of phenomena regarding welding metallurgy 495
2 2013 Metallographic atlas of steel and non-ferrous alloy welds (a new edition) 721
3 2003 Progress and future prospect of research in welding metallurgy 411
4 1999 Modeling and simulation on metallographic behavior of weld zone 342
5 1984 Metallographic atlas of steel and non-ferrous alloy welds 490
6 1982 Fractographic atlas of steel welds 550
2 21
Hiroshima University Graduate School of Engineering
Road map for research on welding metallurgy in Japan
Road map for research in welding & joining wasdiscussed in JWS in 2010 under the following philosophy.
(Ⅰ) To construct a sustainable, stable and growth society (toconstruct a safe and secure society)
(i) through to produce sound and high performance weld joint(Ⅱ) To Innovate welding and joining technology
(ii) through to weld the next generation materials and to developnew welding & joining process
(Ⅲ) To pull out of welding & joining technology called “specialprocess”/ remedies for shortages of welding engineers andresearchers(iii) through to sophisticate and systematize material science of
welding

Hiroshima University Graduate School of Engineering
Technical issues-(i) to produce soundness and high performance weld joint -
(i-1) Realization of weld cracking and defect-freejoint
(i-2) Improvement of welded joint properties (highstrength, high toughness and high corrosionresistance)
(i-3) Improvement of the reliability of the weldrepair and maintenance technology
Hiroshima University Graduate School of Engineering
Technical issues- (ii) to weld the next generation materials and to develop
new welding & joining process -
(ii-1) Development of welding and joiningtechnology for the next generation material
(ii-2) Elucidation of the metallurgical phenomenonin new welding and joining process
(ii-3) Sophistication of dissimilar welding andjoining technology

Hiroshima University Graduate School of Engineering
Technical issues-(iii) to sophisticate and systematize material science of welding-
(iii-1) Visualization and modeling of metallurgicalphenomenon of weld zone
Hiroshima University Graduate School of Engineering
Example of road map(i-1) Realization of weld cracking & defect-free joint
Technical issues
Technical target
(i-1) Realization
of weld cracking &defect-free
joint
Estab-lishment ofweldingtechnology
・Steels・ Corrosion-resistantsteels・Light alloys
To make clear the crackand defect condition
To elucidate the cracking mechanism
To elucidate the dominantfactor and to evaluate itquantitatively
To design the materialwithout crack and defect
2010 2015 2020

Hiroshima University Graduate School of Engineering
Number of reports published from 2000 to 2016 in theCommission on Welding Metallurgy regardingtechnical issues in road map
(i-1) Realization of weld cracking &defect-free joint
(i-2) Improvement of welded jointproperties
(i-3) Improvement of the reliability of theweld repair and maintenance technology
(ii-1) Development of welding and joiningtechnology for the next generation material
(ii-2) Elucidation of the metallurgical phenomenonin new welding and joining process
(ii-3) Sophistication of dissimilar weldingand joining technology
(iii-1) Visualization and modeling ofmetallurgical phenomenon of weld zone
Technical issues
Hiroshima Univ.Graduate School of Engineering
Introduction of recent researches onwelding metallurgy in Japan
Hiroshima University Graduate School of Engineering
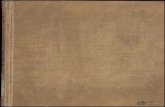
Example of recent researches on weldingmetallurgy in each technical issues
(i-1) Realization of weldcracking & defect-free joint
Development of filler wire for HT980 steel welds without preheating Hot cracking susceptibility of ultra high purity stainless steels
(i-2) Improvement ofwelded joint properties
Mechanical properties of ultra-fine grained high strength steels welded by high powerlaser
(ii-2) Elucidation of themetallurgical phenomenonin new welding and joiningprocess
Clarification of defect formation mechanism in friction stir welding by X-rayradiography
(ii-3) Sophistication ofdissimilar welding andjoining technology
Evaluation of solidification cracking susceptibility of stainless steel on Schaefllerdiagram
(iii-1) Visualization andmodeling of metallurgicalphenomenon of weld zone
Analysis of solidification process on austenitic stainless steel weld metal usingsynchrotron radiation
In-situ observation of solidification front during laser welding Prediction of hardness in HAZ of multi-pass welds in low-alloy steel using neural
network Prediction of occurrence of solidification cracking during laser welding by in-situ
observation
In-situ observation method → to understand phenomena preciselyModeling and simulation → to predict phenomena Dissimilar welding and joining → to take advantage of multi-materials
Hiroshima University Graduate School of Engineering
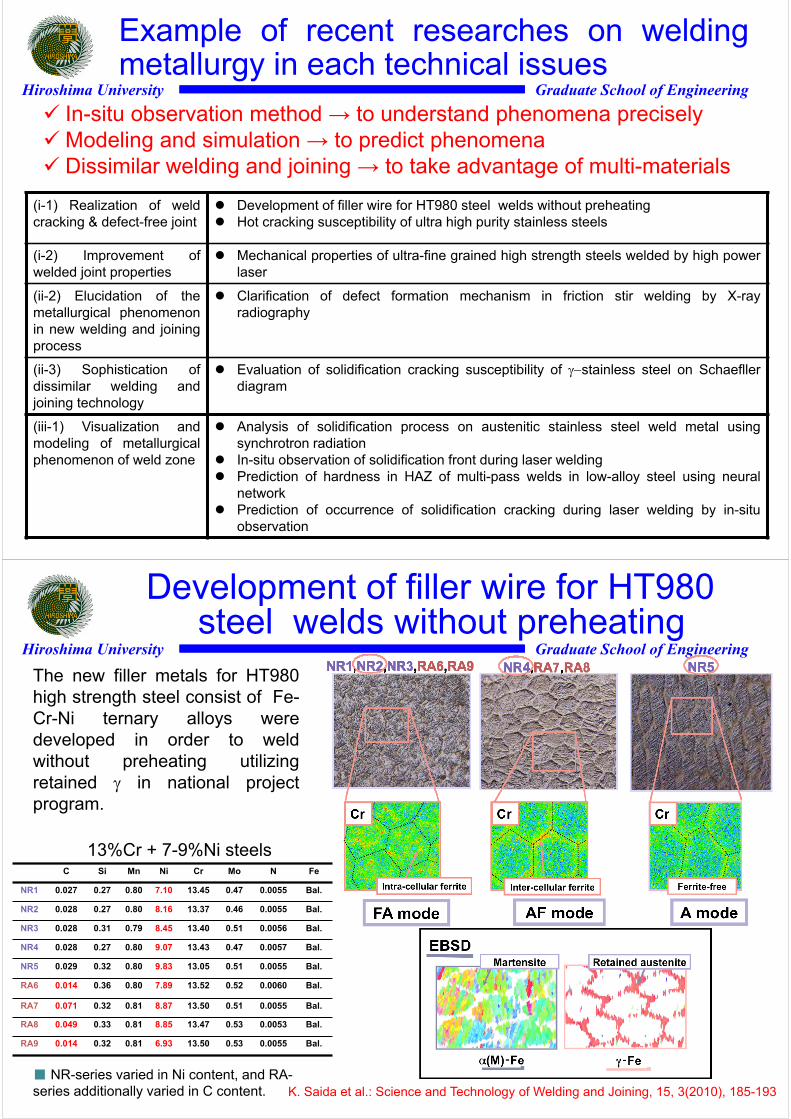
Development of filler wire for HT980 steel welds without preheating
C Si Mn Ni Cr Mo N Fe
NR1 0.027 0.27 0.80 7.10 13.45 0.47 0.0055 Bal.
NR2 0.028 0.27 0.80 8.16 13.37 0.46 0.0055 Bal.
NR3 0.028 0.31 0.79 8.45 13.40 0.51 0.0056 Bal.
NR4 0.028 0.27 0.80 9.07 13.43 0.47 0.0057 Bal.
NR5 0.029 0.32 0.80 9.83 13.05 0.51 0.0055 Bal.
RA6 0.014 0.36 0.80 7.89 13.52 0.52 0.0060 Bal.
RA7 0.071 0.32 0.81 8.87 13.50 0.51 0.0055 Bal.
RA8 0.049 0.33 0.81 8.85 13.47 0.53 0.0053 Bal.
RA9 0.014 0.32 0.81 6.93 13.50 0.53 0.0055 Bal.
13%Cr + 7-9%Ni steels
■ NR-series varied in Ni content, and RA-series additionally varied in C content.
The new filler metals for HT980high strength steel consist of Fe-Cr-Ni ternary alloys weredeveloped in order to weldwithout preheating utilizingretained in national projectprogram.
K. Saida et al.: Science and Technology of Welding and Joining, 15, 3(2010), 185-193

Hiroshima University Graduate School of Engineering
Weld metal
Base metal
HAZ
Micro-model analysis
H concentration (ppm)M
M
M
MM
MM
γγ
Austenite trapped a large amountof H in a cell.
H was accumulated in M at cell boundaries.
Maximizing H concentrationin M of M/γ interface
Micro-distribution of hydrogen in microstructure
K. Saida et al.: report in the commission on welding metallurgy, WM-2067-08, (2008)
Hiroshima University Graduate School of Engineering
RA9 RA6 NR1 NR2 NR3 RA8 NR4 RA7 NR5
Amount of retained (%)
1.46 1.64 3.41 9.59 14.9 22.6 34.8 36.7 58.8
Tensile strength
>880MPa○ ○ ◎ ○ ○ ○ ○ △ ×
Toughness
>88J/cm2 × × × × △ ○ ○ ○ ◎
Hot cracking>SUS304 △ ○ ○ ◎ ○ × ○ × ×
Cold cracking Crack-free ○ ○ × × ○ ○ ○ ○ ○
Summary of welding performances of triplexstainless steels
Excellent◎ ○ △ × PoorFairGood
NR3 & NR4 clear the all requirements.NR4 is superior to NR3 (low temp. toughness)
New welding consumable for HT980 could be designed by controlling the amount of retained austenite (approx. 15-35%).
K. Saida et al.: Science and Technology of Welding and Joining, 15, 3(2010), 185-193

Hiroshima University Graduate School of EngineeringChemical compositions of lab-melting EHP steels
(varying P, S, C and Mn contents)Chemical compositions of lab-melting EHP steels
(varying P, S, C and Mn contents)
Transverse-Varestraint testTransverse-Varestraint test
RBending block
Yoke
Specimen
TIG torch
Yoke Arc current : 150AArc voltage : 14VWelding speed : 1.67mm/s
Augmented strain : 0.15-0.83%
Essential effect of impurity & minor elements onsolidification cracking susceptibility
K. Saida et al.: Quarterly J. of JWS, 31,1 (2013), 56-65
Hiroshima University Graduate School of Engineering
Essential contribution to enlarging BTRP:S:C=1:1.3:0.56
Mn : Negligibly improves S.C. susceptibility (reducing BTR)
Effect of C, P, S, Mn contents on BTR Potency atomic factor for enlarging BTR
← Advantage from previous results of conventional steels
Contribution of impurity & minor elements to BTRevaluated by Trans-Varestraint test
K. Saida et al.: Quarterly J. of JWS, 31,1 (2013), 56-65

Hiroshima University Graduate School of Engineering
Mechanical properties of ultra-fine grained high strength steels welded by high power laser
Fig. 2 SEM m icrostructures of ul tra-fine grained highstrength steel bar.
Fig. 6 D istributions of hardness and ferrite grain size in H AZof 0.05% C ultra-fine grained high strength steel
( welding speed : 0.033 m/s).Fig. 7 Relationship between notch location (HAZ, Bond and Weld
metal) and critical CTOD value.
Steel A
Steel A Steel B
Tensile test of weld joint ofSteel C by LBW: 706MPa(broken at the base metal)
T. Otani et al.: Quarterly J. of JWS, 21,2 (2003), 267/ 21,3(2003), 425
Hiroshima University Graduate School of Engineering
In-situ observation of metal flow in friction stirwelding using X-ray radiography
Y. Morisada and H. Fujii et al.: Quarterly J. of JWS, 32,1 (2014), 31-37
Metal flow during friction stir welding was observed throughbehavior of tracer observing by two direction X-ray radiography.

Hiroshima University Graduate School of Engineering
ASRS
Adequate condition: 600 rpm
Defect formation: 400 rpm
⽋陥
ASRS
AS
RS
AS
RS
Clarification of defect formationmechanism in friction stir welding
Cross section of friction stir welds
Concentriccircle flowpatternaroundprobe
A stagnantflow islocated.rotating
direction =movingdirection oftool
Y. Morisada and H. Fujii et al.: Quarterly J. of JWS, 32,1 (2014), 31-37
Hiroshima University Graduate School of Engineering
Evaluation of solidification cracking susceptibilityin austenitic region on Schaefller diagram
Solidification cracking susceptibility of austenitic region on Schaefller diagram wasquantitatively evaluated by Trans-Varestraint test using laser welding.

Hiroshima University Graduate School of Engineering
Analysis of solidification process on maritensiticstainless steel weld metal using synchrotron radiation
H.Terasaki et al.: Materials letters, 74(2012), 187-190
Schematic illustration of time-resolved in-situobservation under rapid cooling for TIG welding
Wide-area detector
Diffraction beam
Water-cooled copper plate
Power: 10V, 150A
Torch scan (〜1mm/s)
Incident beam
Sample
Base metal: Martensitic stainless steel0.026C-0.34Si-0.82Mn-14Cr-8.2Ni-Fe (mass %)
Photon energy: 30 keVTime resolution: 0.1 s
Hiroshima University Graduate School of Engineering
Multi-dimensional (Time (Temp)-2q (Q)-Count)analysis of solidification weld
Dynamic diffraction from weld pool(halo pattern)
Dynamic diffractionduring solidificationprocess
Non-thermodynamic equilibrium of weld solidification
H.Terasaki et al.: Materials letters, 74(2012), 187-190
Hiroshima University Graduate School of Engineering
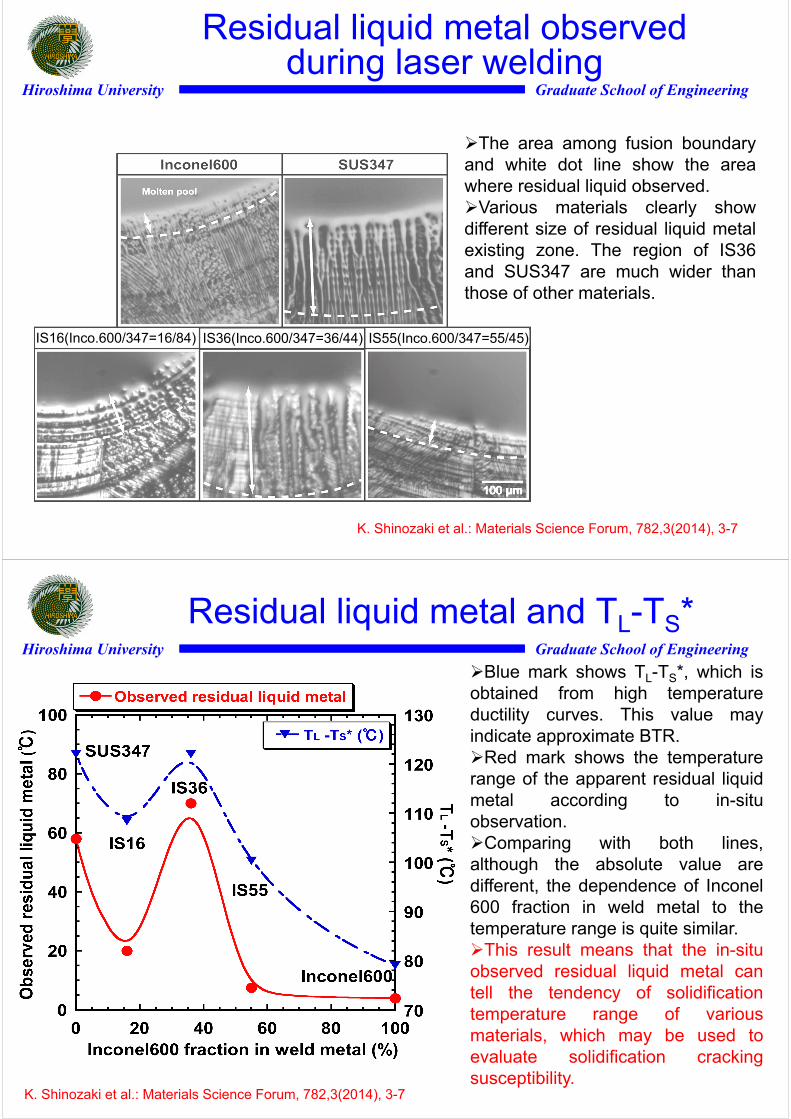
Residual liquid metal observed during laser welding
The area among fusion boundaryand white dot line show the areawhere residual liquid observed.Various materials clearly showdifferent size of residual liquid metalexisting zone. The region of IS36and SUS347 are much wider thanthose of other materials.
IS16(Inco.600/347=16/84) IS36(Inco.600/347=36/44) IS55(Inco.600/347=55/45)
K. Shinozaki et al.: Materials Science Forum, 782,3(2014), 3-7
Hiroshima University Graduate School of Engineering
Residual liquid metal and TL-TS*
Blue mark shows TL-TS*, which isobtained from high temperatureductility curves. This value mayindicate approximate BTR.Red mark shows the temperaturerange of the apparent residual liquidmetal according to in-situobservation.Comparing with both lines,although the absolute value aredifferent, the dependence of Inconel600 fraction in weld metal to thetemperature range is quite similar.This result means that the in-situobserved residual liquid metal cantell the tendency of solidificationtemperature range of variousmaterials, which may be used toevaluate solidification crackingsusceptibility.
K. Shinozaki et al.: Materials Science Forum, 782,3(2014), 3-7
Hiroshima University Graduate School of Engineering
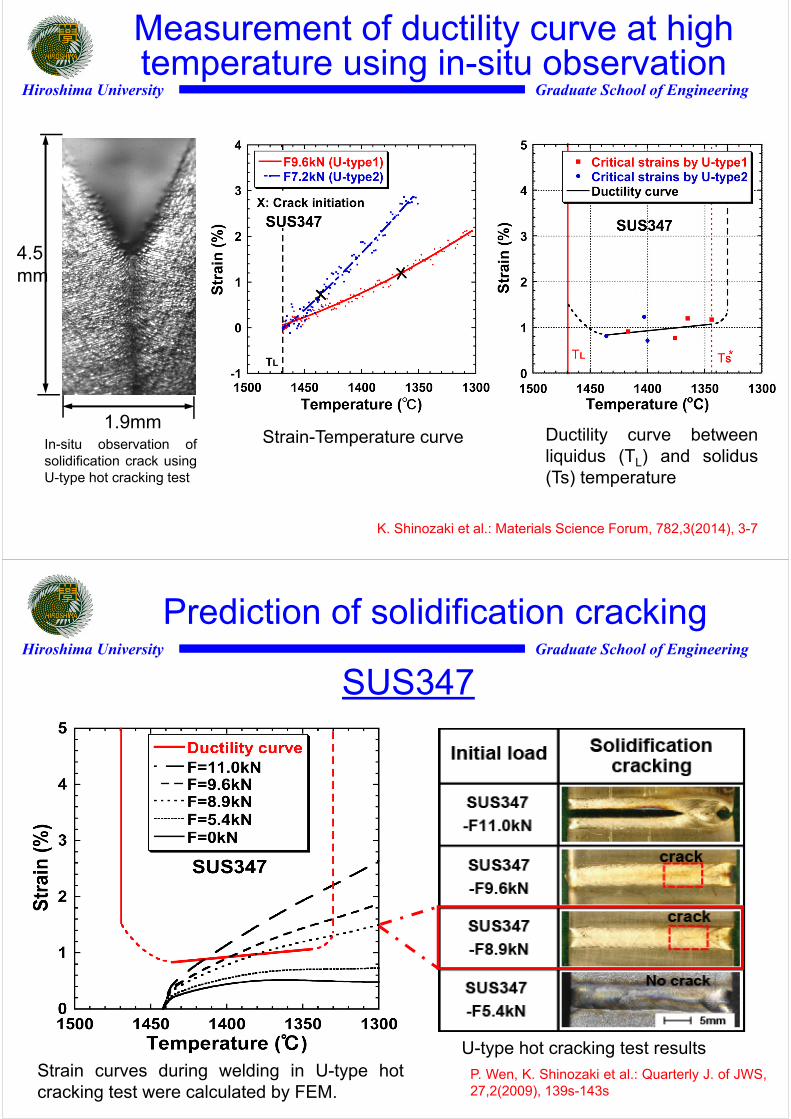
Measurement of ductility curve at high temperature using in-situ observation
1.9mm
4.5mm
In-situ observation ofsolidification crack usingU-type hot cracking test
Strain-Temperature curve Ductility curve betweenliquidus (TL) and solidus(Ts) temperature
K. Shinozaki et al.: Materials Science Forum, 782,3(2014), 3-7
Hiroshima University Graduate School of Engineering
Prediction of solidification cracking
SUS347
Strain curves during welding in U-type hotcracking test were calculated by FEM.
U-type hot cracking test results
P. Wen, K. Shinozaki et al.: Quarterly J. of JWS,27,2(2009), 139s-143s

Hiroshima University Graduate School of Engineering
Calculated by Neural Network
400℃≤Tp≤1500℃Tp<400℃(All cycles)
Tp>1500℃(One cycle)
BM WMHAZ
1-cycleTp, CR
(2 Parameters)
1-cycle + temperTp1,CR1,TCTP
(3 Parameters)
2-cycleTp1,CR1,Tp2,CR2
(4 Parameters)
Hardness distribution in HAZ of temper bead welding
Thermal cycles Calculation with FEM
A533B: Tm =1500 ℃
2-cycle + temperTp1,CR1,Tp2,CR2,TCTP
(5 Parameters)
Y.Lina, K. Saida et al.: Quarterly J. ofJWS, 29,3(2011), 154-161
Prediction of hardness in HAZ of multi-pass welds in low-alloy steel using neural network
Hiroshima University Graduate School of Engineering
The predicted hardness in all region was lower than 350HV(the required specification in practical application)
The predicted hardness in all region was lower than 350HV(the required specification in practical application)
(mm)
BM
Predicted hardness distribution calculated by FEM results (7 Layer–88 pass)
Y.Lina, K. Saida et al.: Quarterly J. of JWS, 29,3(2011), 154-161

Hiroshima University Graduate School of Engineering
・The calculated hardness was in good accordance with measured ones. ・Max. hardness in HAZ was reduced to 350HV during temper bead welding.
Comparison between calculated values andmeasured ones (Hardness)
Y.Lina, K. Saida et al.: Quarterly J. of JWS, 29,3(2011), 154-161
Hiroshima University Graduate School of Engineering
Thank you for yourkind attention!!
Hiroshima UniversityItsukushima shrine at Miyajima