ÜRETİM HATTI DENGELEME ve GRUP TEKNOLOJİSİ · Üretim planlama ve programlama yöntemlerine...
24
ÜRETİM HATTI DENGELEME ve GRUP TEKNOLOJİSİ
Transcript of ÜRETİM HATTI DENGELEME ve GRUP TEKNOLOJİSİ · Üretim planlama ve programlama yöntemlerine...

ÜRETİM HATTI DENGELEME ve GRUP TEKNOLOJİSİ
İşlem sürelerindeki belirsizliklerin az olduğu basit sistemlerde karmaşık matematik yöntemlere başvurmadan dengeleme yapmak mümkündür.
Örneğin; A,B ve C gibi işlemlerden oluşan bir sistemde A ve B eşit, C farklı süreli olsun. Çeşitli olasılıklar karşısında alınabilecek önlemler vardır. Eğer C’nin süresi diğerlerinden büyükse,
Sisteme C işlemini gören paralel bir tezgah eklenebilir, yani kapasite artırılır.
C işlemi ikiye bölünür, yani sisteme seri olarak yeni bir tezgah eklenir.
İş basitleştirme ile C’nin süresi kısaltılmaya çalışılır.
C’nın süresi diğer ikisinden kısa ise;
A ve B yi oluşturan faaliyetlerden bazıları C’ye aktarılır.
C’nin yapıldığı tezgahın hızı azaltılır.
C’nin yapıldığı istasyona bazı ek işler daha verilir.
Tezgah kapasitelerinin iyi dengelenmesi işçilerin yüklerinin de iyi dengelendiği anlamına gelmez. Bazı hallerde , tezgahların yanı sıra işçilerin yüklerini de ayrıca dengelemek gerekebilir.
Özellikle basit makinaların yer aldığı ve işçilik maliyetinin yüksek olduğu sistemlerde çeşitli yöntemlerle işçilik sürelerinin dengelenmesine çalışılır.
İşçilik dengesinin tam olması, üretim hattındaki her işçiye normal çalışma süresinin tamamında çalıştırmak anlamına gelir. Hiç kuşkusuz bu ideal durumdur ve pratikte amaç ideale mümkün olduğu kadar yaklaşmaktır. İşçilik yükünün dengelenmesinde başvurulacak çarelerden bazıları şunlardır:
İki veya daha fazla tezgahta bir işçi çalıştırmak:
Otomatik işlem süresi uzun olan iki veya daha fazla tezgah bir işçi tarafından kontrol edilebilecek şekilde yan yana getirilebilir.
İki kısa işlemin bir işçi tarafından yapılması:
İki işlemin toplam süresi diğerleri kadar veya az ise bunlar bir işçiye verilir. İşçi bir işlem ile meşgulken diğerinin yapıldığı tezgah boş kaldığından, bu yoldan meydana gelen kaybın işçilik tasarrufundan küçük olmasına dikkat etmelidir.
İşçinin yükünü artırmak:
İlk iki yoldan bir dengeleme olanağı yok ise yükü az olan işçiye muayene, çapak alma, temizleme gibi ikinci dereceden ek işler verilerek vaktinin doldurulması çalışılır.
İşçileri çalışma hızlarına göre dizmek:
Üretim hattı üzerindeki daha kısa süreli işlere tecrübesi az veya çalışma hızı düşük işçiler yerleştirilir.
İş akışını düzgünleştirmek veya yeniden şekillendirmek amacı ile başvurulacak çarelerden biri de ara depolar kurmaktır. Ara depolar üretim akışının yeniden düzenlenmesi için gerekli yarı mamul birikimini sağlar.
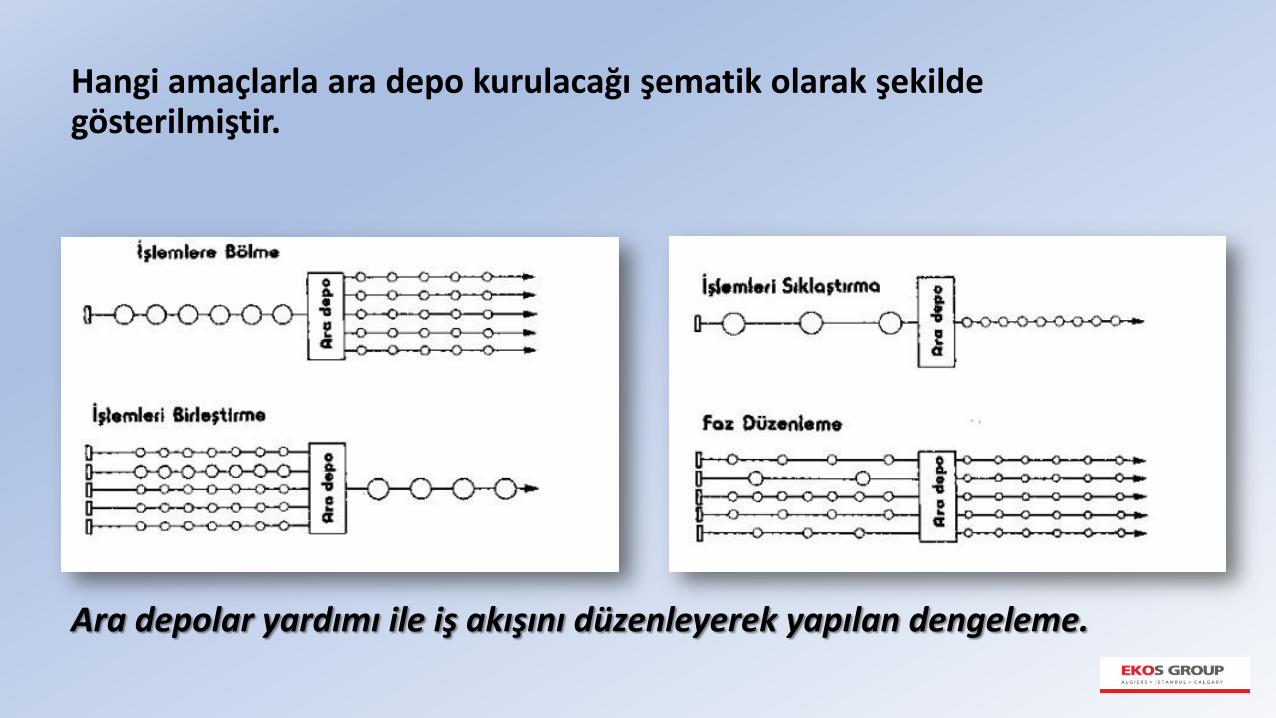
Hangi amaçlarla ara depo kurulacağı şematik olarak şekilde gösterilmiştir.
Ara depolar yardımı ile iş akışını düzenleyerek yapılan dengeleme.
Buna göre;
Bir hat üzerindeki işlemleri birden fazla hat üzerinde bulunan daha yüksek frekanslı alt işlemlere ayırmak,
Değişik frekanslı alt işlemleri bir hat üzerinde bulunan ana işlemlerde gruplamak,
Tek hat üzerindeki işlemler yine tek hat üzerinde bulunan hat işlemlere ayırmak,
Değişik frekanslı üretim hatlarını ayı frekanslı üretim hatlarına dönüştürerek üniform bir akış sağlamak amaçları ile fabrika içinde ara depolar kurulabilir.
Görüleceği üzere ara depolar;
Üretim hattının bir yandaki belirsiz akışı diğer taraftan ayırmak ,
Akış tipinin veya hızının değişmesine olanak sağlamak ve,
Mamul deposundaki faaliyetleri azaltmak fonksiyonlarını yerine getirmektedir.
Ara depoların sakıncaları, fabrika içinde yer işgal etmeleri ve para bağlanmasına neden olmalarıdır.
Ara depo kurmadan önce yarar ve sakıncaları dengeleyecek analiz tekniklerinin uygulanması yerinde olur.
GRUP TEKNOLOJİSİ
Grup teknolojisi, küçük parti çok çeşit durumunun mevcut olduğu her endüstride kullanılan bir yöntemdir.
Bu yöntem çeşitli parçaların az sayıdaki miktarlarının benzer yada karakteristiklere göre gruplandırılması şartıyla, çok daha ekonomik olarak üretilebileceği gerçeği üzerinde kurulmuştur.
Grup teknolojisi uygulamalarının oluşturulmasında bir çok problem ve zorlukla karşılaşılabilir. GT ile parça aileleri ve makine hücrelerinin oluşturulması için uygun yöntemin benimsenmemiş olması bunlardan biridir.
Araştırmacılar bir çok metot geliştirse de genel kanı sezgisel algoritmaların daha başarılı olduğu ve fabrikaların birbirinden farklılığı sebebiyle standart metodların geçerli olmadığıdır.
Parçanın ailelere, makinaların hücrelere gruplandırılması ile ilgili metodlar geliştirilmiştir.
Grup teknolojisinde zor bir konuda hücrelerin boyutlarının ekonomik açıdan değerlendirilmesinin zor olmasıdır.
Grup teknolojisinin sağladığı avantajlar :
Makine hazırlık sürelerinde azalma
Küçük parti üretimi olasılığından dolayı düzgün iş akışı
Üretim içi stoklarda azalma
Toplam işlem sürelerinde azalma
Taşıma maliyetlerinde azalma
Üretim planlama ve kontrolde basitleşme
Takım yatırımda azalma
Sorumlulukların birleştirilmesi
Arttırılmış kalite
Gelişmiş insan ilişkileri
Kırtasiyede azalma
Grup teknolojisinin dezavantajları :
Makine grupları ve parça aileleri oluşu için uygun yöntemin seçimi geniş analizler gerektiren güç bir konudur.
Optimal sayıda imalat hücresinin belirlenmesi tartışmalara açık bir konudur.
Kümelendirme algoritmaları,kümelendirme kriterleri ve performans ölçülerinin çokluğu nedeniyle,uygun veya daha iyi kümelendirme yönteminin seçimi zorlaşmaktadır.
İstisnai eleman sayısını en küçüklemek yaygın olarak kullanılan bir ölçü olmasına rağmen,uygunlukları henüz ispat edilmemiştir.
Aynı veriler ve aynı algoritma kullanılsa dahi farklı kümelendirme kriterleri farklı gruplaşmalara neden olabilir.
Hücresel imalat sisteminin tasarımı için 5 aşama mevcuttur:
Parça nüfuslarının seçimi ve parçaların ailelere gruplandırılması.
Makine ve proses nüfuslarının seçimi ve hücrelere ayrılması.
Takımların,paletlerin ve fixtürlerin seçimi.
Malzeme taşıma ekipmanının seçimi.
Ekipmanın yerleştirilmesi.
Parça Ailesi
Parça ailesi benzer tasarım özelliklerini taşıyan veya benzer üretim işlemlerine sahip parça gruplarıdır.
Parça ailesini oluşturmak için geometrik benzerlik, malzeme benzerliği, işleme tekniği, işlem süresi, operasyon sırası, teslim tarihi, takım aparat benzerliği, müşteri benzerliği gibi benzerliklerden bir veya bir kaçı göz önüne alınarak belirlenir.
Dikkat edilmesi gereken bir husus tasarımlar açısından çok farklı olan parçaların benzer şekilde imal edilmeleri nedeniyle iyi bir grup oluşturabilecekleri veya tasarımı benzeyen parçaların çok farklı işlemlere ihtiyaç duyabileceğidir.
Geleneksel bir atölye üretiminde GT’ne geçmenin en büyük engeli parçaların ailelere gruplanmasıdır.
Bu problemin çözümü genelde üç yolla olur. Bunların tümü zaman harcayan ve eğitilmiş profesyonel tarafından bir çok verinin analizi ile yapılır.
Görsel Kontrol
Tasarım ve üretim verilerinin sınanmasıyla sınıflama ve kodlama.
Üretim Akışı Analizi (ÜAA)
Görsel kontrol metodu en az gelişmiş ve en ucuz olan bir metodtur. Parçaların şekline veya tasarımına bakarak sınıflamayı öngörür. Bu metod diğer ikisi yanında en az doğru olabilecek gibi görünse de GT ’nin endüstrideki en başarılı uygulamalarında kullanılmıştır.
Her parçanın tasarımı ve/veya imalat özellikleri incelenerek parçaların sınıflandırılması ikinci metodtur. Günümüzde yaygın olarak kullanılandır.
PARÇA SINIFLAMA VE KODLAMA
En çok zaman yatırımı ve insan gücü isteyen parça ailesi gruplama metodudur.
Bir çok sistem geliştirilmiş ama bunlardan hiç biri evrensel uygulama bulamamıştır.
Sınıflandırma bir dizi elemanı farklılıklarına göre sınıflara bölme veya tek tek ele alarak benzer yönlerine göre sınıflar halinde toplamı olarak tanımlanabilir.
Kodlama, elde edilen sınıflara, sınıfın belirli özellikleri hakkında bilgi taşıyan sembollerin atanması işlemidir.
Nümerik,alfabetik veya alfa nümerik olabilir. İyi tanımlanmış bir sınıflama ve kodlama sisteminin yararları şunlardır :
Makine hücreleri ve parça aileleri oluşturmaya imkan verir.
Tasarım,çizim ve proses planlarındaki hızlı düzeltmelere imkan verir.
Mantıklı tezgah yükleme ve takım gereksinimleri tahminine kesinlik sağlar.
Takım hazırlık zamanlarının azaltılması,hazırlıkların reorganizasyonu ve üretim akış zamanı kısalmasına izin verir.
Üretim planlama ve programlama yöntemlerine yardımcı olur.
Takım tasarımında rasyonalizasyon ve gelişmeyi sağlar.
Maliyet tahminlerini geliştirir ve maliyet muhasebesi işlemlerini kolaylaştırır.
Daha iyi takım etkinliği ile takım,tertibat ve insan gücünün daha iyi kullanılmasını sağlar.
NC parça programlamasına yardımcı olur.
SINIFLAMA VE KODLAMA ÇEŞİTLERİ
Grup teknolojisi uygulamaları için iyi tasarlanmış sınıflama ve kodlama sisteminin esas gereklerinden biri parametrelere dayalı ihtiyaç duyulan parça ailelerini gruplamaktır ve bir çok fonksiyon için etkisi veri değerlendirmesinin yapılabilmesidir.
Sınıflama sistemleri iki fonksiyonel alan olan tasarım ve üretimi kullanılır. Üç kategoriye ayrılabilir.
Tasarım özelliklerine dayanan sistemler.
Üretim özelliklerine dayanan sistemler.
Hem tasarım hemde üretim özelliklerine dayalı sistemler.
Parça kodlama planı parçanın tasarımı ve üretim özelliklerine karşı gelen sayısal dijitlerin sıralamasını içerir. Parça sınıflama için bu kodlama planı iki temel yapıdadır.
Hiyerarşik Yapı:
Bu yapıda, her sembolün anlamı önceki sembole dayanır. Bir önceki hanesindeki bilgiyi,her bir hanesinden genişleten bir sistemdir. Oluşturulması zordur, fakat sınıflandırılmış birimlerin yapısı hakkında çok derin analizlere imkan vermektedir.
Zincir Tip Yapı:
Bu kodlama çeşidinde dizideki her sembolün karşılığı sabittir, daha önceki sembole bağlı değildir. Bu yapıyı oluşturmak ve gerekli değişikliklerde bulunmak kolaydır. Genellikle zaman ile değişimi kolay olan geçici bilgiler için tercih edilir.
Önemli kodlama ve sınıflandırma sistemleri, OPITZ, BRISCH, CODE, OUTPLAN, DCCLASS, MULTICLASS ve analog sistemler.
OPITZ sınıflandırma sistemi:
Bu parça sınıflandırma ve kodlama sistemi H.OPITZ tarafından Almanya’ da Aechen Üniversitesinde geliştirilmiştir.
GT’ nin öncü girişimlerinden biri ve belkide en iyi bilinen sistemidir. Zincir tip yapıda ve universal yapıya sahiptir.
Sadece iş parçası sınıflandırma ve kodlamasına yöneliktir. Dokuz haneden ve her hanedeki on pozisyondan oluşmuştur.
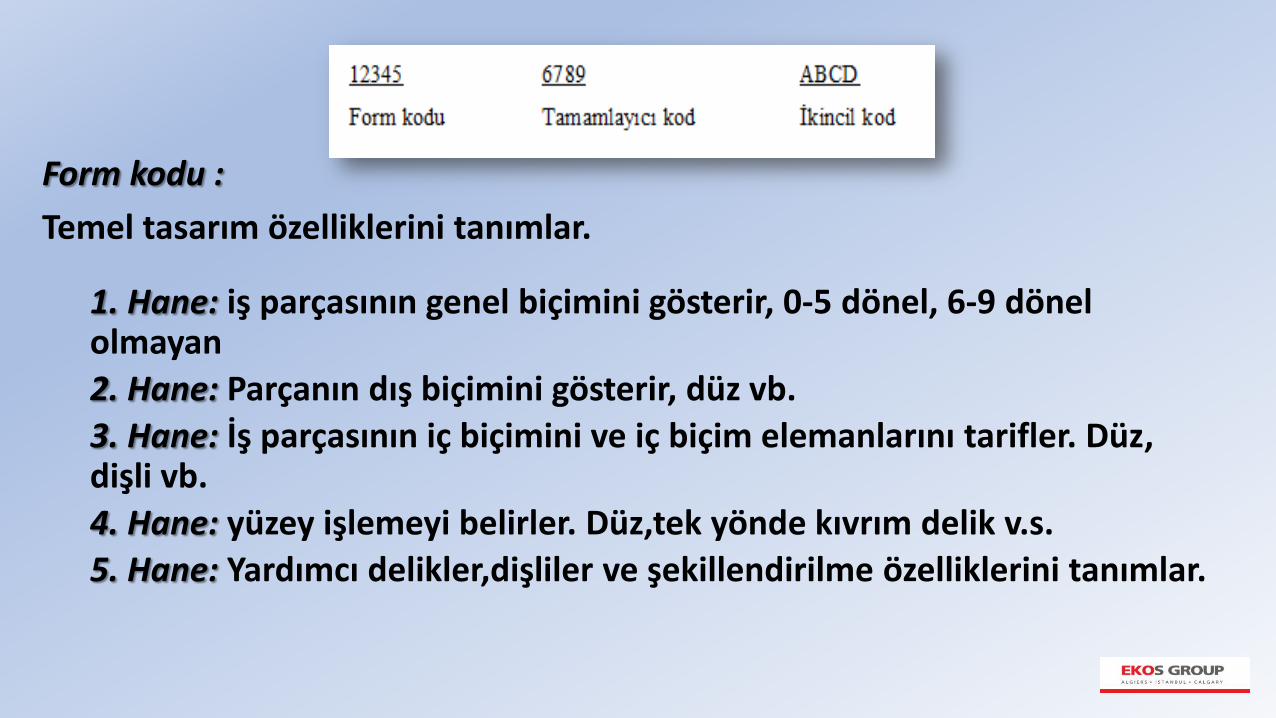
Form kodu :
Temel tasarım özelliklerini tanımlar.
1. Hane: iş parçasının genel biçimini gösterir, 0-5 dönel, 6-9 dönel olmayan
2. Hane: Parçanın dış biçimini gösterir, düz vb.
3. Hane: İş parçasının iç biçimini ve iç biçim elemanlarını tarifler. Düz, dişli vb.
4. Hane: yüzey işlemeyi belirler. Düz,tek yönde kıvrım delik v.s.
5. Hane: Yardımcı delikler,dişliler ve şekillendirilme özelliklerini tanımlar.
Tamamlayıcı kod:
Tam bir sınıflama için form kodunun yanısıra tamamlayıcı kodda gereklidir.
6. Hane: Parçanın çapı veya bir kenarının uzunluğuna göre düzenlenir.
7. Hane: Malzeme mukavemetine göre yan bölümlere ayrılır. (demir döküm, çelik..)
8. Hane: Ham malzemenin biçimini tanımlar. (yuvarlak, düz..)
9. Hane: Parçanın yüzey hassasiyeti ile ilgilidir.
İkincil kod:
Kullanıcı tarafından düzenlenir.
BRISCH sınıflandırma ve kodlama sistemi:
Sistem dört ana kurala dayanır.
Sistemin yapısı hiyerarşik yapıdadır.
Sabit nümerik bir koda sahiptir.
Firmaların özel ihtiyaçlarına göre iyi uyarlanan bir sistemdir.
Sınıflandırılan birimlerin karakteristikleri sürekli olmalıdır.
Bu sınıflandırma ve kodlama her bir kuruluşun kendi özel ihtiyaçlarına uygun olarak tüm üretim organizasyonuna yönelik bir şekilde düzenlenir.
Bu tasarımın avantajı sadece o kuruluşun ihtiyaçları için gereken bilgiyi depolamasıdır. Böylece bilgi aramada çabukluk kazanılır.
Bu arada rakamların özel olarak tasarımı rakamlarla ilgili kombinasyon sayısını azaltacağından parça aileleri daha kolay bulunabilir. Ancak diğer taraftan Brisch sisteminin veya bu sisteme benzer diğer türetilmiş sistemlerin tasarımı ve tanıtılması oldukça pahalı ve uzun zaman almaktadır.
MULTICLASS sınıflandırma ve kodlama sistemi:
OIR tarafından geliştirilmiş MULTICLASS sınıflama ve kodlama sistemi, müşterilerin kendi bünyelerine uygulayabilecekleri sınıflama ve kodlamaya imkan tanıyan esnek bir sistemdir.
Kod sayısı 12-30 hane arasında değişir.
İlk 18 hane aşağıdaki gösterilmiştir.
1. Kod sistemi ön ekidir.
2. Temel biçim
2, 3. iç ve dış görünüş
4. Makine ikincil elemanları
5, 6. Fonksiyonel tanımlayıcılar
12. Boyutsal veri(çap,uzunluk)
13. Toleranslar
14, 15. Malzeme kimyası
16. Hammadde biçimi
17. Üretim miktarı
18. Mekanize eleman oryantasyonu