· Web view工程量计算规则: 建设工程工程量清单计价规范 。12.3.2 计量周期 关于计量周期的约定: 按月计量 。12.3.4 总价合同的计量 关于总价合同计量的约定:

21世纪高职高专规划教材·机电系列
数控加工技术与编程
范进桢 主 编
陈宇晓 秦贵林 魏效玲 副主编
清 华 大 学 出 版 社
北京交通大学出版社
·北京·

内 容 简 介
本书是为高等职业技术院校机电类专业编写的教材。全书分为6章,第1章介绍了数控加工的工艺基
础;第2章介绍了数控机床的基本知识;第3章介绍了数控编程基础;第4章重点介绍了数控车床的编程方法
及其实例;第5章重点介绍了数控铣床的编程方法及其实例;第6章针对目前PowerMILL软件的粗、精加工
操作方法,用实例加以说明。
本书取材新颖,具有系统性、新颖性、实用性及可读性等特点,便于教学和自学。本书具有很强的实践性,
可以采用实训、讲课相结合的教学方法,以达到更好的教学效果。本书除了用做高职院校教材外,还可供从事
CAD/CAM技术应用和模具设计与制造的工程技术人员参考。
版权所有,翻印必究。举报电话:01062782989 13501256678 13801310933本书封面贴有清华大学出版社防伪标签,无标签者不得销售。
本书防伪标签采用特殊防伪技术,用户可通过在图案表面涂抹清水,图案消失,水干后图案复现;或将表
面膜揭下,放在白纸上用彩笔涂抹,图案在白纸上再现的方法识别真伪。
图书在版编目(CIP)数据
数控加工技术与编程/范进桢主编.—北京:清华大学出版社;北京交通大学出版社,
20059(21世纪高职高专规划教材·机电系列)
ISBN7-81082-564-X
Ⅰ数⋯ Ⅱ范⋯ Ⅲ数控机床-程序设计-高等学校:技术学校-教材 ⅣTG659
中国版本图书馆CIP数据核字(2005)第070146号
责任编辑:韩 乐 特邀编辑:朱 宇
出 版 者:清 华 大 学 出 版 社 邮编:100084 电话:010-62776969北京交通大学出版社 邮编:100044 电话:010-51686414
印 刷 者:北京东光印刷厂
发 行 者:新华书店总店北京发行所
开 本:185×260 印张:12 字数:300千字
版 次:2005年9月第1版 2005年9月第1次印刷
书 号:ISBN7-81082-564-X/TG·1印 数:1~5000册 定价:1800元
本书如有质量问题,请向北京交通大学出版社质监组反映。对您的意见和批评,我们表示欢迎和感谢。
投诉电话:010-51686043,51686008;传真:010-62225406;Email:press@center.bjtu.edu.cn。

前 言
制造自动化是先进制造技术的重要组成部分,其核心技术是数控技术。随着数控技术的
发展,我国的机械制造行业发生了日新月异的变化,国内数控机床的用量迅速增加。因此,亟
需培养一大批熟悉并掌握数控加工工艺、数控机床编程、操作和维护的应用型高级技术人才。
为深化高等职业教育改革,推动高职、高专的发展,培养与我国现代化建设相适应的、在制造领
域中从事技术应用的应用型人才,我们在总结高职、高专机械类专业人才培养模式的基础上编
写了本教材。
本书的特点是,以培养生产第一线的高等技术应用型人才为目标,注重实际应用;合理安
排工艺制定和编程,针对性较强;通俗易懂,易于自学;针对常用的数控系统和机床进行了实例
讲解。
本书具有很强的实践性,可以采用实训、讲课相结合的教学方法,以达到更好的教学效果。
本书的读者对象为高等职业教育机电类专业中从事数控技术应用、CAD/CAM技术应用
和模具设计与制造专业的学生,也可供数控加工技术人员参考。
本书由范进桢主编且编写前言、第1章第1节,陈宇晓编写第4章第3~5节、第5章,秦
贵林编写第3章第2节,娄用够编写第6章,冯桂香编写第1章、第2章、第3章。河北工程学
院魏效玲编写第4章第1、2节,邵龙斌进行了绘图和录入工作。本书由范进桢负责统稿和定
稿,由浙江科技学院宋德玉教授主审。
本教材在编写过程中得到了有关专家和兄弟院校的大力支持和指导,在此一并表示感谢。
在编写的过程中参考并引用了有关文献资料和插图等,对上述作者也表示由衷的感谢。
由于编者水平有限,书中不足之处在所难免,敬请读者和各位同仁提出宝贵意见并批评指
正。
编 者
2005年8月

目 录
第1章 数控加工基础 1⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
11 机械加工工艺规程设计 1⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
111 基本概念 1⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
112 工艺规程的制定 4⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
113 零件工艺性分析和毛坯确定 6⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
114 定位基准的选择 7⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
115 工艺路线的拟定 13⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
12 确定加工余量、工序尺寸和公差 17⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
121 确定加工余量 17⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
122 加工余量的影响因素 19⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
123 确定加工余量的方法 20⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
124 确定工序尺寸及其公差 20⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
125 工艺尺寸链 21⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
126 尺寸链的基本计算公式 22⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
127 工艺尺寸链的应用和计算方法 23⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
13 数控加工工艺设计 28⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
131 数控加工工艺分析 28⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
132 数控加工工艺路线设计 31⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
133 数控加工工序设计 33⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
14 成组工艺和CAPP简介 35⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
141 成组技术 35⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
142 成组生产的组织形式 37⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
143 CAPP概述 38⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
15 习题 40⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
第2章 数控机床基本知识 41⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
21 数控机床的发展 41⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
22 数控机床的组成和工作原理 43⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
221 组成 43⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
222 工作原理 44⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
223 加工特点 45⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
224 数控机床与普通机床的区别 46⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
23 数控加工过程控制 46⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
231 加工零件的控制原理 46⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
232 数控加工过程中的控制信息流程 47⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
Ⅰ

24 数控机床分类 47⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
241 按控制运动方式分类 47⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
242 按伺服系统分类 49⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
243 按工艺用途分类 50⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
244 按数控装置的功能水平分类 51⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
245 数控机床型号编制 52⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
246 常用数控系统简介 52⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
25 习题 53⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
第3章 数控机床的编程基础 54⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
31 数控机床的坐标系 54⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
32 数控编程的方法和内容 55⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
321 数控编程方法 55⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
322 程序代码 56⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
323 程序结构 60⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
324 常用指令含义 62⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
325 数控机床编程步骤 73⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
33 数控车床的操作 74⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
34 习题 91⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
第4章 数控车床编程 92⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
41 数控车床概述 92⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
411 组成 92⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
412 特点 94⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
413 分类 95⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
414 CJK6153的主要技术规格 95⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
415 CJK6153的润滑和冷却 95⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
42 数控车床的编程方法 96⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
421 坐标系和运动方向 96⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
422 设定机床坐标系 98⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
423 设定工件坐标系 98⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
424 确定基准刀在工件坐标系中的位置 99⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
425 确定其他刀在工件坐标系中的位置 99⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
426 直径或半径尺寸编程 100⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
427 编程基本知识 100⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
428 一般编程方法 102⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
43 典型零件的数控车床编程实例 116⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
431 实例1 116⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
432 实例2 117⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
433 实例3 119⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
434 实例4 120⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
Ⅱ

435 实例5 121⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
436 实例6 124⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
437 实例7 126⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
44 习题 128⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
第5章 数控铣床编程 130⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
51 数控铣床概述 130⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
511 组成 130⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
512 主要技术规格 131⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
52 编程方法 131⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
521 设定机床坐标系 131⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
522 设定工件坐标系 132⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
523 坐标轴方向 132⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
524 绝对坐标和增量坐标 132⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
525 一般编程方法 132⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
526 循环 133⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
527 刀具补偿 133⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
528 子程序 133⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
529 与编程有关的操作方法 134⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
53 典型零件的数控铣床编程实例 135⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
531 实例1 135⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
532 实例2 136⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
533 实例3 137⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
534 实例4 138⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
535 实例5 139⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
54 习题 141⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
第6章 PowerMILL软件及其应用 143⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
61 软件概述 143⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
62 工作环境 143⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
63 基本设定 149⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
64 量测 155⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
65 作平面与模型介绍 160⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
66 粗加工 166⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
67 2D特征加工 170⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
68 精加工 177⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
参考文献 182⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
Ⅲ

第1章 数控加工基础
11 机械加工工艺规程设计
111 基本概念
1生产过程和工艺过程
(1)生产过程
机械的生产过程是指从原材料(或半成品)开始到制成机械成品的各个相互关联的劳动过
程的总和。如图11所示。
图11 机械产品的生产过程
由图11可知,机械的生产过程包括:原材料的运输和保管,生产准备工作,毛坯制造,工
件的机械加工与热处理,产品的装配、检验、油漆和包装等。这些加工过程都将使加工对象的
尺寸、形状、性能等产生一定的变化,一般称为直接生产过程。机械的生产过程还包括:工具、
量具、夹具的制造过程,工件的输送存储过程,设备的维修过程,以及动力供应过程等。这些不
使加工对象生产直接变化的过程称为辅助生产过程。因此,机械的生产过程是由直接生产过
程和辅助生产过程等组成。
一个工厂的生产过程可细分为各个车间的生产过程。一个车间生产的成品,常常又是其
他车间的原材料。例如,铸造和锻造车间的成品(铸件或锻件)就是机械加工车间的“毛坯”,机
械加工车间的成品又是装配车间的“原材料”。
为了便于组织生产,降低成本,提高劳动生产率和有利于生产技术的发展,现代机械工业
往往将一种机械产品的生产由许多工厂联合完成。这样做有利于零部件的标准化和组织专业
化生产。
(2)工艺过程
在机器整个生产过程中,直接改变生产对象的形状、尺寸、性能及位置的过程称为工艺过
程。它包括:铸、锻、焊、冲压、电镀、热处理、机械加工、装配等。其中,采用机械加工的方法,按
一定的顺序,逐步改变毛坯形状、尺寸和表面质量的过程称为机械加工工艺过程。
(3)机械加工工艺过程的组成
零件的机械加工工艺过程往往是比较复杂的。其中,零件的结构和技术是影响工艺过程

的决定要素,在不同的生产批量和生产条件下,有不同的工艺过程。
机械加工工艺过程是由一个或若干个按一定顺序的工序组成的,而工序又包括安装、工
位、工步和走刀。毛坯依次通过这些工序成为成品。为了细致地分析工艺过程,必须研究机械
加工工艺过程的组成。
图12 阶梯轴
① 工序
由一个或一组工人,在一个工作地点对一个或几个工
件同时进行加工并连续完成的那一部分工艺过程,称为工
序。划分工序的主要依据是工作地是否变动和工作是否
连续。例如图12所示的阶梯轴,当加工数量少时,其工序
划分如表11所示;当加工数量大时,其工序划分如表12所示。其中,连续工作是指在该工序内的全部工作不间断
地连续完成。例如,表11中外圆表面的粗车与精车连续完成则为一道工序;而表12中外圆
表面的粗车与精车分开,即先完成这批零件的粗车,然后再对这批零件进行精车,虽然其他条
件不变,但已变为两道工序。
工序是工艺过程的基本单元,也是制定工时定额、配备工人和机床设备、安排作业计划和
进行质量检验的基本单元。
② 安装
工件在加工时,放在机床或夹具中占据一个正确的位置,并且采用一定的措施将工件夹紧
的过程称为安装。在一道工序中,工件可能被安装一次或多次才能完成该工序的全部加工。
例如,表11中的工序1要安装两次;表12中的工序1只需安装一次。
表11 阶梯轴小批量生产工艺过程
工序号 工 序 名 称 设 备
1 车端面、钻中心孔 车床
2 车外圆、切槽、倒角 车床
3 铣键槽、去毛刺 铣床
4 磨外圆 磨床
表12 阶梯轴大批量生产工艺过程
工序号 工 序 名 称 设 备
1两边同时铣端面、钻
中心孔钻中心孔机床
2 粗车外圆 车床
3精车外圆、倒角、切
退刀槽车床
4 铣键槽 铣床
5 去毛刺 钳工台
6 磨外圆 磨床
③ 工位
在某些工序中,为了减少工件的安装次数,常采用回转工作台、回转夹具或移动夹具,或在
多轴机床上加工。工件在机床或夹具中一次安装后,依次经过各个位置进行加工,这样工件在
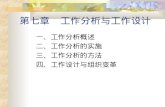
机床所占据的每一个位置上完成的那一部分工艺过程称为一个工位。图13表示在多工位机
床上加工H7级精度的孔。在该工序中,工件在工位1安装,利用工作台的回转依次经过各个
位置完成钻、扩、铰的加工。
④ 工步
在一次安装或工位中,加工表面、切削工具、切削用量(仅指转速和进给量)都不变的条件
2 数控加工技术与编程

下,所连续完成的那一部分工艺过程称为一个工步。
划分工步的要点是三不变,只要变化其中一项就是另一个工步。例如表12中,在工序3中包括3个工步,分为3个工步的原因是加工表面和切削工具发生了变化。
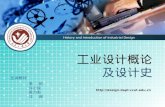
为了提高生产率,用数把刀具或复合刀具同时加工若干个不同的表面,也可看做一个工
步,称为复合工步。如图14所示,在六角车床上用前刀架进行横向走刀切端面2和4,用六角
刀架车外圆1、3和镗孔5,各工步同时进行,即为复合工步。
图13 多工位加工
1—装卸工件 2—装钻头 3—钻孔
4—扩孔 5—粗铰 6—精铰
图14 复合工步
1—外圆 2—端面 3—外圆
4—端面 5—孔
⑤ 走刀
在工步中,刀具相对被加工表面移动一次,切去一层金属的过程称为一次走刀。由于被切
削掉的金属厚度不同,一次工步中可以包括一次或数次走刀。
2生产纲领、生产类型及其工艺特征
(1)生产纲领
产品的生产纲领就是产品的年生产量。某零件的生产纲领是包括备品率、废品率在内的
该零件的年产量。根据产品的生产纲领可以确定零件的生产纲领。计算公式为
N=Qn(1+α)(1+β)
式中,N为零件的年产量(件/年),Q为产品的年产量(台/年),n为每台产品中该零件的数量
(件/台),α为备品的百分率,β为废品的百分率。
(2)生产类型
根据产品的生产纲领、产品的尺寸,以及结构的复杂程度,机械产品的生产可划分为以下
3种不同的生产类型。
① 单件生产。指单个制造不同结构和尺寸的产品,很少重复。例如重型机器、专用设备
的制造,新产品的试制等。
② 成批生产。指一年中分批制造相同的产品,生产过程周期性地重复。每批制造相同产
品的数量称为批量。批量是根据产品的生产纲领及一年中所分成的批数而计算出来的。批数
是根据生产纲领及生产车间的具体情况而确定的。按照产品的批量及特征,成批生产又可以
3第1章 数控加工基础

分为小批生产、中批生产和大批生产。
③ 大量生产。产品的生产纲领很大,大多数工作地点只进行某一零件或某一工序的加
工。例如汽车、轴承、自行车等的生产通常都属于大量生产。
产品的生产类型与生产纲领的关系参见表13。
表13 生产类型与生产纲领的关系
生 产 类 型生产纲领(台/年或件/年)
小型机械或轻型零件 中型机械或中型零件 重型机械或重型零件
工作地每月担负的工
序数(工序数/月)
单件生产 ≤100 ≤10 ≤5 不作规定
小批生产 >100~500 >10~150 >5~100 >20~40
中批生产 >500~5000 >150~500 >100~300 >10~20
大批生产 >5000~50000 >500~5000 >300~1000 >1~10
大量生产 >50000 >5000 >1000 1
因此,在编制零件机械加工工艺过程时,必须明确零件的生产类型,再根据生产类型及本
厂具体情况进行工艺规程的制定。例如图12所示的阶梯轴零件,其单件小批量生产的工艺
过程如表11所示;大批大量生产的工艺过程如表12所示。比较两表可以看出,对于同一零
件,由于生产类型不同,其工艺过程差别很大。
112 工艺规程的制定
1工艺规程的概念、作用、类型及格式
(1)工艺规程的概念
零件的机械加工工艺过程就是根据零件的结构特点和技术要求,以及所用的毛坯、生产批
量、现有生产条件、技术进步等原始数据和资料加以综合分析研究,采用相应的加工方法和设
备,并按照规定的加工步骤,直接改变毛坯形状、尺寸、表面质量和材质,使毛坯逐步成为符合
图纸要求的合格零件的过程。把工艺过程和操作方法等按一定的格式,用一定的文件形式规
定下来,经审批后用于指导和组织生产的工作规范称为工艺规程。
(2)工艺规程的作用
工艺规程是指在总结实践经验的基础上,依据科学的理论和计算,以及必要的工艺试验而
制定的工艺文件。它反映了加工中的客观规律,合理的工艺规程具有如下作用。
① 工艺规程是指导生产的主要技术文件。生产过程中有了工艺规程,便于计划、组织和
指导车间的生产工作,从而保证良好的生产秩序和产品质量,较高的生产率和经济效益。
但是,工艺规程不是一成不变的,工艺人员应总结工人的革新创造,及时吸收国内外的先
进工艺技术,对现场工艺不断地改进和完善,以便更好地指导生产。
② 工艺规程是新产品投产前进行技术准备和生产准备的主要依据。在新产品投产前,例
如刀具、夹具、量具的设计、制造和采购,原材料、半成品、外购件的供应,机床负荷的调整,作业
计划的编排,人员的配备,生产成本的核算等,都是以工艺规程为基本依据的。
③ 工艺规程是新建、扩建工厂(或车间)的原始资料。在新建、扩建工厂(或车间)时,只有
4 数控加工技术与编程

根据工艺规程和生产纲领才能正确地确定生产所需要的机床和其他设备的种类、规格及数量,
车间的面积、机床的布置,生产人员的工种等级、数量及投资额等。
此外,工艺规程便于积累、交流和推广先进的生产经验。在以后制定相似零件的工艺规程
时,也可得以参考。
(3)工艺规程的类型和格式
为了适应工业发展的需要,加强科学管理且便于交流,机械工业部制定了指导性技术文件
JB/Z3385—88《工艺管理导则 工艺规程设计》和JB/Z1873—88《工艺规程格式》,要求各
机械制造企业按照统一规定的格式填写。
其中,属于机械加工工艺规程的有:机械加工工艺过程卡片、机械加工工序卡片、标准零件
或典型零件工艺过程卡片、单轴自动车床调整卡片、多轴自动车床调整卡片、机械加工工序指
导卡片和检验卡片。
属于装配工艺规程的有工艺过程卡片和工序卡片。
2制定工艺规程的原则和原始资料
(1)制定工艺规程的原则
制定工艺规程的原则是:在一定的生产条件下,以最少的劳动消耗和最低的费用,按计划
规定的速度,可靠地加工出符合图样及技术要求的产品(或零件)。工艺规程要求保证产品的
质量和最好的经济效益。在制定工艺规程时,应该注意以下几个方面。
① 技术上的先进性。在制定工艺规程时,应先了解国内外本行业工艺技术的发展,通过
必要的试验,积极采取适用的先进工艺和工艺装备。
② 经济上的合理性。在一定的生产条件下,可能会有若干个满足工件技术要求的工艺方
案,通过对不同工艺方案的经济比较,确定使产品的能源、物资消耗和成本最低的工艺方案。
③ 有良好的劳动条件。工艺规程制定时,应注意保障工人具有良好而安全的劳动条件。
此外,由于工艺规程是直接指导生产和操作的主要技术文件,所以工艺规程还应做到正
确、完整、统一和清晰,所用术语、符号、计量单位、编号都应符合相应的标准。
(2)制定工艺规程的原始资料
在编制零件工艺规程之前先进行调查研究,了解国内外同类产品的有关工艺情况,收集必
要的资料,作为编制时的主要依据和条件。包括的主要内容如下。
① 产品的整套装配图和零件的工作图。
② 产品的验收质量标准。
③ 产品的生产纲领和生产类型。
④ 了解车间或工厂生产能力与技术水平,各种钢材、型材的规格;仔细研究毛坯图,并从
机械加工工艺角度对毛坯生产提出要求。
⑤ 本厂的生产条件,主要包括现有设备的规格、性能及所能达到的加工精度,现有刀具、
夹具及辅具的规格及其使用情况,操作工人的技术水平及辅助车间制造专用设备、工艺装备及
改良设备的能力。
⑥有关手册、标准和指导性文件。
(3)制定工艺规程的步骤
在获得上述原始资料的基础上,可按下述程序进行工艺规程的编制。
5第1章 数控加工基础

① 熟悉和分析制定工艺规程的主要依据,确定零件的生产纲领和生产类型,对零件进行
结构工艺分析。
② 确定毛坯,包括选择毛坯类型及其制造方法。
③ 拟定工艺路线。
④ 确定各工序的加工余量、计算工序尺寸和公差。
⑤ 确定各工序所采用的工艺设备和工艺装备。
⑥ 确定各主要工序的切削用量和工时定额。
⑦ 确定各主要工序的技术要求和检验方法。
⑧ 工艺方案的技术经济分析。
⑨ 填写工艺文件。
拟定零件的机械加工工艺路线主要包括:选择定位基准,确定各表面加工方法、安排各表
面加工顺序等。这是制定工艺规程的关键步骤,应该提出多个方案,择优选取。
113 零件工艺性分析和毛坯确定
制定工艺规程时,在不影响零件原设计性能和作用的前提下,可以对零件的结构、形状、尺
寸、技术条件进行部分修改,以改善其工艺性。但必须征得设计人员的同意,并经过一定的实
验和批准手续。零件的工艺分析主要包括如下内容。
1零件技术要求审核
零件的技术要求一般包括:被加工表面的尺寸精度、形状精度、各表面间的相互位置精度、
机械加工表面质量、热处理及其他要求(例如动平衡等)。必须在充分了解机器工作性能基础
上,审查所规定的技术要求是否合理。过高的技术要求会使工艺过程复杂且加工困难,影响加
工的生产率和经济性。此外,应该通过零件技术要求分析找出主要技术要求和关键技术问题,
以便在制定工艺规程时抓住主要问题并加以解决。
2零件结构工艺性审查
零件结构工艺性,是指所设计的零件在满足使用要求的前提下制造的可行性和经济性。
它包括零件的各个制造过程中的工艺性,例如零件结构的铸造、锻造、冲压、焊接、热处理和切
削加工工艺性等。
由此可见,零件结构工艺性的涉及面很广,具有综合性,必须全面综合地分析。在制定机
械加工工艺时,主要进行切削加工工艺分析。
在审查零件结构工艺性时的注意事项如下。
(1)根据具体的生产类型和生产条件分析。在不同的生产类型和生产条件下,同样结构
制造的可行性和经济性可能不同。
(2)必须从毛坯制造、机械加工、热处理和装配等方面全面地综合评价零件的结构工艺
性。所以,只有熟悉制造工艺,有一定的实践知识,而且掌握工艺理论才能分析零件结构工艺
性。
零件结构工艺性既要满足设计要求,又要便于加工。
6 数控加工技术与编程

3零件结构要素的工艺性
零件结构要素是指组成零件的各个表面。显然,结构要素的工艺性会直接影响零件的工
艺性。零件的各切削加工表面工艺性的主要要求如下。
(1)结构要素的形状应尽量简单,面积应尽量小,规格应尽量标准和统一。
(2)能采用普通和标准刀具进行加工,且刀具易进入、退出和顺利加工表面。
(3)加工面与非加工面应明显分开,加工面之间也应明显分开。
4零件整体结构的工艺性
零件是各要素、各尺寸组成的一个整体,所以更应考虑零件整体结构的工艺性,具体要求
如下。
(1)尽量采用标准件、通用件、借用件和相似件。
(2)有便于装夹的基准。
(3)有位置要求或同方向的表面能在一次装夹中加工出来。
(4)零件要有足够的刚性,便于采用高速和多刀切削。
(5)省材料,减轻质量。
5确定毛坯
在制定零件机械加工工艺规程前,还要确定毛坯,包括选择毛坯的类型和制造方法,确定
毛坯的精度。零件机械加工的工序数量、材料消耗和劳动量,在很大程度上与毛坯有关。例
如,毛坯的形状和尺寸越接近成品零件,即毛坯精度越高,则零件的机械加工劳动量越少,材料
消耗也越少,机械加工的生产率提高且成本降低,但毛坯的制造费用提高了。因此,确定毛坯
要从机械加工和毛坯制造两个方面综合考虑,以求得最佳效果。
毛坯类型可分为铸、锻、压制、冲压、焊接、型材和板材等。各类毛坯的特点和制造方法可
以参阅《机械制造基础》、《金属工艺学》或各种工艺手册。确定毛坯时需要考虑的因素如下。
(1)零件的材料及其力学性能。当零件的材料选定后,毛坯的类型就大致确定了。
(2)零件的形状和尺寸。形状复杂的毛坯,常采用铸造的方法;薄壁零件不可用砂型铸
造,尺寸大的铸件宜用铸造,中、小型零件可采用较先进的铸造方法。
(3)生产类型。大量生产应采选精度和生产率都比较高的毛坯制造方法,用于毛坯制造
的昂贵费用可由材料消耗的减少和机械加工费用的降低来补偿。
(4)具体生产条件。确定毛坯必须结合具体生产条件,例如现场毛坯制造的实际水平和
能力、外协的可能性等。有条件时,应积极组织地区专业化生产,统一供应毛坯。
(5)充分考虑利用新工艺、新技术和新材料的可能性。为节约材料和能源,随着毛坯制造
向专业化生产发展,目前毛坯制造方面的新工艺、新技术和新材料也得到迅速发展。
114 定位基准的选择
制定机械加工工艺规程时,正确选择定位基准对保证零件表面间的位置要求(位置尺寸和
位置精度)和安排加工顺序都有很大的影响。用夹具装夹时,定位基准的选择还会影响到夹具
7第1章 数控加工基础

的结构。因此,定位基准的选择是一个很重要的工艺问题。
1基准的概念和分类
(1)基准的概念
基准是用来确定生产对象上几何要素间的几何关系所依据的点、线或面。
(2)基准的分类
依据基准作用的不同,可分为设计基准和工艺基准两大类。
① 设计基准
设计基准是设计图样上所采用的基准(国内仅指零件图样上所采用的基准,不包括装配图
样上所采用的基准)。例如图15所示的3个零件图样,图(a)中对尺寸20mm而言,B面是A面的设计基准,或者说A 面是B面的设计基准,它们互为基准。一般来说,设计基准是可逆
的。图(b)中对同轴度而言,50mm的轴线是 30mm轴线的设计基准;而 50mm圆柱面的
设计基准是 50mm的轴线,30mm圆柱面的设计基准是 30mm的轴线。注意,不能笼统地
说轴的中心线是它们的设计基准。图(c)中对尺寸45mm而言,圆柱面的下素线D是槽底面
C的设计基准。
图15 设计基准实例
② 工艺基准
工艺基准是在工艺过程中所采用的基准。它包括工序基准、定位基准、测量基准和装配基
准。
(a)工序基准。在工序图上用来确定本工序所加工表面加工后的尺寸、形状、位置的基
准。它是工序图上的基准。
(b)定位基准。在加工中用做定位的基准。使用夹具装夹时,定位基准就是工件上直接
与夹具的定位元件相接触的点、线或面。
(c)测量基准。测量时采用的基准。
(d)装配基准。装配时用来确定零件或部件在产品中的相对位置所采用的基准。图16中主轴箱箱体的D面和E面是确定箱体在机床床身上的相对位置的平面,它们就是装配基
准。
8 数控加工技术与编程

图16 主轴箱箱体的设计基准
2定位基准的选择
用未加工的毛坯表面作为定位基准,称为粗基准;用加工过的表面作为定位基准,则称为
精基准。
在选择定位基准时,是从保证工件精度要求出发的,因而分析定位基准选择的顺序就应该
从精基准到粗基准。
(1)精基准的选择
选择精基准时,应能保证加工精度和装夹可靠方便,选取原则如下。
① 基准重合原则
采用设计基准作为定位基准,称为基准重合。为了避免基准不重合而产生的基准不重合
误差,保证加工精度,应遵循基准重合原则。
例如,图16所示主轴箱箱体,孔Ⅳ轴线在垂直方向的设计基准是底面D。加工孔Ⅳ时,
采用设计基准作为定位基准,能直接保证尺寸yⅣ的精度,即遵循基准重合原则。若如图17所示用夹具装夹、调整法加工,为了在镗模(镗孔夹具)上布置固定的中间导向支承,提高镗杆
的刚性,需把箱体倒放,采用面F作为定位基准。此时加工一批主轴箱箱体,由于镗模能直接
保证尺寸A,而设计要求是尺寸B(B=yⅣ),两者不同。这样,尺寸B只能通过控制尺寸A和C间接保证。控制尺寸A和C就是控制它们的变化范围。设尺寸A和C可能的误差变化
范围分别为它们的公差值±TA/2和±TC/2,那么在调整好镗杆加工一批主轴箱箱体后,尺
寸B可能的误差变化范围为
Bmax=Cmax-AminBmin=Cmin-Amax
将两式相减,则可得到
TB=TC+TA上式说明,尺寸B所产生的误差变化范围是尺寸C和A的误差变化范围之和。
9第1章 数控加工基础

图17 设计基准与定位基准不重合
从上述分析可知,零件图样上原设计要求是尺寸C和B,它们是分别单独要求的,彼此无
关。但是,由于加工时定位基准与设计基准不重合,致使尺寸B的加工误差中引入了一个从
定位基准到设计基准之间的尺寸C的误差,这个误差称为基准不重合误差。
上面分析的是设计基准与定位基准不重合而产生的基准不重合误差,它是在加工的定位
基准过程中产生的。同样,基准不重合误差也可引申到其他基准不重合场合。例如,装配基准
与设计基准,设计基准与工序基准,工序基准与定位基准,工序基准与测量基准,设计基准与测
量基准等基准不重合时,都会有基准不重合误差。
关于基准不重合误差,应注意以下几点。
(a)定位基准与设计基准不重合而产生的不重合误差,只发生在用调整法获得尺寸的情
况下;若用试切法直接保证每个零件尺寸,此时若以工件顶面定位,但它已不在决定刀具相对
于工件位置,F面也就不再是定位基准,故不存在基准不重合误差。
(b)无论加工、测量、装配都要尽量避免基准不重合误差。基准不重合一般发生在下面两
种情况,一种是不可能或不便于直接得到所要求的尺寸;另一种是在制定零件加工工艺时,要
求基准统一,以便减少夹具的设计和制造工作量。
(c)基准不重合误差不仅是对尺寸关系而言,对于各表面间的位置精度也有类似情况,其
分析方法与上述尺寸关系的分析方法相似。
② 基准统一原则
在工件的加工过程中尽可能采用统一的定位基准,称为基准统一原则,也称基准单一原则
或基准不变原则。
应用统一的定位基准进行各道工序或大部分工序的加工。采用基准统一原则有许多优
点,由于用同一组基准面作为定位基准加工大多数表面,可以避免因基准转换带来的误差;有
利于保证各表面相互位置精度;简化了夹具设计和制造工作,缩短了生产周期。
在自动线加工中,为了减少工件的装夹次数,也必须遵循基准统一原则。
01 数控加工技术与编程

若统一的基准面与设计基准不一致,遵循基准统一的原则时,加工面之间的位置精度虽不
如基准重合时那样高,即增加一个由辅助基准到设计基准之间的基准不重合误差,但仍然会比
基准多次转换的精度高,因为多次转换基准会产生多个基准不重合误差。
若采用一次装夹加工多个表面,那么多个表面之间的位置尺寸及精度与定位基准的选择
无关,而取决于加工多个表面的各主轴和刀具间的位置精度。例如,活塞加工时用内止口作为
基准加工所有表面,最后采用基准重合原则,以活塞外圆定位加工活塞销孔,可以保证活塞外
圆和活塞销孔的位置精度。
③ 自为基准原则
当某些表面精加工要求余量小而均匀时,选择加工表面本身作为定位基准称为自为基准
原则。遵循自为基准原则时,不能提高加工面的位置精度,只是提高加工面本身的精度。例
如,图18所示是在导轨磨床上,以自为基准原则磨削床身导轨。方法是用百分表(或观察磨
削火花)找正工件的导轨面,然后加工导轨面,保证导轨面余量均匀,以满足对导轨面的质量要
求。另外,拉刀、浮动镗刀、浮动绞刀和珩磨等加工孔的方法也都是自为基准的实例。
图18 床身导轨面自为基准的实例
④ 互为基准原则
为了使加工的表面间有较高的位置精度,也为了使其加工余量小而均匀,可以采取反复加
工、互为基准的原则。例如,加工精密齿轮时,用高频淬火把齿面淬硬后需进行磨齿。因为齿
面淬硬层较薄,所以要求磨削余量小而均匀。这时应先以齿面为基准磨孔,再以孔为基准磨齿
面,从而保证齿面余量均匀,且孔和齿面都具有较高的位置精度。
⑤ 保证工件定位准确、夹紧可靠、操作方便的原则
所选精基准应能保证工件定位准确、稳定且夹紧可靠。精基准应该是精度较高、表面粗糙
度值较小、支承面积较大的表面,如图19所示。
(2)粗基准的选择
粗基准选择应能保证加工面与非加工面之间的位置要求并合理分配各加工面的余量,同
时为后续工序提供精基准。具体原则如下。
① 为了保证加工面与非加工面之间的位置要求,应选择非加工面为粗基准。例如,
图110所示的毛坯,铸造时孔B和外圆A有偏心。若采用非加工面(外圆A)为粗基准加工
孔B,则加工后的孔B与外圆A 的轴线是同轴的,即壁厚是均匀的,而孔B的加工余量不均
匀。
当工件上有多个非加工面与加工面之间有位置要求时,应以其中要求较高的非加工面为
11第1章 数控加工基础

粗基准。
图19 锻压机立柱精基准选择
图110 粗基准选择实例
A—外圆 B—内孔
② 合理分配各加工面的余量。在分配余量时,应考虑以下两点:为了保证各加工面都有
足够的加工余量,应选择毛坯余量最小的面为粗基准;为了保证重要加工面的余量均匀,应选
择重要加工面为粗基准。如图111所示。
图111 阶梯轴加工的粗基准选择
21 数控加工技术与编程

③ 粗基准应避免重复使用。在同一尺寸方向上(即同一自由度方向上),通常只允许用一
次粗基准,如图112所示。否则,按图113重复使用粗基准B加工A,C两个外圆表面,则必
然使A,C两个外圆柱产生较大的同轴度误差。
图112 床身加工的粗基准选择 图113 重复使用粗基准实例
④ 选为粗基准的表面应平整光洁,要避开飞边和铸造浇冒口、分型面、毛刺等缺陷,以保
证定位准确、夹紧可靠。当用夹具装夹时,选择的粗基准面还应使夹具结构简单、操作方便。
精、粗基准选择的原则,都是从不同方面提出的要求。有时,这些要求会出现相互矛盾的
情况,甚至在一条原则内也会存在相互矛盾的情况,这就要求全面辩证地分析,分清主次,解决
主要矛盾。例如,在选择箱体零件的粗基准时,既要保证主轴孔和内腔壁(加工面与非加工面)
的位置要求,又要求主轴孔的余量足够且均匀,或者要求孔系中各孔的余量都足够且均匀,就
会产生相互矛盾的情况。此时,应在保证加工质量的前提下,结合具体生产类型和生产条件,
灵活运用各项原则。当中、小批生产或箱体零件的毛坯精度较低时,常用划线找正装夹,兼顾
各项要求,解决几方面矛盾。
115 工艺路线的拟定
工艺路线的拟定是工艺规程的主干,它的合理与否将直接影响整个零件的机械加工质量、
生产率和经济性。因此,工艺路线的拟定是制定工艺规程的关键性一步,在具体工作中,应在
充分分析研究的基础上提出几个方案,通过比较选择最佳的工艺路线。在拟定工艺路线时,除
正确地确定定位基准外,还需解决如下问题。
1表面加工方法的选择
为了正确选择加工方法,应了解各种加工方法的特点,掌握加工经济精度及经济表面粗糙
度的概念。
(1)加工经济精度和经济表面粗糙度的概念
加工过程中,影响精度的因素很多。每种加工方法在不同的工作条件下所能达到的精度
会有所不同。
加工经济精度是指在正常加工条件下(采用符合质量标准的设备、工艺装备和标准技术等
级工人,不延长加工时间)所能保证的加工精度。若延长加工时间,就增加了成本,虽然精度提
高了,但不经济。
经济表面粗糙度的概念与经济精度的概念相同。
31第1章 数控加工基础

各种加工方法所能达到的经济精度和经济表面粗糙度等级,以及各种典型的表面加工方
法均已制成如表14所示表格形式,在机械加工的各种手册中都能查到。
表14 轴线平行的孔的位置精度(经济精度)
加 工 方 法 工具的定位
两孔轴线间的距离
误差,或从孔轴线到平
面的距离误差
立钻或摇臂钻上
钻孔
立钻或摇臂钻上
镗孔
车床上镗孔
坐标镗床上镗孔
金刚镗床上镗孔
多轴组合机床上
镗孔
用钻模 01~02
按划线 10~30
用镗模 005~008
按划线 10~20
用带有滑座的角尺 01~03
用光学仪器 0004~0015
— 0008~002
用镗模 003~005
加工方法 工具的定位
两孔轴线间的距离
误差,或从孔轴线到平
面的距离误差
卧式铣镗床上镗孔
用镗模 005~008
按定位样板 008~02按定位器的
指示读数 004~006
用量块 005~01
用内径规或用塞尺 005~025
用程序控制的
坐标装置 004~005
用游标尺 02~04
按划线 04~06
(2)选择加工方法时考虑的因素
① 零件的结构形状和尺寸。例如,加工8GM精度的圆柱直齿轮,滚齿或插齿都能达到要
求。但对于结构形状为三联齿轮的小齿轮应用插齿加工。
② 生产类型。不同的加工方法和加工方案,采用的设备和刀具不同,生产率和经济性也
不大相同。大批大量生产时,应选用高效率和质量稳定的加工方法。例如,平面和孔可采用拉
削加工,采用组合铣、镗等进行数个表面的同时加工。在单件小批生产中,平面和孔多采用通
用机床、通用工艺装备及常规的加工方法。
由于大批大量生产能选用精密毛坯(例如用粉末冶金制造的油泵齿轮、精锻锥齿轮等),故
可以简化机械加工。毛坯制造直接进入磨削加工。
③ 零件材料的可加工性。硬度很低而韧性较大的金属材料(例如有色金属)用磨削加工
很困难,一般都采用金刚镗或高速精密车削的方法进行加工;而淬火钢、耐热钢因硬度很大,必
须用磨削的方法加工。
④ 现有设备与技术条件。应充分利用现有设备和工艺手段,挖掘企业潜力,发挥工程技
术人员和工人的积极性与创造性。同时,积极应用新工艺和新技术,不断提高工艺水平。
⑤ 特殊要求。例如表面纹路方向的要求,铰削和镗削与拉削的纹路方向不同,则应根据
设计的特殊要求选择相应的加工方法。
2加工顺序的安排
复杂工件的机械加工工艺路线中要经过切削加工、热处理和辅助工序。因此,在拟定工艺
路线时,工艺人员要全面地把切削加工、热处理和辅助工序三者一并考虑,分别阐述如下。
(1)机械加工工序的安排原则
① 先加工基准面
选为精基准的表面应安排在起始工序先进行加工,以便尽快为后续工序的加工提供精基准。
41 数控加工技术与编程

② 划分加工阶段
工件的加工质量要求较高时应划分阶段,一般分为粗加工、半精加工和精加工三个阶段。
加工精度和表面质量要求特别高时,还可增加光整加工和超精密加工阶段。
各加工阶段的主要任务如下。
● 粗加工阶段是从毛坯上切除较多余量,所能达到的精度和表面质量都比较低的加工过
程。
● 半精加工阶段是在粗加工阶段和精加工阶段之间进行的切削加工过程。
● 精加工阶段是从工件上切除较少余量,所得精度和表面质量都比较高的加工过程。
● 光整加工阶段是精加工后,从工件上不切除或切除极薄金属层,用以获得很光洁表面或
强化其表面的加工过程。一般不用来提高位置精度。
● 超精密加工阶段是按照超稳定、超微量切除等原则,实现加工尺寸误差和形状误差在
01mm以下的加工技术。
当毛坯余量特别大,表面非常粗糙时,在粗加工阶段之前还有荒加工阶段。为了能及时发
现毛坯缺陷,减少运输量,荒加工阶段常在毛坯准备车间进行。
③ 先面后孔
对于箱体、支架和连杆等工件,应先加工平面后加工孔。这是因为平面的轮廓平整,安放
和定位都比较稳定可靠,先加工平面就能以平面定位加工孔,保证平面和孔的位置精度。此
外,由于平面先加工好,给平面上的孔加工也带来方便,使刀具的初始切削条件能得到改善。
次要表面可穿插在各阶段间进行加工,次要表面一般加工量都较少,加工比较方便。若次
要表面的加工穿插在各加工阶段之间进行,就能使加工阶段更加明显,又增加了阶段间的间隔
时间,便于工件有足够时间让残余应力重新分布并引起变形,以便在后续工序中纠正其变形。
综上所述,一般机械加工的顺序是:加工精基准→粗加工主要表面→精加工主要表面→光
整加工主要表面→超精密加工主要表面,次要表面的加工穿插在各加工阶段之间进行。
(2)热处理工序的安排
热处理的作用是提高材料的力学性能、改善金属的加工性能,以及消除残余应力。制定工
艺规程时,工艺人员应根据设计和工艺要求全面考虑。
① 最终热处理
最终热处理的目的是提高力学性能,例如调质、淬火、渗碳淬火、液体碳氨共渗和渗氮等,
都属于最终热处理,应安排在精加工前后。对变形较大的热处理,例如渗碳淬火,应安排在精
加工磨削前进行,以便在精加工磨削时纠正热处理产生的变形,调质也应安排在精加工前进
行。对变形较小的热处理如渗氮等,应安排在精加工之后进行。
表面装饰性镀层和发蓝处理,一般都安排在机械加工完成后进行。
② 预备热处理
预备热处理的目的是改善加工性能,为最终热处理作好准备和消除残余应力,例如正火和
时效处理等。它应安排在粗加工前后和需要消除应力处。放在粗加工之前可改善粗加工时材
料的加工性能,并减少车间之间的运输量;放在粗加工之后,有利于粗加工后残余应力的消除。
调质处理能得到组织均匀细致的回火索氏体,有时也作为预备热处理,常安排在粗加工之后。
精度要求较高的精密丝杠和主轴等工件,常需要多次安排时效处理,以消除残余应力,减
少变形。
51第1章 数控加工基础

(3)辅助工序的安排
辅助工序的种类较多,包括检验、去毛刺、倒棱、清洗、防锈、去磁及平衡等。辅助工序也是
必要的工序,若安排不当或遗漏,将会给后续工序和装配带来困难,影响产品质量,甚至使机器
不能使用。
检验工序更是必不可少的工序。它对保证质量、防止产生废品起到重要作用。除了工序
中自检外,应在下列场合单独安排检验工序。
① 粗加工阶段结束后。
② 重要工序前后。
③ 送往外车间加工的前后,例如热处理工序前后。
④ 全部加工工序完成后。
有些特殊的检验,例如探伤等检查工件内部质量,一般都安排在精加工阶段。密封性检
验、工件的平衡和重量检验,一般都安排在工艺过程的最后进行。
3确定工序集中与分散的原则
工序集中与工序分散,是拟定工艺路线时确定工序数目(或工序内容多少)的两种不同的
原则,与设备类型的选择有密切的关系。
(1)工序集中和工序分散的概念
工序集中就是将工件的加工集中在少数几道工序内完成。每道工序的加工内容较多。工
序集中可采用技术上的措施集中,称为机械集中,例如多刃、多刀和多轴机床、自动机床、数控
机床、加工中心等;也可采用人为的组织措施集中,称为组织集中,例如卧式车床的顺序加工。
工序分散就是将工件的加工分散在较多的工序内进行。每道工序的加工内容很少,最少
时每道工序仅为一个简单工步。
(2)工序集中和工序分散的特点
① 工序集中的特点
采用高效专用设备及工艺装备,生产率高。工件装夹次数减少,易于保证表面间位置精
度,减少工序间运输量,缩短生产周期工序数目,减少机床数量、操作工人数和生产面积,还可
以简化生产计划和生产组织工作(本特点适用于组织集中)。若采用结构复杂的专用设备及工
艺装备,投资增大,调整和维修复杂,生产准备工作量大,转换新产品比较费时。
② 工序分散的特点
设备及工艺装备比较简单,调整和维修方便,工人容易掌握,生产准备工作量少,且易于平
衡工序时间,适应产品更换;可采用最合理的切削用量,减少基本时间。但设备数量多,操作工
人多,占用生产面积大。
(3)工序集中与工序分散的选用
工序集中与工序分散各有利弊,应根据生产类型、现有生产条件、工件结构特点和技术要
求等综合分析后选用。
单件小批量生产宜采用组织集中,以便简化生产组织工作。大批大量生产宜采用较复杂
的机械集中,例如多刀、多轴机床、各种高效组合机床和自动机加工。对一些结构较简单的产
品,例如轴承生产,也可采用分散的原则。成批生产应尽可能采用效率较高的机床,例如转塔
车床、多刀半自动车床、数控机床等,使工序适当集中。
61 数控加工技术与编程

对于重型零件,为了减少工件装卸和运输的劳动量,工序应适当集中;对于刚性差且精度
高的精密工件,则工序应适当分散。
目前的发展趋势倾向于工序集中。
4设备与工艺装备的选择
(1)设备的选择
确定了工序集中或工序分散的原则后,基本上也就确定了设备的类型。如果采用机械集
中,则应选用高效自动加工的设备,多刀、多轴机床;若采用组织集中,应选用通用设备;若采用
工序分散,则采用比较简单的加工设备。此外,选择设备时还应做如下考虑。
① 机床精度与工件精度相适应。
② 机床规格与工件的外形尺寸相适应。
③ 与现有加工条件相适应,例如设备负荷的平衡状况等。如果没有现成的设备供选用,
经过方案的技术经济分析后,也可以提出专用设备的设计任务书或改装旧设备。
(2)工艺装备的选择
工艺装备选择的合理与否,将直接影响工件的加工精度、生产率和经济性。应根据生产类
型、具体加工条件、工件结构特点和技术要求等选择工艺装备。
① 夹具的选择
单件小批生产首先采用各种通用夹具和机床附件,例如卡盘、机床用平口虎钳、分度头等。
有组合夹具站的,可采用组合夹具。对于大、中批和大量生产,为提高劳动生产率而采用专用
高效夹具。中、小批生产应用成组技术时,可采用可调夹具和成组夹具。
② 刀具的选择
一般优先采用标准刀具。若采用机械集中,则应采用各种高效的专用刀具、复合刀具和刀
刃等。刀具的类型、规格和精度等应符合加工要求。
③ 量具的选择
单件小批生产应广泛采用通用量具,例如游标卡尺、百分表和千分尺等。大批大量生产应
采用极限量块和高效的专用检验夹具和量仪等。量具的精度必须与加工精度相适应。
12 确定加工余量、工序尺寸和公差
121 确定加工余量
在工序设计中,正确地确定各工序尺寸和公差,对最终达到图纸要求至关重要。本节讨论
同一表面需进行多道工序加工的各工序尺寸和公差的确定。
1加工余量的概念
加工余量是指加工过程中,从加工表面切去金属层的厚度。加工余量又分为工序加工余
量和总加工余量。
工序加工余量是指某一表面,在一道加工中所切除金属层的厚度。它取决于同一表面相
71第1章 数控加工基础

邻工序前后工序尺寸之差。任何加工方法都会产生尺寸的变化,即各工序加工后的尺寸有误
差。因此,加工余量又有公称余量、最大余量和最小余量之分。
总加工余量是指零件从毛坯到成品的工程中,在某一表面上去除的金属层的总厚度。总
加工余量等于各工序加工余量之和,如图114所示,即
Z总 =Z1+Z2+Z3+⋯+Zn=∑n
i=1Zi (11)
式中,Z总 为总加工余量,Zi为第i道工序加工余量,n为该表面加工的工序数。
图114 加工总余量(毛坯余量)与工序余量的关系
加工余量有双边余量和单边余量之分。对于外圆和孔等回转表面,加工余量指双边余量,
其实切除金属层厚度为加工余量的1/2。平面加工余量是单边余量,它等于实际切除金属层
的厚度。
2工序余量与工序尺寸的关系
图115为工序余量与工序尺寸及其公差的关系。
图115 工序余量与工序尺寸及其公差的关系
由图可知,对于被包容面,
Zb=a+b对于包容面,
81 数控加工技术与编程

Zb=b-a式中,Zb为本工序余量的公差,称为余量;a为上工序基本尺寸;b为本工序的基本尺寸。
对于工序尺寸的公差一般规定为“入体原则”,即对于被包容面的工序尺寸公差取上偏差
为零;对于包容面的尺寸公差取下偏差为零。毛坯公差一般取双向公差。由图115可得,
Zb=Zbmin+TaZbmax=Zb+Tb
式中,Zbmin为本工序最小工序余量,Zbmax为本工序最大工序余量,Ta为上工序尺寸的公差,Tb为本工序尺寸的公差。
122 加工余量的影响因素
加工余量对于工件的加工质量和生产率均有较大的影响。加工余量过大,不仅影响机械
加工的劳动量,降低了生产率,而且增加了材料、工具和电力消耗,提高了加工成本。若加工余
量过小,则既不能消除上道工序的各种缺陷和误差,又不能补偿本工序加工时工件的装夹误
差,造成废品。因此,应当合理地确定加工余量。确定加工余量的基本原则是,在保证加工质
量的前提下,越小越好。
1上工序的各种表面缺陷和误差的因素
图116 表面粗糙度和缺陷层
(1)表面粗糙度和缺陷层。本工序必须把上工序留
下的表面粗糙度Ra全部切除,还必须切除上工序在表
面留下的一层金属组织已遭破坏的缺陷层Da。如图
116所示。
(2)上工序尺寸公差。由图115中可知,工序的基
本余量中包括上工序的尺寸公差Ta。
(3)上工序的形位误差(也称空间误差)。形位误差
ρa是指不由尺寸公差Ta所控制的形位误差。当形位
公差与尺寸公差之间的关系满足独立原则或最大实体原则时,尺寸公差不控制形位公差。此
时,加工余量中应包括上工序的形位误差ρa。例如图117所示小轴,当轴线有直线度误差ω时,须在本工序中改正,因此直径方向上的加工余量应增加2ω。
图117 轴线直线度误差对加工余量的影响
91第1章 数控加工基础

图118 三爪卡盘装夹误差对
加工余量的影响
2本工序加工时的装夹误差
装夹误差εb包括工件的定位误差和夹紧误差。若用
夹具装夹时,还包括夹具在机床上的装夹误差。这些误差
会使工件在加工时的位置发生偏移,所以加工余量还必须
考虑装夹误差的影响。例如,图118所示用三爪卡盘夹持
工件磨孔时,由于三爪卡盘定心不准,使工件轴线偏离主轴
旋转轴线e值,造成孔的磨削余量不均匀。为确保上工序
各项误差和缺陷的切除,孔的直径余量应增加2e。
123 确定加工余量的方法
确定加工余量的方法有查表法、经验估计法和分析计算法3种。
(1)查表法
根据各工厂的生产实践经验和实验研究积累的数据,先制作各种表格,再汇编成册。确定
加工余量时,查阅这些手册,结合工厂的实际情况进行修改后确定。目前,我国各工厂都广泛
采用查表法。请参阅《机械加工工艺人员手册》。
(2)经验估计法
根据经验确定加工余量的方法。一般情况下,为防止因余量过小而产生废品,经验估计的
数值总是偏大。此方法常用于单件小批量生产。
(3)分析计算法
根据加工余量的计算公式和一定的实验资料,对影响加工余量的各项因素进行分析,并计
算确定加工余量的方法。这种方法比较合理,但必须有比较全面和可靠的实验资料。目前,只
有材料十分贵重,以及军工生产或少数大量生产的工厂中采用该方法。
在确定加工余量时,要确定总余量和工序余量。加工总余量与所选择的毛坯制造精度有
关。用查表法确定加工工序余量时,粗加工工序余量不能直接用查表法得到,而是由总余量减
去其他各工序余量得出。
124 确定工序尺寸及其公差
工件上的设计尺寸及其公差是经过各道加工工序后得到的。每道工序的工序尺寸都不相
同,它们是逐渐向设计尺寸接近的。为了最终保证工件的设计要求,需要确定各工序的工序尺
寸及其公差。
工序余量确定后,就可以计算工序尺寸。工序尺寸及其公差的确定,依据工序基准或定位
基准与设计基准是否重合而采用不同的计算方法。
1基准重合时工序尺寸及其公差的计算
这是指工序基准或定位基准与设计基准重合,表面多次加工时,工序尺寸及其公差的计
算。工件上外圆和孔的多工序加工都属于这种情况。计算顺序是,先确定各工序的基本尺寸,
02 数控加工技术与编程

再由后往前逐个工序推算。即由工件上的设计尺寸开始,由最后一道工序开始向前推算,直到
毛坯尺寸。工序尺寸的公差,则按各工序的经济精度确定,并按入体原则确定上、下偏差。
【例11】 某主轴箱箱体的主轴孔,设计要求是 180+0018-0007,Ra=125μm,加工工艺路线
为粗镗→半精镗→精镗→细镗等4道工序。试确定各工序尺寸及其公差。
解 先根据有关手册及工厂实际经验确定各工序的基本余量,具体数值见表15中的第
2列;再根据各种加工方法的经济精度表格确定各工序尺寸的公差,具体数值见表中第3列;
然后由最后工序向前逐个计算工序尺寸,具体数值见表中第4列,并得到各工序尺寸及其公差
和Ra。
表15 主轴孔各工序尺寸及其公差计算实例
工 序 名 称 工序基本余量 工序的经济精度 工 序 尺 寸 最小极限尺寸 Ra
细镗 02 H6 +0025( )0 179993 180+0018-0007 125μm
精镗 06 H7 +004( )0 1798 179+0040 16μm
半精镗 32 H9 +010( )0 1792 1792+00100 32μm
粗镗 8 H11 +025( )0 176 176+0250 64μm
毛坯孔 168 170+1-2
2基准不重合时工序尺寸及其公差的计算
工序基准或定位基准与设计基准不重合时候,工序尺寸及其公差的计算比较复杂,需用工
艺尺寸链分析、计算。
125 工艺尺寸链
加工过程中,工件的尺寸在不断的变化,由毛坯尺寸到工序尺寸,最后达到设计要求的尺
寸。这些尺寸之间存在一定的联系,应用尺寸链理论可以揭示其内在联系,掌握它们的变化规
律是合理确定工序尺寸及其公差和计算各种工艺尺寸的基础。因此,本节先介绍尺寸链的一
些基本概念,然后分析工艺尺寸链的应用和计算方法,重点是工序尺寸及其公差的计算。
图119 零件加工过程中的尺寸链
1工艺尺寸链的定义
(1)工艺尺寸链的定义
在机器装配或零件加工过程中,由相互连接的尺寸
形成封闭的尺寸组称为尺寸链,如图119(a)所示。
(2)工艺尺寸链的组成
组成尺寸链的各个尺寸称为尺寸链的环。图119(b)中的尺寸A0,A1,A2都是尺寸链的环。这些环又
可分为下面5类。
12第1章 数控加工基础

① 封闭环。根据尺寸链的封闭性,最终被间接保证精度的环称为封闭环。图119(b)中,
A0是封闭环。
② 组成环。尺寸链中对封闭环有影响的全部环。其中任一环的变化必然引起封闭环的
变动。图119(b)中的A1,A2是组成环。组成环又可分为增环和减环。
③ 增环。尺寸链的组成环中,由于该环的变动引起封闭环的同向变动。同向变动是指该
环增大时,封闭环也增大;该环减小时,封闭环也减小。图119(b)中的A1是增环。
④ 减环。尺寸链的组成环中,由于该环的变动引起封闭环的反向变动。反向变动是指该
环增大时,封闭环减小;该环减小时,封闭环增大。图119(b)中的A2是减环。
⑤ 补偿环。尺寸链中预先选定的某一组成环,可以通过改变其尺寸或位置达到规定要
求。补偿环用于装配尺寸链。
2工艺尺寸链图的作法
为了便于分析和计算工艺尺寸链,应画出工艺尺寸链图。将尺寸链中各相应的环,用尺寸
或符号标注在示意图上(工序上)或单独表示出来,如图119(b)所示,此时只需按大致比例依
次画出相应的环,这种尺寸图称为工艺尺寸链图。为了能迅速判别组成环的性质(即判别增、
减环),可在绘制工艺尺寸链图时用首尾相接的单向箭头线顺序表示各环。其中,凡与封闭环
箭头方向相同的环即为增环,与封闭环箭头方向相反的环即为减环。图119(b)中,A1与封
闭环A0同向,为增环;A2与封闭环A0箭头反向,即为减环。
3尺寸链的形式
(1)按环的几何特征,可分为长度尺寸链和角度尺寸链。
(2)按其应用场合,可分为装配尺寸链(全部组成环为不同零件的设计尺寸)、工艺尺寸链
(全部组成环为同一零件的工艺尺寸)和零件尺寸链(全部组成环为同一零件的设计尺寸)。设
计尺寸是指零件图上标注的尺寸,工艺尺寸是指工序尺寸、测量尺寸和定位尺寸等。必须注
意,零件图样上的尺寸不能标注成封闭的。
(3)按各环所处的空间位置,可划分为直线尺寸链、平面尺寸链和空间尺寸链。
尺寸链还可划分为基本尺寸链和派生尺寸链(后者指它的封闭环为另一尺寸链组成环的
尺寸链),标量尺寸链和矢量尺寸链等。
126 尺寸链的基本计算公式
尺寸链的计算,是指计算封闭环与组成环的基本尺寸、公差及极限偏差之间的关系。计算
方法分为极值法和统计(概率)法两类。极值法多用于环数少的尺寸链,统计法多用于环数多
的尺寸链。
(1)尺寸链的极值法计算式
尺寸链的极值法多用于环数少的尺寸链,为方便特列出尺寸链计算符号名称,如表16所
示。
22 数控加工技术与编程

表16 尺寸链计算符号名称表
环 名 最大尺寸 基本尺寸 最小尺寸 上 偏 差 下 偏 差 公 差
闭环 A0max A0 A0min ES0 EI0 T0
增环 Azmax Az Azmin ESz EIz Tz
减环 Ajmax Aj Ajmin ESj EIj Tj
(2)闭环的基本尺寸
根据尺寸链的封闭性,封闭环的基本尺寸等于各组成环的代数和,即
A0=∑m
z=1Az- ∑
n-1
j=m+1Aj (12)
式中,m 为增环数,Az为减环数,Aj为减环。
(3)封闭环的极限尺寸
封闭环的最大极限尺寸等于增环最大尺寸之和减去减环最小尺寸之和,即
A0max=∑m
z=1Azmax- ∑
n-1
j=m+1Ajmin (13)
A0min=∑m
z=1Azmin- ∑
n-1
j=m+1Ajmax (14)
(4)封闭环的上、下偏差
封闭环的上偏差等于增环的上偏差之和减去减环的下偏差之和。
由式(13)减去式(12)得
ES0=∑m
z=1ESz- ∑
n-1
j=m+1EIj (15)
同理可得
EI0=∑m
z=1EIz- ∑
n-1
j=m+1ESj (16)
(5)封闭环的公差
封闭环的公差等于封闭环的上偏差减去封闭环的下偏差,即由式(15)减去式(16)得
T0=∑m
z=1Tz+ ∑
n-1
j=m+1Tj=∑
n
k=1Tk (17)
127 工艺尺寸链的应用和计算方法
应用工艺尺寸链解决实际问题的关键是找出工艺尺寸之间的内在联系,确定封闭环及组
成环,即建立工艺尺寸链。确定好工艺尺寸链的封闭环及组成环后,即可运用尺寸链的计算公
式进行具体计算。下面由简到繁,通过几个典型的应用实例,分析工艺尺寸链的建立和计算方
法。
1工艺基准与设计基准重合时工艺尺寸链的建立和计算
这种情况就是工序基准、定位基准、测量基准与设计基准重合,表面多次加工时工序尺寸
及其公差的计算。具体计算方法已在确定工序尺寸及其公差中分析过。
32第1章 数控加工基础

图120 余量为封闭环的
三环尺寸链
如图120所示,上工序尺寸A1、本工序尺寸A2和工序基本
余量Z形成三环的工艺尺寸链。尺寸链中,A1在本工序加工前
已经形成;一般情况下,尺寸A2是本工序控制的工序尺寸,因而
它们都是组成环;只有工序尺寸基本余量是最后形成的环,即封
闭环。每个工序基本余量都是一个三环工艺尺寸链的封闭环。
工艺尺寸链建立后,就可以按照尺寸链的计算公式计算各尺
寸及其公差。本尺寸链是直线尺寸链,因而
Z=A1-A2 (18)
Tz=T1+T2 (19)
式中,Tz为余量的公差,T1为工序尺寸A1的公差,T2为工序尺
寸A2的公差。
由上两式可知,工序余量的基本值影响工序尺寸的基本尺寸,工序尺寸的公差则影响工序
余量的变化。一般情况,工序尺寸的公差按经济精度选定后,就可以计算最大工序余量和最小
工序余量,并验算工序余量是否过大或过小,以便修改工序余量。
若加工时直接控制的是工序余量而不是工序尺寸,例如靠火花磨削,那么工序余量就成为
组成环。本工序的工序尺寸就是最后形成的封闭环。
2工艺基准与设计基准不重合时工艺尺寸链的建立和计算
为简便起见,设工序基准与定位基准或测量基准重合(一般情况下与生产实际相符合)。
此时,工艺基准与设计基准不重合就变成测量基准和定位基准与设计基准不重合两种情况。
(1)测量基准与设计基准不重合时测量尺寸的换算
① 测量尺寸换算
例如图121所示的套筒类零件,设计图样上根据装配要求标注尺寸50 0-017mm和
10 0-036mm,大孔深度尺寸未注。零件上设计尺寸A1(50 0
-017mm)、A2(10 0-036mm)和大孔
深度尺寸形成零件尺寸链,如图121所示。大孔深度尺寸A0最后形成的封闭环。根据计算
公式可得A0=40+036-017mm。
图121 测量尺寸之间的换算
加工时,由于尺寸10 0-036mm测量比较困难,改用游标深度卡尺测量大孔深度,因而
10 0-036mm就成为图121所示工艺尺寸链的封闭环A′0,组成环为A′0=50 0
-017mm和A′2。
42 数控加工技术与编程

根据计算公式可得A′2=40+0190 。
比较大孔深度的测量尺寸A′2=40+0190 和原设计尺寸要求A0=40+036-017mm可知,由于测
量基准与设计基准不重合,需要进行尺寸换算。换算结果明显提高了对测量尺寸的精度要求,
其公差减少了2×017mm,此值正是另一组成环A1(=A′1)公差的两倍。
② 假废品分析
对零件进行测量,当A′2的实际尺寸在40+0190 mm之间,A′1的实际尺寸在50 0-017mm之
间时,A′0必在40+036-017mm之间,零件为合格产品。
若A′2的实际尺寸超出40+0190 mm范围,但仍在原设计要求A0=40+036-017mm之间,工序
检验时将认为该零件为不合格品。此时,检验人员将逐个测量另一组成环A′1,再由A′1和A′2的具体值计算出A′0值,并判断零件是否合格。
如果A′2的实际尺寸比换算后允许的最小值(A′2min=40mm)还小017mm,即A′2min=(40-017)=3983mm,如果A′1也刚巧做到最小,即
A′1min=(50-017)=4983mm则此时A′0的实际尺寸为
A′0=A′1min-A′2min=4983-3983=10mm零件为合格品。
同理,当A′2的实际尺寸比换算后允许的最大值(A′2max=4019mm)还大017mm,即
A′2max=(4019+017)=4036mm,如果A′1也刚巧做到最大,即A′1max=50mm,则此时A′0的实际尺寸为
A′0=A′1max-A′2max=50-4036=964mm零件仍为合格品。
由此可见,在实际加工中,如果测量基准与设计基准不重合,就要换算测量尺寸;如果零件
换算后的测量尺寸超差,只要其超差量小于或等于另一组成环的公差,则该零件有可能是假废
品,应对其进行复检,逐个测量并计算出零件的实际尺寸,由零件的实际尺寸判断合格与否。
③ 设计工艺装备保证设计尺寸
例如,图122所示轴承座零件,设计尺寸为10 0-015mm和50 0
-01mm(尺寸标注在图样上
方)。由于设计尺寸50 0-01mm在加工时不易测量,如果改测尺寸x,则尺寸10mm,50mm和
x3个尺寸形成工艺尺寸链,其中尺寸50mm是封闭环。由于封闭环的公差已小于组成环
10mm的公差,所以必须压缩尺寸10mm的公差至10′10,使T50≥10′10+Tx。取10′10=005mm,并标注为10 0
-005mm(见图122(a)零件图样的下方),则通过计算求得x=60-005-010mm。
可见,换算后的尺寸精度高于原设计要求。
在成批和大量生产中,可以设计心轴和卡板进行加工和测量,如图122(b)所示。图中的
尺寸50,80和b形成了工艺尺寸链,其中50 0-01mm是封闭环。组成环80mm尺寸因是夹具
尺寸,故定为80 0-002mm,通过计算可得另一组成环b为30+0080 mm,即卡板的通端和止端尺
寸。
由上述分析可知,因测量基准与设计基准不重合,仍要进行尺寸换算,所不同的是工艺尺
寸链中的组成环用夹具尺寸替代了零件尺寸,从而降低了对测量尺寸的精度要求。但是,该测
量尺寸的精度要求仍然比原设计要求高(由原设计要求的公差01mm缩小到008mm)。可
52第1章 数控加工基础

见,最理想的方案是避免测量尺寸的换算。
图122 轴承座的尺寸换算、加工和测量的方法
1—工件 2—心轴 3—卡板
(2)定位基准与设计基准不重合时工艺尺寸及其公差的换算
如图124所示,设计基准与定位基准不重合时,可以用调整法加工主轴箱体孔的尺寸关
系。此时,孔的设计基准是底面D,设计尺寸是B;孔的定位基准是顶面F,工序尺寸为A。
工序尺寸A及其公差TA应为何值才能保证设计尺寸B 及其公差TB的要求呢?
首先,要建立设计尺寸B与工序尺寸A之间的工艺尺寸链,然后进行尺寸链计算,确定工
序尺寸A及其公差TA。
图123 定位基准与设计
基准不重合时工序
尺寸的换算
图123所示包含A、B和C3个尺寸的工艺尺寸链即为所
求尺寸链。其中,尺寸C是上工序尺寸,尺寸A是本工序尺寸加
工时控制的尺寸,因此都是组成环,只有设计尺寸B 才是最后形
成的封闭环。3个尺寸间的公差关系可按尺寸链计算公式确定,
即
TB=TA+TC式中,已知设计尺寸公差TB,因此工序尺寸公差可由设计尺寸的
公差按“反计算”形式分配而得。
综上可知,定位基准与设计基准不重合时,工序尺寸及其公
差的换算方法是,先找出以设计尺寸为封闭环,以工序尺寸为组
成环的工艺尺寸链,再按照尺寸链“反计算”形式分配工序尺寸
公差。
在定位基准选择中分析基准不重合误差,若用工艺尺寸链进行分析会更清晰。基准不重
合误差即设计基准到定位基准之间尺寸的误差。
(3)从待加工的设计基准标注工序尺寸时工序尺寸及其公差的换算
62 数控加工技术与编程

从待加工的设计基准标注工序尺寸,因为待加工的设计基准与设计基准两者差一个余量,
所以它仍然是设计基准与定位基准不重合。
【例12】 图124(a)所示为轴套零件及其轴向设计尺寸,分别是500-034mm,100
-030mm,
15±02mm。加工顺序如下。
图124 轴套的轴向尺寸加工顺序
(1)镗孔及车端面。工序尺寸是L1,如图124(b)所示。
(2)车外圆及端面。工序尺寸为L2和L3,如图124(c)所示。
(3)钻孔。工序尺寸为L4,如图124(d)所示。
(4)磨外圆及台阶。工序尺寸为L5,如图124(e)所示。
试确定各轴向工序尺寸及其公差。
解 (1)确定基准重合时表面多次加工的工序尺寸及其公差。
工序尺寸L1和L2,以及L3和L4均属于基准重合时表面多次加工的工序尺寸。其中,最
后工序的尺寸L2和L5应满足设计要求,即L2=50 0-034mm,L5=10 0
-030mm。对于前工序
的工序尺寸L1和L3,应先查出工序余量再计算确定,先查得端面车削余量为1mm,磨台阶面
余量为04mm,因此
L1=L2+1=51mmL3=L5+04=104mm
工序尺寸公差按经济精度确定。查得T1=04mm,T2=02mm,按入体原则标注偏差得:
L1=50 0-04mm,L3=104 0
-02mm。
(2)确定基准不重合时工序尺寸及其公差。
L4是从待加工的设计基准标注的工序尺寸。求解步骤如下。
① 建立工艺尺寸链。设计尺寸15±02mm和工序尺寸L4仅差磨削时的工序余量Z,
因而尺寸15±02mm,L4与Z形成三环的工艺尺寸链,如图125(a)所示。其中,设计尺寸
15±02mm是封闭环。另一方面,磨削余量Z又是基准重合时表面两次加工工序尺寸L3和
L5的封闭环,3个尺寸形成图125(b)所示的工艺尺寸链。把图125(a)和图125(b)两个三
环尺寸链串联成一个四环尺寸链,如图125(c)所示。其中,设计尺寸15±02mm是封闭环,
72第1章 数控加工基础

工序尺寸L3,L4和L5是组成环;L3和L4是增环,L5是减环。
图125 轴套零件轴向尺寸的工艺尺寸链
② 计算(或校验)各工序尺寸及其公差。由封闭环的极值公差公式,按“反计算”形式分配
各组成环公差为
T0= ∑n-1
j=m+1TZ
T0=04mm=T3+T4+T5由基准重合、表面多次加工时,求得T3=02mm,T5=03mm,代入上式可知,实际加工
误差已超过零件的设计要求。为此,必须压缩有关工序尺寸公差。现定为T3=T5=01mm,
按入体原则求得标注偏差为L3=104 0-01mm和L5=10 0
-01mm。
通过计算可得L4=146±01mm。
13 数控加工工艺设计
数控加工工艺主要是指机械加工工艺,其加工过程是在数控机床上完成的,因而数控加工
工艺有别于一般的机械加工工艺,但其基本理论主流仍然是机械加工工艺。
131 数控加工工艺分析
在数控机床上加工零件时,需要把被加工零件的全部工艺过程、工艺参数等编制成程序,
整个加工过程是自动进行的,因此程序编制前的工艺分析是一项十分重要的工作。
数控加工工艺分析包括下列内容:选择适合数控加工的零件,确定数控加工的内容和数控
加工零件的工艺性分析。
1选择适合数控加工的零件
加入WTO以来,随着中国作为世界制造中心地位的日益显现,数控机床在制造业的普及
率不断提高。但并不是所有的零件都适合在数控机床上加工,根据数控加工的特点和国内外
大量应用实践经验,一般可按适应程度将零件分为以下三类。
(1)最适应类
① 形状复杂,加工精度要求高,通用机床无法加工或很难保证加工质量的零件。
② 具有复杂曲线或曲面轮廓的零件。
③ 具有难测量、难控制进给、难控制尺寸型腔的壳体或盒型零件。
④ 必须在一次装夹中完成铣、镗、锪、铰或攻丝等多道工序的零件。
82 数控加工技术与编程

对于此类零件,首要考虑的是能否加工出来,只要有可能,应将采用数控加工作为首选方
案,而不要过多地考虑生产率和成本的问题。
(2)较适应类
① 零件价值较高,在通用机床上加工时容易受人为因素(例如工人技术水平高低、情绪波
动等)干扰而影响加工质量,从而造成较大经济损失的零件。
② 在通用机床上加工时必须制造复杂专用工装的零件。
③ 需要多次更改设计后才能定型的零件。
④ 在通用机床上加工需要进行长时间调整的零件。
⑤ 用通用机床加工时,生产率很低或工人体力劳动强度很大的零件。
此类零件在分析其可加工性的基础上,还应综合考虑生产率和经济效益,一般情况下可以
把它们作为数控加工的主要选择对象。
(3)不适应类
① 生产批量大的零件(不排除其中个别工序采用数控加工)。
② 装夹困难或完全靠找正定位来保证加工精度的零件。
③ 加工余量极不稳定,而且数控机床上无在线检测系统可自动调整零件坐标位置的零
件。
④ 必须采用特定的工艺装备协调加工的零件。
这类零件采用数控机床加工后,在生产率和经济性等方面一般无明显改善,甚至有可能得
不偿失,一般不应该把此类零件作为数控加工的选择对象。
另外,数控加工零件的选择还应该结合本单位所拥有的数控机床的具体情况选择加工的
对象。
2确定数控加工的内容
在选择并决定对某个零件进行数控加工后,并不是说零件所有的加工内容都采用数控加
工,数控加工可能只是零件加工工序中的一部分。因此,有必要对零件图样进行仔细分析,选
择那些最适合、最需要进行数控加工的内容和工序。同时,还应结合实际情况,立足于解决难
题、攻克关键、提高生产率和充分发挥数控加工的优势。一般可按下列原则选择数控加工的内
容。
① 通用机床无法加工的内容应作为优先选择的内容。
② 通用机床难加工,质量也难以保证的内容作为重点选择的内容。
③ 通用机床加工效率低、手工操作劳动强度大的内容,可在数控机床尚存富余能力的基
础上进行选择。
通常情况下,上述加工内容采用数控加工后,产品的质量、生产率与综合经济效益等指标
都会有明显的提高。相比之下,下列加工内容不宜选择采用数控加工。
① 需要在机床进行较长时间调整的加工内容,例如以毛坯的粗基准为定位基准加工第一
个精基准的工序。
② 数控编程取数困难,易于与检验依据发生矛盾的型面、轮廓。
③ 不能在一次安装中完成加工的其他零星加工表面,采用数控机床加工又很麻烦,可采
用通用机床补加工。
92第1章 数控加工基础

④ 加工余量大而又不均匀的粗加工。
此外,选择数控加工的内容时,还应该考虑生产批量、生产周期、生产成本和工序周转情况
等因素,杜绝把数控机床当做普通机床使用。
3数控加工零件的工艺性分析
在选择并决定数控加工零件及其加工内容后,应对零件的数控加工工艺性进行全面、认
真、仔细的分析。分析的主要内容包括产品的零件图样分析、结构工艺性分析和零件安装方式
的选择等。
(1)零件图分析
首先应熟悉零件在产品中的作用、位置、装配关系和工作条件,清楚各项技术要求对零件
装配质量和使用性能的影响,找出主要和关键技术要求,然后对零件图样进行分析。
① 尺寸标注方法分析
零件图上的尺寸标注应适应数控加工的特点,在数控加工零件图样上应以同一基准标注
尺寸或直接给出坐标尺寸。这种标注方法既便于编程,又有利于设计基准、工艺基准、测量基
准和编程原点的统一。
② 零件图的完整性与正确性分析
构成零件轮廓的几何元素(点、线、面)的条件(例如相交、相切、垂直和平行等)是数控编程
的重要依据。手工编程时,应依据这些条件计算每一个节点的坐标;自动编程时,则应根据这
些条件对构成零件的所有集合元素进行定义,无论哪一个条件不明确,编程都无法进行。
③ 零件技术要求分析
零件的技术要求主要是指尺寸精度、形状精度、位置精度、表面粗糙度及热处理等。这些
条件在保证零件使用性能的前提下,应经济合理。过高的精度和表面粗糙度要求都会使工艺
过程复杂,加工困难且成本提高。
④ 零件材料分析
在满足零件功能的前提下,应选用廉价、切削性能好的材料。而且,材料选择应立足于国
内,不要轻易选用贵重或紧缺的材料。
(2)零件的结构工艺性分析
零件的结构工艺性是指所设计的零件在满足使用要求的前提下制造的可行性和经济性。
良好的结构工艺性可以使零件加工容易,节省工时和材料;而较差的零件结构工艺性会使加工
困难,浪费工时和材料,有时甚至无法加工。
① 零件的内腔和外形最好采用统一的几何类型和尺寸,这样可以减少刀具规格和换刀次
数,使编程方便,提高生产效率。
② 内槽圆角尺寸决定刀具直径,所以内槽圆角半径不应太小。内槽圆角R≥02H(槽
深),通常R<02H时,可以判定零件在该部位的工艺性不好,如图126所示。
③ 铣槽底平面时,槽底圆角半径不要过大。如图127所示,铣刀端面刃与铣削平面的最
大接触直径d=D-2R(D为铣刀直径),当D 一定时,半径越大,铣刀端面刃铣削平面的面
积越小,加工平面的能力就越差,效率越低,工艺性也越差。当R大到一定程度时,甚至必须
用球头铣刀加工,这是应该避免的。
④ 应采用统一的基准定位。在数控加工中若没有统一的定位基准,则会产生因工件的二
03 数控加工技术与编程

次装夹造成加工后两个面上的轮廓位置及尺寸不协调现象。
图126 内槽结构工艺性对比 图127 槽底平面圆弧对
加工工艺的影响
(3)选择合适的零件的安装方式
数控机床加工时,应尽量使零件能够一次安装、完成零件所有待加工面的加工;应合理选
择定位基准和夹紧方式,以减少误差环节;应尽量采用通用夹具或组合夹具,必要时才设计专
用夹具。夹具的设计原理和方法与普通机床所采用的夹具相同,但其结构应简单,便于装卸,
操作灵活。
此外,还应分析所有零件要求的加工精度、尺寸公差等是否可以得到保证,是否有引起矛
盾的多余尺寸,或影响加工安排的封闭尺寸等。
132 数控加工工艺路线设计
工艺路线的拟定是制定工艺规程的重要内容之一。其主要内容包括:选择各加工表面的
加工方法,划分加工阶段,划分工序,以及安排工序的先后顺序等。
1加工方法的选择
机械零件的结构形状是多种多样的,但它们都是由平面、外圆柱面、内圆柱面或曲面、成形
面等基本表面组成的,每一种表面都有多种加工方法。具体选择时,应根据零件的加工精度、
表面粗糙度、材料、结构形状、尺寸及生产类型等因素,选用相应的加工方法和加工方案。
外圆表面、内孔表面及平面的加工方法见本章第115节。
平面轮廓类零件如图128所示,其常用的加工方法有数控铣、线切割和磨削等。
对于内平面轮廓,当曲率半径较小时,可采用数控线切割方法加工。若选择铣削的方法,
因铣刀半径受最小曲率半径的限制,直径太小,刚性不足,会产生较大的加工误差。外平面轮
廓可采用数控铣削加工,常用粗铣—精铣方案,也可采用线切割方法加工。对精度及表面粗糙
度要求较高的轮廓表面,在数控铣削加工之后再进行数控磨削加工。数控铣削加工适用于除
淬火钢以外的各种金属;数控线切割加工适用于各种金属;数控磨削加工适用于除有色金属以
13第1章 数控加工基础

外的各种金属。
图128 平面轮廓类零件
立体曲面加工方法主要是数控铣削,多用球头铣刀,以“行切法”加工。根据曲面形状、刀
具形状及精度要求等,通常采用二轴半联动或三轴半联动方式。对精度和表面粗糙度要求高
的曲面,选用三轴联动的“行切法”加工不能满足要求时,可用模具铣刀,选择4坐标或5坐标
联动加工。
表面加工的方法选择,除了考虑加工质量,零件的结构形状和尺寸,零件的材料和硬度,以
及生产类型外,还应考虑加工的经济性。
2加工阶段和工序的划分
为了保证零件的加工质量和合理地使用设备、人力,零件的加工过程通常按工序性质的不
同可分为粗加工、半精加工、精加工和光整加工4个阶段。
在数控机床上加工零件,工序可以比较集中。在一次装夹中,应尽可能完成全部工序。与
普通机床加工相比,加工工序划分有其独特的特点。数控加工常用的工序划分的方法如下。
(1)按所用刀具划分工序
为了减少换刀次数,缩短空程时间,减少不必要的定位误差,常采用按刀具集中工序的方
法,即以同一把刀具完成的那一部分工艺过程为一道工序。这种方法适用于工件的待加工表
面较多,机床连续工作时间过长,加工程序的编制和检查难度较大等情况。加工中心常采用这
种方法划分。
(2)按粗精加工划分工序
先粗加工,后精加工。粗加工后工件的变形需要一段时间恢复,最好不要在粗加工之后紧
接着安排精加工。
(3)按装夹次数划分
以一次安装完成的那一部分工艺过程为一道工序。这种方法适用于工件的加工内容不多
的工件,加工完成后就能达到待检状态。
(4)按先面后孔的原则划分工序
在工件上既有面加工,又有孔加工时,可先加工面后加工孔,这样可以提高孔的加工精度。
23 数控加工技术与编程

133 数控加工工序设计
数控加工工艺路线确定之后,各道工序的加工内容即已基本确定,数控加工工序设计的主
要任务是为每一道工序选择机床、夹具、刀具和量具,确定定位夹紧方案、走刀路线与工步顺
序、加工余量、工序尺寸及其公差、切削用量和工时定额等,为编制加工程序做好充分准备。
1走刀路线和工步顺序的确定
走刀路线是刀具在整个加工工序中相对于工件的运动轨迹。工步顺序是指同一道工序中
各个表面加工的先后次序,它对零件的加工质量、加工效率和数控加工中的走刀路线有直接的
影响,应根据零件的结构特点和工序的加工要求等合理安排。
工步的划分与安排一般可随走刀路线进行,在确定走刀路线时主要考虑的问题如下。
(1)对于点位加工的数控机床,要考虑尽可能缩短走刀路线,以减少空行程时间,提高加
工效率。
(2)为保证工件轮廓表面加工后的粗糙度要求,最终轮廓应安排最后一次走刀连续加工。
(3)刀具的进退路线须认真考虑。在数控加工中,对于连续铣削轮廓,特别是加工圆弧
时,应注意安排好刀具的切入和切出,要尽量避免交接处重复加工,否则会出现明显的界限痕
迹。用圆弧插补方式铣削外整圆时,要安排刀具从切向进入圆周铣削加工;当整圆加工完毕
时,不要在切点出直接退刀,应让刀具多运动一段距离,最好是沿切线方向,以免取消刀具补偿
时,刀具与工件表面相碰撞造成工具报废。铣削内圆弧时,应遵循从切向切入原则,最好安排
从圆弧过渡到圆弧的加工路线,以提高内孔表面的加工精度和表面质量。
2定位与夹紧方案的确定
数控机床上应尽量采用组合夹具,必要时可以设计专用夹具。在数控机床上加工工件时,
由于工序集中,往往在一次装夹中就要完成全部工序,因此对夹紧工件时的变形应给予足够的
重视。此外,还应协调工件和机床坐标系的关系。
3刀具的选择
刀具的选择是数控加工工序设计的重要内容之一,它不仅影响机床的加工效率,而且直接
影响加工质量。选用数控刀具应注意以下方面。
(1)铣削平面时,应采用镶装不重磨可转位硬质合金刀片的铣刀,一般采用两次走刀,一
次粗铣,一次精铣。连续切削时,粗铣刀直径要小一些,精铣刀直径要大一些,最好能包容待加
工面的整个宽度。加工余量大且加工面又不均匀时,刀具直径要选得小些,否则在粗加工时会
因接刀刀痕过深而影响加工质量。
(2)高速钢立铣刀多用于加工凸台和凹槽,建议不要用于加工毛坯面,以免硬化层磨坏刀
具。
(3)硬度要求较高的凹槽加工时,可采用直径比槽宽小一些的立铣刀,先铣槽的中间部
分,然后利用刀具半径补偿功能铣削槽的两边,直到达到精度要求为止。
33第1章 数控加工基础

4机床的选择
当工件表面的加工方法确定之后,机床的种类也就基本上确定了。但是,每一类机床都有
不同的型式,其工艺范围、技术规格、加工精度、生产率和自动化程度都各不相同,应考虑以下
方面。
(1)机床的类型应与工序划分的原则相适应。数控机床或通用机床适用于工序集中的单
件小批量生产;对于大批量生产,则应选择高效自动化机床和多刀、多轴机床。
(2)机床的主要规格尺寸应与工件的外形尺寸和加工表面的有关尺寸相适应。即小工件
用小规格的机床加工,大工件用大规格的机床加工。
(3)机床的精度与工序要求的加工精度相适应。粗加工工序应选用精度低的机床;精度
要求高的精加工工序,应选用精度高的机床。注意,机床精度不能过低,也不能过高。机床精
度过低,不能保证加工精度;机床精度过高,会增加零件制造成本。应根据零件加工精度要求
合理选择机床。
5加工余量的选择
数控加工的加工余量等于每个中间工序加工余量的总和。工序间加工余量的选择应遵循
有足够的加工余量,加工方法和设备的刚性,以及工件可能发生的变形。过大的加工余量反而
会由于切削抗力的增加而引起工件变形加大,影响加工精度。还应该考虑工件的尺寸和热处
理引起的变形。在保证加工精度的前提下,应尽量采用最小的加工余量总和,以求缩短加工时
间,降低加工费用。
6切削用量的选择
数控加工切削用量的选择应注意的事项如下。
(1)充分保证刀具能加工完一个工件或保证刀具的耐用度不低于一个工作班,最好也不
低于半个班的工作时间。
(2)在机床刚度允许的情况下,尽可能使切削深度等于工件的加工余量。一般进刀量选
为02~05mm。
(3)对于表面粗糙度和精度要求高的零件,应留有足够的精加工余量。数控机床的精加
工余量可以比普通机床小一些。
(4)主轴转速应根据切削速度选择。V=πdn/1000,其中,d(mm)为刀具或工件直径;
V(m/min)为切削速度,由刀具耐用度决定;n(r/min)应根据计算值在机床说明书中选用标
准件。
(5)进给量(进给速度)f(mm/min或mm/r)一般取20~50mm/min。当加工精度及表面
粗糙度要求高时,进给量应选择小一些,最大进给量则受机床刚度和进给系统的性能限制,并
与脉冲当量有关。用硬质合金刀具高速切削钢件时,进给量不能过小,小于一定限度时实际表
面粗糙度反而加大,这是由于圆弧刃的切削厚度变化所致。
7对刀点与换刀点的选择
对刀点与换刀点的确定是数控加工工艺分析的重要内容之一。对刀点是数控加工的刀具
43 数控加工技术与编程

相对零件运动的起点,又称起刀点,也就是程序运行的起点。对刀点选定后,即确定了机床坐
标系与零件坐标系之间的相对位置关系。
刀具在机床上的位置是由刀位点的位置表示的。刀位点是指在加工程序编制中用以表示
刀具特征的点,也是对刀和加工的基准点。不同的刀具,刀位点不同。对于平头立铣刀、端铣
刀类刀具,刀位点为其底面中心;对于钻头,刀位点为钻尖;对于球头铣刀,则为球心;对于车
刀、镗刀类刀具,刀位点为其刀尖。对刀点找正的准确度将直接影响加工的精度,对刀时,应使
刀位点与对刀点一致。
对刀点的选择原则,主要是考虑对刀点在机床上对刀方便,便于观察和检测;编程时便于
数学处理和有利于简化编程。对刀点可选在零件或夹具上。为提高零件的加工精度,减少对
刀误差,对刀点应尽量选在零件的设计基准或工艺基准上。例如以孔定位的零件,应将孔的中
心作为对刀点;而对车削加工,则通常将对刀点设在工件外端面的中心上。
对数控车床、镗铣床、加工中心等多刀加工的数控机床,在加工过程中需要换刀,故编程时
应考虑不同工序之间的换刀位置(即换刀点)。为了避免换刀时刀具与工具及夹具发生干涉,
换刀点应设在工件外部。
8数控工艺文件的填写
(1)数控加工工序卡片
工序卡片是编制数控加工程序的主要依据,是操作人员配合数控程序进行数控加工的主
要指导性文件。它主要包括:工步顺序、工步内容、各工步所用刀具及切削用量等。
(2)数控加工刀具卡片
刀具卡片是组装刀具和调整刀具的依据,它包括刀具号、刀具名称、刀柄型号、刀具直径和
长度等。
(3)数控加工进给路线图
进给路线(走刀路线)图主要反映加工过程中刀具的运动轨迹,其作用是一方面方便编程
人员编程,另一方面帮助操作人员了解刀具的进给轨迹,以便确定夹紧位置和夹紧元件的高
度。
14 成组工艺和CAPP简介
141 成组技术
1基本概念
众所周知,传统的中小批量生产方式存在产量小、生产准备工作量大、生产效率低,以及不
利于生产的协调计划、组织管理等缺陷。为了克服中小批量生产的上述缺陷,人们对这种生产
类型进行了大量的研究。统计分析表明,任何一种机器产品中的组成零件都可以分为专用件、
相似件和标准件三大类。在一般产品中,相似件出现的概率高达65%~70%。因此,如果能
充分利用这一特点,就可以将那些看似孤立的零件按相似性原理划分为具有共性特征的一组,
53第1章 数控加工基础

在加工中以群体为基础集中对待,从而有可能将多品种小批量生产转化为类似大批量生产类
型。利用零件的相似性原理,将零件分类成组,就是成组技术生产的基本出发点。
成组技术(GroupTechnology,GT)是用科学的方法将企业生产的多种产品、部件和零件,
按照特定的相似性准则(分类系统)分类归组,并在分类的基础上完成产品生产的各个环节,从
而实现产品设计、工艺制造和生产管理的合理化和科学化。以相似产品零件的“叠加批量”取
代原来的单一品种批量,采用近似于大批量生产中的高效工艺、设备及生产组织形式进行生
产,从而提高生产率和经济效益。
随着计算机技术和数控技术的应用与发展,成组技术也已成为计算机辅助工艺规程设计
(CAPP)、柔性制造系统(FMS)和计算机集成制造系统(CIMS)的基础。
2成组加工工艺的制定
对零件进行分类成组是实施成组技术的关键。
(1)对零件分类编码
制造企业可以根据具体情况选用合适的系统对零件进行分类编码。编码方法有手工编码
和计算机辅助编码两种。手工编码是根据编码法则,对照零件图用手工方式逐一编出各码位
的代码。显然,手工编码的效率低,劳动强度大,而且容易出错。现在较好的方法是采用计算
机辅助编码,有问答式和菜单式两种方法。利用计算机编码效率高,出错率低,因而能减轻编
码人员的劳动强度,并避免许多人为的编码错误。
对零件分类编码完成后,需根据其结构特征和工艺特征的相似性进行分类成组,目前常用
的划分零件组(族)的方法如下。
① 试检法
试检法是由有经验的工艺师根据零件图样或实际零件及制造过程,直观地凭经验判断零
件的相似性,对零件进行分类成组。这种方法在对零件粗略分类时很有效,例如将零件划分成
回转体类、箱体类、杆件类等,但要对零件进行较细的划分就比较困难。
② 生产流程分析法
这是一种按工艺特征相似性分类的方法。首先根据每种零件的工艺路线卡片列出工艺路
线表,在表上用某一标记表示该零件需在某一机床上加工,然后通过对生产流程的分析、归纳,
整理出具有相似工艺路线的新的工艺路线表,从而方便地得出具有相似工艺路线的零件组,同
时得出加工该零件组的一组机床。生产流程分析法是一种应用很普遍的方法。
③ 编码分类法
这种分类法又细分为特征码位法、码域法和特征位码域法。
我国的JLBM1分类编码系统是由原机械工业部于1985年颁布的实施成组技术的指导
性文件(JB/Z251—85)。JLBM1用15个码位描述零件信息,系统为混合式结构,名称类别分
为回转体和非回转体两大类,各自为数式结构,各类的第3~9位码分别为链式结构,辅助码也
是链式结构,用于各类零件的描述。
(2)制定成组工艺过程
完成对零件分类成组后,接下去的任务是对不同的加工组制定适合组内各零件的成组工
艺过程。
① 复合零件法
63 数控加工技术与编程

又称主样件法,是根据一定的相似零件相似性标准,用编码分组法划分零件设计族,抽出
设计族中的每一个零件的全部功能要素,并将这些要素集中起来,或者从设计族中挑选结构较
复杂的零件为基础,把没有包括进去的其他零件功能要素叠加上去,设计一个假想的零件,也
即复合零件,然后对复合零件标准化,设计实用于全族的通用工艺规程。
② 复合路线法
从分析加工组中各零件的工艺路线入手,从中选出一个工序最多,加工过程安排合理并有
代表性的工艺路线,然后以它为基础,逐个与同组其他零件的工艺路线比较,并把其他特有的
工序按合理的顺序叠加到有代表性的工艺路线上,使之成为一个工序齐全、安排合理、适用于
同组内所有零件的复合工艺路线。
(3)设计成组夹具
成组夹具是推行成组工艺的主要物质基础之一,成组夹具性能的优劣将会影响成组技术
的效果。成组夹具设计是建立在对产品零件进行分析的基础上,分组时应注意对零件的定位
夹紧系统的共性进行充分的研究,以便为成组夹具设计提供依据。一般的做法是,先找出具有
比较典型特征的零件为代表,或人为地描绘出比较典型的代表零件,然后再将代表零件的主要
加工表面加以典型化,或把同组零件的加工表面复合成为代表零件的加工表面,从而把它作为
主要设计对象进行构思。对于成组夹具的有关尺寸,运用统计方法列出范围,作为设计的参
考,在保证可靠的基础上考虑快换、快调的方式方法。
(4)选择机床并确保生产组织形式
成组加工的机床应按工艺路线编制成机床组并做合理布置,机床布置以后,生产组织形式
也就基本确定。成组加工的机床应有良好的精度和刚度,在一定范围内可调,并且生产率高,
调整迅速、方便、准确。值得注意的是,数控机床在成组加工中日益增多,特别是应用零件组的
计算机辅助编程,可以自动编出零件的数控程序,显著提高生产率和加工质量。
142 成组生产的组织形式
成组生产的组织形式有成组单机、成组生产单元、成组生产流水线和柔性制造系统4种。
1成组单机
成组单机加工是把一些工序相同或相似的零件集中在一台机床上加工。它的特点是从毛
坯到产品多数可在同一类型的设备上完成,也可仅完成其中某几道工序的加工。例如转塔车
床、自动车床加工的中小零件,一般属于这种类型。这种组织形式是最初级的形式,最易实现,
但对较复杂的零件需用多台机床完成时,其效果就不显著。值得一提的是,自从出现加工中心
以来,成组单机加工又重新得到重视。
2成组生产单元
成组生产单元是指一组或几组工艺上相似零件的全部工艺过程,由相应的一组机床完成,
该组机床即构成车间的一个封闭的生产单元。其主要特点是由多种类型的机床组成一个封闭
的生产系统,完成一组或多组相似的零件的全部工艺过程,零件不必按批转移工序,减少了工
件在制品数量,缩短了零件的运输路线和时间,提高了设备利用率,并缩短了生产周期等。鉴
73第1章 数控加工基础

于上述优点,成组生产单元得到了广泛应用。
3成组生产流水线
成组生产流水线是成组技术的较高级组织形式。它与一般流水线的主要区别在于生产线
上流动的不是一种零件,而是多种相似零件。对每一种零件来说,它不一定经过线上的每一台
机床加工,所以它能加工的工件种类较多,工艺适应性较大。
4柔性制造系统
柔性制造系统一般是指用一台主机将各台数控机床连接起来,配以物料流与信息流的自
动控制生产系统。它一方面可以进行自动化生产,另一方面又允许对相似零件组中的不同零
件经过少量调整后实现不同工序的加工。这一组织生产的方式代表着现代制造行业的发展方
向。
成组技术是计算机辅助工艺规程设计(CAPP)的基础之一,在成组技术基础上发展起来的
派生法CAPP设计方法,已成为工艺现代化的一种主要方法。另外,成组技术作为一种生产哲
理,对柔性制造技术和集成制造技术的发展产生了深刻的影响。
143 CAPP概述
产品的工艺规程设计是一项需要大量时间和经验的工作。随着产品设计和产品制造中采
用了计算机辅助手段(CAD/CAM),作为连接产品设计和制造的中间环节,工艺规程设计也必
须实现自动化才能与之适应。计算机技术的发展,为工艺领域中实现工艺设计自动化提供了
可能;而成组技术的实施,则为工艺设计的自动化奠定了技术基础。
通过向计算机输入被加工零件的原始数据、加工条件和加工要求,由计算机自动进行编
码、编程直至最后形成经过优化的工艺规程卡片的过程,称为计算机辅助工艺规程设计
(CAPP)。
CAPP可根据某一给定零件的特点自动生成加工工序,编制工艺卡片。CAPP的实现解决
了工艺过程设计中的多样性问题,减少了工艺师的重复劳动,有利于实现标准化和工艺过程的
优化,保证工艺设计的质量。
CAPP最初的低级形式仅是用于工艺规程的检索和管理,即利用计算机储存已有的单独
工艺,需要时向计算机查询和检索。在成组技术的基础上,CAPP逐步发展成通过修改、编辑
功能,在已有的标准工艺过程的基础上生成新零件的工艺工程的实用技术。
目前的CAPP系统,按照其基本原理和方法可以分为派生法和创成法两种基本类型。
1派生法原理
派生法工艺规程设计是建立在成组技术基础上的,它利用零件的相似性检索已存入计算
机的标准工艺规程,再加上适当的修改、编辑,生成新的工艺规程。派生法工艺规程需要经过
如下两个步骤。
(1)准备阶段
① 对大量零件进行编码,建立零件特征矩阵。其中,第一维数组表示码位,第二维数组表
83 数控加工技术与编程

示码值。
② 建立零件族特征矩阵。
③ 制定零件族的标准工艺规程。
④ 将上述零件族的特征矩阵和相应的标准工艺规程一一对应地存入计算机。
(2)使用阶段
① 首先将需要进行工艺规程设计的新零件按照同样的编码系统进行编码,然后将这个代
码输入计算机,通过计算机中的零件族检索程序,找到该零件所属的零件族。
② 调出该零件族的标准工艺规程。
③ 根据零件的特殊要求,修改和编辑这个标准的工艺规程,最后生成该零件独立的工艺
规程。
上述步骤都是通过计算机直接进行的。
2创成法原理
创成法是另一种类型的CAPP。它并不以原有的工艺规程为基础,即计算机中并没有预
先存入“标准工艺规程”,而是在计算机软件系统中收集了大量的工艺数据和加工知识,并在此
基础上建立了一系列决策逻辑,形成了工艺数据库。因此,它可以直接根据输入的图形和加工
信息,模仿工艺人员,应用各种工艺决策逻辑规则,在无人干预的条件下自动生成零件的工艺
规程。
从理论上讲,创成法工艺设计系统是一个完备的、高级的系统,它拥有工艺设计所需要的
全部信息,在其软件系统中包含了全部决策逻辑,因此使用极为方便。但是,由于工艺设计中
所涉及的因素多且复杂,因此开发完全自动生成工艺规程的创成法系统,还存在许多技术上的
困难。
目前,用派生法生成的工艺规程方法已经比较成熟,应用十分广泛,现有的大部分CAPP系统都属于这种类型。所谓半创成式CAPP系统是一种以派生法为主、创成法为辅的,两种方
法相结合的CAPP系统。
3CAPP的意义和应用
随着多品种生产在现代制造业中的主导地位的确立,人们越来越认识到工艺规程设计对
企业成功与否所起的关键作用。一个理想的工艺文件应能保证工厂以最低的成本、最有效的
手段制造出已设计好的产品。它至少能完成以下功能:翻译产品的设计信息,合理地选择加工
基准面,合理地安排加工顺序,选择合适的加工机床和工艺装备(夹具、刀具、量具),确定加工
精度,决定合理的切削用量,组合工步,计算每一工序的工时定额,把上述文件整理成工艺文件
等。
由于企业及产品的多样性和复杂性,目前为了完成上述产品工艺设计过程,企业一般都停
留在手工编制工艺规程和工艺文件阶段,使产品的工艺设计存在着不可避免的缺陷。这主要
表现在效率低和工艺规程缺乏一致性等方面。
为了解决上述问题,适应工厂不断开发新产品、尽量缩短工艺准备周期的要求,在生产中
采用CAPP技术是必然的。采用CAPP技术不仅可以提高设计速度,达到优化设计的目的,而
且可以克服加工工艺的不一致性、质量不稳定性等缺点,从而使设计费、材料费、工时费、刀具
93第1章 数控加工基础

费、管理费、设备费和废品率等得以大幅度的降低;另一方面,还可以缩短生产准备周期,提高
企业活力。因此,CAPP技术给企业带来的效益是相当可观的。
目前,国内外的许多科研机构和工厂已经开发出了许多商业性的CAPP系统。这些
CAPP系统大多用于回转体零件,其次为棱柱形零件和板块类零件,而对非回转体零件则应用
得较少。这主要是由于CAPP所涉及的对象(工艺设计)具有相当的复杂性和模糊性,而且这
些CAPP系统多用于单件小批量生产类型,因为这种生产对用户要求的影响较大,制造任务和
管理工作经常变化,工艺设计需要花费较大的力量,因此使用CAPP的愿望比较迫切。
在CAPP技术的研究和开发中,仍存在许多有待解决的问题。例如,大多数系统的功能和
应用范围小,系统的开发处于低水平的重复阶段,一些最基本的工程问题,例如零件信息的描
述和输入,决策逻辑的汇集,模块化和算法化,各种工程数据库的建立和维护等问题,还没有得
到很好的解决。它们已成为制约CAPP技术发展的因素。探索解决基本工程问题的新途径及
对系统的集成化、智能化研究是目前CAPP技术的发展方向。
15 习题
1机械加工工艺过程通常为什么要划分加工阶段?
2何谓工序集中与工序分散?各有何特点?
3什么是加工余量?加工余量、工序尺寸与公差之间有何关系?
04 数控加工技术与编程

第2章 数控机床基本知识
2.1 数控机床的发展
随着科学技术的飞速发展,机械产品日趋复杂,社会对机械产品的质量和生产率提出了越
来越高的要求。在航空、航天、造船、军工和计算机等工业中,零件的精度高、形状复杂、批量
小、经常改动、加工困难、生产效率低且劳动强度大,质量难以保证。机械加工工艺过程的自动
化和智能化是适应上述发展特点的最重要手段。为解决上述问题,一种灵活、通用、高精度、高
效率的“柔性”自动化生产设备———数控机床应运而生。
1.数控机床发展简史
数控机床就是将加工过程所需的各种操作(例如主轴变速、松夹工件、进刀/退刀、开车/停
车、自动开/停冷却液等)和步骤,以及工件的形状尺寸用数字化的代码表示,通过介质(例如穿
孔纸带、磁盘等)将数字信息送入数控装置,数控装置对输入的信息进行处理和运算,发出各种
控制信号,控制机床的伺服系统或其他驱动元件,使机床自动加工出所需工件。数控机床的诞
生和发展,有效地解决了一系列生产上的矛盾,为单件、小批量精密复杂零件的加工提供了自
动化加工手段。
1952年3月,美国Parsons公司和麻省理工学院(MIT)合作研制成功了世界上第一台三
坐标数控铣床,可以进行直线插补,用于火箭零件制造。在此之后,其他一些国家如德国、英国
和日本都相继开发、生产及使用数控机床,其中日本发展最快。当今世界著名的数控系统厂家
主要有日本的FANUC公司、德国的Siemens公司、美国的AB公司、意大利的Abosza公司等。
数控机床最早出现并使用的是数控铣床。1960年以后,点位控制的数控机床得到了迅速
发展,点位控制的数控系统比轮廓控制的数控系统简单得多。因此,数控钻床、数控冲床、数控
镗床得到了发展。
1959年,美国Keaney&Treckre公司成功开发了具有刀库、刀具交换装置、回转工作台的
数控机床,可以在一次装夹中对工件的多个面进行多工序加工,例如进行钻孔、铰孔、攻螺纹、
镗削、平面铣削等加工。至此,数控机床的新一代类型———加工中心(MachiningCenter)诞生
了,并成为当今数控机床发展的主流。
1974年,微处理器直接应用于数控机床,进一步促进了数控机床的普及、应用和发展。
20世纪80年代初,出现了以1台(或2~3台)加工中心或车削中心为主体、配上工件自
动装卸和监控检验装置的所谓柔性制造单元(FlexibleManufacturingCell,FMC)。FMC可以
集成到柔性制造系统(FlexibleManufacturingSystem,FMS)或更高级的集成制造系统中使用。
当前,FMS正从切削加工向板材冷加工、焊接、装配等领域扩展。FMC和FMS是实现计算机
集成制造系统(ComputerIntegratedManufacturingSystem,CIMS)的基础。
计算机控制(ComputerNumericalControl,CNC)。现代数控系统是采用微处理器或专用

微机的数控系统,由事先存放在存储器里的应用程序(软件)实现控制逻辑,实现部分或全部数
控功能,并通过接口与外围设备进行联结,称为CNC系统,这样的机床一般称为CNC机床。
总之,数控机床是数字控制技术与机床相结合的产物。从狭义的方面看,数控一词就是
“数控机床”的代名词;从广义的范围看,数控技术本身在其他行业中有更广泛的应用,称为广
义数字控制。数控机床就是将加工过程的各种机床动作,由数字化的代码表示,通过某种载体
将信息输入数控系统,控制计算机对输入的数据进行处理,从而控制机床的伺服系统或其他执
行元件,使机床加工出所需要的工件,其过程如图21所示。
图21 数控机床的加工过程
2.数控机床的发展趋势
目前,世界各工业发达国家都把机械加工设备的数控化率作为衡量一个国家工业化水平
的重要标志,竞相发展数控技术。许多国家通过制定特殊的产业政策,从产业组织结构、设备
折旧制度、技术攻关和人才培训等方面引导数控技术的发展。近年来,数控机床的发展特点表
现在以下几个方面。
(1)数控系统的硬件走向通用化、模块化和标准化
近年来美国正在开发的NGC控制器数控系统是个开放式系统。它可根据不同的功能要
求使用PC总线或VHF总线构成多总线和多CPU系统,其基本模块已制作为通用的、标准
的、系列化的产品。数控系统的开发人员可在NGC标准规范指导下,采用不同厂家的软、硬
件模块,组成不同档次的数控系统,以适应各类机床的CNC控制。
(2)利用计算机的软件资源提高数控系统的性能
随着微型计算机的广泛应用,大量的应用软件极大地丰富了以通用微机为基础的系统控
制功能,一些新技术(例如多媒体技术、容错技术、模糊控制技术、人工智能技术等)逐渐被新一
代数控系统采用,主要如下。
① 人工智能图形会话编程,可进行特征造型和工艺数据库基础上的自动编程。
② 引入故障诊断专家系统,实现完善的自诊断和故障监控功能。
③ 完善的误差补偿功能,包括空间几何误差补偿、零点误差补偿和夹具位置误差补偿。
④ 刀具寿命管理、刀具破损综合检测功能等。
(3)新一代伺服驱动装置上大量采用新技术
① 智能化交流伺服驱动装置。
② 无刷直流伺服电机及驱动系统。
③ 双励磁绕组同步电机及其控制装置。这种电机的矢量控制调速系统比交流电机的调
速系统简单得多,其动、静态特性也优于交流调速系统。
24 数控加工技术与编程

2.2 数控机床的组成和工作原理
2.2.1 组成
现代计算机数控机床由程序、输入/输出设备、计算机数控装置、可编程控制器、主轴控制
单元及速度控制单元等部分组成。如图22所示。
图22 数控机床的组成
在数控机床上加工零件时,首先根据零件图纸上的零件形状、尺寸和技术要求确定加工工
艺,然后编制出加工程序。程序必须存储在某种介质上,例如磁带或磁盘等。
1.输入/输出装置
存储介质上记载的加工信息需要输入装置输送给机床数控系统,数控系统中存储的零件
加工程序可以通过输出装置传送到存储介质上。输入/输出装置是机床与外部设备的接口,目
前输入输出装置主要有软盘驱动器、RS232C串行通信口、MDI方式等。
2.数控装置
数控装置是数控机床的核心,它接收输入装置送到的数字化信息,经过数控装置的控制软
件和逻辑电路进行译码、运算和逻辑处理后,将各种指令输出给伺服系统,使设备可以按规定
的动作执行。
数控装置一般有专用数控装置和通用数控装置两种类型。
(1)专用数控装置
专用数控装置简称为NC数控装置,它是根据零件加工功能的要求,采用专用逻辑电路的
方法构成的控制装置。
(2)通用数控装置
通用数控装置简称为CNC数控装置,它是由一台小型或微型计算机作为控制硬件,再配
以适当的接口电路构成的数控装置。将预先设计调试好的控制软件存入计算机,以实现数控
34第2章 数控机床基本知识

机床的控制逻辑和各种控制功能,只要改变控制软件就可以改变控制功能。因此,这种数控装
置的灵活性和通用性很强,现代数控系统大都采用这种数控装置。
3.伺服系统
伺服系统包括伺服驱动电机、各种伺服驱动元件和执行机构等,它是数控系统的执行部
分。它的作用是把来自数控装置的脉冲信号转换成机床移动部件的运动。每一个脉冲信号使
机床移动部件的位移量称为脉冲当量,也称为最小设定单位。常用的脉冲当量为0.001mm/
脉冲。每个进给运动的执行部件都由相应的伺服驱动系统控制,整个机床的性能主要取决于
伺服系统。常用的伺服驱动元件有步进电机、直流伺服电机、交流伺服电机、电液伺服电机等。
4.检测反馈系统
检测反馈装置的作用是对机床的实际运动速度、方向、位移量及加工状态加以检测,把检
测结果转化为电信号反馈给数控装置,通过比较,计算出实际位置与指令位置之间的偏差,并
发出纠正误差指令。测量反馈系统可分为半闭环和闭环两种系统。半闭环系统中,位置检测
主要使用感应同步器、磁栅、光栅、激光测距仪等。
5.机床本体
机床本体是加工运动的实际机械部件,主要包括:主运动部件,进给运动部件(例如工作
台、刀架)和支承部件(例如床身、立柱等),以及冷却、润滑、转位部件(例如夹紧、换刀机械手)
等辅助装置。
2.2.2 工作原理
在数控机床上,工件加工的全过程是由数字指令控制的,在加工前要用指定的数字代码按
照工件图样编制出程序,制成控制介质,输入数控机床中,使之按指令自动加工工件。其工作
原理如图23所示。
图23 数控机床的工作原理
在数控机床上加工零件经过的步骤如下。
44 数控加工技术与编程

1.准备阶段
根据加工零件的图纸,确定有关加工数据(刀具轨迹坐标点、加工的切削量、刀具尺寸等),
根据工艺方案、夹具选用、刀具类型选择等确定有关辅助信息。
2.编程阶段
根据加工工艺信息,用机床数控系统能识别的语言编写数控加工程序(程序就是对加工工
艺过程的描述),并填写程序单。
3.准备信息载体
根据已编好的程序单,将程序存放在信息载体(磁带、磁盘等)上,信息载体上存储着加工
零件所需要的全部信息。目前,随着计算机网络技术的发展,可直接由计算机通过网络与机床
数控系统通信。
4.加工阶段
执行程序时,机床NC系统将程序译码、寄存和运算,向机床伺服机构发出运动指令,以驱
动机床的各运动部件,自动完成对工件的加工。
2.2.3 加工特点
1.加工精度高且加工质量稳定
数控机床的机械传动系统和机构都有较高的精度、刚度和热稳定性。数控机床的加工精
度不受零件复杂程度的影响,零件的加工精度和质量由机床保证,完全消除了操作者的人为误
差。所以,数控机床的加工精度高,加工误差一般能控制在0.005~0.01mm之内,而且同一
批零件的加工一致性好,加工质量稳定。
2.加工生产效率高
数控机床结构刚性好、功率大,能自动进行切削加工,所以能选择较大的、合理的切削用
量,并自动连续完成整个切削加工过程,能大大缩短机加工时间。目前,数控机床的最高进给
速度可达到100m/min以上,最小分辨率达0.01μm。一般来说,数控机床的生产能力约为普
通机床的3倍,甚至更高。数控机床的时间利用率高达90%,而普通机床仅为30%~50%。
3.减轻劳动强度及改善劳动条件
数控机床的加工,除了装卸零件、操作键盘、观察机床运行外,其他机床动作都是按加工程
序要求自动连续地进行的,操作者不需要进行繁重的重复手工操作。所以,它能减轻工人劳动
强度,改善劳动条件。
54第2章 数控机床基本知识

4.对零件加工的适应性强且灵活性好
数控机床能实现多个坐标轴联动,加工程序可按对加工零件的要求而变换,所以它的适应
性和灵活性很强,可以加工普通机床无法加工的形状复杂的零件。
5.有利于生产管理
数控机床加工时,能准确地计算零件的加工工时,并有效地简化刀、夹、量具和半成品的管
理工作。加工程序用数字信息的标准代码输入,有利于与计算机联结,构成由计算机控制和管
理的生产系统。
2.2.4 数控机床与普通机床的区别
数控机床在对操作者的要求、加工精度、加工工艺等方面与普通机床有显著的不同,如表
21所示。
表21 数控机床与普通机床的比较
数 控 机 床 普 通 机 床
操作者可在较短的时间内掌握操作和加工技能
加工精度高、质量稳定,较少依赖操作者的技能水平
编制程序花费的时间较多
加工零件复杂程度高,适合多工序加工
易于加工工艺标准化和刀具管理规范化
适于长时间无人操作和加工自动化
适于计算机辅助生产控制
生产率高
要求操作者有长期的实践经验
高质量、高精度的加工要求操作者具有高的技能水平
适合加工形状简单、单一工序的产品
加工过程要求具有直觉和技巧
操作者以自己的方式完成加工,加工方式多样,很难实现标准化
加工的准备环节必不可少的,例如材料的预去除及夹具的制作等
很难提高加工的专门技术,不利于知识系统化和普及
生产率低,质量不稳定
2.3 数控加工过程控制
2.3.1 加工零件的控制原理
数控机床通过控制刀具相对工件的运动实现对零件的加工。数控装置按加工程序规定的
运动轨迹要求,将刀具对工件的运动分割成最小的位移量,通过不断地向各坐标轴方向输出脉
冲形式的指令,使刀具沿着各坐标轴移动若干个脉冲当量,实现刀具对工件的相对运动,完成
对零件的加工。
数控装置在控制刀具沿零件轮廓加工时,需要用插补运算,即在规定的加工轮廓起点和终
点之间计算出多个中间点的坐标值,以此控制机床各坐标轴的运动。常用的插补运算方法主
要有脉冲增量插补法和数据采样插补法。脉冲增量插补法主要有逐点比较法和数字积分
(DDA)法。逐点比较法是一种由运动偏差产生信息的插补方法,通过不断比较刀具与被加工
零件轮廓之间的相对位置决定刀具的进给,如图24所示。数字积分法是一种由曲线方程产
64 数控加工技术与编程

生运动信息的方法,其基本原理是通过对速度分量进行数字积分确定刀具的位移,使刀具沿着
稳定的轨迹移动。
图24 逐点比较法
2.3.2 数控加工过程中的控制信息流程
数控加工是通过CNC装置,根据零件的加工程序控制数控机床自动完成的。进行零件加
工时,先将编写好的零件程序输入CNC装置,然后根据输入的程序段插补出理想的轨迹,控制
执行部件,加工出需要的零件。每一个加工程序段的处理经过输入、译码、刀具补偿、进给速度
处理、插补、位置控制等信息转换过程。图25是直线加工信息转换流程图。
图25 直线加工信息转换流程图
2.4 数控机床分类
数控机床品种繁多,可以根据数控机床的控制运动方式、伺服系统、工艺用途和功能进行
分类。
2.4.1 按控制运动方式分类
1.点位控制数控机床
点位控制数控机床的数控装置采用控制刀具从某一位置向另一目标点位置移动,对两点
间的移动速度和运动轨迹没有严格要求,但最终能准确到达目标点位置的控制方式。点位控
74第2章 数控机床基本知识

制的数控机床,其刀具在移动过程中不进行加工,而是进行快速空行程定位运动。点位控制系
统如图26所示。
采用点位控制的有数控钻床、数控坐标镗床、数控冲床等,如图27所示。
图26 点位控制系统 图27 数控钻床
2.直线控制数控机车床
这类机床不仅要控制点的准确定位,而且要求刀具(或工作台)以一定的速度沿与坐标轴
平行的方向进行切削加工。直线控制系统如图28所示。
采用直线控制的有简易数控车床、数控镗床等,如图29所示。
图28 直线控制系统 图29 数控车床
3.连续控制数控机床
连续控制系统又称轮廓控制系统,该系统可以对刀具相对于零件的运动轨迹进行连续控制,以
加工出任意斜率的直线、圆弧、抛物线或其他函数关系曲线的零件,轮廓控制系统如图210所示。
这类机床能够对两个或两个以上运动坐标的位移及速度进行连续相关控制,使合成的平
面或空间的运动轨迹能够满足零件轮廓的要求。
84 数控加工技术与编程

图210 轮廓控制系统
该类机床有数控铣床、加工中心等,如图211和图212所示。
图211 数控铣床 图212 加工中心
2.4.2 按伺服系统分类
1.开环控制系统
开环控制系统是指不带反馈的控制系统,即系统没有位置反馈元件,通常用功率步进电机
或电液伺服电机作为执行机构。输入的数据经过数控系统的运算,发出指令脉冲,通过环型分
配器和驱动电路,使步进电机或电液伺服电机转过一个步距角,再经过减速齿轮带动丝杠旋
转,最后转换为工作台的直线移动。如图213所示。
在开环控制系统中,机床没有检测和反馈装置,数控装置发出的信号是单向的。同时,它
不能纠正伺服系统的误差,所以这类机床的加工精度不高。但是这类系统结构简单、调试方
便、工作可靠、稳定性好、价格低廉,因此被广泛用于精度要求不太高的经济型数控机床上。
图213 开环控制系统
94第2章 数控机床基本知识

2.闭环控制系统
闭环控制系统的工作原理是当数控装置发出位移指令脉冲,经电机和机械传动装置使机
床工作台移动时,安装在工作台上的位置检测器就把机械位移变成电压量,反馈到输入端与输
出信号比较,得到的差值经过放大和变换,最后驱动工作台向减少误差的方向移动。
与开环不同的是,闭环控制系统增加了比较电路和反馈装置,可以消除伺服机构中出现的
误差,从而提高了机构精度。因此,它在数控机床,特别是在精度要求高的大型和精密机床上
应用十分广泛。这类机床的特点是精度高、速度快,但调试和维护比较复杂,价格较高。系统
的稳定性是这类机床的主要问题。闭环控制系统如图214所示。
图214 闭环控制系统
3.半闭环控制系统
半闭环控制系统是在开环系统的丝杠上装有角位移测量装置(例如感应同步器和光电编
码器等),通过检测丝杠转角间接检测移动部件的位移,然后反馈到数控系统中,由于惯性较大
的机床移动部件不包括在检测范围之内,因而称为半闭环控制系统,如图215所示。
图215 半闭环控制系统
这类系统的加工精度低于闭环控制系统的加工精度,但其调试比较容易,稳定性也好,在
生产中应用得相当普遍。
2.4.3 按工艺用途分类
数控机床是在普通机床的基础上发展起来的,各种类型的数控机床基本上起源于同类型
的普通机床,按工艺用途分类大致如下。
05 数控加工技术与编程

● 数控车床(NCLathe)。
● 数控铣床(NCMillingMachine)。
● 加工中心(MachineCenter)。
● 数控钻床(NCDrillingMachine)。
● 数控镗床(NCBoringMachine)。
● 数控齿轮加工机床(NCGearHollingMachine)。
● 数控平面磨床(NCSurfaceGrindingMachine)。
● 数控外圆磨床(NCExternalCylindricalMachine)。
● 数控轮廓磨床(NCContourGrindingMachine)。
● 数控工具磨床(NCToolGrindingMachine)。
● 数控坐标磨床(NCJipGrindingMachine)。
● 数控电火花加工机床(NCDiesinkingElectricDischargeMachine)。
● 数控线切割机床(NCWireElectricDischargeMachine)。
● 数控激光加工机床(NCLaserBeamMachine)。
● 数控冲床(NCPunchingPress)。
● 数控超声波加工机床(NCUltrasonicMachine)。
● 其他,如三坐标测量仪等。
其中,加工中心、数控电火花加工机床、数控激光加工机床等新型加工设备的出现,与传统
上的普通机床有明显差别。随着数控技术的发展,数控机床在多功能、高精度、良好的加工能
力方面会有较大的发展,同时带来了数控机床种类的更新与多样化。
2.4.4 按数控装置的功能水平分类
1低档数控机床
又称经济型数控机床,一般由单板机和步进电机组成。其功能简单,价格低,其技术指标
为:脉冲当量0.01~0.005mm,快进速度4~10m/min,开环步进电机驱动,用数码管或简单
CRT显示,主CPU一般为8位或16位。
2中档数控机床
技术指标为:脉冲当量0.005~0.001mm,快进速度15~24m/min,伺服系统为半闭环直
流或交流伺服系统,有较齐全的CRT显示,可显示字符和图形,人机对话,自诊断等,主CPU一般为16位或32位。
3高档数控机床
技术指标为:脉冲当量0.001~0.0001mm,快进速度24~100m/min,伺服系统为闭环的
直流或交流伺服系统,CRT显示除具备中档的功能外,还有三维图形显示等,主CPU一般为
32位或64位。
15第2章 数控机床基本知识

2.4.5 数控机床型号编制
1.以机床的通用特性代号表示
根据金属切削机床型号编制方法(GB/T15375—94)的规定,在类代号之后加字母K,H表示。其中,K(读“控”)表示数控,H表示加工中心(自动换刀,读“换”)。例如,型号CK6130表示数控车床,XK5025表示数控铣床,XH714表示铣削类加工中心;J用于表示经济型,如
CJK6153表示经济型数控车床。
2.英文的含义表示
以英文字母的缩写表示。例如,VMC40表示立式加工中心,VMC为英文立式加工中心
的缩写;FMC1000表示柔性制造单元的缩写。
3.以企业名称的拼音字母表示
例如,ZK400表示镇江机床厂生产的数控机床;ZHSK63表示大连组台机床研究所生产
的数控机床。
2.4.6 常用数控系统简介
1.日本的FANUC系统
FANUC系统是最成功的CNC系统之一,具有高可靠性及完整的质量控制体系,其故障
率低,操作简便,易于故障的诊断和维修,在我国市场的占有率是最高的。FANUC现有0D系
列和0C系列、Powermate系列和0i系列。其中,0TD用于车床,0MD用于铣床和小型加工
中心。如果仅用于一般的数控车床,订购0TD系统较为合理;如果需要一些特殊功能,就应
选择0TC或更高一级的系统;如果用在配置低档的数控车床上,选择Powermate0较为经
济。
2.德国的Siemens系统
德国Siemens公司是欧洲生产数控系统的主要厂家,目前推出的控制系统主要有840D,
810D,840C,802S,802C,802D等。Siemens系统采用模块化结构设计,经济性好,具有优良的
机床使用性,具有与上一级计算机通信的功能,易于进入柔性制造系统,并且编程简单,操作方
便。
3.法国的NUM系统
该系统主要有1020,1040,1050,1060系列。NUM系统考虑到数控系统与外部的联系方
便,把与外界联系的所有功能模块制作成可插接的小模块,便于用户将来的维护,具体分为轴
模块、光纤处理模块、内存模块、电源模块等。
25 数控加工技术与编程

4.美国的AllenBradley系统
简称AB系统,该系统主要有8200,8400系列。AB系统采用模块化结构,可扩展性好;
备有特殊的服务软件,可调整机床参数;带有内装的PLC。
5.其他系统
目前国内所用的进口系统还有日本的三菱系统、西班牙的Fagor系统等。国内系统主要
有北京数控设备厂(BESK)的BS系统,沈阳系统,广州系统,华中系统及辽宁精密仪器厂的LJ系统。
2.5 习题
1数控机床是由哪些部分组成?
2简述在数控机床上加工零件的步骤。
3简述数控机床的特点。
4按伺服系统和控制运动方式,数控机床可分为哪几类?
5简述开环、闭环和半闭环控制系统的区别。
35第2章 数控机床基本知识

第3章 数控机床的编程基础
3.1 数控机床的坐标系
在数控机床上加工零件时,在确定的坐标系中才能按规定的程序进行加工。为了便于编
程时描述机床的运动,应简化程序的编制方法并保证同类数控机床的数据具有互换性。ISO标准对数控机床的坐标系和运动方向做了统一规定,公布了ISO841标准。我国机械工业部
于1982年颁布了JB3051—82数字控制机床坐标和运动方向的命名标准,与ISO841标准等
效,各数控系统程序设计均以此为基础。
1.刀具相对于静止工件而运动的原则
数控机床加工工件时,有的机床是刀具移动,它靠近或远离被固定的工件;有的机床是工
件移动,它靠近或远离刀具。不论哪一种机床,都看做是相对于静止的工件的坐标系,即刀具
移动。这样,在编程时只要依据零件图纸就能够确定机床加工过程。
2.标准坐标系的规定
图31 右手直角笛卡儿坐标系
在数控机床中,机床直线运动的坐标轴x、y、z由右手直角笛卡儿坐标系确定。如图31所示,右
手的大拇指、食指和中指互相正交,大拇指的指向作
为x轴的正方向,食指的指向作为y轴的正方向,中
指的指向作为z轴的正方向。另外,以x,y,z坐标
轴线或以与x,y,z坐标轴线平行的坐标轴线为中心
旋转的坐标轴,分别称为A,B,C坐标轴。
A,B,C3个坐标轴的正方向根据右旋定律确定。
所谓右旋定律是,当拧紧螺丝时,以右手大拇指指向螺丝的前进方向,其余4指握住螺丝。大拇指的
指向即表示旋转坐标轴的正方向。如图31所示,当工件运动时,坐标的正方向用x,y,z表示。
3.数控机床运动部件运动方向的规定
机床规定运动部件的运动正方向是增大刀具与工件之间距离的方向。
(1)z轴的运动
产生的切削动力的轴称为z轴。例如,铣床、镗床等机床转动刀具的轴为主轴,而车床和
磨床则以转动工件的轴称为主轴。在标准坐标系中,始终与主轴平行的坐标轴规定为z轴。
(2)x轴的运动
x轴一般平行于工件的装夹表面。例如,像刨床一样刀具和工件都不旋转的情况,规定切
削方向为x轴的正方向;像车床和磨床一样工件旋转的情况,则垂直于工件旋转轴线的方向

规定为x轴的正方向。
(3)y轴的运动
通过上述方法确定了z轴和x轴以后,按右手定律,食指所指的方向即为y轴的方向。
(4)数控机床坐标系原点
按以上规定确定了坐标轴x,y,z和旋转轴A,B,C,其坐标原点由机床制造厂商根据具
体情况确定。机床坐标原点也称为机械原点,它是由每次启动机床后,通过回机械原点而定
的,也就是机床坐标轴依次走到机床正方向的一个极限位置。这个极限位置是机床装配完成
后确定的一个固定位置。机床的3个坐标轴到达此位置时就是机床坐标系的原点。
(5)工件坐标系原点
工件坐标系原点的位置是任意设定的,由它在工件装夹完毕后通过对刀确定的。它是相
对于机械原点的另一个坐标系。这个坐标系的原点称为工件原点,或称为编程原点。
(6)绝对值编程和增量值编程
绝对值编程是根据预先设定的工件编程原点计算出绝对值坐标尺寸进行编程的方法。绝
对值编程时使用地址x,y,z。
增量值编程是根据与前一个位置的坐标值增量表示位置的一种方法。某些数控机床的增
量值编程用地址U,V,W。
3.2 数控编程的方法和内容
3.2.1 数控编程方法
数控机床是按照事先编制好的零件加工程序自动地对工件进行加工的高效自动化设备。在数
控编程之前,编程人员首先应了解所用数控机床的规格、性能、数控系统所具备的功能及编程指令
格式等。编制程序时,应先对图纸规定的技术要求,零件的几何形状、尺寸及工艺要求进行分析,确
定加工方法和加工路线,再进行数学计算,以获得刀位数据。然后按数控机床规定的代码和程序格
式,将工件的尺寸、刀具运动中心轨迹、位移量、切削参数及辅助功能(换刀、主轴正反转、冷却液开关
等)编制成加工程序并输入数控系统,由数控系统控制数控机床自动进行加工。
数控机床所使用的程序是按一定的格式并以代码的形式编制的,一般称为“加工程序”。
目前,零件的加工程序编制方法主要有以下3种。
1.手工编程
手工编程指利用一般的计算工具,通过各种数学方法,人工进行刀具轨迹的运算,并进行
指令编制。这种方式比较简单,也容易掌握,适应性较大,适用于中等复杂程度的程序,以及计
算量不大的零件编程。对机床操作人员来说,必须掌握。
2.自动编程
自动编程指利用通用的微机及专用的自动程序软件,以人机对话方式确定加工对象和加
工条件,自动进行运算和生成指令。对形状简单(轮廓由直线或圆弧组成)的零件,手工编程是
可以满足要求的,但对于曲线轮廓、三维曲面等复杂型面,一般须采用计算机自动编程。目前,
55第3章 数控机床的编程基础

中小企业普遍采用这种方法编制较复杂的零件加工程序,效率高,可靠性好。专用软件多为在
开放式操作系统环境下,在微机上开发的,成本低、通用性强。
3.CAD/CAM
利用CAD/CAM系统可以进行零件的设计、分析和加工编程。该方法适用于制造业中
CAD/CAM集成系统,目前正被广泛应用。
本书主要介绍手工编程方法。手工编程的一般方法是,分析工件的零件图和技术要求,确
定工艺路线,计算刀具轨迹坐标,用数控代码编制程序,如图32所示。
图32 程序编制的一般步骤
3.2.2 程序代码
国际标准化组织(ISO)在数控技术方面制定了一系列相应的国际标准,各国也根据各自
的实际情况制定了国家标准,这些标准是数控加工编程的基本原则。在数控加工编程中常用
的标准主要如下。
● 数控纸带的规格。
● 数控机床坐标轴和运动方向。
● 数控编程的编码字母。
● 数控编程的程序段格式。
● 数控编程的功能代码。
国际上通用的代码是EIA(美国电子工业协会)和ISO(国际标准化协会)代码,代码包括数字码
(0~9)、文字码(A~Z)和符号码。目前广泛采用8位单位标准穿孔纸带作为数控系统的控制介质,
纸带的规格如图33所示。当代码以穿孔纸带为表现形式时,其含义如表31和表32所示。
图33 8单位标准穿孔纸带
65 数控加工技术与编程

表31 ISO编码字符
代 码 孔
8 7 6 5 4 3 2 1代码符号 定 义
〇 〇 。 0 数字0
〇 〇 〇 。 〇 1 数字1
〇 〇 〇 。 〇 2 数字2
〇 〇 。 〇 〇 3 数字3
〇 〇 〇 。 〇 4 数字4
〇 〇 。 〇 〇 5 数字5
〇 〇 。 〇 〇 6 数字6
〇 〇 〇 。 〇 〇 〇 7 数字7
〇 〇 〇 〇 。 8 数字8
〇 〇 〇 。 〇 9 数字9
〇 。 〇 A 绕着x轴的转角
〇 。 〇 B 绕着y轴的转角
〇 〇 。 〇 〇 C 绕着z轴的转角
〇 。 〇 D 第3进给速度机能
〇 〇 。 〇 〇 E 第2进给速度机能
〇 〇 。 〇 〇 F 进给速度机能
〇 。 〇 〇 〇 G 准备机能
〇 〇 。 H 永不指定
〇 〇 〇 。 〇 I 沿x坐标圆弧起点对圆心值
〇 〇 〇 。 〇 J 沿y坐标圆弧起点对圆心值
〇 〇 。 〇 〇 K 沿z坐标圆弧起点对圆心值
〇 〇 〇 。 〇 L 永不指定
〇 〇 。 〇 〇 M 辅助机能
〇 〇 。 〇 〇 N 序号
〇 〇 〇 。 〇 〇 〇 O 不用
〇 〇 。 P 平行于x轴的第3坐标
〇 〇 〇 。 〇 Q 平行于y轴的第3坐标
〇 〇 〇 。 〇 R 平行于z轴的第3坐标
〇 〇 。 〇 〇 S 主轴速度机能
〇 〇 〇 。 〇 T 刀具机能
〇 〇 。 〇 〇 U 平行于x轴的第2坐标
〇 〇 。 〇 〇 V 平行于y轴的第2坐标
〇 〇 〇 。 〇 〇 〇 W 平行于z轴的第2坐标
〇 〇 〇 〇 。 X x轴方向的主运动坐标
〇 〇 〇 。 〇 Y y轴方向的主运动坐标
75第3章 数控机床的编程基础

续表
代 码 孔
8 7 6 5 4 3 2 1代码符号 定 义
〇 〇 〇 。 〇 Z z轴方向的主运动坐标
〇 〇 。 〇 〇 . 小数点(句号)
〇 〇 。 〇 〇 + 加/正
〇 〇 。 〇 〇 - 减/负
〇 〇 〇 。 〇 乘
〇 〇 〇 。 〇 〇 〇 / 省略/除
〇 〇 〇 。 〇 , 逗号
〇 〇 〇 〇 。 〇 〇 = 等号
〇 〇 。 ( 左圆括号/控制暂停
〇 〇 〇 。 〇 ) 右圆括号/控制恢复
〇 。 〇 $ 单元符号
〇 〇 〇 。 〇 : 对准功能/选择(或计划)倒带停止
〇 。 〇 NLorLF 程序段结束,新行或换行
〇 〇 。 〇 〇 % 程序开始
〇 。 O HT 制表或分隔符号
〇 〇 。 〇 〇 CR 滑座返回(仅对打印机适用)
〇 〇 〇 〇 〇 。 〇 〇 〇 DEL 注销
〇 〇 。 SP 空格
〇 〇 。 BS 反绕(退格)
。 NUL 空白纸带
〇 〇 〇 。 〇 EM 载体终了
表32 EIA编码字符
代 码 孔
8 7 6 5 4 3 2 1代码符号 定 义
〇 。 0 数字0
。 〇 1 数字1
。 〇 2 数字2
〇 。 〇 〇 3 数字3
。 〇 数字4
〇 。 〇 〇 5 数字5
〇 。 〇 〇 6 数字6
。 〇 〇 〇 7 数字7
〇 。 8 数字8
〇 〇 。 〇 9 数字9
85 数控加工技术与编程

续表
代 码 孔
8 7 6 5 4 3 2 1代码符号 定 义
〇 〇 。 〇 A 绕着x轴的转角
〇 〇 。 〇 B 绕着y轴的转角
〇 〇 〇 。 〇 〇 C 绕着z轴的转角
〇 〇 。 〇 D 第3进给速度机能
〇 〇 〇 。 〇 〇 E 第2进给速度机能
〇 〇 〇 。 〇 〇 F 进给速度机能
〇 〇 。 〇 〇 〇 G 准备机能
〇 〇 〇 。 H 输入(或引入)
〇 〇 〇 〇 。 〇 I 不用
〇 〇 。 〇 J 没有被指定
〇 〇 。 〇 K 没有被指定
〇 。 〇 〇 L 不用
〇 〇 。 〇 M 辅助机能
〇 。 〇 〇 N 序号
〇 。 〇 〇 O 不用
〇 〇 。 〇 〇 〇 P 平行于x轴的第3坐标
〇 〇 〇 。 Q 平行于y轴的第3坐标
〇 〇 。 〇 R 平行于z轴的第3坐标
〇 〇 。 〇 S 主轴速度机能
〇 。 〇 〇 T 刀具机能
〇 〇 。 〇 U 平行于x轴的第2坐标
〇 。 〇 〇 V 平行于y轴的第2坐标
〇 。 〇 〇 W 平行于z轴的第2坐标
〇 〇 。 〇 〇 〇 X x轴方向的主运动坐标
〇 〇 〇 。 Y y轴方向的主运动坐标
〇 〇 。 〇 Z z轴方向的主运动坐标
〇 〇 〇 。 〇 〇 . 小数点(句号)
〇 〇 〇 。 + 加
〇 。 - 减
〇 〇 。 〇 乘
〇 〇 。 〇 / 省略/除
〇 〇 〇 。 〇 〇 , 逗号
〇 。 〇 〇 = 等号
〇 〇 。 〇 ( 左圆括号
〇 〇 〇 〇 。 〇 ) 右圆括号
95第3章 数控机床的编程基础

续表
代 码 孔
8 7 6 5 4 3 2 1代码符号 定 义
〇 〇 〇 。 〇 〇 $ 单元符号
〇 〇 。 〇 : 选择(或计划)倒带停止
〇 。 〇 〇 STOP(ER) 纸带倒带停止
〇 〇 〇 。 〇 〇 TAB 制表或分隔符号
〇 。 CR 程序段结束
〇 〇 〇 〇 。 〇 〇 〇 DELETE 注销
〇 。 SPACE 空格
EIA代码和ISO代码的主要区别在于,EIA代码每行孔数为奇数,其第5列为补奇位;
ISO代码每行孔数为偶数孔,其第8列为补偶列。补奇或补偶的作用是判别纸带的穿孔是否
有错。
3.2.3 程序结构
加工程序由若干程序段组成,而程序段由一个或若干个指令字组成,指令字代表某一信息
单元。每个指令字由地址符和数字组成,它代表机床的一个位置或一个动作。每个程序段结
束处应有EOB或CR,表示该程序段结束转入下一个程序段。地址符由字母组成,每一个字
母、数字和符号都称为字符。
表33给出了常用地址符的含义。
表33 常用地址符及其含义
功 能 代 码 备 注
程序号 O 程序号
程序段序号 N 顺序号
准备功能 G 定义运动方式
坐标地址
X,Y,ZA,B,C,U,V,W
RI,J,K
轴向运动指令
附加轴运动指令
圆弧半径
圆心坐标
进给速度 F 定义进给速度
主轴转速 S 定义主轴转速
刀具功能 T 定义刀具号
辅助功能 M 机床的辅助动作
偏置号 H,D 偏置号
子程序号 P 子程序号
重复次数 L 子程序的循环次数
参数 P,Q,R 固定循环参数
暂停 P,X 暂停时间
06 数控加工技术与编程

程序段格式是指令字在程序中排列的顺序,不同数控系统具有不同的程序段格式。如果
格式不符合规定,数控系统就会报警、不运行。常见的程序段格式如下。
1 2 3 4 5 6 7 8 9 10 11
N G
X
U
Q
Y
V
P
Z
W
R
I J K
RF S T M LF
顺序号
准备功能
坐 标 字
进给功能
主轴功能
刀具功能
辅助功能
结束符号
(1)程序段序号
简称顺序号,通常用4位数字表示,即00009999,在数字前还冠有标识符号N,例如
N0001。
(2)准备功能
简称G功能,它由表示准备功能地址符G和两位数字所组成,G功能代号已标准化。
(3)坐标字
由坐标地址符和数字组成,按一定的顺序进行排列,各组数字必须具有作为地址代码的字
母(例如X,Y等)开头。各坐标轴的地址按下列顺序排列:
X,Y,Z,U,V,W,Q,R,A,B,C,D,E其中,数字的格式和含义如下。例如,
X50.X50.0 沿x轴移动50mmX50000
(4)进给功能F由进给地址符F和数字组成,数字表示所选定的进给速度,一般为4位数字码,单位一般
为mm/min或mm/r。
(5)主轴转速功能S由主轴地址符S和两位数字组成,数字表示主轴转数,单位为r/min。
(6)刀具功能T由地址符T和数字组成,用于指定刀具的号码。
(7)辅助功能
简称M功能,由辅助操作地址符M和两位数字组成。M功能的代码已标准化,其ISO国
际标准见表31。
(8)程序段结束符号
列在程序段的最后一个有用的字符之后,表示程序段的结束。
需要说明的是,数控机床的指令格式在国际上有很多格式标准规定,并不完全一致。随着数
控机床的发展,不断改进和创新,其系统功能更加强大和使用方便,但在不同数控系统之间,程序
格式上存在一定的差异,因此,具体掌握某一数控机床时应仔细了解其数控系统的编程格式。
16第3章 数控机床的编程基础

3.2.4 常用指令含义
以下以FANUC系统的常用指令为例,介绍常用的指令。
1.准备功能
准备功能又称G功能或G代码,它是使机床或数控系统建立起某种加工方式的指令。G代码分为模态代码(又称续数代码)和非模态代码。例如,G01为模态代码,该代码出现后一直
有效,直到出现同组的另一个代码(例如G02)时才失效;G04(暂停功能码)为非模态代码,该
代码只有在写有该代码的程序段中才有效;“不指定”代码用于将来修改标准时指定新功能;
“永不指定”代码指的是即使修改标准时,也不指定新的功能。后两类代码可由机床的设计者
根据需要定义新的功能,但必须在机床说明书中说明。表34给出了G代码。
表34 准备功能G
代码
代 码
功 能 保 持 到
被 取 消 或 被
同 样 字 母 表
示 的 程 序 指
令所代替
功 能 仅
在 所 出
现 的 程
序 段 内
有作用
功 能 代 码
功 能 保 持 到
被 取 消 或 被
同 样 字 母 表
示 的 程 序 指
令所代替
功 能 仅
在 所 出
现 的 程
序 段 内
有作用
功 能
G00 a 点定位 G50 #(d) # 刀具偏置0/ -G01 a 直线插补 G51 #(d) # 刀具偏置+/ 0G02 a 顺时针方向圆弧插补 G52 #(d) # 刀具位置-/ 0G03 a 逆时针方向圆弧插补 G53 f 直线偏移,注销
G04 a 暂停 G54 f 直线偏移 xG05 # # 不指定 G55 f 直线偏移 yG06 a 抛物线插补 G56 f 直线偏移 zG07 # # 不指定 G57 f 直线偏移x yG08 加速 G58 f 直线偏移 xzG09 减速 G59 f 直线偏移y z
G10~G16 # # 不指定 G60 h 准确定位1 (精)
G17 c xy平面选择 G61 h 准确定位2 (中)
G18 c zx平面选择 G62 h 快速定位(粗)
G19 c yz平面选择 G63 攻丝
G20~G32 # # 不指定 G64~G67 # # 不指定
G33 a 螺纹切削,等螺距 G68 #(d) # 刀具偏置,内角
G34 a 螺纹切削,增螺距 G69 #(d) # 刀具偏置,外角
G35 a 螺纹切削,减螺距 G70~G79 # # 不指定
G36~G39 # # 永不指定 G80 e 固定循环注销
G40 d 刀具补偿/刀具偏置注销 G81~G89 e 固定循环
G41 d 刀具补偿左 G90 j 绝对尺寸
G42 d 刀具补偿右 G91 j 增量尺寸
G43 #(d) # 刀具偏置正 G92 预置寄存
G44 #(d) # 刀具偏置负 G93 k 时间倒数,进给率
26 数控加工技术与编程

续表
代 码
功 能 保 持 到
被 取 消 或 被
同 样 字 母 表
示 的 程 序 指
令所代替
功 能 仅
在 所 出
现 的 程
序 段 内
有作用
功 能 代 码
功 能 保 持 到
被 取 消 或 被
同 样 字 母 表
示 的 程 序 指
令所代替
功 能 仅
在 所 出
现 的 程
序 段 内
有作用
功 能
G45 #(d) # 刀具偏置+/+ G94 k 每分钟进给
G46 #(d) # 刀具偏置+/- G95 k 主轴每转进给
G47 #(d) # 刀具偏置-/- G96 I 恒线速度
G48 #(d) # 刀具偏置-/+ G97 I 每分钟转数(主轴)
G49 #(d) # 刀具偏置0/+ G98~G99 # # 不肯定
注:(1)#号表示若选作特殊用途必须在程序格式说明中说明。
(2)如果在直线切削控制中没有刀具补偿,则G43~G52可指定为其他用途。
(3)字母(d)表示可以被同栏中没有括号的字母d所注销或代替,亦可被有括号的字线(d)所注销或代替。
(4)G45~G52的功能可用于机床上任意两个预定的坐标。
(5)控制机上没有G53~G59,G63功能时,可以指定为其他用途。
(1)绝对坐标指令和相对坐标指令(G90,G91)
表示运动轴的移动方式。使用绝对坐标指令G90,程序中的位移量用刀具的终点坐标表
示;相对坐标指令(G90)用刀具运动的增量表示。如图34所示,刀具从A 点到B点的移动,
用以上两种方式的编程分别表示如下。
格式 G90 X80.0 Y150.0;
G91 X120.0 Y90.0;
(2)坐标系设定指令(G92)
在使用绝对坐标指令编程时,预先要确定工作坐标系,用G92可以设定当前工作坐标系,
该坐标系在机床重新开机后消失,如图35所示。
格式 G92 X Y Z ;
例 G92 X150.0Y300.0Z200.0;
图34 绝对坐标指令和相对坐标指令 图35 工件坐标的设定
(3)工作坐标系选取指令(G54~G59)
一般数控机床可以预先设定6个(G54~G59)工作坐标系存储在机床存储器内,在机床重
新开机时仍然存在,在程序中可以分别选取其中之一使用。
G54用于确定工作坐标系1。
G55用于确定工作坐标系2。
36第3章 数控机床的编程基础

G56用于确定工作坐标系3。
G57用于确定工作坐标系4。
G58用于确定工作坐标系5。
G59用于确定工作坐标系6。
这6个坐标系皆以机床原点为参考点,分别以各自与机床原点的偏移量表示,需要提前输
入机床内部,如图36所示。
(4)平面选择指令(G17,G18,G19)
在3坐标机床上加工时,如果进行圆弧插补,应规定加工所在的平面,用G代码可以进行
平面选择,如图37所示。
G17 xy平面
G18 xz平面
G19 yz平面
其中,G17在使用时可以省略。
(5)快速定位指令(G00)
图36 工作坐标系的设定 图37 平面的选择
刀具从当前位置快速移动到的切削开始前的位置,在切削完了之后快速离开工件。该指
令一般在刀具非加工状态的快速移动时使用,只是快速到位,其运动轨迹因具体的控制系统不
同而异,进给速度F对G00指令无效,如图38所示。
格式 G00X Y Z ;
例 G90G00X40.0Y20.0F100;
(6)直线插补指令(G01)
刀具作两点间的直线运动加工时用该指令,G01指令表示刀具从当前位置开始,以给定的
速度(切削速度F)沿直线移动到规定的位置。
格式 G01X Y Z F ;
例 G01X40.0Y20.0F100;如图39所示。
其中,G01和F指令都是续效指令,即一直有效直到改变为止。
46 数控加工技术与编程

图38 快速定位 图39 直线插补
(7)圆弧插补指令(G02,G03)
圆弧插补指令,G02为顺时针加工,G03为逆时针加工。刀具进行圆弧插补时,必须规定
所在平面,然后再确定回转方向,如图310所示,沿圆弧在平面(例如xy平面)的另一坐标轴
的负方向(-z)看去,顺时针方向为G02,逆时针方向为G03。
格式
G17 G02 Y Y R F ;
G03 I JG18 G02 X Z R F ;
G03 I KG19 G02 Y Z R F ;
G03 J K
图310 圆弧顺、逆时针方向
其中,X,Y,Z表示圆弧终点坐标,也可以用绝对值,也可以用增量值,由G90或G91指定。I,
J,K分别为圆弧的始点到中心的x,y,z轴方向的增量,见图311。
图311 圆弧的始点到中心的x,y,z轴方向的增量
56第3章 数控机床的编程基础

(8)暂停功能(G04)
暂停指令G04可使刀具作短时间无进给加工,或机床空运转使加工表面降低表面粗糙度。
格式 G04X1.6或G04 P1600;
其中,1.6或1600表示1.6s,G04为非续效指令。
(9)自动机床原点返回指令(G28)
机床原点是机床各移动轴正向移动的极限位置。例如,刀具交换时常用到z轴参考点的
返回,如图312所示。
格式 G90G28X500.0Y350.0;
该指令表示刀具经过中间点坐标返回机床原点。
(10)刀具半径补偿指令
① 刀具半径补偿指令(G40,G41,G42)
在编制轮廓切削加工场合,一般以工件的轮廓尺寸为刀具轨迹编程,这样编制加工程序简单,
即假设刀具中心运动轨迹是沿工件轮廓运动的,而实际的刀具运动轨迹应与工件有一个偏移量(即
刀具半径),如图313所示。利用刀具半径补偿功能可以方便地计算出实际刀具中心轨迹,机床可
以自动判断补偿的方向和补偿值,自动计算出实际刀具中心轨迹,并按刀具中心轨迹运动。
图312 刀具移动轨迹 图313 刀具的半径补偿图
G40为刀具补偿取消指令,G41为刀具左补偿指令,G42为刀具右补偿指令。左补偿指令
G41是沿着刀具前进的方向观察,刀具偏工件轮廓的左边,而G42则偏右边,如图314所示。
G41和G42皆为续效指令。
图314 刀具的补偿方向
66 数控加工技术与编程

例 G90G01G41X100.0Y150.0D01;
其中,D01为补偿值,需提前输入机床。
② 刀具长度偏置指令(G43,G44,G49)
刀具长度偏置指令用于刀具轴向的补偿,它可以使刀具在z方向上的实际位移量大于或
小于程序的给定值。另外,工件加工时,所选用的刀具长度各异,在沿z轴方向接近工件时,
为了便于统一定位基准,在编程时就使用刀具长度偏置。如图315所示。
G43为正向偏置指令,G44为负向偏置指令,G49为偏置取消指令。
偏置方向的规定,不论程序使用绝对坐标指令还是相对坐标指令,刀具沿z轴移动的坐标值,
要考虑由H代码设定的偏置(刀具长度)。当使用G43时,与程序给定移动量的代数值做加法;使用
G44时做减法,从而得到实际的移动的终点坐标。G43称为正偏置,G44称为负偏置。
图315 刀具长度偏置
图316 固定循环
例 O0001G90G54X0Y0M03;
G43Z100.0H01;
M08;
M02;
(11)固定循环指令(G73,G74,G76,G80~G89)
在数控加工中,一些典型的加工工序,例如钻孔,一般有快速接
近工件、慢速钻孔、快速回退等固定的动作。又例如在车螺纹时,有
切入、切螺纹、径向退出,再快速返回4个固定动作。将这些典型的、
固定的几个连续动作用一条G指令来代表,这样只需用单一程序段
的指令即可完成加工,这样的指令称为固定循环指令。对钻孔用循
76第3章 数控机床的编程基础

环指令,由6个步骤形成,如图316所示,具体步骤如下。
① 快速移动到(x,y)坐标。
② 沿z轴快速移动,并达R点。
③ 切削进给加工。
④ 加工至孔底位置(暂停、主轴停、主轴反转等)。
⑤ 返回参考点R(快速返回和切削进给返回)。
⑥ 快速返回到起始点。
以下给出几个钻孔循环指令及其说明。
①G73指令格式
G90 G98G91 G99 G73 X Y R Q F ;
图317 G73指令
这里,G90为绝对值编程,G91为相对值编程,G98返
回起始平面,G99为返回参考点R。Q为每次进给
深度(用增量表示,根据具体情况给定),F为进给速
度,d为每次的退刀量,如图317所示。
②G76精镗,指令格式
G90 G98G91 G99 G76 X Y Z R Q P F ;
这里,Q为每次进给深度,P规定在孔底的暂停时间,
用整数表示,以ms为单位,如图318所示。
③G81钻孔循环,定点钻指令格式
G90 G98G91 G99 G81 X Y R Q L F ;
这里,Q为每次进给深度,L为重复循环次数,如图319所示。
图318 G76指令 图319 G81指令
(12)G指令的相关规定和含义
常用G代码功能的进一步说明见表35。
86 数控加工技术与编程

表35 G代码说明
组 号 G代码 初 态 功 能 说 明
GA
G00
G01
G02
G03
G01
定位(快速进给)
直线插补(切削进给)
圆弧插补(顺时针)
圆弧插补(逆时针)
模态码(续效代码)
GB G04 - 延时 非模态代码
GC G28
G29
- 自动返回参考点(经中间点)(日本机床用)
自动离开参考点(经中间点)(日本机床用)
非模态代码
GD
G40
G41
G42
G40
取消刀具补偿
刀具半径补偿(刀具在工件左侧)
刀具半径补偿(刀具在工件右侧)
模态码(续效代码)
GE
G40
G43
G44
G40
取消刀具补偿
刀具长度偏置(刀具伸长)
刀具长度偏置(刀具缩短)
GF G90
G91
G90 绝对值输入
增量值输入
模态码(续效代码)
GG G92 工件坐标系设定
注:(1)模态代码表示一经被应用,直到出现同组其他任意G代码时失效,否则保留作用继续有效,而且在以后的程序段
中使用时可省略不写。
(2)在同一程序段中,出现非同组的几个模态代码时,并不影响G代码的续效。
(3)非模态码只在本程序段有效。
(4)初态表示开机就有的代码。
2.常用辅助功能
辅助功能又称M功能或M代码,用于控制机床或系统的开关功能。例如冷却泵开/停、
主轴正转/反转、程序结束等。注意,程序的每一个语句中的M代码只能出现一次。
下面介绍主要的M指令。
(1)程序停止指令M00执行含有M00指令的语句后,机床自动停止。如果编程者需要在加工中使机床暂停工作
(例如检验工件、调整、排屑等)可以使用M00指令,重新启动程序后才能继续执行程序。
(2)选择停止指令M01执行含有M01的语句时,如同M00一样将使机床暂时停止,但只有在机床控制盘上的
【选择停止】键处在NO状态时此功能才有效,否则该指令无效。常用于关键尺寸的检验或临
时暂停。
(3)程序结束指令M02该指令用于主程序结束后机床的数控单位复位。例如主轴进给、冷却停止,表示加工结
束。注意,该指令并不返回程序起始位置。
(4)主轴正转指令M03主轴正转是从主轴+z方向看(从主轴头向工作台方向看),主轴顺时针方向旋转。
96第3章 数控机床的编程基础

(5)主轴反转指令M04主轴逆时针旋转即反转。当主轴转向开关M03指令转换为M04指令时,不需要用M05
指令先使主轴停转,一般用M03指令,因为刀具一般都是右刃切削。使用指令S可以指定主
轴转速,执行M03指令或M04指令后,主轴转速并不是立即达到指令S设定的转速。
(6)主轴停转指令M05主轴停转是在该程序段其他指令执行完成后才停止。
(7)换刀指令M06M06指令常用于加工中心刀库的自动换刀情况。
(8)冷却液开指令M07执行M07指令后,冷却液、雾状冷却液打开。
(9)冷却液开指令M08执行M08指令后,液状冷却液打开。
(10)冷却液关指令M09执行M09指令后,液状冷却液关闭。
(11)主轴定向停止指令M19主轴准停在预定的角度位置上。
(12)x轴镜像指令M21使x轴运动指令的正负号相反,这时x轴的实际运动是程序指定方向的反方向。
(13)y轴镜像指令M22使y轴运动指令的正负号相反,这时y轴的实际运动是程序指定方向的反方向。
(14)镜像取消指令M23执行M23指令后,镜像指令停止执行。
(15)程序结束指令M30与M02指令相同,表示主程序结束,区别是M30指令执行后程序返回开始状态。
(16)M48取消G49指令
(17)进给速度人工调整的功能取消指令M49M49指令使机床控制板上进给倍率按钮(FeedRateOverride)无效,该指令常用于攻丝
(但固定循环如G76,G84等不用此指令)。
(18)调用子程序指令M98一个程序号以0开始,以M99结束的程序称为子程序,子程序是相对于主程序而言的。
当一个零件包括重复图形时,可以把这个图形编成一个子程序存放在存储器中,使用时可以反
复调用。子程序的有效使用可以简化程序并缩短检查时间,子程序调用命令是 M98,子程序
可以多重调用,一般可达4重。主程序与子程序关系的结构如图320所示。例如,
M98 P L ;
其中,P为程序号,L为调用次数。
07 数控加工技术与编程

图320 子程序的调用
(19)子程序结束指令M99子程序应用举例如图321所示,编制加工程序。
图321
0001(主程序);
G17G91G00S250M03;
M98P100;
X60.0;
M98P100;
X60.0M05;
M30;
0100(子程序)
G41X30.0Y30.0D01;
Z125.0;
Y40.0F120;
X30.0;
Y40.0;
X40.0;
G00Z125.0;
G40X20.0Y40.0;
M99;
(20)其他M指令
17第3章 数控机床的编程基础

表36给出了其他M指令。
表36 辅助功能M
代码
代 码
功能开始时间
与程序
段指令
运动同
时开始
在程序
段指令
运动完
成后开
始
功能保
持到被
注销或
被适当
程序指
令代替
功能仅
在所出
现的程
序段内
有作用
功 能 代码
功能开始时间
与程序
段指令
运动同
时开始
在程序
段指令
运动完
成后开
始
功能保
持到被
注销或
被适当
程序指
令代替
功能仅
在所出
现的程
序段内
有作用
功 能
M00 程序停止 M32~M35 # # # #
不指定
M01 计划停止 M36 # 进给范围
1
M02 程序结束 M37 # 进给范围
2
M03 主轴顺时针方向 M38 # 主轴速度范围
1
M04 主轴逆时针方向 M39 # 主轴速度范围
2
M05 主轴停止 M40~M45 # # # #如有需要作为齿
轮换挡,此处不指定
M06 # # 换刀 M46~M47 # # # #
不指定
M07 2号冷却液开 M48 注销
M49
M08 1号冷却液开 M49 #
进给率修正旁路
M09 冷却液关 M50 # 3
号冷却液开
M10 # # 夹紧 M51 # 4
号冷却液开
M11 # # 松开 M52~M54 # # # #
不指定
M12 # # # # 不指定 M55 #刀具直线位移,位
置
M13 主轴顺时针方向,
冷却液开 M56 #刀具直线位移,位
置
2
M14 主轴逆时针方向,
冷却液开 M57~M59 # # # #
不指定
M15 正运动 M60
更换工件
M16 负运动 M61 工件直线位移,位
置
1
M17~M18 # # # # 不指定 M62 工件直线位移,位
置
2
M19 主轴定向停止 M63~M70 # # # #
不指定
M20~M29 # # # # 永不指定 M71 工件角度位移,位
置
1
M30 # # 纸带结束 M72 工件角度位移,位
置
2
M31 互锁旁路 M73~M89 # # # #
不指定
M90~M99 # # # # 永不指定
注:(1)#号表示如果选作特殊用途,必须在程序说明中说明。
(2)M90~M99可指定为特殊用途。
27 数控加工技术与编程

3.2.5 数控机床编程步骤
从分析零件图开始到零件加工完毕,整个过程见图322。
图322 数控机床的编程步骤
1.分析零件图
首先要能正确分析零件图,确定零件的加工部位,根据零件图的技术要求,分析零件的形
状、基准面、尺寸公差和粗糙度要求,以及加工面的种类、零件的材料、热处理等其他技术要求。
2.数控机床的选择
根据零件形状和加工的内容及范围,确定该零件是否适宜在数控机床上加工,在哪类设备
上加工,确定使用机床的种类。
3.工件的装夹方法
工件的装夹方法将直接影响产品的加工精度和加工效率,必须认真考虑,工件安装尽可能
利用通用夹具,必要时也要设计制造专用夹具。
铣削加工时装夹方法主要考虑的因素如下。
(1)结构设计满足精度要求。
(2)容易定位和夹紧。
(3)易于排屑和清理。
(4)与刀具不干涉。
(5)定位正确。
(6)安装容易。
(7)对切削力要有足够的刚度。
(8)尽量标准化。
37第3章 数控机床的编程基础

(9)最小的加工制造工作量。
4.加工工艺确定
在该阶段要确定加工的顺序和步骤,一般分为粗加工、半精加工、精加工等阶段。粗加工
一般留1mm的加工余量,要使机床和刀具在能力允许的范围内用尽可能短的时间完成;半精
加工,一般保留0.1mm的加工余量;精加工将直接形成产品的最终尺寸精度和表面粗糙度,
对于要求较高的表面应分别进行加工。
5.刀具的选择
对零件加工部位进行工艺分析之后,要确定使用的刀具,粗、精加工所用刀具要分开,所采
用的刀具应能满足加工质量和效率的要求。
6.程序编制
完成以上工作后,就进入关键的阶段———程序的编制。首先进行数学处理,根据零件的几
何尺寸、刀具的加工路线和设定的编程坐标系计算刀具运动轨迹的坐标值。对于加工由圆弧
和直线组成的简单轮廓的零件,只需计算出相邻几何元素的交点或切点坐标值即可。对于较
复杂的零件,计算会很复杂,例如非圆曲线,需用直线段或圆弧段逼近。对于自由曲线、曲面等
加工,要借助计算机辅助编程完成。
7.加工操作
加工程序编制完成以后,在加工以前应进行程序试运行,以便检验程序是否正确,然后操
作机床进行加工。
3.3 数控车床的操作
数控车床与数控车铣加工中心的操作方法基本相同,数控车铣加工中心是在数控车床的
基础上发展起来的,它增加了铣削加工功能,因此加工范围进一步扩大。对于不同型号的数控
车床,由于机床的结构及操作面板、电器系统的差别,操作方法都会稍有差异,但基本操作方法
相同,本节以FANUC0T系统的数控车床为例,介绍其基本操作方法。
1.操作面板
操作面板上的各种功能键严格分组,通过键与按钮的组合可以执行基本操作,操作者能够
直接控制机床的动作。操作面板的外观见图323,按钮功能见表37。
2.机床按钮和功能介绍
下面按表37中序号顺序分别介绍机床各按钮的功能。
(1)开电源按钮
机床使用时,首先必须把主电源开关(图324)扳到ON位置,向机床供电,这时机床动力
开关指示灯21变亮。
47 数控加工技术与编程

57第3章 数控机床的编程基础

表37
操作按钮
序 号 名 称 序 号 名 称
1 开电源按钮 19
冷却液开关
2 关电源按钮 20
尾架套筒开关
3 循环(程序)启动按钮 21
动力开关指示灯
4 循环(程序)暂停按钮 22
程序保护开关
5 循环(程序)启动指示灯 23
主轴齿轮位置指示灯
6 循环(程序)暂停指示灯 24
铣削操作指示灯
7 紧急停止按钮 25
条件信息指示灯
8 模式选择开关 26 手动数字输入(MDI)和显示屏(CRT
)
9 进给模式选择开关 27
单步执行开关
10 进给速率控制盘(%) 28
块删除开关
11 手动脉冲发生器 29 M01
(暂停选择)开关
12 手动进给操纵柄 30
位置记录开关
13 x,z轴原点回归指示灯 31
试运行开关
14 主轴转速控制盘 32
机床锁定开关
15 刀具选择开关 33 C
轴离合器开关
16 刀具指定开关 34 C
轴离合器指示灯
17 齿轮空挡开关 35 C
轴快速进给按钮
18 主轴微调开关 36 C轴零点回归指示灯
(2)关电源按钮
① 按下开电源按钮1,机床CNC装置开始通电。
② 在机床完成工作后,必须首先按下关电源按钮,然后再关闭主电源开关。如果按相反
的方式切断电源,机床的CNC装置可能会受到损坏。
(3)循环(程序)启动按钮
(4)循环(程序)暂停按钮
循环(程序)启动和暂停按钮如图325所示。
图324 电源开关按钮 图325 循环启动和暂停按钮
(5)循环(程序)启动指示灯
(6)循环(程序)暂停指示灯
① 在一定条件下,按下循环启动按钮3,机床可自动运行程序;在自动运行程序时,循环启
67 数控加工技术与编程

动指示灯5同时变亮。
② 在自动运行程序时,按下循环暂停按钮4,机床随即处于暂停状态,循环暂停指示灯6同时变亮。
③ 欲在暂停状态时重新启动机床运行程序,只须再按循环启动按钮3即可。
(7)紧急停止按钮
① 在任何情况下,按紧急停止按钮7,机床和CNC装置即处于急停状态,与此同时,条件
信息指示灯25中的急停指示灯变亮,屏幕上出现EMG。
② 欲消除此急停状态,顺着按钮7上的RESET方向旋转按钮,使按钮7弹起即可。如图
326所示。
(8)模式选择开关
模式选择开关如图327所示。
图326 紧急停止按钮 图327 模式选择开关
① 手动进给(HANDLEFEED)
在此状态下,把进给模式选择开关9旋转到一个适当的位置(X1,X10,X100),旋转手动脉
冲发生器11即可完成对X轴和Z轴的手动进给;在铣削状态下,旋转手动脉冲发生器11可
以完成对C轴的快速进给。
② 快速进给(JOGFEED)
在此状态下,把进给模式选择开关9旋转到一个适当的位置(例如25%,50%,100%,
JOG),操纵手动进给操纵柄12即可完成对X轴和Z轴的快速进给:在铣削状态下,操纵C轴
快速进给按钮35可完成对C轴的快速进给。
③ 零点回归(ZERORETURN)
在此状态,操纵手动进给操纵柄12可使机床回到X轴与Z轴的机械原点,到达机械原点
的同时,X、Z轴原点回归指示灯13变亮。
④ 手动数据输入(MDI)
在此状态下,可以输入单一命令使机床动作,以满足工作需要。
⑤ 自动执行(AUTO)
在此状态下,可自动执行程序。
⑥ 编辑(EDIT)
在此状态下,可以对储存在内存中的程序数据进行编辑。
⑦ 解除(0.T.RELEASE)
在此状态下,可以对由于机床运行时超过X轴或Z轴限位挡块而使机床报警的情况下,
77第3章 数控机床的编程基础

用手动进给操纵柄12向着相反的方向移动X,Z即可消除此情况。
(a)不能在X轴回归零点之前把Z轴回归零点。
(b)零点回归指示灯会出现图328所示情况。
图328 零点回归指示灯
(9)进给模式选择开关
进给模式选择开关见表38。
表38 进给模式
进给模式选择开关9的位置 手动脉冲发生器 11 手动进给操纵柄12 C轴快速进给按钮35 G00速率
JOG 无效进给速率可用进给速率
控制盘在0~150%范围内调节无效
RAPID
TRAVERSE(%)
100 无效
快进速率
X轴:8m/min
Z轴:12m/min
快进速率
C轴:22.2r/min
X轴:8m/min
Z轴:12m/min
C轴:22.2m/min
50 无效
快进速率
X轴:4m/min
Z轴:6m/min
快进速率
C轴:11.1r/min
X轴:4m/min
Z轴:6m/min
C轴:11.1m/min
25 无效
快进速率
X轴:2m/min
Z轴:3m/min
快进速率
C轴:5.55r/min
X轴:2m/min
Z轴:3m/min
C轴:5.55m/min
MULTIPLIER
400m/min
X1
X10
X100
有效
参照表73
X轴:400m/min
Z轴:400m/min
C轴:11.1r/min
图329 进给速率控制盘
(10)进给速率控制盘
进给速率控制盘10可对X,Z,C轴的进给速率在0~150%的范
围内调节,如图329所示。
车削螺纹时,进给速率控制盘10无效。
(11)手动脉冲发生器
手动脉冲发生器见图330,操作见表39。
87 数控加工技术与编程

表39 手动脉冲发生器
进给模式选择开关9的位置
模式选择开关8的位置
X Z C
手支脉冲发生器11的进给单位
X1 0.001mm/格 0.001°/格
X10 0.01mm/格 0.01°/格
X100 0.1mm/格 0.1°/格
(12)手动进给操纵柄
手动进给操纵柄如图331所示。
图330 手动脉冲发生器 图331 手动进给操纵柄
(13)X轴和Z轴零点回归指示灯
当把模式选择开关8切换到ZERORETURN状态,把进给模式选择开关9扳到所需位
置,用手动进给操纵柄12可进行X轴和Z轴零点回归,同时,X轴和Z轴零点回归指示灯13变亮。
(14)主轴转速控制盘14机床主轴或铣刀旋转时,通过主轴转速控制盘14可对主轴或铣刀的转速在60%~120%
范围内进行无级调速,如图332所示。
(15)刀具选择开关
刀具选择开关和刀具指定开关如图333所示。
图333 刀具选择和指定开关
(16)刀具指定开关
当模式选择开关8处于JOGFEED,ZERORETURN,HANDLEFEED3种状态中的任一
种时,把刀具选择开关15旋转到所需刀具号(1~12),按刀具指定开关16,所需刀具即到达工
97第3章 数控机床的编程基础

作位置。
(17)齿轮空挡开关
① 当模式选择开关8处于JOGFEED,ZERORETURN,HANDLEFEED3种状态中的
任一种时,按齿轮空挡开关17,主轴齿轮即可切换到空挡位置,如图334所示。
② 在MDI状态下执行M40或M41指令,可以把空挡齿轮重新合上。
(18)主轴微调开关
当模式选择开关8处于JOGFEED,ZERORETURN和HANDLEFEED3种状态中的任
一种时,按主轴微调开关18即可对主轴进行微调,如图335所示。
(19)冷却液开关
冷却液开关如图336。
①COOLANTON。当把冷却液开关扳到此位置时,冷却液通过刀架上的冷却管流出。
② MCODE。当把冷却液开关扳到此位置时,冷却液的开启由程序中的M08和M09指
令控制。
③OFF。当把冷却液开关扳到此位置时,无冷却液。
(20)尾座套筒开关
此开关可以控制尾座套筒向前(FORWARD)和向后(BACK)移动,如图337所示。
图334 齿轮空挡开关 图335 主轴微调开关 图336 冷却液开关 图337 尾座套筒开关
(21)动力开关指示灯
动力开关指示灯见图338中的21。
(22)程序保护开关
程序保护开关22见图338。
① 当此开关处于ON位置时,且模式选择开关8处于EDIT状态时,不能对NC程序进行
编辑。
② 当此开关处于OFF位置时,且模式选择开关8处于EDIT状态时,可对NC程序进行
编辑。
(23)主轴齿轮位置指示灯
主轴齿轮位置指示灯见图338。
①当齿轮处于M40或M41状态时,主轴齿轮位置指示灯23中的LOW指示灯或HIGH指示灯变亮。
② 当主轴齿轮位置指示灯中的NEUTRAL指示灯变亮时,说明主轴齿轮处于空挡位置。
(24)铣削操作指示灯
当C轴离合器合上时,铣削操作指示灯24变亮,见图338。
(25)条件信息指示灯
08 数控加工技术与编程

①STARTCONDITION。STARTCONDITION指示灯变亮时,主轴或铣刀即可运转。
②ERROR。ERROR指示灯变亮时,说明发生了操作错误,且未消除。
③EMERGENCY。指示变亮时,说明使用了急停按钮7,找出原因并消除此状态。
图338 指示灯面板
(26)MDI和CRT面板
MDI和CRT面板如图339所示。
图339 MDI和CRT面板
18第3章 数控机床的编程基础

(27)单步执行开关
单步执行开关如图340所示。
① 单步执行开关27扳到SINGLEBLOOK位置时,按一次循环启动按钮3,机床执行一条语句
的动作,执行完毕后停止;再按一次循环启动按钮3,又执行下一条语句的动作,依此类推。
② 当单步执行开关27扳到OFF位置时,按循环启动按扭3,机床将连续地自动执行整个
NC程序。
(28)块删除开关
块删除开关如图341所示。
① 块删除开关28切换到BLOCKDELETE位置时,程序中带有符号“/”的命令语句都将
被删除,此条语句无效。
② 当把块删除开关28切换到OFF位置时,程序中所有命令语句都将被执行。
(29)M01(暂停选择)开关
M01开关如图342所示。
① M01开关扳到ON时,在程序执行到M01指令时,机床暂停执行程序,再按循环启动
按钮3,机床又继续执行程序。
② M01开关扳到OFF时,在程序执行到M01指令时,机床不停止,而是继续自动运行程序。
(30)位置记录开关
图340 单步执行开关 图341 块删除开关 图342 M01开关
位置记录开关如图343所示。详细用法见操作步骤部分。
(31)试运行开关
在MDI和AUTO状态下运转机床时,如果试运行开关31扳到DRYRUN位置,程序中
给定的进给速度F值无效,实际进给速度参照表38。试运行开关见图344。
(32)机床锁定开关
把机床锁定开关32扳到MACHINELOCK位置时,可以在机床不动的情况下试运行程
序,CRT上将显示程序中坐标值的变化。机床锁定开关见图345。
(33)C轴离合器开关
C轴离合器开关见图346。
图343 位置记录开关 图344 试运行开关 图345 机床锁定开关 图346 C轴离合器开关
28 数控加工技术与编程

(34)C轴离合器指示灯
①C轴离合器开关的使用方法如图347(a)所示。
② 手动C轴零点回归方法如图347(b)所示。
③ 在C轴零点回归之前,C轴离合器不能脱开。
图347 C轴离合器使用方法
(35)C轴快速进给按钮
C轴快速进给按钮如图348所示,其使用说明见表310。
表310 C轴快速进给按钮说明
模式选择开关8的位置 C轴快速进给按钮35 C轴零点回归指示灯36
模式选
择开关
HANDLEFEED 无效 灭
JOGFEED按住C轴快速进给按钮35,C轴旋转,旋转速度受进给模
式选择开关9控制,旋转方向受+C和-C方向控制灭
ZERORETURN按住C轴快速进给按钮35,使C轴回归零点,C轴的旋转
速度受进给模式选择开关9控制亮
(36)C轴零点回归指示灯
C轴零点回归指示灯见图349。
图348 C轴快速进给按钮 图349 C轴零点回归指示灯
3.操作步骤
(1)打开电源
首先打开压缩空气开关和机床的主电源,按操作面板上的开电源按钮l,显示屏上出现X,
Z,C坐标值,确认NOTREADY消失。
(2)机械原点回归
38第3章 数控机床的编程基础

亦称机床回零。打开机床以后首先进行机械原点回归,机械原点回归操作有以下3种情况。
① 刀架在机床机械原点位置,但原点回归指示灯不亮。
● 将模式选择开关选择为手动模式。
● 将进给模式选择开关选择为×1,×10,×100。
● 用手动脉冲发生器将刀架沿X轴和Z轴负方向移动小段距离,约20mm。
● 将模式选择开关选择为原点回归模式,进给模式开关为25%,50%或100%。
● 操作手动进给操作柄12沿X,Z轴正方向回机械原点,直至回零指示灯变亮。
② 刀架远离机床机械原点。
● 将模式选择开关选择选为原点回归。
● 将进给模式开关选为25%,50%或100%。
● 用手动进给操作柄将刀架先沿X轴,后沿Z轴的正方向回归机床机械原点,直至两轴原
点回零指示灯变亮。
③ 刀架台超出机床限定行程的位置,因超行程出现警报从ALARM时。
● 用手动进给操纵柄将刀架沿负方向移动约20mm。
● 按RESET键使ALARM消失。
● 重复②的操作,完成机械原点回归。
(3)MDI数据手动输入
① 将模式开关置于MDI状态。
② 按PRGRM键,打开单程序句输入界面。
③ 当界面左上角没有MDI标志时按PAGE↓键,直至出现MDI标志。
④ 输入数据。
【例1】 主轴正转500r/min。
依次输入097INPUTS500INPUT M04INPUT。
【例2】 Z轴以0.1mm/r的速度负方向移动20mm。
依次输入G01INPUTG99INPUTF0.1INPUTw20.0INPUT。
【例3】 机械原点自动回归。
依次输入G28INPUT U0INPUT W0INPUT。
【例4】 自动调用3号刀具。
依次输入T0303INPUT。
在输入过程中,如果输错须重新输入,按RESET键则上面的输入全部消失,从开始输入。
如果需要取消其中某一输错的字,请按CAN键即可。
⑤ 按程序启动键START或OUPUT键,即可运行。
⑥ 如需停止运行,按STOP键暂停或按RESET键取消。
(4)输入程序
将下列程序输入系统内存。
O0100;
N1;
G50S3000;
G00G40G97G99S1500T0101M04F0.15;
48 数控加工技术与编程

Z1.0;
/G01X50.0F0.2;
G01Z20.0F0.15;
000X52.0Z1.0;
M30;
① 将模式开关选为EDIT(编辑)状态。
② 按PRGRM键打开PROGRAM界面。
③ 将程序保护开关置为OFF(无效)。
④ 在NC操作面板上依次输入下面内容。
O0100EOB
N1EOB
G50S3000EOB
G00G40G97G99S1500T0101M04F0.15EOB
Z1.0EOB/G01X50.0F0.2EOB
G01Z20.0F0.15EOB
G00X52.0Z1.0EOB⋯
M30EOB
直至输完所有程序句。
注 EOB(EndOfBlock)意为程序句结束。
⑤ 将程序保护开关置为ON(有效),以保护所输入的程序。
⑥ 按RESET键,光标返回程序的起始位置。
注 ALARM P/S 70 表示内存容量已满,应删除无用的程序。
ALARM P/S 73 表示当前输入的程序号内存中已存在,改变输入的程序号或删
除原程序号及其程序内容即可。
(5)寻找程序
① 将模式选择开关选为EDIT(编辑)。
② 按PRGRM键,打开PROGRAM的工作界面。
③ 输入想调出的程序的程序号(例如O1515)。
④ 程序保护开关置为OFF(无效)。
⑤ 按CURSOR↓键,即可调出。
(6)编辑程序
编辑程序必须在下面的状态下进行。
● 将模式选择开关选为EDIT(编辑)。
● 按PRGRM键打开PROGRAM工作界面。
● 程序保护开关置为OFF(无效)。
① 返回当前程序起始语句的方法。
58第3章 数控机床的编程基础

按RESET键,光标回到程序的最前端,例如O0100。
② 寻找局部程序序号,例如N3。
● 按RESET键,光标回到程序号所在位置,例如O0001。
● 输入想调出的局部程序序号,例如N3。
● 按CURSOR↓键,光标即移到N3所在位置。
③ 字及其他地址的寻找,例如X50.0或F0.1。
● 输入所需调出的字(X50.0)或命令符(F0.1)。
● 以当前光标位置为准,向前面程序寻找,按CURSOR↑键;向后面程序寻找,按CURSOR↓键,光标出现在所搜寻的字或命令符第一次出现的位置。
● 找不到要寻找的字或命令时,屏幕上会出现ALARM P/S 71号警报。
④ 字的修改。
例如,将Z1.0改为Z1.5。
● 将光标移到Z1.0位置。
● 输入改变后的字Z1.5。
● 程序保护开关置为OFF(无效)。
● 按ALTER键,即已更替。
● 程序保护开关置为ON(有效)。
⑤ 删除字。
例如,G00G97G99X30.0S1500T0101M04F0.1;删除其中的字X30.0。
● 将光标移至该行的X30.0的位置。
● 程序保护开关置为OFF(无效)。
● 按CAN键,即删除X30.0字,光标将自动移到S1500位置。
● 程序保护回置为ON(有效)。
⑥ 删除一个程序段。
例如,00100;
N1:
G50S3000;←删除该程序段
G00G97G99S1500T0101M04F0.15;
● 将光标移至要删除程序段的第一个字G50的位置。
● 按EOB键。
● 程序保护开关置为OFF(无效)。
● 按DELET键,即删除整个程序段。
● 程序保护开关回置为ON(有效)。
⑦ 插入字。
例如,G00G97G99S1500T0101M04F0.15;
在上面语句中加入G40,改为
G00G40G97G99S1500T0101M04F0.15;
● 将光标移动至要插入字的前一个字的位置G00。
● 输入要插入的字G40。
68 数控加工技术与编程

● 程序保护开关置为OFF(无效)。
● 按INSRT键出现
G00G40G97G99S1500T0101M04F0.15;
● 程序保护开关回置ON(有效)。
EOB也是一个字,也可以插入程序段中。
⑧ 删除程序,例如01234。
● 模式选择开关选择EDIT状态。
● 按PRGRM键。
● 输入要删除的程序号(例如01234)。
● 确认是否为要删除的程序。
● 程序保护开关置为OFF(无效)。
● 按DELET键,该程序即被删除。
⑨ 显示程序内存使用量。
● 模式选择开关选择EDIT状态。
● 程序保护开关置为OFF(无效)。
● 按PRGRM键打开如下界面(图350)。
PROGRAM O0050 N0050SYSTEM EDITION D252PROGRAMNOUSED:5 FREE:58MEMORYAREAUSED:7424 FREE:767
PROGRAMLIBRARYLISTO0001O0002
·
·
·
ADRS S0TEDIT
图350 显示内存使用
PROGRAMNOUSED:已经输入的程序个数(子程序也是一个程序)。
FREE:可以继续插入的程序个数。
MEMORYAREAUSED:输入的程序所占内存容量(用数字表示)。
FREE:剩余内存容量(用数字表示)。
PROGRAMLIBRARY:所有内存程序号显示。
● 按PAGE↑或↓键可进行翻页。
●按RESET键,出现原来的程序界面。
(7)输入/输出程序。
① 程序的输入。
● 连接输入/输出设备。
78第3章 数控机床的编程基础

● 模式选择开关选择为EDIT。
● 按PRGRM键。
● 程序保护开关置为OFF(无效)。
● 输入程序号,按INPUT键。例如,O0200按键INPUT。
② 程序的输出。
● 连接输入/输出设备。
● 模式选择开关选择为EDIT。
● 按PRGRM键。
● 程序保护开关置为OFF(无效)。
● 键入程序号,按OUPUT键。
例00200 按OUPUT键。
(8)刀具补偿(刀具的几何补偿和磨损补偿)
① 刀具的几何补偿方法。
● 手动使X,Z轴回归机械原点,确认原点回归指示灯亮。
● 模式选择开关选择为手动进给、快速进给、原点复归几种状态之一。
● 放下对刀仪(主轴上方)确定其合理位置后,打开界面如图351所示。
OFFSET/GEOMETRY O0001 N0001
NO X Z R T
G01 -400.00 -300.00 0 0
G02 -362.06 -266.15 0.8 3
⋯
G08
ACTUALPOSITION (RELATIVE)
U 0.00 W0.00
H 0.000
ADRS S0T
EDIT
图351 刀具几何补偿
按PAGE↓键可以翻页,可以进行16把刀具的几何补偿。
● 刀具选择开关选择所需刀具,按下刀具指定开关(index)即可调出刀具(例如调用T0202刀具,选择开关手动选择刀具02号)。
● 刀盘应有足够的换刀旋转空间,夹盘、工件、尾座顶尖、刀架之间不要发生干涉现象。
● 移动光标至与之对应的刀具的几何补偿号,例如G02。
● 手动移动X,Z轴,使刀具的刀头分别接触对刀仪的X向和Z向,当机床发出接触的声
音后再移开。
● 对其他所需用的刀具按上两个步骤进行刀具几何补偿,然后移开刀架回归至机械原点,
88 数控加工技术与编程

将对刀仪放回原处。
● 确认各刀具的刀尖圆弧半径R(通常为0.4、0.8、1.2),并输入给数据库中相对应的刀具
补偿号。
● 确认刀具的刀尖圆弧假想位置编号(例如车外圆用左偏刀为T3),确认方法见第4章,
并输入给刀具数据库中相对应的刀具补偿号。
② 刀具的磨损补偿方法。
● 按OFFSET键后按PAGE↓,打开界面如图352所示。
OFFSET/WEAR O0001 N0001
NO X Z R T
W01 0.00 0.00 0 0
W02 -0.03 -0.05 0 0
⋯
W08
ACTUAL POSITION (RELATIVE)
U0.000 W0.000
H0.000
ADRS S0T
ZRN
图352 刀具磨损补偿
● 将光标移至所需进行磨损补偿的刀具补偿号位置。
例如,测量用T0202刀具加工工件的外围直径为 45.03mm,长度为20.05mm,而规定直径
应为45mm,长度应为20mm。实测值直径比要求值大0.03mm,长度大0.05mm,需要进行磨
损补偿。方法是,将光标移至W02,键入U0.03后按INPUT键,键入W0.05后按INPUT键,X值变为在以前值的基础上加-0.03mm;Z值变为在以前值的基础上加-0.05mm。
●Z轴方向的磨损补偿与X轴方向的磨损补偿方法相同,只是X轴方向以直径方式计算
值。
输入数据的命令符为 X轴: U (数值)INPUT
Z轴: W (数值)INPUT
C轴: R (数值)INPUT再进行负方向补偿时数值前加负号。
(9)对程序零点(工作零点)
① 手动或自动使X,Z轴回归机械原点。
② 安装工件在主轴的适当位置,并使主轴旋转。
在模式开关MDI状态下输入G97(96)SM03(M04),按OUTPUT键或CYCLESTART按钮启动主轴旋转后,再按CYCLESTOP暂停。
③ 刀具选择开关选择2号刀具(2号刀为基准刀),并予调用。
④ 模式选择开关选择为手动进给、机动快速进给、零点回归3种状态之一。
98第3章 数控机床的编程基础

⑤ 提起Z轴功能测量控钮Z-AXISSHIFTMEASURE,出现界面如图353所示。
⑥ 手动移动刀架的X,Z轴,使2号刀具接近工件Z向的右端面,如图354所示。
WORKSHIFT O0001 N0001
(SHIFTVALUE) (MEASUREMENT)
X 0.000 X0.000
Z -15.031 Z0.000
C 0.000 C0.000
ACTUAL POSITION (RELATIVE)
U 0.000 W 0.000
H 0.000
ADRS S0T
ZRN WSFT(闪动)
图353 WORKSHIFT界面 图354 设置程序零点
⑦ 基准刀试切削工件端面。按下POSITIONRECORDER按钮,控制系统会自动记录刀
具切削点在工作坐标系中Z向的位置,其数值显示在WORKSHIFT工作界面上。
⑧X轴不需进行对刀,因为工件的旋转中心是固定不变的,在刀具进行几何补偿时已经
设定。
(10)程序的执行
① 手动或自动回归机械原点。
② 模式开关处于EDIT状态,调出所需程序并进行检查、修改,确认完全正确后按RESET键使光标移至程序最前端。
③ 模式开关置于AUTO状态。
按PRGRM键,并按PAGE↑键,打开PROGRAMCHECK界面,如图355所示。
PROGRAMCHECK O0001 N0001O0001:
N1:
G50S1500;
G0G97G99S1000T0202F0.12M0.4(RELATIVE) (DISTANCETODO) (G)
U125.30 X0.000 G00G99 G25W56.250 Z0.000 G97G21 G22C0.000 C0.000 G69 G40F SM T SACT 0ADRS S0T
AUTO
图355 PROGRAMCHECK界面
09 数控加工技术与编程

● 将快速进给开关置为不同倍率25%,50%或100%,此进给速度为程序运行中G00速
度,X轴的最快速度为80mm/min,Z轴的最快速度为12000mm/min。
● 将SINGLEBLOCK置为有效或无效。
● 刀具进给速率控制盘和主轴转速控制盘选择为适当的倍率。
④ 按循环启动CYCLESTART按钮,程序即开始运行。运行时,可以调节进给速率开关
以调节进给速度,当旋钮调节至0%时进给停止,主轴转速可以在设定值的50%~120%中进
行无级变速。图355界面中的DISTANCETODO可以比较程序运行过程中程序设定值与
刀具的当前位置。刀具的实际走刀量、转速及设置的走刀量、转速在该界面中均有显示。
⑤ 程序执行完毕后,X轴和Z轴均将自动回归机械原点。
⑥ 工件加工结束,测量、检验合格后卸下工件。
3.4 习题
1数控机床的标准坐标系是如何规定的?
2简述数控机床的程序编制步骤。
3简述程序结构的组成部分。
4在数控机床上装夹工件需要考虑哪些因素?
19第3章 数控机床的编程基础

第4章 数控车床编程
41 数控车床概述
数控车床作为当今使用最广泛的数控机床之一,主要用于加工轴类、盘套类等回转体零
件,能够通过程序控制自动完成内外圆柱面、锥面、圆弧、螺纹等工序的切削加工,并可进行切
槽、钻、扩、铰孔等工作。近年来研制出的数控车削中心,可以在一次装夹中完成更多加工工
序,提高了加工质量和生产效率,因此更适宜复杂形状的回转体零件加工。
411 组成
1机械结构
从机械结构上看,数控车床还没有脱离普通车床的结构形式,即由床身、主轴箱、刀架进给
系统,液压、冷却、润滑系统等部分组成。数控车床的进给系统与普通车床有质的区别,它没有
传统的走刀箱、溜板箱和挂轮架,直接用伺服电机通过滚珠丝杠驱动溜板和刀具实现运动,因
而大大简化了进给系统的结构。由于要实现CNC,因此数控车床应有CNC装置、电器控制柜
和CRT操作面板。图41给出了数控车床的构成部分及其名称。
图41 数控车床的构成

(1)主轴箱
图42为数控车床主轴箱的构造,主轴伺服电机的旋转通过皮带轮传送到主轴箱内的变
速齿轮,以此确定主轴的特定转速。在主轴箱的前面装有夹紧卡盘,可以装夹工件。
图42 数控车床主轴箱的构造
(2)主轴伺服电机
主轴伺服电机有交流伺服电机和直流伺服电机之分。直流伺服电机可靠性高,容易在宽
范围内控制转矩和速度,因此被广泛使用。然而,近年来小型、高速度、更可靠的交流伺服电机
作为电机控制技术的发展成果越来越多地被人们利用。
(3)夹紧装置
该装置通过液压自动控制卡爪的开/合,在简量型数控车床上无此装置。
(4)往复拖板
在往复拖板上装有刀架,刀具可以通过拖板实现主轴的方向定位和移动,从而与z轴伺
服电机共同完成长度方向的切削。
(5)刀架
此装置可以固定刀具和牵引刀具,使刀具在与主轴垂直方向上定位,并与z轴伺服电机
共同完成截面方向的切削,刀架结构如图43所示。
(6)控制面板
控制面板包括CRT操作面板(执行NC数据的输入/输出)和机床操作面板(执行机床的
手动操作)。
2数控系统
数控车床的数控系统是由CNC装置、输入/输出设备、可编程控制器(PLC)、主轴驱动装
置和进给驱动装置,以及位置测量系统等几部分组成,如图44所示。
数控车床通过CNC装置控制机床主轴转速、各进给轴的进给速度,以及实现其他辅助功
能。
39第4章 数控车床编程

图43 刀架结构
图44 CNC系统构成
412 特点
1传动链短
数控车床刀架的两个方向运动分别由两台伺服电机驱动。伺服电机直接与丝杠联结带动
刀架运动,伺服电机与丝杠也可以按控制指令无级变速,它与主轴之间无须再用多级齿轮副进
行变速。随着电机宽调速技术的发展,目标是取消变速齿轮副,目前还要通过一级齿轮副变几
个转速范围。因此,床头箱内的结构比传统车床简单得多。
2刚性高
与控制系统的高精度控制相匹配,以便适应高精度的加工。
3轻拖动
刀架移动一般采用滚珠丝杠副,为了拖动轻便,数控车床的润滑都比较充分,大部分采用
油雾自动润滑。
49 数控加工技术与编程

为了提高数控车床导轨的耐磨性,一般采用镶钢导轨,这样机床精度保持的时间就比较
长,也可以延长使用寿命。另外,数控车床还具有加工冷却充分、防护严密等结构特点,自动运
转时都处于全封闭或半封闭状态。多功能数控车床一般还配有自动排屑装置。
413 分类
数控车床品种繁多,按数控系统功能和机械构成可分为简易数控车床(经济型数控车床)、
多功能数控车床和数控车削中心。
1简易数控车床
经济型数控车床,是低档次数控车床,一般用单板机或单片机进行控制,机械部分是在普
通车床的基础上改进设计的。
2多功能数控车床
也称全功能型数控车床,由专门的数控系统控制,具备数控车床的各种结构特点。
3数控车削中心
在数控车床的基础上增加其他的附加坐标轴,可以进行铣削、钻削、攻螺纹等多种加工。
414 CJK6153的主要技术规格
下面以CJK6153为例,介绍数控车床的主要规格。
床身最大工件回转直径为 530mm,滑板最大工件回转直径为 280mm,机床顶尖距1000mm,刀架最大x向行程为260mm,刀架最大z向行程为1000mm。手动4级变频调速25~2000r/min。
415 CJK6153的润滑和冷却
该机床的润滑分为床头箱的润滑及其他部件的润滑两个部分。有齿轮变速的床头箱均采
用油润滑,由摆线泵进行强迫润滑,摆线泵吸油时,先通过精制过滤器,再经过磁性滤清器后送
到各润滑部件或经分油器对主轴轴承及所有其他运转零件进行强迫润滑和喷油润滑。机床上
其他部件的润滑,例如尾架、道轨及丝杠螺母等均采用油润滑,采用间歇润滑泵对x轴、z轴
的各导轨润滑面及滚珠丝杠螺母、尾架套筒外圆等部位进行自动间歇式润滑。在呈透明状态
的油箱内有液位报警开关,当箱内油液低于规定值时,机床会发出润滑报警。该机床冷却系统
采用泵冷却。冷却装置的日常维修主要是冷却水的补给更换和过滤器的清洗。在冷却箱内未
灌入冷却液前,严禁启动冷却泵,以免冷却泵烧坏。当冷却水减少时,应及时补给。冷却水发
生污染变质时,应全部更换,冷却液应注意选择防锈性能好的,以免机床生锈。
59第4章 数控车床编程

42 数控车床的编程方法
学习数控车床编程,必须了解数控车床的操作要点,现有教材大多没有将数控车床的操作
与编程作为一个整体来讲述。
421 坐标系和运动方向
1机床坐标系和运动方向
数控车床的坐标系以径向为x轴方向,纵向为z轴方向,指向主轴箱的方向为z轴的负
方向,指向尾架方向为z轴的正方向,而x轴是以操作者面向的方向为x轴正方向。因此,根
据右手法则,y轴的正方向指向地面(编程中不涉及y坐标)。图45所示为数控车床的坐标系。
图45 数控车床坐标系
对于x坐标和z坐标指令,按绝对坐标编程时使用代码X和Z,按增量坐标(相对坐标)编
程时使用代码U和W。
2机床坐标系的设定
机械原点(或称机床原点)是由数控车床的结构决定的,与程序原点是两个不同的概念,将
机床的机械原点设定以后,它就是一个固定的坐标点。每次操作数控车床时,启动机床之后必
须首先进行原点复归操作,使刀架返回机床的机械原点。下面以CJK6153车床为例说明。
(1)x轴机械原点
x轴的机械原点被设定在刀盘中心距离主轴中心500mm的位置。x轴极限开关在刀架
上,当刀架返回x轴的机械原点时,挡块就会触到横向滑板,如图46所示。
(2)z轴机械原点
z轴的机械原点可以通过改变挡块的安装位置改变,z轴机械原点挡块可以被安装在A,
B,C,D4个不同的位置上,同时,z轴正方向的急停挡块也随之移动,如图47所示。
69 数控加工技术与编程

图46 x轴机械原点
图47 z轴机械原点
3工件坐标系的设定
程序原点是指程序中的坐标原点,即在数控加工时刀具相对于工件运动的起点,所以也称
为对刀点。
在编程数控车削程序时,首先要确定作为基准的程序原点。对于某一加工工件,程序原点
79第4章 数控车床编程

的设定通常是将主轴中心设为x轴方向的原点,将加工工件精切后的右端面或精切后的夹紧
定位面设定为z轴方向的原点,如图48所示。
图48 程序原点
422 设定机床坐标系
机床坐标系是机床固有的坐标系,是制造和调整机床的基础,也是设置工件坐标系的基
础。机床坐标系在出厂前已经调整好,一般不允许随意变动。参考点也是机床上的一个固定
不变的极限点,其位置由机械挡块或行程开关确定。通过回机械零点可以确认机床坐标系。
回机械零点前应先开机,数控车床开机前先要熟悉数控车床的面板。面板的形式与数控系统
密切相关。数控车床的开机有难有易。对于配国产系统的车床,开机大都比较简单,一般打开
电源后直接启动数控系统即可。开机后,通过回零使工作台回到机床原点(或参考点,该点为
与机床原点有一固定距离的点)。数控车床的回零(回参考点)步骤是,开关置于“回零”位置;
按手动轴进给方向键+X、+Z至回零指示灯亮。开机后必须先回零(回参考点),若不作此项
工作,则螺距误差补偿、背隙补偿等功能将无法实现。机床机械原点的设定与编程中的G54指令直接相关。
423 设定工件坐标系
工件坐标系是编程时使用的坐标系,又称编程坐标系,该坐标系是人为设定的。建立工件
坐标系是数控车床加工前必不可少的一步。不同的系统,其方法各不相同。
1西门子802S系统工件坐标系的建立方法
(1)转动刀架至基准刀(例如1号刀)。
(2)在MDA状态下,输入T1D0,使刀补为0。
(3)机床回参考点。
(4)用试切法确定工件坐标原点。先切削试件的端面,z方向不动。若该点即为z方向
89 数控加工技术与编程

原点,则在参数下的零点偏置于目录的G54中,输入该点的z向机械坐标值A的负值,即Z=-A。若z向原点在端面的左边l处,则在G54中输入Z=-(A+l),回车即可。同理,试切
外圆,x方向不动,z方向退刀,记下x方向的机床坐标A,量直径,得到半径R,在G54的X中输入X=-(A+R),按回车键即可。
2广数GSK980T系统工件坐标系的建立方法
(1)手动方式,试切端面。
(2)z轴不动的情况下,沿x轴退刀,且停止主轴旋转。
(3)测量端面与工件坐标系零点间的距离Z,然后在录入方式下输入G50Z,运行该句即
可。
(4)同理,用手动方式车外圆,在x轴不动的情况下沿z轴退刀,且停止主轴旋转,测量工
件直径X,在录入方式下输入G50X,运行该句即可。
3广数GSK928TC工件坐标系的建立方法
(1)车外圆,沿z向退刀,测得直径,按InputX输入直径值,按回车键即可。
(2)车端面,沿x向退刀,测得端面与工件坐标系原点间的距离,按InputZ输入该距离
值,按回车键即可。
424 确定基准刀在工件坐标系中的位置
确定了工件坐标系后,可用G50指令确定第一把刀(基准刀)在工件坐标系中的位置。
425 确定其他刀在工件坐标系中的位置
加工一个零件常需要几把不同的刀具,由于刀具安装和刀具本身的偏差,每把刀转到切削
位置时,其刀尖所处位置并不重合,为使用户在编程时无需考虑刀具间的偏差,需确定其他刀
在工件坐标系中的位置,这就需要通过对刀来实现。不同的系统,其对刀方法各不相同。
1西门子802S系统的对刀方法
(1)选用某一把刀为基准刀,按参数键和刀具补偿按钮,再按新刀具按钮,输入基准刀的
刀号和刀沿(补)号。例如,基准刀为1号刀,选用1号刀沿(补),则刀具为T1D1。
(2)调用对刀窗口,用基准刀车外圆,z向退刀,在对刀窗口的x轴零偏处输入0(因是基
准刀),按计算键后确认。
(3)调用其他各把刀具,确定刀号和刀沿(补)号,车外圆输入直径,车端面;输入台阶深度
的负值;计算、确定即可。
2广数GSK980T系统的对刀方法
(1)用基准刀试切工件,设定基准坐标系。试切端面x向退刀,进入录入方式,按程序按
钮。输入G50Z0,即把该端面作为z向基准面;然后按设置键,设置偏置号(基准刀+100),输
99第4章 数控车床编程

入Z=0,试切外圆,z向退刀,测得外圆直径 ,进入录入方式,按程序按钮。输入G50X,再按
设置键,设置偏号,基准刀偏置号+100,X= 。
(2)调用其他各把刀具,车外圆,z向退刀。测得外圆直径,将所测得的值 设到一偏置号
中,该偏置为刀号+100,如果刀号为2,则偏置号为202,在此处输入X= 。同理,车台阶,x向退刀,测得台阶深度l,在偏置号处输入Z=-l。
3广数GSK928TC系统的对刀方法
(1)用基准刀试切工件,用INPUT建立对刀坐标系,该坐标系的z向原点,一般设在工
件的右端,即把试切的端面作为z向零点。
(2)调用其他各刀,例如2号刀,用T20调用,然后试切外圆Z向退刀,测得直径 ,然后
按I键;输入 ;试切台阶,x向退刀,测得台阶深度为l,然后按K键,输入-l,刀补即设置完
毕。
426 直径或半径尺寸编程
被加工零件的径向尺寸在图纸标注和加工测量时,一般用直径值表示,所以采用直径尺寸
编程更为方便。
427 编程基本知识
1程序段的构成
N G X(U) Z(W) F M S T ;
其中,(1)N4代表第4个程序段。
(2)X(U)±43,坐标可以用正负小数表示,小数点以前4位数,小数点以后3位数。
(3)F34,进给速度可以用小数表示,小数点以后3位数,小数点以前4位数。
(4)小数点输入的情况,用小数点形式输入的数据有特殊意义。
例如,X3,数据表示3mmX3,数据表示0003mmX132,数据表示132mm
此外,432mm的表示方法可以是X432或X4320。
(5)等效的表示方法如下。
N 0012 G00 M08 X0012340;
N 12 G0 M8 X1234;
2数控车床编程指令的种类和意义
数控车床编程指令的符号和意义与加工中心相比稍有不同,详见表41。
001 数控加工技术与编程

表41 数控机床编程指令的种类和意义
机 能 指 令 符 号 意 义
程序号码 O(EIA) 数控程序的编号
程序段序号 N 程序段序号
准备功能 G 指定数控机床的运动方式
X,Z,U,W 在各个坐标轴上的移动指令
R 圆弧半径、倒圆角
C 倒角量
I,K 圆弧中心的坐标
进给功能 F 指定进给速度、指定螺纹的螺距
主轴功能 S 指定主轴的回转速度
工具功能 T 指定刀具编号,指定刀具补偿编号
辅助功能 M 指定辅助机能的开关控制
P,U,X 停刀的时间
指定程序号 P 指定程序执行的编号
指定程序段序号 P,Q 指定程序开始执行和返回的程序段序号
P 子程序的重复操作次数
3程序的构成
在数控装置中,程序的记录是根据程序号来辨别的,调用某个程序可以通过程序号调出,
编辑程序也要首先调出程序号。
程序编号的结构为:
程序编号可采用下列方式:
O3;
O03;
O103;
O1003;
O1234;
在程序编号的后面可以注上程序的名字并用括号括起。程序名可用16位字符表示,要求有利
于理解。程序编号要单独使用一个程序段。
4程序段顺序号
为了区分和识别程序段,可以在程序段的前面加上顺序号
顺序号能够代表程序段执行的先后,也可以是特定程序段的代号,某个程序段可以有顺序号,
也可以没有,加工时不以顺序号的大小为各个程序段排序。
101第4章 数控车床编程

428 一般编程方法
1快速点定位指令(G00)
G00指令命令刀具以点位控制方式从刀具所在点快速移动到目标位置,无运动轨迹,不需
要特别指定进给速度。
输入格式 G00IP ;
其中,(1)IP为目标点的坐标,可以用X,Z,C,U,W或H表示(下文同)。
(2)X(U)坐标按直径值输入。
(3)分号“;”表示一个程序段的结束。
G00指令快速进刀如图49所示。
图49 G00快速进刀
2直线插补指令(G01)
G01指令用于直线或斜线运动。它可使数控车床沿x轴、z轴方向执行单轴运动,也可
以沿x,z平面内任意斜率的直线运动。
输入格式 G01IP F ;
其中,F为进给速度。
【示例】 外圆柱切削。
程序为
GO1X600Z800F03;
或
G01U0W800F03;
(1)X,U指令可以省略;
201 数控加工技术与编程

(2)X,Z指令与U,W指令可以在一个程序段内混用,程序可以写为
G01U0Z800F03;
或
G01X600W800F03;
G01指令切外圆柱如图410所示。
【示例】 外圆锥切削。
程序为
G01X800Z800F03;
或
G01U200W800F03;
G01指令切外圆锥如图411所示。
图410 G01指令切外圆柱 图411 G01指令切外圆锥
3圆弧插补指令(G02,G03)
该指令能使刀具沿着圆弧运动,切出圆弧轮廓。G02为顺时针圆弧插补指令,G03为逆时
针圆弧插补指令,表42列出了G02、G03程序段中各地址代码含义。
输入格式 G02X Z I K F ; 或 G02X Z R F ;
G03X Z I K F ; 或 G03X Z R F ;
表42 G02和G03指令程序段的含义
考虑的因素 指 令 含 义
1 回转方向G02 刀具轨迹顺时针回转
G03 刀具轨迹逆时针回转
2 终点位置 X,Z(U,W) 加工坐标系中圆弧终点的X,Z(U,W)值
3
从圆弧起点到圆弧中
心的距离 I,K从圆弧起点到圆心的距离
(通常用半径R指定)
圆弧半径 R 指圆弧的半径,取小于180的圆弧部分
301第4章 数控车床编程

执行圆弧插补需要注意的事项如下。
(1)I,K(圆弧中心)指令也可以用半径指定;当I,K值均为零时,该代码可以省略。
(2)圆弧在多个象限时,该指令可以连续执行。
(3)在圆弧插补程序段内不能有刀具功能(T)的指令。
(4)进给功能F指令指定切削进给速度,并且进给速度F控制沿圆弧方向的线速度。
(5)使用圆弧半径R值时,指定小于180°。
(6)指定比始点到终点的距离的50%还小的R值时,按180°圆弧计算。
(7)当I,K和R指令同时被指定时,R指令优先,I和K值无效。
(8)仅用增量坐标U,W也可以。
4螺纹切削指令(G33)
G33指令能够切削圆柱螺纹、圆锥螺纹和端面螺纹。
输入格式 G33 IP F ;
其中,F 为螺纹的螺距。G33指令如图412和图413所示。
图412 G33圆柱螺纹切削
图413 G33圆锥螺纹切削
5每转进给量指令(G99)和每分钟进给量指令(G98)
指定进给功能的指令方法有每转进给量指令和每分钟进给量指令两种。
401 数控加工技术与编程

(1)每转进给量指令(G99)
输入格式 G99 (F );
主轴每转进给量(主轴速度单位为mm/r)
G99指令如图414所示。
图414 每转进给量指令G99
(2)每分钟进给量指令(G98)
输入格式 G99 (F );
每分钟进给量(主轴速度单位为mm/min)
G98指令如图415所示。
图415 每分钟进给量指令G98
6暂停指令(G04)
暂停指令可以使刀具进行短时间(几秒钟)无进给光整加工,主要用于车削环槽、盲孔及自
动加工螺纹等场合。暂停指令如图416所示。
输入格式 G04U ;
G04P ;
(G99)G04U(P) ; 指令暂停进刀的主轴回转数
(G98)G04U(P) ; 指令暂停进刀的时间
(1)在G98进给模式中,指令中输入的时间即为停止进给时间。
501第4章 数控车床编程

图416 暂停指令G04
(2)在暂停指令同一语句段内不能指令进给速度。
(3)使用P形式输入时,不能用小数点输入。
(4)在没有出现G98时,数控车床程序默认G99进给方式,进给形式为
(G99)G0410; 主轴转一转后执行下一个程序段
(G98)G0410; 一秒钟之后执行下一个程序段
7自动回原点指令(G28)
G28指令使刀具自动返回机械原点或经过某一中间位置,再回机械原点,如图417所示。
图417 经过中间点返回机械原点
输入格式 G28 X(U) Z(W) T00;
中间点的坐标
(1)T00表示刀具复位。
(2)X(U)指令必须按直径值输入。
(3)该指令用快速进给方式。
601 数控加工技术与编程

8工作坐标系设定指令(G50)
G50指令以程序原点为工作坐标系的中心(原点),指定刀具出发点的坐标值,如图418所示。
图418 设定工作坐标系指令G50
输入格式 G50 X Z ;
刀具出发点
(1)设定工作坐标系之后,刀具的出发点到程序原点之间的距离就是一个确定的绝对坐
标值。与刀具从机械原点出发相比,可以提高生产效率。
(2)刀具出发点的坐标以参考刀具(外径、端面精加工车刀)的刀尖位置设定。
(3)确认在刀具出发点换刀时,刀具、刀库与工件和夹具之间没有干涉。
(4)在加工工件时,还需测量机械原点与刀具出发点之间的距离(αx,αz),以及其他刀具
与参考刀具刀尖位置间的距离。
9主轴功能指令(S指令)和主轴转速控制指令(G96,G97,G50)
(1)主轴功能指令(S)
S指令用于设定主轴转数。
① 主轴最高转速的设定(G50)
(G50) S ;
主轴最高转速
② 直接设定主轴转数指令(G97)
主轴速度用转数设定,单位为r/min。
(G97) S (M38 M39);
701第4章 数控车床编程

取消主轴线速度 设定主轴转数(r/min)
恒定功能 指令范围为0~9999
③ 设定主轴线速度恒定指令(G96)
主轴速度用线速度(m/min)值输入,并且主轴线速度恒定。
(G96) S (M38 M39);
主轴线速度恒定 设定主轴线速度,即切削速度(m/min)
式中指令说明如下。
●G96(控制线速度恒定指令)。当工件直径变化时,主轴每分钟转数也随之变化,这样就
可以保证切削速度不变,从而提高了切削质量。
● 主轴转速连续变化,M38设定主轴在低速范围变化(粗加工),M39设定主轴在高速范
围变化(精加工)。
10刀具功能指令(T指令)
T指令用于指定刀具及刀具补偿,地址符号为T。
输入格式
(1)刀具序号可以与刀盘上的刀位号相对应。
(2)刀具补偿包括形状补偿和磨损补偿。
(3)刀具序号和刀具补偿号不必相同,但为了方便起见,通常使它们一致。
取消刀具补偿的T指令格式为
T 或T 00
11进给功能指令(F指令)
F指令指定刀具的进给速度,有如下3种形式。
(1)每转进给量(mm/r),如图419所示。
(G99) F ;
主轴每转刀具进给量
小数点输入指令范围为00001~5000000(mm/r)(2)每分钟进给量(mm/min),如图420所示。
(G98) F ;
每分钟刀具进给量
801 数控加工技术与编程

指定范围:1~15000(mm/min)
(3)螺纹切削进给速度(mm/r),如图421所示。
G32G76 IP F ;
G92指定螺纹的螺距
指令范围为00001~5000000(mm/r)
① 每次进给量切螺纹时,快速进给速度没有指定界限。
② 接入电源时,系统默认G99模式(每转进给量)。
图419 每转进给量 图420 每分钟进给量 图421 螺纹切削
12辅助功能指令(M指令)
M指令用于设定各种辅助动作及其状态。表43给出了数控车床和车铣中心的辅助
功能。
表43 数控车床和车铣中心的辅助功能
M 代 码 功 能
00 程序停止
01 计划停止
02 程序结束
03 主轴顺时针转/旋转刀具顺时针转
04 主轴逆时针转/旋转刀具逆时针转
05 主轴停止/旋转刀具停止
08 冷却液开
09 冷却液关
10 夹盘紧
11 夹盘松
19 夹头自动归位
M 代 码 功 能
20 空气开
30 纸带结束
32 尾顶尖进给
33 尾顶尖后退
40 低速齿轮
41 高速齿轮
46 自动门开(选择)
47 自动门关(选择)
48 有螺纹导角(螺纹加工)
49 无螺纹导角(螺纹加工)
52 主轴(C轴)锁紧(用于车削中心)
901第4章 数控车床编程

续表
M 代 码 功 能
53 主轴(C轴)松开(用于车削中心)
54 C轴离合器合上(用于车削中心)
55 C轴离合器打开(用于车削中心)
82 尾架体进给
M 代 码 功 能
83 尾架体后退
98 调用子程序
99 子程序结束
13刀具半径补偿功能指令(G40,G41,G42)
大多数全功能的数控机床都具备刀具半径(或直径)自动补偿功能(以下简称刀具半径补
偿功能),因此只要按工件轮廓尺寸编程,再通过系统补偿一个刀具半径值即可。
(1)刀尖半径和假想刀尖概念
① 刀尖半径。即车刀刀尖部分为一圆弧,构成假想圆的半径值。一般,车刀均有刀尖半
径,用于车外圆或端面时,刀尖圆弧大小并不起作用,但用于车倒角、锥面或圆弧时则会影响精
度,因此在编制数控车削程序时,必须给予考虑。
② 假想刀尖。所谓假想刀尖如图422(b)所示,P点为该刀具的假想刀尖,相当于(a)尖
头刀的刀尖点。假想刀尖实际上不存在。
图422 刀尖半径和假想刀尖
刀尖半径R的变化会造成过切削或欠切削现象。
用手工方法计算刀尖半径补偿值时,必须在编程时将补偿量加入程序中,一旦刀尖半径值
变化,就需要改动程序,这样编程很烦琐。刀尖半径R补偿功能可以利用数控装置自动计算
补偿值,生成刀具路径。下面讨论刀尖半径自动补偿的方法。
(2)刀尖半径补偿模式的设定(G40,G41,G42指令)
①G40(解除刀具半径补偿)。解除刀具半径补偿,应写在程序开始的第一个程序段和取
消刀具半径补偿的程序段,取消G41,G42指令。
②G41(左偏刀具半径补偿)。面朝向与编程路径一致的方向,刀具在工件的左侧,则用该
指令补偿。
③G42(右偏刀具半径补偿)。面朝向与编程路径一致的方向,刀具在工件的右侧,则用该
011 数控加工技术与编程

指令补偿。
图423 G41和G42指令
图423为切削过程中经过刀尖半径补偿和未经刀尖半径补偿
时,假想刀尖的位置。
(3)刀尖半径补偿注意事项
①G41,G42指令不能与圆弧切削指令写在同一个程序段,可以
与G00和G01指令写在同一个程序段内,在这个程序段的下一程序
段始点位置,与程序中刀具路径垂直方向线过刀尖圆心。
② 必须用G40指令取消刀尖半径补偿,在指令G40程序段的前
一个程序段的终点位置,与程序中刀具路径垂直的方向线过刀尖圆心。
③ 在使用G41或G42指令模式中,不允许有两个连续的非移动指令,否则刀具在前面程
序终点的垂直位置停止,且产生过切或欠切现象。
14单一固定循环指令(G90,G92,G94)
外径、内径、端面、螺纹切削的粗加工,刀具要常常反复地执行相同的动作,才能切到工件
要求的尺寸,这时在一个程序中常常需要写入很多的程序段,为了简化程序,数控装置可以用
一个程序段指定刀具进行反复切削,这就是固定循环功能。
(1)外径、内径切削循环(G90)
切削圆柱面
输入格式 G90X(U) Z(W) (F );
外径、内径切削终点坐标
图424 G90指令循环动作
【示例】 用G90指令编程,如图424所示。
G96S120T0101(M39);
G50X1500Z2000M08;
G00X940Z100T0101M03;
Z20; 循环起点
G90模式G90X800Z498F025;
X700;
X604;
G00X1500Z2000T0000;
M01;
② 切削圆锥面
输入格式 G90X(U) Z(W) R (F );
外径、内径切削终点坐标 锥面径向尺寸
G90指令切削锥面循环动作如图425所示。(2)端面切削循环指令(G94)
① 切削直端面
111第4章 数控车床编程

图425 G90指令切削锥面循环动作
输入格式 G94X(U) Z(W) (F) ;
端面切削终点坐标
切削直端面如图426所示。
图426 锥面方向
G00X840Z20; 循环起点
G90模式 G94X304Z50F02;
Z100;
Z148;
G00X1500Z2000;
M01;
② 切削锥度端面
输入格式 G94X(U) Z(W) K (F) ;
端面切削终点坐标 锥面轴向尺寸
切削锥度端面如图427所示。
211 数控加工技术与编程

图427 G94循环动作
(3)螺纹切削循环指令(G92)
输入格式
【示例】 用G92模式编程。
G00X400Z50M48; 循环起点
G90模式 G92X293Z420F20;
X288;
X2842;
X2818;
X2798;
X2782;
X2772;
X2762;
G00X1500Z2000;
15复合固定循环(G70~G73)
现代数控车床培植不同的数控系统,定义了一些具有特殊功能的固定循环切削指令,日本
FANUC0T/15T系统定义了G70~G76各种形式的复合固定循环指令,下面介绍几种指令的
使用方法。
(1)外径、内径粗加工循环指令(G71)
311第4章 数控车床编程

G71指令将工件切削至精加工之前的尺寸,精加工前的形状和粗加工的刀具路径由系统
根据精加工尺寸自动设定。
在G71指令程序段内应指定精加工工件的程序段的顺序号、精加工余量、粗加工每次切
深、F功能、S功能、T功能等,刀具循环路径如图428所示。
图428 G71指令刀具循环路径
输入格式 G71PnsQnfUΔuWΔwDΔd(F S T );
其中,ns为精加工程序第一个程序段的序号,nf为精加工程序最后一个程序段的序号,Δu为
x轴方向精加工余量(直径值),Δw为z轴方向精加工余量,Δd为精加工每次切深。
(2)端面粗加工循环指令(G72)
G72指令与G71指令类似,不同之处就是刀具路径是按径向方向循环的,输入格式同G71指令,刀具循环路径如图429所示。
图429 G72指令刀具循环路径
输入格式 G72PnsQnfUΔuWΔwDΔd(F S T );
其中,ns为精加工程序第一个程序段的序号,nf为精加工程序最后一个程序段的序号,Δu为
x轴方向精加工余量(直径值),Δw为z轴方向精加工余量,Δd为粗加工每次切深。
(3)闭合车削循环指令(G73)
G73指令与G72,G71指令相同,只是刀具路径是按工件精加工轮廓进行的,刀具循环路
径如图430所示。例如,如果铸件、锻件等工件毛坯已经具备了简单的零件轮廓,这时粗加工
使用G73循环指令可以省时,提高功效。
411 数控加工技术与编程

图430 G73指令刀具循环路径
输入格式 G73PnsQnfIΔiKΔkUΔuWΔwDΔd(F S T );
其中,ns为精加工程序第一程序段的序号,nf为精加工程序最后一个程序段的序号,Δi为x方向的退出距离和方向,Δk为z轴方向退出距离和方向,Δu为x轴方向精加工余量,Δw为
z轴方向精加工余量,Δd为粗加工每次切深。
(4)精加工循环指令(G70)
执行G71,G72,G73粗加工循环指令以后的精加工循环,在G70指令程序段内应指令精
加工程序第一个程序的程序号和精加工程序最后一个程序的程序号。
输入格式 G70PnsQnf;
其中,ns为精加工程序第一个程序段序号;nf为精加工程序最后一个程序号。
【示例】 用G70,G71指令编程(图431)。
图431 G70,G71程序示例
511第4章 数控车床编程

43 典型零件的数控车床编程实例
431 实例1
编制工件的数控加工程序如图432所示,要求切断,1#外圆刀,2#切槽刀,切槽刀宽度
为4mm,毛坯直径为32mm。
图432
(1)首先根据图纸要求按先主后次的加工原则,确定工艺路线。
① 粗加工外圆与端面。
② 精加工外圆与端面。
③ 切断。
(2)选择刀具,对刀,确定工件原点。
根据加工要求,需选用2把刀具,T01号刀车外圆与端面,T02号刀切断。用碰刀法对刀
以确定工件原点,此例中工件原点位于最左面。
(3)确定切削用量。
① 加工外圆与端面,主轴转速为630r/min,进给速度为150mm/min。
② 切断,主轴转速为315r/min,进给速度为150mm/min。
(4)编制加工程序
N10G50X50Z150; 确定起刀点
N20M03S630; 主轴正转
N30T11; 选用1号刀,1号刀补
N40G00X35Z575; 准备加工右端面
N50G01X1F150; 加工右端面
N60G00X32Z60; 准备开始进行外圆循环
N70G90X28Z20F150; 开始进行外圆循环
N80X26;
N90X24;
611 数控加工技术与编程

N100X22;
N110X21; 20圆先车削至21N120G01X0Z575F150; 结束外圆循环并定位至半圆R75的起切点
N130G02X15Z50I0K75F150; 车削半圆R75N140G01X15Z42F150; 车削15圆
N150X16; 倒角起点
N160X20Z40; 倒角
N170Z20; 车削20圆
N180G03X30Z15I10K0F150; 车削圆弧R5N190G01X30Z2F150; 车削30圆
N200X26Z0; 倒角
N210G0X50Z150; 回起刀点
N220T10; 取消1号刀补
N230T22; 换2号刀
N235M03S315;
N240G0X33Z4; 定位至切断点
N250G01X1F150; 切断
N260G0X50Z150; 回起刀点
N270T20; 取消2号刀补
N280M05; 主轴停止
N290M02; 程序结束
432 实例2
编制工件的数控加工程序如图433所示,不要求切断,1#外圆刀,2#螺纹刀,3#切槽
刀,切槽刀宽度为4mm,毛坯直径为32mm。
图433
(1)首先根据图纸要求按先主后次的加工原则,确定工艺路线。
① 加工工件的外圆与端面。
② 切槽。
711第4章 数控车床编程

③ 车螺纹。
(2)选择刀具,对刀,确定工件原点。
根据加工要求需选用3把刀具,T01号刀车外圆与端面,T02号刀车螺纹,T03号刀切槽。
用碰刀法对刀以确定工件原点,此例中工件原点位于最左面。
(3)确定切削用量。
① 加工外圆与端面,主轴转速630r/min,进给速度150mm/min。
② 切断,主轴转速315r/min,进给速度150mm/min。
③ 车螺纹,主轴转速200r/min,进给速度200mm/min。
(4)编制加工程序。
N10G50X50Z150; 确定起刀点
N20M03S630; 主轴正转
N30T11; 选用1号刀,1号刀补
N40G00X33Z60; 准备加工右端面
N50G01X1F150; 加工右端面
N60G00X31Z62; 准备进行外圆循环
N70G90X28Z20F150; 开始进行外圆循环
N80X26;
N90X24;
N100X22;
N110X21; 20圆先车削至21N120G00Z60; 准备车倒角
N130G01X18F150; 定位至倒角起点
N140G01X20Z59; 倒角
N150Z20; 车削20圆
N160G03X30Z15I10K0; 车削圆弧R5N170G01X30Z0; 车削30圆
N180G00X50Z150; 回起刀点
N190T10; 取消1号刀补
N200T33; 换3号刀
N205M03S315;
N210G00X22Z40; 定位至切槽点
N220G01X18F60; 切槽
N230G04D5; 停顿5秒钟
N240G00X50; 回起刀点
N250Z150;
N260T30; 取消3号刀补
N270T22; 换2号刀
N280G00X20Z62; 定位至螺纹起切点
N285M03S200;
N290G92X195Z42P15; 螺纹循环开始
N300X19;
811 数控加工技术与编程

N310X185;
N320X173;
N330G00X50Z150; 回起刀点
N340T20; 取消2号刀补
N350M05; 主轴停止
N360M02; 程序结束
433 实例3
加工零件如图434所示。毛坯为 42mm的棒料,从右端轴向走刀切削,粗加工每次进给
深度15mm,进给量为015mm/r,精加工余量x向05mm,z向01mm,切槽刀刃宽为
4mm。工件程序原点如图434所示。
图434
程序 说明
O0001; 程序号
M41; 主轴高速挡
G50S1500; 最高转速1500r/minN1; 工序1 外圆粗加工
G00G40G97G99S600T0202M04F015; 主轴转速600r/min,走刀量
015mm/r,刀具号T02X440Z10; 外圆粗车循环点
G71U15R05; 外圆粗车纵向循环指令,每次吃刀深度15mm,
退刀量05mmG71P10Q11U05W01; x向精加工余量为05mm,z向精加工余量01mmN10G0G42X0; 工件轮廓程序起点序号(N10),刀具以G0速度至
X0,进行右刀补
G01Z0; 进刀至Z0X200K10; 切削端面,倒角1×45°Z200; 切削20外圆,长20mmX300K10; 切削端面,倒角1×45°Z500; 切削30外圆至50mm
911第4章 数控车床编程

X400K10; 切削端面,倒角1×45°Z840; 切削40外圆至84mmN11G01G40X430; 工件轮廓程序结束序号(N11),刀具至43,取消
刀补
G28U0W0T0M05; x向、z向自动回归机械原点
N2; 工序2 外圆精车
G00G40G97G99S1000T0404M04F008; 主轴转速1000r/min,走刀量
008mm/r,刀具号T04X440Z10; 外圆精车循环点
G70P10Q11; 精车外圆指令,执行(N10)至(N11)程序段
G28U0W0T0M05; 刀具自动回归机械原点
N3; 工序3 切断
G00G40G97G99S300T0606M04F005; 主轴转速300r/min,走刀量
005mm/r,刀具号T06X420Z840; 切断刀循环点
G75R05; 切断循环加工指令,R05指切削时的每次退刀量
G75X0P2000; X0为刀具切削终点坐标值,P2000为每次切削深
度为2000μmG00X1000;
G28U0W0T0M05; x向、z向自动回归机械原点
M30; 程序结束
434 实例4
图435
加工零件如图435所示。毛坯为 60mm×95mm棒料,从右端至左端轴向走刀切削,粗加工每次进给深
度20mm,进 给 量 为025mm/r,精 加 工 余 量x 向
04mm,z向01mm,切槽刀刃宽4mm。工件程序原
点如图435所示。
程序 说明
O0002;
M41;
G50S1500;
N1; 工序1 端面车削
G00G40G97G99S400T0101M04F01;
X620Z15;
G96S120; 切换工件速度,转速为500r/minG01X0;
G00X620Z15;
Z0;
G01X0;
021 数控加工技术与编程

G00G97S500Z500;
G28U0W0T0M05;
N2; 工序2 外圆粗车
G00G40G97G99S400T0202M04F025;
X670Z10; 刀具定位至粗车循环点
G71U20R05;
G71P10Q11U04W01;
N10G00G42X0;
G01Z0;
G03X200Z100R100;
G01Z150;
X300;
Z460R30;
X400;
Z660;
X610;
N11G01G40X650;
G28U0W0T0M05;
N3; 工序3 外圆精车
G00G40G97G99S600T0404M04F01;
X670Z10;
G96S150;
G70P10Q11;
G00G97S600X1000;
G28U0W0T0M05;
N4; 工序4 外圆精车
G00G40G97G99S300T0606M04F005;
X310Z290;
G01X260; 进刀时进给量为005mm/rG01X310F02; 退刀时进给量为02mm/rG00Z330;
G01X260F005;
G01X310F02;
G00Z340;
G01X260F005;
G01X310F02;
G28U0W0T0M05;
M30; 程序结束
435 实例5
编制工件的数控加工程序如图436所示,工艺路线、切削用量等与实例4类似。刀具选
121第4章 数控车床编程

择为T11:90°外圆车刀,T22:69°螺纹车刀,T33:宽36mm切断刀。
图436
加工程序如下。
(1)先加工 25宽15的槽,所以原点为前端与轴心线交点。
G50X40Z50;
M03S1500;
T11;
G00X36Z0;
G01X0F80;
G00X34Z2;
G01Z38F80;
G00X40Z50;
T10;
T22;
G00X35Z150;
G75X255Z235I3K1E35F100;
G00Z126X345;
G01X34F80;
X32Z136;
X28;
G03X25Z151R15;
G01Z20;
G00X35;
Z26;
G01X34F80;
X32Z25;
X28;
221 数控加工技术与编程

G02X25Z235R15;
G01Z16;
G00X40;
Z50;
T20;
M05M02;
(2)加工球和螺纹。
G50X50Z50;
M03S1500;
T11;
G00X36Z0;
G01X0F80;
G00X36Z2;
G90X33Z30F200;
X30;
X27;
X24;
X225;
G00X35Z29;
G90X33Z60F200;
X30;
X28;
G00X32Z59;
G01X35Z70F150;
G00Z59;
X285;
G01X345Z70F150;
G00X50Z50;
T10;
T33;
G00X23Z286;
G01X16F80;
G00X23;
Z30;
G01X16F80;
G00X50;
Z50;
T30;
T22;
G00X18Z4;
G01Z0F80;
321第4章 数控车床编程

X22Z2;
Z23;
X18Z25;
X16Z30;
G02X2273Z4817R15;
G03X34Z70R20;
G00X50;
Z20;
G92X21Z28P15;
X20;
X193;
G00X50Z50;
T20;
M05;
M02;
436 实例6
编制工件的数控加工程序如图437所示,工艺路线、切削用量等与实例5类似。
图437
加工程序如下。
(1)先加工 48外圆及斜锥孔。
G50X60Z50;
M03S1500;
T11(外圆刀);
G00X24Z2;
421 数控加工技术与编程

G01Z0F80;
X44;
X49Z25;
Z30;
G00X50Z2;
X48;
G01Z30F80;
T10;
T22(内孔刀);
G00X26Z2;
G90X20Z25R14F120;
X23;
X25;
G00X40;
G01Z0;
X26Z30;
G00X24;
Z50;
T20;
M05;
M02;
(2)后加工M45×15和 26内孔。
G50X60Z50;
M03S1500;
T11;
G00X52Z2;
G90X49Z50F120;
X47;
X45;
G00X24Z0;
G01X41F80;
X45Z2;
Z50;
X47;
X48Z505;
G00X60Z50;
T10;
T33(螺纹刀);
M03S1000;
G00X46Z35;
G01X43F80;
Z38;
521第4章 数控车床编程

G00X48;
Z2;
G92X43Z36P15;
X42;
X41;
X402;
G00X60Z50;
T30;
T22;
G00X38Z1;
G01X25Z102;
G00Z1;
X3873;
G01Z0F80;
G02X26E102R20;
G01Z46;
G00X24;
Z50;
X60;
T30;
M05;
M02;
437 实例7
编制图438所示工件的数控加工程序,工艺路线、切削用量等与上例类似。
加工程序如下。
(1)先加工 49外径和 30内孔。
G50X60Z50;
M03S1500;
T11(90°外圆刀);
G00X52Z0;
G01X24F80;
G00X49Z2;
G01Z25F120;
G00X60Z50;
T10;
T22(镗刀);
G00X30Z2;
G01Z15F80;
X28;
X26Z16;
621 数控加工技术与编程

图438
Z26;
X60Z50;
T20;
M05;
M02;
(2)加工M45×15和 28内孔。
G50X60Z50;
M03S1500;
T11(90°外圆刀);
G00X52Z2;
G90X50Z33F120;
X48;
X46;
G00X24;
Z0;
G01X30F80;
G02X43Z65R65;
G01X45Z75;
Z33;
G03X49Z35R2;
G00X60;
Z50;
T10;
T22;
721第4章 数控车床编程

G00X32Z1;
G01X28Z1F80;
Z30;
X24Z32;
G00Z50;
X60;
T20;
(3)车螺纹。
T33M05S2G00X46Z0G92X45Z25P15I48K3
X435X42X41X402
G00X60Z50M05M02
44 习题
1编写零件的加工程序如图439所示,并进行加工,根据加工要求选用3把车刀,1号刀
车外圆,2号刀切槽,3号刀车螺纹。要求正确选择换刀点,以避免换刀时机床与工件、夹具发
图439
821 数控加工技术与编程

生碰撞。换刀点选为A(200,350)点。切削用量为:主轴速度(r/min),在车外圆、车槽、车螺纹
时分别为630,315,200;进给速度F(mm/min),在车外圆、车槽、车螺纹时分别为150,160,
150。
2试述所用数控车床的基本结果及所用的数控系统种类、特点。
3试述数控车床的开机步骤,为什么要回参考点?
4简述数控车床加工的对刀方法。
5数控车床加工顺、逆圆弧应如何判定?
921第4章 数控车床编程

第5章 数控铣床编程
51 数控铣床概述
511 组成
下面以XK5025型数控铣床为例介绍数控铣床的组成。
XK5025型数控铣床是典型的数控铣床,由机械、电气和数控三大部分组成。
1机械部分
机械部分又分为6个部分,即床身、铣头、工作台、横向进给部件、升降台、冷却和润滑
部分。
(1)床身
内部布筋合理,具有良好的刚性,底座上设有4个调节螺栓,便于机床调整,冷却液和储液
池设在机床内部。
(2)铣头
由有级变速箱和铣头两个部件组成。铣头主轴支承在高精度轴承上,保证主轴具有高回
转精度和良好的刚性;主轴装有快速换刀螺母,前端锥孔采用ISO30#锥度。主轴采用机械无
级变速,调节范围宽、传动平稳、操作方便。刹车机构能使主轴迅速制动,节省辅助时间。刹车
时,通过制动手柄撑开止动环使主轴立即制动。启动主电机时,应注意松开主轴制动手柄。铣
头部件还装有伺服电机、内齿带轮、滚珠丝杆副和主轴套筒,形成垂直向(z向)进给传动链,使
主轴作垂直方向的直线运动。
(3)工作台
与床鞍支承在升降台较宽的水平导轨上,工作台的纵向进给是由安装在工作台右端的伺
服电机驱动的。通过内齿带轮带动精密滚珠丝杠副,使工作台获得纵向进给。工作台左端装
有手轮和刻度盘,以便手动操作进给。床鞍的导轨面均采用TurctteB贴塑面,提高了导轨的
耐磨性,运动的平稳性和精度的保持性,消除了低速爬行现象。
(4)横向进给
在升降台前方装有交流伺服电机,驱动床鞍作横向进给运动,工作原理与工作台纵向进给
相同。另外,在横向滚珠丝杠前端还装有进给手轮,可以实现手动进给。
(5)升降台
在其左侧装有锁紧手柄,轴的前端装有长手柄可带动锥齿轮和升降台丝杠旋转,从而获得
升降台的升降运动。
(6)冷却和润滑

冷却部分由冷却泵、出水管、回水管、开关及喷嘴等组成。冷却泵安装在机床底座的内腔
里,将冷却液从底座内储液池抽至出水管,再经喷嘴喷出,对切削区进行冷却。润滑部分采用
手动润滑方式,用手动润滑油泵,通过分油器对主轴套筒、导轨采用滚珠丝杠进行润滑,以提高
机床的使用寿命。
2电气部分
电气部分又分为强电和弱电两部分。强电部分控制主轴、冷却泵和润滑。弱电部分控制
伺服单元,进而控制伺服电机和编码器。本机床采用三相380V交流电源供电,空气开关控制
机床总电源的通断。同时,该空气开关的通断还受到钥匙开关和开门断电开关的保护控制,使
机床只有在钥匙打开和电气箱关闭的情况下才能通电。本机床用变频器控制主轴电机,主轴
的转速由两部分控制组合而成,一部分是变频器对转速进行无级调速,另一部分是机械手柄和
带轮有级调速。
3数控部分
XK5025的数控部分采用FANUC0MD系统。该系统在控制电路中采用32位高速微处
理器和大规模集成电路、半导体存储器,实现了高速度、高可靠性要求。CNC主印刷板、电源
板、输入/输出接口板全部安装在一块基板上,与机床的强电箱易于组合。系统内还配有强力
PMC,实现了机械加工的高速化及机床方面强电路的简化。在CRT上可编辑和显示梯形图,
便于监视和维修。
512 主要技术规格
工作台行程(X×Y×Z)为680mm×350mm×400mm。
工作台允许最大承载为250kg;主轴转速范围为65~4750r/min;进给速度为0~035m/min。
电机总容量为11kW;脉冲当量为0001mm;定位精度为±0013mm/300mm,重复定位精度
为±0005mm。
52 编程方法
学好数控铣床编程,必须了解数控铣床的操作要点。
521 设定机床坐标系
数控铣床的机床坐标系的确定方法与数控车床相似,但数控铣床有x,y,z3轴。通过回
机械零点确认机床坐标系。开机后,通过回零,使工作台回到机床原点(或参考点,该点为与机
床原点有一固定距离的点)。数控铣床的回零(回参考点)步骤为:将开关置于【回零】位置,按
手动轴进给方向键+X,+Y,+Z至回零指示灯亮。机床机械原点设定与编程中的G54指令
直接有关。
131第5章 数控铣床编程

522 设定工件坐标系
工件坐标系是编程时使用的坐标系,又称编程坐标系,该坐标系是人为设定的。建立工件
坐标系是数控铣床加工前必不可少的一步。数控铣床通过对刀建立工件坐标系。数控铣床的
对刀主要采用下面两种方法。
(1)随机对刀法。适用于多品种、小批量产品。该方法采用G92指令对刀,用G92指令
设定起刀点与编程原点的坐标关系,从而建立了工件坐标系。
(2)固定对刀法。适用于单品种、大批量产品。该法采用G54指令对刀,用G54指令设
定数控铣床编程原点机床原点的坐标关系(需从面板上输入相关数据),从而建立了工件坐标
系,G54值可用G59指令取消。
523 坐标轴方向
数控铣床上的坐标系采用右手直角笛卡儿坐标系。各坐标轴的方向为
对运动方向的规定是,铣床某一部件运动的正方向,是增大工件与刀具之间距离的方向。
524 绝对坐标和增量坐标
G90表示用绝对坐标方式编程,G91表示用相对坐标方式编程。
525 一般编程方法
1快速定位
格式 G00XYZ快速定位到指定点(比数控车床多一个轴)。
2直线插补
格式 G01XYZFX,Y,Z为目标点坐标,F为进给速度,单位为mm/min(用G94或G98指定)或mm/r(用
G95或G99指定)。
3平面选择
G17指令表示xy平面,G18指令表示xz平面,G19指令表示yz平面。平面选择指令与
231 数控加工技术与编程

圆弧插补有关。
4圆弧插补
格式 G02(03) X Y I J F该指令用于xy平面的圆弧插补。X,Y为圆弧终点坐标,I,J为圆心相对于起点的坐标,F
为进给速度。
格式 G02(03) X Z I K F该指令用于xz平面的圆弧插补。
格式 G02(03) Y Z J K F该指令用于yz平面的圆弧插补。
526 循环
数控铣床的循环指令主要有G73,G74,G76,G80~G89,主要用于孔加工,包括钻孔、镗
孔、攻螺纹等。使用一个程序段就可以完成一个孔加工的全部动作。如果孔加工的动作无须
变更,则程序中所有模态的数据可以不写,因此可以大大简化编程。
527 刀具补偿
G41指令为刀具左偏置,G42指令为刀具右偏置,G40为取消刀具半径补偿。
刀具半径补偿的过程如下。
(1)刀补的建立。刀具中心从与编程轨迹重合过渡到与编程轨迹偏离一个偏置量的
过程。
(2)刀补的进行。执行G41,G42指令的程序段后,刀具中心始终与编程轨迹相距一个偏
置量。
(3)刀补的取消。刀具离开工件,刀具中心轨迹过渡到与编程重合的过程。
G40指令必须与G41指令和G42指令成对使用。当指令的圆弧半径小于刀具半径时,若
进行内侧偏置则会产生过切。另外,刀具半径补偿后的刀具中心轨迹与编程轨迹的方向相反
时也会产生过切,应注意避免。
528 子程序
程序中有固定的、顺序变化重复的模式时,可将其作为子程序存放,使程序简单化。M98为子程序调用指令,M99为子程序结束指令。子程序调用格式为
M98P××× ××××
P后面的前3位为重复调用次数,省略时为调用1次,后4位为子程序。
331第5章 数控铣床编程

529 与编程有关的操作方法
下面以FANUC系统为例进行讨论。
1程序的调用
(1)选择编辑方式,单击PRGRM按钮。
(2)键入地址O及要检索的程序号。
(3)按CURSOR↓键,此时在CRT画面的右上方显示已检索的程序号。单击LIB字母
相对应的下方空白键即可查找已有程序。
2程序的编写
(1)选择编辑方式,单击PRGRM按钮。
(2)输入新程序名,如O001,按INSRT键。换行则输入EOB后按INSRT键,此时自动
显示语句号字。
(3)输入程序段,换行。
(4)修改已输入程序,光标用CURSOR键移至欲修改处,输入新内容,按ALTER键
即可。
(5)程序结束后,按RESET键复位,检查后即可运行。
3程序的删除
(1)删除整个程序。在标记方式,单击PRGRM按钮,假如程序名,按DELETE键即可。
(2)删除已输入的程序语句,用DELETE键。
(3)删除未输入的程序语句,用CAN键。
4程序的运行
(1)正常运转,按【循环启动】按钮,铣床自动运转。
(2)按【进给保持】按钮,使自动运转暂时停止。
(3)按【跳步】按钮,程序中有斜杠“/”的程序段将不执行。
(4)按【单段】按钮,机床处于单段运行状态,每按一次【循环启动】按钮,只执行一段程
序段。
(5)按【空运行】按钮,此时机床在空运行状态下快速运行。
(6)按【锁定】按钮,机床停止移动,但位置坐标的显示与机床移动时相同,M,S和T功能
仍有效。该按钮主要用于程序检测。
(7)按【选择停】按钮,执行含有M01的程序段后,自动运转停止。
(8)按【急停】按钮,机床移动瞬间停止。
(9)使用【进给速度修调】开关可选择程序指定的进给速度的百分数,按照刻度可实现0~150%的倍率修调。
431 数控加工技术与编程

5程序的传输
(1)数控铣床与微机可通过RS232接口进行传输。
(2)传输前数控铣床必须先做好准备。即在编辑方式中单击PRGRM按钮,输入程序名,
按INPUT按钮,屏幕右下角出现闪动的“标头SK”字样。
(3)本书采用Qmodem软件,其使用步骤如下。
打开Qmodem后,按ALT+P键,选择参数;按ALT+K键,选择接口;按PageUp键,选
择系统,最后输入待传程序的文件名和路径,即可传输。
53 典型零件的数控铣床编程实例
531 实例1
编制图51中矩形的内轮廓,圆的外轮廓数控加工程序,要求使用刀补,铣刀直径为
10mm,一次下刀8mm。
图51
(1)首先根据图纸要求按先主后次的加工原则确定工艺路线。
① 下刀。
② 加工矩形的内轮廓。
③ 加工圆的外轮廓,提刀。
(2)选择刀具,对刀,确定工件原点。
根据加工要求需选用1把键槽铣刀,直径为10mm,刀补在面板上输入。用随机对刀法确
定工件原点。
(3)确定切削用量。主轴转速为1000r/min,进给速度为150mm/min。
(4)编制加工程序如下。
531第5章 数控铣床编程

N10G92X0Y0Z40; 确定工件原点,此时工件原点在刀位点下方40mm处
N20M03S1000; 主轴正转
N30G00X50Y50; 快移至刀补起点
N40G42G01X25Y0D01F150; 建立右刀补并至起刀点
N50G01Z8; 下刀
N60Y15; 开始加工内轮廓
N70G02X15Y25R10;
N80G01X15;
N90G02X25Y15R10;
N100G01Y15;
N110G02X15Y25R10;
N120G01X15;
N130G02X25Y15R10;
N140G01Y0; 内轮廓加工结束,定位至外轮廓加工过渡圆起点
N150G02X10Y0R75; 走外轮廓加工过渡圆,使外轮廓进刀时圆滑过渡
N160G03I10; 加工外轮廓
N170G02X25Y0R75; 走外轮廓加工过渡圆,使外轮廓退刀时圆滑过渡
N180G01Z20; 抬刀
N190G40G00X0Y0D01; 取消刀补并回工件原点
N200M30;
532 实例2
铣如图51所示的型腔,深度为12mm,要求使用子程序,铣刀直径为10mm,一次下刀
2mm。
(1)工艺路线、刀具、对刀方法及切削用量与编程实例1相似。
(2)编制加工程序如下。
① 主程序O01
N10G92X0Y0Z40; 确定工件原点,此时工件原点在刀位点下方40mm处;
N20M03S1000; 主轴正转
N30G00X50Y50; 快移至刀补起点
N40G42G01X25Y0D01F150; 建立右刀补并至起刀点
N50G01Z2; 第1次下刀
N60M98P02; 调用子程序O02开始第1层型腔加工
N70G01Z4; 第2次下刀
N80M98P02; 调用子程序O02开始第2层型腔加工
N90G01Z6; 第3次下刀
N100M98P02; 调用子程序O02开始第3层型腔加工
N110G01Z8; 第4次下刀
N120M98P02; 调用子程序O02开始第4层型腔加工
N130G01Z10; 第5次下刀
631 数控加工技术与编程

N140M98P02; 调用子程序O02开始第5层型腔加工
N150G01Z12; 第6次下刀
N160M98P02; 调用子程序O02开始第6层型腔加工
N170G00Z40; 抬刀
N180G40G00X0Y0D01; 取消刀补并回工件原点
N190M30;
② 子程序O02
N10G01Y15; 开始加工内轮廓
N20G02X15Y25R10;
N30G01X15;
N40G02X25Y15R10;
N50G01Y15;
N60G02X15Y25R10;
N70G01X15;
N80G02X25Y15R10;
N90G01Y0; 开始加工外轮廓
N100G02X10Y0R75;
N110G03I10;
N120G02X25Y0R75;
N130M99; 回主程序
533 实例3
用立铣刀铣一个200mm×200mm的平面,深度3mm,要求使用子程序,铣刀直径为12mm。
(1)工艺路线采用下刀后多次调用子程序的方法,对刀方法及切削用量与上例相似。
(2)编制加工程序如下。
① 主程序O01
N10G92X0Y0Z40; 确定工件原点,此时工件原点在刀位点下方40mm处,同时位于左上角
N20M03S1000; 主轴正转
N30G01Z3F150; 下刀
N40M98P1002; 调用10次子程序O02(次数根据铣刀直径和工件宽度计算得出)
N50G01Z40; 抬刀
N60G0X0Y0; 回工件原点
N70M30; 程序结束
② 子程序O02
N10G01Y210; 子程序开始
N20G91G01X10;
N30G90G01Y0;
N40G91G01X10;
731第5章 数控铣床编程

N50G90;
N60M99; 回主程序,注意相对编程与绝对编程的转换
534 实例4
(1)零件如图52所示,z向程序原点位于工件上表面,x向、y向程序原点位于工件左下
角O点。
(2)刀具选用直径为16mm的立铣刀。
(3)安全面高度为20mm。
图52
(4)编制此零件的加工程序。
(5)加工程序如下。
N010 G92X0Y0Z20; 建立工件坐标系
N020 M03S800;
N030 G00G1X20Y7D01; 建立左刀补
N040 G01Z5F250M08; 下刀
N050 X6Y21; 切斜角
N060 Y77;
831 数控加工技术与编程

N070 G02X24Y95R18; 加工R18圆弧
N080 G01X42168;
N090 G03X89812Y95R36; 加工R36圆弧
N100 X94;
N110 Y25;
N120 G03X76Y7R18; 加工R18圆弧
N130 G01X20N140 G01Z20; 退回安全高度
N150 G00G40X0Y0; 取消刀补
N160 M30; 程序结束
535 实例5
(1)零件如图53所示,z向程序原点位于上表面,x向和y向程序原点位于工件左下角
O点。
图53
931第5章 数控铣床编程

(2)刀具选用直径 6mm,18mm和 22mm的立铣刀。
(3)安全面高度为20mm。
(4)编制此零件的加工程序。
(5)加工程序如下。
N010G92X0Y0Z20;
N020M06T01; 换直径18铣刀
N030G0G90X71129Y1286M03S800;
N040G43H01Z5; 1号刀,长度补偿
N050Z254;
N060G1Z00F250M08;
N070G41X69895Y346D01; 1号刀,左偏刀具补偿
N080G3X645Y6I5395J446; 切入
N090G1X62;
N100X45;
N110G2X35Y16I00J10; R10圆弧
N120G1Y20;
N130G3X25Y30I10J00; R10圆弧
N140G1X11;
N150X6Y40;
N160Y60;
N170X11Y70;
N180X25;
N190G3X35Y80I00J10; R10圆弧
N200G1Y84;
N210G2X45Y94I10J00; R10圆弧
N220G1X79;
N230G2X94Y79I00J15; R15圆弧
N240G1Y21;
N250G2X79Y6I15J00; R15圆弧
N260G1X595;
N270G3X54105Y346I00J7;
N280G40G1X52871Y1286;
N290G0Z5M05;
N300Z20;
N310M06T02; 换直径22铣刀
N320X77286Y52371M03;
N330G43H02Z5; 2号刀,长度补偿
N340Z254;
N350G1Z00F250;
N360G41X7946Y53605D02; 2号刀,左偏刀具补偿
N370G3X82Y59I446J5395S600;
N380G1Y615;
041 数控加工技术与编程

N390Y73;
N400G3X70Y85I12J00; R12圆弧
N410G1X54;
N420G3X42Y73I00J12; R12圆弧
N430G1Y27;
N440G3X54Y15I12J00; R12圆弧
N450G1X70;
N460G3X82Y27I00J12; R12圆弧
N470G1Y64;
N480G3X7946Y69395I7J00; 退刀
N490G40G1X77286Y70629;
N500G0Z5;
N510X78557Y47989;
N520Z5M05;
N530Z20;
N540M06T03; 换直径6铣刀
N550G43Z5H03M03S1000; 3号刀,长度补偿
N560Z246;
N570G1Z5F250;
N580G41X79222Y50399D03; 3号刀,左偏刀具补偿
N590G3X77203Y5601I6969J662;
N600G1X75435Y57778;
N610X67657Y65556;
N620G3X56343I5657J5657; R8圆弧
N630G1X46444Y55657;
N640G3Y44343I5657J5657; R8圆弧
N650G1X56343Y34444;
N660G3X67657I5657J5657; R8圆弧
N670G1X83213Y50;
N680X73667Y59546;
N690G3X68056Y61565I4949J495;
N700G40G1X65646Y609;
N710G0Z5;
N720G00Z20;
N730M05;
N740X0Y0;
N750M30;
54 习题
1编写如图54所示盖板零件外形轮廓的加工程序,并进行加工。铣削时以底面定位。
2试述所用数控铣床的基本结构,所用的数控系统种类、特点。
141第5章 数控铣床编程

图54
3试述数控铣床程序的编辑方法,数控铣床的程序如何传输?
4数控铣床的对刀方法主要有哪几种,其适用范围如何?
5如何在数控铣床加工中设置刀具补偿?
241 数控加工技术与编程

第6章 PowerMILL软件及其应用
61 软件概述
PowerMILL为一套独立的3D加工软件,依据所输入之3DCAD模型快速产生完全不过
切的刀具路径。3D模型可为曲面模型或实体模型架构,经由IGES,STL,直接接口(例如ProE,UG,CATIA)等或由PowerSHAPE直接输出。利用PowerMILL的简易接口结构,可以给使
用者提供强而有力的加工模式组合,以及一系列进阶所使用的路径编辑功能以方便加工。
PowerMILL在使用上如有任何问题可以查看线上说明(OnLineHelp)———F1键,即可快
速查询PowerMILL的使用功能及其方法。
每一次PowerMILL版本更新,在软件的线上说明都会有一个新增功能(What’sNew),所
有新的功能都在这个新的说明上面,并且解释其用法。另外,它还提供了未来发展的功能预
告。
62 工作环境
1系统环境运行
(1)用鼠标双击桌面上的PowerMILL图标,如图61所示,打开PowerMILL窗口,如图
62所示。
图61 PowerMILL图标
(2)菜单栏如图63所示。
(3)单击菜单名可以显示该菜单包含的菜单项,带有 图标说明该项还附有子菜单项,
如图64所示。

图62 PowerMILL窗口
图63 菜单栏
图64 菜单及其子菜单
(4)PowerMILL将常使用的功能以图形按钮方式显示,如图65所示。每一个按钮皆以
近似功能特性之图形显示。若将鼠标移动至任一按钮数秒即可动态显示此按钮之功能说明。
图65 按钮之功能说明
441 数控加工技术与编程

2转换模型视角
(1)【检视工具列】在屏幕的右边,单击【检视】→【工具列】命令即可打开该工具栏,单击按
钮 即可关闭工具栏。
【检视工具列】中,视角转换可以单击左边的按钮直接依照各个轴向转换,并且可以按等角
的方式查看模型,如图66所示。
图66 【检视工具列】
(2)视角的方向可以单击下列按钮,按主要轴向及等角的轴向视图作转换,如图67所
示。
图67 视角主要轴向与等角视图按钮
(3)如果需要显示全部模型,可以使用放大到全窗口按钮,也可以使用放大或缩小按钮制
作缩放模型查看,如图68所示。
图68 显示模型按钮
单击按钮 ,能够对某一区域作局部放大。
单击上一个视角按钮 ,可以转换到前一个视角。
单击更新显示 按钮,可以去除屏幕上不必要的残影。
线架构、着色的颜色可以由其下拉菜单中的【显示】→【模型选项】中设定。下拉菜单中的
选项说明如下。
倒勾着色分析(Draftangle)按钮 用于内定以红色状态显示倒勾状态。
清角区域着色分析(Minimumradius)按钮 用于以颜色显示最小的R角。
多曲面着色按钮 用于以线架构的颜色产生。
模型着色(Shadedview)按钮 用于以着色产生图面。
线架构(Wireview)按钮 用于以线架构显示图面。
3鼠标的操作
(1)PowerMILL可由鼠标的3键进行不同的操作,如图69所示。
541第6章 PowerMILL软件及其应用

(a)左键操作
(b)中键操作
图69 鼠标操作
单击【选取工具】→【选项】→【检视】→【动态旋转】命令,打开选项选单,如图610所示。
图610 选项选单
① 放大和缩小。同时按下Ctrl键和鼠标中键,上下移动鼠标即可放大或缩小视图。
② 平移模型。同时按下Shift键和鼠标中键,移动鼠标即可将模型按鼠标移动方向平移。
③ 方框放大。同时按下Ctrl和Shift键及鼠标中键,画出一个方框,可以放大方框所包含
的区域。
④ 旋转模型。按下鼠标中键,移动鼠标,屏幕上出现一跟踪球,模型可绕跟踪球中心旋转。
⑤ 动态旋转。动态旋转查看并快速释放鼠标键即可进行动态旋转检视。移动鼠标键的
速度越快,旋转速度就越快。此功能的内定值为关。
单击鼠标右键,弹出功能菜单,如图611所示。
图611 鼠标右键操作
641 数控加工技术与编程

(2)范例1下面由此范例介绍PowerMILL的观察模型的操作方式。
① 打开【开启范例】对话框选取档案,如图612所示。
图612 【开启范例】对话框
② 选取phone.dgk模型,单击【开启】按钮,模型显示如图613所示。
③ 这个phonedgk模型将显示在屏幕上,这时可以选取窗口适度化,模型将适度化在屏
幕上。
④ 选取窗口适度化按钮 ,如图614所示。
图613 phone.dgk模型 图614 phone.dgk模型窗口适度化
⑤ 单击ISO1视角按钮 ,选取着色按钮 ,如图615所示。
741第6章 PowerMILL软件及其应用

图615 ISO1视角着色显示
⑥ 这时,线架构与着色将一起显示在屏幕上。
⑦ 单击线架构图形按钮 ,线架构将暂时隐藏,如图616所示。
图616 隐藏线架构
4PowerMILL对象管理区
PowerMILL对象管理区位于屏幕的左边。如图617所示。
图617 PowerMILL对象管理区
841 数控加工技术与编程

对象管理区共有4个选项卡,可以快速有效地管理路径、参考线、特征、工作坐标、群组和
宏。
在第1个选项卡中,可以快速查看、对象属性;在第2个选项卡中,可以利用其多重选取的
特性快速更改多个对象的属性,如图618所示。
图618 对象管理区第2个选项卡
第3个选项卡中可以管理OLE对象,而第4个选项卡是Help浏览区,可以提供实时协助。
63 基本设定
产生路径之前需要设定:输入模型到PowerMILL,观察模型,素材,刀具,切削速度及主轴
转速,安全高度及提刀高度,刀具起始点。
1输入模型到PowerMILL
(1)打开【开启范例】对话框,选择范例chamber.tri。
在【档案类型】里有不同的扩展名,可以选择所需格式,如图619所示。
(2)选中chamber.tri后单击【开启】按钮,模型将显示在PowerMILL屏幕上,如图620所示。
2显示模型
选择Ctrl+1视角IsometricView,如图621所示。
3定义素材
下面介绍未加工时工件尺寸的选取。
(1)单击素材图形按钮 ,打开【素材设定选单】对话框,如图622所示。在对话框中可
以自由定义XYZ的值,可以在数值框中输入数值,也可以依模型的最大/最小值,依边界的大
941第6章 PowerMILL软件及其应用

小,依3D模型产生素材形状。
图619 范例chamber.tri
图620 chamber.tri模型显示 图621 视角IsometricView
(2)在【依...定义】下拉列表框中选择“最小/最大值”,单击【计算】按钮后,单击【接受】按
钮后。
素材将依模型的最大/最小值范围产生,素材颜色为蓝色,如图623所示。
4定义刀具
计算路径时,可以使用刀具大小来计算,产生路径,刀具设定方式在图标按钮 中,单击下
拉按钮,会出现一排刀具如图624所示,有各种形式的刀具,例如端铣刀,球刀,圆鼻刀等单击
某一刀具按钮,打开其选单,即可进行设置。
(1)选择球刀,设直径为8mm,长度为50mm,名称为R4,如图624所示。
(2)单击【接受】按钮,刀具将显示在界面上,如图625所示。
051 数控加工技术与编程

图622 【素材设定选单】对话框 图623 素材显示
图624 刀具及其选单
151第6章 PowerMILL软件及其应用

(3)在对象管理区将出现刀具图形按钮,如图626所示。
图625 刀具显示 图626 对象管理区刀具图形按钮
可以同时建立很多刀具,使用时只要作动一把刀具即可。
我们再建立一把直径为10mm端铣刀。在刀具图标 上单 击 鼠 标 右 键,在 弹 出 的【刀
具】菜单中单击【端铣刀】选项,打开【端铣刀选单】对话框,如图627所示。同时,在对象管理
区将出现另一把刀具图形按钮,如图628所示。
图627 端铣刀的设置
5进给率
在建立刀具路径时应设定进给率。单击进给率(Feedrates)按钮 ,打开【进给率选单】
对话框,如图629所示。对话框中,缓降速度(Plunge)指的是刀具z轴移动到切削高度这段
距离的速度,以避免快速插刀。切削速率(Cutting)指的是加工时刀具行进的速度。主轴转速
(Spindlespeed)指的是主轴转动的速度。
251 数控加工技术与编程

图628 端铣刀刀具图形按钮 图629 【进给率选单】对话框
6提刀高度(Rapidmoveheights)
设定提刀高度的目的是控制z轴安全提刀的距离,如图630所示。注意,上方的绝对高
度是第一次下刀的高度。安全高度(Safeheight)是刀具在提刀时的绝对安全高度。起始高度
(Startheight)则是定义缓降下刀的安全距离,当选择绝对值时,刀具的提刀高度都在素材以上
的安全高度。
一般内定值都在素材高度以上5mm才是起始高度,再加上5mm才是安全高度,如图
631所示。
图630 提刀高度选单
下方的选项增量高度只用于粗加工。
绝对值是指每次提刀都提到素材以上,并由素材上方缓降下至切削位置。
增量值是指每次提刀都到素材以上,并快速移动到加工模面的起始高位置缓降下刀。
相对值是指每次提刀都提到下面的安全高+起始高度(粉红线段为G01移动),然后缓降
351第6章 PowerMILL软件及其应用

下刀,计算机会自动检查模型不会产生过切移动。
图631 安全高度和起始高度
设定之后单击【接受】按钮即可。
7刀具起始点
刀具在切削之前应先定义刀具的起始位置。单击刀具起始点(ToolDatum)按钮 , 打
开【刀具起始点选单】对话框,将【模式】设定为自动侦测或手动修改,如图632所示。下面分
别介绍。
图632 【刀具起始点选单】对话框
(1)【模式】下拉列表
●“自动”(Automatic)———系统内定为自动,会自动设于素材中心最高处加一增量值。
●“固定”(Fixed)———可手动修改为整数或更安全高度。
(1)【位置】选项区
【位置】(Position)选项还用于设定起始点的参数。下面介绍【起始点】下拉列表中的选项
功能。
●“素材中心安全高”(BlockCentreSafeZ)———起始点位于素材中心上方,如图633所
示。
451 数控加工技术与编程

●“第一点安全高”(FirstPointSafeZ)———起始点位于路径第一个下刀位置的安全高上,
如图634所示。
●“第一点”(FirstPoint)———起始点位于路径第一个下刀位置的缓降高度上,如图635所示。
图633 “素材中心安全高”选项 图634 “第一点安全高”选项 图635 第一点
●“绝对值”(Absolute)———使用者可任意输入起始点位置,当然若干涉则对象管理区会出
现警告图标。
例如,我们可以设定起始点为X50,Y50和Z50,单击【接受】按钮即可。
64 量测
在开始制作路径程序之前,有时需要先了解模型的部分尺寸,例如R角尺寸或两点距离
等,以便顺利设定加工时之相关参数。
例如,在粗加工设定前必须先知道欲加工区域之尺寸,如此就可作为刀具尺寸设定之参
考;又如当在制作清角精加工前,必须知道模型之圆角尺寸,如此就可事先预知需使用之最小
刀具尺寸等。
1直线量测
此方法用于量测两点之坐标位置和直线距离等,显示两点间之相关数值。下面将说明如
何操作此功能选项。
(1)选择【档案】→【全部删除】命令。
(2)由【档案】菜单的范例中读取powerdrill.dgk,显示如图636所示。在图上可以利用检
视工具列中的视角功能局部放大图形左下角,显示如图637所示。
注意,CNC的机台必须以轴的平面作为基准。
利用量测功能可以求得上图所指示之平面Z高度,以作为加工设定之用。
单击【图形功能】框中的量测模型按钮 ,打开量测模型对话框,如图638所示。
该对话框包括2个选项卡:【直线】和【圆弧】选项卡,按所需设置即可。
(3)单击对话框中的【直线】按钮。
用鼠标左键拖曳,单击如下图之角落点位置,如图639所示。
551第6章 PowerMILL软件及其应用


图639 利用鼠标左键拖曳
(4)对话框中将显示上面单击之角落点之相关尺寸,如图640所示。
图640 角落点测量尺寸
所选取的第一点称为定位点,其坐标显示在数值框中,此点的Z坐标值为100。要产生
预留为1mm的区域清除刀具路径,可插入值为1100的Z高度。
放大查看如图641所示区域,测量间隙以决定可以使用的最大刀具直径。
单击选取量测模型按钮,开始新的直线量测,否则测量将以前面所测量的点为定位点。
选取圆倒角与底部平面的相交点,如图642所示。
图641 最大刀具直径 图642 选取圆倒角与底部平面的相交点
751第6章 PowerMILL软件及其应用

下面选取对面的肩底部,选取方式如图643所示。
图643 选取对面的肩底部
于是,屏幕上出现一条直线将这两个点连接在一起,与此直线有关的信息也同时显示在数
值框中(具体的数值可能因为所选取的点的位置的不同而有所不同)。
此处的距离(约为21mm)是可用于此区域加工的端铣刀的最大直径。
2圆弧测量
(1)在如图644所示区域,通过在圆弧或圆圈上拾取3个点的资料可以测量圆弧。
图644 圆弧测量
851 数控加工技术与编程

(2)量测此圆倒角的圆倒角半径,以决定可使用的球刀或圆鼻刀的刀尖圆角半径。
(3)单击量测模型中的圆弧,开启圆弧量测功能。
(4)为圆倒角选取起始点、中间点和结束点,如图645所示。
图645 选取起始点、中间点和结束点
(5)屏幕上出现一个通过此3点的圆,如图646所示。
图646 通过此3点的圆
(6)如图647所示,测量模型数值框中显示出此圆的详细信息。
可以看出,半径值约为5mm,因此可使用一直径为10mm的球刀加工此倒圆角区域。
951第6章 PowerMILL软件及其应用


图649 cowlingdgk的视角选择
图650 模型属性
例如,单击“模型”左边的符号“+”,选中cowling,单击鼠标右键,弹出快捷菜单,单击【编
辑】→【移动】→X命令,如图651所示。
图651 cowling模型选择编辑
161第6章 PowerMILL软件及其应用


图655 模型显示
(3)缩放模型
模型可以沿坐标原点放大或缩小。
① 在对象管理区,选择cowling→【编辑】→【比例】→X命令,如图656所示。
图656 缩放模型菜单
② 在打开的【比例缩放系数】对话框中输入2,如图657所示。模型则向X轴方向放大2倍,如图658所示。
③ 继续选择所有轴向缩放比例,输入05,显示如图659。
(4)镜射模型
361第6章 PowerMILL软件及其应用

图657 【比例缩放系数】对话框 图658 放大模型显示
图659 模型全部沿轴向缩小05倍
沿不同轴向镜射模型的方法与上述相同。
(5)储存模型
完成模型的移动和旋转之后,输出模型可以储存起来。单击【档案】→【储存专案】即可,如
图660所示。
图660 储存模型菜单
2工作坐标
按照工作坐标(Workplanes)可作为NC程序的资料基准,也可作为模型的一个准确的基
461 数控加工技术与编程

准点,它可以作为旋转、镜射等的基准位置。
(1)建立新坐标
工作坐标可由PowerMILL建立,方法是选择对象管理区的工作坐标,单击鼠标右键,弹
出快捷菜单,如图661所示。
图661 建立新坐标的快捷菜单
单击【作动】选项将此工作坐标设定为开启使用。
当工作坐标设定为作用中时,屏幕将以红色且大图形显示,此后建立的刀具路径及编辑操
作将以此为基准,其中亦包括素材和刀具等。
工作坐标的编辑,例如移动、旋转等可在对象管理目录中编辑,方法类似于前面所述之模
型移动。
(2)范例
下面以实例说明如何建立新的坐标,编辑坐标轴方向达到所需位置。
① 选择【档案】→【删除全部】命令。
② 开启模型,选择【档案】→【范例】→handset.tri,如图662所示。
图662 handset.tri模型
561第6章 PowerMILL软件及其应用


(1)平行(Raster)以平行线之方式加工模型轮廓和素材间材料,如图665所示。
(2)环绕(Offset)以等距补正方式移动刀间距切削模型轮廓和素材间材料,如图666所示。
图665 平行方式 图666 环绕方式
(3)外形单刀(Profile)
只沿模型轮廓加工,如图667所示。
这3种加工方式皆具有相同之参数,例如公差、预留量、口袋加工及切削方向等。
● 切削方向(Cutterdirections)———此参数提供了指定加工时之切削方向,包括有顺铣
(Climb)、逆铣(Conventional)及双向(Any)等,PowerMILL将依所指定的方式自动判断
模型加工之顺逆铣削方向。
● 口袋加工(PocketMachine)———此参数作用于设定粗加工之加工顺序为依层加工或依
区域加工。若此参数选项为ON(√),即依区域加工;反之,则依层加工。
2范例
采用环绕粗加工方式。
(1)删除所有模型。
(2)开启模型handletri,如图668所示。
图667 外形单刀方式 图668 handle.tri模型
(3)定义素材依最大/最小值,并且X、Y增量为15。
(4)定义10mm端铣刀。
761第6章 PowerMILL软件及其应用

(5)设定提刀高度(按钮为 ),重设安全高度。
(6)定义刀具起始点(按钮为 ),依素材中心重设。
(7)建立模型平面。在对象管理区选择“模型”,单击鼠标右键,在弹出的快捷菜单中选择
【平面】→【依素材】命令,如图669所示,选取素材。
图669 建立模型平面菜单
(8)在【输入平面的Z轴高度】对话框中输入0,单击对勾按钮,显示素材模型如图670所示。
图670 素材模型
(9)单击粗加工按钮,打开【粗加工选单】对话框,设定参数,如图671所示。
图671 【粗加工选单】对话框
861 数控加工技术与编程

(10)单击按钮 ,设定Z轴高度依平面计算,再单击【关闭】按钮,如图672所示。
图672 【粗加工Z切层选单】对话框
(11)在【粗加工选单】对话框中单击【应用】按钮执行,路径依模型与素材的形状产生,如
图673所示。
图673 粗加工刀具路径
(12)在【粗加工选单】对话框中,可以改变【方式】中“环绕”选项,如图674所示。单击
【选项】按钮,可以修改【类型】中的“模型”,单击【接受】按钮,如图675所示。
图674 加工方式选单
961第6章 PowerMILL软件及其应用

(13)在【粗加工选单】对话框中单击【应用】按钮执行,路径依模型的形状产生,如图676所示。
图675 环绕类型选单 图676 刀具路径
67 2D特征加工
在PowerMILL中,2D特征加工方式是以2D线架构建立3D特征,再进行刀具路径的运
算。操作步骤如下。
(1)特征。由2D线架构建立特征。特征的种类分为口袋、中心线、凸岛加工、孔、口袋圆
弧、外形圆弧。
(2)加工。建立好特征之后,使用粗加工选单进行2D粗加工、精加工,以及决定其加工方
式。
(3)钻孔。建立孔的特征后,直接用钻孔选单进行钻孔加工。
1特征
这里有6种不同的特征,其产生方式如同堆积木,以2D的线架构往上或往下延展。各种
特征的解释如下。
(1)口袋加工。特征选取口袋时,刀具路径将只做特征内部加工或只对特征外部加工。
(2)中心线加工。当参考线不是封闭线段时,可以使用轮廓切削,以此建立特征,路径将
只沿轮廓铣削。
(3)凸岛加工。特征选取外形加工时,刀具路径将只限于特征外部。
(4)孔。此特征用于建立钻孔,使用此类型时,选单下的选用将显示画面,即按点,或圆
弧,或本身的孔来建立特征。
(5)口袋圆弧。操作方式与孔相同,不同的是它不是钻孔用,其刀具路径沿圆的特征往
内。
(6)外形圆弧。刀具路径沿圆的特征外。
2范例
做2D特征加工,应先依图面数值建立特征,再依特征进行加工,如图677所示。
071 数控加工技术与编程

图677 2D特征加工图纸
(1)所有图素重设参数。
(2)开启【2D范例】→2D insert.dgk,如图678所示。
图678 2D范例
(3)建立一个新的特征目录“1”,如图679所示。
(4)开始建立特征,光标移到特征目录“1”,单击鼠标右键,在弹出的快捷菜单中选择【编
辑】→【建立特征】命令,如图680所示。
(5)打开【特征选单】对话框,如图681所示。在【类型】下拉列表框中选择“口袋”,定义
顶部为35,定义底部为10,用鼠标选中第二个矩形,该矩形的颜色变为黄色。
(6)单击【执行】按钮,显示特征如图682所示。
171第6章 PowerMILL软件及其应用

图679 新的特征目录1菜单
图680 建立特征1
图681 【特征选单】对话框 图682 特征执行显示
271 数控加工技术与编程

(7)继续建立特征,在【类型】下拉列表框中选取“凸岛加工”,参数如图683所示。
(8)鼠标选取最小的矩形,矩形颜色变黄色。
(9)单击【执行】按钮,特征如图684所示。
图683 “凸岛加工”特征选单 图684 特征执行显示
(10)继续建立特征,在【类型】下拉列表框中选取“孔”,参数如图685所示。
(11)选取图中4个圆,孔颜色变为黄色。
(12)单击【执行】按钮,特征如图686所示。
图685 孔特征选单 图686 特征执行显示
(13)以上所有特征全部建立完成,目录如图687所示。
(14)储存项目2D Inserts到C:\Temp。
(15)删除所有图素,开启项目2D Inserts。
32D特征加工
(1)用鼠标左键选择口袋和凸岛加工的特征,如图688所示。
(2)自订一把圆鼻刀外径为12mm,圆鼻半径为3mm。
371第6章 PowerMILL软件及其应用

图687 所有特征显示菜单
图688 特征加工显示菜单
(3)设定刀具起始点为X:0;Y:0;Z:50。
(4)在提刀高度选单中设定安全高度为50,起始高度为45。
(5)设定素材大小依右边数字输入:
X: -50 X: 50Y: -50 Y:50Z: 0 Z: 35
(6)单击粗加工按钮 ,并且选取切层断面建立 参数。
(7)选取如图689所示,建立特征。
(8)在【依...定义】下拉列表框中选取“每层下刀”为3mm,如图690所示。
(9)单击【执行】按钮,然后接受离开画面。
(10)设定参数如图691所示,单击【执行】按钮。
(11)刀具路径如图692所示。
471 数控加工技术与编程

图689 特征建立选单 图690 Z切层选单
图691 粗加工选单设置 图692 粗加工刀具路径
(12)更改刀具路径名称为pocket1。
4钻孔
钻孔循环由孔特征定义,如果使用的模型格式为DGK或IEGS,则可由钻孔选单中的自
动定义孔功能直接对孔定义特征,而不必自行定义。
(1)自订一把外径10mm钻头。
(2)单击钻孔按钮 ,打开【钻孔选单】对话框,如图693所示。
(3)在【选取孔】下拉列表中选取所有10mm的孔,如图694所示。
571第6章 PowerMILL软件及其应用

图693 【钻孔选单】对话框 图694 孔特征选取
(4)选取【循环类型】和【运行】选项,参数如图695所示。
(5)单击【执行】按钮,并更改名称为drill2,如图696所示。
图695 钻孔循环类型选取 图696 执行结果
(6)储存项目。
(7)定义钻孔顺序。
利用钻孔顺序选单可以快速决定钻孔顺序,如图697所示。
(1)在【钻孔选单】对话框中选择【顺序】选项卡,如图697所示。
671 数控加工技术与编程

(2)选取沿X轴方向循环,单击【执行】按钮,新的刀具路径产生如图698所示。
图697 钻孔顺序选单 图698 新的刀具路径
68 精加工
所有精加工的指令全部在图形按钮 里,单击该按钮即打开【精加工类型】对话框,如图
699所示。
图699 【精加工类型】对话框
单击【方式】的倒三角形按钮,会出现所有精加工指令,如图6100所示。可以分别选取不
同的加工方式完成所需路径。
图6100 精加工方式选单
771第6章 PowerMILL软件及其应用

在过去的版本中,刀具、公差和预留量是分开设定的,应预先设定好才能进入精加工选项
执行路径。现在的版本则可以在精加工画面中设定,如图6101所示。
图6101 刀具、公差和预留量选单
各功能分别如下。
(1)Z轴投影精加工,包含平行、放射状、螺旋状和参考线。
(2)3D等距精加工。
(3)等高精加工,包含等高精加工和最佳化等高精加工。
(4)清角,包含单刀清角、MultiPencil、插铣清角、沿外形清角和自动清角。
(5)多轴投影,包含点投影、线投影和面投影。
(6)外形单刀加工。
(7)旋转加工。
下面介绍3D等距精加工。
所谓3D等距加工,乃将指定之边界轮廓投影至曲面模型上,并依所设定之加工刀间距以3轴等距之方式产生一精修刀具路径。由于此加工方式所计算为3D轴向计算刀间距,故无论平坦
或陡峭区域皆可得到最佳之精加工路径。此功能还提供了“刀痕高度计算”按钮,用于设定刀间
距,系统将自动依“公差”为留痕高、计算出所需之刀间距,以确保精加工之品质及缩短加工时间。
●【方式】———在【方式】下拉列表中选取“3D”等距,如图6102所示。
图6102 精加工3D等距选单
871 数控加工技术与编程

●【螺旋状】———路径依螺纹的形状产生路径,减少提刀的次数。
●【使用最大刀数】———限定路径的刀数。
●【使用参考线】———依参考线的形状产生路径。
●【参考线起始端】———包含参考线为刀具起始的线段。
●【方向】———可控制顺逆铣。
13D等距范例
(1)删除全部。在空白区单击鼠标右键,在弹出的快捷菜单中选取【全部删除】命令,并且
在【工具】菜单中选取【重设选单参数】选项,回到原始状态,如图6103所示。
图6103 参数设置菜单
(2)单击【档案】→【范例】→cowling.dgk命令,显示如图6104所示。
图6104 cowling.dgk模型
(3)设定刀具直径为12mm,球刀。
(4)加工素材依模型之最大/最小值设定。
(5)刀间距为1mm,如图6105所示。
(6)单击【执行】按钮执行路径,并单击【接受】按钮,如图6106所示。
(7)螺旋状打勾,再单击【执行】按钮,显示如图6107所示。
971第6章 PowerMILL软件及其应用

图6105 刀间距设置选单
图6106 刀具路径显示
图6107 螺旋状刀路
23D等距精加工范例练习
(1)删除所有图素,并删除所有刀具路径。
(2)开启新的模型,单击【档案】→【范例】→phone.dgk。
(3)定义素材依最大/最小值计算,如图6108所示。
(4)定义刀具直径为10mm,球刀。
(5)进入精加工方式,选取3d等距精加工,边界依素材,并设定预留量为0,公差为01,
刀间距为1mm。
(6)单击【执行】按钮,再单击【接受】按钮,结果如图6109所示。
081 数控加工技术与编程

路径依边界形状慢慢算出如上刀具路径。
图6108 phone.dgk模型
图6109 刀路显示
181第6章 PowerMILL软件及其应用

参 考 文 献
1郑修本.机械制造工艺学.北京:机械工业出版社,19992徐宏海.数控加工工艺.北京:化学工业出版社,20043方沂.数控机床编程与操作.北京:国防工业出版社,19994唐宗军.机械制造基础.北京:机械工业出版社,19975王季琨,沈中伟,刘锡珍.机械制造工艺学.天津:天津大学出版社,19986单岩,王卫兵.实用数控编程技术与应用实例.北京:机械工业出版社,20037倪森寿.机械制造工艺与装备.北京:化学工业出版社,2003