NUAS Vjezba 01 Glod

of 15
description
NUAS vjezba 01 glod.pdf
Transcript of NUAS Vjezba 01 Glod
-
Zbirka zadataka iz nastave
CNC glodanja
u I. tehnikoj koli TESLA
Ivo Slade, dipl. ing. stroj.
Zagreb, k.god. 2011 / 2012.
-
Zbirka zadataka iz nastave CNC glodanja u I. tehnikoj koli TESLA, Zagreb, Klaieva 7
dipl.ing.strojarstva Ivo Slade 2 /15
0. UVOD
Zbirka zadataka je namjenjena uenicima I. tehnike kole TESLA smjer strojarski tehniar. U 3. razredu u predmetu Alatni strojevi I organizirane su vjebe iz numerikog upravljanja alatnim strojevima. Cilj je osposobiti uenike za programiranje numerikoh alatnog stroja glodalice na upravljakoj jedinici Sinumerik 840D.
Vjebe su u bloku od 2 sata i koncipirane su tako da se u prvom dijelu obradi potrebno teoretsko gradivo. Tu se predstavljaju nova znanja potrebna za rjeavanje zadatka. Drugi dio vjebe se koristi za rjeavanje primjera, provjeru ispravnosti programa simulacijom na raunalu te izradi obratka. Kao trei dio vjebe predviena je domaa zadaa kako bi uenik mogao provjeriti steeno znanje i bolje utvrditi gradivo.
-
Zbirka zadataka iz nastave CNC glodanja u I. tehnikoj koli TESLA, Zagreb, Klaieva 7
dipl.ing.strojarstva Ivo Slade 3 /15
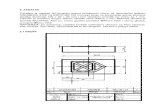
1. ZADATAK
Potrebno je napisati NC-program prema priloenom nacrtu za upravljaku jedinicu SINUMERIK 840D na EMCO Mill 105 Concept stroju za poravnanje gornje povrine sirovca dimenzija 100 x 60 x 25 mm i tom obradom smanjiti mu visinu za 1mm. Materijal obratka je aluminij AlCu5PbBi. Alat je eono glodalo promjera 40mm HSS. NAPOMENA: pri rjeavanju zadatka koristiti uobiajene obrasce za Plan stezanja, Plan rezanja, Plan alata, Operacijski list te NC-program.
1.1 NACRT
-
Zbirka zadataka iz nastave CNC glodanja u I. tehnikoj koli TESLA, Zagreb, Klaieva 7
dipl.ing.strojarstva Ivo Slade 4 /15
1.2 RJEENJE ZADATKA
1.2.1 OPERACIJSKI lLIST
Operacijski list je osnovni matini dokument tehnoloke pripreme. Izrauje se za svaki pojedini dio proizvoda. U njemu je definiran tehnoloki proces, a izgled ovisi o poduzeu - radionici te o nainu upotrebe. Najei sadraj operacijskog lista su : operacija, zahvat, stroj ili strojna grupa, alat ili naprava te njihovi reimi rada tj brzina rezanja, posmak, dubina rezanja, broj prolaza, tehnoloka i pomona vremena itd.
Operacija je onaj dio strojne obrade koji se obavlja na jednom radnom mjestu od uzimanja obratka do njegovog odlaganja (tokarenje, buenje, glodanje, rezanje, preanje, sastavljanje,..) Zahvat je odreena logika cjelina unutar operacije (glodanje alatom D=40mm, buenje svrdlom D=5mm, narezivanje navoja M10, tokarenje grubim lijevim tokarskim noem, ...) Brzina rezanja v (m/min) ovisi o materijalu obratka i materijalu alata. Svaki proizvoa alata daje svoje brzine rezanja za taj alat. Postoje preporuene brzine rezanja koje se nalaze u raznim tablicama. Kod grube obrade koriste se manje brzine rezanja i vei posmaci, dok se pri finoj obradi koriste vee brzine rezanja, a mani posmaci. Broj okretaja glodala se prema brzini rezanja rauna n = (1000*v) / (D * pipipipi) Posmak po zubu glodala sz (mm) ovisi o materijalu, alatu i dubini rezanja. Posmak glodala po okretu s = sz * z (mm/okr) Posmak u minuti s' = sz * z * n (mm/min) Brzine posmaka glodala se kreu kod grubog glodanja izmeu 100 i 500 mm/min dok se kod finog glodanja kreu od 10 do 50 mm/min. Ovo su ope preporuke, ali one ovise o vrsti alata, materijalima, snazi stroja,... Dubina obrade (strugotine) a (mm) ovisi o alatu i snazi alatnog stroja. Takoer postoje razliite tablice i preporuke za dubinu strugotine u ovisnosti od materijala obratka. Broj prolaza i potrebno ponavljanje obrade, ovisno o dubine strugotine, od sirove mjere do eljene dimenzije obratka
Da se odredi specifikacija alata potrebno je napraviti detaljni tehnoloki proces odnosno razraditi proces po operacijama i zahvatima (fazama). Ovdje je potrebno odrediti optimalni alat za predvien stroj kako bi se u najkraem vremenu dobili optimalni rezultati.
Operacijski list za 1. zadatak OPERACIJA : glodanje ZAHVAT : eono glodanje gornje povrine obratka STROJ : EMCO Mill 105 Concept ALAT : eono glodalo za aluminij 40x20 mm, kataloki broj 764 410 NAPRAVA : dra alata F1Z860 BRZINA REZANJA v : 240 m/min odnosno n=1910 o/min (izvor TITEX ) POSMAK s : 721 mm/min DUBINA REZANJA a : 1 mm BROJ PROLAZA i : 1
-
Zbirka zadataka iz nastave CNC glodanja u I. tehnikoj koli TESLA, Zagreb, Klaieva 7
dipl.ing.strojarstva Ivo Slade 5 /15
Eventualnim izborom kvalitetnijeg alata mogue je poveati brzinu rezanja i posmak, a da se zadri isto stanje povrine (ista kvaliteta povrine).
Odabrane vrijednosti za EMCO Mill 105 Concept su : broj okretaja glodala n=2000 o/min i posmak s=250 mm/min
U NC programu za SINUMERIK 840D oznake e biti S2000 F250
1.2.2 PLAN STEZANJA
Plan stezanja je nacrt obratka stegnutog na radnom stroju spremnog za strojnu obradu. Iz plana stezanja mora biti vidljivo:
- poloaj i orjentacija obratka na alatnom stroju, - dimenzije sirovca koje strojni kripac mora prihvataiti - nain definiranja radne toke W i njene koordinate
Plan stezanja u nacrtu
-
Zbirka zadataka iz nastave CNC glodanja u I. tehnikoj koli TESLA, Zagreb, Klaieva 7
dipl.ing.strojarstva Ivo Slade 6 /15
Napomena: Plan stezanja se radi za EMCO 105 Concept NUAS i upravljaku jedinicu
SINUMERIK 840D. Na EMCO - NC alatnom stroju alat se ne moe pozicionirati u NUL-toku stroja (M-toka) te je ona definirana preko referentne R-toke.
U radnoj toki W postavljaju se koordinatni pravci X i Y u tlocrtu , odnosno X i Z u nacrtu. Toka W se definira ispod povrine obratka (u zadatku za 1 mm) kako bi obraena povrina postala bazna povrina (Z=0 mm) od koje se mjere sve ostale dubine glodanja.
Plan stezanja u tlocrtu
Definiranje radne toke W za zadatak 1: - privremena radna toka A postavlja se na nepominoj eljsti strojnog kripca i upisuje u bazu podataka radnih toaka (Work Offset) pod G54.
-
Zbirka zadataka iz nastave CNC glodanja u I. tehnikoj koli TESLA, Zagreb, Klaieva 7
dipl.ing.strojarstva Ivo Slade 7 /15
Sa kripca se toka A naredbom TRANS prebacuje na obradak (vrh dole lijevo) i time se definira radna toka W.
Kako se radi o planu stezanja potrebno je ucrtati i mjesta stezanja (strojnog kripca) i poziciju oslonca simbolima. U tablicama treba upisati poziciju toke A (odgovara koordinatama naredbe G54 iz baze podataka radnih toaka Work offset) i radne toke W. Potrebno je upisati i gabaritne mjere obratka te je ovim u cijelosti odreen i definiran plan stezanja
Kod izrade velikih serija radna toka se mogu definirati odmah na obratku i time se izbjegava koritenje naredbe TRANS za prebacivanje radne toke W na novu poziciju.
-
Zbirka zadataka iz nastave CNC glodanja u I. tehnikoj koli TESLA, Zagreb, Klaieva 7
dipl.ing.strojarstva Ivo Slade 8 /15
1.2.3 PLAN ALATA
Plan alata je obrazac sa podacima koji ukljuuju kataloke brojeve alata, draa alata i pribora te sve potrebne dimenzije alata. Slui alatniaru za postavljanje tono odabranog alata u spremnik alata NC stroja na odreenu adresu
ALAT : eono glodalo za aluminij kat. br. 764 410 Dimenzije: Promjer alata : =40 mm Visina alata : L=32 mm, Promjer provrta za vijak 1=16 mm Broj zubi glodala z=6
NAPRAVA : dra alata kat. br. F1Z860 Konus SK30 Set ukljuuje i pribor
PRIBOR: Odstojni prsten 4mm kat. br. F1Z 020 020 Odstojni prsten 6mm kat. br. F1Z 020 030 Odstojni prsten 8mm kat. br. F1Z 020 040 Odstojni prsten 12mm kat. br. F1Z 020 050
-
Zbirka zadataka iz nastave CNC glodanja u I. tehnikoj koli TESLA, Zagreb, Klaieva 7
dipl.ing.strojarstva Ivo Slade 9 /15
1.2.4 PLAN REZANJA (plan gibanja alata)
Na planu rezanja mora se precizno odrediti putanja alata odnosno definirati sve toke u koje alat mora doi (dati tablini prikaz). Putanja se odnosi na toku na elu alata u osi rotacije bez obzira koliko je promjer alata.
-
Zbirka zadataka iz nastave CNC glodanja u I. tehnikoj koli TESLA, Zagreb, Klaieva 7
dipl.ing.strojarstva Ivo Slade 10 /15
Tablica toaka u koje e doi os rotacije ela alata.
U planu rezanja preporuljivo je ponovo upisati odabrani alat s parametrima obrade.
-
Zbirka zadataka iz nastave CNC glodanja u I. tehnikoj koli TESLA, Zagreb, Klaieva 7
dipl.ing.strojarstva Ivo Slade 11 /15
1.2.5 NC PROGRAM
Prema operacijskom listu, planu stezanja i planu rezanja izrauje se NC program.
Po izradi programa potrebno je izvriti testiranje programa i to simulacijom u 2D
-
Zbirka zadataka iz nastave CNC glodanja u I. tehnikoj koli TESLA, Zagreb, Klaieva 7
dipl.ing.strojarstva Ivo Slade 12 /15
ili u 3D
Uspjenim testom je zavren zadatak i prilazi se radu na NC stroju EMCO Mill 105 Concept
-
Zbirka zadataka iz nastave CNC glodanja u I. tehnikoj koli TESLA, Zagreb, Klaieva 7
dipl.ing.strojarstva Ivo Slade 13 /15
1.3. ZADATAK ZA DOMAU ZADAU
Potrebno je napisati NC-program prema priloenom nacrtu za upravljaku jedinicu SINUMERIK 840D na EMCO Mill 105 Concept stroju za poravnanje gornje povrine sirovca dimenzija 100 x 100 x 25 mm i tom obradom smanjiti mu visinu za 1 mm. Odabrati potreban alat. Materijal obratka je aluminij AlCu5PbBi. NAPOMENA: pri rjeavanju zadatka koristiti uobiajene obrasce za Plan stezanja, Plan rezanja, Plan alata, Operacijski list te NC-program.
1.3.1 NACRT
-
Zbirka zadataka iz nastave CNC glodanja u I. tehnikoj koli TESLA, Zagreb, Klaieva 7
dipl.ing.strojarstva Ivo Slade 14 /15
1.3.2 Teoretski dio
1.3.2.1 Koja su pravila pisanja NC programa?
1.3.2.2 Objasniti pravilo desne ruke kod odreivanja koordinatnog sistema NC stroja
1.3.2.3 to je plan alata (lista alata) i emu slui?
-
Zbirka zadataka iz nastave CNC glodanja u I. tehnikoj koli TESLA, Zagreb, Klaieva 7
dipl.ing.strojarstva Ivo Slade 15 /15
1.3.2.4 Potrebno je objasniti slijedee naredbe
G0 ili G00
G1 ili G01
G54
T
D
F
S
M3
M4
M5
M6
M30
TRANS
;