Naman BHEL seminar
28
BHARAT HEAVY ELECTRICALS LIMITED NAMAN JAIN 1206440058 SEMINAR
-
Upload
naman-jain -
Category
Engineering
-
view
140 -
download
0
Transcript of Naman BHEL seminar

BHARAT HEAVY ELECTRICALS LIMITED
NAMAN JAIN1206440058
SEMINAR

• Owned by Government of India. Established in 1964. First plant was setup in Bhopal
• On 1 February 2013, it granted Maharatna status.
• India’s largest engineering & manufacturing company of its kind.
• Engaged in core sectors – Power, Transmission, Industry, Transportation, Renewable energy, Oil & Gas & Defence.
• 7th Largest power equipment manufacturer in the world.
• Ranked 9th in most innovative company in the world by, Forbes in 2011.
• Placed 4th in Forbes Asia’s fabulous 50 list in 2010.
ABOUT THE COMPANY

VISION
A global engineering enterprise providing solutions for a better tomorrow. MISSION
Providing sustainable business solutions in the fields of Energy, Industry & Infrastructure.
VALUES
• GOVERNANCE
• RESPECT
• EXCELLENCE
• LOYALTY
• INTEGRITY
• COMMITMENT
• INNOVATION
• TEAM WORK

PRODUCTS RATINGS
1. Power transformer up to 400 KV class 250
2. Special transformer up to 180 KV.
3. ESP transformer. 95 KVp, 1400 mA.
4. Freight Loco transformer 3900 to 5400 KVA &
7350 KVA for 3 phase
5. ACEMU transformer up to 1000 KVA (1-phase)
1385 KVA (3 phase)
6. Dry type transformer up to 6300 KVA 33 KV class
7. Instrument transformer VT & CT up to 220 KV class
8. Diesel electric locomotives up to 2600 HP.
9. AC/DC locomotives 5000 HP
10. Over Head Equipment cum Test
Car
11.
12.
13.
Well wagon
Rail cum road vehicle
Dynamic track stabilizer
200 tone

SECTIONS OF BHEL JHANSI
TRANSFORMER SECTION• BAY-0 It is the preparation shop. There are different machines available to perform different types of functions.
• BAY-1 It is the preparation shop. Here welding and grinding process of workpieces come from BAY-0 is done.
• BAY-2 It is an assembly shop dealing with making different objects as per requirement.
• BAY-3 Bay-3 is mainly divide in three sections: 1- Machine section The operations to form small components of power transformer is done. 2- Copper section 3- Tooling section In this section servicing of tool is done



• BAY-4 This is winding section
• BAY-5 It is core and punch section
• BAY-6 Single phase traction transformer for AC locomotives is assembled in this section. These transformers are used where there is frequent change in speed.
• BAY-7 This is the insulation shaping shop.
• BAY-8 In this section instrument transformer and ESP transformer are manufactured.
• BAY-9 In this bay, power transformer are assembled. After taking different input from different bays, assembly is done.


TRANSFORMER ENGINEERING (T.R.E.)This section deals with the designing of all types of transformer.
TECHNOLOGYThis department analyses the changes taking place in the world and suggest changes accordingly. This is very important because the product must not get
TRANSFORMER COMMERCIAL (T.R.C.)The objective if the department is interaction with the customers. It brings out
QUALITY CONTROLThere is central quality service department whose duty is to maintain quality & satisfy customer needs. Each manufacturing department has a quality control
WORK, ENGINEERING AND SERVICESThis department looks after the commission and maintenance of all the machinery used in the factory. It also has 3 two-stage


CNC Machines &Flame cutting

Introduction of CNC
1949US Air Force asks MIT to develop a "numerically controlled" machine.
1952Prototype NC machine demonstrated (punched tape input)1980-CNC machines (computer used to link directly to controller) 1990-DNC: external computer “drip feeds” control programmer to machine tool controller

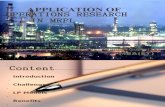
Block diagram of CNC Machine

How CNC Works• Controlled by G and M codes.• These are number values and co-ordinates.• Each number or code is assigned to a particular
operation.• Typed in manually to CAD by machine operators.• G & M codes are automatically generated by the
computer software.

Types of CNC machines
• Based on Motion Type: Point-to-Point or Continuous path
• Based on Control Loops: Open loop or Closed loop
• Based on Power Supply: Electric or Hydraulic or Pneumatic
• Based on Positioning System Incremental or Absolute

Open Loop vs. Closed Loop controls

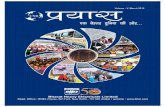
CNC Flame Cutting

Process working• In oxy-fuel cutting, metal is heated to its kindling temperatue.
• A stream of oxygen is then trained on the metal, burning it into a metal oxide that flows out of the kerf as slag.
• The cutting torch only heats the metal to start the process; further heat is provided by the burning metal.
• The melting point of the iron oxide is around half that of the metal.
• The burn metal immediately turns to liquid iron oxide and flows away from the cutting zone.

CNC Flame Cutting • Provides a very efficient and accurate method for preparing
component shapes prior to fabricating a part.
• Individual component drawings in DXF format.
• These first imported into nesting software to generate an optimum layout on the available raw material.
• The layout is then transferred to the CNC Flame Cutting machine

Nesting The process of laying out cutting patterns to minimize the raw material wasteIt is done by proprietary nesting software


Materials
Mild Steel, Low Carbon Steel
Max Job Length 14,000 mm
Max Job Width 3,000 mm
Max Job Thickness 150 mm
Min Job Thickness 5 mm
Max Job Weight 5,000 kg
Cutting Tolerance 0.5 mm over 5,000 mm, 1.0 mm over
14,000 mm
Beveling Single Bevel upto 45 deg
Gas used: Oxy-acetyleneMaterial handled: mild steelCutting thickness: up to 220mmCutting speed: vary according to work piece thickness
Specifications

Neutral Flame with Oxygen Cutting Stream

Metal Number cutting oxygen fuel gas speed KERFThickness orifice(kg/cm2) bar(kg/cm2) mm/min width(mm)
6 0 68 0.2-0.3 430-610 1.316 0 60 0.2-0.4 410-560 1.525 1 56 0.2-0.4 360-460 251 2 53 0.3-0.6 300-450 2.376 3 51 0.3-0.6 250-360 2.5
102 4 45 0.3-0.7 200-300 3178 5 39 0.6-0.8 130-200 3.8254 6 31 0.6-1.0 80-130 5.3305 7 25 0.6-1.0 50-80 6.1356 8 20 0.6-1.0 50-80 6.6
GAS CUTTING NOZZLE OPERATION PERFORMANCE TABLE

Advantages of CNC
i. - Easier to program;
ii. - Easy storage of existing programs;
iii. - Easy to change a program
iv. - Avoids human errors
v. - CNC machines are safe to operate
vi. - Complex geometry is produced as cheaply as simple ones
vii. - Usually generates closer tolerances than manual machines

Challenges • Costly setup, skilled operators• Computers, programming knowledge
required• Maintenance is difficult

THANK YOU