Montagehinweise - PE TEC GmbH & Co. KG:...
3
Montagehinweise Vorbereiten der zu verschweißenden Rohrenden/Formteile: Der Schweißbereich ist vor Witterungseinflüssen zu schützen, es sind zum Schweißen geeignete Bedingungen zu schaffen. Die zu verschweißenden Verbindungsflächen dürfen keine Beschädigungen in unzulässiger Tiefe aufweisen, alles sauber halten. Die zu verschweißenden Verbindungsflächen sind lückenlos spanend zu bearbeiten, die Oxidschicht ist zu entfernen, Rotationsschäler sind zu verwenden, die Spandicke soll 0,2 mm betragen. Die einschlägigen Normen nach DVS 2212-1, 2207-1, 2203-4, 2208-1 sind zu beachten. Einschubtiefe des Elektroschweiß-Formteiles anzeichnen. Es sollte erst unmittelbar vor Verwendung aus der Schutzhülle genommen werden, die Oxidschicht ist unmittelbar vor Vornahme der Schweißung zu entfernen (vgl. oben). Mit dem PE-Reiniger, bzw. getränkten Tüchern, die letzten Fett- oder Schmutzreste entfernen. Das E-Formteil gewaltfrei bis zum mittigen Anschlag bzw. bis zur Markierung aufschieben. Um eine spannungsfreie Verbindung zu gewährleisten, sind geeignete Vorrichtungen zu verwenden (Halte- oder Spannklemmen o.ä.), während der Schweißung und Abkühlzeit jegliche Bewegung in der Schweißzone vermeiden. Bei evtl. auftretenden Ovalitäten Runddrückvorrichtungen bereithalten, notwendige Rohrschnitte rechtwinklig schneiden und entgraten. Schweißvorgang mit Elektroschweißgerät: Bedienungsanleitung des Universal-Schweißgerätes beachten. Anschluss- Stecker prüfen (4,0 oder 4,7 mm), diese mit den Anschlüssen des E-Formteils verbinden, Gewicht der Kabel darf die Stecker nicht belasten. Nach Kontaktaufnahme: Barcode einlesen. Bei E-Muffen ab d 450 mm evtl. Vorwärmcodes beachten! Lesestift im 45° Winkel auf dem Barcode ansetzen und zügig einlesen, nicht mit Traceability-Code (Rückverfolgbarkeit) verwechseln. Der Menüführung des jeweiligen Schweißgerätes folgen.
Transcript of Montagehinweise - PE TEC GmbH & Co. KG:...
Montagehinweise
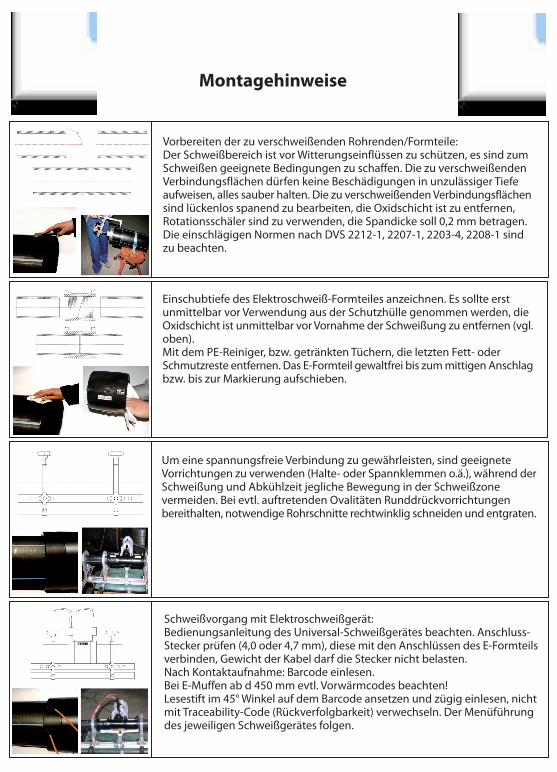
Vorbereiten der zu verschweißenden Rohrenden/Formteile:Der Schweißbereich ist vor Witterungseinflüssen zu schützen, es sind zumSchweißen geeignete Bedingungen zu schaffen. Die zu verschweißendenVerbindungsflächen dürfen keine Beschädigungen in unzulässiger Tiefeaufweisen, alles sauber halten. Die zu verschweißenden Verbindungsflächensind lückenlos spanend zu bearbeiten, die Oxidschicht ist zu entfernen,Rotationsschäler sind zu verwenden, die Spandicke soll 0,2 mm betragen.Die einschlägigen Normen nach DVS 2212-1, 2207-1, 2203-4, 2208-1 sindzu beachten.
Einschubtiefe des Elektroschweiß-Formteiles anzeichnen. Es sollte erstunmittelbar vor Verwendung aus der Schutzhülle genommen werden, dieOxidschicht ist unmittelbar vor Vornahme der Schweißung zu entfernen (vgl.oben).Mit dem PE-Reiniger, bzw. getränkten Tüchern, die letzten Fett- oderSchmutzreste entfernen. Das E-Formteil gewaltfrei bis zum mittigen Anschlagbzw. bis zur Markierung aufschieben.
Um eine spannungsfreie Verbindung zu gewährleisten, sind geeigneteVorrichtungen zu verwenden (Halte- oder Spannklemmen o.ä.), während derSchweißung und Abkühlzeit jegliche Bewegung in der Schweißzonevermeiden. Bei evtl. auftretenden Ovalitäten Runddrückvorrichtungenbereithalten, notwendige Rohrschnitte rechtwinklig schneiden und entgraten.
Schweißvorgang mit Elektroschweißgerät:Bedienungsanleitung des Universal-Schweißgerätes beachten. Anschluss-Stecker prüfen (4,0 oder 4,7 mm), diese mit den Anschlüssen des E-Formteilsverbinden, Gewicht der Kabel darf die Stecker nicht belasten.Nach Kontaktaufnahme: Barcode einlesen.Bei E-Muffen ab d 450 mm evtl. Vorwärmcodes beachten!Lesestift im 45° Winkel auf dem Barcode ansetzen und zügig einlesen, nichtmit Traceability-Code (Rückverfolgbarkeit) verwechseln. Der Menüführungdes jeweiligen Schweißgerätes folgen.
r.strauch
Platziertes Bild
r.strauch
Platziertes Bild

PE TEC -
ein starkes Lager PE-HD Rohr (PE 100, PE 100 RC,…)
PE-HD Kabelschutzrohre
PE-HD Formteile für Stumpf- und
Elektroschweißung
Elektroschweißmuffen
Bögen, Winkel
T-Stücke, Abzweige
Reduzierungen
Endkappen
PE HD Haustechnik komplettes Sortiment
PP-Klemmfitting (Verschraubungen)
PE TEC – Kunststoffarmaturen
Kugelhähne
Absperrklappen
Ventile
PE TEC –
technische Unterstützung
Verbindungstechnik
Schweißtechnik
Statik
PE TEC – Generalimporteur
Deutschland
PE TEC Kunststoff-Rohrsystem
PE TEC GmbH & Co. KG
Gabelstrasse 1
85777 Hörenzhausen
Telefon: 08133/9180-0
Fax: 08133/9180-29
www.pe-tec.biz
Geschäftsführung: Roland Mermi
Herta Meiershofer
Ihr technischer Fachgroßhandel
für PE HD Kunststoffrohrsysteme
Ihr Ansprechpartner mit hoher
fachlicher und technischer
Kompetenz und langjähriger
Erfahrung
Ihre logistische Unterstützung,
auch im Notfall
Ihr lagerstarker Lieferant schnell
und zuverlässig
PE TEC GmbH & Co. KG
PE TEC – Zubehör:
Armaturen
Hydranten
Gußformteile
Einbaugarnituren
Strassenkappen
Tragplatten
PE TEC – wir ergänzen,
was Sie brauchen:
Flansche, Dichtungen
Ringraumdichtungen
Schrauben, Muttern,
Unterlegscheiben
Trassenwarnbänder
Petrolatumbinden
PE TEC – Schweißmaschinen und
Werkzeuge auch leihweise:
Stumpfschweißmaschine
Universal-Elektroschweißgerät
Rotationsschälgerät
Verarbeitungswerkzeug
PE TEC - ganz in Ihrer Nähe
PE TEC – Desinfektion
Herlisil Desinfektion auf
Wasserstoffperoxid Basis
Herlisil Reinigung + Geräte
Herlisil - die Lösung
bewährt – zuverlässig - sicher
PE TEC GmbH & Co. KG
PE TEC – Ihre Verbindung
für Rohrleitungen aus Kunststoff
für Gas, Wasser, Abwasser
für drucklosen und Druck-Betrieb
für Brauchwasser, Entwässerung, Vakuum- und Grundrohrleitungen
für Kabelschutz
für Haustechnik und Anlagenbau
Ein gutes Rohr – ein schöner Tag