Moldes de injeção_resumo
12
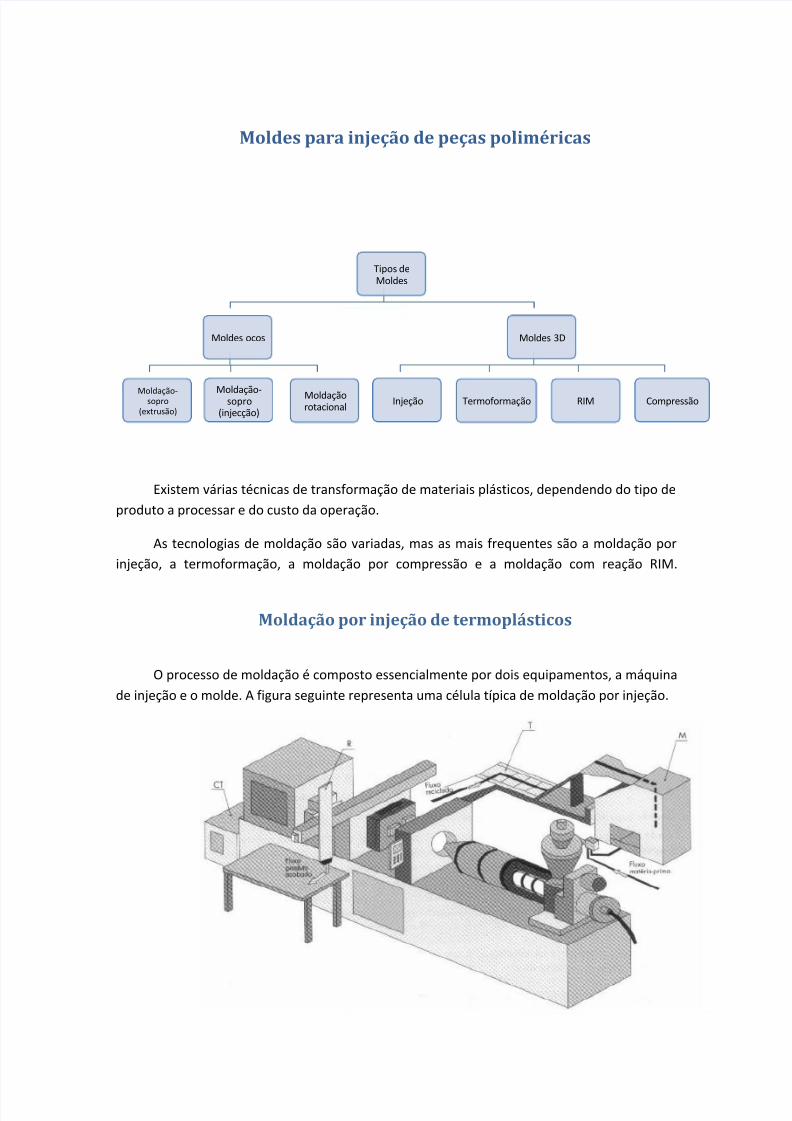
Moldes para injeção de peças poliméricas Existem várias técnicas de transformação de materiais plásticos, dependendo do tipo de produto a processar e do custo da operação. As tecnologias de moldação são variadas, mas as mais frequentes são a moldação por injeção, a termoformação, a moldação por compressão e a moldação com reação RIM. Moldação por injeção de termoplásticos O processo de moldação é composto essencialmente por dois equipamentos, a máquina de injeção e o molde. A figura seguinte representa uma célula típica de moldação por injeção. Tipos de Moldes Moldes ocos Moldação- sopro (extrusão) Moldação- sopro (injecção) Moldação rotacional Moldes 3D Injeção Termoformação RIM Compressão
-
Upload
tiago-moura -
Category
Documents
-
view
177 -
download
0
Transcript of Moldes de injeção_resumo
5/11/2018 Moldes de inje o_resumo - slidepdf.com
http://slidepdf.com/reader/full/moldes-de-injecaoresumo 1/12
Moldes para injeção de peças poliméricas
Existem várias técnicas de transformação de materiais plásticos, dependendo do tipo de
produto a processar e do custo da operação.
As tecnologias de moldação são variadas, mas as mais frequentes são a moldação por
injeção, a termoformação, a moldação por compressão e a moldação com reação RIM.
Moldação por injeção de termoplásticos
O processo de moldação é composto essencialmente por dois equipamentos, a máquina
de injeção e o molde. A figura seguinte representa uma célula típica de moldação por injeção.
Tipos deMoldes
Moldes ocos
Moldação-sopro(extrusão)
Moldação-sopro(injecção)
Moldaçãorotacional
Moldes 3D
Injeção Termoformação RIM Compressão
5/11/2018 Moldes de inje o_resumo - slidepdf.com
http://slidepdf.com/reader/full/moldes-de-injecaoresumo 2/12
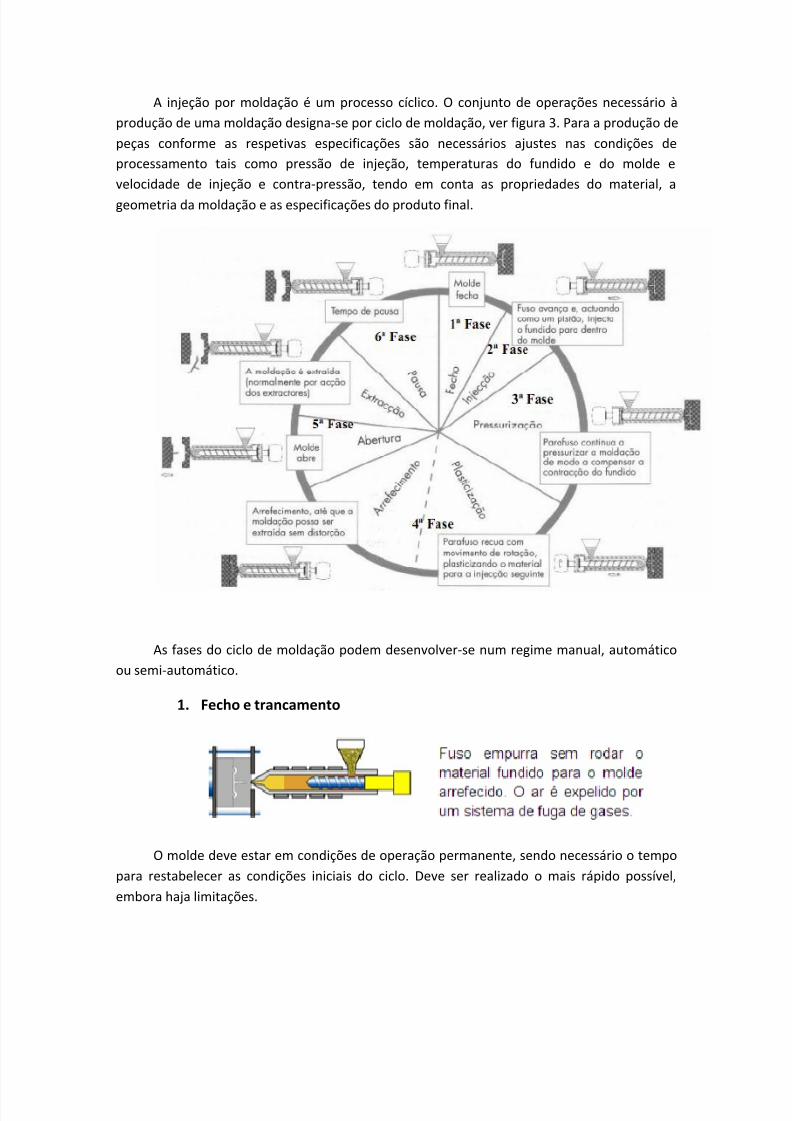
A injeção por moldação é um processo cíclico. O conjunto de operações necessário à
produção de uma moldação designa-se por ciclo de moldação, ver figura 3. Para a produção de
peças conforme as respetivas especificações são necessários ajustes nas condições de
processamento tais como pressão de injeção, temperaturas do fundido e do molde e
velocidade de injeção e contra-pressão, tendo em conta as propriedades do material, a
geometria da moldação e as especificações do produto final.
As fases do ciclo de moldação podem desenvolver-se num regime manual, automático
ou semi-automático.
1. Fecho e trancamento
O molde deve estar em condições de operação permanente, sendo necessário o tempo
para restabelecer as condições iniciais do ciclo. Deve ser realizado o mais rápido possível,
embora haja limitações.
5/11/2018 Moldes de inje o_resumo - slidepdf.com
http://slidepdf.com/reader/full/moldes-de-injecaoresumo 3/12
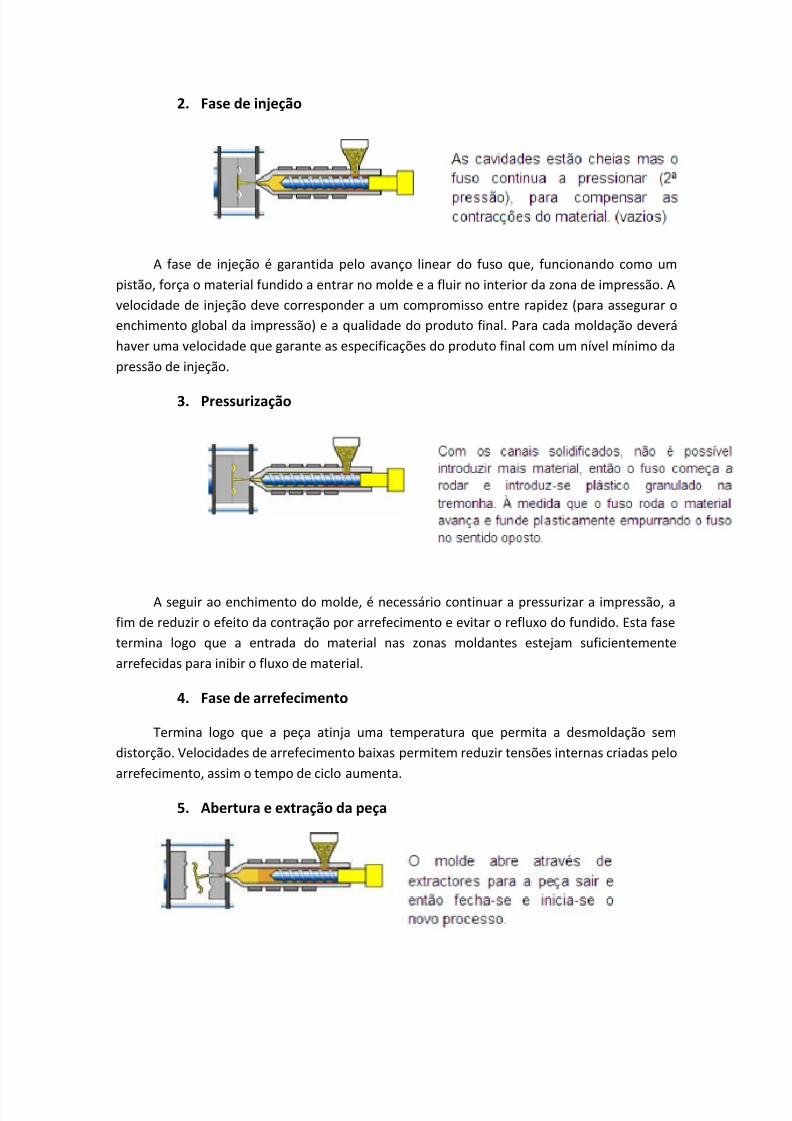
2. Fase de injeção
A fase de injeção é garantida pelo avanço linear do fuso que, funcionando como um
pistão, força o material fundido a entrar no molde e a fluir no interior da zona de impressão. A
velocidade de injeção deve corresponder a um compromisso entre rapidez (para assegurar o
enchimento global da impressão) e a qualidade do produto final. Para cada moldação deverá
haver uma velocidade que garante as especificações do produto final com um nível mínimo da
pressão de injeção.
3. Pressurização
A seguir ao enchimento do molde, é necessário continuar a pressurizar a impressão, a
fim de reduzir o efeito da contração por arrefecimento e evitar o refluxo do fundido. Esta fase
termina logo que a entrada do material nas zonas moldantes estejam suficientemente
arrefecidas para inibir o fluxo de material.
4. Fase de arrefecimento
Termina logo que a peça atinja uma temperatura que permita a desmoldação sem
distorção. Velocidades de arrefecimento baixas permitem reduzir tensões internas criadas pelo
arrefecimento, assim o tempo de ciclo aumenta.
5. Abertura e extração da peça

5/11/2018 Moldes de inje o_resumo - slidepdf.com
http://slidepdf.com/reader/full/moldes-de-injecaoresumo 4/12
O tempo para esta operação é uma função da máquina utilizada para garantir a extração
da moldação. É uma operação crítica do ponto de vista produtivo, pois em simultâneo, e
mediante a utilização de mecanismos apropriados, pode ser efetuada a separação do jito dos
canais de alimentação.
A fase 6 é definida pelo período de tempo que decorre entre o fim da extracção e oinício do novo ciclo. É desejável que este período de tempo seja nulo, mas em alguns casos
pode ser prolongado para que a remoção da peça seja manual.
A máquina de injeção
A unidade de potência, fornece a energia adequada aos diversos atuadores da máquina,
baseada num sistema de pressão óleo-hidráulico, cuja bomba é acionada por um motor
elétrico, ou eventualmente baseado num sistema pneumático.
A unidade de injeção promove o transporte, aquecimento, plasticização e
homogeneização do material, desde a base da tremonha até ao bico de injeção. Também
garante a subsequente injeção e pressurização do fundido. Na grande maioria dos casos está
baseada num parafuso sem-fim que garante o processo de injeção.
A unidade de fecho assegura a fixação e a movimentação do molde, devendo ser capaz
de o manter fechado durante as fases de injeção e de pressurização. Integra também osdispositivos necessários à extração das moldações. Construtivamente, corresponde a uma
prensa que terá de ser capaz de suportar a força resultante da injeção do plástico e quantifica-
se pela força de fecho.
Na unidade de comando estão centralizadas as operações e os dispositivos necessários
para assegurar a monitorização e controlo das diversas variáveis do processo. Assegura,
igualmente, a interface com o operador e as comunicações com periféricos ou sistemas de
gestão da manutenção.
5/11/2018 Moldes de inje o_resumo - slidepdf.com
http://slidepdf.com/reader/full/moldes-de-injecaoresumo 5/12
Termoplástico para moldação por injeção
Os materiais termoplásticos têm um processamento relativamente fácil e rápido, sendo
também facilmente recicláveis e o seu impacto ambiental é reduzido. Além disso, apresentam
as seguintes propriedades:
Baixa densidade;
Elevada resistência;
Razoável rigidez;
Elevada resistência ao impacto;
Transparência e brilho;
Resistência química e ambiental.
Estrutura e propriedades
A sua estrutura é baseada em cadeias moleculares longas, as ligações inter-cadeias são
fracas e verificam-se deslizamentos entre cadeias. Os polímeros apresentam um
comportamento híbrido entre:
Sólidos elásticos: Materiais que têm forma e dimensões bem definidas,
deformando-se até um novo estado de equilíbrio sob ação de forças exteriores.
Fluidos viscosos: Materiais que não têm forma definida e deformam-se
irreversivelmente sob ação de forças exteriores.
Cristalinidade
Um polímero semicristalino é formado por zonas onde as moléculas estão organizadas
em estruturas com ordem tridimensional. Um aumento de cristalinidade conduz a um
aumento de densidade, rigidez, resistência á tração, temperatura de distorção e da resistência
dos solventes. Provoca uma diminuição da permeabilidade a gases e da resistência ao impacto.
Massa volúmica
A massa volúmica é definida como a massa de material por unidade de volume, a uma
determinada temperatura. A baixa densidade dos plásticos é uma das suas principais
vantagens.
Temperatura de transição
As temperaturas de transição definem níveis energéticos aos quais está associado uma
determinada estrutura e mobilidade molecular. Os polímeros podem ter diferentestemperaturas de transição consoante a sua estrutura.

5/11/2018 Moldes de inje o_resumo - slidepdf.com
http://slidepdf.com/reader/full/moldes-de-injecaoresumo 6/12
Temperatura de fusão
A temperatura de fusão corresponde ao ponto de desagregação das estruturas
cristalinas. È uma transição de primeira ordem, endotérmica e envolve mudança de estado.
Entre os polímeros, só os termoplásticos semicristalinos apresentam temperatura de fusão.
Temperatura de degradação
É a temperatura á qual se verifica o inicio da degradação da estrutura molecular, quer
seja por quebra de cadeias ou por ocorrência de reticulações, estando associada á perda de
massa do material.
Contração de termoplásticos
A variação dimensional das peças injetadas em relação às dimensões do molde depende
essencialmente da contração e do empeno. A contração é o resultado da expansão e
contração térmica do material durante as fases de injeção, pressurização e arrefecimento. O
empeno está associado a uma variação de forma e não implica necessariamente uma variação
de volume. Podem ser definidos três valores de contração: contração de desmoldação(CD),
moldação(CM) e pós-moldação(CP).
Onde lm é a dimensão no molde e l a mesma dimensão na peça após condicionamentoem ambiente controlado.
Fatores que afetam a contração
O material;
Geometria da peça;
Condições de processamento;
o Valor de 2ª pressão;
o Tempo de 2ª pressão;
o Temperatura do molde
o Temperatura de injeção;o Temperatura de desmoldação;
5/11/2018 Moldes de inje o_resumo - slidepdf.com
http://slidepdf.com/reader/full/moldes-de-injecaoresumo 7/12
O molde
Um molde deverá produzir peças de qualidade, num tempo de ciclo o mais curto
possível, ter o mínimo de manutenção durante o tempo de serviço e desempenhar
corretamente as seguintes funções:
Definir o volume com a forma da peça a produzir, assegurando a
reprodutibilidade dimensional, de ciclo para ciclo;
Permitir o enchimento desse volume com o polímero fundido;
Facilitar o arrefecimento do polímero;
Promover a extração da peça.
Os sistemas funcionais de um molde são:
Impressão (zonas moldantes);
Centragem e guiamento;
Alimentação;
Escapes e gases;
Controlo de temperatura;
Extração;
A impressão é o espaço definido pela conjugação da cavidade e da bucha que dará a
forma á peça a produzir. O sistema de centragem e guiamento, é o sistema que permite, por
um lado montar o molde na máquina, e por outro ajustar as partes do molde, assegurando a
reprodutibilidade dimensional das peças. O sistema de alimentação, é o sistema que permite apassagem do polímero desde o cilindro da máquina de injeção até às zonas moldantes,
permitindo o seu enchimento. O sistema de escape de gases, é o sistema que permite que o ar
existente nas zonas moldantes possa sair, possibilitando o seu enchimento. O sistema de
controlo da temperatura ou de arrefecimento, é o sistema que contribui para o arrefecimento
das peças. O sistema de extração, é o sistema que permite a extração das peças
Estrutura
A estrutura de um molde é constituída pelo conjunto de placas e calços, cujo número
depende do tipo de molde. A estrutura típica de um molde de duas placas, que é o tipo de
molde mais simples, é constituída por uma parte fixa ou lado da injeção e por uma parte móvel
ou lado da extração. A parte fixa é constituída pelas placas de aperto da injeção e placa das
cavidades, a parte móvel é constituída pela, placa da bucha, placa de reforço da bucha, calços
e placa de aperto da extração.

5/11/2018 Moldes de inje o_resumo - slidepdf.com
http://slidepdf.com/reader/full/moldes-de-injecaoresumo 8/12
Na configuração mais comum a cavidade fica na parte fixa e a bucha na parte móvel, o
que facilita a extração da peça.
Os calços permitem definir o espaço necessário aos movimentos do sistema de extração
e podem contribuir para a altura mínima do molde, exigível pela máquina onde vai ser
instalado o molde.
Para dar rigidez ao conjunto, as placas têm que ser aparafusadas e encavilhadas entre si,
de forma a criar tantas partes quantas as necessárias ao tipo de molde em questão. Os
parafusos não deixam que as placas se separem, mas devido às folgas existentes nas roscas e
aos furos de passagem não impedem que possa haver um pequeno movimento relativo entre
elas. As cavilhas, que entram justas nos furos, impedem esses movimentos mas não a
separação das placas. Assim, estes dois elementos devem andar sempre combinados.
Centramento
É fundamental promover um perfeito centramento do molde, para assim garantir uma
alta fiabilidade de funcionamento do mesmo quando montado na máquina de injeção.
O acoplamento das duas metades do molde é efetuado com distintos sistemas de
aperto. Estes não garantem por si só que o molde esteja centrado com a unidade de
plasticização da máquina de injeção.
Acessórios de centragem do molde
Normalmente são utilizados anéis de centragem, que se encontram numa caixa na face
posterior da placa de aperto da injeção e a centragem do molde é promovida pelo
ajustamento do mesmo no furo do prato da máquina de injeção.

5/11/2018 Moldes de inje o_resumo - slidepdf.com
http://slidepdf.com/reader/full/moldes-de-injecaoresumo 9/12
O anel de centragem tem um ajustamento de aperto na placa do molde e um
ajustamento de deslize no furo do prato da máquina de injeção.
Alinhamento e guiamento do molde
O guiamento é fundamental para o funcionamento do molde, pois cada vez que este
abre, tem de regressar exatamente para a mesma posição em que se encontrava de modo ainiciar um novo ciclo.
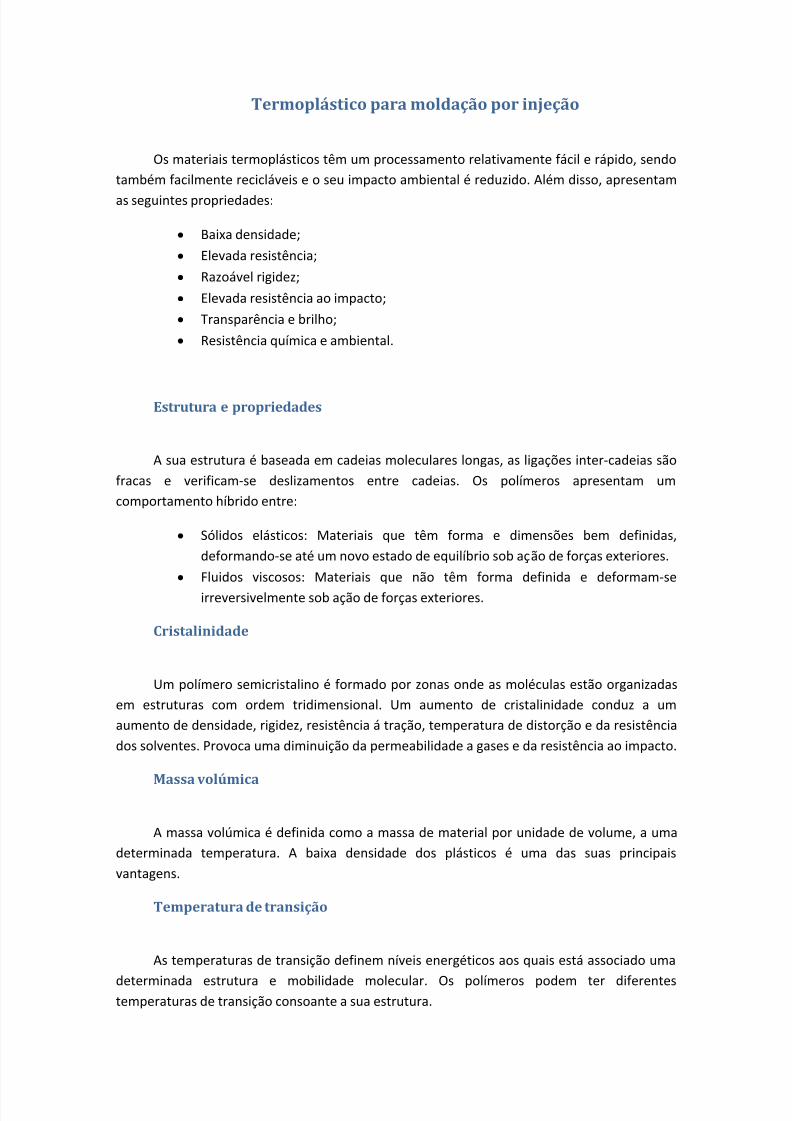
Guias ou coluna e buchas
Existem vários tipos de guias, mas a sua função é guiar as duas metades do molde e
placas de extração.
5/11/2018 Moldes de inje o_resumo - slidepdf.com
http://slidepdf.com/reader/full/moldes-de-injecaoresumo 10/12
Os métodos mais utilizados para a colocação das guias são:
Deslocar o posicionamento do furo de uma guia em relação as outras três;
Guia com dimensão diferente das restantes.
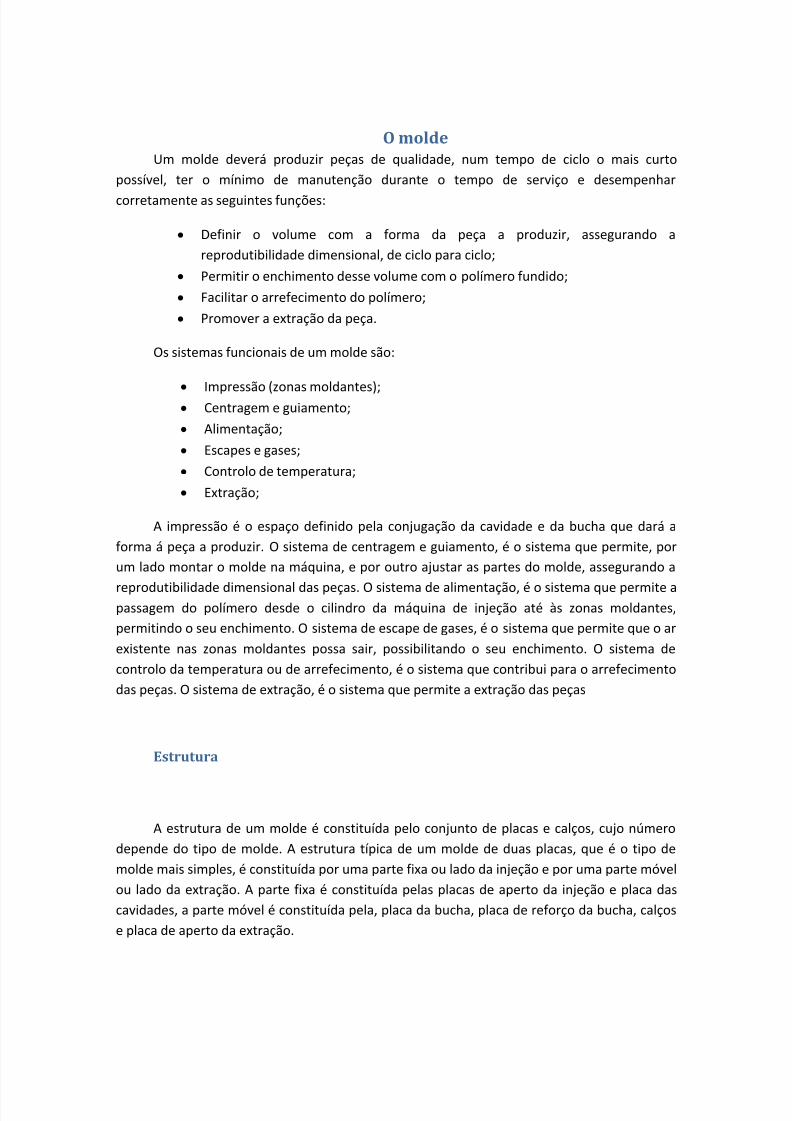
Casquilhos
Os casquilhos das guias têm a função de contrapor o desgaste provocado pelas guias.
Estes são feitos do mesmo aço das guias.
Sistema de alimentação com canais frios

5/11/2018 Moldes de inje o_resumo - slidepdf.com
http://slidepdf.com/reader/full/moldes-de-injecaoresumo 11/12
O sistema de alimentação é constituído por uma série de canais geralmente maquinados
numa ou mais placas do molde pelo qual o fundido é transportado desde o bloco de injeção
até cada zona moldante. O molde entra no molde pelo jito ( canal de injeção) que pode
comunicar diretamente com a impressão ou ramificar-se num sistema de alimentadores.
Jito: É um canal tronco-divergente, com um angulo de abertura de 2 a 5o, que liga o bico
da injetora aos alimentadores. Esta conicidade é necessária para facilitar a sua extração.
Puxadores do jito:
Puxador em Z:
Puxador de cabeça invertida:
Puxador de anel rebaixado:
5/11/2018 Moldes de inje o_resumo - slidepdf.com
http://slidepdf.com/reader/full/moldes-de-injecaoresumo 12/12
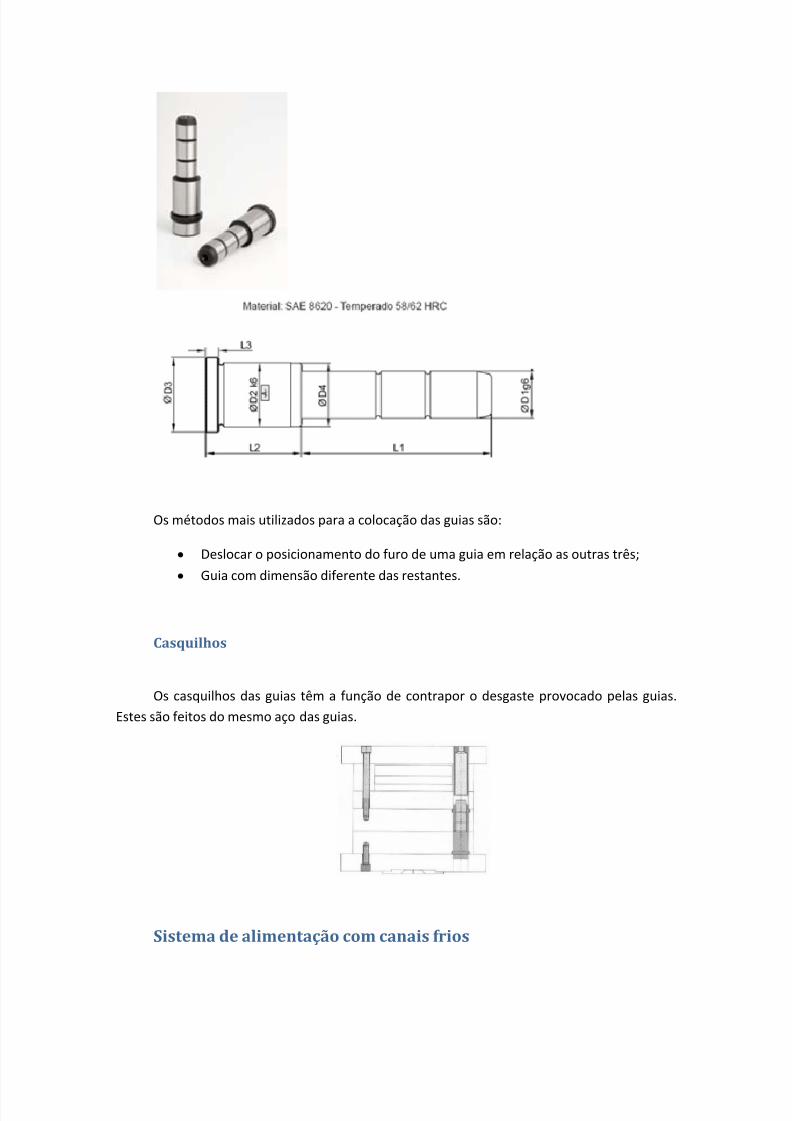
Puxador oblongo de cabeça invertida:
Alimentador: Ligam o jito aos ataques das impressões e, em molde simples, estão
situados na superfície de partição. A disposição dos alimentadores depende principalmente do
número e da forma das impressões, do tipo de molde e do tipo do ataque.
Tipos de alimentadores:
O canal circular é o mais eficiente. A resistência ao fluxo deste canal é menor comparada
com os outros, assim como a queda de temperatura do fundido durante o enchimento.
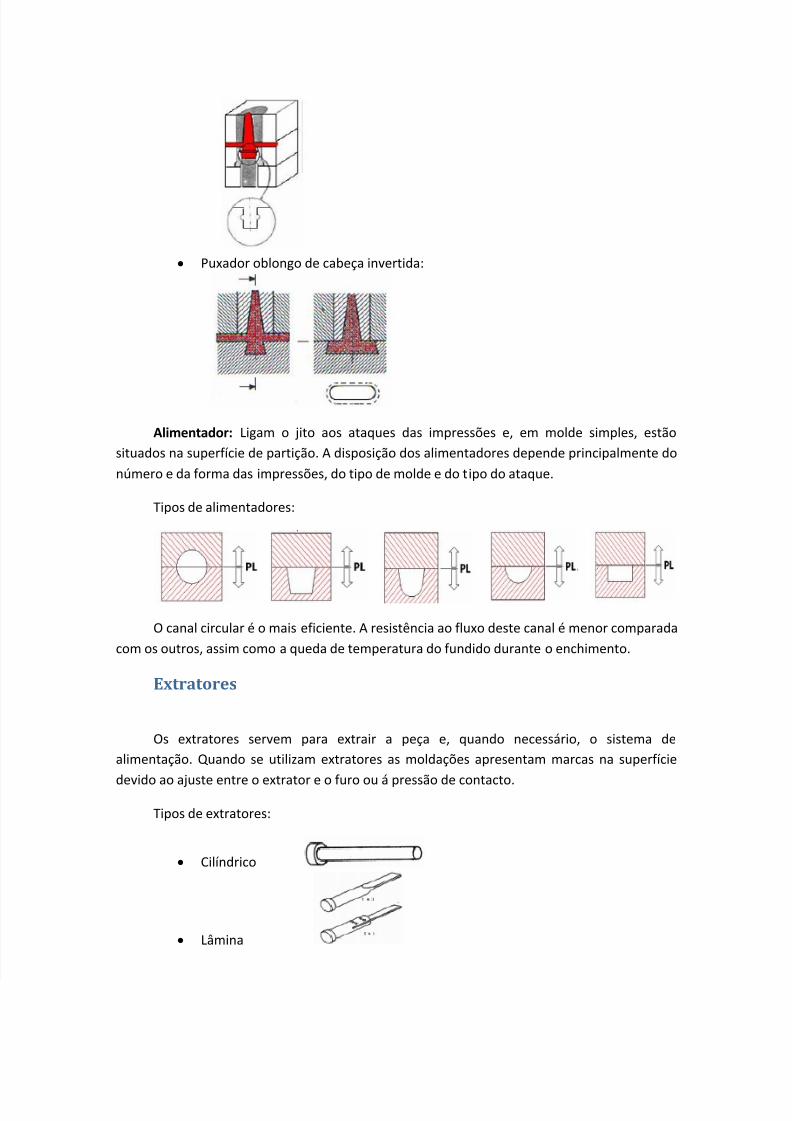
Extratores
Os extratores servem para extrair a peça e, quando necessário, o sistema de
alimentação. Quando se utilizam extratores as moldações apresentam marcas na superfície
devido ao ajuste entre o extrator e o furo ou á pressão de contacto.
Tipos de extratores:
Cilíndrico
Lâmina










![MOLDES DE..[1]](https://static.fdocument.pub/doc/165x107/55cf9c00550346d033a83287/moldes-de1.jpg)