
MICROSTRUCTURE AND FRACTURE OF 9%Cr-Mo-Co-B STEEL …
7
18. ‐ 20. 5. 2010, Rožnov pod Radhoštěm, Česká Republika MICROSTRUCTURE AND FRACTURE OF 9%Cr-Mo-Co-B STEEL (CB2) WELDMENT AFTER ISOTHERMAL AGEING Anna VÝROSTKOVÁ 1 , Ladislav FALAT 1 , Ján KEPIČ 1 , Peter BRZIAK 2 , Jozef PECHA 3 1 ÚMV SAV, Watsonova 47, 040 01 Košice, Slovensko, [email protected] 2 VÚZ PI, Račianska 71, 832 59 Bratislava, Slovensko, [email protected] 3 SES, a.s., Továrenská 210, 935 28 Tlmače, Slovensko, [email protected] Abstract This article deals with investigation focused on microstructure characterisation and fracture behaviour of similar weld-joint of CB2 creep-resistant steel. It is an experimental cast of modified 9%Cr steel investigated in the frame of COST Action 536. The weld joint was prepared by combination of TIG + MMA methods. After the welding post-weld-heat-treatment (PWHT) was carried out at 730 °C for 24 hours in order to relieve residual stresses and stabilise the microstructure. The weld was investigated in the PWHT state, as well as in isothermally aged states after the annealing at 625 °C for 10 000 hours and 30 000 hours, respectively. Microstructure characterisation was performed by light microscopy (LM) and scanning electron microscopy (SEM). The effect of isothermal ageing on mechanical properties at ambient temperature was studied by means of hardness and toughness tests. Microstructure analyses, hardness (HV10) measurements and impact toughness (KV) and fracture toughness (K IC ) tests were carried out in the weld joint regions, i.e. heat-affected zone (HAZ), base metal (BM), and weld metal (WM). Fracture surfaces after impact tests were analysed by SEM. 1. INTRODUCTION CB2 alloy belongs among modified 9-12% Cr-Mo-V steels developed and investigated in the frame of EU research & development activities (COST 501, 522, 536). It is the martensitic steel to be used for the boiler components served at ultra-supercritical (USC) conditions with increased steam temperature and pressure up to 630 °C and 30 MPa, respectively [1, 2]. The requirement is the good creep strength at mentioned conditions, what could be ensured by suitable microstructure. Because the welds are the essential element of boiler structure and they are known to be one of the most critical parts, a weld joint of the cast CB2 material was used for the experiments. The paper describes a part of the results of similar weld-joint microstructure investigation in as received (AR) and aged conditions. Mechanical properties have been studied by means of the hardness, notch toughness, and fracture toughness tests. The attention was also paid to the fracture mode description. Creep tests of the experimental material after 30 000 h annealing at 625 °C are ongoing at present. 2. MATERIAL AND METHODS The material studied has been a 9% Cr-Mo-Co-B steel developed for the use in advanced power stations. For the experiments a part of the large thick wall structure cast and welded by PHB Stahlguss Int. was chosen. Chemical composition of the investigated materials is given in Table 1 and the macro-view of the weld joint is shown in Fig 1. The wall thickness (weld height) is 98 mm.
Transcript of MICROSTRUCTURE AND FRACTURE OF 9%Cr-Mo-Co-B STEEL …
18. ‐ 20. 5. 2010, Rožnov pod Radhoštěm, Česká Republika
MICROSTRUCTURE AND FRACTURE OF 9%Cr-Mo-Co-B STEEL (CB2) WELDMENT AFTER ISOTHERMAL AGEING
Anna VÝROSTKOVÁ1, Ladislav FALAT1, Ján KEPIČ1, Peter BRZIAK2, Jozef PECHA3
1 ÚMV SAV, Watsonova 47, 040 01 Košice, Slovensko, [email protected] 2 VÚZ PI, Račianska 71, 832 59 Bratislava, Slovensko, [email protected]
3 SES, a.s., Továrenská 210, 935 28 Tlmače, Slovensko, [email protected]
Abstract
This article deals with investigation focused on microstructure characterisation and fracture behaviour of similar
weld-joint of CB2 creep-resistant steel. It is an experimental cast of modified 9%Cr steel investigated in the
frame of COST Action 536. The weld joint was prepared by combination of TIG + MMA methods. After the
welding post-weld-heat-treatment (PWHT) was carried out at 730 °C for 24 hours in order to relieve residual
stresses and stabilise the microstructure. The weld was investigated in the PWHT state, as well as in
isothermally aged states after the annealing at 625 °C for 10 000 hours and 30 000 hours, respectively.
Microstructure characterisation was performed by light microscopy (LM) and scanning electron microscopy
(SEM). The effect of isothermal ageing on mechanical properties at ambient temperature was studied by means
of hardness and toughness tests.
Microstructure analyses, hardness (HV10) measurements and impact toughness (KV) and fracture toughness
(KIC) tests were carried out in the weld joint regions, i.e. heat-affected zone (HAZ), base metal (BM), and weld
metal (WM). Fracture surfaces after impact tests were analysed by SEM.
1. INTRODUCTION
CB2 alloy belongs among modified 9-12% Cr-Mo-V steels developed and investigated in the frame of EU
research & development activities (COST 501, 522, 536). It is the martensitic steel to be used for the boiler
components served at ultra-supercritical (USC) conditions with increased steam temperature and pressure up to
630 °C and 30 MPa, respectively [1, 2]. The requirement is the good creep strength at mentioned conditions,
what could be ensured by suitable microstructure. Because the welds are the essential element of boiler
structure and they are known to be one of the most critical parts, a weld joint of the cast CB2 material was used
for the experiments.
The paper describes a part of the results of similar weld-joint microstructure investigation in as received (AR)
and aged conditions. Mechanical properties have been studied by means of the hardness, notch toughness, and
fracture toughness tests. The attention was also paid to the fracture mode description. Creep tests of the
experimental material after 30 000 h annealing at 625 °C are ongoing at present.
2. MATERIAL AND METHODS
The material studied has been a 9% Cr-Mo-Co-B steel developed for the use in advanced power stations.
For the experiments a part of the large thick wall structure cast and welded by PHB Stahlguss Int. was chosen.
Chemical composition of the investigated materials is given in Table 1 and the macro-view of the weld joint is
shown in Fig 1. The wall thickness (weld height) is 98 mm.
18. ‐ 20. 5. 2010, Rožnov pod Radhoštěm, Česká Republika Table 1 Chemical composition of experimental material in wt. %.
C Si Mn Cr Ni Mo V Ti Al Co Nb B-ppm N
BM 0.12 0.29 0.86 9.14 0.22 1.5 0.19 0.002 0.006 0.95 0.06 121 0.0202
WM 0.11 0.45 0.65 9.1 0.7 1.3 0.24 0.01 0.01 1.09 0.06 30 0.0280
Fig. 1 Macrograph of the weld joint.
After welding the weld joint was post weld heat treated (PWHT) at 730 °C for 24 h
with cooling in furnace. Welded plates were then annealed at 625 °C for 10 and 30
thousand hours and the investigation was carried out for three experimental states:
after the PWHT and after the 10 and 30 thousand hours of annealing. Methods of
light microscopy (LM) have been combined with scanning electron microscope (SEM)
metallography and observation of carbon replicas in transmission electron
microscope (TEM) for the microstructure evolution study. Concerning properties, hardness measurements HV10
were done on cross-weld samples, Charpy V-notch test was carried out at ambient temperature and 100 °C with
notch in the base metal (BM), weld metal (WM) and heat affected zone (HAZ). Furthermore fracture toughness
was tested with the notch in WM and HAZ. For the fractures after the notch toughness a detailed fractography
was done by SEM.
3. RESULTS
3.1. Microstructure
The microstructure after the PWHT consists of tempered martensite with Cr-rich M23C6 particles precipitated at
all kinds of boundaries and MX (V, Nb – C,N) carbo-nitrides precipitating preferably in the grain interior, Fig. 2.
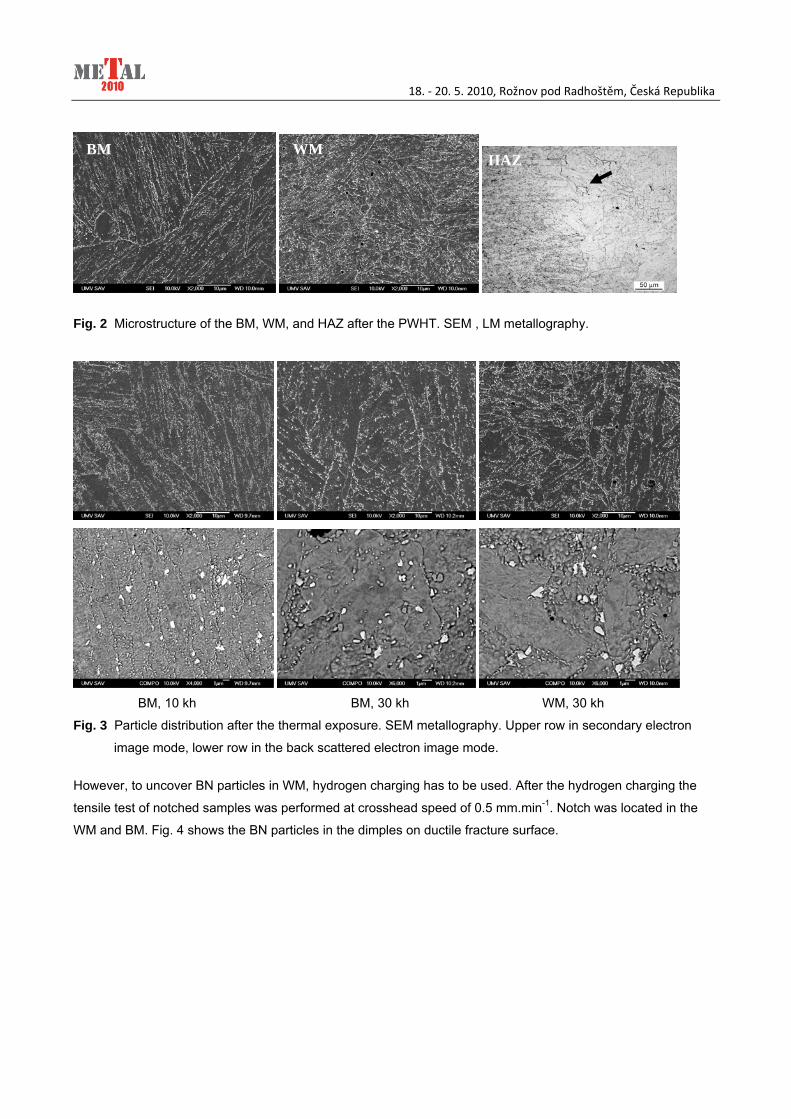
Further temperature exposure during ageing strengthens the tempering effects, the particles grow and new ones
appear. In the annealed states, particles of Laves phase are present in the microstructure of both BM and WM
compared to the PWHT state as illustrated by SEM micrographs in BSE mode in Fig. 3. Laves phase particles
can be found at former lath, block, and packet boundaries with majority at prior austenite grain boundaries. Their
size increases with exposure time, after 10 kh annealing they range up to about 1,2 µm, and after 30 kh 1.5 µm.
According to the thermodynamic calculation the steel in equilibrium at 625 °C should consist of ferrite, M23C6,
and MX phases. In this work BN particles have been found on the fracture surfaces after the tensile tests, Fig. 4.
They often grow in the vicinity of or at large oxi-sulfide inclusions and are embedded in the dimples on the
fracture surface. Boron nitride particles were observed in both the BM and WM.
18. ‐ 20. 5. 2010, Rožnov pod Radhoštěm, Česká Republika
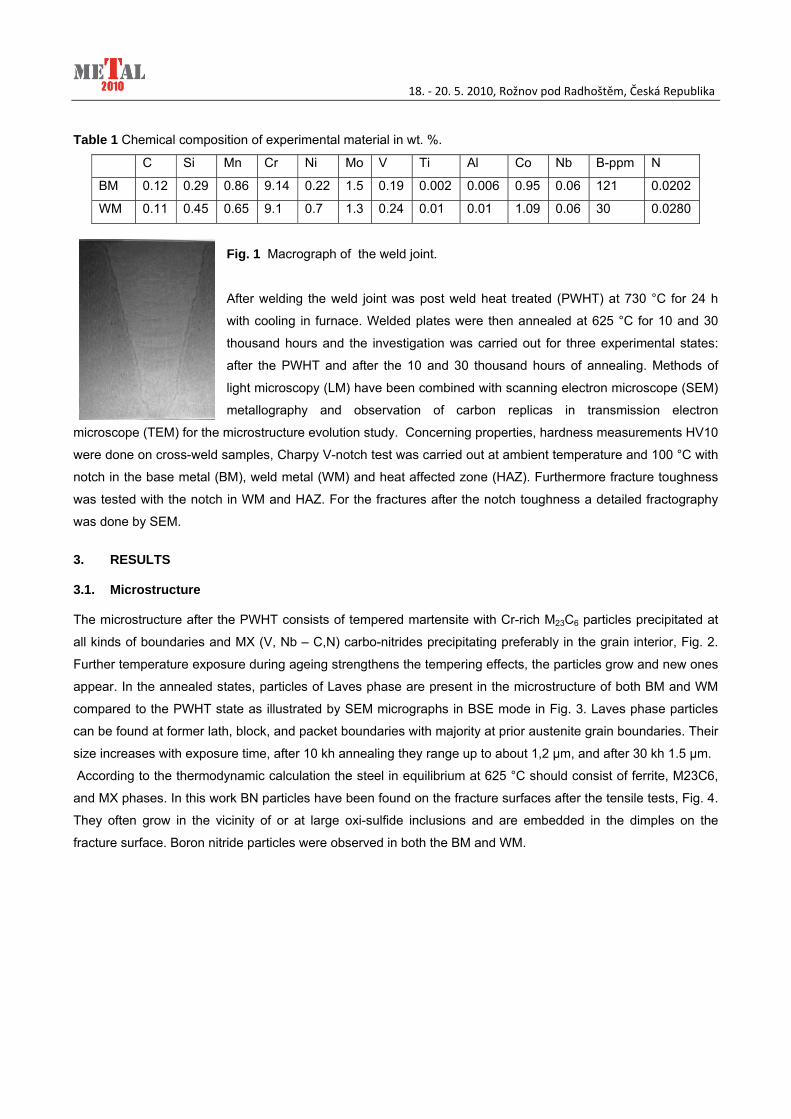
Fig. 2 Microstructure of the BM, WM, and HAZ after the PWHT. SEM , LM metallography.
BM, 10 kh BM, 30 kh WM, 30 kh
Fig. 3 Particle distribution after the thermal exposure. SEM metallography. Upper row in secondary electron
image mode, lower row in the back scattered electron image mode.
However, to uncover BN particles in WM, hydrogen charging has to be used. After the hydrogen charging the
tensile test of notched samples was performed at crosshead speed of 0.5 mm.min-1. Notch was located in the
WM and BM. Fig. 4 shows the BN particles in the dimples on ductile fracture surface.
BM HAZ
WM

18. ‐ 20. 5. 2010, Rožnov pod Radhoštěm, Česká Republika
Fig. 4 Particles of BN in BM and WM. SEM
a - BM, 30 kh ageing, b - BM, 30 kh ageing, after the hydrogen charging c - WM, 30 kh ageing, after the hydrogen charging
3.2. Properties The hardness HV10 measurement across the weld joint was carried out after the PWHT and annealing. The
results are documented in Fig. 5.
Charpy V-notch toughness and fracture toughness were measured at room temperature and partly also at 100
°C with notch in BM, HAZ, and WM. The results are given in Tab. 2.
Fig. 5 Cross-weld hardness HV 10 after the PWHT and ageing.
Tab. 2 Results of Charpy V-notch and fracture toughness.
Charpy –V toughness [J.cm-2] Fracture toughness [MPa.m0.5] Notch/state PWHT/RT 10 kh/RT 30 kh/RT 30 kh/100°C PWHT/RT 10 kh/RT 30 hk/RT
BM 48 18 23 57 HAZ 19 18 29 104.8 79.9 WM 67 21 24 54 122.4 85.9 69.5
4. DISCUSSION Microstructure. One of the most important requirements of the USC boiler materials beside the high oxidation
resistance is the creep strength at high temperatures. To ensure high creep life the microstructure should be
stable so that to keep needed creep strength till the end of a component life. That is why the advanced 9-12Cr
steels are modified, in addition to V, Nb, Ti e.g. by additions of cobalt, boron, rare earth elements etc. The
elements V, Nb, Ti form fine stable carbonitrides precipitating in the matrix and at the boundaries, Cr precipitates
in the form of M23C6 carbide. The role of Co as an austenite stabilizer is to suppress the formation of δ-ferrite
c a b
18. ‐ 20. 5. 2010, Rožnov pod Radhoštěm, Česká Republika during high temperature normalizing. The amount of about 1% Co is taken into account as a suitable value from
the economy and practical points of view [3]. In the tempered martensite microstructure of CB2 material after the
PWHT δ-ferrite has been observed only rarely in the coarse-grained HAZ, (Fig. 2- arrow).
After the exposure to 625 °C/10 kh Laves phase (Fe,Cr)2Mo was found in the microstructure. The amount of
particles increases and grows visibly with the exposure time with maximum size of about 1,2 µm after 10 kh to
1.5 µm after 30 kh. As shown in Fig. 3, the particles of Laves phase highlighted by BSE mode are present
almost exclusively in close vicinity of Cr-rich M23C6 particles.
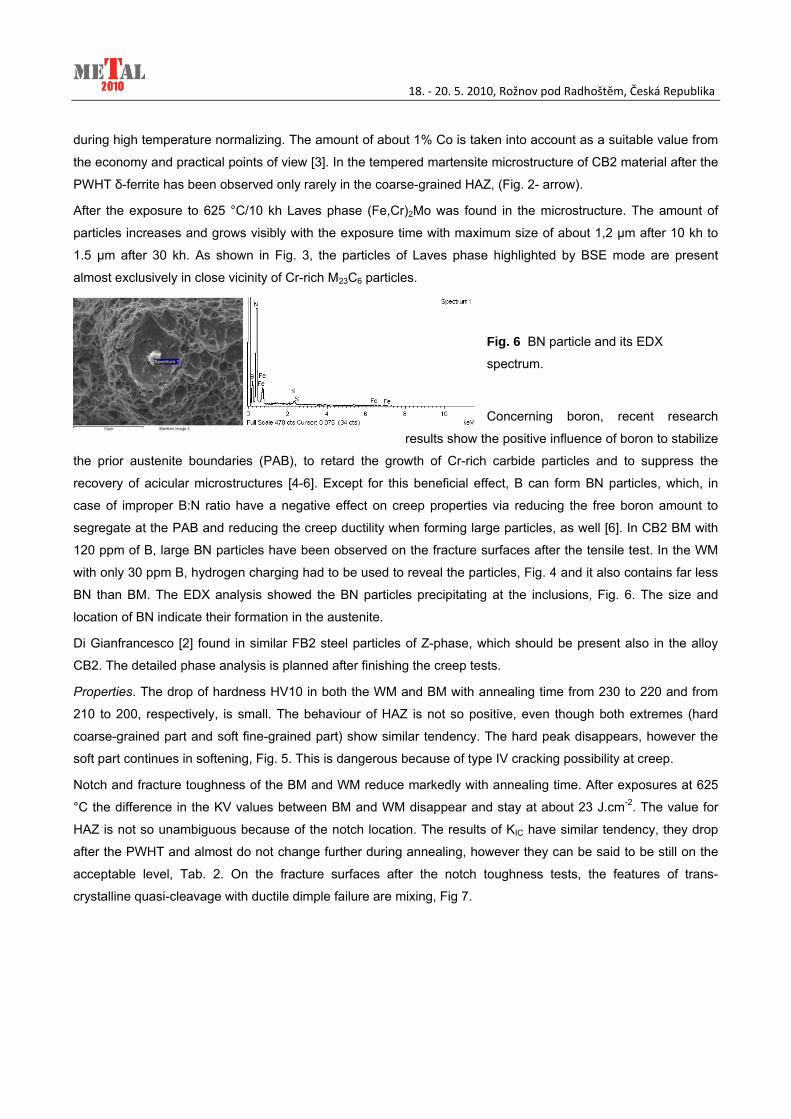
Fig. 6 BN particle and its EDX
spectrum.
Concerning boron, recent research
results show the positive influence of boron to stabilize
the prior austenite boundaries (PAB), to retard the growth of Cr-rich carbide particles and to suppress the
recovery of acicular microstructures [4-6]. Except for this beneficial effect, B can form BN particles, which, in
case of improper B:N ratio have a negative effect on creep properties via reducing the free boron amount to
segregate at the PAB and reducing the creep ductility when forming large particles, as well [6]. In CB2 BM with
120 ppm of B, large BN particles have been observed on the fracture surfaces after the tensile test. In the WM
with only 30 ppm B, hydrogen charging had to be used to reveal the particles, Fig. 4 and it also contains far less
BN than BM. The EDX analysis showed the BN particles precipitating at the inclusions, Fig. 6. The size and
location of BN indicate their formation in the austenite.
Di Gianfrancesco [2] found in similar FB2 steel particles of Z-phase, which should be present also in the alloy
CB2. The detailed phase analysis is planned after finishing the creep tests.
Properties. The drop of hardness HV10 in both the WM and BM with annealing time from 230 to 220 and from
210 to 200, respectively, is small. The behaviour of HAZ is not so positive, even though both extremes (hard
coarse-grained part and soft fine-grained part) show similar tendency. The hard peak disappears, however the
soft part continues in softening, Fig. 5. This is dangerous because of type IV cracking possibility at creep.
Notch and fracture toughness of the BM and WM reduce markedly with annealing time. After exposures at 625
°C the difference in the KV values between BM and WM disappear and stay at about 23 J.cm-2. The value for
HAZ is not so unambiguous because of the notch location. The results of KIC have similar tendency, they drop
after the PWHT and almost do not change further during annealing, however they can be said to be still on the
acceptable level, Tab. 2. On the fracture surfaces after the notch toughness tests, the features of trans-
crystalline quasi-cleavage with ductile dimple failure are mixing, Fig 7.
18. ‐ 20. 5. 2010, Rožnov pod Radhoštěm, Česká Republika
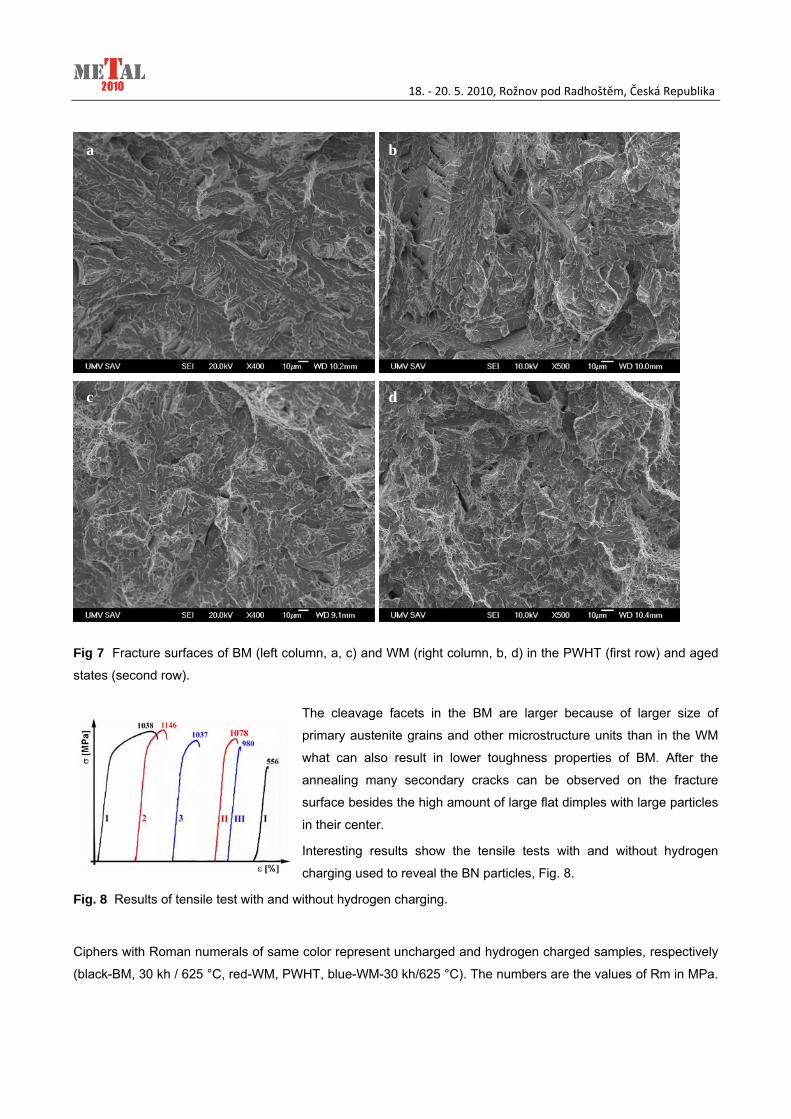
Fig 7 Fracture surfaces of BM (left column, a, c) and WM (right column, b, d) in the PWHT (first row) and aged
states (second row).
The cleavage facets in the BM are larger because of larger size of
primary austenite grains and other microstructure units than in the WM
what can also result in lower toughness properties of BM. After the
annealing many secondary cracks can be observed on the fracture
surface besides the high amount of large flat dimples with large particles
in their center.
Interesting results show the tensile tests with and without hydrogen
charging used to reveal the BN particles, Fig. 8.
Fig. 8 Results of tensile test with and without hydrogen charging.
Ciphers with Roman numerals of same color represent uncharged and hydrogen charged samples, respectively
(black-BM, 30 kh / 625 °C, red-WM, PWHT, blue-WM-30 kh/625 °C). The numbers are the values of Rm in MPa.
a b
c d
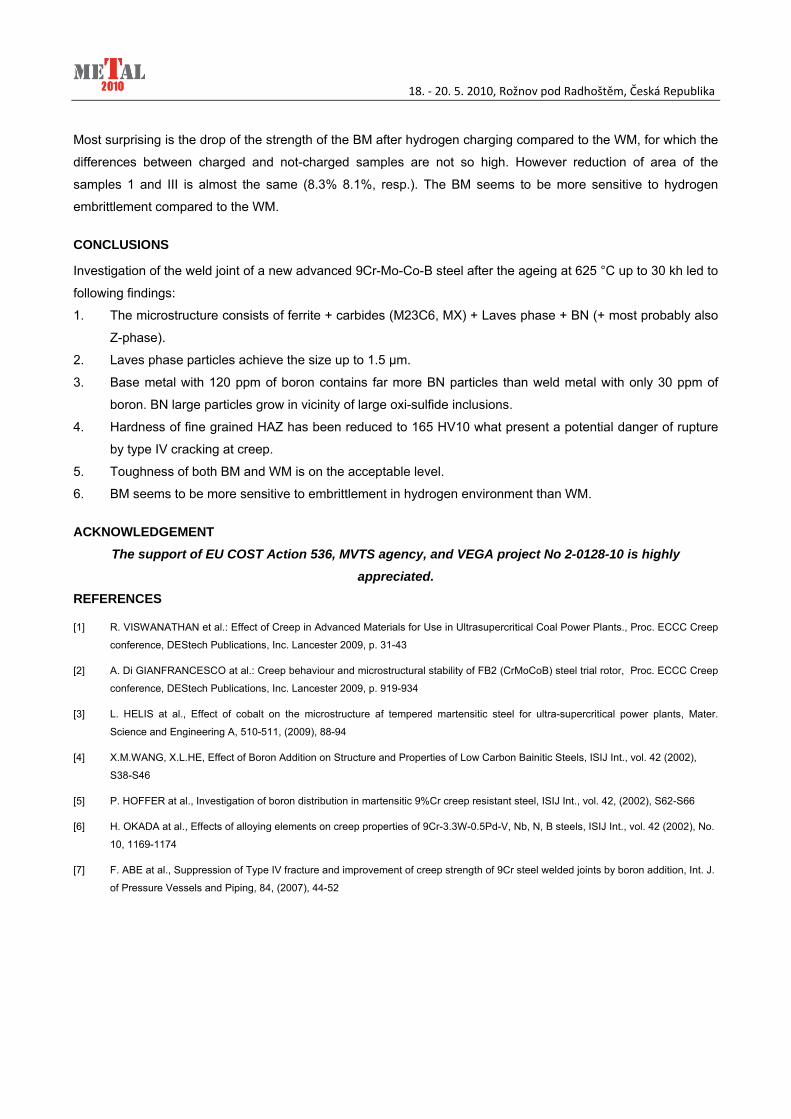
18. ‐ 20. 5. 2010, Rožnov pod Radhoštěm, Česká Republika Most surprising is the drop of the strength of the BM after hydrogen charging compared to the WM, for which the
differences between charged and not-charged samples are not so high. However reduction of area of the
samples 1 and III is almost the same (8.3% 8.1%, resp.). The BM seems to be more sensitive to hydrogen
embrittlement compared to the WM.
CONCLUSIONS
Investigation of the weld joint of a new advanced 9Cr-Mo-Co-B steel after the ageing at 625 °C up to 30 kh led to
following findings:
1. The microstructure consists of ferrite + carbides (M23C6, MX) + Laves phase + BN (+ most probably also
Z-phase).
2. Laves phase particles achieve the size up to 1.5 µm.
3. Base metal with 120 ppm of boron contains far more BN particles than weld metal with only 30 ppm of
boron. BN large particles grow in vicinity of large oxi-sulfide inclusions.
4. Hardness of fine grained HAZ has been reduced to 165 HV10 what present a potential danger of rupture
by type IV cracking at creep.
5. Toughness of both BM and WM is on the acceptable level.
6. BM seems to be more sensitive to embrittlement in hydrogen environment than WM.
ACKNOWLEDGEMENT The support of EU COST Action 536, MVTS agency, and VEGA project No 2-0128-10 is highly
appreciated. REFERENCES
[1] R. VISWANATHAN et al.: Effect of Creep in Advanced Materials for Use in Ultrasupercritical Coal Power Plants., Proc. ECCC Creep
conference, DEStech Publications, Inc. Lancester 2009, p. 31-43
[2] A. Di GIANFRANCESCO at al.: Creep behaviour and microstructural stability of FB2 (CrMoCoB) steel trial rotor, Proc. ECCC Creep
conference, DEStech Publications, Inc. Lancester 2009, p. 919-934
[3] L. HELIS at al., Effect of cobalt on the microstructure af tempered martensitic steel for ultra-supercritical power plants, Mater.
Science and Engineering A, 510-511, (2009), 88-94
[4] X.M.WANG, X.L.HE, Effect of Boron Addition on Structure and Properties of Low Carbon Bainitic Steels, ISIJ Int., vol. 42 (2002),
S38-S46
[5] P. HOFFER at al., Investigation of boron distribution in martensitic 9%Cr creep resistant steel, ISIJ Int., vol. 42, (2002), S62-S66
[6] H. OKADA at al., Effects of alloying elements on creep properties of 9Cr-3.3W-0.5Pd-V, Nb, N, B steels, ISIJ Int., vol. 42 (2002), No.
10, 1169-1174
[7] F. ABE at al., Suppression of Type IV fracture and improvement of creep strength of 9Cr steel welded joints by boron addition, Int. J.
of Pressure Vessels and Piping, 84, (2007), 44-52










![Microstructure of laser metal deposited duplex stainless steel ......welding of duplex stainless steel grades [7, 8]. Therefore, the same phenomena are expected to occur when depositing](https://static.fdocument.pub/doc/165x107/60ad8418cfcf5514db0daf6a/microstructure-of-laser-metal-deposited-duplex-stainless-steel-welding-of.jpg)







