
Metodologia e Processo de Usinagem
16
Métodos e procedimentos A abordagem de pesquisa orienta para o processo de investigação, são formas ou maneiras de chegar à resolução que se pretende, utilizando de métodos e tipos de pesquisa adequada para a solução do problema. Criatividade na percepção dos dados e da relação das variáveis condiciona a forma como os projetos e planos de investigação são formulados: sistematizam e orientam a revisão bibliográfica, a coleta de dados e a analise dos dados assim como a discussão de resultados. (Berto; Nakano, 2000). O método de pesquisa mais eficiente é aquele mais simples e utilizado pela maioria dos pesquisadores. As abordagens de pesquisa tradicionais são as chamadas quantitativas, com natureza empírica e hipóteses "fortes" e bem formuladas. Baseiam se em métodos lógico-dedutivos, buscam explicar relações de causa/efeito e, através da generalização de resultados, possibilitar replicações. Privilegiam estudos do tipo "antes e depois", propiciando análises estáticas e instantâneas da realidade, (Berto; Nakano, 2000). Pesquisa de abordagem quantitativa são os levantamentos, os estudos teóricos conceituais, os diagnósticos as modelagens e simulações, que recriam artificialmente a realidade, sendo a hipótese os fatores produtivos da pesquisa, principalmente as de abordagem quantitativa, e desencadeiam o processo cientifico. São como solução provisória ao problema e serve para orientar a investigação e necessita de teste, verificação
-
Upload
junior-soares -
Category
Documents
-
view
24 -
download
0
description
usinagem
Transcript of Metodologia e Processo de Usinagem

Métodos e procedimentos
A abordagem de pesquisa orienta para o processo de investigação, são
formas ou maneiras de chegar à resolução que se pretende, utilizando de métodos e
tipos de pesquisa adequada para a solução do problema. Criatividade na percepção
dos dados e da relação das variáveis condiciona a forma como os projetos e planos
de investigação são formulados: sistematizam e orientam a revisão bibliográfica, a
coleta de dados e a analise dos dados assim como a discussão de resultados.
(Berto; Nakano, 2000).
O método de pesquisa mais eficiente é aquele mais simples e utilizado pela
maioria dos pesquisadores.
As abordagens de pesquisa tradicionais são as chamadas quantitativas, com natureza empírica e hipóteses "fortes" e bem formuladas. Baseiam se em métodos lógico-dedutivos, buscam explicar relações de causa/efeito e, através da generalização de resultados, possibilitar replicações. Privilegiam estudos do tipo "antes e depois", propiciando análises estáticas e instantâneas da realidade, (Berto; Nakano, 2000).
Pesquisa de abordagem quantitativa são os levantamentos, os estudos
teóricos conceituais, os diagnósticos as modelagens e simulações, que recriam
artificialmente a realidade, sendo a hipótese os fatores produtivos da pesquisa,
principalmente as de abordagem quantitativa, e desencadeiam o processo cientifico.
São como solução provisória ao problema e serve para orientar a
investigação e necessita de teste, verificação identificando as informações
necessárias para a explicação do problema estudado (Berto; Nakano, 2000).
O tema “Segregador e Triturador de Pneus” proposto tem como objetivo o
desenvolvimento de um dispositivo para extração do arame do pneu, e
posteriormente fazer trituração da borracha, com intuito de minimizar o espaço de
armazenamento, custo da logística de transporte, facilitando a reciclagem e
minimizar o descarte dos mesmos em áreas impróprias, etc.. A princípio o projeto
está sendo desenvolvido para a extração do arame e trituração da borracha dos
pneus de moto, devido ao sua proporção e forma, mas a proposta é ampliar o
projeto para todos os tipos de pneus.
É possível desenvolver um dispositivo que extrai o arame do pneu e triture a
borracha de forma simples, com baixo custo, de fácil operação sem causar riscos à
saúde do operador e ao meio ambiente, e de forma que fique o mínimo de resíduo

possível de borracha presa ao arrame para que ele possa ser utilizado em outros
processos?
As informações inerentes ao projeto foram levantadas por meio de pesquisas
bibliográficas. Os dados encontrados foram analisados e com isso obtivemos um
conhecimento prévio sobre a estrutura do pneu e como deveríamos proceder para
extração do arame e a trituração da borracha.
A extração do arame do pneu é possível desde que os pneus não estejam
deteriorados de forma que possa ser fixado no dispositivo, e a trituração só poderá
ser executada se o arame for removido por completo, pois a permanência de
resíduos do arame na borracha poderá causar a deterioração das laminas do
triturador.
A remoção do arame torna-se mais fácil se removida toda a borracha e o
nylon de toda circunferência do talão por meio do dispositivo cortante. No entanto,
se o dispositivo cortante entrar em contato com o arame esse terá sua vida útil
diminuída.
Se for cortada toda a bandagem, “lateral”, do pneu a remoção do arame pode
ser feita sem grandes esforços, porém ha uma perda do resíduo de borracha junto
ao arame, impossibilitando a utilização do arame para outros fins, necessitando que
o mesmo passe por outros processos.
Um dos dados relevante para o desenvolvimento do triturador foi a tensão de
ruptura da borracha; por meio desta, tivemos condições de dimensionar o triturador
e as partes que o compõem. A princípio, observamos que a tensão de ruptura da
borracha seja suficiente para o dimensionamento do triturador, visto que sua
eficiência só poderá ser comprovada após a construção do mesmo. Inicialmente o
projeto foi elaborado para triturar o pneu em pedaços de no máximo 50mm visando
a diminuição do espaço de armazenamento e transporte.
Com base nas análises feitas, iniciamos os testes práticos observando a
reação dos pneus e dos dispositivos utilizados para extração do arame, por meio
dos testes podemos definir qual a melhor forma para extração do arame e quais
deverão ser os procedimentos necessários que deverão ser realizados para que
haja a remoção completa do arame.
Durante as testagens foram utilizados inúmeros instrumentos para a tentativa
de extração do arame, tais como: Macaco mecânico, trator, empilhadeira, munck e

lâminas para cortar toda a circunferência da aresta do talão e posteriormente sua
extração por meio de tracionamento.
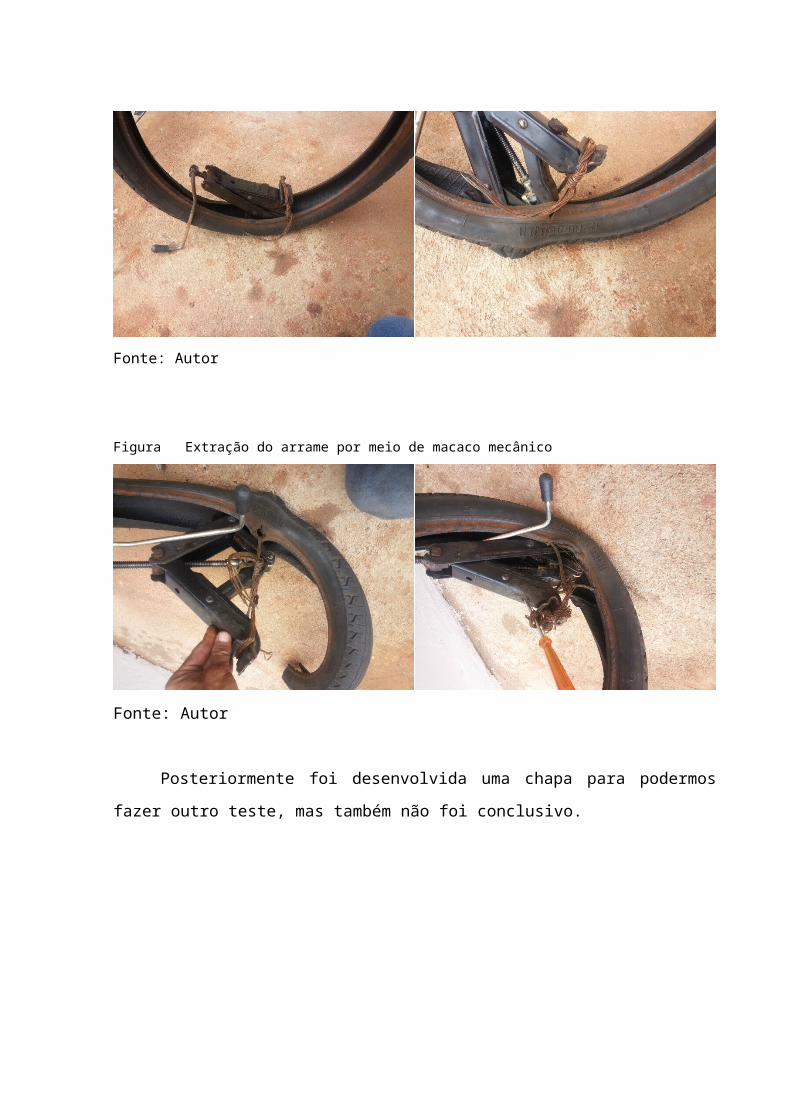
O teste com o macaco teve por objetivo extrair o arame. Inicialmente foi feito
um cisalhamento na lateral do pneu para fixar o macaco ao arame do talão. Após a
fixação do macaco, iniciou-se o sua abertura por meio da sua manivela, O resultado
obtido foi até o curso máximo do macaco. Esse teste evidenciou que o nylon envolto
ao arame requer uma força muito elevada, e também que o curso do macaco não foi
suficiente para extrair totalmente o arame, portanto, não obtivemos resultados
satisfatórios com esse teste.
Figura - Extração do arrame por meio de macaco hidráulico
Fonte: Autor
Figura Extração do arrame por meio de macaco mecânico

Fonte: Autor
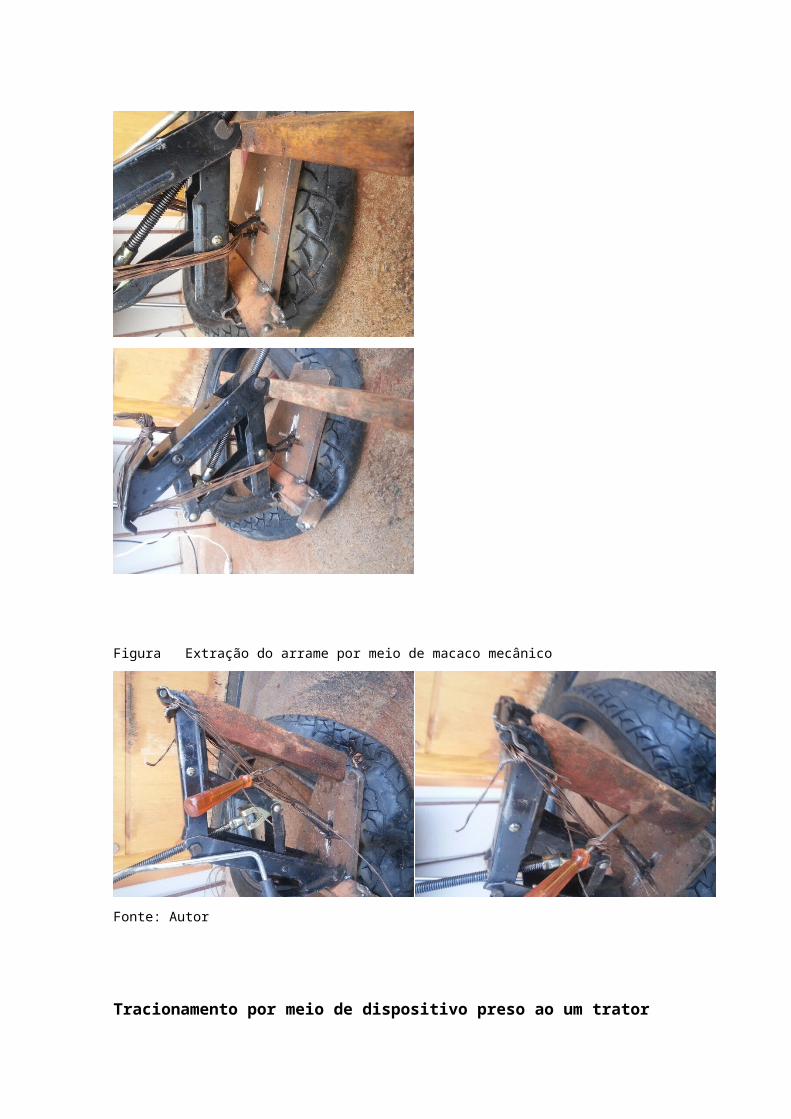
Posteriormente foi desenvolvida uma chapa para podermos fazer outro teste,
mas também não foi conclusivo.
Figura Extração do arrame por meio de macaco mecânico
Fonte: Autor
Tracionamento por meio de dispositivo preso ao um trator
Utilizando o mesmo principio do teste anterior, fixamos a chapa em............
DESCREVER O PROCEDIMENTO
Corte da circunferência total do talão
Após todos os métodos testado este foi o que melhor obtivemos repostas.
Observamos que todo o arame pode ser removido por meio do cisalhamento feito
em toda a circunferência do talão, a qual é constituída de borracha e nylon.
A partir deste resultado começamos a elaborar um dispositivo que corta a
circunferência do talão e outro que remove o arame.
DESCREVER O PROCEDIMENTO
2.1.1 Processo de usinagem
` Segundo Cetlin (2005) Os metais, em especial o aço, mantém uma
importância relevante na vida moderna apesar da crescente presença de materiais
cerâmicos e polímeros, devido a suas características, mecânicas, resistência e
capacidade de deformar-se sem se fraturar, tudo isso associado a um custo
adequado.
Estamos rodeados de equipamentos que, para estarem da forma como nós o
vemos, tiveram de ser produzido de uma peça bruta que teve sua geometria
modificada que, para isso utilizou-se de um processo de fabricação. O processo de
fabricação consiste na modificação da matéria prima em produto acabado por meio
de processos, inúmeros são os processos de transformação, podendo ser com ou
sem remoção de cavaco. (JUNIOR, 2007).
O processo de usinagem teve sua origem num período conhecido como a
Idade da Pedra Lascada, onde o cavaco era considerado as lascas removidas das
pedras. Com o tempo veio o aprimoramento dessa técnica que deu início a outro
período, período esse denominado de Idade da Pedra Polida o qual levou ao
desenvolvimento da pré-história. (SANTOS; SALES, 2007)
De acordo com Santos e Sales (2007), A transformação do movimento
transversal em rotacional, utilizado em um mecanismo desenvolvido por John
wilkinson1, no final do século XVII, denominado mandriladora foi considerado um
marco no processo da usinagem, foi com este dispositivo que James Watts2 pode
fabricar o cilindro de geometria com característica necessária para a construção da
máquina a vapor, revolucionando a indústria do século 18, mas foi no início do final
século 19 T. W. Taylor3 visando o aumento da produtividade dos processos de
fabricação desenvolveu o aço rápido e os fluidos de cortes, desenvolvendo a
equação da vida das ferramentas de cortes, “equação de Taylor”. A partir do século
20 a usinagem obteve uma evolução considerável com desenvolvimento materiais
para ferramenta e fluidos de corte, revestimentos para ferramentas, máquinas-
ferramenta e materiais com usinabilidade melhorada.
O processo de usinagem consiste no movimento relativo entre a peça e
ferramentas de cortes, variando sua velocidade e direção, este movimento relativo
entre a peça e ferramenta de corte, provoca remoção do material por meio do
cisalhamento, “cavaco”, gerando um atrito entre as partes consequentemente calor
havendo a necessidade da utilização de fluidos de cortes.
Conforme Santos e Sales (2005), O processo de usinagem se caracteriza por
transformar a matéria prima em produto por meio da remoção de material na forma
de cavaco.
“A usinagem é constituída por todos os processos de fabricação onde uma porção
de material é removida da peça, por cisalhamento, na forma de cavaco. Cavaco é
denominado o material removido da peça.” (SANTOS; SALES, 2005, p. 18).
Dino (1970) Salienta que toda operação que visa conferir a peça uma forma
por dimensões e ou acabamento ou a combinação de qualquer um destes três
elementos que resultem na remoção de cavaco é considerado uma operação de
usinagem. Onde o mesmo define cavaco, caraterizado por apresentar geometria
irregular, como sendo uma porção de material retirado da peça, por meio de
ferramenta de corte.
A nomenclatura que padroniza as normas sobre a usinagem foi estabelecida
pela ABNT (Associação Brasileira de Normas Técnicas) que constituiu uma equipe
designada a elaborar estudo.
Nomenclatura e classificação dos processos de usinagem
Normas sobre a geometria da ferramenta e dos movimentos relativos
ao processo de usinagem
Norma sobre ferramentas de corte; nomenclatura e classificação.
Normas sobre máquinas ferramentas e seus elementos; nomenclatura
e classificação.
Ensaio de recepção em maquinas ferramentas
Normas e segurança de trabalho com máquinas ferramentas
Dentre esta normas foram elaborados a classificação e nomenclatura dos processos
de usinagem que descrito mais adiante. (DINO, 1970).
De acordo com Sales e Santos (2007, p. 17), O processo de usinagem pode
ser dividido em duas categorias dependendo da energia empregada para remoção.
Processos convencionais: torneamento, fresamento, furação,
alargamento, mandrilamento, rosqueamento, serramento, retificação,
afiação, etc.
Processos não convencionais: eletroerosão, eletroquímica, jato
abrasivo, jato de água, jato de água abrasivo, ultra-som, fluxo abrasivo,
laser, plasma, feixe de elétrons e outros.
Dino (1970) Define os processos de usinagem conforme descrito na norma da
ABNT (Associação Brasileira de Normas Técnicas).
Torneamento: Processo mecânico de usinagem pelo qual a peça gira entorno de
um eixo principal em rotação, onde uma ferramenta monocortante se desloca em
movimento simultaneamente segundo uma trajetória coplanar com referido eixo.
(Dino,1970).
Fresamento: Processo mecânico de usinagem destinado à obtenção de superfícies
quaisquer com o auxilio de ferramentas geralmente multicortantes. Normalmente a
ferramenta gira e a peça ou ferramenta se deslocam segundo a uma trajetória.
(DINO,1970)
Furação: Processo mecânico destinado à obtenção de furos normalmente
cilíndricos em peças, com auxilio de uma ferramenta normalmente multicortantes.
Para que isso seja possível, a ferramenta ou a peça giram e simultaneamente a
ferramenta ou peça se deslocam segundo trajetória retilínea coincidente ou paralela
ao eixo principal da maquina. (DINO,1970)
Roscamento: Processo mecânico de usinagem destinado à obtenção de filetes, por
meio de abertura de um ou vários sulcos helicoidais de passo uniforme, em
superfície ou cônicas de revolução, para que isso seja possível, ferramenta ou peça
giram e uma dela se desloca simultaneamente segundo ao uma trajetória retilínea
paralela ou inclinada ao eixo de rotação. O Roscamento pode ser interno ou esterno.
(DINO,1970)
Retificação: Processo de usinagem por abrasão tem por objetivo a obtenção de
superfícies com auxilio de ferramentas abrasivas de revolução4. Para que isso seja
possível, a ferramenta gira e a peça ou ferramenta de desloca de acordo com uma
trajetória determinada, podendo girar ou não. (DINO,1970)
Velocidade de corte (Vc).

Velocidade de corte é velocidade que se da retirada do cavaco, ou seja,
velocidade tangencial instantânea resultante da rotação da ferramenta em torno da
peça, para operações de usinagem como torneamento, furação e fresamento,
retificação onde os movimentos de corte e de avanço ocorrem simultaneamente,
espaço percorrido pela ferramenta cortando o material ou o movimento da peça em
relação à ferramenta dentro de um determinado tempo, metro por minuto, (m/min). A
velocidade de corte é uma variável dependente do diâmetro, tipo do material da
ferramenta, material a ser utilizado, tipo de operação a ser realizadas, condições de
refrigeração, condição da máquina. (DINO, 1970).
Segundo Freire (1978) Embora possa calcular à velocidade de corte por meio
de uma equação, ela é fornecida por tabelas que fazem uma relação com o tipo de
operação com o tipo de material da ferramenta e o tipo de material a ser usinado.
Podemos calcular velocidade de corte (Vc) por meio dos parâmetros fornecidos tais
como; número de rotações por minuto (n), diâmetro do material a ser usinado (d) e a
constante da circunferência (π). Para realizar as operações de fresagem ou furação,
a fórmula para o cálculo da rpm é a mesma, devendo-se considerar o diâmetro da
fresa ou da broca, dependendo da operação a ser executada.
Velocidade de corte é dada pela equação:
Vc=π∗d∗n1000
(m /min)
Portanto, para obtermos a rotação adequada a ser empregado isola-se o (n)
n=Vc∗1000π∗d
(rpm)
Devido à unidade de medida do diâmetro do material ser fornecido em milímetro (mm) utiliza-se o fator mil (1000) para que a unidade da velocidade de corte seja expressa em metros por minutos (m/min), (DINIZ, MARCONDES, COPPINI, 2000).
Velocidade de Avanço (Vf )

É a velocidade de deslocamento da ferramenta em relação à superfície do
material a cada rotação do eixo da máquina, milímetro (mm) em um determinado
espaço de tempo em minuto (min). Segundo Freire (1978) A velocidade de avanço
depende do tipo de material da ferramenta, material da peça, profundidade de corte
e do tipo de acabamento superficial desejado. É calculada em função da quantidade
máxima de cavaco em cm3 por Kw de potência da máquina. (FREIRE, 1978).
Vf=f∗n=1000∗Vcπ∗d
∗f
Vf = Velocidade de avanço (mm/rotação)
Vc= Velocidade de corte (m/min)
f = Avanço (mm/rotação)
d = Diâmetro do material da ferramenta ou da broca (mm)
n = Rotação da ferramenta (RPM)
π= Constante circunferencial
De acordo com Freire (1978) Para realizar as operações de fresagem ou furação, a
fórmula para o cálculo da rpm é a mesma, devendo-se considerar o diâmetro da
fresa ou da broca, dependendo da operação a ser executada.
Cálculo de rpm para retificação
Conforme Dino (1970), Na retificação, a fim de obter o melhor resultado na
operação, deve-se considerar a velocidade do rebolo. Assim, os rebolos não devem
ultrapassar a velocidade periférica máxima indicada pelo fabricante, pois, com o
aumento da velocidade, ocorre um aumento da força centrífuga que pode romper o
rebolo. A velocidade máxima é determinada em função do tipo de aglutinante do
rebolo e do tipo de trabalho a ser realizado. A equação para se obter a velocidade
do rebolo e semelhante a dos outros processos já mencionados, no entanto sua
velocidade é dada em metros por segundo, para obter a velocidade em metros por
minutos basta multiplicarmos a equação por 60 e obtemos a sua velocidade em
metros por minutos.

n=Vc∗1000π∗D
∗60(rpm)
Vc= velocidade de corte (tabela)
D = Diâmetro do rebolo (mm)
n = Rotação da ferramenta (rpm)
π= Constante circunferencial
Referências Bibliográficas.
CETLIN, P. R. e HELAMAN, H. Fundamentos da Conformação Mecânicas do
Metais. 2. Ed. São Paulo: Artliber Editora, . 2005
FERRARESI, Dino. Usinagem dos Metais/ Dino Ferraresi - São Paulo: Editora
Blucher, 1970.
SANTOS, S. C.; SALES, W.F. Aspectos Tribológicos da Usinagem dos
Materiais. Wesley Falco Sales. São Paulo: Artliber Editora, 2007.
DINIZ, A.E.; MARCONDES, F.C.; COPPINI, N.L. Tecnologia da Usinagem dos
Materiais, Artliber Editora, São Paulo, 2000, 2ª ed.
Associação Brasileira de Normas Técnicas. NBR 6162 – Conceitos da Técnica de
Usinagem – Movimentos e Relações Geométricas. http:\\www.cimm.com.br
FREIRE, José de Mendonça. Tecnologia mecânica- Fresadora. Vol. 04. Rio de
Janeiro. Livros Técnicos e Científicos. Editora S/A. 1978
Berto Rosa Maria Villares. S.. Nakano Davi Noboru, A Produção Científica nos
Anais do Encontro Nacional de Engenharia de Produção: Um Levantamento de
Métodos e Tipos de Pesquisa, ABEPRO. Rio de Janeiro. 2000, PRODUÇÃO.
Vo1.9. nO 2. p. 65-76


















