
METODIKA NÁVRHU A VERIFIKÁCIA UPNUTIA OBROBKU V …
96
METODIKA NÁVRHU A VERIFIKÁCIA UPNUTIA OBROBKU V ČEĽUSTIACH UPÍNACÍCH ZARIADENÍ Jarmila ORAVCOVÁ
Transcript of METODIKA NÁVRHU A VERIFIKÁCIA UPNUTIA OBROBKU V …

METODIKA NÁVRHU A VERIFIKÁCIA
UPNUTIA OBROBKU V ČEĽUSTIACH
UPÍNACÍCH ZARIADENÍ
Jarmila ORAVCOVÁ

Jarmila ORAVCOVÁ
© Materiálovotechnologická fakulta STU so sídlom v Trnave
Ing. Jarmila Oravcová, PhD.
Recenzenti: prof. Ing. Jozef Pilc, CSc.
prof. Ing. Peter Demeč, CSc.
doc. Ing. Jozef Jasenák, PhD.
Jazyková korektúra: Mgr. Mária Mičeková
Schválila Vedecká rada MTF STU dňa 11. 2. 2015 ako vedeckú monografiu.
Monografia je prezentáciou práce autora, ktorá bola recenzovaná, obhájená
a schválená Vedeckou radou Materiálovotechnologickej fakulty STU v Trnave dňa
11. 7. 2012 vo vednom odbore 5.2.50 Výrobná technika.
ISBN 978-80-8096-230-2
EAN 9788080962302

3
Abstrakt
Predkladaná práca rieši problematiku z oblasti upínania obrobkov v čeľustiach upínacích
prípravkov. Cieľom práce bolo vytvoriť metodický postup návrhu upnutia obrobkov v
čeľustiach upínacieho zariadenia počas technologického procesu. V metodickom postupe
návrhu sa riešia a zohľadňujú vstupné charakteristiky obrábanej súčiastky, požadovaná
presnosť obrábanej plochy, vzájomná interakcia presnosti kontaktných prvkov upínacieho
obrobku a presnosť obrábanej plochy a ich vplyv na výber čeľustí.
Práca komplexne klasifikuje čeľuste upínacích prípravkov, zaoberá sa princípmi upínania
obrobkov v strojových zverákoch a skľučovadlách a postupne sú v nej riešené faktory,
ovplyvňujúce návrh čeľustí. Jedným z nich je aj vplyv umiestnenia ustavovacích prvkov na
statickú určitosť a stabilitu ustavenia obrobku. Ďalšou rozoberanou problematikou predloženej
práce je problematika správneho vloženia obrobku s využitím funkcie „foolproofing“, ktorá
klasifikuje súčiastky podľa kritéria súmernosti metódou súmerných transformácií, Zaoberá sa
aj vplyvmi tolerancií na presnosť obrábanej plochy súčiastky, pričom sú riešené vzťahy medzi
vychýlením obrobku pri ustavení a dovolenou geometrickou toleranciou. Ďalej sa zaoberá
princípmi pôsobenia upínacej a technologickej sily, riešená je problematika vplyvu deformácií
čeľustí a ustavujúcich prvkov pôsobením vonkajších síl na presnosť obrobku. Ďalej je
spracovaný metodický postup návrhu veľkosti prítlačných síl čeľustí z hľadiska stability,
metodický postup kontroly presnosti pri upnutí v čeľustiach a tiež metóda priradenia tolerancií
pre kontaktné body čeľustí. Rozsiahla časť je venovaná verifikácii vplyvu upnutia obrobkov
navrhnutými čeľusťami na jeho deformácie a presnosť v programe ANSYS. Súčasťou práce je
aj vyhodnotenie výsledkov numerických simulácií na hranolovej a rotačnej súčiastke.
Experimentom bol určený vplyv posunutia kontaktných ustavovacích bodov nielen na zmenu
reakcií, ale aj na zmenu polohy základných bodov obrobku, pričom sa menila poloha
kontaktných ustavovacích bodov. Vyhodnotené boli výsledky vplyvu zmeny polohy upínacej
sily na zmenu reakcií, ako aj zmeny reakcií v kontaktných ustavovacích bodoch pri aplikovaní
technologickej operácie frézovanie v rôznych miestach.
Kľúčové slová: vymeniteľné čeľuste, ustavenie, upnutie, presnosť

4
Summary
Thesis deals with the topic of workpieces clamping issue, in clamping devices. Aim of this
thesis was to establish methodical draft in approach of workpiece clamping in jaws of a
clamping device, during technological process. In methodical draft approach are solved and
take into account input characteristics of machined element, required accuracy of machined
area, mutual interaction of contact parts accuracy by clamped workpiece and machined area
and their impact on choice of jaws. Thesis classify in detail jaws of a clamping device, deals
with clamping principles of workpieces in machine vices and chucks. Step by step is dealt with
factors, which have impact on jaws design. One of those is the impact of positioning alignment
parts on static precision and stability of workpiece alignment. Next it deals with correct
workpiece insertion by using “foolproofing” function. Classify workpieces according to
symmetry criteria with symmetrical transformations. The thesis deals with tolerance impacts
on workpiece machined areas accuracy too. There are solutions for relations between a
workpiece alignment deflection and a possible geometrical tolerance. Thesis works with affect
principles of clamping and technological force, it solves an influence of jaws deformations and
alignment elements on workpiece accuracy. Processed is methodical design of compressive
forces scale in jaws according to stability, methodical design of accuracy control within
clamping in jaws and technique of tolerances for the contact points of the jaws. Extensive part
is dedicated to verification of machine clamping impact by drafted jaws on its deformation and
accuracy in ANSYS software. Evaluated are results from numerical simulations on prismatic
shaped components and rotary components. According to experiment results, was assign
contact points displacements impact on change of reactions and position change of workpiece
primary points. Position of contact points was varying. Evaluated are results in field - impact
of clamping force position change on reaction change in contact alignment points, in applying
of technological action - milling on various places.
Key words: removable jaws, alignment, clamping, accuracy

5
Vedecký prínos
Prínosom práce je vytvorenie metodiky slúžiacej na tvorbu návrhu upnutia obrobku
pomocou čeľustí upínacieho prípravku, definovanie metód, analýz a postupov pre návrh
upínania. Bol vytvorený algoritmus pre navrhnutú metodiku pozostávajúci z troch etáp. V práci
bola komplexne vypracovaná klasifikácia čeľustí upínacích zariadení podľa spoločných
znakov, definovaný chronologický postup činností a charakterizovaný vplyv tvaru a parametrov
súčiastky na výber druhu čeľustí vzhľadom na ich konštrukčné vyhotovenie a voľbu materiálu.
Ďalej bol vypracovaný vývojový diagram pre optimalizáciu umiestnenia ustavovacích prvkov.
Boli vytvorené aj algoritmy pre určenie minimálnych prítlačných síl a algoritmus metodického
postupu kontroly presnosti pri návrhu upnutia.
Práca prináša verifikáciu navrhnutej metodiky na viacerých príkladoch. Na konkrétnej
súčiastke bola verifikovaná metodika návrhu upínacieho prípravku s funkciou foolproofing
určením oblasti spoločných interakcií súmerných transformácií. Pre posúdenie vplyvu spôsobu
upnutia (veľkosť upínacích síl, poloha čeľustí,...) bola uskutočnená numerická simulácia. Pre
stanovenie deformácií obrobku a čeľustí bola použitá metóda konečných prvkov
implementovaná v programe ANSYS. Na demonštrovanie vplyvu umiestnenia upínacích
čeľustí a upínacích síl boli vykonané experimenty na tvarovo rôznych súčiastkach: na
hranolovej súčiastke a rotačnej - hrubostennej a tenkostennej rúrke upnutej v 3-čeľusťovom
skľučovadle. Určoval sa v nich vplyv posunutia kontaktných ustavovacích bodov na zmenu
reakcií a zmenu polohy základných bodov obrobku, pričom sa menila poloha kontaktných
ustavovacích bodov. Bol sledovaný vplyv zmeny polohy upínacej sily na zmenu reakcií.
Stanovili sa zmeny reakcií v kontaktných ustavovacích bodoch pri aplikovaní technologickej
operácie frézovania na rôznych miestach.
Spracovaná metodika návrhu upnutia tak pomôže zabezpečiť kvalitné návrhy,
implementácia počítačovej podpory návrhu zefektívni celý proces návrhu a použitá metodika
umožní navrhovať optimálne riešenia.

6
ZOZNAM SYMBOLOV, SKRATIEK A ZNAČIEK
F – zaťažujúca sila
f , f1, f2 – súčinitele trenia
Fc – technologická (rezná) sila
Fo – osová sila
FR,FR1,FR2 – reakcie
FT – trecia sila
K – koeficient bezpečnosti
L1 – dĺžka obrábaného povrchu súčiastky
Mk – krútiaci moment rezného odporu
Mt – trecí moment
Q – upínacia sila
Q1, Q2 – pomocné upínacie sily
Qc – celková upínacia sila skľučovadla
r – polomer upnutia obrobku
s – odchýlka strednej hospodárnej presnosti
SNOP – stroj, nástroj, obrobok, prípravok
v – presnosť rozmeru
z – počet upínacích čeľustí skľučovadla
α – uhol prizmy
휀 – odchýlka uloženia
d – menovitý priemer obrobku
d´ – menovitý priemer otvoru oporného prvku
Td – medzná odchýlka priemeru ustavujúcej valcovej plochy obrobku
Td´ – je medzná hodnota odchýlky opornej valcovej plochy (otvoru)
[𝐽] – Jakobiho matica
LPI – výkonový index ustavenia
‖[𝐽]‖ – determinant Jakobiho matice
𝑔𝑟𝑎𝑚([𝐽]) – grammian Jakobiho matice
{q} – umiestnenie obrobku
{𝑞𝑤} – umiestnenie obrobku v WSS
{Δq} – premiestnenie obrobku

7
{Δd} – premiestnenie kontaktného bodu
[K] – matica tuhosti čeľustí upínacieho prípravku
𝑘𝑥 , 𝑘𝑦, 𝑘𝑧 – tuhosť v smere x, y, z
GSS – globálny súradný systém
WSS – súradnicový systém obrobku
LSS – lokálny súradný systém
𝑓𝑥𝐿 , 𝑓𝑦
𝐿, 𝑓𝑧𝐿 – reakčná sila v LSS v smere x, y, z
{𝑓𝐺} – prítlačná sila pre všetky body v GSS
{∆𝑞𝐺} – premiestnenie obrobku v GSS
{∆𝑑𝐺} – premiestnenie kontaktného bodu v GSS
{∆𝑑𝐿} – premiestnenie kontaktného bodu v LSS
[𝑇𝐺𝑊] – transformačná matica z WSS do GSS
[𝑇𝐺𝑖𝐿 ] – transformačná matica z LSS do GSS
f – trecia sila
μ – statický koeficient trenia
N – normálová sila
CSI – index kontaktnej stability
𝛼0 – uhol trecieho kužeľa
∝𝐹 – uhol medzi vektorom sily f a osou z
[𝐶] – matica citlivosti CSI
f0 – upínacia sila pred úpravou
f – upínacia sila po úprave
𝐶𝑖𝑗 – prvok matice citlivosti CSI
∆𝑝𝑖𝑛 – odchýlka základného bodu v smere normály
𝑑𝑒𝑣 – odchýlka
{𝑃𝑖𝑊} – základný bod plochy v súradniciach v GSS
𝑎𝑐𝑐 – presnosť obrábaného povrchu
Tj – tolerancia obrábaného povrchu
𝑆𝑖𝑗 – citlivosť povrchu na kontaktný bod
𝑡𝑖𝑗 – tolerancia kontaktného bodu
t0 – počiatočná tolerancia
wij – váhový faktor

8
ÚVOD
Upínanie obrobkov pri obrábaní je dôležitá pracovná operácia, pri ktorej sa rýchlosť
a presnosť upnutia významne odráža na kvalite výrobku, dĺžke výrobného cyklu a výške
potrebných nákladov. Upínacie prípravky sú vzhľadom na svoju funkciu jedným
z rozhodujúcich zariadení, ktoré sa veľkou mierou podieľajú na zvýšení produktivity práce
a zabezpečení požadovanej úrovne kvality výrobku.
Veľká rozmanitosť možností konštrukčného riešenia s rôznymi princípmi upnutia
spôsobuje, že proces návrhu a výberu vhodného riešenia upínacieho prípravku podľa zadaných
konkrétnych požiadaviek je veľmi náročný. Z tohto dôvodu sa dostáva do popredia úvaha
o potrebe vypracovania metodického postupu pri návrhu upnutia, ktorý by zohľadňoval rozličné
limitujúce vstupné podmienky. Metodikou návrhu definovaním postupných krokov, metód
a analýz sa podporí práca konštruktéra a umožní sa zefektívniť celý proces návrhu a výberu
najvhodnejšieho riešenia.
Využitie počítačov dovoľuje prinášať inovatívne postupy, preto je nutné v čo najväčšej
miere implementovať výpočtovú techniku (CAD/CAM) i pre počítačovo podporovaný návrh
a následnú verifikáciu návrhu upínacieho prípravku v digitálnej forme. Integrovaním
prostriedkov CAD/CAM do procesu návrhu upínacieho prípravku sa umožní eliminovať možné
chyby riešenia už v štádiu virtuálneho modelu pred jeho fyzickým zhotovením. Využitie
počítačových technológií pomôže naplniť nasledovné ciele: skrátiť dobu vývoja upínacieho
prípravku, zlepšiť kvalitu výrobkov a znížiť náklady.
V metodickom postupe návrhu je potrebné zohľadňovať vstupné charakteristiky obrábanej
súčiastky, požadovanú presnosť obrábanej plochy, vzájomnú interakciu presnosti kontaktných
prvkov upínacieho obrobku a presnosti obrábanej plochy a ich vplyv na výber čeľustí.
Nasledujúce kapitoly sa venujú zadefinovaniu chronologického postupu činností pre
vytvorenie metodiky návrhu a charakterizovaniu vplyv tvaru a parametrov súčiastky na výber
druhu čeľustí vzhľadom na ich konštrukčné vyhotovenie a voľbu materiálu. Sú v nich
charakterizované faktory, ktoré majú vplyv na presné ustavenie obrobku v upínacom prípravku
a riešenie ich vplyvu na stabilitu obrobku. Ďalej sa v nich rieši vplyv rozmerových
a geometrických tolerancií na presnosť obrábanej plochy. Charakterizuje sa vplyv pôsobenia
rezných síl pri obrábaní na deformáciu čeľustí a tým aj na presnosť obrobku. Práca obsahuje
verifikáciu vytvorenej metodiky na vyšpecifikovaným cieľových obrobkoch.
9
1. ČEĽUSTE UPÍNACÍCH ZARIADENÍ
Čeľuste sú definované ako koncové prvky činných častí upínacieho zariadenia. Prichádzajú
do priameho kontaktu s povrchom upínacích plôch obrobku a v miestach dotyku pôsobia na
obrobok upínacou silou. Zabezpečujú spoľahlivé a bezpečné upnutie obrobku počas
technologických operácií. V niektorých prípadoch zároveň ustavujú obrobok v správnej polohe
vzhľadom na nástroj a tým zabezpečujú požadovanú rozmerovú a geometrickú presnosť
obrábanej plochy (1).
Čeľuste umožňujú upínať tvarovo podobné obrobky v určitom rozpätí rozmerov
upínacích plôch. Rozsah rozmerov obrobkov je obmedzený tvarom a rozmermi čeľustí
a veľkosťou roztvorenia čeľustí pri konkrétnom upínacom prípravku. Na rozšírenie
použitia upínacích prípravkov sa navrhujú konštrukcie, ktoré umožňujú jednoduchú a rýchlu
výmenu čeľustí pri prechode na inú, tvarovo a rozmerovo podobnú súčiastku, pri zmene
výrobného programu.
Podľa polohy plôch obrobku, ktoré prichádzajú do styku s povrchom čeľustí, sa rozlišuje
spôsob upnutia (2):
upnutie za vonkajšie plochy obrobku,
upnutie za vnútorné plochy obrobku,
kombinované upnutie.
Dotykové kontaktné plochy čeľustí upínacích prípravkov sa upravujú viacerými
spôsobmi:
hladké – používajú sa na upnutie obrobkov za opracovanú plochu,
ryhované - používajú sa na upnutie obrobkov za neopracovanú plochu:
o ryhované priečne k smeru reznej sily,
o ryhované pozdĺžne v smere reznej sily,
o ryhované v dvoch na seba kolmých smeroch,
s výstupkami - používajú sa na upnutie odliatkov za neopracovanú plochu:
o s výstupkami s ostrými hrotmi,
o s výstupkami s malými dotykovými plôškami.
Vymeniteľné upínacie čeľuste sa používajú hlavne v dvoch univerzálnych druhoch
upínacích prípravkov, a to v strojových zverákoch a skľučovadlách.
10
1.1 Čeľuste strojových zverákov
Pomocou čeľustí strojového zveráka s vymeniteľnými vložkami sa môžu na jednom
upínacom prípravku upínať obrobky viacerých tvarov, rozličných rozmerov a obrobky s rôznou
akosťou povrchov.
Podľa konštrukčného vyhotovenia sa čeľuste rozdeľujú na:
delené – pozostávajú zo základnej magnetickej vložky a čeľusťových vložiek;
celistvé – patria sem vymeniteľné vložky, na upínací prípravok sú pripevňované
pomocou skrutiek;
špeciálne tvarové čeľuste.
Typy vymeniteľných vložiek:
vymeniteľné kalené vložky:
o hladké kalené vložky – upínanie za povrchy, ktoré sú už opracované;
o hladké kalené vložky s drážkou – upínanie obrobkov na výšku;
o ryhované kalené vložky – upínanie za neopracované povrchy;
o prizmatické kalené vložky – upínanie rotačných obrobkov;
s vodorovnými drážkami,
s vodorovnou a zvislou drážkou,
s drážkami na jednej strane,
s drážkami na dvoch stranách,
o výkyvné kalené vložky – upínanie obrobkov s nerovnobežnými plochami,
o vložky kalené s vyrovnávacou náplňou – upínanie obrobkov s členitým povrchom,
filcové vložky – upínanie mäkkých materiálov (napr. plasty, drevo, atď.).
Delené čeľuste sa skladajú zo základnej magnetickej vložky, ktorá je skrutkami pripevnená
na upínacie zariadenie strojového zveráka. Permanentný magnet základnej vložky upevňuje
čeľusťové vložky s rôznym vyhotovením kontaktnej plochy. Použitie delených čeľustí
umožňuje zrýchlenie výmeny oproti použitiu celistvých kalených vložiek.
Strojové zveráky s prizmatickým tvarom vložiek je možné použiť k samostrediacemu
upínaniu valcových obrobkov. V tomto prípade obidve čeľuste strojového zveráka sú posuvné.
Pre zväčšenie upínacieho rozsahu sa používajú otočné prizmatické čeľuste, ktoré majú po
stranách prizmy rôznych veľkostí (53).
Ak treba upnúť obrobok zložitého tvaru, rieši sa to návrhom špeciálnych tvarových čeľustí
pre konkrétny prípad.

11
1.2 Čeľuste skľučovadiel
V technickej praxi bolo vyvinutých veľa rôznych druhov čeľustí skľučovadiel, ktoré
možno rozdeliť podľa nasledujúcich klasifikačných znakov:
podľa stupňa špecializácie,
podľa materiálu,
podľa konštrukčného vyhotovenia,
podľa polohy kontaktnej plochy.
Vo väčšine prípadov upnutia obrobku v skľučovadlách sa používajú čeľuste, ktoré sú
štandardne dodávané ku skľučovadlám. Na upnutie v trojčeľusťovom skľučovadle sú to pevné
čeľuste celistvé alebo delené. Zvyšovaním požiadaviek na presnosť výroby, ekonomickú
efektívnosť a kvalitu obrobkov boli vyvinuté špeciálne čeľuste. V ojedinelých prípadoch je
nutné navrhnúť a vyrobiť čeľuste pre konkrétny obrobok, ktoré zohľadňujú špecifické
požiadavky. Čeľuste sa podľa stupňa špecializácie rozdeľujú na:
štandardné,
špeciálne,
čeľuste na mieru.
Medzi špeciálne čeľuste patria výkyvné čeľuste (54). Princíp výkyvných čeľustí spočíva
v tom, že majú viac dotykových bodov, ktoré prichádzajú pri upnutí do kontaktu s povrchom
obrobku. Na dokonalý dotyk s obrobkom majú otočný kĺb pre každú dvojicu kontaktných
bodov, ktorý zabezpečí správne dosadnutie čeľuste na obrobok. Výkyvné čeľuste sa používajú
pre upínanie tenkostenných obrobkov. Vzhľadom k pravidelnému usporiadaniu bodov upnutia
po obvode sa výrazne zníži deformácia obrobku. Pomocou výkyvných čeľustí môžeme rozložiť
upínaciu silu, napr. do 6-tich upínacích bodov, ako je to na Obr. 1a. Pre veľmi tenké steny
obrobku je vhodné použiť výkyvné čeľuste s 12-timi upínacími bodmi, aby sa zmenšila
deformácia obrobku upínacou silou (Obr. 1b).
Konštrukčné vyhotovenie výkyvných čeľustí sa skladá z viacerých častí (Obr. 2). Na
skľučovadlo sa pripevňuje základná čeľusť, ku ktorej je skrutkovým spojom upevnená oporná
čeľusť (Obr. 3). Výkyvné teleso sa s ňou spojí pomocou otočného čapu. Výkyvné teleso
obsahuje v miestach predpokladaného dotyku s obrobkom vymeniteľné upínacie vložky (Obr.
4).

12
a b
Obr. 1 Výkyvné čeľuste pre tenkostenné obrobky (54)
a – so 6-imi upínacími bodmi, b – s 12-imi upínacími bodmi
Obr. 2 Výkyvné čeľuste (54)
Výkyvná čeľusť sa pripája na základnú čeľusť skľučovadla ako jeden celok. Otočný čap
zabezpečuje potrebné pootočenie výkyvnej čeľuste v systéme skľučovadla pri upnutí obrobku.
Na upnutie obrobkov rôznych priemerov sa dajú výkyvné čeľuste rýchlo a jednoducho
vymieňať. Schopnosť nahradenia jednotlivých modulov znamená, že môžu byť upínané
obrobky vo veľkom upínacom rozsahu.
13
Obr. 3 Oporné čeľuste
Obr. 4 Výkyvné telesá výkyvných čeľustí s upínacími vložkami
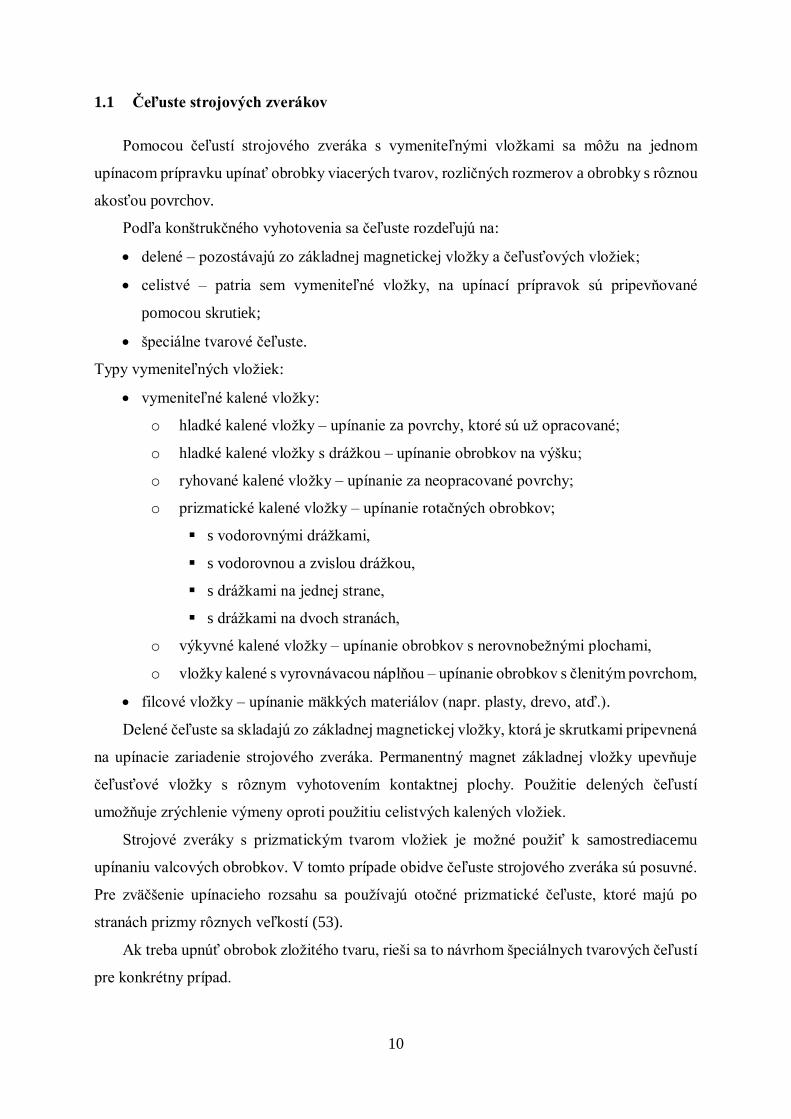
Vzhľadom na špecifické požiadavky výroby treba v niektorých prípadoch navrhnúť a
vyrobiť upínacie čeľuste na mieru. Príkladom sú upínacie čeľuste, ktorých kontaktná plocha
kopíruje tvar upínanej plochy tenkostenného obrobku (Obr. 5). Tieto vymeniteľné upínacie
čeľuste rozložia upínaciu silu po celej dotykovej ploche a eliminujú vznik deformácie upnutého
obrobku. Pomocou čeľustí na mieru možno vyriešiť aj upnutie tvarovo zložitej nerotačnej
upínacej plochy obrobku.
Obr. 5 Upínacie čeľuste so špeciálne upravenou kontaktnou plochou pre tenkostenné obrobky (54)
Pre jemné upínacie operácie je vhodné použiť plastové vymeniteľné upínacie čeľuste,
vyrobené so sklenených vlákien s jemným zúbkovaním, ktoré sú uchytené v hliníkových
oporných čeľustiach.

14
Konštrukcia oporných čeľustí s perom a drážkou umožňuje ich rýchlu výmenu
v skľučovadle.
Obr. 6 Čeľuste: a, b, c – oporné; d, e – upínacie
Podľa konštrukčného vyhotovenia sa čeľuste rozdeľujú na:
celistvé – monolitné, tvorí ich jeden kompaktný celok;
delené s výmennou upínacou časťou – pozostávajú z dvoch častí, ktoré tvoria základná
a upínacia čeľusť. Upínacia čeľusť sa k základnej čeľusti pripevňuje pomocou skrutiek.
Podľa polohy kontaktnej upínacej plochy sa čeľuste rozdeľujú na:
vonkajšie – s vonkajším odstupňovaním,
vnútorné – s vnútorným odstupňovaním,
reverzibilné.
Podľa použitého materiálu na výrobu, a prípadne ich tepelného spracovania, sa čeľuste
rozdeľujú na:
oceľové:
o tvrdé – povrchovo cementované a kalené, väčšinou z materiálu 14 220.3;
o mäkké – bez tepelného spracovania, z materiálu 11 700.0, dovoľujú dodatočnú
úpravu podľa tvaru upínaného obrobku (Obr. 7);
plastové – patria sem vymeniteľné upínacie čeľuste, používané na upínané povrchy,
ktoré treba chrániť pred poškodením pri upnutí;
a b
d e
c

15
hliníkové – patria sem oporné čeľuste.
a b c
Obr. 7 Čeľuste skľučovadla: a, b – mäkké čeľuste; c – mäkká segmentová čeľusť

16
2. METODICKÝ POSTUP NÁVRHU ČEĽUSTÍ
Návrh upnutia čeľusťami upínacieho prípravku je náročný proces, pri ktorom treba posúdiť
množstvo parametrov, požiadaviek, obmedzení a súhrn interakcií medzi nimi. Zahŕňa dôkladné
poznanie a rozbor faktorov, ktoré vstupujú do procesu upnutia a ovplyvňujú upnutie a kvalitu
opracovaného výrobku.
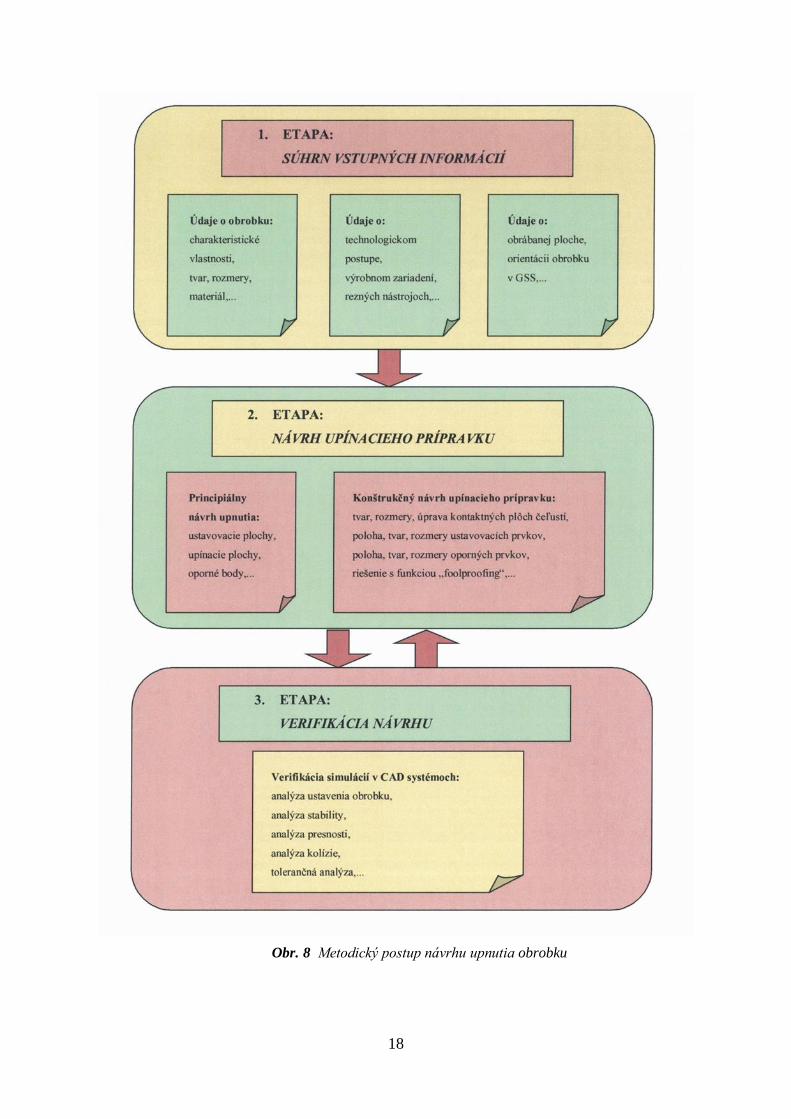
2.1 Etapy metodického postupu riešenia návrhu
Postup vytvárania návrhu upnutia súčiastky možno rozdeliť do troch etáp podľa Obr. 8
(43):
1. súhrn vstupných informácií,
2. návrh upínacieho prípravku,
3. verifikácia návrhu.
Prvou etapou je dôkladné oboznámenie sa s charakteristickými vlastnosťami obrábanej
súčiastky, navrhnutým postupom technologických operácií, výrobným zariadením a reznými
nástrojmi na ich vykonanie. Z tohto hľadiska je potrebné posúdiť obrábanú plochu a orientáciu
obrobku v súradnicovom systéme výrobného zariadenia. Prvá etapa predpokladá úzku
spoluprácu s technológom, ktorý navrhol technologický postup výroby súčiastky.
V druhej etape sa pristupuje k tvorbe návrhu upnutia obrobku. Na začiatku návrhu sa rieši,
ako bude obrobok v upínacom prípravku ustavený. V ďalšom kroku sa definujú upínacie
plochy. Návrh pokračuje rozborom upínacích síl, zaoberá sa smerom pôsobenia upínacích síl,
ich veľkosťou a miestom, kde budú pôsobiť na obrobok. Vzhľadom na ustavovacie prvky
a pôsobenie upínacích síl sa v návrhu posudzuje, či nie je potrebné navrhnúť oporné prvky na
elimináciu deformácií spôsobených upnutím.
Principiálny návrh ustavenia obrobku a jeho upnutia sa ďalej spracuje do podoby
konštrukčného návrhu, kde sú navrhované jednotlivé prvky zostavy upínacieho prípravku.
Navrhuje sa typ upínacích čeľustí, ich tvar, veľkosť, úprava kontaktných plôch čeľustí.
Navrhujú sa tiež tvary a rozmery ostatných častí upínacieho prípravku.
V tretej etape návrh pokračuje overovaním jeho správnosti pred jeho zhotovením, k čomu
sa použije počítačová podpora. Podľa návrhu sa vytvárajú rôzne simulácie, na ktorých sa
skúmajú vzájomné interakcie medzi navrhnutými prvkami upínacieho prípravku a obrobkom.
Táto etapa zahŕňa analýzu ustavenia obrobku v upínacom prípravku a skúma faktory,
ovplyvňujúce presnosť ustavenia obrobku v ňom. Rieši sa v nej zabezpečenie správneho

17
vloženia obrobku do upínacieho prípravku. Návrh sa posudzuje z hľadiska analýzy prístupu
nástroja k obrábanej ploche a tiež prístupu pri vkladaní a vyberaní obrobku. Spomínaná etapa
obsahuje tolerančnú analýzu, v ktorej sa skúmajú vzájomné vplyvy medzi toleranciami obrobku
a toleranciami jednotlivých častí upínacieho prípravku. Princíp upnutia sa posudzuje z hľadiska
stability upnutia obrobku počas technologického procesu. Skúmajú sa deformácie kontaktných
prvkov pôsobením upínacích síl a ich vplyv na presnosť obrábanej plochy.
18
Obr. 8 Metodický postup návrhu upnutia obrobku
19
2.2 Rozbor vplyvu vlastností obrábanej súčiastky na výber upínacích čeľustí
Rozbor poznatkov o obrábanej súčiastke je súčasťou prvej etapy návrhu (45). Upínané
obrobky sú charakterizované svojím tvarom, rozmermi a materiálom. Z uvedených parametrov
je jednoznačne určená hmotnosť obrobku a ťažisko.
Z materiálu súčiastky, spôsobu opracovania zvolenej technologickej operácie, požadovanej
presnosti a akosti obrábaného povrchu sú stanovené rezné parametre. Na základe uvedeného sú
určené veľkosti, smer a miesto pôsobenia rezných síl. Určenie vektora rezných síl je jednou
z podmienok na určenie upínacích síl, ktorými budú pôsobiť čeľuste upínacieho prípravku na
obrobok.
Každý obrobok je definovaný aj svojou tuhosťou, ktorá vyjadruje mieru odolnosti obrobku
voči pôsobeniu zaťažujúcich síl. Tuhosť obrobku treba zohľadniť v návrhu ustavenia, aby
čeľuste pôsobením upínacej sily nespôsobili nežiaduce deformácie.
Z hľadiska geometrického tvaru klasifikujeme súčiastky na rotačné a nerotačné (4).
Rotačné súčiastky môžeme rozdeliť do dvoch skupín, na krátke - kotúčové a dlhé -
hriadeľového typu. Pri tomto rozdelení sa berie do úvahy pomer medzi najväčším priemerom
súčiastky a dĺžkou v smere osi rotácie. Do skupiny hriadeľových súčiastok možno zaradiť
súčiastky, ktorých dĺžka osi rotácie je väčšia ako priemer rotačnej plochy.
Nerotačné súčiastky môžeme rozdeliť podľa tvaru na hranolovité, ploché, skriňové
a tvarovo zložité. Nerotačné súčiastky sa klasifikujú i na princípe posúdenia súmernosti (9).
Upínané súčiastky je možné klasifikovať i z hľadiska veľkosti rozmerov a hmotnosti súčiastky.
Tvar, rozmery a konštrukčné vyhotovenie čeľustí sa volia tak, aby zaručovali spoľahlivý
kontakt s obrobkom a svojím silovým pôsobením prispievali k stabilite obrobku počas
technologickej operácie.
Pre upnutie rotačnej súčiastky medzi čeľuste skľučovadla sa navrhuje potrebný počet
čeľustí. Ak sa upína dostatočne tuhá rotačná súčiastka alebo nie sú kladené vysoké požiadavky
na presnosť, volí sa štandardný počet čeľustí - tri čeľuste. Pri vyšších požiadavkách
na rozmerovú a geometrickú presnosť obrobku je vhodné zvoliť také konštrukčné riešenie
skľučovadla, ktoré umožňuje použitie väčšieho počtu čeľustí. Dobré výsledky z hľadiska
zníženia miery deformácie obrobku pri upnutí je možné dosiahnuť pri použití výkyvných
čeľustí so 6-timi alebo s 12-timi upínacími bodmi. Pri výrobe tenkostenných obrobkov,
s vysokými požiadavkami na rozmerovú presnosť a geometrické tolerancie, je potrebné
eliminovať deformácie od upínacích síl. V takomto prípade sa navrhujú čeľuste na mieru.
Upínacie čeľuste na mieru sú jednoúčelové čeľuste, svojím tvarom kontaktnej plochy kopírujú

20
tvar upínacej plochy súčiastky. Na upnutie nerotačných obrobkov v skľučovadlách sa navrhujú
čeľuste na mieru, s ohľadom na konkrétne rozmery a tvar nerotačného obrobku.
Pre upnutie rotačnej súčiastky v strojových zverákoch sa navrhujú čeľuste s prizmatickými
drážkami, vodorovnými alebo zvislými, podľa požadovanej polohy obrábanej plochy
v súradnicovom systéme obrábacieho stroja. Pri návrhu sa zvažuje použitie jednej prizmatickej
čeľuste a jednej hladkej čeľuste alebo dvoch prizmatických čeľustí. Pri navrhnutom upnutí
dvomi prizmatickými čeľusťami sa uskutočňuje kontakt medzi obrobkom a čeľusťami v štyroch
priamkach. Pri návrhu upnutia obrobku medzi jednu hladkú čeľusť a prizmatickú čeľusť je
kontakt obrobku s čeľusťami v troch priamkach. Tieto dva návrhy sa líšia dosiahnutou
presnosťou obrábania, pretože potrebná upínacia sila je rozdelená do troch alebo štyroch
pôsobísk, čo vedie k rozdielnym deformáciám upínacou silou. Rozhodnutie pre jeden alebo
druhý spôsob upnutia je ovplyvnený danými požiadavkami na presnosť obrobku.
Ak je z hľadiska obrábania požiadavka na samostrediace upnutie, navrhujú sa dve synchrónne
pohyblivé čeľuste s prizmatickými drážkami. Návrh takýchto čeľustí zaistí požadovanú polohu
osi rotačného obrobku voči nástroju.
Pre upnutie hranolovitých, plochých a skriňových tvarov obrobku v strojových zverákoch
sa navrhujú delené alebo celistvé čeľuste. Pri návrhu sa berie do úvahy rýchlosť výmeny
čeľustí. Výmena celistvých čeľustí, ktoré sú v strojovom zveráku pripevnené pomocou
skrutkových spojov, je časovo náročnejšia ako výmena čeľusťových vložiek delených čeľustí,
ktoré sú pripevnené k základnej čeľusťovej vložke permanentným magnetom.
Pri výbere a návrhu vymeniteľných vložiek čeľustí strojového zveráka sa vyhodnocujú
geometrické vlastnosti upínacích plôch obrobku z hľadiska rovnobežnosti. Ak sú povrchy,
ktoré prichádzajú do kontaktu s čeľusťami rovnobežné, v návrhu sa volia ploché čeľuste hladké
alebo ryhované. Ak sú upínacie povrchy navzájom nerovnobežné roviny, navrhujú sa výkyvné
vymeniteľné vložky. V prípade členitého upínacieho povrchu obrobku sa navrhujú vymeniteľné
vložky s vyrovnávacou náplňou.
Na upnutie obrobku so zložitým tvarom sa navrhujú špeciálne tvarové čeľuste. Špeciálne
tvarové čeľuste sú jednoúčelové a ich návrh zohľadňuje konkrétne špecifiká tvaru a rozmerov
zložitého obrobku.
V ďalšom kroku, po návrhu typu upínacích čeľustí, sa zvažuje výber úpravy kontaktných
plôch čeľustí. Vychádza sa z akosti povrchu, za ktorý je obrobok upínaný. Ak sa upína za
opracovaný povrch súčiastky, navrhujú sa hladké kontaktné plochy čeľustí. Pri upnutí za
neopracovaný povrch sa navrhujú ryhované čeľuste.

21
Pri upnutí odliatkov v skľučovadle, vzhľadom k tomu, že ich povrch má veľké rozpätie
dovolených nepresností, sa navrhujú kontaktné plochy s výstupkami. Výstupky na kontaktnej
ploche čeľustí môžu byť v tvare ostrých hrotov alebo s malými dotykovými plôškami.
V strojových zverákoch pri upnutí obrobkov z mäkkých materiálov, ako je plast alebo
drevo, sa odporúča zvoliť filcové vložky čeľustí, aby sa zabránilo poškodeniu upínacieho
povrchu.

22
3. FAKTORY VPLÝVAJÚCE NA PRESNÉ USTAVENIE OBROBKU
Pri výrobe môžu nastať chyby z dôvodu, že sú obrobky nesprávne alebo nepresne vložené
do upínacieho prípravku alebo z dôvodu nedostatočnej stability obrobku v upínacom prípravku.
Z hľadiska presného ustavenia obrobku sa treba pri návrhu upínacieho prípravku zaoberať
riešením optimalizácie umiestnenia ustavovacích prvkov na dosiahnutie maximálnej stability
obrobku pri ustavení (46).
3.1 Riešenie kontaktných prvkov pri návrhu upínacieho prípravku
Pri navrhovaní upínacieho prípravku treba uvažovať s množstvom kontaktných prvkov,
ktorými sú upínacie čeľuste, ustavovacie a oporné prvky, ktoré sa líšia geometriou
a vlastnosťami. V návrhu je žiaduce zahrnúť rôzne typy kontaktných prvkov, bez ohľadu na ich
detailnú geometriu. Kontaktné prvky sa zjednodušujú na kontaktné body (Obr. 9). Kontaktný
prvok a jeho ekvivalent v podobe kontaktných bodov odoberá obrobku rovnaký počet stupňov
voľnosti, zabezpečuje rovnakú úroveň presnosti a má rovnakú tuhosť. Rovnocennosť je
dosiahnutá konverziou informácií o geometrii, tolerancii a tuhosti kontaktného prvku.
Obr. 9 Zjednodušenie kontaktných prvkov na kontaktné body
Pri konverzii geometrických informácií kontaktných prvkov na kontaktné body sa rieši ich
poloha a normálový smer k povrchu obrobku. Počet kontaktných bodov, ktoré nahrádzajú
kontaktný prvok sa rovná počtu stupňov voľnosti obrobku odobratých kontaktným prvkom.
Kontaktné body môžu mať rovnakú polohu, ale majú rôzny smer normály.

23
3.2 Optimalizácia ustavenia
Ustavenie obrobku v upínacom prípravku možno definovať ako jeho zoradenie
do jednoznačnej a pre vykonanie technologickej operácie požadovanej polohy (4). Ustavením
obrobku v upínacom prípravku sa zabezpečí pre obrobok požadované umiestnenie v globálnom
súradnicovom systéme obrábacieho stroja.
Na správnu polohu opracovávanej plochy vzhľadom na nástroj, a tým aj dosiahnutie
požadovaných rozmerov a geometrických tvarov obrábanej plochy obrobku v daných
toleranciách, sa v návrhu treba zaoberať aj umiestnením ustavovacích a oporných prvkov
upínacieho prípravku.
Pri obrábaní sa ustavením a upnutím obrobku do upínacieho prípravku odoberá určitý počet
zo 6 stupňov voľnosti, ktoré má teleso v priestore. V karteziánskom súradnom systéme tvoria
stupne voľnosti posuvy v smere osi x, y, z a pootočenia okolo týchto osí v rovinách xy, yz a xz.
Pri riešení ustavenia obrobku sa navrhuje dispozičné riešenie ustavenia a následne
konkrétne rozmiestnenie ustavovacích prvkov z hľadiska stability. Pri ustavení obrobku môže
nastať niekoľko stavov obrobku:
obrobok je staticky určitý,
obrobok je staticky neurčitý,
obrobok je staticky preurčený.
Obrobok je staticky určitý, ak má upínací prípravok šesť ustavovacích prvkov a odoberá
obrobku všetkých 6 stupňov voľnosti.
Obrobok je staticky neurčitý, ak existuje aspoň jeden smer neobmedzeného pohybu
obrobku. Statická neurčitosť obrobku nastane, ak je počet ustavovacích prvkov menší ako šesť.
Obrobok môže byť staticky neurčitý aj v prípade, ak má upínací prípravok šesť ustavovacích
prvkov, ale odoberajú nižší počet stupňov voľnosti ako šesť.
Obrobok je staticky preurčený, ak počet ustavovacích prvkov je väčší než počet stupňov
voľnosti obrobku nimi odobratých. Dôvodom na navrhnutie väčšieho počtu ustavovacích
prvkov môže byť tvar obrobku, ktorý by pri pôsobení rezných a upínacích síl mohol vykazovať
nežiaduci priehyb. Tieto prvky, použité na vhodných miestach, zvyšujú tuhosť a zväčšujú
stabilitu obrobku.
Rozmiestnenie ustavovacích prvkov upínacieho prípravku z hľadiska stability obrobku a
tolerancie k chybám umiestnenia sa hodnotí výkonovým indexom ustavenia LPI. Výkonový
index ustavenia LPI vyjadruje schopnosť upínacieho prípravku tolerovať chyby umiestnenia.
Je definovaný pomocou Jakobiho matice vzťahom [3.1] (5):

24
𝐿𝑃𝐼 = √𝑔𝑟𝑎𝑚([𝐽]) = √‖[𝐽]𝑇 ∙ [𝐽]‖ [3.1]
kde: [𝐽] - je Jakobiho matica pre geometrický model upnutia,
‖[𝐽]‖ - je determinant matice [𝐽],
𝑔𝑟𝑎𝑚([𝐽]) - je grammian matice [𝐽].
Stupeň Jakobiho matice sa rovná počtu stupňov voľnosti, ktoré odoberá obrobku upínací
prípravok. Táto matica sa vo všeobecnosti používa na určenie vzťahu medzi 3D objektom a jeho
lokalizáciou v priestore. Väčší výkonový index LPI predstavuje väčšiu stabilitu obrobku.
Pre dosiahnutie jednoznačného ustavenia obrobku tvaru hranola sa zvyčajne aplikuje
princíp 3-2-1 ustavenia v upínacom prípravku, prípadne princíp 2-2-2. Obrobok je v obidvoch
prípadoch staticky určitý. V súlade s týmito princípmi treba zistiť body ustavenia.
Podľa princípu 3-2-1 sa určuje základná ustavovacia rovina tromi bodmi, ktoré neležia na
jednej priamke. Základnú ustavovaciu rovinu tvorí zvyčajne najväčšia plocha, rovnobežná
so základovou doskou upínacieho prípravku. Druhou plochou s dvomi ustavovacími prvkami
je oporná plocha obrobku. Je to plocha, ktorá má najdlhší priemet hrany na základnú rovinu a
určuje smer obrobku. Dorazová plocha obsahuje jeden ustavovací prvok a je kolmá na opornú
plochu. Vo vzťahu medzi dorazovou plochou a opornou plochou platí, že priemet dorazovej
plochy na základnú rovinu je menší ako priemet opornej plochy.
Vzhľadom na dosiahnutie maximálnej hodnoty výkonového indexu ustavenia LPI je snaha
vytýčiť tromi ustavovacími prvkami najväčšiu trojuholníkovú oblasť (Obr. 10). Kolmý priemet
ťažiska obrobku smeruje do vytýčenej oblasti. Pri väčšej hodnote LPI sa dosiahne nielen väčšia
stabilita ustavenia, ale minimalizuje sa celková odchýlka obrobku od požadovanej polohy
umiestnenia. Dosiahne sa väčšia presnosť obrobku pri tých istých toleranciách umiestnenia
kontaktných bodov ako pri vytýčení menšej oblasti. Recipročne maximálna trojuholníková
oblasť umožňuje pri dosiahnutí rovnakej presnosti obrobku dovoliť väčšie tolerancie
umiestnenia ustavovacích prvkov.
a b
Obr. 10 Ustavenie obrobku v tvare hranola – princíp 3-2-1 s rôznou stabilitou ustavenia

25
Rozloženie ustavovacích prvkov sa optimalizuje na základe hľadania najväčšieho LPI.
Postup optimalizácie umiestnenia ustavovacích prvkov možno zhrnúť do nasledujúcich krokov:
vytýčenie priestoru, v ktorom ležia všetky eventuálne polohy každého ustavovacieho
prvku;
stanovenie obmedzení pre ustavovacie prvky;
vygenerovanie východiskového umiestnenia pre každý ustavovací prvok;
stanovenie hodnôt u a v vyhľadávacieho kroku;
hľadanie umiestnenia ustavovacích prvkov s najväčšou hodnotou LPI (Obr. 11).
Obr. 11 Hľadanie ustavovacieho bodu s najväčšou hodnotou LPI
Priestor pre polohy ustavovacích prvkov tvaru kolíka určí základná ustavovacia rovina.
Obmedzením pre ustavovacie prvky je napr. minimálna vzdialenosť od okraja vonkajšieho
povrchu, prípustná pre bod umiestnenia, ktorá je daná na základe veľkosti ustavovacieho prvku
a geometrie obrobku.
Optimalizácia umiestnenia sa robí na zjednodušenom modeli obrobku bez podrobných
informácií, napr. o výčnelkoch alebo otvoroch v obrobku. Po optimalizácii je nutné
skontrolovať, či umiestnenie nie je v neprístupnej oblasti a v prípade takéhoto výsledku
navrhnúť presunutie ustavovacieho prvku. Postup optimalizácie umiestnenia ustavovacích
prvkov obrobku zobrazuje vývojový diagram Obr. 13.
Ustavenie obrobku tvaru valca (Obr. 12) alebo obrobkov s valcovým otvorom do prizmy,
klieštiny alebo čeľustí skľučovadla odoberá obrobku 4 - 5 stupňov voľnosti, preto obrobok
zostane staticky neurčitý. Obrobok sa môže otáčať okolo pozdĺžnej osi a v prípade,
ak v upínacom prípravku nie je dorazová opierka, nemá obmedzený ani translačný pohyb
v smere pozdĺžnej osi. V takomto prípade treba riešiť problém, ako zamedziť pohyb obrobku
počas obrábania. Pohyb obrobku v upínacom prípravku sa eliminuje pomocou dostatočne
veľkých trecích síl vyvolaných upnutím (12).
1 – východiskové
umiestnenie
ustavovacieho
bodu P (0,0),
2 – P (u ,0),
3 – P (0,v),
4 – P (-u,0),
5 – P (0,-v)

26
a b
Obr. 12 Ustavenie obrobku v tvare valca
a – s vyznačením priamkového dotyku, b – valcová súčiastka v prizmatických čeľustiach

27
ŠTART
Zjednodušenie tvaru obrobku
Vytýčenie priestoru pre ustavovacie
prvky
Zjednodušenie ustavovacích prvkov na ustavovacie body
Obmedzenia priestoru
Určenie východiskového
miesta pre ustavovacie body
MAX :=-∞
Tvar obrobku
MAX LPI:=-∞
1
Výber princípu ustavenia
Vyhľadávací krok u,v

28
Obr. 13 Vývojový diagram pre optimalizáciu umiestnenia ustavovacích prvkov
I:=1 ... 5, 1
Vstup LPI(I)
LPI(I)≥MAX
MAX:=LPI(I)
áno
MAX≥MAX LPI
MAX LPI:=MAX
áno
J:=1 ... m, 1
nie
nie
1
Umiestnenie ustavovacích
bodov
Koniec

29
4. NÁVRH S FUNKCIOU FOOLPROOFING
V rámci návrhu upínacieho prípravku je potrebné riešiť eliminovanie chýb nesprávneho
vloženia obrobku pri upínaní.
Konštrukcia upínacieho prípravku s funkciou foolproofing (5) odstraňuje nejednoznačnosť
návrhu a zaisťuje správne vloženie obrobku z hľadiska obrábaných plôch. Funkciu foolproofing
možno definovať ako funkciu na vylúčenie nesprávneho vloženia obrobku do upínacieho
prípravku.
4.1 Klasifikácia súčiastok na princípe posúdenia súmernosti
Pre návrh upínacích prípravkov s funkciou foolproofing sa posudzuje geometria súčiastky
hľadaním osí súmernosti. Základná klasifikácia súčiastok je vytvorená na princípe posúdenia
súmernosti povrchov súčiastok vzhľadom na roviny xy, yz, zx.
Súmernosť je definovaná ako vlastnosť niektorých geometrických tvarov (2D a 3D), ktorá
kopíruje obrazce a vzory a opakuje zrkadlové obrazy. Súmernosť podľa jednej osi vytvára
zrkadlový obraz v 2D. 2D obrázok alebo 3D tvar je súmerný, ak určité pohyby alebo presunutia
jeho časti okolo osi ponechajú obrázok alebo tvar ako celok nezmenený. Tieto pohyby alebo
presunutia sa nazývajú súmerné transformácie.
Príkladom súmernosti 2D obrázku je štvorec. Ak sa štvorec otáča okolo jeho stredu
o násobok 90º, neexistuje žiadny rozdiel medzi pôvodným obrázkom a jeho otočeným
zobrazením. Týmto pootáčaním sa získajú rotačné transformácie. Nakreslením vodorovnej osi
cez stred štvorca sú horná a dolná polovica štvorca navzájom zrkadlovým obrazom, t.j. štvorec
je súmerný vzhľadom na danú os. Podobne sa dajú nájsť ostatné osi súmernosti štvorca (Obr.
14) a získať zrkadlové transformácie.

30
Obr. 14 Zobrazenie základnej polohy a 7–mich súmerných transformácií
Súmerné transformácie sa rozdeľujú na rotačné a zrkadlové transformácie.
Druhy rotačných transformácií:
súmerná transformácia 1: otočenie súčiastky o štvrtinu otáčky (90°),
súmerná transformácia 2: otočenie súčiastky o polovicu otáčky (180°),
súmerná transformácia 3: otočenie súčiastky o tri štvrtiny otáčky (270°).
Druhy zrkadlových transformácií:
súmerná transformácia 4: zrkadlí súčiastku okolo zvislej osi zrkadlenia,
prechádzajúcej cez stred súčiastky;
súmerná transformácia 5: zrkadlí súčiastku okolo vodorovnej osi zrkadlenia,
prechádzajúcej cez stred súčiastky;
súmerná transformácia 6: zrkadlí súčiastku okolo diagonálnej osi zrkadlenia
prechádzajúcej cez body A a C;
súmerná transformácia 7: zrkadlí súčiastku okolo diagonálnej osi zrkadlenia,
prechádzajúcej cez body B a D.
Pre klasifikáciu súčiastok sa skúmajú zrkadlové transformácie okolo stredných rovín xy, yz
a zx. Obrábaný povrch súčiastky je umiestnený v smere osi z v primárnej rovine, ktorá tvorí
základnú ustavovaciu rovinu.
A
B
C D
A
A A
A
A A A B
B
B B
B B B C
C
C C C
C
C
D
D
D D
D D D
2 3 7
65

31
Klasifikácia súčiastok na princípe posúdenia súmernosti povrchov rozdeľuje súčiastky do
štyroch kategórií:
Kategória I. – súčiastky súmerné podľa všetkých troch rovín súmernosti xy, yz, zx,
Kategória II. – súčiastky súmerné podľa dvoch rovín súmernosti,
Kategória III. – súčiastky súmerné podľa jednej roviny súmernosti,
Kategória IV. – súčiastky nesúmerné.
Základné kategórie I.–IV. sa rozdeľujú do podskupín označených písmenami malej
abecedy. V kategórii I. sa klasifikujú na základe súboru pravidiel o podobnosti priľahlých
a protiľahlých plôch súčiastky. V kategórii II. a III. sa súčiastky klasifikujú do podskupín na
základe ich rovín súmernosti. V kategórii IV. sa súčiastky klasifikujú na základe analýzy
rovinnosti a nerovinnosti upínaných povrchov.
Zaradenie súčiastok Kategórie I. do podskupín na základe podobnosti priľahlých
a protiľahlých strán:
a) Súmerné vo všetkých rovinách, pričom protiľahlé a priľahlé strany sú rovnaké (guľa,
kocka - Obr. 15a, b);
b) Súmerné vo všetkých rovinách, pričom protiľahlé strany sú rovnaké (hranol - Obr.
15c);
c) Súmerné vo všetkých rovinách, pričom priľahlé strany sú rovnaké (tvarové súčiastky
- Obr. 15d).
Obr. 15 Príklady súčiastok Kategórie I. – súmerné podľa troch osí
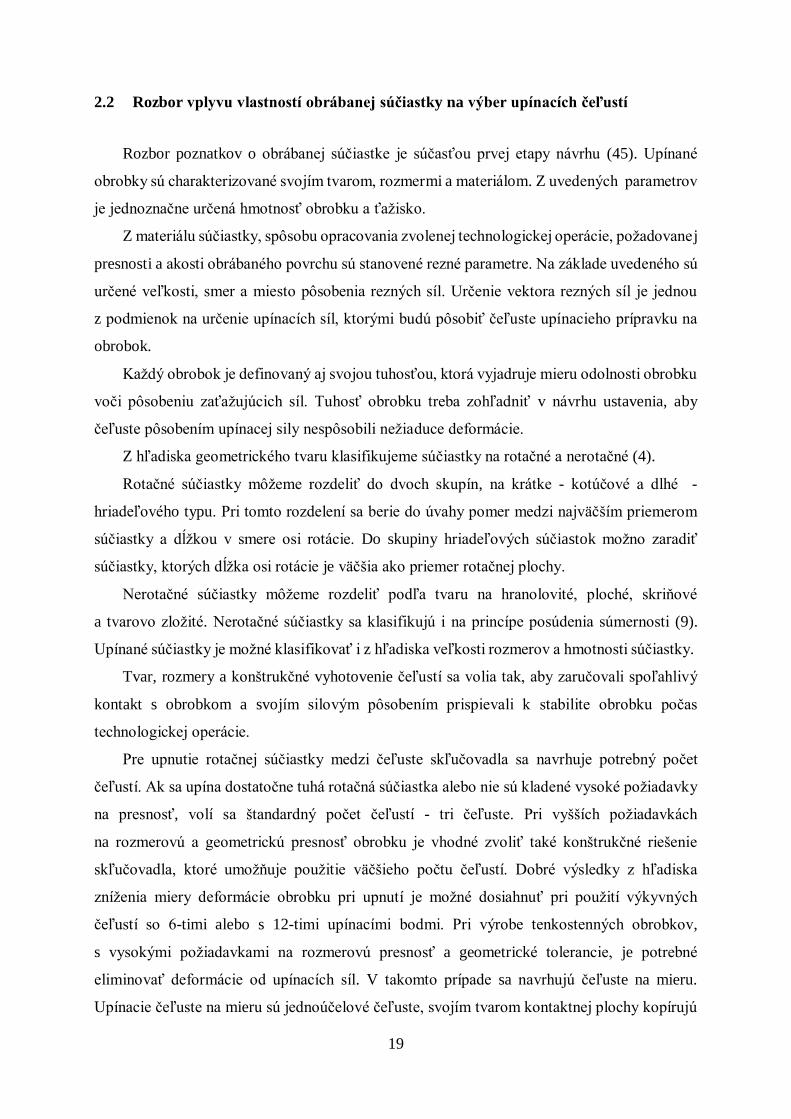
Podskupiny súčiastok Kategórie II., založené na určení dvojice rovín súmernosti:
a) Súmerné podľa roviny xy a yz (Obr. 16a),
a
d
c b
32
b) Súmerné podľa roviny xy a xz (Obr. 16b),
c) Súmerné podľa roviny yz a zx (Obr. 16c).
a b c
Obr. 16 Príklady súčiastok Kategórie II. – súmerné podľa dvoch rovín
Podskupiny súčiastok Kategórie III., založené na určení roviny súmernosti:
a) Súmerné podľa roviny xy (Obr. 17a),
b) Súmerné podľa roviny yz (Obr. 17b),
c) Súmerné podľa roviny zx (Obr. 17c).
a b c
Obr. 17 Príklady súčiastok kategórie III.- súmerné podľa jednej roviny
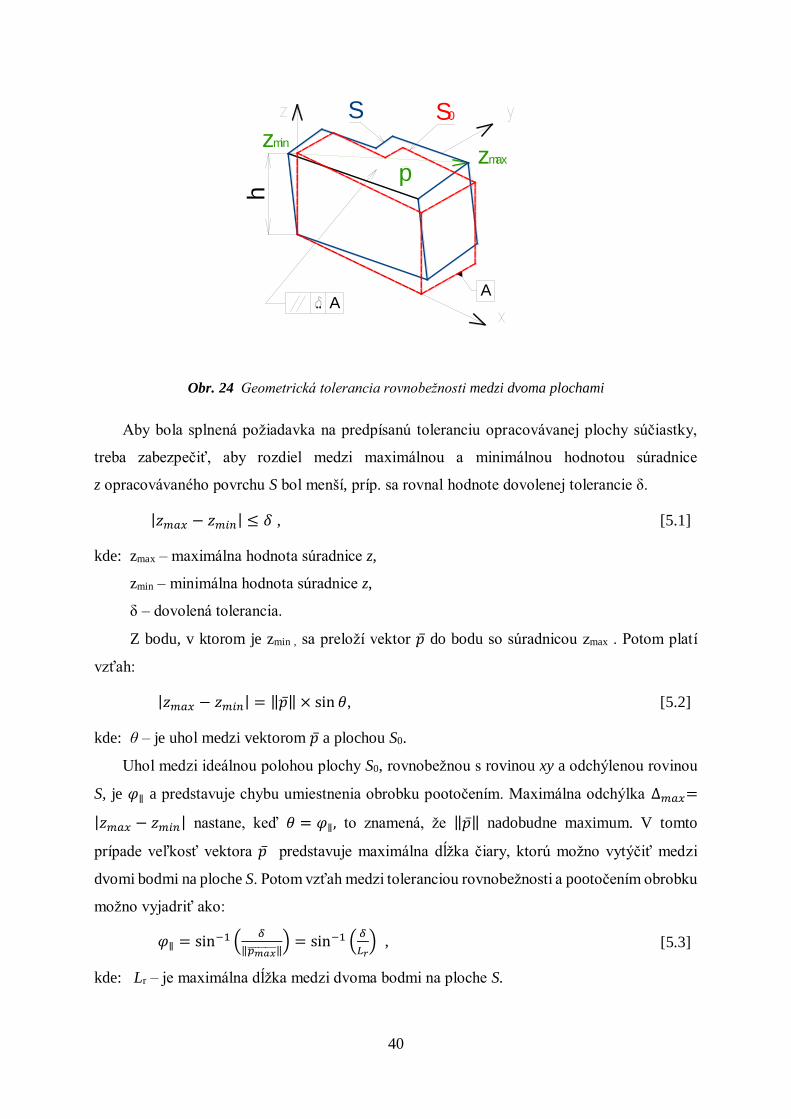
Podskupiny súčiastok Kategórie IV. (Obr. 18), založené na posúdení tvaru upínaných
povrchov:
a) všetky upínané povrchy sú rovinné,
b) všetky upínané povrchy sú nerovinné,
c) kombinácia rovinných a nerovinných upínaných povrchov.

33
Obr. 18 Príklady súčiastok Kategórie IV.- nesúmerné súčiastky
4.2 Algoritmus hľadania riešení
Pri riešení v CAD-e sa v počiatočnom kroku natočí model súčiastky tak, aby jeho osi boli
zosúladené s osami upínacieho prípravku. Primárna lokalizácia povrchu je v rovine zx a
sekundárna a terciálna s rovinami xy a yz.
Algoritmus určenia možných riešení ustavenia súčiastky pozostáva z nasledovných
krokov:
klasifikácia súčiastky, založená na posúdení súmernosti a nesúmernosti;
zistenie možných riešení ustavenia s vylúčením nesprávneho vloženia obrobku
do upínacieho prípravku – použitím funkcie foolproofing na báze kolíka, funkcie
foolproofing na báze snímača alebo funkcie errorproofing na báze snímača;
zjednodušenie tvaru súčiastky, ktoré je založené na priblížení častí súčiastky
k základným geometrickým tvarom;
návrhy riešení na zabezpečenie správneho vloženia súčiastky – vykonanie súmerných
transformácií vo všetkých rovinách, výber najvhodnejšej roviny na riešenie;
výber riešenia.
4.3 Metodika návrhu upínacieho prípravku s funkciou foolproofing
Možnosť riešenia návrhu upínacieho prípravku s funkciou foolproofing závisí od geometrie
súčiastky.
V prvom kroku pri návrhu sa posúdi geometria konkrétnej súčiastky z hľadiska súmernosti.
Vykonajú sa súmerné transformácie vo všetkých troch rovinách (podľa Obr. 14). Na základe
získaných výsledkov sa klasifikuje kategória a podskupina súčiastky.

34
Pri súčiastkach kategórie I.b, I.c, kategórie II. a kategórie III. sa dajú nájsť riešenia
s funkciou foolproofing a umožňujú týmto spôsobom eliminovať chyby vloženia súčiastky do
upínacieho prípravku.
Funkcia foolproofing sa nedá aplikovať na všetky tvary súčiastok. Na riešenie prípravku
s funkciou foolproofing sú nevhodné súčiastky kategórie I.a, pretože sú komplexne súmerné a
súčiastky kategórie IV.a, nesúmerné súčiastky, vytvorené iba rovinnými povrchmi. Funkciou
foolproofing nemožno zaručiť ich jednoznačné správne vloženie do upínacieho prípravku.
Súčiastky kategórie IV.b a IV.c majú možnosť eliminovať chyby funkciou errorproofing,
ktorou sú zistené nesprávne kontakty medzi obrobkom a ustavujúcimi a opornými prvkami.
V tabuľke 1 sú zhrnuté možnosti riešenia návrhu upínacieho prípravku s funkciou
foolproofing a errorproofing pre jednotlivé kategórie a podskupiny súčiastok. Ak existuje
riešenie, v tabuľke je zapísané číslo 1, ak nie je možné žiadne riešenie, v Tab.1 je zapísané číslo
0. Možnosti riešenia sú rozdelené na riešenia pomocou vhodne umiestneného kolíka alebo na
báze snímača.
Tab. 1 Možnosti odstránenie chýb ustavenia pre súčiastky kategórií I - IV
Funkcia foolproofing Funkcia error
proofing
na báze kolíka na báze snímača na báze snímača
Kategória I
a 0 0 0
b 0 1 0
c 0 1 0
Kategória
II
a 1 1 0
b 1 1 0
c 1 1 0
Kategória
III
a 0 1 0
b 0 1 0
c 0 1 0
Kategória
IV
a 0 0 0
b 0 0 1
c 0 0 1
Záznam výsledkov všetkých transformácii vo všetkých rovinách sa uloží do Tab. 2
súmerných transformácií pre súčiastku. Pri zápise do Tab. 2 reprezentuje číslo 1 nájdenú

35
súmernosť a číslo 0 zistenú nesúmernosť. Riešenie funkciou foolproofing sa hľadá v rovine,
v ktorej je súčet nájdených súmerností najnižší. Najvyššia pravdepodobnosť nájdenia riešenia
je v tejto rovine.
V ďalšom kroku návrhu je potrebné zistiť miesto, kde umiestniť „foolproofing“ kolík alebo
snímač. Na riešenie sa používajú rotačné a zrkadlové transformácie 1-7 (obr. 14). Pri každej
súmernej transformácii sa oblasť pôvodnej identity súčiastky doplní o transformované oblasti
a vznikne nová výsledná oblasť. Riešenie umiestnenia „foolproofing“ kolíka alebo snímača sa
nachádza v oblasti, v ktorej majú všetky súmerné transformácie spoločné interakcie. Vytvorí sa
množina principiálnych návrhov riešení, ktoré môžu byť na rôznom stupni technickej
a ekonomickej náročnosti, od jednoduchých kolíkov po riešenia založené na použití snímačov.
Pre využitie metodiky návrhu upínacieho prípravku s funkciou foolproofing
sú najvhodnejšie súčiastky zaradené do Kategórie II. a III.
4.4 Verifikácia metodiky návrhu upínacieho prípravku s funkciou foolproofing
Použitie metodiky návrhu upínacieho prípravku s funkciou foolproofing je ukázané na
príklade súčiastky hranolového tvaru, zobrazenej na (Obr. 19). Zjednodušený model súčiastky
je zobrazený s vyznačenými ustavujúcimi prvkami a označením rovín ustavenia v upínacom
prípravku (Obr. 20).
Obr. 19 Súčiastka Obr. 20 Zjednodušený model súčiastky s označením
ustavovacích rovín
Pre získanie pravdepodobného riešenia ustavenia sa vykonali súmerné transformácie (Obr.
21). Získané výsledky sú zapísané v Tab. 2. Na základe výsledkov sa vybrala najvhodnejšia
rovina pre riešenie návrhu upínacieho prípravku s funkciou foolproofing. Pre danú súčiastku je
to primárna ustavovacia rovina.
Terciárny
Primárna
Sekundárna

36
Tab. 2 Tabuľka súmerných transformácií pre súčiastku z Obr. 20
SÚMERNÉ
TRANSFORMÁCIE 1 2 3 4 5 6 7 SPOLU
RO
VIN
A
Primárna-
ustavovacia 0 0 0 0 0 0 0 0
Sekundárna –
oporná 0 1 0 1 1 1 1 5
Terciárna –
dorazová 0 1 0 1 1 1 1 5
V ďalšom kroku sa pre danú súčiastku určila oblasť pre umiestnenie „foolproofing“ kolíka
alebo snímača. Súčiastka sa postupne zobrazila v jednotlivých polohách podľa metódy
rotačných a zrkadlových transformácií v porovnaní s navrhnutou polohou súčiastky v upínacom
prípravku (Obr. 21). Na základe zobrazení sa určila oblasť spoločných interakcií, ktorá je
riešením pre umiestnenie „foolproofing“ kolíka alebo snímača (Obr. 22).

37
Obr. 21 Súmerné transformácie súčiastky
a – navrhovaná poloha súčiastky v upínacom prípravku, b, c, d – rotačné transformácie 1, 2,
3; e, f, g, h - zrkadlové transformácie 4, 5, 6, 7
Obr. 22 Oblasť pre umiestnenie „foolproofing“ kolíka alebo snímača
Po určení oblasti pre umiestnenie „foolproofing“ kolíka metódou rotačných a zrkadlových
transformácií sa stanovia rozmery kolíka a určí presné miesto v montážnej zostave upínacieho
prípravku.
Oblasť spoločných
interakcií súmerných
transformácií
g
a b c
d e f
h

38
Navrhnuté riešenie (Obr. 23) sa overí z viacerých hľadísk. Doplnená montážna zostava
upínacieho prípravku sa skontroluje na kolíziu s upínacími čeľusťami a kolíziu s dráhou
nástroja pri technologických operáciách. Ďalej sa skontroluje dostupnosť manipulačného
priestoru pri upínaní. Ak sa zistí problém s použitím „foolproofing“ kolíka, volí sa iná
alternatíva, napr. založená na nahradení kolíka snímačom a riešenie sa znovu verifikuje.
Snímače sa integrujú do ustavujúcich prvkov. Vhodné sú snímače elektromagnetické, indukčné,
magnetické a kapacitné, ultrazvukové, laserové, optoeletronické a senzory s optickými
vláknami.
Obr. 23 Finálny návrh riešenia s“ foolproofing“ kolíkom

39
5. ODCHÝLKY GEOMETRICKÉHO TVARU OBROBKU
Maximálna odchýlka nastane vždy v bodoch na povrchu obrobku, preto môžu byť základné
body obrysu použité ako reprezentanti obrábaného povrchu v tolerančnej analýze. Vedie to
k zjednodušeniu počítačovej implementácie. Ak sú známe premiestnenia povrchových bodov
vzorky, odchýlku možno vypočítať v pomere k ideálnemu nulovému bodu na základe
vyšpecifikovaného typu tolerancie na povrchu. Na premiestnenie kontaktného prvku
v upínacom prípravku majú vplyv nasledovné odchýlky geometrických tolerancií 9:
odchýlka rovnobežnosti,
odchýlka kolmosti,
odchýlka sklonu,
odchýlka profilu povrchu,
odchýlka profilu obrysu,
odchýlka súosovosti,
odchýlka súmernosti,
odchýlka čelného a obvodového hádzania.
Geometrická tolerancia rovnobežnosti môže byť predpísaná medzi dvomi plochami na
súčiastke, medzi dvomi osami alebo medzi plochou súčiastky a osou. Tolerančná zóna pri
tolerancii pre plochu je priestor medzi dvomi rovinami vzdialenými od seba o vzdialenosť δ,
tolerančná zóna pri tolerancii pre os je priestor valca s priemerom δ.
Ak je geometrická tolerancia rovnobežnosti predpísaná medzi dvoma plochami súčiastky,
ideálna poloha obrábanej plochy súčiastky pri upnutí je označená S0. Súradnica z = h, pričom h
je vzdialenosť medzi tolerovanou plochou a základňou geometrickej tolerancie. Za základňu
pre geometrickú toleranciu je vybraná rovnobežná plocha s plochou S0.
Pri ustavení obrobku môže nastať nasledujúci prípad. Obrobok sa pootočil okolo nulového
bodu súradnicového systému obrobku (WSS), následkom čoho sa obrábaná tolerovaná plocha
odchýlila zo svojej ideálnej polohy. Nová poloha obrábanej plochy je označená ako S. Body
povrchu plochy S majú rôzne veľkosti súradníc z. Body na povrchu základne po pootočení
obrobku tiež nadobudnú rôzne hodnoty súradníc z. Po opracovaní plochy takto upnutého
obrobku bude opracovaná plocha rovnobežná s ideálnou polohou základne pre geometrickú
toleranciu rovnobežnosti, ale nie so skutočným povrchom základne na obrobku.
40
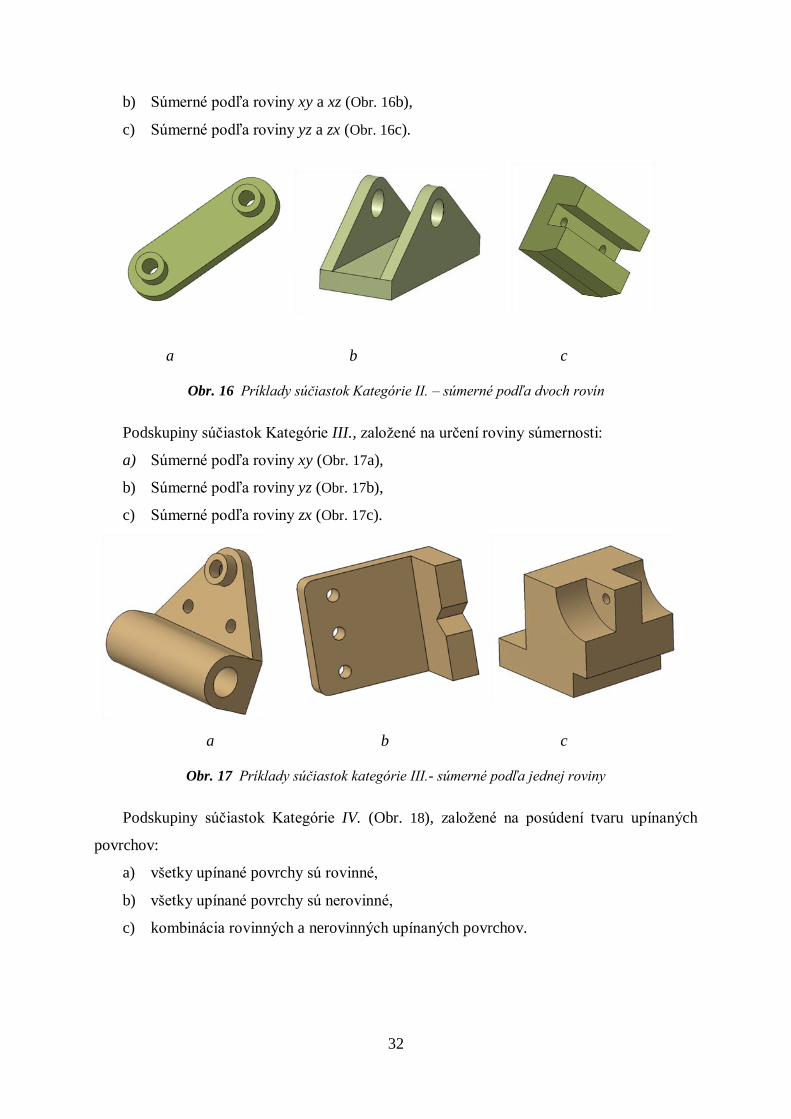
Obr. 24 Geometrická tolerancia rovnobežnosti medzi dvoma plochami
Aby bola splnená požiadavka na predpísanú toleranciu opracovávanej plochy súčiastky,
treba zabezpečiť, aby rozdiel medzi maximálnou a minimálnou hodnotou súradnice
z opracovávaného povrchu S bol menší, príp. sa rovnal hodnote dovolenej tolerancie δ.
|𝑧𝑚𝑎𝑥 − 𝑧𝑚𝑖𝑛| ≤ 𝛿 , [5.1]
kde: zmax – maximálna hodnota súradnice z,
zmin – minimálna hodnota súradnice z,
δ – dovolená tolerancia.
Z bodu, v ktorom je zmin , sa preloží vektor �� do bodu so súradnicou zmax . Potom platí
vzťah:
|𝑧𝑚𝑎𝑥 − 𝑧𝑚𝑖𝑛| = ‖��‖ × sin 𝜃, [5.2]
kde: θ – je uhol medzi vektorom �� a plochou S0.
Uhol medzi ideálnou polohou plochy S0, rovnobežnou s rovinou xy a odchýlenou rovinou
S, je 𝜑∥ a predstavuje chybu umiestnenia obrobku pootočením. Maximálna odchýlka ∆𝑚𝑎𝑥=
|𝑧𝑚𝑎𝑥 − 𝑧𝑚𝑖𝑛| nastane, keď 𝜃 = 𝜑∥, to znamená, že ‖��‖ nadobudne maximum. V tomto
prípade veľkosť vektora �� predstavuje maximálna dĺžka čiary, ktorú možno vytýčiť medzi
dvomi bodmi na ploche S. Potom vzťah medzi toleranciou rovnobežnosti a pootočením obrobku
možno vyjadriť ako:
𝜑∥ = sin−1 (
𝛿
‖𝑝𝑚𝑎𝑥 ‖) = sin−1 (
𝛿
𝐿𝑟) , [5.3]
kde: Lr – je maximálna dĺžka medzi dvoma bodmi na ploche S.
minzmaxz
p
0SS
.. AA
h

41
Podľa uvedeného princípu sa definujú aj vzťahy pri geometrickej tolerancii rovnobežnosti
medzi plochou a osou. Uhol 𝜑∥ v tomto prípade je definovaný ako uhol medzi ideálnou polohou
osi a vychýlenou osou. Uhol 𝜑∥ dosiahne maximum, keď koncové body vychýlenej osi sú
protiľahlé body na obvode podstáv valca tolerančnej zóny. Vzťah medzi toleranciou
a vychýlením osi možno vyjadriť ako:
𝜑∥ = tan−1 (
𝛿
𝐿) [5.4]
kde L – je dĺžka tolerovanej osi.
Obr. 25 Geometrická tolerancia rovnobežnosti osi s plochou a tolerančná zóna
Geometrická tolerancia kolmosti je založená na analýze chyby pootočenia ustavenej
súčiastky v upínacom prípravku. Ako príklad si môžeme uviesť hranolovú súčiastku s rozmermi
obrábanej plochy S0 = l x h , kde l je dĺžka a h je výška plochy a so šírkou súčiastky b.
Plocha S0 má byť kolmá na vzťažnú plochu, ktorou je spodná plocha súčiastky. Pri ustavení
a upnutí súčiastky nastalo vychýlenie, následkom ktorého sa spodná plocha vychýlila z ideálnej
polohy. Toto vychýlenie je definované uhlom 𝜑⊥ medzi ideálnou polohou obrábanej plochy S0
so súradnicou z = 0 a jej pootočenou polohou S. Vzťah medzi toleranciou a uhlom vychýlenia
𝜑⊥ je:
𝜑⊥ 𝜑⊥ = tan−1 (
𝛿
𝐿), [5.5]
kde L - je definovaná ako maximálna výšky tolerovanej plochy v kolmom smere k vzťažnej
ploche.
Geometrická tolerancia sklonu môže byť predpísaná medzi dvomi plochami na súčiastke,
medzi dvomi osami alebo medzi plochou súčiastky a osou. Tolerančná zóna pri tolerancii pre

42
plochu je priestor medzi dvomi rovinami vzdialenými od seba o vzdialenosť δ, tolerančná zóna
pri tolerancii pre os je priestor valca s priemerom δ.
Pri odchýlke ustavovacej plochy, ktorá je vzťažnou plochou pre geometrickú toleranciu
obrábanej plochy, nebude zvierať obrobená plocha so základňou požadovaný uhol. Vzťah
medzi uhlom odchýlenia plochy 𝜑∠ a veľkosťou dovolenej tolerancie δ je:
𝜑∠ = sin−1 (
𝛿
𝐿𝑟) , [5.6]
kde Lr – je dĺžka najväčšej úsečky, ktorú možno na obrábanom povrchu vytýčiť.
Ak je geometrická tolerancia predpísaná pre os, potom vzťah medzi uhlom 𝜑∠ a dovolenou
toleranciou δ je (5):(5):
𝜑∠ = tan−1 (𝛿
𝐿) , [5.7]
kde L – je dĺžka osi.
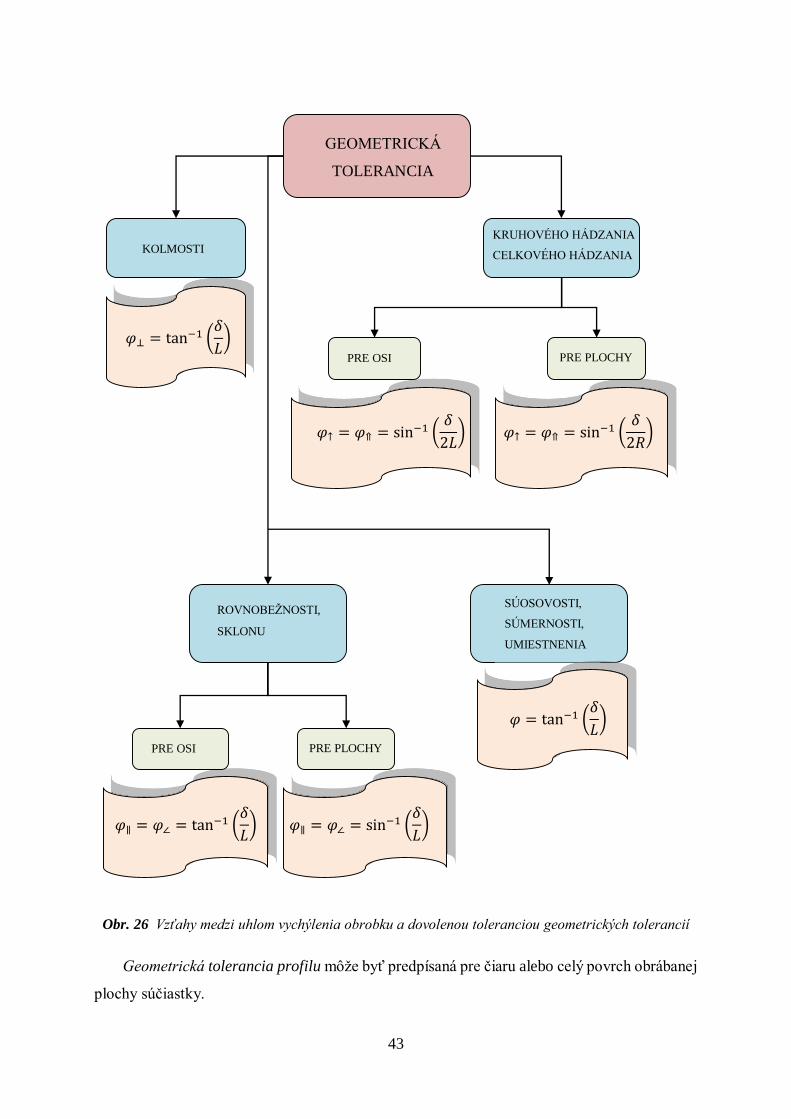
Uvedeným postupom analyzovania chýb ustavenia súčiastky v upínacom prípravku sa dajú
vyjadriť vzťahy medzi pootočenou plochou alebo osou a dovolenou toleranciou aj pre ďalšie
geometrické tolerancie. Tieto vzťahy sú zhrnuté v Obr. 26.
43
Obr. 26 Vzťahy medzi uhlom vychýlenia obrobku a dovolenou toleranciou geometrických tolerancií
Geometrická tolerancia profilu môže byť predpísaná pre čiaru alebo celý povrch obrábanej
plochy súčiastky.
GEOMETRICKÁ
TOLERANCIA
ROVNOBEŽNOSTI,
SKLONU
KOLMOSTI
𝜑⊥ = tan−1 (
𝛿
𝐿)
KRUHOVÉHO HÁDZANIA
CELKOVÉHO HÁDZANIA
PRE OSI PRE PLOCHY
𝜑↑ = 𝜑⇑ = sin−1 (
𝛿
2𝑅)
𝜑↑ = 𝜑⇑ = sin−1 (
𝛿
2𝐿)
PRE OSI PRE PLOCHY
𝜑∥ = 𝜑∠ = tan−1 (
𝛿
𝐿) 𝜑∥ = 𝜑∠ = sin
−1 (𝛿
𝐿)
SÚOSOVOSTI,
SÚMERNOSTI,
UMIESTNENIA
𝜑 = tan−1 (𝛿
𝐿)

44
Pri geometrickej tolerancii profilu čiary je tolerančná zóna oblasť 2D, ktorá je ohraničená
dvomi krivkami. Tieto krivky vzniknú preložením spojnice, ktorá prechádza cez body kružníc
o priemere veľkosti dovolenej tolerancie δ. Kružnice majú stredy v bodoch ideálnej čiary
povrchu. Spojnice sa kreslia v maximálnej vzdialenosti od ideálnej čiary profilu.
Čiara profilu je daná bodmi Pi (x0, y0), určenými polárnymi súradnicami:
𝑥0 = 𝑟(𝜑) cos𝜑, 𝑦0 = 𝑟(𝜑) sin 𝜑.
Pri ustavení a upnutí súčiastky nastalo vychýlenie, následkom ktorého sa bod 0(0, 0)
súradnicového systému premiestnil do bodu 0´(a, b) a pootočil vzhľadom na ideálnu polohu.
Potom možno vyjadriť súradnice posunutého bodu P i (x´0, y´0) nasledovne:
𝑥´ = 𝑟(𝜑) cos(𝜃 + 𝜑) + 𝑎,
𝑦´ = 𝑟(𝜑) sin(𝜃 + 𝜑) + 𝑏, [5.8]
kde θ – je uhol pootočenia súradnicového systému.
Pre zaistenie dovolenej tolerancie δ musí pre každý bod obrobeného povrchu platiť vzťah:
|√𝑥´2 + 𝑦´2 − 𝑟(𝜑)| ≤𝛿
2, [5.9]
Pre geometrickú toleranciu profilu plochy je tolerančná zóna 3D. Pri jej určení sa postupuje
podľa princípu pre geometrickú toleranciu profilu čiary rozšírením o tretí rozmer. Pre zaistenie
dovolenej tolerancie δ musí pre každý bod obrobeného povrchu platiť vzťah:
(𝑥´ − 𝑥´´)2 + (𝑦´ − 𝑦´´)2 + (𝑧´ − 𝑧´´)2 ≤ (𝛿
2)2
[5.20]
kde x´´, y´´, z´´ - sú súradnice priesečníku normály z bodu P´i a obrábanej plochy.
Definovanie výpočtu geometrických odchýlok podľa medzinárodnej normy
Odchýlky rovnobežnosti, kolmosti a sklonu povrchov sa počítajú ako rozdiel medzi
maximálnou a minimálnou odchýlkou základného bodu v smere normály k povrchu. Odchýlka
je vyjadrená vzťahom [5.31]:
𝑑𝑒𝑣 = 𝑚𝑎𝑥{∆𝑝1𝑛 ∆𝑝2
𝑛… ∆𝑝𝑛𝑛} − 𝑚𝑖𝑛{∆𝑝1
𝑛 ∆𝑝2𝑛… ∆𝑝𝑛
𝑛} [5.41]
Pre výpočet odchýlky polohy osi sú základné body odvodené z osi valca namiesto
z povrchu obrobku. Odchýlka je definovaná ako dvojnásobok maximálnej odchýlky od ideálnej
osi [5.52]:
𝑑𝑒𝑣 = 2 × 𝑚𝑎𝑥{∆𝑑1𝑛 ∆𝑑2
𝑛 …∆𝑑𝑛𝑛 } [5.62]

45
Obr. 27 Odchýlka polohy osi
Pre odchýlku profilu povrchu a odchýlku profilu obrysu je tolerančná zóna definovaná ako
dvojnásobok maximálneho posunutia základného bodu v smere normály k povrchu alebo kolmo
k osi. Je vyjadrená vzťahom [5.73]:
𝑑𝑒𝑣 = 2 × 𝑚𝑎𝑥{∆𝑝1𝑛 ∆𝑝2
𝑛 …∆𝑝𝑛𝑛 }, [5.83]
kde ∆𝑝𝑖𝑛 = ∆𝑝𝑖 . 𝑛𝑖 - je odchýlka základného bodu v smere normály.
Obr. 28 Odchýlka profilu obrysu
Δdi
Δpi
Odchýlená os Ideálna os
Pi
P´i
Δdi
Δpi
Odchýlená os Ideálna os
Pi
P´i

46
6. USTAVENIE A UPÍNANIE OBROBKOV
Obrobky sú počas obrábania vystavené pôsobeniu technologických rezných síl, ktoré
narúšajú väzby medzi jednotlivými elementárnymi časticami materiálu a na základe toho
dochádza k oddeleniu časti materiálu.
Rezná sila má dynamický charakter a jej priebeh závisí od mnohých parametrov. Na
veľkosť reznej sily vplývajú rezné parametre, ktoré sú určené technologickým postupom,
hodnoty merného rezného odporu pre obrábaný materiál a prierez triesky. Zmenu veľkosti
reznej sily spôsobuje i opotrebenie rezného klina nástroja počas technologickej operácie.
Ďalším parametrom, ktorý má za následok zmenu veľkosti reznej sily počas trvania
technologickej operácie, je nehomogénnosť chemického zloženia materiálu,
spôsobujúca rozptyl hodnôt mechanických vlastností. Upínacie prípravky sú z týchto dôvodov
skonštruované tak, že zohľadňujú možné zmeny reznej sily.
Upínacia sila sa volí dostatočne veľká, aby zaručila, že obrobok zotrvá v určenej polohe po
celú dobu opracovávania. Obrobok zostáva v stálom kontakte s ustavovacími
i opornými prvkami upínacieho prípravku. Stálosť dotyku sa dosahuje vyvolaním reakcií od
vonkajších zaťažujúcich síl, ktoré sú vyvodené činnými časťami upínacieho mechanizmu.
Upínacie sily sa volia tak, aby pôsobili proti pevným oporám a zabezpečili spoľahlivé
upnutie bez deformácie obrobku. Ich pôsobisko sa volí čo najbližšie k pôsobisku rezných síl,
aby vznikli čo najmenšie momenty síl a zabránilo sa vzniku chvenia obrobku. Zároveň treba
zabezpečiť rovnomerný rozklad upínacích síl na všetky ustavovacie a oporné prvky.
Veľkosť upínacích síl je závislá od veľkosti, smeru a polohy pôsobiska rezných síl.
Ovplyvňuje ju aj charakter kontaktných plôch upínacích čeľustí.
Veľkosť upínacej sily sa stanovuje vždy pre najnepriaznivejší prípad, ktorý môže
v priebehu opracovávania nastať.
6.1 Vplyv premiestnenia kontaktných prvkov upínacieho prípravku
na zmenu polohy obrobku
Návrh ustavenia a upnutia obrobku v upínacom prípravku sa musí overiť z hľadiska
presnosti obrobku. Skúma sa vplyv tolerancií čeľustí, ustavujúcich a oporných prvkov
upínacieho prípravku, dotýkajúcich sa obrobku na jeho presnosť.

47
Čeľuste, ustavujúce a oporné prvky upínacieho prípravku ďalej budeme označovať
spoločným názvom kontaktné prvky. Pod pojmom premiestnenie sa rozumie posunutie,
príp. natočenie prvkov.
Na riešenie tejto úlohy je potrebné vytvoriť geometrický model. Geometrický model
popisuje vzájomný vzťah medzi zmenou umiestnenia obrobku a kontaktných prvkov
upínacieho prípravku. Premiestnenie kontaktných prvkov v rámci dovolených geometrických
a rozmerových tolerancií spôsobuje premiestnenie obrobku z ideálnej polohy pri upnutí.
Vyhodnotením výsledkov skúmania tolerancií kontaktných prvkov upínacieho prípravku
sa určí premiestnenie obrobku, prípadne premiestnenie obrábanej plochy.
Na popísanie geometrického modelu sa využívajú vlastnosti Jacobiho matice. Táto matica
sa využíva na určenie vzťahu medzi 3D objektom a jeho lokalizáciou v priestore.
Globálny súradný systém upínacieho prípravku
Ideálna poloha
kontaktného bodu
Tolerančná zóna
kontaktného bodu
Premiestnenie
kontaktného bodu
Ideálna poloha obrobku
Premiestnenie obrobku
Obr. 29 Geometrický model
Na základe Obr. 29 predpokladané umiestnenie obrobku je {q}={x y z α β γ}Τ. Ak majú
kontaktné body premiestnenie {Δd}={Δd1 Δd2 … Δdn}T v smere normály k povrchu obrobku,
spôsobia jeho premiestnenie. Vzťah medzi premiestnením obrobku {Δq} a premiestnením
kontaktných bodov{Δd} bude vyjadrovať Jakobiho matica [J] (5):
{Δd}= [J].{Δq} [6.1]
Ak je matica [J] singulárna jej pseudoinverzná matica je [J]-1. Vzťah medzi premiestnením
obrobku {Δq} a premiestnením kontaktných bodov{Δd} môže mať tvar:
48
{Δq}= [J]-1{Δd}, [6.2]
kde {Δq}={Δx Δy Δz Δα Δβ Δγ}T – je premiestnenie obrobku.
Z rovníc [6.1] a [6.2] je zrejmé, že ak je známe premiestnenie kontaktných bodov,
môžeme vypočítať premiestnenie obrobku a naopak.
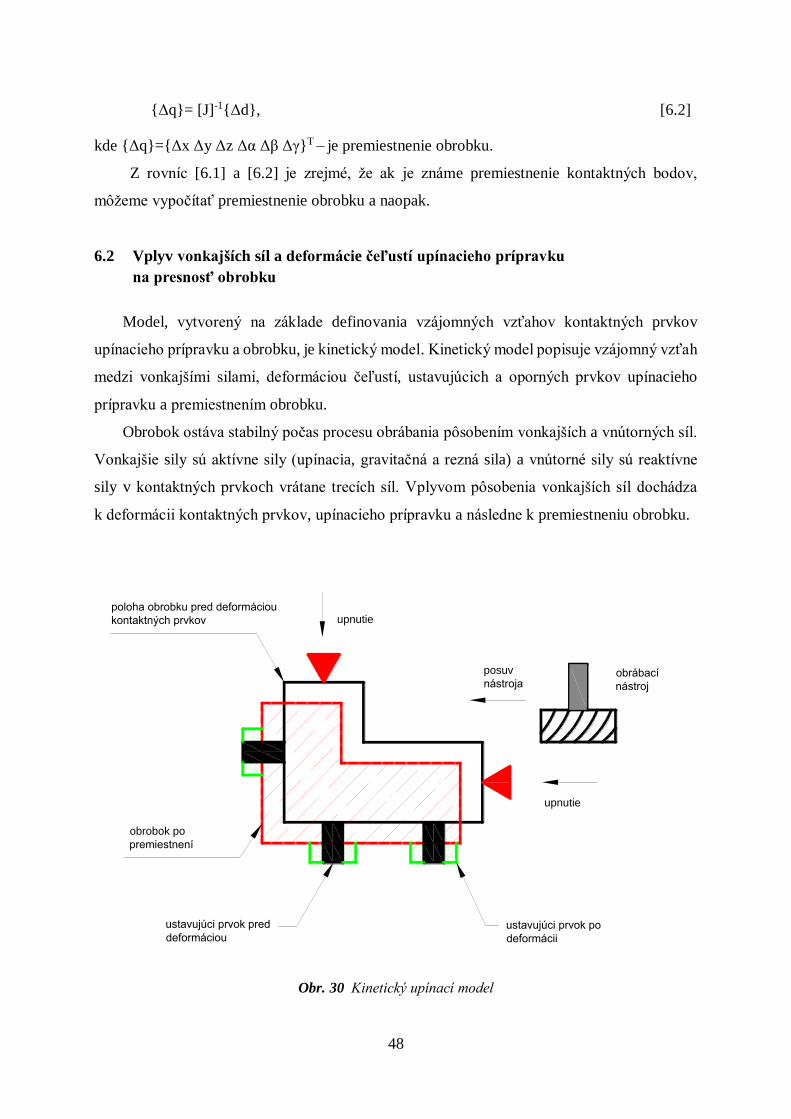
6.2 Vplyv vonkajších síl a deformácie čeľustí upínacieho prípravku
na presnosť obrobku
Model, vytvorený na základe definovania vzájomných vzťahov kontaktných prvkov
upínacieho prípravku a obrobku, je kinetický model. Kinetický model popisuje vzájomný vzťah
medzi vonkajšími silami, deformáciou čeľustí, ustavujúcich a oporných prvkov upínacieho
prípravku a premiestnením obrobku.
Obrobok ostáva stabilný počas procesu obrábania pôsobením vonkajších a vnútorných síl.
Vonkajšie sily sú aktívne sily (upínacia, gravitačná a rezná sila) a vnútorné sily sú reaktívne
sily v kontaktných prvkoch vrátane trecích síl. Vplyvom pôsobenia vonkajších síl dochádza
k deformácii kontaktných prvkov, upínacieho prípravku a následne k premiestneniu obrobku.
posuv
nástroja
upnutiepoloha obrobku pred deformáciou
kontaktných prvkov
obrábací
nástroj
obrobok po
premiestnení
upnutie
ustavujúci prvok pred
deformáciouustavujúci prvok po
deformácii
Obr. 30 Kinetický upínací model

49
Kinetický model (Obr. 30) slúži na definovanie vzťahov medzi veľkosťou vonkajších síl,
premiestnením obrobku a reakčnými silami v upínacom prípravku. Ak je známa veľkosť a smer
upínacej a reznej sily, môže sa vypočítať veľkosť reakcií a premiestnenie obrobku.
Z dôvodu zjednodušenia úlohy sa predpokladá, že obrobok je tuhé teleso a čeľuste
upínacieho prípravku sú lineárne elastické telesá. V prípadoch, ak je to z hľadiska
požadovaných výrobných tolerancií a presnosti potrebné, je možné deformáciu obrobku určiť,
napr. pomocou analýzy MKP ( Metódy konečných prvkov). Rovnako sa predpokladá existencia
trecích síl medzi čeľusťami upínacieho prípravku a obrobkom. Pri obrobku sú vonkajšie sily
eliminované reakciami v upínacom prípravku.
Obrobok je stabilizovaný, ak je výslednica vonkajších síl v rovnováhe s výslednicou
vnútorných síl, čo je situácia vyvolaná reakčnými silami upínacieho prípravku. Následkom
pôsobenia síl dôjde k premiestneniu obrobku a deformácii čeľustí upínacieho prípravku.
Rovnica rovnováhy pre tieto podmienky je vyjadrená ako (5):
{Wi }+{We}=[K].{Δq}+{We}=0 [6.3]
alebo
[K].{ Δq } = −{We}, [6.4]
kde:
{Wi }= {Fix,Fiy,Fiz,Mix,Miy,Miz} T - sú vnútorné reakcie,
{We }= {Fex,Fey,Fez,Mex,Mey,Mez} T - je vonkajšie zaťaženia,
{ Δq } – je premiestnenie obrobku,
[K] - je matica tuhosti čeľustí upínacieho prípravku.
Pre každý kontaktný bod je daná tuhosť v troch smeroch {𝑘𝑥 , 𝑘𝑦, 𝑘𝑧} v mieste dotyku
s povrchom obrobku.
Pre odvodenie matice tuhosti sú definované tri súradnicové systémy:
Globálny súradnicový systém (GSS): súradnicový systém stanovený v 3D priestore.
Slúži ako konečný referenčný rámec pre všetky ostatné súradnicové systémy.
Súradnicový systém obrobku (WSS): súradnicový systém pripojený ku každému
obrobku. V CAD je určený pre užívateľov na tvorbu modelu obrobku.
Lokálny súradnicový systém (LSS): súradnicový systém pripevnený na každom
kontaktnom bode. Je generovaný na základe polohy a orientácie kontaktných prvkov.
Kontaktný bod predstavuje buď ustavovací bod, alebo upínací bod, v závislosti
od okolností. Aplikovanie vonkajších síl premiestňuje kontaktný bod a zároveň s ním i povrch

50
obrobku. Premiestnenie kontaktného bodu udáva premiestenie ustavovacieho alebo upínacieho
prvku (čeľustí). Reakčná sila pôsobiaca na obrobok v LSS sa vypočíta podľa vzťahu:
{
𝑓𝑥𝐿
𝑓𝑦𝐿
𝑓𝑧𝐿
} = −[
𝑘𝑥 0 00 𝑘𝑦 0
0 0 𝑘𝑧
] ∙ {
∆𝑑𝑥𝐿
∆𝑑𝑦𝐿
∆𝑑𝑧𝐿
} [6.5]
alebo
{𝑓𝐿} = −[𝑘] ∙ {∆𝑑𝐿}. [6.6]
Tuhosť kontaktného prvku je odhadovaná pomocou MKP metódy. Túto tuhosť
možno previesť na ekvivalentnú tuhosť kontaktného bodu.
Postup tvorby rovnice rovnováhy je zhrnutý do nasledujúcich postupných krokov.
Predpokladá sa, že premiestnenie obrobku v GSS je:
{∆𝑞} = {∆𝑥 ∆𝑦 ∆𝑧 ∆𝛼 ∆𝛽 ∆𝛾}𝑇 ,
pomocou {∆𝑞} sa hľadá premiestnenie kontaktného bodu {∆𝑑𝐺} v GSS:
{∆𝑞} → {∆𝑑𝐺},
premiestnenie kontaktného bodu sa transformuje z GSS do LSS:
{∆𝑑𝐺} → {∆𝑑𝐿},
vypočítajú sa elastické kontaktné sily v LSS pomocou:
{∆𝑑𝐿} → {𝑓𝐿} ,
kontaktné sily sa transformujú z LSS do GSS:
{𝑓𝐿} → {𝑓𝐺},
spoja sa všetky kontaktné sily do vnútorných reakcií pomocou:
{𝑓𝐺} → {𝑊𝑖},
výsledkom tohto spojenia je:
{∆𝑞} → {𝑊𝑖} = [𝐾] ∙ {∆𝑞} .
Pri premiestnení kontaktného bodu sa zmenia jeho súradnice v GSS, ale súradnice v WSS
zostanú nezmenené. Kontaktný bod {𝑝𝐺} je transformovaný do GSS z WSS, kde je označený
ako {𝑝𝑊} , podľa vzťahu (5):
{𝑝𝐺} = −[𝑇𝐺𝑊] ∙ {𝑝𝑊}, [6.7]
kde [𝑇𝐺𝑊] - je transformačná matica z WSS do GSS, ktorá je funkciou umiestnenia obrobku
{𝑞𝑤} = {𝑥𝑤 𝑦𝑤 𝑧𝑤 𝛼𝑤 𝛽𝑤 𝛾𝑤}𝑇.

51
Deriváciou {𝑞𝑤} sa získa:
{𝑑(𝑝𝐺)} = [𝜕([𝑇𝐺
𝑊] ∙ {𝑝𝑊})
𝜕𝑞] ∙ {𝑑𝑞} = [𝐺] ∙ {𝑑𝑞}, [6.8]
pričom
[𝐺] =
[ [𝜕𝑇
𝜕𝑥𝑊] {𝑝𝑊} [
𝜕𝑇
𝜕𝑦𝑊] {𝑝𝑊} [
𝜕𝑇
𝜕𝑧𝑊] {𝑝𝑊}
[𝜕𝑇
𝜕𝛼𝑊] {𝑝𝑊} [
𝜕𝑇
𝜕𝛽𝑊] {𝑝𝑊} [
𝜕𝑇
𝜕𝛾𝑊] {𝑝𝑊}
]
[6.9]
Pre malé premiestnenie, ako predstavuje deformácia upínacieho prípravku, používame
aproximáciu:
{∆𝑑𝐺} = {
∆𝑑𝑥𝐺
∆𝑑𝑦𝐺
∆𝑑𝑧𝐺
} = [𝐺] ∙
{
∆𝑥𝑊∆𝑦𝑊∆𝑧𝑊∆𝛼𝑊∆𝛽𝑊∆𝛾𝑊}
= [𝐺] ∙ {∆𝑞} [6.10]
Z tejto rovnice dostaneme vzťah medzi premiestnením kontaktného bodu v GSS {∆𝑑𝐺}
a posunutím obrobku {∆𝑞}.
Ak sú známe premiestnenia kontaktného bodu v GSS, premiestnenie v LSS {ΔdL} možno
vypočítať transformáciou z GSS na LSS podľa vzťahu:
{∆𝑑𝐿} = [𝑇𝐺𝐿]−1 ∙ {∆𝑑𝐺} [6.11]
V každom kontaktnom bode je generovaná prítlačná sila v LSS {𝑓𝐿}, spôsobujúca
premiestnenie bodu {∆𝑑𝑖𝐿 } = {∆𝑑𝑖𝑥
𝐿 ∆𝑑𝑖𝑦𝐿 ∆𝑑𝑖𝑧
𝐿 }. Potom prítlačná sila sa vyjadrí vzťahom:
{𝑓𝑖𝐿} = {
𝑓𝑖𝑥𝐿
𝑓𝑖𝑦𝐿
𝑓𝑖𝑧𝐿
} = − [
𝑘𝑖𝑥 0 00 𝑘𝑖𝑦 0
0 0 𝑘𝑖𝑧
] ∙ {
∆𝑑𝑖𝑥𝐿
∆𝑑𝑖𝑦𝐿
∆𝑑𝑖𝑧𝐿
} = −[𝑘𝑖] ∙ {∆𝑑𝑖𝐿}, [6.12]
kde [𝑘𝑖] - je tuhosť kontaktného bodu.
Prítlačné sily pre všetky body v LSS sa vyjadria vzťahom:
{𝑓𝐿} =
{
𝑓1𝐿
𝑓2𝐿
⋮𝑓𝑚𝐿}
= −{
[𝑘1] ⋯ ⋯ ⋮⋮⋮
[𝑘2] ⋯⋮ ⋱
⋮⋮
⋯ ⋯ ⋯ [𝑘𝑚]
} ∙
{
∆𝑑1
𝐿
∆𝑑2𝐿
⋮∆𝑑𝑚
𝐿 }
= −[𝑘𝐿] ∙ {∆𝑑𝐿}
[6.13]
Prítlačná sila v LSS sa použije na vyjadrenie prítlačnej sily v GSS. Vzťah medzi globálnou
silou {𝑓𝑖𝐺} a lokálnou silou {𝑓𝑖
𝐿} je:
52
{𝑓𝑖𝐺} = [𝑇𝐺𝑖
𝐿 ] ∙ {𝑓𝑖𝐿}, [6.14]
kde [𝑇𝐺𝑖𝐿 ] - je transformačná matica z LSS do GSS.
Prítlačné sily pre všetky body v GSS sa vyjadria vzťahom:
{𝑓𝐺} =
{
𝑓1𝐺
𝑓2𝐺
⋮𝑓𝑚𝐺}
= −
{
[𝑇𝐺1
𝐿 ] ⋯ ⋯ ⋮
⋮⋮
[𝑇𝐺2𝐿 ] ⋯⋮ ⋱
⋮⋮
⋯ ⋯ ⋯ [𝑇𝐺𝑚𝐿 ]}
∙
{
{𝑓1
𝐿}
{𝑓2𝐿}⋮
{𝑓𝑚𝐿}}
= [𝑇𝐺
𝐿] ∙ {𝑓𝐿} [6.15]
Krútiaci moment generovaný prítlačnou silou {𝑓𝑖𝐺} v i-tom kontaktnom bode {𝑝𝑖
𝐺} =
{𝑝𝑖𝑥𝐺 𝑝𝑖𝑦
𝐺 𝑝𝑖𝑧𝐺 } v GSS je:
{
𝑀𝑖𝑥 = 𝑓𝑖𝑧𝐺 ∙ 𝑝𝑖𝑦
𝐺 − 𝑓𝑖𝑦𝐺 ∙ 𝑝𝑖𝑧
𝐺
𝑀𝑖𝑦 = 𝑓𝑖𝑥𝐺 ∙ 𝑝𝑖𝑧
𝐺 − 𝑓𝑖𝑧𝐺 ∙ 𝑝𝑖𝑥
𝐺
𝑀𝑖𝑧 = 𝑓𝑖𝑦𝐺 ∙ 𝑝𝑖𝑥
𝐺 − 𝑓𝑖𝑥𝐺 ∙ 𝑝𝑖𝑦
𝐺
} [6.16]
V tomto kontaktnom bode i-tý vnútorný krut možno zapísať ako:
{𝑊𝑖𝑖} =
{
𝐹𝑖𝑥𝐹𝑖𝑦𝐹𝑖𝑧𝑀𝑖𝑥
𝑀𝑖𝑦
𝑀𝑖𝑧}
=
[ 1 0 00 1 000𝑝𝑖𝑧𝐺
−𝑝𝑖𝑦𝐺
0−𝑝𝑖𝑧
𝐺
0𝑝𝑖𝑥𝐺
1𝑝𝑖𝑦𝐺
−𝑝𝑖𝑥𝐺
0 ]
∙ {
𝑓𝑖𝑥𝐺
𝑓𝑖𝑦𝐺
𝑓𝑖𝑧𝐺
} = [Σ𝑖] ∙ {𝑓𝑖𝐺} [6.17]
Celkový vnútorný krut na všetkých m kontaktných bodoch dostaneme zo vzťahu:
{𝑊𝑖} = Σ{𝑊𝑖𝑖} = [[Σ1] [Σ2] ⋯ [Σ𝑚]] ∙
{
{𝑓1
𝐺}
{𝑓2𝐺}⋮
{𝑓𝑚𝐺}}
= [Σ] ∙ {𝑓𝐺} [6.18]
Dosadením sa získa vyjadrenie vnútorného krutu ako funkcia odchýlky obrobku:
{𝑊𝑖} = [Σ] ∙ {𝑓𝐺}
{𝑊𝑖} = [Σ] ∙ [𝑇𝐺𝐿] ∙ {𝑓𝐿}
{𝑊𝑖} = −[Σ] ∙ [𝑇𝐺𝐿] ∙ [𝑘𝐿] ∙ {∆𝑑𝐿}
{𝑊𝑖} = −[Σ] ∙ [𝑇𝐺𝐿] ∙ [𝑘𝐿] ∙ [𝑇𝐺
𝐿]−1 ∙ {∆𝑑}
{𝑊𝑖} = −[Σ] ∙ [𝑇𝐺𝐿] ∙ [𝑘𝐿] ∙ [𝑇𝐺
𝐿]−1 ∙ [𝐺] ∙ {∆𝑞}
[6.19]
Na zistenie vzťahu medzi celkovým vonkajším krutom a premiestnením obrobku
sa vychádza z rovnovážnej rovnice stability:
[K].{ Δq } = −{We} [6.20]
Matica tuhosti upínacieho prípravku je:
[𝐾] = −[Σ] ∙ [𝑇𝐺𝐿] ∙ [𝑘𝐿] ∙ [𝑇𝐺
𝐿]−1 ∙ [𝐺] [6.21]

53
6.3 Overenie veľkosti prítlačných síl z hľadiska stability
Vypočítané prítlačné sily musia zabezpečiť stabilitu obrobku.
Definícia stability obrobku: Obrobok je stabilný, ak počas upnutia v upínacom prípravku
nedôjde k prekĺznutiu medzi kontaktnými bodmi a povrchom obrobku.
Kritérium stability je založené na predstave trecieho kužeľa a definovaní indexu kontaktnej
stability CSI (9).
Kontakt medzi kontaktným bodom a povrchom obrobku je zaručený, ak prítlačná sila je
v oblasti trecieho kužeľa (Obr. 31), obrobok je v stabilnej polohe. Ak prítlačná sila je mimo
trecieho kužeľa, ale smeruje do vnútra obrobku, spôsobuje sklz medzi kontaktným bodom
a povrchom obrobku. Prítlačná sila, smerujúca mimo trecieho uhla von z obrobku, spôsobuje
oddialenie povrchu obrobku od kontaktného bodu a prerušenie kontaktu.
Obr. 31 Trecí uhol a prítlačné sily
Trecí kužeľ je definovaný obmedzením maximálnej trecej sily:
−∞ ≤𝑓
𝜇 ∙ 𝑁≤ −1, [6.22]
kde: f je trecia sila,
μ je statický koeficient trenia,
N je normálová sila.
Stabilitu možno hodnotiť pomocou indexu kontaktnej stability (CSI). CSI je definovaný
ako:
𝐶𝑆𝐼 = 1 −𝛼𝐹𝛼0 𝑎𝑘 𝛼𝐹 ≤ 𝛼0 [6.23]
alebo

54
𝐶𝑆𝐼 = −𝛼𝐹−𝛼0
𝜋−𝛼0 𝑎𝑘 𝛼𝐹 > 𝛼0, [6.24]
kde: 𝛼0 je uhol trecieho kužeľa,
∝𝐹 je uhol medzi vektorom sily f a osou z.
Index kontaktnej stability CSI môže nadobudnúť nasledujúce hodnoty, ktoré vyjadrujú
vlastnosti obrobku z hľadiska stability:
−1 ≤ 𝐶𝑆𝐼 ≤ 0 - prítlačná sila je mimo trecieho kužeľa, obrobok je nestabilný;
𝐶𝑆𝐼 = 0 - prítlačná sila je na povrchu trecieho kužeľa, obrobok je metastabilný;
0 < 𝐶𝑆𝐼 ≤ 1 - prítlačná sila je vnútri trecieho kužeľa, obrobok je stabilný.
Pre každý kontaktný bod je potrebné, aby jeho index kontaktnej stability nadobúdal
hodnotu väčšiu ako 0.
Upínacie sily sa navrhujú v minimálnej hodnote, aby sa predišlo zbytočným deformáciám
obrobku. Pri návrhu upnutia sa môže uvažovať aj so spolupôsobením trecích síl, ktoré
pomáhajú dosiahnuť stabilitu obrobku. Ak sa v niektorom kontaktnom bode zistí, že sú
potrebné väčšie normálové sily na zabezpečenie stability upnutého obrobku, úprava všetkých
upínacích síl sa rieši pomocou matice citlivosti CSI.
Pre vyjadrenie matice citlivosti CSI sa predpokladá, že upínací prípravok má
m ustavovacích bodov, označených (L1, ...Li, ...Lm) a n upínacích bodov, označených (C1, ...Cj,
...Cn). K vyhodnoteniu vplyvu upínacej sily v bode Cj na ustavovací bod Li sa stanoví
jednotková upínacia sila v bode Cj a zistí sa CSI v bode Li. Potom má matica citlivosti CSI tvar:
[𝐶] =
[ 𝐶𝑆𝐼11 ⋯ 𝐶𝑆𝐼1𝑗
⋮ ⋱ ⋮𝐶𝑆𝐼𝑖1⋮
𝐶𝑆𝐼𝑚1
⋯⋯⋯
𝐶𝑆𝐼𝑖𝑗⋯⋯
⋯ 𝐶𝑆𝐼1𝑛⋯ ⋮⋯⋱⋯
𝐶𝑆𝐼𝑖𝑛⋮
𝐶𝑆𝐼𝑚𝑛]
, [6.25]
kde 𝐶𝑆𝐼𝑖𝑗 vyjadruje vplyv j-tej čeľuste na i-tý ustavovací bod nasledovne:
ak 𝐶𝑆𝐼𝑖𝑗 > 0 čeľusť stabilizuje kontakt v ustavovacom bode,
𝐶𝑆𝐼𝑖𝑗 < 0 čeľusť spôsobuje preklzávanie po ustavovacom bode.
6.4 Metodický postup návrhu veľkosti prítlačných síl čeľustí z hľadiska stability
Ak sa zistí nestabilita v ustavovacom bode Li, ktorý má index kontaktnej stability CSI
menší ako nula, upravia sa upínacie sily podľa citlivosti CSI matice v bode Li. Rovnica stability

55
sa rieši s upravenými upínacími silami. Tento postup sa opakuje, pokiaľ obrobok nie je stabilný.
Ak bol dosiahnutý maximálny počet iterácií, znamená to, že pre daný prípad neexistuje riešenie
stability. Ak i-tý ustavovací bod nie je stabilný, pre každý upínací bod je jeho upínacia sila
upravená podľa vzťahu:
𝑓𝑧𝑣 = 𝑓0 ∙ [1 + 𝑝𝑜𝑧(𝐶𝑖𝑗)] (𝑗 = 1⋯𝑛), [6.26]
kde: f0 je upínacia sila pred úpravou,
f zv je upínacia sila po úprave,
𝑝𝑜𝑧(𝑥) = {|𝑥|, 𝑎𝑘 𝑥 < 00, 𝑎𝑘 𝑥 ≥ 0
𝐶𝑖𝑗 je prvok matice citlivosti CSI na i-tom riadku a v j-tom stĺpci.
Metodický postup návrhu veľkosti prítlačných síl čeľustí z hľadiska stability pri pôsobení
rôznych rezných síl je spracovaný do vývojového diagramu v Obr. 32.

56
ŠTART
Nastaviť minimálne
upínacie sily f0
i:=1 ... p
Maximálna dovolená
upínacia sila fmax
Rezná sila fRi
Je obrobok stabilný?
áno
f0<fmax Zvýšenie upínacej
sily podľa CSIf0:=fzv
Spôsob ustavenia a
upnutia
Ustavovacie body
Upínacie body
nie
áno
Koniec
Obrobok je nestabilný
nie
Výstup upínacej sily
f0i
i<p
áno
nie
Obr. 32 Vývojový diagram pre určenie minimálnych prítlačných síl
Na nasledujúcom príklade je demonštrované zostavenie matice citlivosti pre jednoduchú
hranolovú súčiastku (Obr. 33).

57
Obr. 33 Hranolová súčiastka použitá pre zostavenie matice citlivosti
Matica citlivosti [6.27] bola zostavená na základe uvedených vzťahov. Uvažovalo
sa so suchým trením pre oceľový povrch (statický koeficient trenia μ=0,1).
[𝐶] = [−0,314 1−0,14 −0,481−0,14 −0,481
] [6.27]
20 20 50
OBROBOK
40
40
30º
F1
F2
1
3 2
KONTAKTNÝ BOD
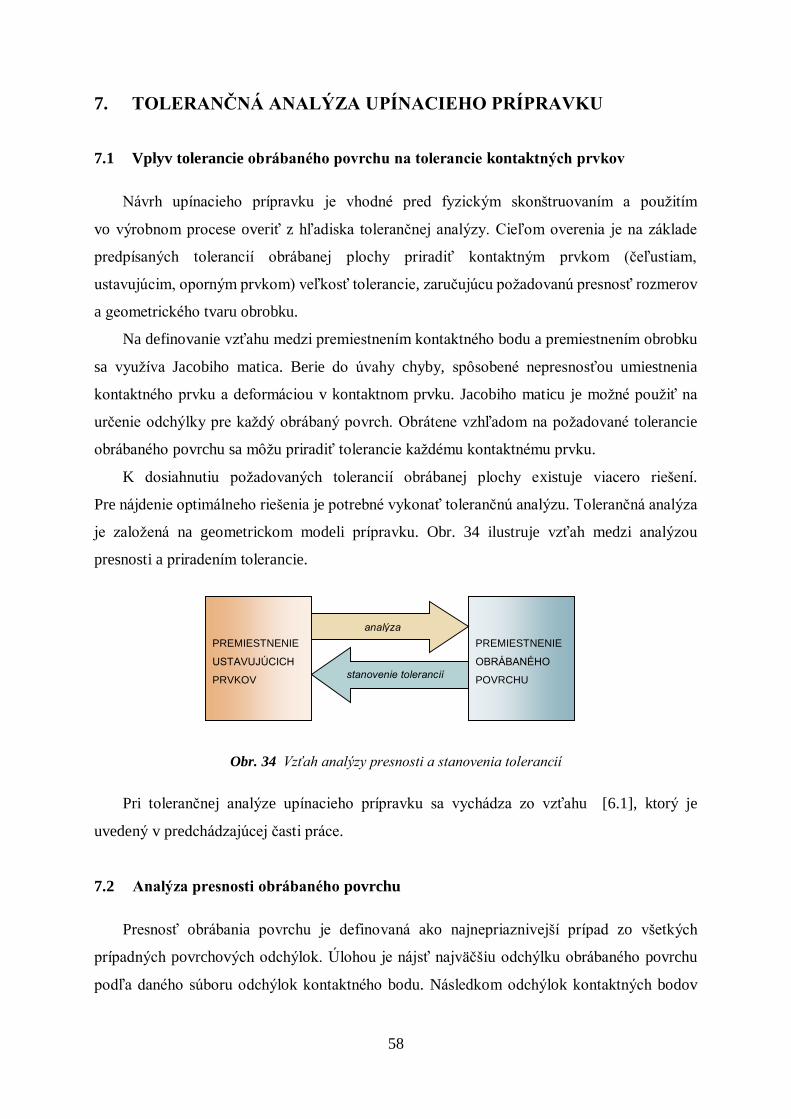
58
7. TOLERANČNÁ ANALÝZA UPÍNACIEHO PRÍPRAVKU
7.1 Vplyv tolerancie obrábaného povrchu na tolerancie kontaktných prvkov
Návrh upínacieho prípravku je vhodné pred fyzickým skonštruovaním a použitím
vo výrobnom procese overiť z hľadiska tolerančnej analýzy. Cieľom overenia je na základe
predpísaných tolerancií obrábanej plochy priradiť kontaktným prvkom (čeľustiam,
ustavujúcim, oporným prvkom) veľkosť tolerancie, zaručujúcu požadovanú presnosť rozmerov
a geometrického tvaru obrobku.
Na definovanie vzťahu medzi premiestnením kontaktného bodu a premiestnením obrobku
sa využíva Jacobiho matica. Berie do úvahy chyby, spôsobené nepresnosťou umiestnenia
kontaktného prvku a deformáciou v kontaktnom prvku. Jacobiho maticu je možné použiť na
určenie odchýlky pre každý obrábaný povrch. Obrátene vzhľadom na požadované tolerancie
obrábaného povrchu sa môžu priradiť tolerancie každému kontaktnému prvku.
K dosiahnutiu požadovaných tolerancií obrábanej plochy existuje viacero riešení.
Pre nájdenie optimálneho riešenia je potrebné vykonať tolerančnú analýzu. Tolerančná analýza
je založená na geometrickom modeli prípravku. Obr. 34 ilustruje vzťah medzi analýzou
presnosti a priradením tolerancie.
Obr. 34 Vzťah analýzy presnosti a stanovenia tolerancií
Pri tolerančnej analýze upínacieho prípravku sa vychádza zo vzťahu [6.1], ktorý je
uvedený v predchádzajúcej časti práce.
7.2 Analýza presnosti obrábaného povrchu
Presnosť obrábania povrchu je definovaná ako najnepriaznivejší prípad zo všetkých
prípadných povrchových odchýlok. Úlohou je nájsť najväčšiu odchýlku obrábaného povrchu
podľa daného súboru odchýlok kontaktného bodu. Následkom odchýlok kontaktných bodov
PREMIESTNENIE
USTAVUJÚCICH
PRVKOV
PREMIESTNENIE
OBRÁBANÉHO
POVRCHU
analýza
stanovenie tolerancií

59
budú spôsobené odchýlky obrobku. Pre výpočet odchýlok povrchu sa použijú odchýlky
základných bodov.
Ako vyplýva z geometrického modelu upnutia, odchýlky {∆d} kontaktného bodu
sú známe a odchýlka {∆q} umiestnenia obrobku sa vypočíta podľa vzťahu (7):
{∆𝑞} = [𝐽]−1 ∙ {∆𝑑} [7.1]
Nech
{𝑞0} - je ideálna poloha obrobku,
𝑇𝐺𝑊(𝑞) - je transformačná matica 4 x 4 obrobku na základe umiestnenia {q},
{𝑃𝑖𝑊} - je základný bod plochy v súradniciach vo WSS. Odchýlka základného bodu v GSS sa
vyjadrí vzťahom:
∆𝑃𝑖𝐺 = 𝑃𝑖2
𝐺 − 𝑃𝑖1𝐺 [7.2]
∆𝑃𝑖𝐺 = [𝑇𝐺
𝑊(𝑞0 + [𝐽]−1 ∙ {∆𝑑}) − 𝑇𝐺
𝑊(𝑞0)] ∙ 𝑃𝑖𝑊 [7.3]
Pre daný súbor odchýlok základných bodov {∆𝑑} sa odchýlka obrábaného povrchu
vypočíta:
∆𝑝𝑖𝑛 = ∆𝑝𝑖. 𝑛𝑖 [7.4]
𝑑𝑒𝑣 = 𝑑𝑒𝑣{∆𝑝1𝑛 ∆𝑝2
𝑛 … ∆𝑝𝑛𝑛}. [7.5]
Keď sa mení premiestnenie kontaktného bodu v jeho tolerančnej zóne, získa sa množina
odchýlok obrábaného povrchu. Presnosť obrábaného povrchu je určená ako najnepriaznivejší
prípad všetkých odchýlok povrchu:
𝑎𝑐𝑐 = 𝑚𝑎𝑥{𝑑𝑒𝑣1 𝑑𝑒𝑣2… 𝑑𝑒𝑣𝑚}. [7.6]
7.3 Metodický postup kontroly presnosti pri návrhu upnutia
Z rozboru problematiky tolerancií kontaktných bodov, napr. vymeniteľných čeľustí,
upínacieho prípravku a ich vzájomného ovplyvňovania sa s odchýlkami obrábanej plochy, je
spracovaný metodický postup kontroly presnosti obrábaného povrchu, ktorý je vyjadrený
algoritmom metodického postupu kontroly presnosti pri návrhu upnutia na Obr. 35.

60
Obr. 35 Algoritmus metodického postupu kontroly presnosti pri návrhu upnutia
7.4 Metóda priradenia tolerancií kontaktným bodom
Požiadavky na tolerancie obrábaného povrchu sú dané, preto treba špecifikovať toleranciu
pre každý kontaktný bod tak, aby boli splnené. Predtým, ako sa priradia tolerancie kontaktným
Tolerancie kontaktných prvkov
Tolerancie kontaktných bodov
{Δd}={Δd1 Δd2… Δdn}T
Presnosť obrábaného povrchu
𝑎𝑐𝑐 = 𝑚𝑎𝑥{𝑑𝑒𝑣1 𝑑𝑒𝑣2… 𝑑𝑒𝑣𝑚}
Odchýlky umiestnenia obrobku
{∆𝑞} = [𝐽]−1 ∙ {∆𝑑}
Odchýlky obrábaného povrchu:
𝑑𝑒𝑣 = 2 × 𝑚𝑎𝑥{∆𝑝1𝑛 ∆𝑝2
𝑛 …∆𝑝𝑛𝑛 }
𝑑𝑒𝑣 = 𝑚𝑎𝑥{∆𝑝1𝑛 ∆𝑝2
𝑛… ∆𝑝𝑛𝑛} − 𝑚𝑖𝑛{∆𝑝1
𝑛 ∆𝑝2𝑛… ∆𝑝𝑛
𝑛}
𝑑𝑒𝑣 = 2 ×𝑚𝑎𝑥{∆𝑑1𝑛 ∆𝑑2
𝑛 …∆𝑑𝑛𝑛 }
Odchýlky kontrolných bodov
∆𝑃𝑖𝐺 = [𝑇𝐺
𝑊(𝑞0 + [𝐽]−1 ∙ {∆𝑑}) − 𝑇𝐺
𝑊(𝑞0)] ∙ 𝑃𝑖𝑊

61
bodom, sa zisťuje citlivosť obrábaného povrchu na jednotlivé kontaktné body. Kontaktný bod,
na ktorý je obrábaný povrch viac citlivý, si vyžaduje menšie tolerancie.
Analýza citlivosti hodnotí vplyv individuálnej odchýlky kontaktného bodu na presnosť
obrábaného povrchu obrobku pomocou meraní individuálnej citlivosti.
Pre toleranciu obrábaného povrchu Tj (j = 1, ..., m), kontaktný bod je Pi (i = 1, ..., n)
a odchýlka kontaktného bodu v normálovom smere je {Δd} = {0 ... 1 ... 0}, kde iba i-ty prvok
má hodnotu 1. Odchýlka povrchu, ktorá vyplýva z jednotkovej odchýlky kontaktného bodu je:
𝑑𝑒𝑣𝑖𝑗 = 𝑑𝑒𝑣(∆𝑑) [7.7]
Citlivosť povrchu na kontaktný bod Sij sa vypočíta podľa vzťahu:
𝑆𝑖𝑗 =𝑑𝑒𝑣𝑖𝑗
𝑑𝑒𝑣1𝑗 + 𝑑𝑒𝑣2𝑗 +⋯+ 𝑑𝑒𝑣𝑛𝑗 [7.8]
zároveň platí:
∑𝑆𝑖𝑗
𝑛
𝑖=1
= 1 [7.9]
Tolerancie kontaktných bodov sa priradia na základe ich citlivosti pre každú toleranciu
obrábaného povrchu podľa vzťahu:
𝑡𝑖𝑗 = 𝑡0 ∙ 𝑤𝑖𝑗,
𝑡𝑖𝑗 = 𝑡0 ∙ (1 − 𝑘 ∙ 𝑆𝑖𝑗), [7.10]
kde t0 – počiatočná tolerancia,
wij – váhový faktor,
𝑤𝑖𝑗 = 1 − 𝑘 ∙ 𝑆𝑖𝑗, [7.11]
k – koeficient zabraňujúci nulovej tolerancii, ak Sij=1,
k = 0,9.
Ak je pre obrábaný povrch predpísaných viacero tolerancií, pridelia sa kontaktnému bodu
tolerancie pre všetky tolerancie povrchu. Z nich sa vyberie minimálna hodnota, ktorá je finálnou
toleranciou kontaktného bodu.
62
8. VERIFIKÁCIA VYTVORENEJ METODIKY
Na posúdenie vplyvu spôsobu upnutia (veľkosť upínacích síl, poloha čeľustí,...)
bola uskutočnená numerická simulácia. Na stanovenie deformácií obrobku a čeľustí
bola použitá metóda konečných prvkov, implementovaná v programe ANSYS. Je to program
na riešenie úloh založený na metóde konečných prvkov.
Na demonštrovanie vplyvu umiestnenia upínacích čeľustí a upínacích síl sú uvedené dva
príklady na tvarovo rôznych súčiastkach :
hranolovej súčiastke (Obr. 33),
rotačnej súčiastke (hrubostenná a tenkostenná rúrka upnutá v 3-čeľusťovom
skľučovadle – (Obr. 54).
Simulačný príklad 1 – hranolová súčiastka
Na potreby realizácie numerických experimentov bol vytvorený simulačný model
v programe ANSYS. v. 13.
V jeho prostredí bol vytvorený model hranolovej súčiastky (Obr. 36). Geometrické
rozmery hranolovej súčiastky, miesto a smer pôsobenia upínacích síl sú nakreslené na Obr. 33
a Obr. 37. Súčiastka je ustavená podľa princípu 3-2-1, na opornej ploche sú dva kontaktné
ustavovacie body a na dorazovej ploche je jeden kontaktný bod. Ustavujúce prvky boli
uvažované dokonale tuhé. Znázornené sú v tvare gule, dotýkajúcej sa obrobku v bodoch. Na
simuláciu boli ustavujúce prvky zjednodušené na kontaktné ustavujúce body, označené ako
body č. 1, 2 a 3. Upínacie čeľuste boli nahradené pôsobením upínacích síl F1 = 1000 N a F2 =
1000 N, pôsobiacimi kolmo na daný povrch súčiastky na plôške s veľkosťou 10 x 12 mm. Sieť
konečných prvkov bola tvorená prvkom SOLID185. Materiál obrobku bol uvažovaný ako
pružne - elastický s bilineárnym diagramom spevňovania s mechanickými vlastnosťami, modul
pružnosti E=2.105 MPa, Poissonovo číslo ν= 0,3, medza klzu Re=210 MPa, tangenciálny modul
ET=2.104 MPa. Výsledný model s okrajovými podmienkami a aplikovanými upínacími silami
v prostredí ANSYS-u je na (Obr. 36).

63
Simulačný model bol použitý v troch numerických simuláciách, pri ktorých bola sledovaná
zmena veľkosti reakcií v kontaktných ustavovacích bodoch č. 1, 2 a 3.
Zadefinovanie simulačných prípadov pre hranolovú súčiasku:
Prípad 1 - určenie vplyvu posunutia kontaktných ustavovacích bodov č. 2 a č.3 v smere osi –
y na zmenu reakcií a zmenu polohy základných bodov obrobku.
Prípad 2 - sledovanie vplyvu zmeny polohy upínacej sily F1 v rozsahu x1=<0,3L1; 0,4L1; 0,5L1;
0,6L1; 0,7L1> na zmenu reakcií.
Prípad 3 - stanovenie zmeny reakcií v kontaktných ustavovacích bodoch č. 1, 2, a 3
pri aplikovaní technologickej operácie frézovanie v troch rôznych miestach.
Prípad 1
V prípade 1 boli robené tri experimenty, v ktorých sa menila poloha kontaktných
ustavovacích bodov č.2 a 3. Upínacie sily (ich veľkosť, pôsobisko a smer) boli vo všetkých
troch prípadoch konštantné, sily F1 a F2 pôsobili na súčiastku v strede strán L1 a L2
(t.j. x1 = 0,5.L1; x2 = 0,5.L2).
Obr. 36 Simulačný model s okrajovými podmienkami a aplikovanými upínacími silami
v prostredí ANSYS-u

64
Obr. 37 Hranolová súčiastka s upínacími silami, ustavovacími bodmi a zobrazením ich posunutí
F2
1
2 3
F1 A
B
C D
Posuv bodu 3
uy = - 0,01mm
1
2 3
F1
F2
x1
L1
10
A
B
C D
Posuv bodu 2
uy = - 0,01mm
1
2 3
F1 A
B
C D
12
F1 F2
F2
1 25
L2
x2
y
x
F2
1
2 3
F1 A
B
C D
Posuv bodu 3
uy = - 0,01mm
1
2 3
F1
F2
x1
L1
10
A
B
C D
Posuv bodu 2
uy = - 0,01mm
1
2 3
F1 A
B
C D
12 F1 F2
F2
1 25
L2
x2
y
x

65
V prvej simulácii boli kontaktné ustavovacie body v menovitej polohe bez odchýlok voči
obrobku. Do nasledujúcich simulácií boli vnesené posunutia kontaktných bodov,
ktoré predstavujú nepresnosti umiestnenia ustavovacích prvkov v upínacom prípravku.
V druhej simulácii sa posunul kontaktný ustavovací bod č.2 zo svojej ideálnej polohy
o odchýlku 0,01 mm v smere osi -y od obrobku.
V tretej simulácii sa posunul kontaktný ustavovací bod č.3 o vzdialenosť 0,01 mm v smere
osi -y od obrobku.
Na simulačnom modeli v prostredí ANSYS-u boli skúmané posunutia základných bodov
súčiastky, označených písmenami A, B, C, D.
Ďalej boli skúmané veľkosti reakcií pri uvedených polohách kontaktných ustavovacích
bodov č. 1, 2 a 3.
Obr. 38 Posunutia základných bodov v smere osi
x bez posunutia ustavovacích bodov (x1=0,5.L1)
Obr. 39 Posunutia základných bodov v smere
osi y bez posunutia ustavovacích bodov
(x1=0,5.L1)
Vyhodnotenie prípadu 1
Výsledkom numerických simulácií je určenie zmeny polohy obrobku, ktorá je popísaná
posunutím základných bodov súčiastky A, B, C a D (Obr. 37) v smere osí x a y. Výsledné
posunutia sú uvedené v Tab. 3. Zmena hodnôt reakcií pre uvažované zmeny polohy
kontaktných ustavovacích bodov č. 2 a 3 je sumarizovaná v Tab. 4.
Analyticky bol vypočítaný súčet reakcií pre prípad neposunutých kontaktných
ustavovacích bodov a pre upínaciu silu F1 v polohe x1=0,5L1. Hodnota súčtu vypočítaných
reakcií v smere osi x bola Rx=1 500 N a v smere osi y Ry=866,025 N. Experimentálne získané
hodnoty súčtu reakcií vykazujú veľmi dobrú zhodu s analytickým riešením (pozri Tab.3).
Pri posunutiach kontaktných ustavovacích bodov sa predpokladalo, že sa súčiastka
pôsobením upínacích síl posunie a pootočí tak, aby bol zachovaný kontakt so všetkými bodmi
(č.1, 2 a 3). Pri posunutí kontaktného bodu č. 2 o hodnotu uy = -0,01mm a upnutí uvažovanou

66
upínacou silou F1 v polohe x1=0,5.L1 a silou F2 v polohe x2= 0,5.L2 nastal stav, pri ktorom
reakcie v kontaktnom bode č. 2 nadobudli nulovú hodnotu. To znamená, že súčiastka pri upnutí
nebola v kontakte s ustavovacím bodom č.2. Zistilo sa, že posunutia v smere súradnicovej osi
y bodov súčiastky na spojnici bodov C a D pri upnutí boli menšie ako zvolené posunutie
kontaktného bodu č.2, simulujúce nepresnosť polohy kontaktného bodu (pozri Tab. 4, riadok č.
2). Upínacie sily boli zachytené iba zostávajúcimi dvoma kontaktnými ustavovacími bodmi č.1
a 3.
Tab. 3 Veľkosti reakcií v kontaktných bodoch (x1=0,5.L1)
POLOHA F1:
x1 = 0,5. L1 REAKCIE V USTAVOVACÍCH BODOCH [N]
POSUV
USTAVOVACÍCH
BODOV
Reakcie bod 1 bod 2 bod 3 Súčet
reakcií
Bez posunu
Rx 1326,6 7,264 166,26 1500,1
Ry 55,095 123,03 687,85 865,97
bod 2
ux= - 0,01mm
Rx 1326,5 0 174,3 1500,8
Ry 144,73 0 721,03 865,76
bod 3
ux= - 0,01mm
Rx 1328,7 21,602 149,81 1500,1
Ry -126,27 370,49 621,84 866,06
Obr. 40 je simulačný model, na ktorom je vidieť, aké sú hodnoty deformácií
v jednotlivých miestach súčiastky po upnutí do čeľustí.

67
Obr. 40 Výsledky simulácie celkovej deformácie obrobku pri upnutí v čeľustiach
(Prípad 1 - x1=0,5.L1)
Z výsledkov výpočtu posunutia základných bodov súčiastky A, B, C a D v prípade, keď
bolo uvažované upnutie bez posuvu kontaktných ustavovacích bodov č.1, 2, 3 a zároveň
v prípade s posunutím kontaktného ustavovacieho bodu č.2, bolo zistené, že došlo iba
k posunutiu obrobku.
V prípade, keď bolo uvažované posunutie kontaktného ustavovacieho bodu č.3, došlo
k posunutiu a súčasne aj natočeniu obrobku. Zo získaných hodnôt posunutí základných bodov
súčiastky bol vypočítaný uhol natočenia α voči osi x: α=0,010149°.

68
Tab. 4 Tabuľka posunutí základných bodov (x1=0,5.L1)
POLOHA F1:
x1 = 0,5. L1 POSUNUTIE ZÁKLADNÝCH BODOV SÚČIASTKY [mm]
POSUV
USTAVOVACÍCH
BODOV
Súradnica Bod A Bod B Bod C Bod D
Bez posuvu
x -0,004185 -0,006163 -0,00699 -0,007017
y -0,000078 -0,002823 -0,002797 -0,000109
bod 2
ux= - 0,01mm
x -0,005249 -0,005930 -0,006738 -0,006737
y -0,000531 -0,000531 -0,000559 -0,000558
bod 3
ux= - 0,01mm
x 0,001561 -0,007975 -0,012949 -0,012927
y 0,001134 -0,014826 -0,014799 0,001143
Prípad 2
V tejto numerickej simulácii bolo uvažované so zmenou polohy upínacej čeľuste,
reprezentovanou zmenou polohy upínacej sily F1 v rozsahu x1:
x1=0,3.L1; x1=0,4.L1; x1=0,5.L1; x1=0,6.L1; x1=0,7.L1.
Pomocou simulácií bol sledovaný vplyv zmeny polohy upínacej sily F1 na zmenu reakcií
v kontaktných ustavovacích bodoch č. 1, 2 a 3. Kontaktné ustavovacie body boli ponechané
v menovitej polohe bez posunutí.

69
Tab. 5 Veľkosti reakcií v kontaktných bodoch pri rôznom x1
BEZ POSUVU
USTAVOVACÍCH
BODOV
REAKCIE V USTAVOVACÍCH BODOCH [N]
POLOHA F1: Reakcie bod 1 bod 2 bod 3 Súčet
reakcií
x1 = 0,3. L1
Rx 1391,1 16,051 93,401 1500,6
Ry 208,48 271,15 386,27 865,91
x1 = 0,4. L1
Rx 1360,3 10,088 129,66 1500,0
Ry 159,00 170,67 536,36 866,03
x1 = 0,5. L1
Rx 1326,6 7,264 166,26 1500,1
Ry 55,095 123,03 687,85 865,97
x1 = 0,6. L1
Rx 1292,6 4,0584 203,18 1499,8
Ry -43,711 68,841 840,78 865,91
x1 = 0,7. L1
Rx 1263,7 2,3400 234,89 1501,0
Ry -146,27 39,755 972,24 865,72
Vyhodnotenie prípadu 2
Výsledky simulácie prípadu 2 sú zhrnuté v Tab. 5. Experimentom boli zistené zmeny
veľkostí reakcií Rx v smere súradnicovej osi x a Ry, v smere osi y vplyvom posunutia pôsobiska
upínacej sily F1.
Najvyššia hodnota reakcie Rx je v kontaktnom ustavovacom bode č.1 pri polohe upínacej
sily vo vzdialenosti x1= 0,3.L1. So zmenou vzdialenosti x1 pôsobiska sily F1 od 0,3 do 0,7L1
majú reakcie Rx v bode č.1 a 3 klesajúci charakter, reakcia Rx v kontaktnom ustavovacom bode
č. 3 má stúpajúci charakter (Obr. 41).
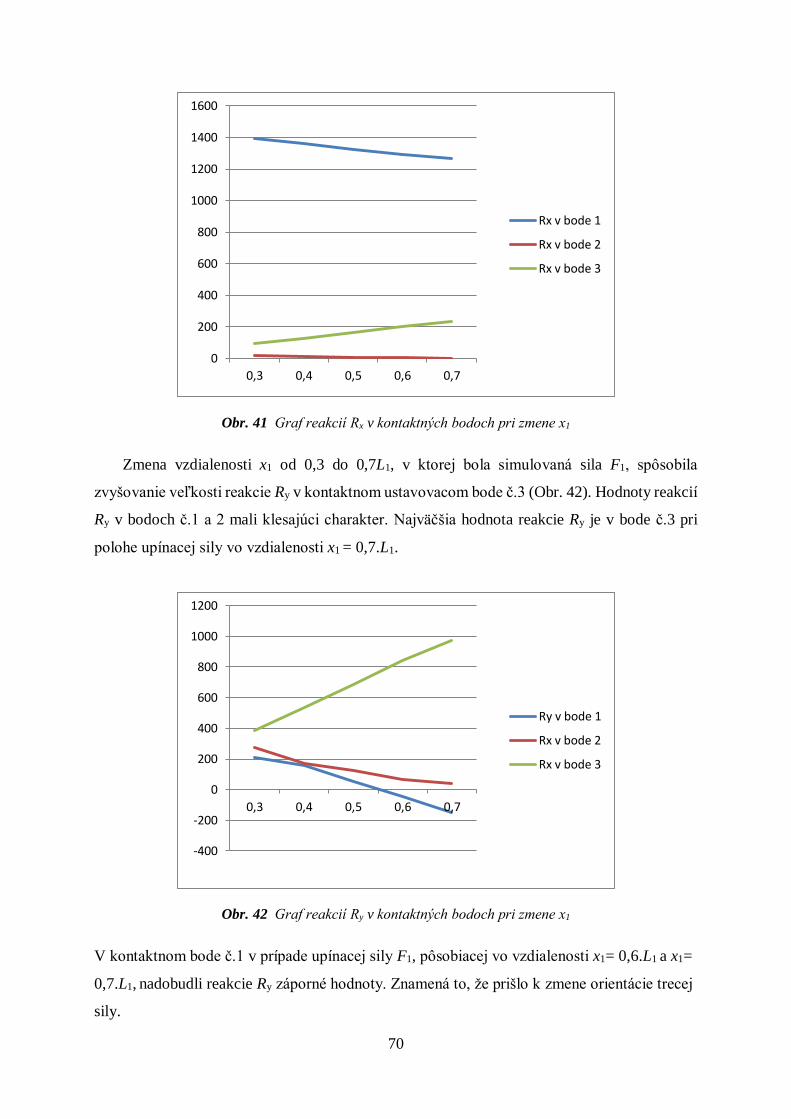
70
Obr. 41 Graf reakcií Rx v kontaktných bodoch pri zmene x1
Zmena vzdialenosti x1 od 0,3 do 0,7L1, v ktorej bola simulovaná sila F1, spôsobila
zvyšovanie veľkosti reakcie Ry v kontaktnom ustavovacom bode č.3 (Obr. 42). Hodnoty reakcií
Ry v bodoch č.1 a 2 mali klesajúci charakter. Najväčšia hodnota reakcie Ry je v bode č.3 pri
polohe upínacej sily vo vzdialenosti x1 = 0,7.L1.
Obr. 42 Graf reakcií Ry v kontaktných bodoch pri zmene x1
V kontaktnom bode č.1 v prípade upínacej sily F1, pôsobiacej vo vzdialenosti x1= 0,6.L1 a x1=
0,7.L1, nadobudli reakcie Ry záporné hodnoty. Znamená to, že prišlo k zmene orientácie trecej
sily.
0
200
400
600
800
1000
1200
1400
1600
0,3 0,4 0,5 0,6 0,7
Rx v bode 1
Rx v bode 2
Rx v bode 3
-400
-200
0
200
400
600
800
1000
1200
0,3 0,4 0,5 0,6 0,7
Ry v bode 1
Rx v bode 2
Rx v bode 3

71
Prípad 3
V poslednom prípade simulačného experimentu bol skúmaný vplyv pôsobenia rezných síl
pri uvažovaní technologickej operácie frézovanie drážky drážkovačom s dvomi reznými
hranami na zmenu reakcií v kontaktných ustavovacích bodoch č. 1, 2 a 3. Simulácia
technologickej operácie bola realizovaná aplikovaním reznej sily, ktorej hodnota bola
uvažovaná konštantná F=930N. Bolo uvažované s pohybom frézy v okolí bodov II, IV a VI
podľa Obr. 43. a s pootočením reznej sily v rozsahu 0° až 180° v každom z uvedených bodov.
Boli zvolené nasledujúce vzdialenosti polôh bodov od kontaktného ustavovacieho bodu č.1
v smere osi x: l1=6,43mm; l2=19,28mm; l3=32,14mm; l4=45,00mm; l5=57,86mm; l6=70,71mm
a l7=83,57mm.
Obr. 43 Hranolová súčiastka s vyznačenými bodmi
Polkružnica, ktorá zodpovedala polovici otáčky nástroja, pri ktorej je v zábere jedna rezná
hrana, bola rozdelená na 10 natočení reznej sily F s krokom 20° (Obr. 44).
F1
F2
y
x
1
2 3
A
B
C D
I II III IV V VI
l
l2
l3
l4
l5
l6
l7
VII

72
Obr. 44 Uvažované kroky s natočením reznej sily F
Vyhodnotenie prípadu 3
Prvým výsledkom numerických simulácií v prípade 3 bolo zistenie posunutí základných
bodov súčiastky A, B, C a D v smere osí x a y. Označenie základných bodov súčiastky je na
Obr. 37. Výsledné posunutia pri uvažovaní frézovania v bodoch II, IV a VI sú uvedené
v Tab. 6, Tab. 7 a Tab. 8. Pomocou posunutí boli vypočítané uhly natočenia obrobku
v jednotlivých krokoch natočenia reznej sily F. Hraničné hodnoty vypočítaných uhlov
natočenia sú nasledovné:
1. Pri frézovaní v bode II sa uhol natočenia obrobku menil od maximálnej hodnoty
αmax= 0,00185514°, ktorá bola vypočítaná v kroku 10 pri natočení reznej sily F o 180°
po minimálnu hodnotu αmin= 0,001236036° pri natočení sily F o 20°.
2. Pri frézovaní v bode IV sa uhol natočenia obrobku menil od maximálnej hodnoty
αmax= 0,00295283°, ktorá bola vypočítaná v kroku 10 pri natočení reznej sily F o 180°
po minimálnu hodnotu αmin= 0,000391266° pri natočení sily F o 40°.
3. Pri frézovaní v bode VI sa uhol natočenia obrobku menil od maximálnej hodnoty
αmax= 0,004127463° v kroku 10 pri natočení reznej sily F o 180° po minimálnu hodnotu
αmin= -0,000146168° pri natočení sily F o 20°. Záporný uhol natočenia je natočenie v smere
pohybu hodinových ručičiek.
BOD II
F
F
F
0°
180°
1. krok
í-ty krok 10. krok
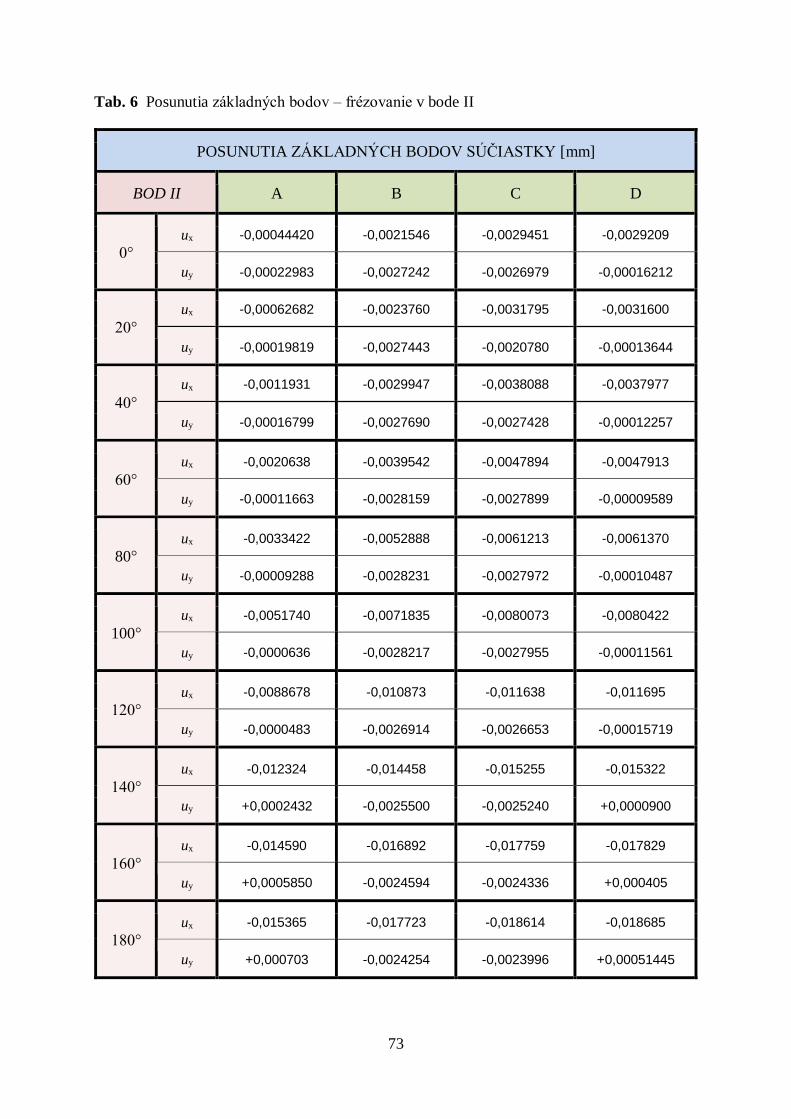
73
Tab. 6 Posunutia základných bodov – frézovanie v bode II
POSUNUTIA ZÁKLADNÝCH BODOV SÚČIASTKY [mm]
BOD II A B C D
0°
ux -0,00044420 -0,0021546 -0,0029451 -0,0029209
uy -0,00022983 -0,0027242 -0,0026979 -0,00016212
20°
ux -0,00062682 -0,0023760 -0,0031795 -0,0031600
uy -0,00019819 -0,0027443 -0,0020780 -0,00013644
40°
ux -0,0011931 -0,0029947 -0,0038088 -0,0037977
uy -0,00016799 -0,0027690 -0,0027428 -0,00012257
60°
ux -0,0020638 -0,0039542 -0,0047894 -0,0047913
uy -0,00011663 -0,0028159 -0,0027899 -0,00009589
80°
ux -0,0033422 -0,0052888 -0,0061213 -0,0061370
uy -0,00009288 -0,0028231 -0,0027972 -0,00010487
100°
ux -0,0051740 -0,0071835 -0,0080073 -0,0080422
uy -0,0000636 -0,0028217 -0,0027955 -0,00011561
120°
ux -0,0088678 -0,010873 -0,011638 -0,011695
uy -0,0000483 -0,0026914 -0,0026653 -0,00015719
140°
ux -0,012324 -0,014458 -0,015255 -0,015322
uy +0,0002432 -0,0025500 -0,0025240 +0,0000900
160°
ux -0,014590 -0,016892 -0,017759 -0,017829
uy +0,0005850 -0,0024594 -0,0024336 +0,000405
180°
ux -0,015365 -0,017723 -0,018614 -0,018685
uy +0,000703 -0,0024254 -0,0023996 +0,00051445

74
Tab. 7 Posunutia základných bodov – frézovanie v bode IV
POSUNUTIA ZÁKLADNÝCH BODOV SÚČIASTKY [mm]
BOD IV A B C D
0°
ux -0,0011196 -0,0018615 -0,0022163 -0,0021414
uy -0,00093958 -0,0019424 -0,0019183 -0,00094360
20°
ux -0,0012241 -0,0021026 -0,0025168 -0,0024494
uy -0,0008169 -0,0020272 -0,0020030 -0,00082449
40°
ux -0,0020811 -0,002231 -0,0028233 -0,0028763
uy -0,0010094 -0,0016248 -0,0016596 -0,0010450
60°
ux -0,0022431 -0,0038363 -0,0045437 -0,0045276
uy -0,00025803 -0,0025167 -0,0024916 -0,00027924
80°
ux -0,0034093 -0,0052409 -0,0060209 -0,0060319
uy -0,00014924 -0,0027052 -0,0026794 -0,00017611
100°
ux -0,0050906 -0,0072138 -0,0080878 -0,0081285
uy -0,0000106 -0,0029404 -0,0029139 -0,0000481
120°
ux -0,0085223 -0,010916 -0,011858 -0,011933
uy +0,00013796 -0,0031040 -0,0030767 +0,0000708
140°
ux -0,011770 -0,014630 -0,015776 -0,015866
uy +0,000752 -0,0031997 -0,0031719 +0,0006676
160°
ux -0,013873 -0,0017110 -0,018428 -0,018527
uy +0,001255 -0,0032866 -0,0032583 +0,0011597
180°
ux -0,014591 -0,017970 -0,019355 -0,019457
uy +0,0014417 -0,0033252 -0,0032967 +0,0013416

75
Tab. 8 Posunutia základných bodov – frézovanie v bode VI
POSUNUTIA ZÁKLADNÝCH BODOV SÚČIASTKY [mm]
BOD VI A B C D
0°
ux -0,0018366 -0,0015399 -0,0014859 -0,0015404
uy -0,0016438 -0,0010988 -0,0011523 -0,0016718
20°
ux -0,0019025 -0,0018024 -0,0018313 -0,0018854
uy -0,0014827 -0,0012344 -0,0012830 -0,0015126
40°
ux -0,020811 -0,0025531 -0,0028233 -0,0028763
uy -0,0010094 -0,0016248 -0,0016596 -0,0010450
60°
ux -0,0024422 -0,0037081 -0,0043043 -0,0043594
uy -0,00039168 -0,0021903 -0,0022039 -0,00043116
80°
ux -0,0034870 -0,0052046 -0,0059458 -0,0059815
uy -0,00019668 -0,0025923 -0,0025799 -0,00022984
100°
ux -0,0050001 -0,0072469 -0,0081648 -0,0081805
uy +0,00003907 -0,0030679 -0,0030280 +0,00000769
120°
ux -0,0081389 -0,010995 -0,012122 -0,012125
uy +0,00037471 -0,0035654 -0,0034991 +0,00032776
140°
ux -0,011150 -0,014835 -0,016331 -0,016309
uy +0,0012606 -0,0039700 -0,0038822 +0,0012085
160°
ux -0,013077 -0,017412 -0,019207 -0,019168
uy +0,0019559 -0,0043046 -0,0042025 +0,0018999
180°
ux -0,013734 -0,018312 -0,020220 -0,020176
uy +0,0022186 -0,0044295 -0,0043223 +0,0021611

76
Druhým výsledkom simulačného prípadu 3 bolo získanie hodnôt reakcií Rx a Ry v kontaktných
ustavovacích bodoch č. 1, 2 a 3 (Obr. 37). V kontaktnom ustavovacom bode č. 1 je reakcia Rx
normálovou silou a Ry zodpovedá trecej sile. V kontaktných bodoch č. 2 a 3 zodpovedá sila Rx
trecej sile a Ry je normálová sila. Simulácia bola robená s uvažovaním frézovania v bodoch II,
IV a VI podľa Obr. 43. Vzdialenosti bodov frézovania od spojnice bodov A a D sú l2=19,28
mm; l4=45 mm a l6=70,71 mm, vzdialenosť kontaktných ustavovacích bodov č.2 je 20 mm a č.3
je 70 mm od spojnice A a D. Hodnoty reakcií sú sumarizované v nasledujúcich tabuľkách, Tab.
9, Tab. 10 a Tab.11.
Priebehy zmien veľkostí reakcií v kontaktných bodoch č. 1, 2 a 3 pre všetky uvažované
miesta frézovania sú spracované do grafov Obr. 45, Obr. 46, Obr. 47, Obr. 48, Obr. 49, Obr.
50, Obr. 51, Obr. 52, Obr. 53.
Kontaktný ustavovací bod č. 1
Bolo zistené, že vo všetkých prípadoch uvažovaného frézovania (v bodoch II, IV, VI)
reakcia Rx v kontaktnom ustavovacom bode č.1 narastá so zväčšovaním uhla natočenia reznej
hrany, pričom priebeh zmeny je podobný priebehu kosínusovej funkcie. Priebeh reakcií Ry
vykazuje v kontaktnom ustavovacom bode č.1 malý nárast pre frézovanie v bode II,
v kontaktných ustavovacích bodoch č. 2 a 3 má klesajúci charakter, pri ktorom v posledných
krokoch natočenia reznej sily klesne pod nulovú hodnotu, t.j. trecia sila zmení orientáciu.
Kontaktný ustavovací bod č. 2
Simuláciou bolo zistené pre všetky prípady uvažovaného frézovania (v bodoch II, IV, VI),
že hodnota reakcie Ry v kontaktnom ustavovacom bode č. 2 prudko klesá. V tomto kontaktnom
ustavovacom bode dochádza k strate kontaktu s obrobkom, a to približne pri dosiahnutí uhla
natočenia reznej sily F cca 140° od osi x.
Kontaktný ustavovací bod č. 3
V kontaktnom ustavovacom bode č.3 majú reakcie Rx a reakcie Ry stúpajúci charakter vo
všetkých simulovaných prípadoch frézovania (v bodoch II, IV, VI).

77
Tab. 9 Reakcie v kontaktných bodoch – frézovanie v bode II
BOD I I REAKCIE V KONTAKTNÝCH USTAVOVACÍCH BODOCH [N]
Uhol Reakcie bod 1 bod 2 bod 3 Súčet reakcií
0°
Rx 412,28 12,678 145,01 569,96
Ry 60,198 212,88 598,66 871,74
20°
Rx 468,38 12,168 146,68 627,23
Ry 55,658 204,41 605,64 865,71
40°
Rx 628,28 11,289 150,44 790,01
Ry 54,742 189,92 621,37 866,03
60°
Rx 875,72 9,8909 156,53 1042,1
Ry 50,850 166,74 646,86 864,45
80°
Rx 1172,8 8,3172 163,05 1344,2
Ry 50,796 140,61 674,29 865,69
100°
Rx 1485,6 6,0381 170,23 1661,9
Ry 58,791 102,49 704,66 865,95
120°
Rx 1784,6 1,4955 179,96 1966,0
Ry 93,257 25,584 746,4 865,24
140°
Rx 2027,9 0 185,5 2213,4
Ry 95,134 0 770,9 866,04
160°
Rx 2189,8 0 187,64 2377,4
Ry 82,069 0 780,85 862,92
180°
Rx 2244,7 0 188,6 2433,3
Ry 78,309 0 785,21 863,52

78
Tab. 10 Reakcie v kontaktných bodoch – frézovanie v bode IV
BOD IV REAKCIE V KONTAKTNÝCH USTAVOVACÍCH BODOCH [N]
Uhol Reakcie bod 1 bod 2 bod 3 Súčet reakcií
0°
Rx 432,17 18,945 117,21 568,33
Ry 64,778 317,58 483,76 866,11
20°
Rx 485,49 17,55 120,83 623,88
Ry 72,777 294,38 498,77 865,93
40°
Rx 642,38 13,405 131,96 787,74
Ry 96,309 225,29 544,93 866,53
60°
Rx 883,11 10,85 144,75 1038,7
Ry 85,097 182,81 598,09 866,0
80°
Rx 1171,5 8,7102 158,44 1338,6
Ry 63,62 147,22 655,15 865,99
100°
Rx 1482,1 5,7141 174,17 1662,0
Ry 47,764 97,012 721,01 865,79
120°
Rx 1774,1 0,43772 191,48 1966,0
Ry 63,494 7,4924 794,24 865,22
140°
Rx 2013,9 0 201,17 2215,0
Ry 28,064 0 836,19 864,25
160°
Rx 2170,7 0 206,99 2377,6
Ry 1,0761 0 861,63 862,7
180°
Rx 2224,4 0 209,11 2433,6
Ry -7,9383 0 870,9 862,96

79
Tab. 11 Reakcie v kontaktných bodoch – frézovanie v bode VI
BOD VI REAKCIE V KONTAKTNÝCH USTAVOVACÍCH BODOCH [N]
Uhol Reakcie bod 1 bod 2 bod 3 Súčet reakcií
0°
Rx 453,9 25,622 89,233 568,75
Ry 67,999 428,93 368,22 865,15
20°
Rx 506,55 23,859 94,585 625,0
Ry 75,899 399,71 390,35 865,96
40°
Rx 656,55 18,698 109,88 785,13
Ry 98,414 313,91 453,66 865,98
60°
Rx 892,06 11,947 132,97 1037,0
Ry 114,79 201,22 544,04 865,41
80°
Rx 1175,1 9,092 154,41 1338,6
Ry 73,867 153,66 638,5 866,02
100°
Rx 1477,8 5,3449 178,05 1661,2
Ry 37,681 90,754 737,08 865,52
120°
Rx 1763,2 0 202,36 1965,6
Ry 26,66 0 839,42 866,08
140°
Rx 1998,2 0 216,93 2215,1
Ry -37,882 0 901,9 864,02
160°
Rx 2151,7 0 226,26 2377,9
Ry -79,981 0 942,11 861,13
180°
Rx 2204,2 0 230,01 2434,2
Ry -94,22 0 958,23 864,01

80
Obr. 45 Graf reakcií v kontaktnom bode č.1 pri frézovaní v bode II
Obr. 46 Graf reakcií v kontaktnom bode č.2 pri frézovaní v bode II
Obr. 47 Graf reakcií v kontaktnom bode č.3 pri frézovaní v bode II
0
500
1000
1500
2000
2500
0 50 100 150 200
reakcie - kontakt 1 - bod II
Rx1
Ry1
0
50
100
150
200
250
0 50 100 150 200
reakcie - kontakt 2 - bod II
Rx2
Ry2
0
100
200
300
400
500
600
700
800
900
0 50 100 150 200
reakcie - kontakt 3 - bod II
Rx3
Ry3
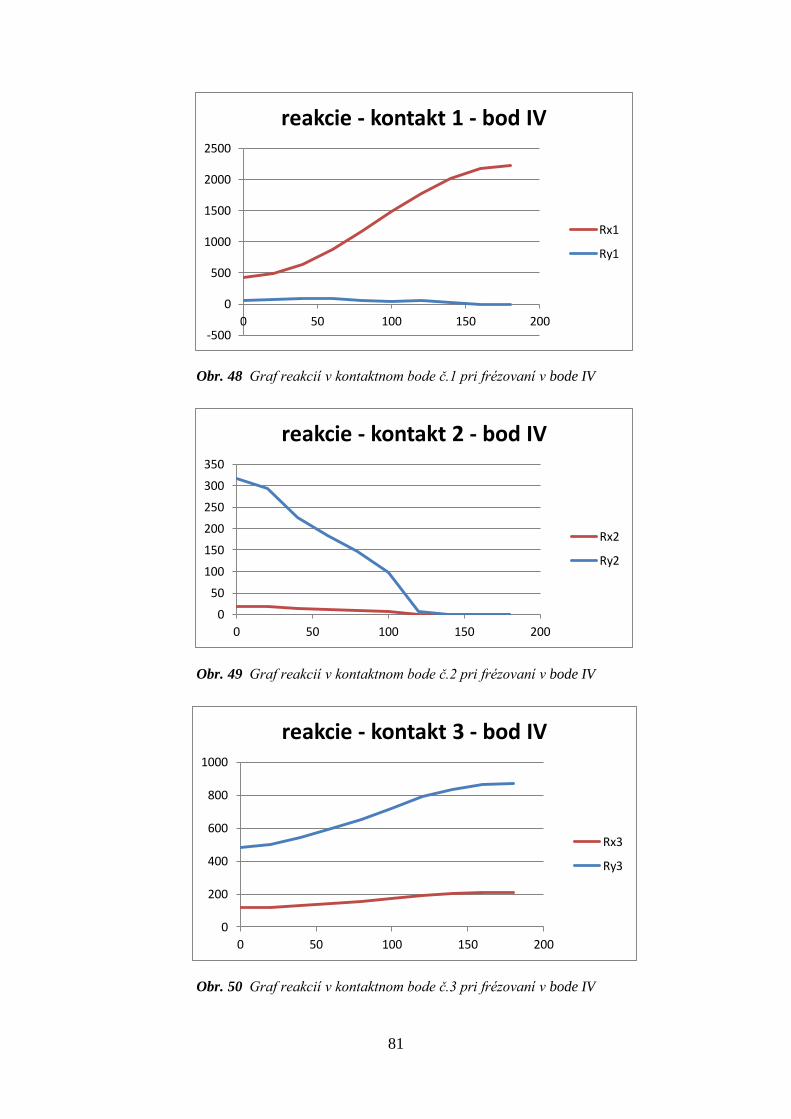
81
Obr. 48 Graf reakcií v kontaktnom bode č.1 pri frézovaní v bode IV
Obr. 49 Graf reakcií v kontaktnom bode č.2 pri frézovaní v bode IV
Obr. 50 Graf reakcií v kontaktnom bode č.3 pri frézovaní v bode IV
-500
0
500
1000
1500
2000
2500
0 50 100 150 200
reakcie - kontakt 1 - bod IV
Rx1
Ry1
0
50
100
150
200
250
300
350
0 50 100 150 200
reakcie - kontakt 2 - bod IV
Rx2
Ry2
0
200
400
600
800
1000
0 50 100 150 200
reakcie - kontakt 3 - bod IV
Rx3
Ry3

82
Obr. 51 Graf reakcií v kontaktnom bode č.1 pri frézovaní v bode VI
Obr. 52 Graf reakcií v kontaktnom bode č.2 pri frézovaní v bode VI
Obr. 53 Graf reakcií v kontaktnom bode č.3 pri frézovaní v bode VI
-500
0
500
1000
1500
2000
2500
0 50 100 150 200
reakcie - kontakt 1 - bod VI
Rx1
Ry1
0
100
200
300
400
500
0 50 100 150 200
reakcie - kontakt 2 - bod VI
Rx2
Ry2
0
200
400
600
800
1000
1200
0 50 100 150 200
reakcie - kontakt 3 - bod VI
Rx3
Ry3

83
Simulačný príklad 2 – rotačné súčiastky
V druhom príklade bolo uvažované s rotačnými súčiastkami v tvare rúrky (Obr. 54).
V prostredí programu ANSYS. v. 13. boli vytvorené dva simulačné modely rúrky upnutej v
3-čeľusťovom skľučovadle:
1. hrubostennej rúrky - geometrické rozmery simulačného modelu pre hrubostennú rúrku
boli: vonkajší priemer rúrky D = 88 mm, vnútorný priemer d =50 mm, dĺžka súčiastky
v=48 mm.
2. tenkostennej rúrky - geometrické rozmery simulačného modelu pre hrubostennú rúrku boli:
vonkajší priemer rúrky D = 88 mm, vnútorný priemer d =80 mm, dĺžka súčiastky
v=48 mm.
V oboch prípadoch bol uvažovaný materiál obrobku 14 040 s vlastnosťami E=190 GPa,
ν=0,3; ET=20 GPa, medza klzu Re=740 MPa. Boli predpokladané elastické deformácie čeľustí.
Rozmery uvažovaných čeľustí boli a=6mm, b=5mm, c=30mm. Uvažovalo sa s kontaktom
medzi čeľusťou a obrobkom a statickým koeficientom trenia μ=0,1.
Simuláciou bol skúmaný vplyv veľkosti upínacej sily na výsledný tvar a veľkosť
deformácie obrobku po jeho vybraní z čeľustí skľučovadla. Upínacia sila pre hrubostennú rúrku
bola F=2500 N, pre tenkostennú rúrku F=1200 N.
Obr. 54 Príklad rúrky upnutej v čeľustiach skľučovadla
Vyhodnotenie príkladu 2
Na Obr. 55 je znázornený simulačný model hrubostennej rúrky upnutej v čeľustiach a na
Obr. 56 simulačný model tenkostennej rúrky so znázornením okrajových podmienok,
čeľusť
obrobok
120°
D
d
a
b
c
v
F
F
F
Pôsobenie
upínacej sily

84
vytvorený v programe ANSYS. Pôsobenie upínacej sily bolo nahradené pôsobením tlaku na
zadnú stenu čeľustí. Pri tvorbe modelu bola využitá súmernosť súčiastky a spôsob upevnenia
pomocou čeľustí.
Obr. 55 Model hrubostennej rúrky upnutej
v čeľustiach
Obr. 56 Model tenkostennej rúrky s okrajovými
podmienkami a zaťažením
Obr. 57 ukazuje rozloženie missesových napätí v hrubostennej a Obr. 58 tenkostennej
rúrke pri zovretí medzi čeľuste skľučovadla pôsobením upínacej sily.
Obr. 57 Rozloženie napätí pri upnutí
hrubostennej rúrky
Obr. 58 Rozloženie napätí pri upnutí
tenkostennej rúrky
Obr. 59 ukazuje typický tvar deformácie vnútornej valcovej plochy rotačnej súčiastky po
odstránení tlaku pôsobiacich čeľustí (t.j. po vybratí hrubostennej rúrky zo skľučovadla).
Zobrazené sú deformácie v radiálnom smere.

85
a b
Obr. 59 Deformácie hrubostennej rúrky po vybraní zo skľučovadla
a - pohľad zdola;b – pohľad zhora
Na Obr. 60 je zobrazený priebeh posunutí uzlov simulačného modelu hrubostennej rúrky
v radiálnom smere na dolnej a hornej vnútornej hrane obrobku. Maximálne posunutia uzlov
v kladnom smere nastali v miestach simulačného modelu, oproti ktorým boli na vonkajšom
obvode miesta kontaktu súčiastky s čeľusťami skľučovadla.
a b
Obr. 60 Rozloženie priebehu posunutí uzlov hrubostennej rúrky v radiálnom smere
a - na dolnej vnútornej hrane obrobku; b –na hornej vnútornej hrane obrobku
Obr. 61 ukazuje tvar deformácie tenkostennej rúrky po odstránení tlaku pôsobiacich
čeľustí (t.j. po vybratí zo skľučovadla). Zobrazené sú deformácie v radiálnom smere.

86
a b
Obr. 61 Deformácie tenkostennej rúrky po vybraní zo skľučovadla
a - pohľad zdola;b – pohľad zhora
Na Obr. 62 je zobrazený priebeh posunutí uzlov simulačného modelu tenkostennej rúrky
v radiálnom smere na dolnej a hornej vnútornej hrane obrobku. Maximálne posunutia uzlov
v kladnom smere nastali v miestach simulačného modelu, oproti ktorým boli na vonkajšom
obvode miesta kontaktu súčiastky s čeľusťami skľučovadla.
a b
Obr. 62 Rozloženie priebehu posunutí uzlov tenkostennej rúrky v radiálnom smere
a - na dolnej vnútornej hrane obrobku; b –na hornej vnútornej hrane obrobku
Na Obr. 63 je výsledok merania reálnej súčiastky, opracovanej pri upnutí čeľusťami
skľučovadla s vyznačením polohy upínacích čeľustí.

87
Obr. 63 Odchýlky geometrického tvaru súčiastky
Na obrázku je zobrazený typický tvar deformácie a odchýliek geometrického tvaru
kruhovitosti vnútorného valcového povrchu obrobku po obrobení a vybratí z čeľustí, ktorý bol
upnutý v súlade s Obr. 54. Z obrázka vyplýva tvarová zhoda s výsledkami numerickej
simulácie. Zhodu veľkosti deformácie nebolo možné porovnať z dôvodu, že neboli známe
podmienky upnutia súčiastky.

88
ZÁVER
Medzi základné požiadavky na upínacie prípravky z hľadiska výroby môžeme zaradiť
maximálnu spoľahlivosť, bezpečnosť a vhodné konštrukčné riešenie, ktoré zaručí požadovanú
presnosť obrábaných plôch súčiastok. Pri návrhu konštrukčného riešenia upínacieho prípravku
vystupujú často protichodné požiadavky a obmedzenia. Pevnostné požiadavky, požiadavky na
presnosť a tuhosť sú v rozpore s požiadavkami na nízku hmotnosť a minimalizáciu rozmerov,
preto treba citlivo posúdiť vzájomný pomer ich akceptovania.
Riešenie otázok, spojených so správnym návrhom upínacích čeľustí v rámci upínacích
prípravkov, je komplikované mnohotvárnosťou obrábaných súčiastok, ktorá vyžaduje zaoberať
sa každým prípadom samostatne. Prínosom uvedenej práce je vytvorená metodika návrhu, ktorá
vo veľkej miere využíva výpočtovú techniku. V návrhu ustavenia obrobku je riešená
optimalizácia umiestnenia ustavovacích prvkov pomocou výkonového indexu ustavenia LPI
a je spracovaná do vývojového diagramu. Metodika návrhu upínacieho prípravku s funkciou
„foolproofing“, ktorej použitie vylúči nesprávne vloženie súčiastky do upínacieho prípravku,
bola overená na príklade vybranej súčiastky. Riešený je vzájomný vzťah medzi dovolenými
geometrickými toleranciami obrábaných povrchov a vychýlením obrobku spôsobeným
premiestnením kontaktných bodov. Z hľadiska stability je vytvorená metodika návrhu veľkosti
prítlačných síl čeľustí. Zaoberá sa i priradením tolerancií kontaktným prvkom a metodickým
postupom kontroly presnosti pri návrhu upnutia.
V práci je verifikovaný vplyv spôsobu upnutia na deformácie obrobku na príkladoch
hranolovej a rotačnej súčiastky. Na simulačnom modeli hranolovej súčiastky sa zisťoval vplyv
posunutia kontaktných ustavovacích bodov na zmenu reakcií a zmenu polohy základných
bodov obrobku. Bol sledovaný vplyv zmeny polohy upínacej sily na zmenu reakcií. Ďalej boli
zisťované zmeny reakcií v kontaktných ustavovacích bodoch pri aplikovaní technologickej
operácie frézovania. Pre verifikáciu rotačnej súčiastky boli vytvorené simulačné modely
hrubostennej a tenkostennej rúrky, upnutej v 3-čeľusťovom skľučovadle. Boli vyhodnotené
deformácie rúrok po odstránení tlaku pôsobiacich čeľustí a priebeh posunutí uzlov simulačných
modelov tenkostennej a hrubostennej rúrky v radiálnom smere na dolnej a hornej vnútornej
hrane obrobku.

89
ZOZNAM BIBLIOGRAFICKÝCH ODKAZOV A POUŽITEJ
LITERATÚRY
1. PILC, J., PODKONICKÝ, M. Prípravky a nástroje. Žilina: VŠDS, 1991. ISBN 80-7100-
043-4
2. ĽUBIŠČÁK, J., PILC, J. Prípravky. Košice: VŠT, 1988.
3. HOFFMAN, Edward G. Jig and fixture design. Delmar, New York USA. ISBN -13: 978-
1-4018-1107-5
4. MRKVICA, M. Přípravky a obráběcí nástroje: 2. díl - Přípravky. Ostrava: VŠB, 1988.
5. RONG, Y., ZHU, Y. Computer-Aided fixture design. Marcel Dekker, Inc. New York USA
1999. ISBN 0-8247-9961-5
6. ŠUTOR, K. Konštrukcia výrobných pomôcok obrábacích strojov. Bratislava: SVŠT, 1987.
7. NEE, Andrew Y. C., TAO, Z. J., SENTHIL, Kumar A. An Advanced Treatise on Fixture
Design and Planning. World Scientific Publishing Co. Pte. Ltd. 2004. ISBN 981-256-059-
9
8. ĽUBIŠČÁK, J. Konštrukcia prípravkov: Vybrané kapitoly. Košice: Elfa s.r.o., 1993. ISBN
80-7099-226-3
9. RONG, Y., HUANG, S., H., HUO, Z. Advanced Computer-aided Fixture Design. Elsevier
Academic Press, Burlington USA 2005. ISBN 0-12-594751-8
10. BENČA, Š. Riešenie nelineárnych pevnostných úloh pomocou MKP. Bratislava: STU,
2009. ISBN 978-80-227-3077-8
11. BENČA, Š. Výpočtové postupy MKP pri riešení lineárnych úloh mechaniky. Bratislava:
STU, 2006. ISBN 80-227-2404-1
12. ŠUTOR, K. Konštrukčné cvičenia z prípravkov. Bratislava: SVŠT, 1985.
13. TRAPPEY, J., C., LIU, C., R. A literature survey of fixture- design automation. In The
International Journal of Advanced Manufacturing Technology. 04. March 1990 London,
p. 240-255
14. CHLADIL, J. Přípravky a nástroje: Obrábění. Brno: VUT, 1992, 3. vyd. ISBN 80-214-
0408-6
15. JAVOREK, Ľ., NAVRÁTIL, V. Nástroje a prípravky: Prípravky. Zvolen: TU, 1993. ISBN
80-228-0218-2
16. JOSHI, P. H. Jigs and Fixtures Design Manual. New York: Mc Graw-Hill Companies,
USA 2003. ISBN 0-07-140556-9
17. CHVÁLA, B., VOTAVA, J. Přípravky a podávací zařízení. Praha : ČVUT, 1984.

90
18. CHVÁLA, B., VOTAVA, J. Přípravky. Praha: Alfa, 1988.
19. VALENTOVIČ, E. Technológia montáže. Bratislava: STU, 1999.
20. HENRIKSEN, E., K. Jig and Fixture design Manual. Industrial press Inc. New York USA
1973. ISBN 0-8311-1098-8
21. VALENTOVIČ, E. Základy montáže. Bratislava: STU, 2001. ISBN 80-227-1464-X
22. JANÁČ, A. a kol. Technológia obrábania a metrológia: Návody na cvičenia. Bratislava:
STU, 2002. ISBN 80-227-1711-8
23. MONKA, P. Obrábacie prípravky: Konštrukčné návody. Košice: TU, 1999. ISBN 80-
8073-379-1
24. JANÁČ, A. a kol. Technológia obrábania, montáže a základy strojárskej metrológie:
Návod na cvičenia. Bratislava: STU, 1994. ISBN 80-227-0698-1
25. MONKA, P., PAULÍKOVÁ, A. Top trendy v obrábaní: IV. časť - Upínanie, prípravky
a meradlá. Žilina: Media/St, 2007. ISBN 80-968954-2-7
26. MONKA, P. Obrábacie prípravky. Košice: TU, 2006.
27. KANG, X., PENG, O. Fixture Feasibility: Metods and Techniques for Fixture Planning. In
Computer – Aided design and Applications, 5(1-4), 2008, p. 424-433
28. MONKA, P. Základy konštrukcie a výroby prípravkov. Košice: TU, 2006.
29. ĽUBIŠČÁK, J. Konštrukcia prípravkov. Košice: TU, 2005.
30. JANÁČ, Alexander a kol. Technológia obrábania a metrológia: Návod na cvičenia.
Bratislava: STU, 2002. ISBN 80-227-1711-8
31. LISIČAN, J. Nástroje, náradie a prípravky. Zvolen: TU, 1992.
32. ĽUBIŠČÁK, J. Prípravky, obrábacie a tvárniace stroje. Košice: TU, 1991.
33. ZEMAN, K. Přípravky, obráběcí a tvárniace stroje. Praha: ČVUT, 1988.
34. ČASENSKY, M. Návody ke konstrukčnímu cvičení z přípravků. Praha: ČVUT, 1987.
35. TOMIS, F. Formy a přípravky. Praha: ČVUT, 1985.
36. CHVÁLA, B. Přípravky a podávací zařízení. Praha: Alfa, 1984.
37. ĽUBIŠČÁK, J., GOČ, J., ČIRČOVÁ, E. Prípravky, obrábacie a tvárniace stroje: Návody
na cvičenia: Obrábacie stroje. Košice: TU, 2001.
38. PILC, J., PODKONICKÝ, M. Prípravky a nástroje : Návody na cvičenia. Žilina: VŠDS,
1990. ISBN 80-7100-014-0
39. ZEMČÍK, O. Nástroje a přípravky pro obrábění. Brno: VUT, 2003, ISBN 80-214-2336-
6
40. PÁPEŽ, K. Konstrukce nářadí II. Brno: VUT, 1979.

91
41. IŽOL, P. Návrh prípravku CAD systémom s využitím elektronických katalógov. In:
Transfer inovácií, 2005, č. 8, s. 70 – 72.
42. JAVOROVÁ, A., ORAVCOVÁ, J., RIEČIČIAROVÁ, E. Flexible clamping fixture with
replaceable Jaw for manufacturing cell. In: Annals of Faculty of Engineering Hunedoara -
Journal of Engineering. - ISSN 1584-2673. - Tom IX, Fasc. 3 (2011), s. 421-423.
43. ORAVCOVÁ, J., KOŠŤÁL, P., RIEČIČIAROVÁ, E. Active parts of clamping devices.
In: Annals of The Faculty of Engineering Hunedoara. - ISSN 1584-2665. - Tom VIII, Fas.
1 (2010), s. 235-236.
44. ORAVCOVÁ, J., LACKO, F., KOŠŤÁL, P. Deviations of workpiece clamping as factor
having influence on accuracy of a surface machined. In: Annals of Faculty of Engineering
Hunedoara - Journal of Engineering. - ISSN 1584-2673. - Tom IX, Fasc. 4 (extra) (2011),
s. 67-69.
45. ORAVCOVÁ, J., KOŠŤÁL, P., HRUŠKOVÁ, E. Jaws of clamping fixtures. In: KOD
2010 : Proceedings the 6th International Symposium about Forming and Design in
Mechanical Engineering. 29-30 September 2010, Palic, Serbia. - Novi Sad : University of
Novi Sad, 2010. - ISBN 978-86-7892-278-7. - S. 69-72
46. ORAVCOVÁ, J., JAVOROVÁ, A., RIEČIČIAROVÁ, E. Design of active parts in
clamping mechanism. In: Annals of DAAAM and Proceedings of DAAAM Symposium. -
ISSN 1726-9679. - Vol. 22, No. 1. Annals of DAAAM for 2011 & Proceedings of the 22nd
International DAAAM Symposium "Intelligent Manufacturing & Automation: Power of
Knowledge and Creativity", 23-26th November 2011, Vienna, Austria. - Vienna : DAAAM
International Vienna, 2011. - ISBN 978-3-901509-83-4, s. 0751-0752
47. ORAVCOVÁ, J., LACKO, F., KOŠŤÁL, P. Deviations of workpiece clamping as factor
having influence on accuracy of a surface machined. In: International symposium on
Advanced Engineering & Applied Management - 40th Anniversary in Higher Education :
Romania /Hunedoara/ 4-5 November, 2010. - Hunedoara : Faculty of Engineering
Hunedoara, 2010. - ISBN 978-973-0-09340-7. - III-147 - III-150
48. AMERI, F., SUMMERS, J., D. An Onology for Representation of Fixture Design
Knowledge. In Computer- Aided Design and Applications, 5(5), 2008, p. 601-611 [cit.
2010-10-15] Dostupné na internete <: http://www.cadanda.com >
49. WANG, H., RONG, Z., LI, H., SHUAN, P. Computer aided fixture design: Recent research
and trends. In Computer-Aided Design 42 (2010) 15 July 2010, p. 1085-1094 [cit. 2011-
12-08] Dostupné na internete <: www.elsevier.com/locate/cad >

92
50. KOŠŤÁL, P. Inteligentné upínače. Intelligent Fixtures. In Materials Science and
Technology [online]. 3/2008 [cit. 2010-10-15] Dostupné na internete <:
http://www.mtf.stuba.sk /docs//internetovy _ casopis/2003/3/kostal.pdf > ISSN 1335-9053
51. KOŠŤÁL, P. Automaticky ovládané upínacie prvky. Clamping Elements with
Automated Controlling Fixtures. In Materials Science and Technology [online]. 1/2010
[cit. 2010-10-15] Dostupné na internete <: http://www.mtf.stuba.sk /docs//internetovy
_casopis / 2005/1/kostal.pdf > - ISSN1335-9053
52. NEE, Andrew Y C, KUMAR, A Senthil, TAO, Z J. An Advanced Treatise on Fixture
Design and Planning. [online] [cit.2010-11-08] Dostupné na internete <:
http://www.worldscibooks.com / engineering/etextbook/5671/5671_chap1.pdf >
53. ROEMHELD. Forrichtungsspanner. Firemné katalógy, [online] [cit.2010-11-29]
Dostupné na internete <:
http://www.roemheld.de/de/data/documents/rhi/I4130_de_0908.pdf >
54. SCHUNK. Gripping Modules. Firemné katalógy, [online] [cit.2011-03-26] Dostupné na
internete < :
http://www.schunk.com/schunk_files/attachments/catalog_GrippingModules_0901_Part3
_782-969__EN.pdf >
55. Automatizace odborný časopis [online] [cit.2011-05-16] Dostupné na internete < :
http://www.automatizace.cz/article.php?a =149 >
56. Nástroje a prípravky. 7. prednáška [online] [cit.2011-08-14] Dostupné na internete
http://www.kvt .sjf.stuba.sk/WEB/7%20Pripravky_2.pdf
57. VALEČNÍK, Š. Upínaco-polohovacie systémy s využitím modularity. In Transfer inovácií
[online]. [cit. 2011-07-30] Dostupné na internete < : http://www. sjf
.tuke.sk/transferinovacii/pages/archiv/transfer/5-2002/pdf/67-69.pdf > ISBN 80-7093-6
58. Jigs and fixtures [online] [cit.2011-04-22]. Dostupné na internete < :
http://www.scribd.com/doc/3587826/Jigs-Fixtures
59. Hilma Clamping systems [online] [cit.2011-04-22]. Dostupné na internete < :
60. Osan [online] [cit.2011-04-22]. Dostupné na internete < : http://www.osan-bratislava.sk/

93
OBSAH
ZOZNAM SYMBOLOV, SKRATIEK A ZNAČIEK .................................................... 6
ÚVOD .................................................................................................................................... 8
1. ČEĽUSTE UPÍNACÍCH ZARIADENÍ .............................................................. 9
1.1 Čeľuste strojových zverákov ............................................................................. 10
1.2 Čeľuste skľučovadiel.......................................................................................... 11
2. METODICKÝ POSTUP NÁVRHU ČEĽUSTÍ ................................................ 16
2.1 Etapy metodického postupu riešenia návrhu .................................................... 16
2.2 Rozbor vplyvu vlastností obrábanej súčiastky na výber upínacích čeľustí ..... 19
3. FAKTORY VPLÝVAJÚCE NA PRESNÉ USTAVENIE OBROBKU............ 22
3.1 Riešenie kontaktných prvkov pri návrhu upínacieho prípravku ..................... 22
3.2 Optimalizácia ustavenia .................................................................................... 23
4. NÁVRH S FUNKCIOU FOOLPROOFING .................................................... 29
4.1 Klasifikácia súčiastok na princípe posúdenia súmernosti ................................ 29
4.2 Algoritmus hľadania riešení .............................................................................. 33
4.3 Metodika návrhu upínacieho prípravku s funkciou foolproofing .................... 33
4.4 Verifikácia metodiky návrhu upínacieho prípravku s funkciou foolproofing . 35
5. ODCHÝLKY GEOMETRICKÉHO TVARU OBROBKU .............................. 39
6. USTAVENIE A UPÍNANIE OBROBKOV ....................................................... 46
6.1 Vplyv premiestnenia kontaktných prvkov upínacieho prípravku
na zmenu polohy obrobku ................................................................................. 46
6.2 Vplyv vonkajších síl a deformácie čeľustí upínacieho prípravku
na presnosť obrobku .......................................................................................... 48
6.3 Overenie veľkosti prítlačných síl z hľadiska stability ...................................... 53
6.4 Metodický postup návrhu veľkosti prítlačných síl čeľustí z hľadiska stability54
7. TOLERANČNÁ ANALÝZA UPÍNACIEHO PRÍPRAVKU ........................... 58
7.1 Vplyv tolerancie obrábaného povrchu na tolerancie kontaktných prvkov ...... 58
7.2 Analýza presnosti obrábaného povrchu ............................................................ 58
7.3 Metodický postup kontroly presnosti pri návrhu upnutia ............................... 59
7.4 Metóda priradenia tolerancií kontaktným bodom ........................................... 60

94
8. VERIFIKÁCIA VYTVORENEJ METODIKY ................................................ 62
ZÁVER .......................................................................................................................... 88
ZOZNAM BIBLIOGRAFICKÝCH ODKAZOV A POUŽITEJ LITERATÚRY ...... 89

2
Edícia vedeckých monografií
Autor: Ing. Jarmila Oravcová, PhD.
Názov: Metodika návrhu a verifikácia upnutia obrobku v čuľustiach
upínacích zariadení
Methodology of Design and Verification of Workpiece
Clamping in Jaws of Clamping Device
Miesto vydania: Trnava
Vydavateľ: Materiálovotechnologická fakulta STU, Vydavateľstvo
AlumniPress
Rok vydania: 2016
Vydanie: prvé
Rozsah: 94 strán (4,06 AH, 63 obrázkov, 11 tabuliek)
Edičné číslo: 2/AP-VM/2016
ISBN 978-80-8096-230-2
EAN 9788080962302
Zverejnené na http://www.mtf.stuba.sk


















