MEMS Paper
15
8/6/2019 MEMS Paper http://slidepdf.com/reader/full/mems-paper 1/15 MEMS Based Multiple Gas Detection Fall 2004 Priam V. Pillai Jason Chan Babak Jamshidi To Tan Matt Mark
-
Upload
bhagaban70442393 -
Category
Documents
-
view
222 -
download
0
Transcript of MEMS Paper

8/6/2019 MEMS Paper
http://slidepdf.com/reader/full/mems-paper 1/15
MEMS Based Multiple Gas Detection
Fall 2004
Priam V. PillaiJason Chan
Babak JamshidiTo Tan
Matt Mark

8/6/2019 MEMS Paper
http://slidepdf.com/reader/full/mems-paper 2/15
Introduction
Gas and chemical sensors are widely used and have many important applications including the
detection of toxic or combustible gases, vehicle emissions, industrial emissions, and
environmental monitoring. There are two types of sensors available, affordable but less reliable
chemical reaction sensors for consumer markets and reliable but expensive infrared
spectroscopic sensors for industrial markets. Non-Dispersive Infrared (NDIR) spectroscopic gas
sensors are highly accurate and have a faster response time than chemical reaction gas sensors.
Our project is based on a MEMS Non-Dispersive Infrared spectroscopic gas sensor. The goal of
this project is to design a MEMS infrared gas sensor capable of detecting multiple gasses while
improving the performance of the device by minimizing thermal drift.
The MEMS infrared gas sensor has three main
components – a suspended silicon micro-bridgewhich emits infrared light when a current is applied
through it, a gas chamber where gasses are allowed
to flow freely, and an n-type doped silicon receiver
to detect the targeted gas. The blackbody radiation
that is emitted from the micro-bridge first passes
through a photonic band gap structure that acts as a
filter to narrow the emission peak to a specificinfrared wavelength. This wavelength is designed to
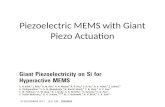
match exactly the target gas absorption peak. Figure 1 shows the unique infrared absorption
peaks of various gasses. When the targeted gas is in the chamber, it is in the direct path of the
emitted infrared radiation. The targeted gas will absorb some of the IR radiation and cause the
internal temperature of the device to decrease. Since the n-type doped silicon receiver’s
resistivity is a function of temperature, any decrease in temperature can be measured as a change
in voltage.
State-of-the-Art MEMS Infrared Gas Detectors
In 2002, Ion Optics Inc. fabricated and tested MEMS infrared gas detectors for single gasses
(Ref. 3). Some of the design of our device, specifically the silicon micro-bridge emitter and
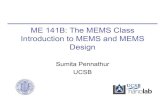
photonic band gap structure, is based on their work (Ref. 2). Figure 2 shows a schematic of the
gas sensor fabricated by Ion Optics. This device consists of a silicon micro-bridge emitter that
Figure 1: Infrared absorption peaks forcommon gases of environmental concern.(Ref. 1)

8/6/2019 MEMS Paper
http://slidepdf.com/reader/full/mems-paper 3/15
emits radiation due to resistive heating. This is reflected back by a mirror onto a receiver. The
target gas within the chamber will absorb the radiation before it reaches the receiver. This causes
the temperature of the receiver to go down and can be detected as a change in resistance of the
receiver.
There are 2 major problems associated with this device.
One is with gradual heat build-up caused by the
infrared radiation coming from the emitter. Since the
mechanism by which the receiver works is based on a
temperature change any thermal instability will have a
negative effect on the accuracy of the sensor. The
temperature increase results in a steady decrease in
measured voltage of the receiver over time, which maylead to a negative reading even when the targeted gas is present. Also the current device is not
capable of detecting multiple gasses. Previous work has suggested the possibility of using this
setup for multiple gas detection but no fabrication or testing of this type of sensor has been done.
Background
Multiple Gas Detection
The energy of an electromagnetic wave ( E ) is directly proportional to its frequency (υ ) andinversely proportional its wavelength (λ )
! "
c= ! h E =
where c is the speed of light and h is Planck's constant. In the presence of an infrared wave in a
gas mixture, energy absorption occurs when the radiant energy matches the energy of specific
molecular vibration. Band intensities can be expressed as absorbance ( A) and Transmittance (T ):
T A1
log=
°= I
I
T
where I is the transmitted radiant power and I ° is the incident power on the sample. Absorption
of these wavelengths by a gas is governed by the Beer-Lambert Law and is given byMl T ! =" )log(
Figure 2: Ion Optics’ novel, low-cost
infrared gas sensor. (Ref. 2)

8/6/2019 MEMS Paper
http://slidepdf.com/reader/full/mems-paper 4/15
where ε is a gas constant,M is the molar concentration, andl is the path length of the light. This
equation is only valid if one wavelength of light hits the gas; it deviates from this ideal behavior
if multiple wavelengths are exposed to the gas. For this purpose we need to filter out the
unwanted wavelengths using a photonic band gap structure.
Silicon Micro-Bridge Emitter and Photonic Band Gap Structure
A suspended silicon micro-bridge is a source of blackbody radiation when current is applied
through it. To prevent false readings triggered by other gases with similar absorption peaks, the
emission peak of the infrared radiation must be sharp and narrow. To achieve this, a photonic
band gap structure is etched directly into the silicon micro-bridge. The photonic band gap
structure is a periodic dielectric array that is designed to affect the propagation of
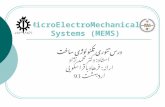
electromagnetic waves by defining allowed and forbidden energy bands. In figure 3, the black curve represents blackbody radiation and the blue curve is the measured emittance spectrum of
the silicon micro-bridge with a photonic band gap structure.
Consider photons moving through a block of thin dielectric material that contains a number of
tiny circular holes arranged in a lattice pattern. The photons will pass through regions of high
refractive index – the dielectric (silicon) – interspersed with regions of low refractive index – the
holes. Most of the light will be confined either within the dielectric material or within the holes
filled with air. This confinement results in the formation of allowed energy regions separated by
a forbidden region, which is called the photonic band gap. Since the wavelength of a photon is
inversely proportional to its energy (!
hc E = ), the patterned dielectric material will block light
Figures 3: Power vs. Wavelength. Experiments show that a hexagonal lattice of holes has a
narrower emission peak than a square lattice. (Ref. 12)

8/6/2019 MEMS Paper
http://slidepdf.com/reader/full/mems-paper 5/15
with wavelengths in the photonic band gap, while allowing other wavelengths to pass freely. The
photonic band gap for electromagnetic radiation is analogous to the electronic band gap for
electrons. In electron band theory, an energy gap exists between the valence and conduction
bands of semiconductors and insulators. Electrons with energies in the electronic band gap are
not allowed. Similarly, light (in our case infrared) with energies in the photonic band gap are not
allowed.
The emitted wavelength is related to hole depth, size, shape, lattice spacing, and lattice symmetry.
Results show that circular holes of diameter equal to the desired emission wavelength, of depth
between 6-10µm, arranged in a hexagonal lattice, produce the narrowest emission peaks. While
the effects of many of the parameters are complex and must be determined experimentally, at
least one of the parameters shows a simple relationship. The emission wavelength has a linear
dependence on the lattice spacing of the holes (Figure 4).
Design Considerations
To demonstrate what happens when two waves of
different wavelengths are allowed to interact, we
used a harmonic wave model. A harmonic wave is
given by ( )! " +#= t kx A A cos0 , where
!
" 2=k ,
f ! " = , k ! " = , k is the wave number, λ is the
wavelength, ν is the velocity, and f is the frequency.
The following graphs demonstrate the interference of
two infrared waves with wavelengths required to detect NO (λ =5.3µm) and CO (λ =4.7µm)
(Figure 5). The result is a change in
amplitude and frequency, which
directly affects the energy and
distribution of the IR radiation
throughout the chamber. The following
figures show interference at the
emission initiation point. The effect of
having multiple wavelengths in a chamber is a change in frequency. These results show that in
Figure 4: Peak wavelength vs. lattice spacing
Figure 5: Interference of NO and CO detection waves

8/6/2019 MEMS Paper
http://slidepdf.com/reader/full/mems-paper 6/15
Figure 6: Electron mobility (and
doping concentration) as a function of temperature. (Ref. 13)
considering a design for multiple gas detection, it is important to keep different wavelengths of
IR optically isolated. In lieu of this we decided to use multiple chambers.
N-type Doped Silicon Receiver
The resistance ( R) of a wire is inversely proportional to its conductivity (σ ) and is given by the
equation A
l R
!
= , where l is the length of the wire and A is the cross sectional area. The
conductivity of a doped semiconductor is given by ed eN µ ! = , where e is the charge of an
electron, N d is the dopant concentration, andµ e is the electron mobility. The electron mobility is
given by 2/3
2/3
11T
T e
+!
µ . Combining these equations, we get
ed N
Rµ
1! . Resistance is a
function of both the dopant concentration and electron
mobility, which in turn is a function of temperature. Figure6 shows the temperature dependence of electron mobility
in silicon with varying dopant concentration. This graph
shows that silicon with a dopant concentration of 1014 will
have the greatest change in resistance from a change in
temperature. Ohm’s law, V=IR , shows that a change in
resistance will produce a proportional change in voltage,
which can be measured experimentally. The greater thechange in the measured voltage, the more sensitive our
sensor will be. Hence, we recommend using a 1014 donor concentration in the n-type doped
silicon receiver.
Temperature Drift
The performance of a state-of-the-art MEMS infrared gas detector made by Ion Optics Inc., in
shown in Figure 7. The graph shows the voltage in the detector as time progresses. The figure
shows significant jumps in the voltage when there is CO2 present in the chamber. However, a
problem arises from the fact that the infrared light coming from the emitter causes a gradual
build-up of heat in the device. This results in a steady decrease in voltage over time. Eventually,
this may lead to non-readings even when the targeted gas is present. It is essential to minimize
this drift to improve the response time of the device.

8/6/2019 MEMS Paper
http://slidepdf.com/reader/full/mems-paper 7/15
Figure 9: The effect of the convective surface areaA' on the temperature of the device. The red linecorresponds to the smallest A', and the yellow linecorresponds to the largest A'.
Figure 7: Voltage vs. time. (Performance of IonOptics gas detector) (Ref.2)
The temperature drift can be sufficiently reduced by limiting the amount of heat transferred to
the receiver by the infrared radiation. In
order to control the steady rise in
temperature, we decided to increase the
surface area of the receiver that is exposed
to convection cooling. The silicon micro-
bridge emitter gives off an input heat flux,
qin, incident on the receiver with a surface
area A (See Figure 8). The top surface of
the receiver, A’, is exposed to convection.
Since our receiver is very thin (2µm) compared to its length and width (7mm× 8.5mm), it is
reasonable to assume that the temperature in the device is uniform compared to the externaltemperature. Performing an energy balance on this
control volume yields following equation,
)(' !""= T T hAqA
dt dT
mC p
where m is the mass of the emitter, Cp is the
specific heat of the emitter, T is the temperature
of the device, h is the convection coefficient, andT∞ is the a external air temperature. By solving
this equation and plotting temperature vs. time for
varying surface areas A'; figure 8 shows that
increasing the surface area A' that is exposed to
convection cooling significantly changes the
temperature characteristics of the emitter. We
believe that the temperature characteristics of the
device fabricated by Ion Optics are best
represented by the top four curves in Figure 9.
However, if the area is increased to provide greater
convection cooling, the temperature decreases
significantly and approaches steady state much
A
Figure 8: A schematic of the receiver withadditional surface area with fins.
Convection, T ∞,h
A'

8/6/2019 MEMS Paper
http://slidepdf.com/reader/full/mems-paper 8/15
faster, as shown by the bottom two
curves in Figure 9. From the results of
this simulation, we decided to increase
convection cooling at the receiver by
adding heat fins, thus increasing the
surface area of the device.
To determine how much surface area
A' we needed, we modeled the heat
fin using finite element analysis to show how the
aluminum heat fin-silicon receiver interface will affect
the heat flow in the system. Figure 10 shows the heat
flow into the system. The simulations also showed thatthe temperatures within the receiver are uniform, which
confirms the initial assumption.
Using the results of the FEA solution, we used the
lumped capacitance model to obtain specific
characteristics of our device. By adding fins to increase
the surface area we estimate that we would need at least
100 fins of (5mm× 100µm× 2µm) to ensure that the receiver temperature will remain steady
instead of drifting upwards due to the heat flux (Figure 11).
Increasing the surface area exposed to convection cooling by adding heat fins is not the only way
to reduce the temperature drift. One possibility we investigated is to alternate the emitter through
an “on” and “off” cycle, which would allow the receiver to cool during the “off” portion of the
cycle. However, a low frequency cycle would be needed to give the receiver enough time to cool
sufficiently, and the resulting device would have a low sampling rate. Another solution is to use
a mechanical shutter in the device that would alternately block and allow the infrared radiation
from hitting the receiver. The can be accomplished by using an electrostatically actuated shutter
inside the chamber, but this would add cost and complexity to the device. We conclude that the
best option is the heat fin, a simple, effective, and low cost solution.
Figure 10: A Finite Element Model of the heat fin with an
input heat flux on the silicon and convection on top of the
aluminum fin. The arrows indicate the direction of heat flow.
Figure 10: Effect of adding fins to thethermal characteristics of the receiver.

8/6/2019 MEMS Paper
http://slidepdf.com/reader/full/mems-paper 9/15
Device Dimensions
Current MEMS infrared gas detection devices use a (5mm× 1mm× 10µm) silicon micro-bridge as
an infrared light source. In these devices, a 2.5cm diameter spherical mirror, which reflects the
infrared light to the receiver, is positioned 12mm directly above the emitter. The volume of gas
in the chamber can be approximated as a trapezoid, with a dispersion angle of 70° to the
horizontal, the angle of peak infrared intensity, (Ref. 12)
31121213675.41215 mmmmmmmmmmmmmmV =!!+!!= (Figure 12)
One of our design improvements is
to fabricate this device using only
lithographic techniques, which we
will accomplish by eliminating the
large spherical mirror and
replacing it with an n-type doped
silicon receiver. However, we
must consider that using only lithographic techniques will give us dimensional constraints. The
distance between the infrared emitter and doped silicon receiver reaches a maximum at 2300µm,
which will require the bonding of five silicon wafers, which is near or at the limit of wafer
bonding technology. The reduction in chamber volume will result in a lower volume of gas in the
chamber that is absorbing the infrared light and result in a smaller signal detected by the receiver when the targeted gas is filling the chamber.
In order to maximize the volume of gas in the chamber, we are using an array of four emitters
(per chamber) to generate a large area (5mm× 8.5mm) of infrared light. The new chamber volume
of 107mm3 nearly matches the chamber volume of current devices.31073.2583713.5.853.2 mmmmmmmmmmmmmmV =!!+!!= (Figure 13)
In addition, our n-type doped silicon receiver will have the
optimized dimensions of 7mm x 8.5mm x 5µm. The receiver will
have a large area to maximize the amplitude of the signal and
minimal thickness to ensure good heat transfer between it and the
heat fins which will provide a thermal steady-state.
Figure 12: Device dimensions; current (left) vs. proposed (right)
2 3 0 0 µm
Figure 13: Proposed sensor with heat f ins (side view)

8/6/2019 MEMS Paper
http://slidepdf.com/reader/full/mems-paper 10/15
Fabrication Process
The sensor has three distinct parts: emitter, gas chamber and receiver. Each part undergoes a
separate fabrication process and the three parts will be bonded together to create the device. The
three different wafers are used in this fabrication process are undoped SCS wafer, doped SCS
wafer (n-type) and silicon on insulator wafer (SOI). Materials used for this process are silicon,
silicon dioxide, photoresist, aluminum and gold.
a. Emitter Fabrication (Bottom wafer)
A SOI wafer is used for this process, which requires four masks - three on the handle layer to
create the emitter micro-bridge and one on the device layer to release the structure. For our
purposes, our device (the micro-bridge) is fabricated on the thick handle layer, and is released through the thin device layer. This
is opposite to normal SOI fabrication, in which the device is
fabricated on the thin device layer and is released through the
substrate layer. Our technique allows the micro-bridge to be
located deep within the wafer which enlarges the volume of our
gas chamber. A larger gas chamber prevents the possibility of a
lower signal detected by the receiver due to a smaller amount of infrared absorption by the targeted gas.
First, clean the wafer in a piranha bath (21ml of H2SO4 plus 100
ml of H2O2) heated at 120oC, for 600 seconds. Next, rinse the
wafer in de-ionized water and spin-dry. Then deposit a silicon
dioxide layer (1.5µm) on both sides of the wafer using low
temperature oxide (CVD). On the device layer, spin positive
G-line photoresist. Do the photolithography (Mask #1*) and
(a)
(b)
(c)
(d)
(e)
(f)
(g)
(h)
Figure 14: Emitter fabrication process.(a) SOI wafer (b) Emitter bridge backside opening(c) A two-mask process to the 10 µm emitter pattern(d) Emitter bridge etched out (e) DRIE to the buriedoxide layer (f) Gold deposition on the emitter bridge to make the filter (g) Lift-off remains gold atthe bottom of holes (h) Deep BHF (5:1) to releasethe emitter.
Silicon Oxide
Silicon
LTO
Photoresist
Aluminum
Gold
Silicon Oxide
Silicon
LTO
Photoresist
Aluminum
Gold
Silicon Oxide
Silicon
LTO
Photoresist
Aluminum
Gold
* You can find the mask layouts in the appendix

8/6/2019 MEMS Paper
http://slidepdf.com/reader/full/mems-paper 11/15

8/6/2019 MEMS Paper
http://slidepdf.com/reader/full/mems-paper 12/15
5. Place the wafer in HMDS container for 30 min.
6. Hard-bake the wafer for 120 min.
After bonding, spin on a positive G-line photoresist and use Mask #5 to expose, and then
develop, the photoresist. Next, do a long DRIE (~4 hours) to etch through the wafer. Strip the photoresist and remove the handle wafer.
c. Receiver fabrication (Top wafer)
An n-type doped SCS wafer is used for this process. This process
requires four masks – two for the receiver fabrication and two for
heat sink and electrical contact patterning. The initial steps are
very similar to the emitter fabrication. After cleaning the wafer in the piranha bath, a layer of LTO will be deposited on both
sides of the wafer. Spin on a positive G-line photoresist. Use the
Mask #6 to expose, and then develop the photoresist. RIE the
oxide, and continue to RIE to create two 2µm trenches. We spin
thin photoresist on the backside following by a hard-bake and a
short wet silicon dioxide. We strip the photoresist and spin on an
8µm thick G-line photoresist, which serves as a protection layer for the next step, a long DRIE. We use Mask #2 (re-used) to
expose, and then develop the photoresist. We do a DRIE
(~500µm) up to the silicon dioxide layer. This long DRIE
creates the receiver structure. Then we strip the photoresist. To
define the heat sink and contacts, flip the wafer and spin on a
positive G-line photoresist. We use Mask #7 to expose, and then
develop the photoresist. Etch the silicon dioxide layer by
reactive ion etch. We strip the photoresist. Sputter aluminum
(2 µm) on the silicon dioxide layer. We spin on photoresist, and
use Mask #8 to expose, and then develop, the photoresist. Etch the aluminum layer using a
phosphoric-acetic acid mixture to develop the heat fins and electrical contact pads (Figure 17).
Figure 16: Receiver fabricationprocess. (a) A doped SCS wafer (b) LTO deposition on both sides(c) A two-mask process to pattern a2~3 µm receiver (d) A long DRIEto form the receiver (e) Backside
lithography to form an opening for the heat-fins (f) Sputtering thealuminum and pattern it.
(a)
(b)
(c)
(d)
(e)
(f)

8/6/2019 MEMS Paper
http://slidepdf.com/reader/full/mems-paper 13/15
d. Wafer Bonding
To maximize our chamber volume to match the chamber volume of state-of-the-art devices,
we bond five wafers together: the bottom wafer with the micro-bridge emitter, three middlewafers with the gas flow channels, and the top wafer with the doped silicon receiver. We use
anodic bonding, with a misalignment error of 5-15 µm per bond which is within tolerance
because it is small compared to the dimensions of the device.
e. Disco-Saw
We use the disco-saw to dice out the dies. We design the dicing lines to have an open
channel for air flow after dicing the bonded wafers.
Conclusion
Although there is a great need for multiple gases detection in various fields of industry, there is a
limited number of achievable functionalities using the current researches. This issue has been
addressed in this paper by using multiple emitters in number of chambers to detect components
of the gas separately. Also, integration of emitter and receiver in the current conducted
researches makes the calibration so difficult due to temperature drift. Therefore, a new sensor has been designed which separates the emitter and receiver as well as minimizing the temperature
drift by using a set of heat fins to transfer the generated heat in the receiver.
B-B Section
A-A Section
B-B SectionB-B Section
A-A Section A-A Section
Heat fins
Contact Contact
Top View
A - A
B - B
Heat fins
Contact Contact
Top View
Heat fins
Contact Contact
Top View
A - A
B - B
Figure 17: Heat fins (section A-A) and contacts (section B-B).

8/6/2019 MEMS Paper
http://slidepdf.com/reader/full/mems-paper 14/15
References
1. Brian R. Kinkade, James T. Daly, et al., “MEMS Device for Mass Market Gas and ChemicalSensor”, Proceeding of SPIE vol.4176, 180-187, 2000
2. James T. Daly, Edward A. Johnson, et al., “MEMS based sensor system for environmentalmonitoring”, Proceeding SPIE vol.4576, 49-55, 2002
3. Mark P. McNeal, Nicholas Moelders, et al., “Development of Optical MEMS CO2 Sensors”,Proceeding of SPIE vol.4815,30-35, 2002
4. RAE systems, “Theory And Operation of NDIR Sensors”, Technical Note, TN-169,2002
5. http://www.wpi.edu/Academics/Depts/Chemistry/Courses/CH2670/infrared.html
6. Online edition of student of organic chemistry lab courses, University of Colorado, 2002.
7. J.J.M. Clelland, Journal of Optical Socoety of America 12 (2000) .8. Games T. Daly et al, Proceedings of SPIE, edited by T.Vo-Dinh and S. Buttegenbach (P, K, 2002),
Vol. 4576 .
9. P. Heimala et al,Phsica Scripta 101, 92 (2002)
10. J. Murphy, Ph.D. thesis, MIT, 2000 .
11. J. T. Daly, A. C. Greenwald, E. A. Johnson, et al, “Nano-Structured Surfaces For TunedInfrared Emission For Spectroscopic Applications”, Proc. SPIE, Vol. 3937 (2000).
12. Puscasu, E. Johnson, M. Pralle, et al, “Photonic Crystals Enable Infrared Gas Sensors”, Proc. SPIE, Vol. 5515 (2004) .
13. S.O. Kasap, “Principles of Electronic Materials and Devices”,Second Edition, Published by McGraw Hill, 2002 .
14. F. Incropera, D. DeWeitt, “Fundamentals of Heat and Mass Transfer”, Published by JohnWiley and Sons. Hoboken, New Jersey .
15. V. Milanovic,” Multilevel Beam SOI-MEMS Fabrication and Applications”, J. MEMS,Vol.13, No.1, February 2004 .
16. K.R. Williams, “ Etch Rates for Micromachining Processing—Part II”, J. MEMS, Vol.12, No.6, December 2003.

8/6/2019 MEMS Paper
http://slidepdf.com/reader/full/mems-paper 15/15
Appendix
The photolithography masks used to pattern the materials are as following. (Note that
positive photoresist has been used for the entire of the process)
Mask # 1 Mask #2 Mask #3 Mask #4
Mask #5
Mask #6 Mask #7 Mask #8