
Mechanische Verfahrenstechnik - Partikeltechnologie · Folie 1.1 Prof. Dr. J. Tomas, Lehrstuhl für...
42
Folie 1.1 Prof. Dr. J. Tomas, Lehrstuhl für Mechanische Verfahrenstechnik Folien_MVT_1neu Mechanische Verfahrenstechnik - Partikeltechnologie Partikeleigenschaften Prof. Dr. J. Tomas 31.03.2014 0 Einleitung 3 1 Kennzeichnung der Eigenschaften disperser Stoffsysteme 6 1.1 Überblick über disperse Systeme.................................................... 6 1.2 Partikelgrößenverteilungen und Kennwerte ................................... 6 1.2.1 Partikelgrößenmerkmale......................................................... 7 1.2.2 Partikelgrößenverteilungen..................................................... 9 1.2.2.1 Partikelgrößenverteilungsfunktion und –verteilungsdichte10 1.2.2.2 Analytische Partikelgrößenverteilungsfunktionen............ 14 1.2.2.3 Statistische Momente........................................................ 18 1.2.2.4 Umrechnung der Mengenarten der Verteilungsfunktionen20 1.2.2.5 Kenngrößen der Partikelgrößenverteilungen .................... 22 1.2.2.6 Multimodale Partikelgrößenverteilungen ......................... 24 1.2.3 Messung von Partikelgrößenverteilungen ............................ 25 1.2.3.1 Prüfsiebmethoden ............................................................. 25 1.2.3.2 Sedimentations- und Stromklassiermethoden .................. 26 1.2.3.3 Zählmethoden ................................................................... 28 1.2.3.4 Abbildende Methoden - Bildverarbeitung ........................ 29 1.2.3.5 Feldstörungen ................................................................... 29 1.2.3.6 Laserlichtbeugung ............................................................ 30 1.2.3.6.1 Laborgeräte 31 1.2.3.6.2 In-Line-Geräte 31 1.2.3.7 Streulichtmethoden (Photonenkorrelationsspektrometrie)31 1.2.3.8 Kombination von Laserlichtbeugung und Streulicht ........ 32 1.2.3.9 Ultraschalldämpfungsspektrometer .................................. 32 1.2.3.10 On-Line-Methode mittels Photolumineszenz ............... 33 1.2.3.11 Beurteilung der Einsetzbarkeit ..................................... 33 1.2.4 Pyknometrische Messung der Partikeldichte ........................ 33 1.2.5 Messung der Oberfläche eines Partikelkollektivs ................ 33 1.2.5.1 Permeabilitätsmethoden ................................................... 33 1.2.5.2 Adsorptionsmethode der Oberflächenmessung ................ 34 1.2.5.2.1 Gasadsorption und BET-Methode. 35 1.2.5.2.2 Einpunkt-BET-Methode 37 1.2.5.2.3 Probenvorbehandlung und Platzbedarf A M,g 38 1.2.5.2.4 Messgeräte 39 1.2.6 Partikelformmerkmale und Partikelformanalyse .................. 40 1.3 Packungszustand von Partikeln .................................................... 43 1.4 Probenahme .................................................................................. 50 1.4.1 Auswahl der Probenentnahmemethode ................................ 56 1.4.2 Bestimmung der optimalen Einzelprobenanzahl .................. 57 1.4.3 Technische Durchführung der Probennahme ....................... 58 1.5 Schwerpunkte und Kompetenzen ................................................. 60
-
Upload
vuongkhanh -
Category
Documents
-
view
253 -
download
1
Transcript of Mechanische Verfahrenstechnik - Partikeltechnologie · Folie 1.1 Prof. Dr. J. Tomas, Lehrstuhl für...
Folie 1.1 Prof. Dr. J. Tomas, Lehrstuhl für Mechanische Verfahrenstechnik
Folien_MVT_1neu Mechanische Verfahrenstechnik - Partikeltechnologie Partikeleigenschaften Prof. Dr. J. Tomas 31.03.2014
0 Einleitung 3
1 Kennzeichnung der Eigenschaften disperser Stoffsysteme 6
1.1 Überblick über disperse Systeme.................................................... 6 1.2 Partikelgrößenverteilungen und Kennwerte ................................... 6
1.2.1 Partikelgrößenmerkmale ......................................................... 7 1.2.2 Partikelgrößenverteilungen ..................................................... 9
1.2.2.1 Partikelgrößenverteilungsfunktion und –verteilungsdichte10 1.2.2.2 Analytische Partikelgrößenverteilungsfunktionen............ 14 1.2.2.3 Statistische Momente........................................................ 18 1.2.2.4 Umrechnung der Mengenarten der Verteilungsfunktionen20 1.2.2.5 Kenngrößen der Partikelgrößenverteilungen .................... 22 1.2.2.6 Multimodale Partikelgrößenverteilungen ......................... 24
1.2.3 Messung von Partikelgrößenverteilungen ............................ 25 1.2.3.1 Prüfsiebmethoden ............................................................. 25 1.2.3.2 Sedimentations- und Stromklassiermethoden .................. 26 1.2.3.3 Zählmethoden ................................................................... 28 1.2.3.4 Abbildende Methoden - Bildverarbeitung ........................ 29 1.2.3.5 Feldstörungen ................................................................... 29 1.2.3.6 Laserlichtbeugung ............................................................ 30
1.2.3.6.1 Laborgeräte 31
1.2.3.6.2 In-Line-Geräte 31
1.2.3.7 Streulichtmethoden (Photonenkorrelationsspektrometrie)31 1.2.3.8 Kombination von Laserlichtbeugung und Streulicht ........ 32 1.2.3.9 Ultraschalldämpfungsspektrometer .................................. 32 1.2.3.10 On-Line-Methode mittels Photolumineszenz ............... 33 1.2.3.11 Beurteilung der Einsetzbarkeit ..................................... 33
1.2.4 Pyknometrische Messung der Partikeldichte ........................ 33 1.2.5 Messung der Oberfläche eines Partikelkollektivs ................ 33
1.2.5.1 Permeabilitätsmethoden ................................................... 33 1.2.5.2 Adsorptionsmethode der Oberflächenmessung ................ 34
1.2.5.2.1 Gasadsorption und BET-Methode. 35
1.2.5.2.2 Einpunkt-BET-Methode 37
1.2.5.2.3 Probenvorbehandlung und Platzbedarf AM,g 38
1.2.5.2.4 Messgeräte 39
1.2.6 Partikelformmerkmale und Partikelformanalyse .................. 40 1.3 Packungszustand von Partikeln .................................................... 43 1.4 Probenahme .................................................................................. 50
1.4.1 Auswahl der Probenentnahmemethode ................................ 56 1.4.2 Bestimmung der optimalen Einzelprobenanzahl .................. 57 1.4.3 Technische Durchführung der Probennahme ....................... 58
1.5 Schwerpunkte und Kompetenzen ................................................. 60
Folie 1.2 Prof. Dr. J. Tomas, Lehrstuhl für Mechanische Verfahrenstechnik
Folien_MVT_1neu Mechanische Verfahrenstechnik - Partikeltechnologie Partikeleigenschaften Prof. Dr. J. Tomas 31.03.2014
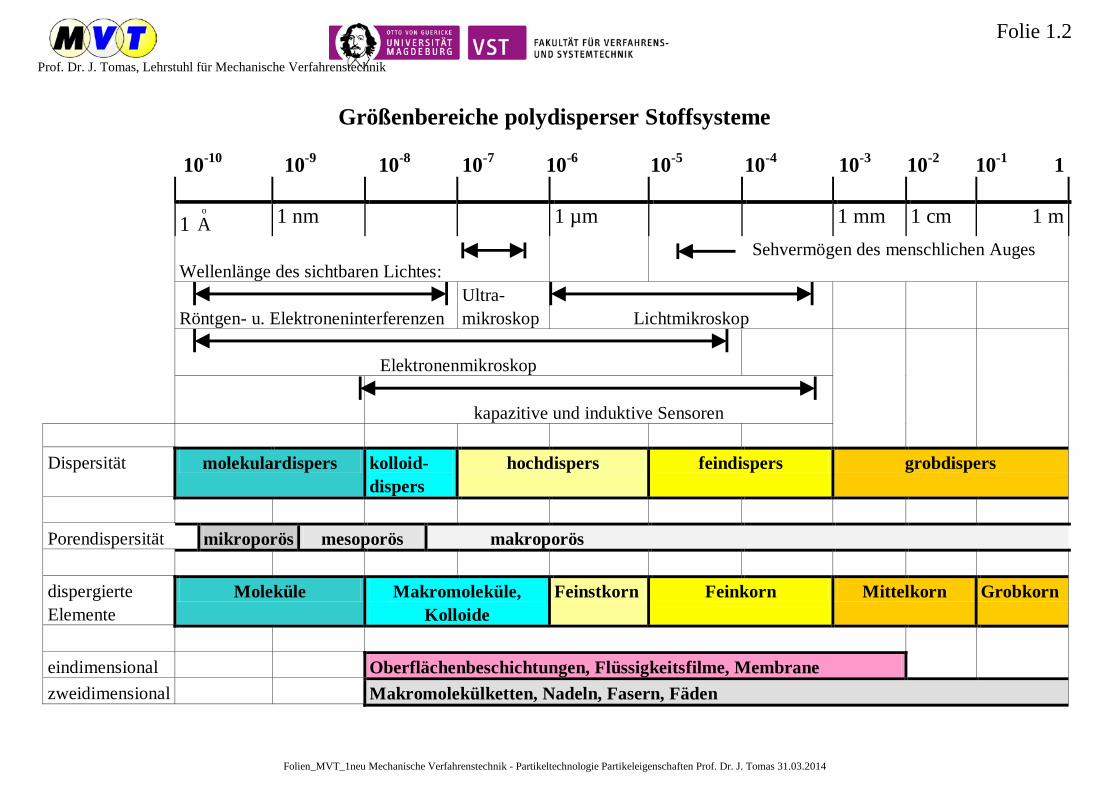
Größenbereiche polydisperser Stoffsysteme
10-10 10-9 10-8 10-7 10-6 10-5 10-4 10-3 10-2 10-1 1 1
o
A 1 nm 1 µm 1 mm 1 cm 1 m
Wellenlänge des sichtbaren Lichtes: Sehvermögen des menschlichen Auges
Röntgen- u. Elektroneninterferenzen
Ultra-mikroskop Lichtmikroskop
Elektronenmikroskop
kapazitive und induktive Sensoren
Dispersität molekulardispers kolloid-
dispers hochdispers feindispers grobdispers
Porendispersität mikroporös mesoporös makroporös dispergierte Elemente
Moleküle Makromoleküle, Kolloide
Feinstkorn Feinkorn Mittelkorn Grobkorn
eindimensional Oberflächenbeschichtungen, Flüssigkeitsfilme, Membrane zweidimensional Makromolekülketten, Nadeln, Fasern, Fäden
Folie 1.3 Prof. Dr. J. Tomas, Lehrstuhl für Mechanische Verfahrenstechnik
Folien_MVT_1neu Mechanische Verfahrenstechnik - Partikeltechnologie Partikeleigenschaften Prof. Dr. J. Tomas 31.03.2014
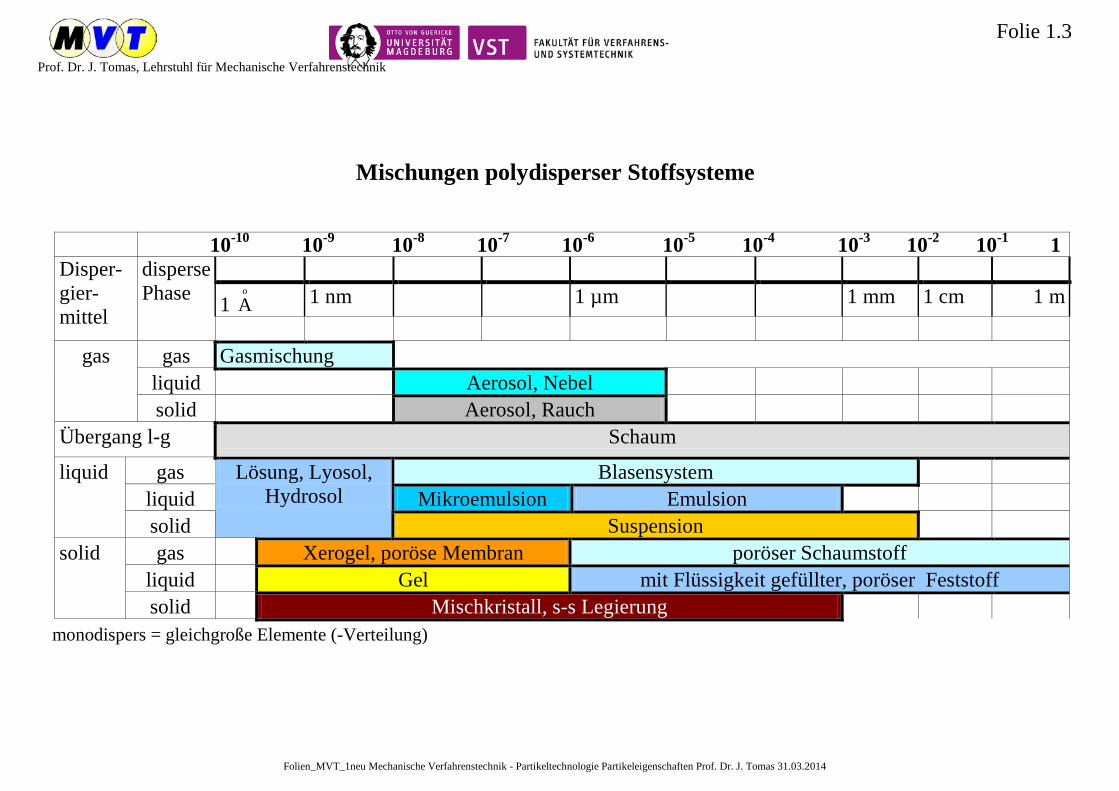
Mischungen polydisperser Stoffsysteme
10-10 10-9 10-8 10-7 10-6 10-5 10-4 10-3 10-2 10-1 1
1 o
A 1 nm 1 µm 1 mm 1 cm 1 m Disper-gier-mittel
disperse Phase
gas Gasmischung
liquid Aerosol, Nebel gas
solid Aerosol, Rauch Übergang l-g Schaum
gas Blasensystem liquid Mikroemulsion Emulsion
liquid
solid
Lösung, Lyosol, Hydrosol
Suspension gas Xerogel, poröse Membran poröser Schaumstoff
liquid Gel mit Flüssigkeit gefüllter, poröser Feststoff solid
solid Mischkristall, s-s Legierung monodispers = gleichgroße Elemente (-Verteilung)
Folie 1.4 Prof. Dr. J. Tomas, Lehrstuhl für Mechanische Verfahrenstechnik
Folien_MVT_1neu Mechanische Verfahrenstechnik - Partikeltechnologie Partikeleigenschaften Prof. Dr. J. Tomas 31.03.2014
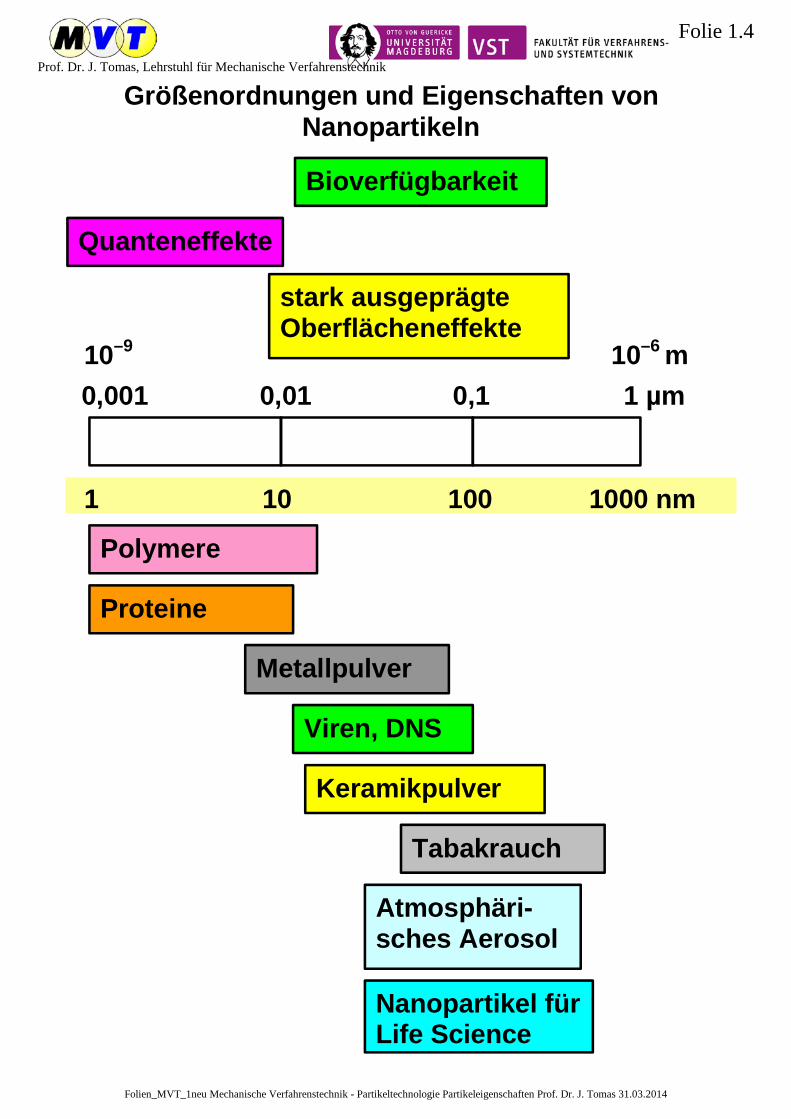
1 10 100 1000 nm
10–9 10–6 m
Quanteneffekte
stark ausgeprägte Oberflächeneffekte
Polymere
Keramikpulver
Tabakrauch
Nanopartikel für Life Science
Bioverfügbarkeit
Proteine
Viren, DNS
Atmosphäri-sches Aerosol
Metallpulver
0,001 0,01 0,1 1 µm
Größenordnungen und Eigenschaften von Nanopartikeln
Folie 1.5 Prof. Dr. J. Tomas, Lehrstuhl für Mechanische Verfahrenstechnik
Folien_MVT_1neu Mechanische Verfahrenstechnik - Partikeltechnologie Partikeleigenschaften Prof. Dr. J. Tomas 31.03.2014
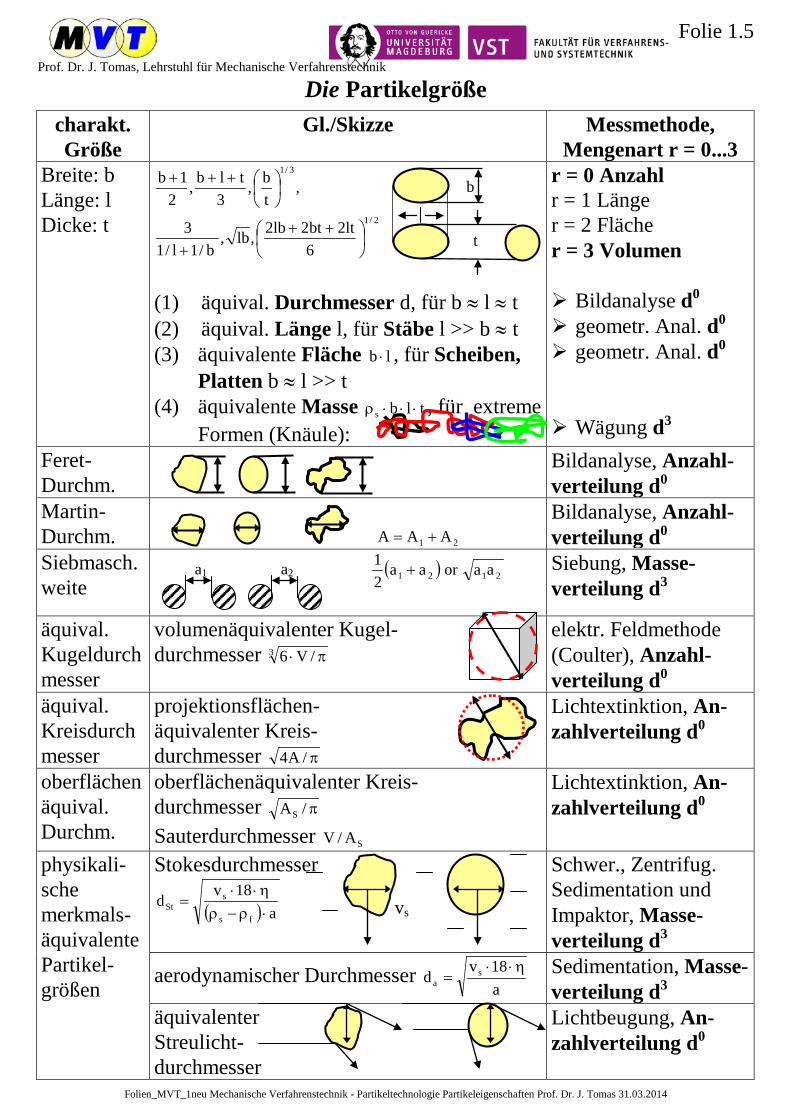
Die Partikelgröße charakt. Größe
Gl./Skizze Messmethode, Mengenart r = 0...3
Breite: b Länge: l Dicke: t 2/1
3/1
6lt2bt2lb2,lb,
b/1l/13
,tb,
3tlb,
21b
++
+
+++
(1) äquival. Durchmesser d, für b ≈ l ≈ t (2) äquival. Länge l, für Stäbe l >> b ≈ t (3) äquivalente Fläche lb ⋅ , für Scheiben,
Platten b ≈ l >> t (4) äquivalente Masse tlbs ⋅⋅⋅ρ , für extreme
Formen (Knäule):
r = 0 Anzahl r = 1 Länge r = 2 Fläche r = 3 Volumen Bildanalyse d0 geometr. Anal. d0 geometr. Anal. d0 Wägung d3
Feret-Durchm.
Bildanalyse, Anzahl-verteilung d0
Martin-Durchm.
21 AAA +=
Bildanalyse, Anzahl-verteilung d0
Siebmasch.weite
( ) 2121 aaoraa21
+
Siebung, Masse-verteilung d3
äquival. Kugeldurchmesser
volumenäquivalenter Kugel- durchmesser 3 /V6 π⋅
elektr. Feldmethode (Coulter), Anzahl-verteilung d0
äquival. Kreisdurchmesser
projektionsflächen- äquivalenter Kreis- durchmesser π/A4
Lichtextinktion, An-zahlverteilung d0
oberflächenäquival. Durchm.
oberflächenäquivalenter Kreis- durchmesser π/AS Sauterdurchmesser SA/V
Lichtextinktion, An-zahlverteilung d0
physikali-sche merkmals-äquivalente Partikel-größen
Stokesdurchmesser
( ) a18v
dfs
sSt ⋅ρ−ρ
η⋅⋅=
Schwer., Zentrifug. Sedimentation und Impaktor, Masse-verteilung d3
aerodynamischer Durchmesser a18v
d sa
η⋅⋅= Sedimentation, Masse-
verteilung d3 äquivalenter Streulicht- durchmesser
Lichtbeugung, An-zahlverteilung d0
b
t
a1 a2
vs
Folie 1.6 Prof. Dr. J. Tomas, Lehrstuhl für Mechanische Verfahrenstechnik
Folien_MVT_1neu Mechanische Verfahrenstechnik - Partikeltechnologie Partikeleigenschaften Prof. Dr. J. Tomas 31.03.2014
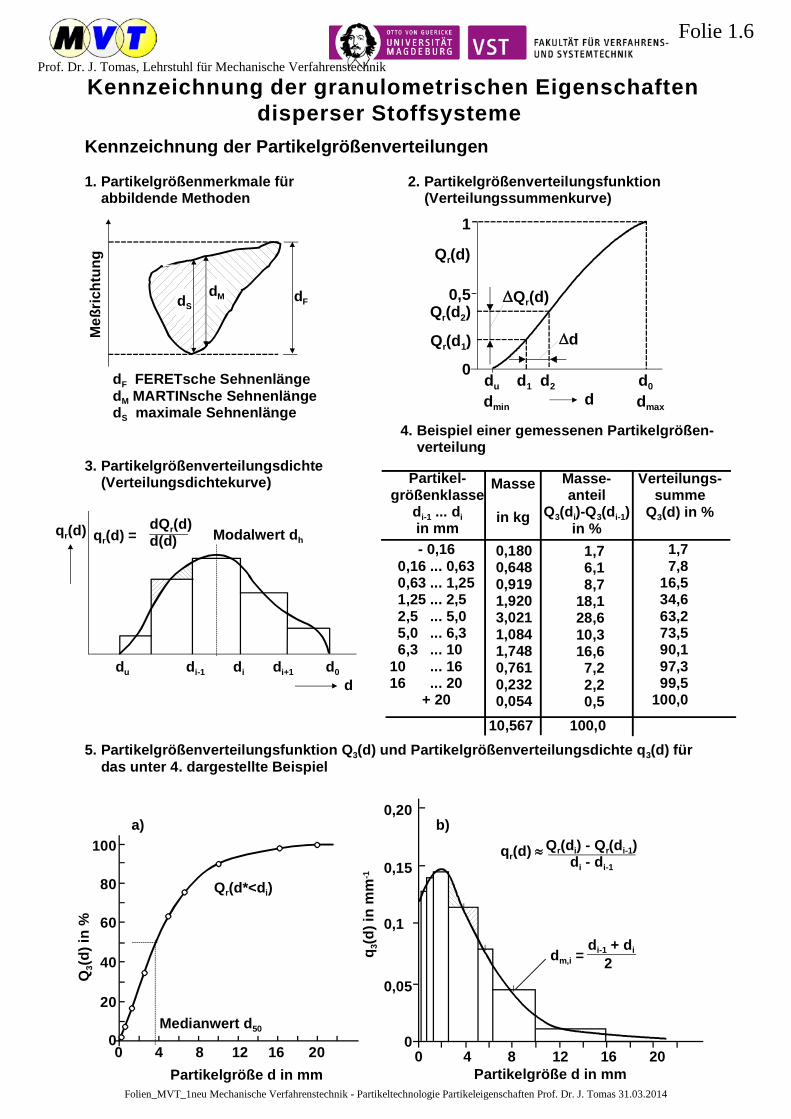
Kennzeichnung der Partikelgrößenverteilungen
1. Partikelgrößenmerkmale für 2. Partikelgrößenverteilungsfunktion abbildende Methoden (Verteilungssummen kurve)
3. Partikelgrößenverteilungsdichte (Verteilungsdichtekurve)
5. Partikelgrößenverteilungsfunktion Q3(d) und Partikelgrößenverteilungsdichte q3(d) für das unter 4. dargestellte Beispiel
4. Beispiel einer gemessenen Partikelgrößen- verteilung
a) b)
dF FERETsche SehnenlängedM MARTINsche SehnenlängedS maximale Sehnenlänge
1
0,5
0 du d1 d2 d0d
∆Qr(d)Qr(d2)
Qr(d1)
Qr(d)
∆d
dmin dmax
Partikel-größenklasse
di-1 ... diin mm
Masse
in kg
Masse-anteil
Q3(di)-Q3(di-1)in %
Verteilungs-summe
Q3(d) in %
- 0,16 0,16 ... 0,63 0,63 ... 1,25 1,25 ... 2,5 2,5 ... 5,0 5,0 ... 6,3 6,3 ... 1010 ... 1616 ... 20 + 20
0,1800,6480,9191,9203,0211,0841,7480,7610,2320,054
1,7 6,1 8,718,128,610,316,6 7,2 2,2 0,5
1,7 7,8 16,5 34,6 63,2 73,5 90,1 97,3 99,5100,0
10,567 100,0
qr(d)
du di-1 di di+1 d0d
qr(d) = dQr(d)d(d) Modalwert dh
Meß
richt
ung
dFdMdS
0 4 8 12 16 20Partikelgröße d in mm
100 80
60
40
20
0
Q3(d
) in
%
Qr(d*<di)
Medianwert d50
0,20
0,15
0,1
0,05
00 4 8 12 16 20
Partikelgröße d in mm
dm,i =di-1 + di 2
qr(d) ≈ Qr(di) - Qr(di-1) di - di-1
q 3(d
) in
mm
-1
Kennzeichnung der granulometrischen Eigenschaften disperser Stoffsysteme
Folie 1.7 Prof. Dr. J. Tomas, Lehrstuhl für Mechanische Verfahrenstechnik
Folien_MVT_1neu Mechanische Verfahrenstechnik - Partikeltechnologie Partikeleigenschaften Prof. Dr. J. Tomas 31.03.2014
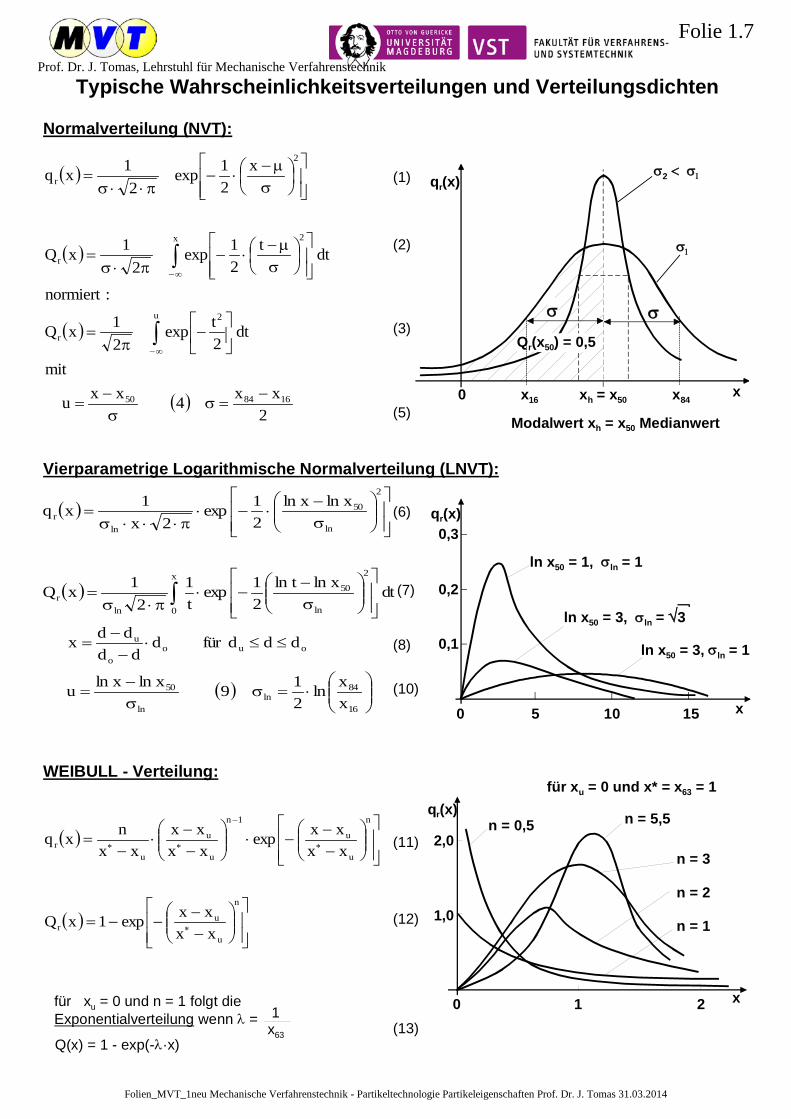
Normalverteilung (NVT):
Vierparametrige Logarithmische Normalverteilung (LNVT):
WEIBULL - Verteilung:
0 5 10 15 x
qr(x)0,3
0,2
0,1
ln x50 = 1, σln = 1
ln x50 = 3, σln = √3
ln x50 = 3, σln = 1
qr(x)
2,0
1,0
n = 0,5 n = 5,5
n = 3
n = 2
n = 1
für xu = 0 und x* = x63 = 1
0 1 2 x
( )
( )
( )
( )2
xx4xxu
mit
dt2texp
21xQ
:normiert
dtt21exp
21xQ
x21exp
21xq
168450
u 2
r
x 2
r
2
r
−=σ
σ−
=
−
π=
σµ−
⋅−π⋅σ
=
σµ−
⋅−π⋅⋅σ
=
∫
∫
∞−
∞−
( )
( )
( )
⋅=σ
σ−
=
≤≤⋅−
−=
σ−
−⋅π⋅σ
=
σ−
⋅−⋅π⋅⋅⋅σ
=
∫
16
84ln
ln
50
ouoo
u
x
0
2
ln
50
lnr
2
ln
50
lnr
xxln
219xlnxlnu
dddfürddd
ddx
dtxlntln21exp
t1
21xQ
xlnxln21exp
2x1xq
( )
( )
−−
−−=
−−
−⋅
−−
⋅−
=
∗
∗
−
∗∗
n
u
ur
n
u
u
1n
u
u
ur
xxxxexp1xQ
xxxxexp
xxxx
xxnxq
(1)
(2)
(3)
(5)
(6)
(7)
(8)
(10)
(11)
(12)
(13)
für xu = 0 und n = 1 folgt dieExponentialverteilung wenn λ =
Q(x) = 1 - exp(-λ·x)
1x63
Typische Wahrscheinlichkeitsverteilungen und Verteilungsdichten
σ2 < σ1
σ1
qr(x)
0 x16 xh = x50 x84x
Qr(x50) = 0,5
σ σ
Modalwert xh = x50 Medianwert
Folie 1.8 Prof. Dr. J. Tomas, Lehrstuhl für Mechanische Verfahrenstechnik
Folien_MVT_1neu Mechanische Verfahrenstechnik - Partikeltechnologie Partikeleigenschaften Prof. Dr. J. Tomas 31.03.2014
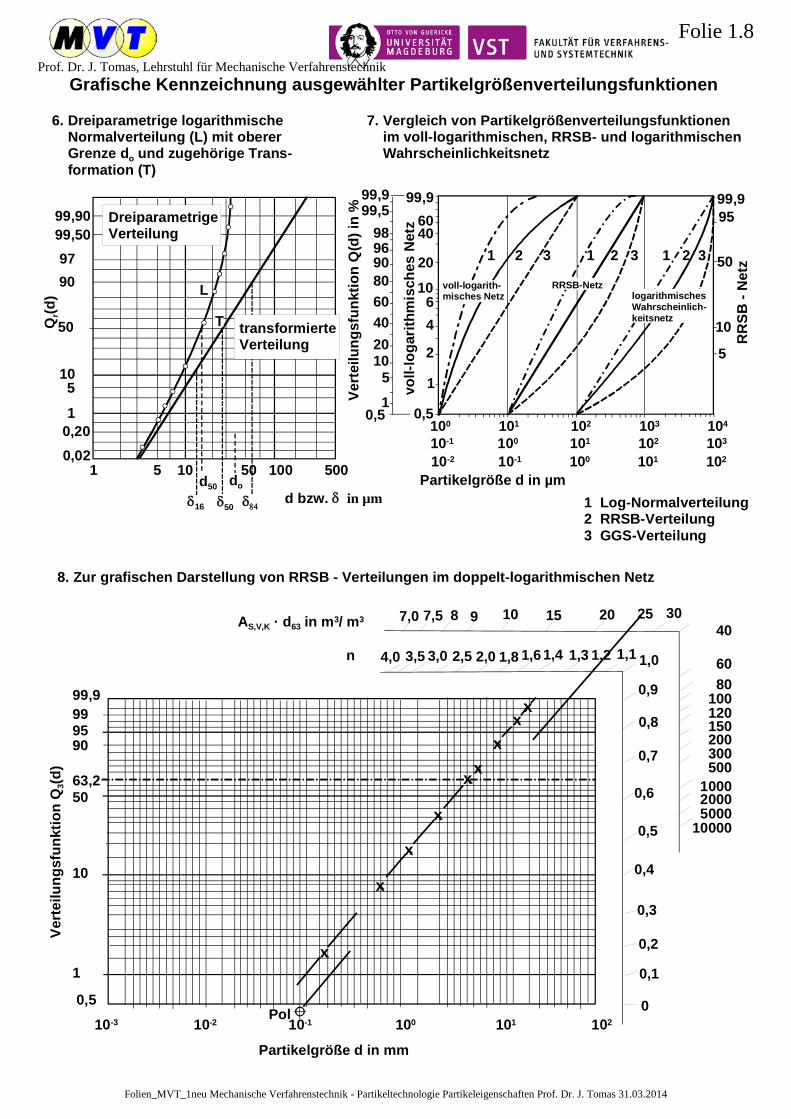
6. Dreiparametrige logarithmische Normalverteilung (L) mit oberer Grenze do und zugehörige Trans- formation (T)
7. Vergleich von Partikelgrößenverteilungsfunktionen im voll-logarithmischen, RRSB- und logarithmischen Wahrscheinlichkeitsnetz
1 5 10 50 100 500
99,9099,509790
50
1051
0,200,02
Qr(d
) L
d50 do
δ16 δ50 δ84d bzw. δ in µm
T
DreiparametrigeVerteilung
transformierteVerteilung
8. Zur grafischen Darstellung von RRSB - Verteilungen im doppelt-logarithmischen Netz
AS,V,K · d63 in m3/ m3
n 40
60 80 100 120 150 200 300 500 1000 2000 500010000
10-3 10-2 10-1 100 101 102
99,9999590
63,250
10
1
0,5
Partikelgröße d in mm
Pol
Vert
eilu
ngsf
unkt
ion
Q3(d
)
xx
xxx
x
x
x
x
0
0,1
0,3
0,2
0,4
0,5
0,6
0,7
0,8
0,9
1,01,11,21,31,41,61,82,02,54,0 3,03,5
10 15 20 25 30987,57,0
1 Log-Normalverteilung2 RRSB-Verteilung3 GGS-Verteilung
Partikelgröße d in µm
100 101 102 103 104
99,96040
20
6
0,5
10
Vert
eilu
ngsf
unkt
ion
Q(d
) in
%
50
5
voll-
loga
rithm
isch
es N
etz
RR
SB -
Net
z
2
4
10
11
0,5
510
99,999,5
98969080604020
1 2 3 1 2 3 1 2 3
voll-logarith-misches Netz
RRSB-NetzlogarithmischesWahrscheinlich-keitsnetz
99,995
10-1 100 101 102 103 10-2 10-1 100 101 102
Grafische Kennzeichnung ausgewählter Partikelgrößenverteilungsfunktionen

Folie 1.9 Prof. Dr. J. Tomas, Lehrstuhl für Mechanische Verfahrenstechnik
Folien_MVT_1neu Mechanische Verfahrenstechnik - Partikeltechnologie Partikeleigenschaften Prof. Dr. J. Tomas 31.03.2014
Statistische Momente der Partikelgrößenverteilungen
Vollständige k-te Moment der Partikelgrößenverteilungsfunktion Qr(d*<d) in der Mengenart r:
( ) ( ) ( )d k rk
rd
dk
rd
d
m r i
k
r ii
N
M d d q d d d d d dQ d d du
o
u
o
* ,* *
, , ,( ) ( ) ( )= − ⋅ = − ⋅ ≈ − ⋅∫ ∫ ∑ ∗
=
µ1
(1)
Erste Anfangsmoment (k = 1, d* = 0) oder Erwartungswert
M d d q d d d d dQ d dr m r rd
d
rd
d
m r i r ii
N
u
o
u
o
11
, , , , ,( ) ( ) ( )= = ⋅ = ⋅ ≈ ⋅∫ ∫ ∑=
µ (2)
Zentrales Moment auf dm,r bezogen
d k r k r m rk
rd
d
m r
u
o
M Z d d q d d d, , , ,( ) ( ) ( )= = −∫ (3)
Zweites zentrales Moment oder Varianz
Z d d q d d d d d dQ d d dr r m r r m r r m r i m ri
N
d
d
d
d
r iu
o
u
o
22 2 2 2
1, , , , , , ,( ) ( ) ( ) ( ) ( ) ( )= = − = − ≈ − ⋅
=∑∫∫σ µ (4)
Varianz nach Satz von Steiner
σ µr r r r m r i r i m ri
N
Z M M d d22 2 1
2 2 2
1= = − ≈ ⋅ −
=∑, , ,, , , , , (5)
Unvollständiges k-tes Anfangsmoment du...d, i...n und vollständiges Anfangsmoment du...do, i...n...N
d q d d d dk
u
m r ird
dk
i
n
r i( ) ( ), , ,∫ ∑≈ ⋅
= 1µ (6) d q d d d d
k
u
o
m r ird
dk
i
N
r i( ) ( ), , ,∫ ∑≈ ⋅
= 1µ (7)
Umrechnung von der gegebenen Mengenart r auf eine gesuchte Mengenart t der Verteilungsdichte
q dd q d
Mt
t rr
t r r( )
( )
,=
⋅−
−
(8)
und Verteilungsfunktion
∑
∑
∫
∫
=
−
=
−
−
−
−
−
⋅
⋅≈== N
iir
rtirm
n
iir
rtirm
d
dr
rt
d
dr
rt
d
drrt
d
drrt
t
d
d
dddqd
dddqd
M
MdQ
o
u
u
o
u
u
1,,,
1,,,
,
,
)()(
)()()(
µ
µ (9)
Umrechnung von Anzahl- auf Masseverteilung oder von Masse- auf Anzahlverteilung
Q dd q d d d
d q d d d
d
d
d
d
d
d
m i ii
n
m i ii
Nu
u
o3
30
30
03
01
03
01
( )( ) ( )
( ) ( )
, , ,
, , ,
= ≈⋅
⋅
∫
∫
∑
∑=
=
µ
µ (10) Q d
d q d d d
d q d d d
d
d
d
d
d
d
m i ii
n
m i ii
Nu
u
o0
33
33
33
31
33
31
( )( ) ( )
( ) ( )
, , ,
, , ,
= ≈⋅
⋅
−
−
−
=
−
=
∫
∫
∑
∑
µ
µ (11)
Umrechnung des k-ten vollständigen Anfangsmomentes von der bekannten Mengenart r in die gesuchte Mengenart t
MMMk t
k t r r
t r r,
,
,= + −
−
(12)
Folie 1.10 Prof. Dr. J. Tomas, Lehrstuhl für Mechanische Verfahrenstechnik
Folien_MVT_1neu Mechanische Verfahrenstechnik - Partikeltechnologie Partikeleigenschaften Prof. Dr. J. Tomas 31.03.2014
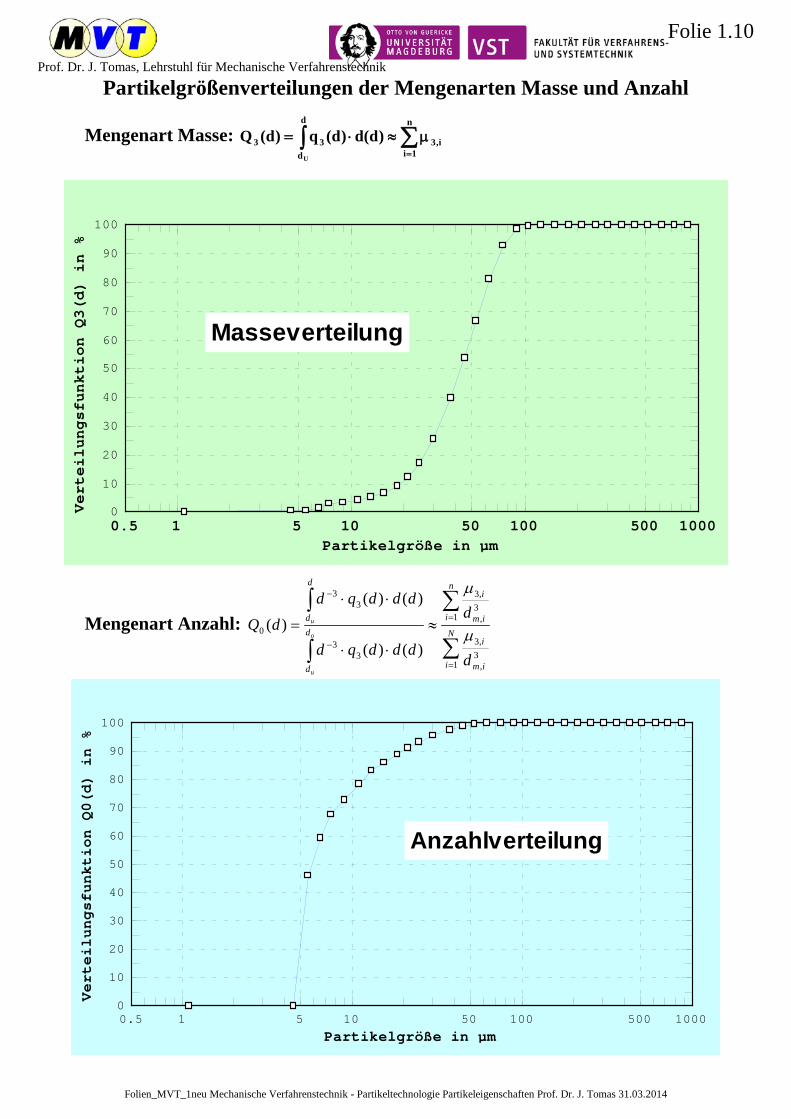
Partikelgrößenverteilungen der Mengenarten Masse und Anzahl
Mengenart Masse: ∫ ∑=
µ≈⋅=d
d
n
1ii,333
U
)d(d)d(q)d(Q
Mengenart Anzahl: ∑
∑
∫
∫
=
=
−
−
≈
⋅⋅
⋅⋅
=N
i im
i
n
i im
i
d
d
d
d
d
d
dddqd
dddqddQ
o
u
u
13
,
,3
13
,
,3
33
33
0
)()(
)()()(
µ
µ
0
10
20
30
40
50
60
70
80
90
100
Verteilungsfunktion Q3(d) in %
0.5 1 5 10 50 100 500 1000Partikelgröße in µm
Masseverteilung
0
10
20
30
40
50
60
70
80
90
100
Verteilungsfunktion Q0(d) in %
0.5 1 5 10 50 100 500 1000
Partikelgröße in µm
Anzahlverteilung
Folie 1.11 Prof. Dr. J. Tomas, Lehrstuhl für Mechanische Verfahrenstechnik
Folien_MVT_1neu Mechanische Verfahrenstechnik - Partikeltechnologie Partikeleigenschaften Prof. Dr. J. Tomas 31.03.2014
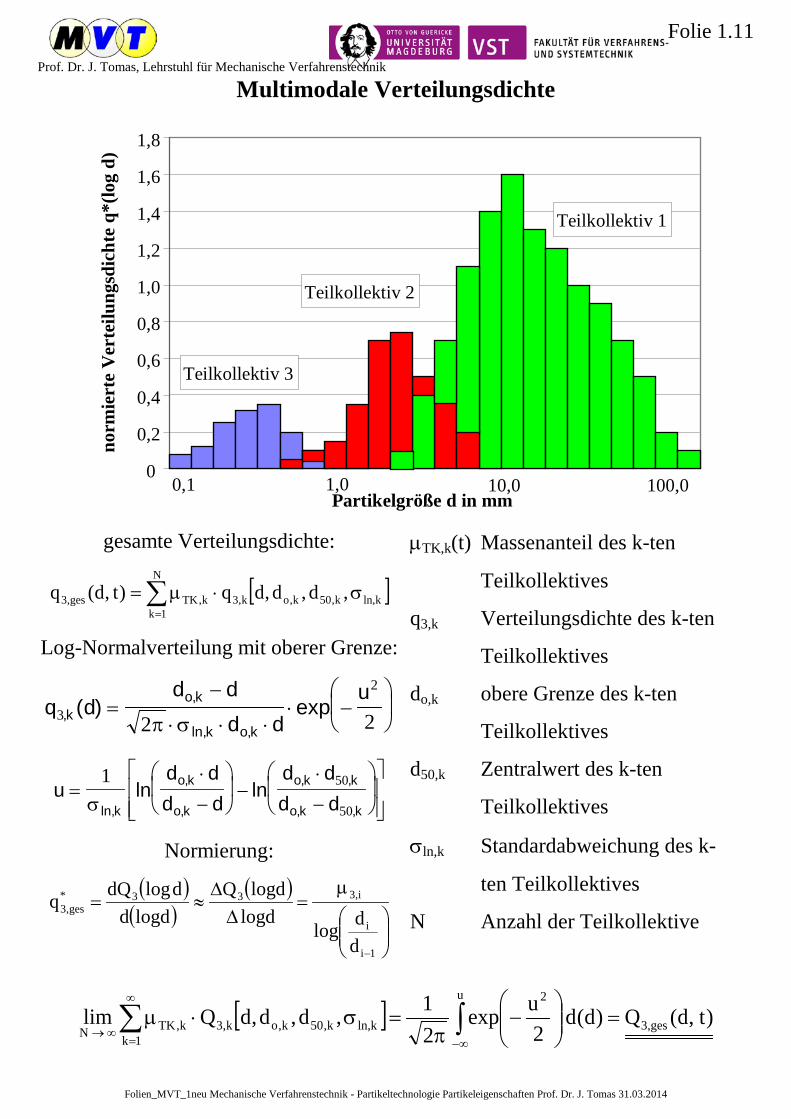
Multimodale Verteilungsdichte
0
0,2
0,4
0,6
0,8
1,0
1,2
1,4
1,6
1,8
Partikelgröße d in mm
norm
iert
e V
erte
ilung
sdic
hte
q*(lo
g d)
Teilkollektiv 2
0,1 100,010,01,0
Teilkollektiv 1
Teilkollektiv 3
gesamte Verteilungsdichte:
[ ]∑=
σ⋅µ=N
1kkln,k,50k,ok,3k,TKges,3 ,d,d,dq)t,d(q
Log-Normalverteilung mit oberer Grenze:
q dd d
d du
ko k
k o k3
2
2 2,,
ln, ,( ) exp=
−
⋅ ⋅ ⋅⋅ −
π σ
ud dd d
d dd dk
o k
o k
o k k
o k k=
⋅
−
−
⋅
−
1 50
50σ ln,
,
,
, ,
, ,ln ln
Normierung:
( )( )
( )
µ=
∆∆
≈=
−1i
i
i,333*ges,3
ddlog
dlogdlogQ
dlogddlogdQq
µTK,k(t) Massenanteil des k-ten
Teilkollektives
q3,k Verteilungsdichte des k-ten
Teilkollektives
do,k obere Grenze des k-ten
Teilkollektives
d50,k Zentralwert des k-ten
Teilkollektives
σln,k Standardabweichung des k-
ten Teilkollektives
N Anzahl der Teilkollektive
[ ] )t,d(Q)d(d2uexp
21,d,d,dQlim ges,3
u 2
1kkln,k,50k,ok,3k,TKN
=
−
π=σ⋅µ ∫∑
∞−
∞
=∞→
Folie 1.12 Prof. Dr. J. Tomas, Lehrstuhl für Mechanische Verfahrenstechnik
Folien_MVT_1neu Mechanische Verfahrenstechnik - Partikeltechnologie Partikeleigenschaften Prof. Dr. J. Tomas 31.03.2014
Folie 1.13 Prof. Dr. J. Tomas, Lehrstuhl für Mechanische Verfahrenstechnik
Folien_MVT_1neu Mechanische Verfahrenstechnik - Partikeltechnologie Partikeleigenschaften Prof. Dr. J. Tomas 31.03.2014
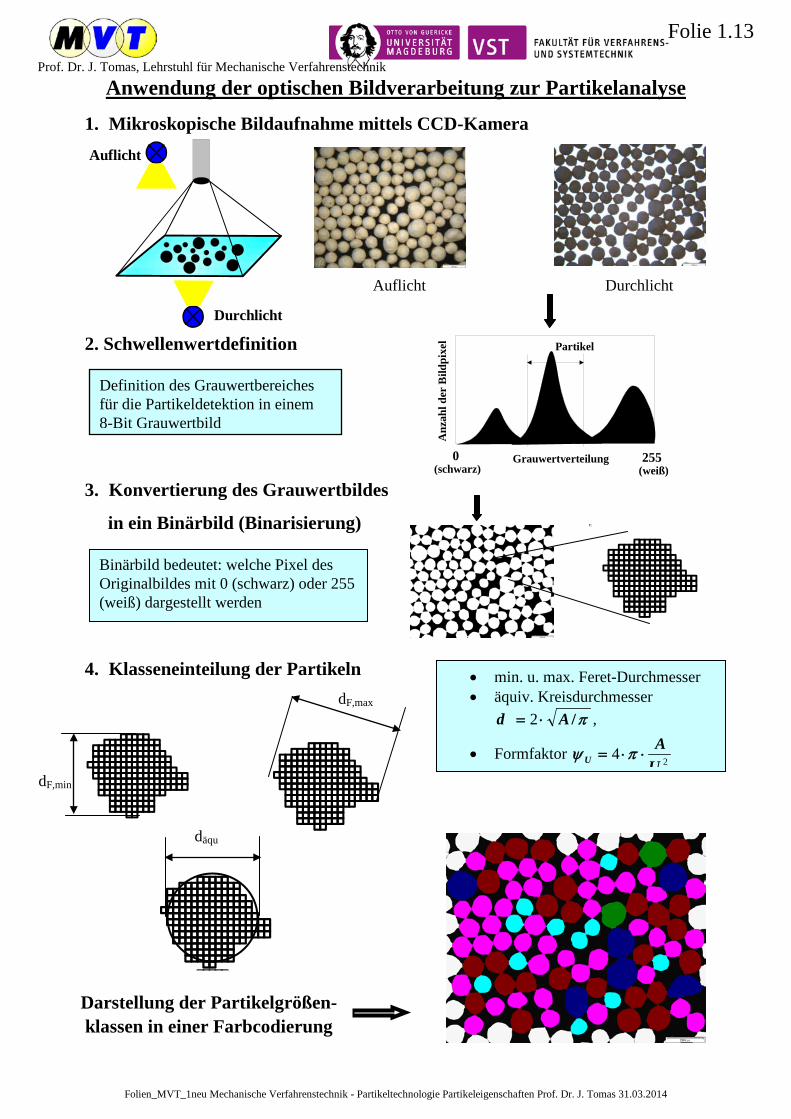
Anwendung der optischen Bildverarbeitung zur Partikelanalyse 1. Mikroskopische Bildaufnahme mittels CCD-Kamera
M1 Auflicht Durchlicht
2. Schwellenwertdefinition
3. Konvertierung des Grauwertbildes
in ein Binärbild (Binarisierung)
4. Klasseneinteilung der Partikeln
dF,min
dF,max
Definition des Grauwertbereiches für die Partikeldetektion in einem 8-Bit Grauwertbild
Binärbild bedeutet: welche Pixel des Originalbildes mit 0 (schwarz) oder 255 (weiß) dargestellt werden
Anz
ahl d
er B
ildpi
xel
Grauwertverteilung0 255(schwarz) (weiß)
Partikel
däqu
• min. u. max. Feret-Durchmesser • äquiv. Kreisdurchmesser
π/Ad ⋅= 2 ,
• Formfaktor 24UA
U ⋅⋅= πψ
Auflicht
Durchlicht
Darstellung der Partikelgrößen- klassen in einer Farbcodierung
Folie 1.14 Prof. Dr. J. Tomas, Lehrstuhl für Mechanische Verfahrenstechnik
Folien_MVT_1neu Mechanische Verfahrenstechnik - Partikeltechnologie Partikeleigenschaften Prof. Dr. J. Tomas 31.03.2014
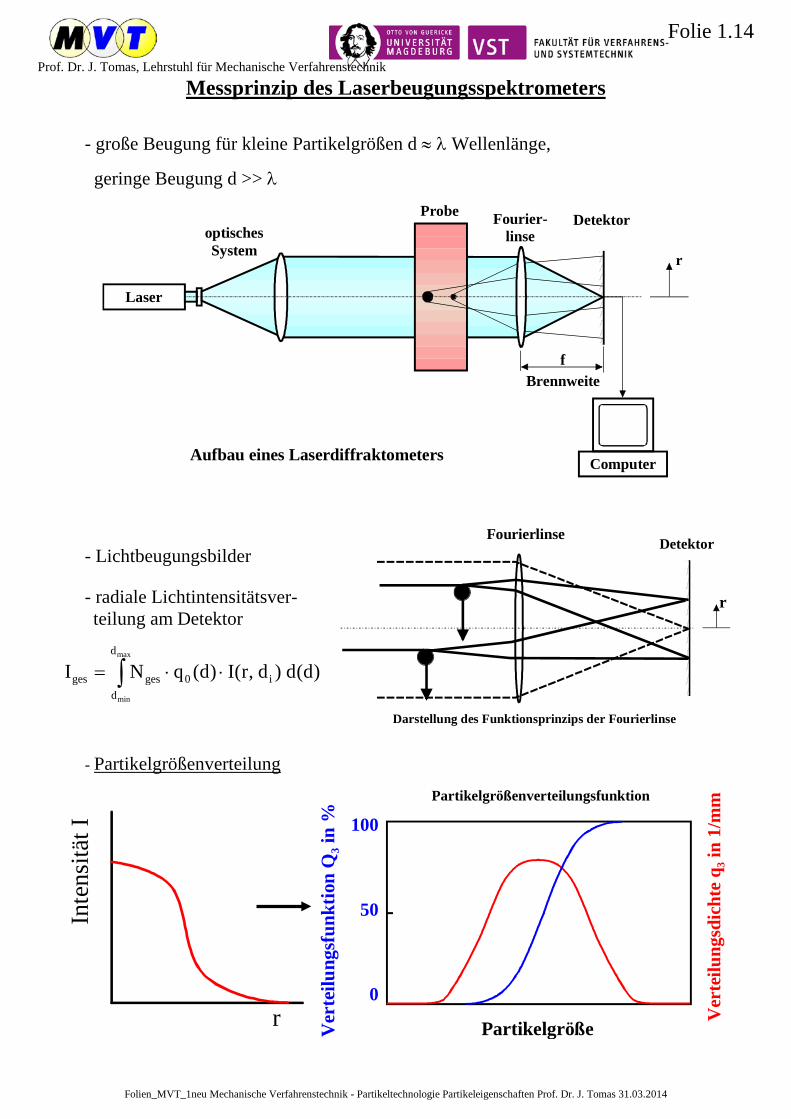
Messprinzip des Laserbeugungsspektrometers
- große Beugung für kleine Partikelgrößen d ≈ λ Wellenlänge,
geringe Beugung d >> λ
- Lichtbeugungsbilder
- radiale Lichtintensitätsver- teilung am Detektor
∫ ⋅⋅=max
min
d
di0gesges )d(d)d,r(I)d(qNI
- Partikelgrößenverteilung
Laser
optischesSystem
Probe Fourier-linse
Detektor
r
Computer
fBrennweite
Aufbau eines Laserdiffraktometers
r
FourierlinseDetektor
Darstellung des Funktionsprinzips der Fourierlinse
Inte
nsitä
t I
r
100
50
0
Partikelgröße
Partikelgrößenverteilungsfunktion
Ver
teilu
ngsf
unkt
ion
Q3 i
n %
Ver
teilu
ngsd
icht
e q 3
in 1
/mm
Folie 1.15 Prof. Dr. J. Tomas, Lehrstuhl für Mechanische Verfahrenstechnik
Folien_MVT_1neu Mechanische Verfahrenstechnik - Partikeltechnologie Partikeleigenschaften Prof. Dr. J. Tomas 31.03.2014
D
α
D
d
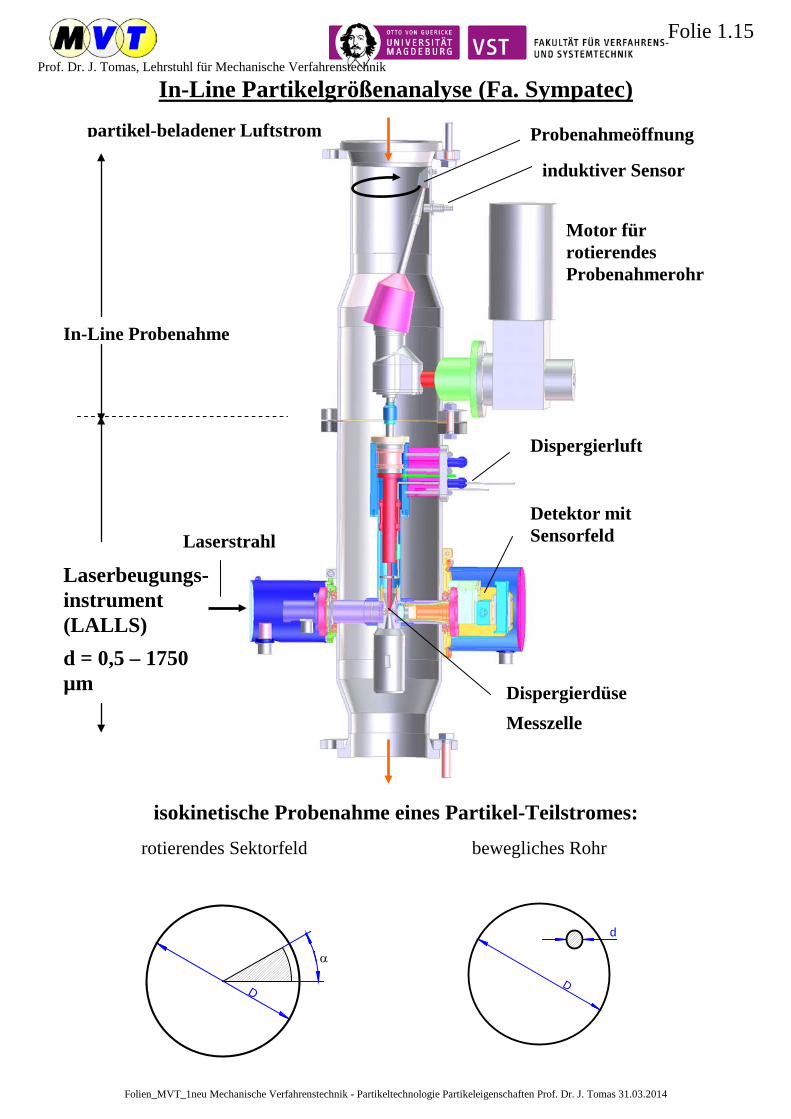
In-Line Partikelgrößenanalyse (Fa. Sympatec)
isokinetische Probenahme eines Partikel-Teilstromes: rotierendes Sektorfeld bewegliches Rohr
partikel-beladener Luftstrom
In-Line Probenahme
Probenahmeöffnung
induktiver Sensor
Motor für rotierendes Probenahmerohr
Dispergierluft
Detektor mit Sensorfeld
Dispergierdüse Messzelle
Laserstrahl
Laserbeugungs-instrument (LALLS) d = 0,5 – 1750 µm
Folie 1.16 Prof. Dr. J. Tomas, Lehrstuhl für Mechanische Verfahrenstechnik
Folien_MVT_1neu Mechanische Verfahrenstechnik - Partikeltechnologie Partikeleigenschaften Prof. Dr. J. Tomas 31.03.2014
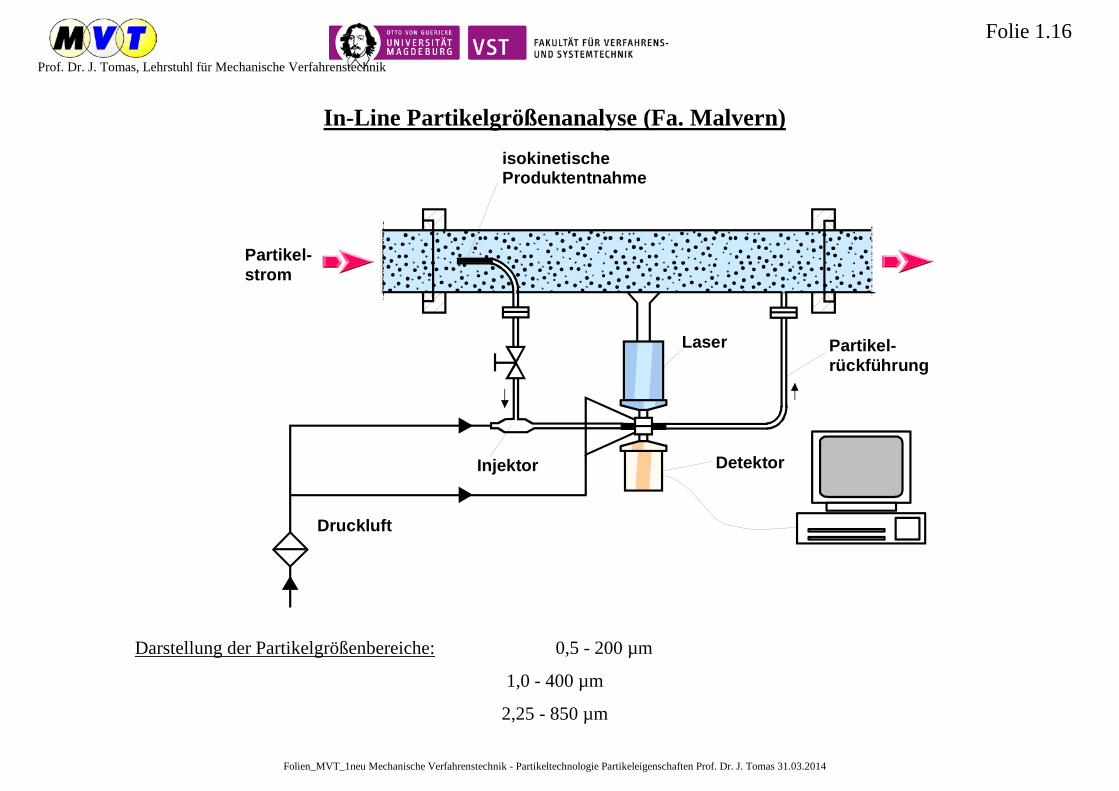
In-Line Partikelgrößenanalyse (Fa. Malvern)
Darstellung der Partikelgrößenbereiche: 0,5 - 200 µm
1,0 - 400 µm
2,25 - 850 µm
Injektor
Laser
Druckluft
Partikel-strom
isokinetischeProduktentnahme
Partikel-rückführung
Detektor
Folie 1.17 Prof. Dr. J. Tomas, Lehrstuhl für Mechanische Verfahrenstechnik
Folien_MVT_1neu Mechanische Verfahrenstechnik - Partikeltechnologie Partikeleigenschaften Prof. Dr. J. Tomas 31.03.2014
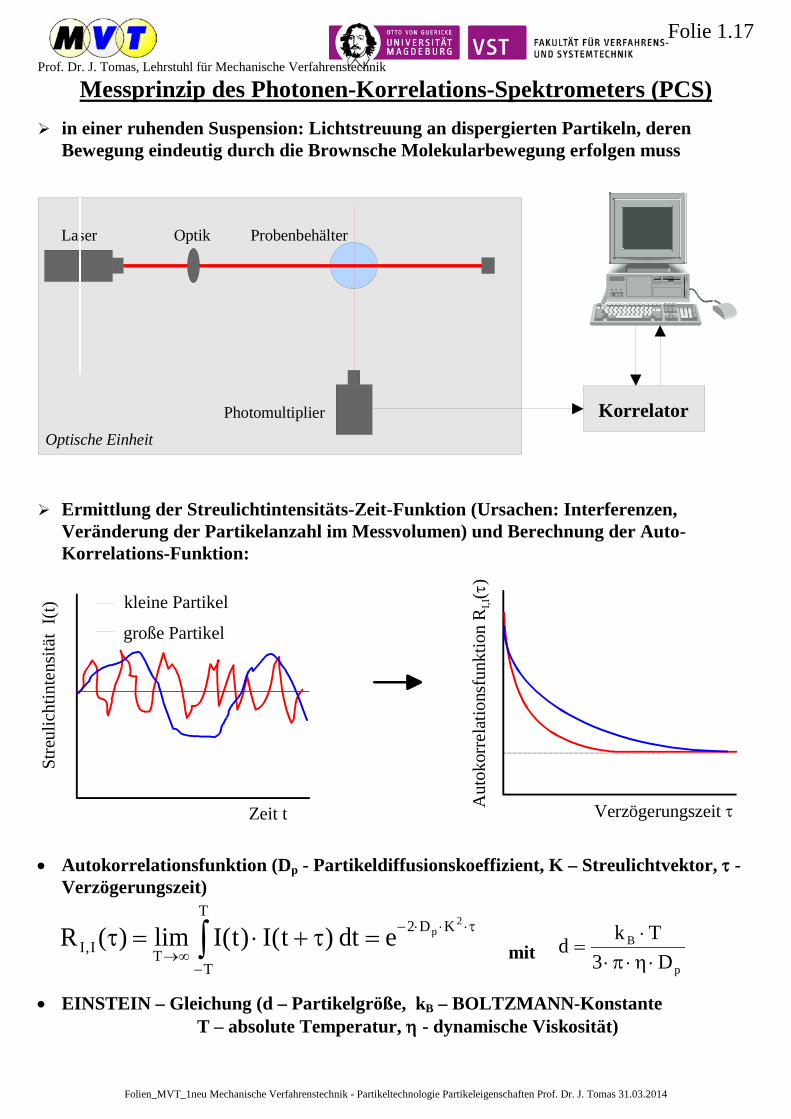
Messprinzip des Photonen-Korrelations-Spektrometers (PCS) in einer ruhenden Suspension: Lichtstreuung an dispergierten Partikeln, deren
Bewegung eindeutig durch die Brownsche Molekularbewegung erfolgen muss
Ermittlung der Streulichtintensitäts-Zeit-Funktion (Ursachen: Interferenzen, Veränderung der Partikelanzahl im Messvolumen) und Berechnung der Auto-Korrelations-Funktion:
• Autokorrelationsfunktion (Dp - Partikeldiffusionskoeffizient, K – Streulichtvektor, τ - Verzögerungszeit)
τ⋅⋅⋅−
−∞→
=τ+⋅=τ ∫2
p KD2T
TTI,I edt)t(I)t(Ilim)(R
mit p
B
D3Tkd⋅η⋅π⋅
⋅=
• EINSTEIN – Gleichung (d – Partikelgröße, kB – BOLTZMANN-Konstante T – absolute Temperatur, η - dynamische Viskosität)
Aut
okor
rela
tions
funk
tion
RI,I
( τ)
Verzögerungszeit τ
Stre
ulic
htin
tens
ität
I(t)
Zeit t
kleine Partikel
große Partikel
Laser Optik Probenbehälter
Photomultiplier KorrelatorOptische Einheit
Folie 1.18 Prof. Dr. J. Tomas, Lehrstuhl für Mechanische Verfahrenstechnik
Folien_MVT_1neu Mechanische Verfahrenstechnik - Partikeltechnologie Partikeleigenschaften Prof. Dr. J. Tomas 31.03.2014
Laser
Detectorsbackscatter
large angleforward angle
Fourier lens Sample chamber
Laser
Detectorsbackscatter
large angleforward angle
Fourier lens Sample chamber
Laser
Detectorsbackscatter
large angleforward angle
Fourier lens Sample chamber
Laser
Detectorsbackscatter
large angleforward angle
Fourier lens Sample chamber
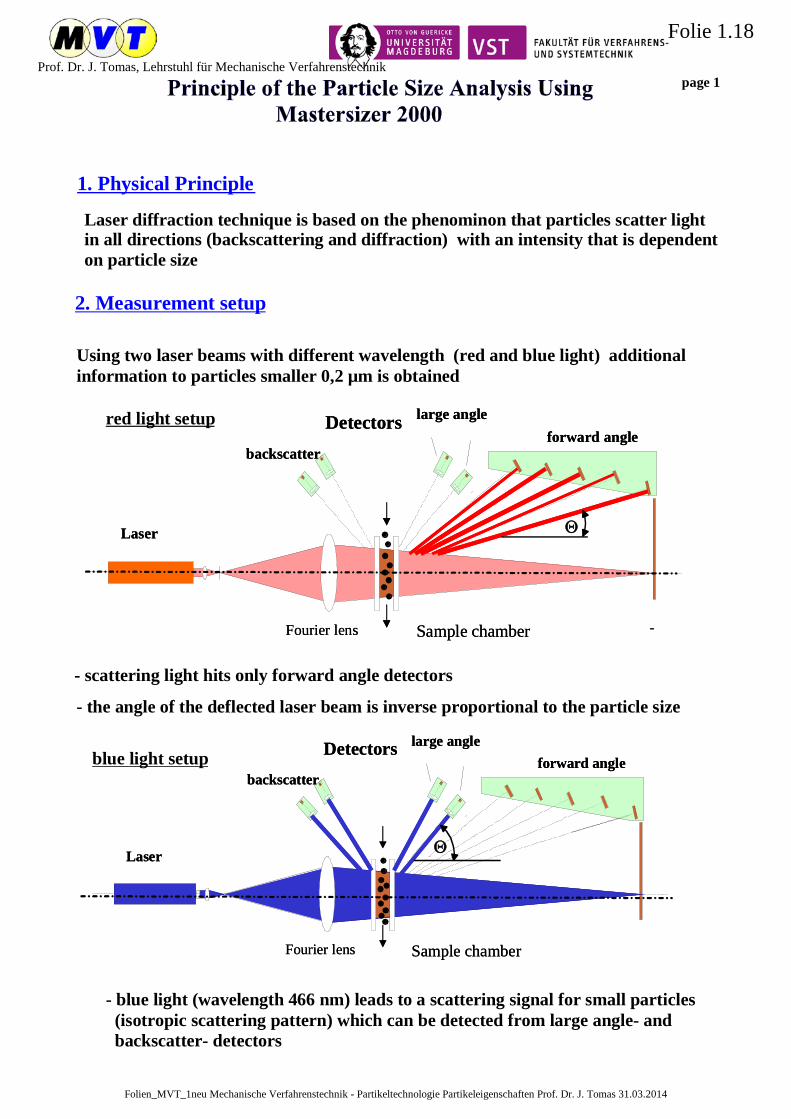
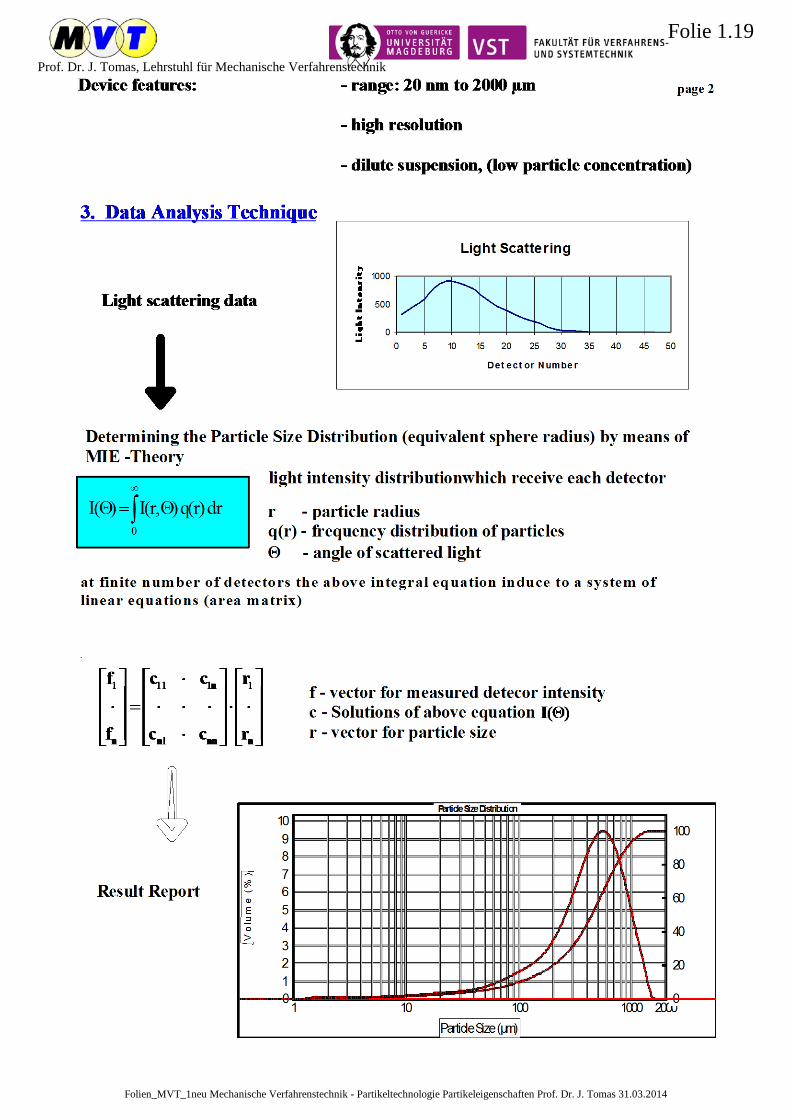
1. Physical Principle
Laser diffraction technique is based on the phenominon that particles scatter lightin all directions (backscattering and diffraction) with an intensity that is dependenton particle size
- the angle of the deflected laser beam is inverse proportional to the particle size
2. Measurement setup
Using two laser beams with different wavelength (red and blue light) additional information to particles smaller 0,2 µm is obtained
red light setup
- scattering light hits only forward angle detectors
blue light setup
- blue light (wavelength 466 nm) leads to a scattering signal for small particles (isotropic scattering pattern) which can be detected from large angle- and backscatter- detectors
Θ
Θ
page 1
Folie 1.19 Prof. Dr. J. Tomas, Lehrstuhl für Mechanische Verfahrenstechnik
Folien_MVT_1neu Mechanische Verfahrenstechnik - Partikeltechnologie Partikeleigenschaften Prof. Dr. J. Tomas 31.03.2014
Folie 1.20 Prof. Dr. J. Tomas, Lehrstuhl für Mechanische Verfahrenstechnik
Folien_MVT_1neu Mechanische Verfahrenstechnik - Partikeltechnologie Partikeleigenschaften Prof. Dr. J. Tomas 31.03.2014
Däm
pfun
g
Frequenz
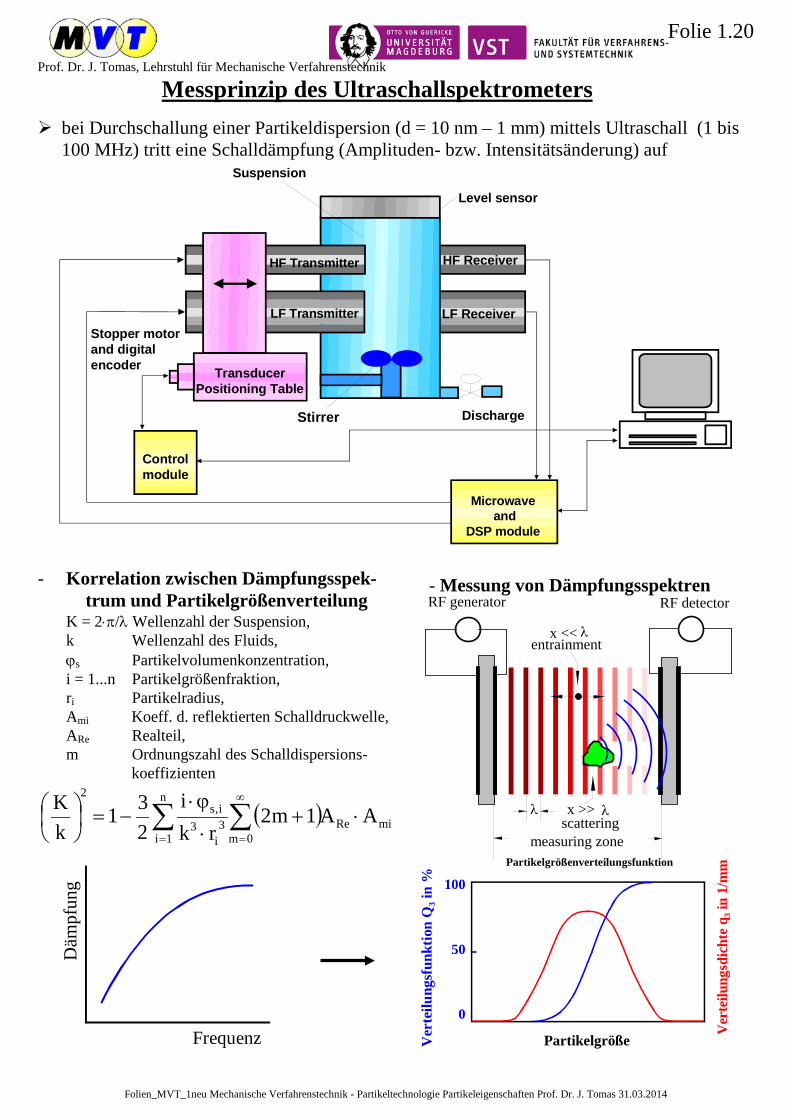
Messprinzip des Ultraschallspektrometers bei Durchschallung einer Partikeldispersion (d = 10 nm – 1 mm) mittels Ultraschall (1 bis
100 MHz) tritt eine Schalldämpfung (Amplituden- bzw. Intensitätsänderung) auf
- Korrelation zwischen Dämpfungsspek-
trum und Partikelgrößenverteilung K = 2⋅π/λ Wellenzahl der Suspension, k Wellenzahl des Fluids, ϕs Partikelvolumenkonzentration, i = 1...n Partikelgrößenfraktion, ri Partikelradius, Ami Koeff. d. reflektierten Schalldruckwelle, ARe Realteil, m Ordnungszahl des Schalldispersions-
koeffizienten
( ) miRe0m
n
1i3
i3
i,s2
AA1m2rk
i231
kK
⋅+⋅
ϕ⋅−=
∑∑
∞
==
- Messung von Dämpfungsspektren
Microwave and
DSP module
TransducerPositioning Table
Controlmodule
Discharge
Stopper motorand digitalencoder
Level sensor
Suspension
HF Receiver
LF Receiver
HF Transmitter
LF Transmitter
Stirrer
entrainmentx << λ
x >>scattering
λλ
RF generator RF detector
measuring zone
100
50
0
Partikelgröße
Partikelgrößenverteilungsfunktion
Ver
teilu
ngsf
unkt
ion
Q3 i
n %
Ver
teilu
ngsd
icht
e q 3
in 1
/mm
Folie 1.21 Prof. Dr. J. Tomas, Lehrstuhl für Mechanische Verfahrenstechnik
Folien_MVT_1neu Mechanische Verfahrenstechnik - Partikeltechnologie Partikeleigenschaften Prof. Dr. J. Tomas 31.03.2014
Partikelbewegung im elektrischen Feld
Zeit
E;v
angelegtes elektrisches Feld
Partikel-geschwindigkeit
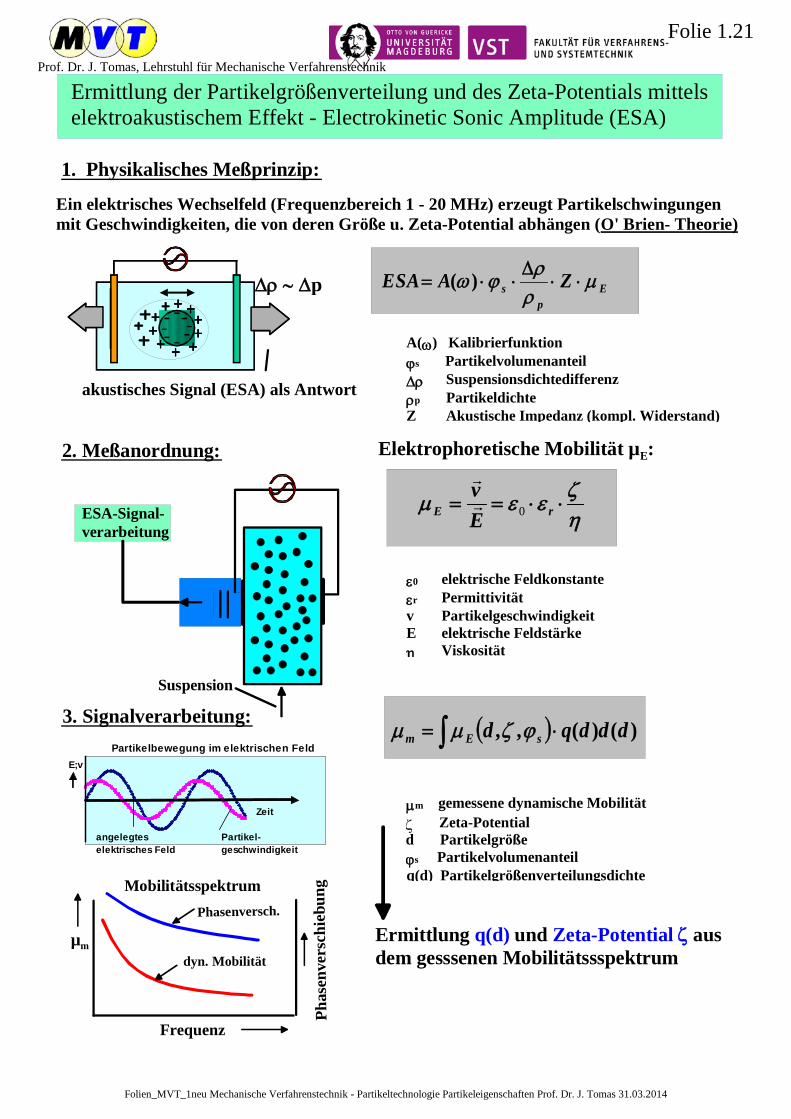
Ermittlung der Partikelgrößenverteilung und des Zeta-Potentials mittels elektroakustischem Effekt - Electrokinetic Sonic Amplitude (ESA)
1. Physikalisches Meßprinzip:
Ein elektrisches Wechselfeld (Frequenzbereich 1 - 20 MHz) erzeugt Partikelschwingungenmit Geschwindigkeiten, die von deren Größe u. Zeta-Potential abhängen (O' Brien- Theorie)
2. Meßanordnung:
3. Signalverarbeitung:
Ermittlung q(d) und Zeta-Potential ζ ausdem gesssenen Mobilitätssspektrum
Ep
s ZAESA µρ
ρϕω ⋅⋅∆
⋅⋅= )(
A(ω) Kalibrierfunktion ϕs Partikelvolumenanteil ∆ρ Suspensionsdichtedifferenz ρp Partikeldichte Z Akustische Impedanz (kompl. Widerstand)
( )∫ ⋅= )()(,, dddqd sEm ϕζµµ
µm gemessene dynamische Mobilität ζ Zeta-Potential d Partikelgröße ϕs Partikelvolumenanteil q(d) Partikelgrößenverteilungsdichte
akustisches Signal (ESA) als Antwort
∆ρ ∼ ∆p
ηζεεµ ⋅⋅== rE E
v0
Elektrophoretische Mobilität µE:
Suspension
ESA-Signal-verarbeitung
ε0 elektrische Feldkonstante εr Permittivität v Partikelgeschwindigkeit E elektrische Feldstärke η Viskosität
Frequenz
Phas
enve
rsch
iebu
ngMobilitätsspektrum
µmdyn. Mobilität
Phasenversch.
Folie 1.22 Prof. Dr. J. Tomas, Lehrstuhl für Mechanische Verfahrenstechnik
Folien_MVT_1neu Mechanische Verfahrenstechnik - Partikeltechnologie Partikeleigenschaften Prof. Dr. J. Tomas 31.03.2014
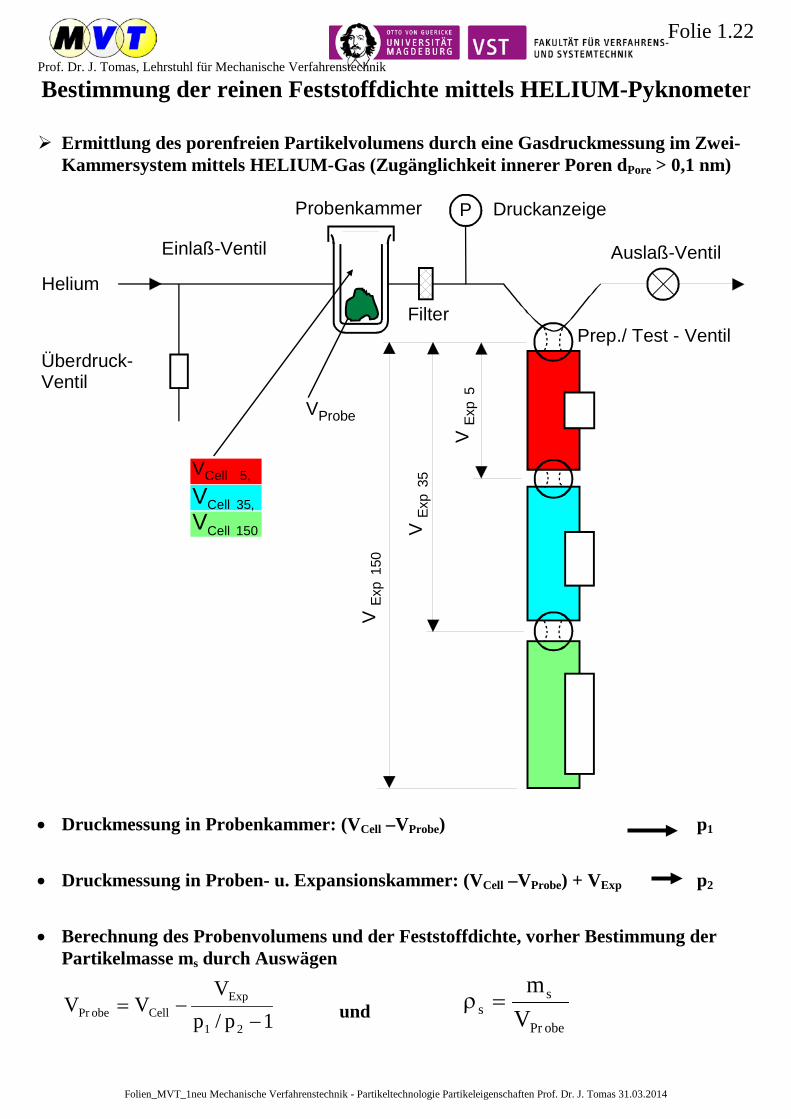
Bestimmung der reinen Feststoffdichte mittels HELIUM-Pyknometer
Ermittlung des porenfreien Partikelvolumens durch eine Gasdruckmessung im Zwei-Kammersystem mittels HELIUM-Gas (Zugänglichkeit innerer Poren dPore > 0,1 nm)
• Druckmessung in Probenkammer: (VCell –VProbe) p1
• Druckmessung in Proben- u. Expansionskammer: (VCell –VProbe) + VExp p2
• Berechnung des Probenvolumens und der Feststoffdichte, vorher Bestimmung der Partikelmasse ms durch Auswägen
1p/pV
VV21
ExpCellobePr −
−= und obePr
ss V
m=ρ
DruckanzeigeProbenkammer
FilterHelium
Einlaß-Ventil
Überdruck-Ventil
Prep./ Test - Ventil
Auslaß-Ventil
VProbe
V Ex
p 5
V Ex
p 35
V Ex
p 15
0
VCell 5,
VCell 35,VCell 150
P
Folie 1.23 Prof. Dr. J. Tomas, Lehrstuhl für Mechanische Verfahrenstechnik
Folien_MVT_1neu Mechanische Verfahrenstechnik - Partikeltechnologie Partikeleigenschaften Prof. Dr. J. Tomas 31.03.2014
Folie 1.24 Prof. Dr. J. Tomas, Lehrstuhl für Mechanische Verfahrenstechnik
Folien_MVT_1neu Mechanische Verfahrenstechnik - Partikeltechnologie Partikeleigenschaften Prof. Dr. J. Tomas 31.03.2014
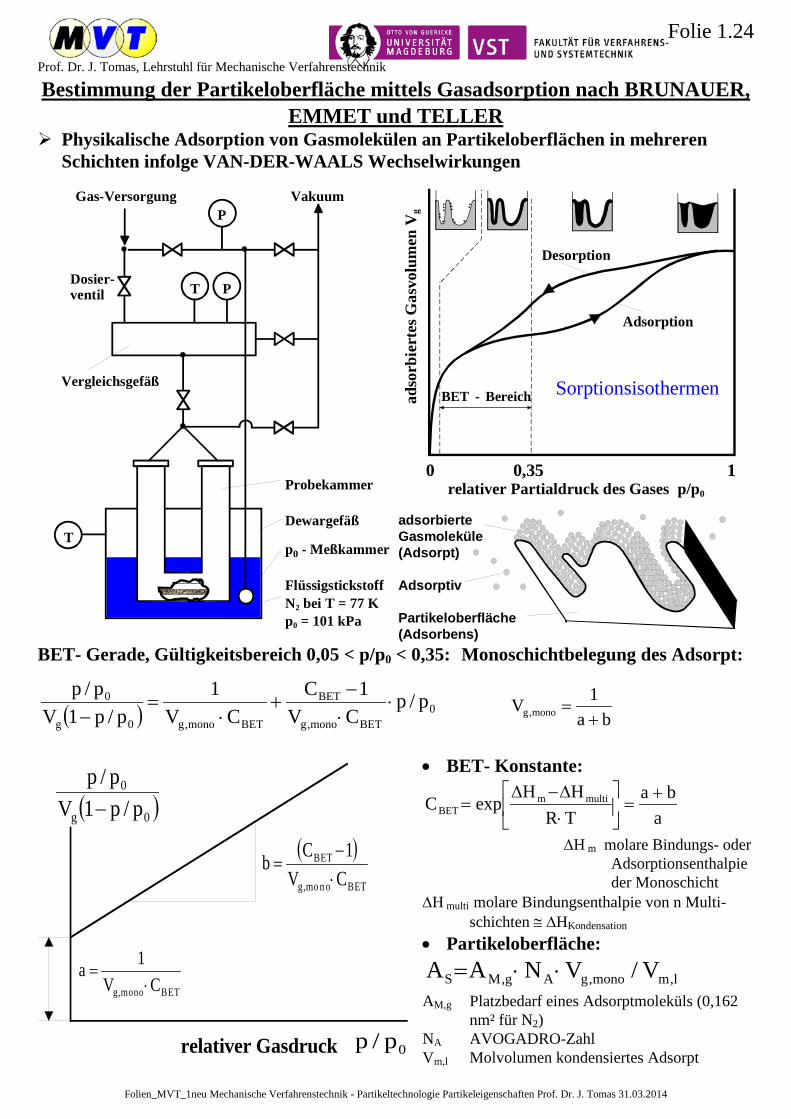
Bestimmung der Partikeloberfläche mittels Gasadsorption nach BRUNAUER, EMMET und TELLER
Physikalische Adsorption von Gasmolekülen an Partikeloberflächen in mehreren Schichten infolge VAN-DER-WAALS Wechselwirkungen
BET- Gerade, Gültigkeitsbereich 0,05 < p/p0 < 0,35: Monoschichtbelegung des Adsorpt:
( ) 0BETmono,g
BET
BETmono,g0g
0 p/pCV
1CCV
1p/p1V
p/p⋅
⋅−
+⋅
=−
ba1V mono,g +
=
• BET- Konstante:
aba
TRHH
expC multimBET
+=
⋅∆−∆
=
∆H m molare Bindungs- oder Adsorptionsenthalpie der Monoschicht
∆H multi molare Bindungsenthalpie von n Multi-schichten ≅ ∆HKondensation
• Partikeloberfläche:
l,mmono,gAg,MS V/VNAA ⋅⋅= AM,g Platzbedarf eines Adsorptmoleküls (0,162
nm² für N2) NA AVOGADRO-Zahl Vm,l Molvolumen kondensiertes Adsorpt
Gas-VersorgungP
PTDosier-ventil
Probekammer
Dewargefäß
p0 - Meßkammer
FlüssigstickstoffN2 bei T = 77 Kp0 = 101 kPa
T
Vakuum
Vergleichsgefäß
0 0,35 1
adso
rbie
rtes
Gas
volu
men
Vg
Desorption
Adsorption
BET - Bereich Sorptionsisothermen
relativer Partialdruck des Gases p/p0
adsorbierteGasmoleküle(Adsorpt)
Adsorptiv
Partikeloberfläche(Adsorbens)
( )0g
0
p/p1Vp/p
−
0p/p
BETmono,g CV1a⋅
=
( )BETmo n o,g
BET
CV1Cb
⋅−
=
relativer Gasdruck
Folie 1.25 Prof. Dr. J. Tomas, Lehrstuhl für Mechanische Verfahrenstechnik
Folien_MVT_1neu Mechanische Verfahrenstechnik - Partikeltechnologie Partikeleigenschaften Prof. Dr. J. Tomas 31.03.2014
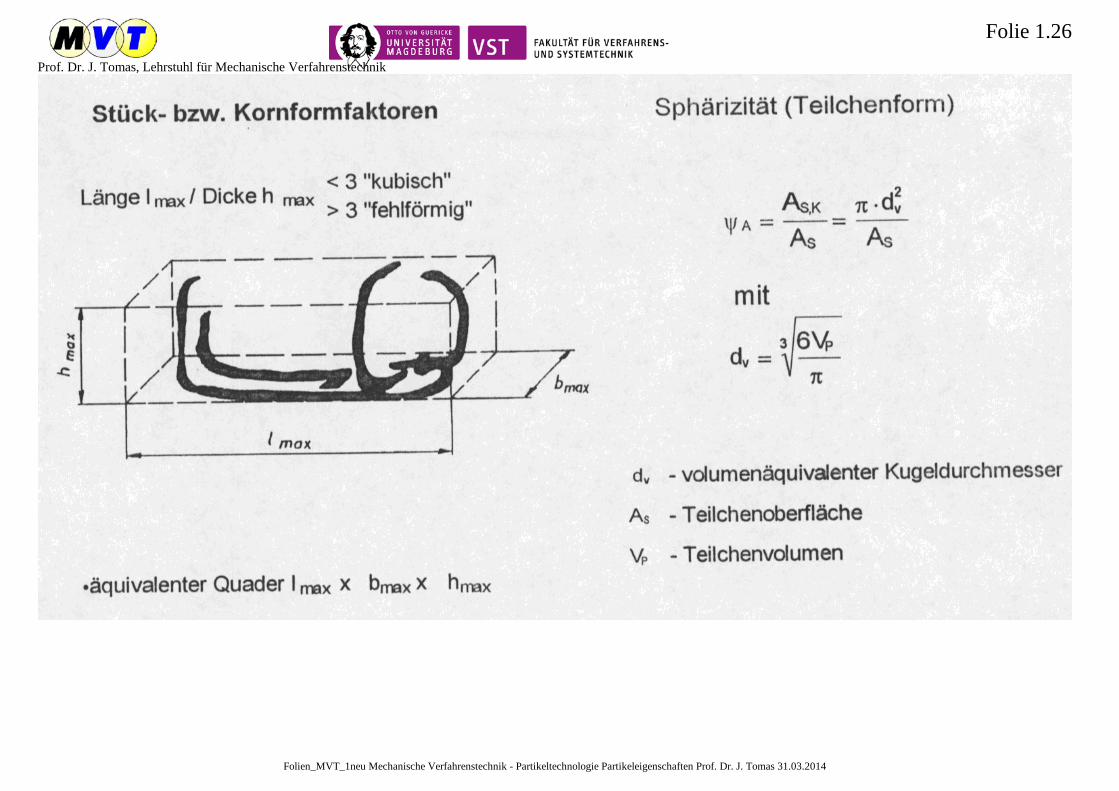
Folie 1.26 Prof. Dr. J. Tomas, Lehrstuhl für Mechanische Verfahrenstechnik
Folien_MVT_1neu Mechanische Verfahrenstechnik - Partikeltechnologie Partikeleigenschaften Prof. Dr. J. Tomas 31.03.2014
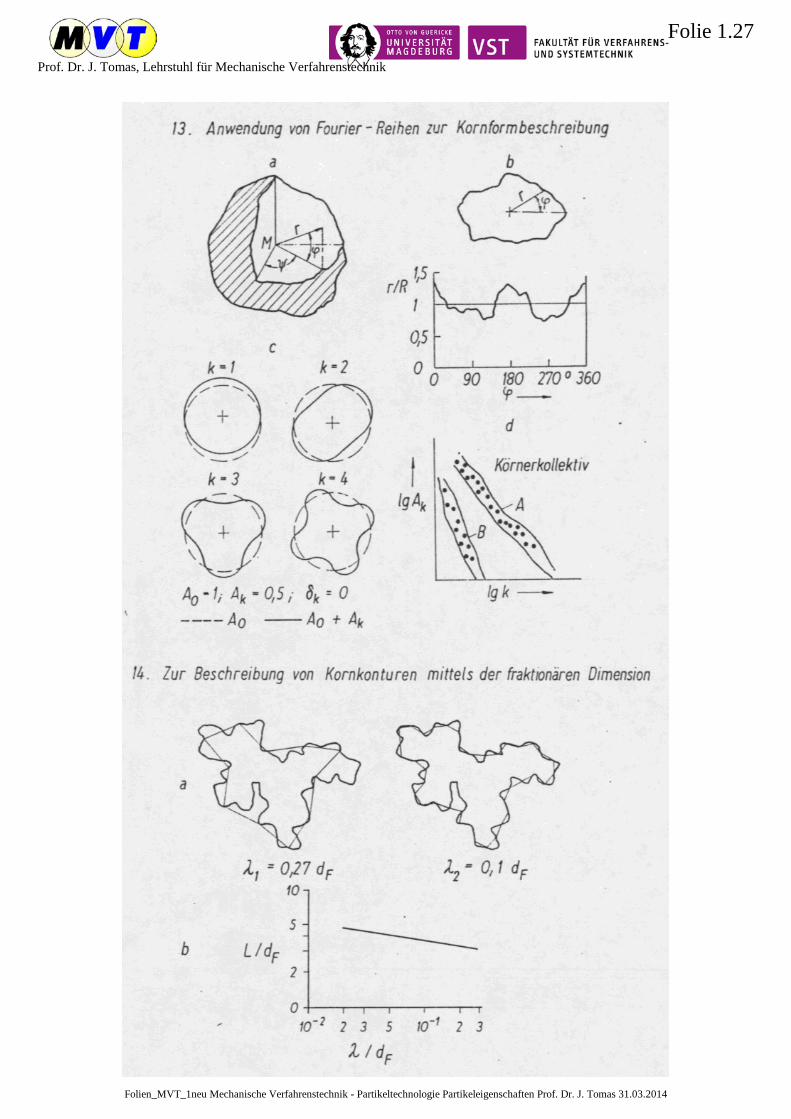
Folie 1.27 Prof. Dr. J. Tomas, Lehrstuhl für Mechanische Verfahrenstechnik
Folien_MVT_1neu Mechanische Verfahrenstechnik - Partikeltechnologie Partikeleigenschaften Prof. Dr. J. Tomas 31.03.2014

Folie 1.28 Prof. Dr. J. Tomas, Lehrstuhl für Mechanische Verfahrenstechnik
Folien_MVT_1neu Mechanische Verfahrenstechnik - Partikeltechnologie Partikeleigenschaften Prof. Dr. J. Tomas 31.03.2014
regelmäßige Packungsstrukturen
Porosität ε, Koordinationszahl k
Kristallgitter-typ
einfach basisflächen- flächenzentriert raumzentriert zentriert
β α
γ
z c
by
x a
kubischa = b = cα = β = γ = 90 °
monodisperseKugelpackungd = const.
hexagonala = b = cα = β = 90 ° γ = 120 °
Kugelpackung
a0 0,1nm k = 6 k = 12 k = 8≈
ε = 0,4764 ε = 0,3955
k = 12
ε = 0,2595
Kristallgitter-typ
a0
d
Oktaederlücke
Tetraederlücke
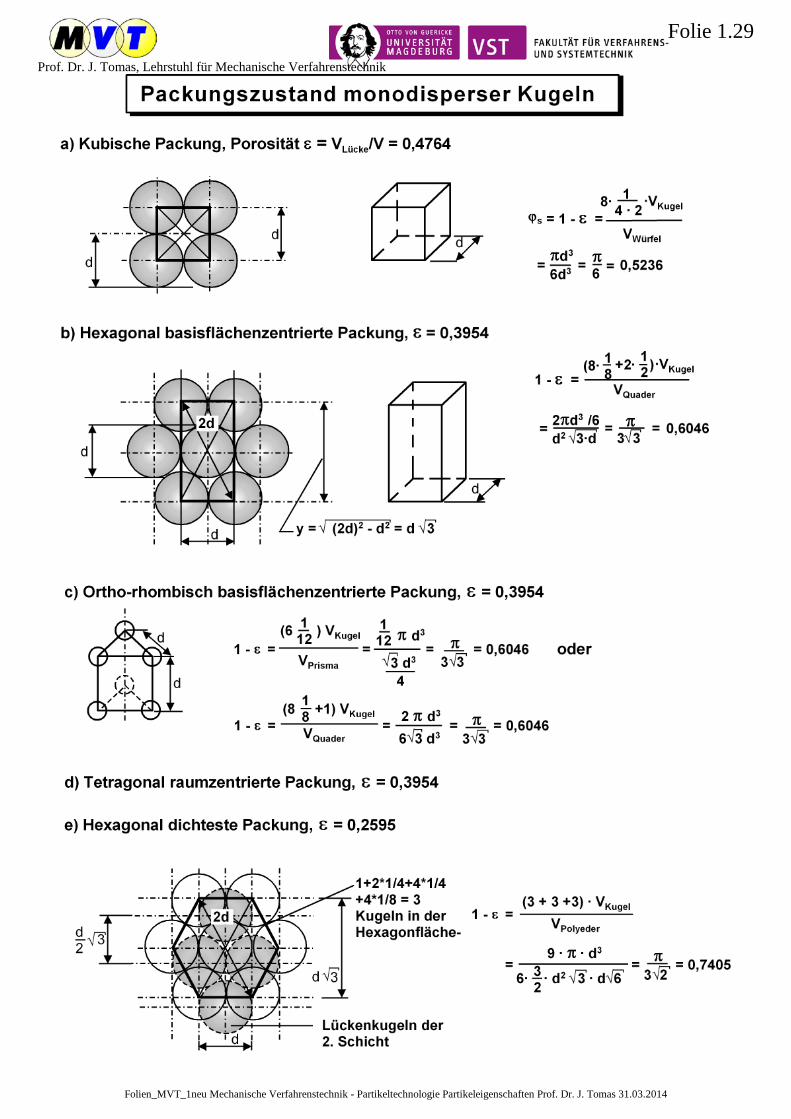
Folie 1.29 Prof. Dr. J. Tomas, Lehrstuhl für Mechanische Verfahrenstechnik
Folien_MVT_1neu Mechanische Verfahrenstechnik - Partikeltechnologie Partikeleigenschaften Prof. Dr. J. Tomas 31.03.2014

Folie 1.30 Prof. Dr. J. Tomas, Lehrstuhl für Mechanische Verfahrenstechnik
Folien_MVT_1neu Mechanische Verfahrenstechnik - Partikeltechnologie Partikeleigenschaften Prof. Dr. J. Tomas 31.03.2014
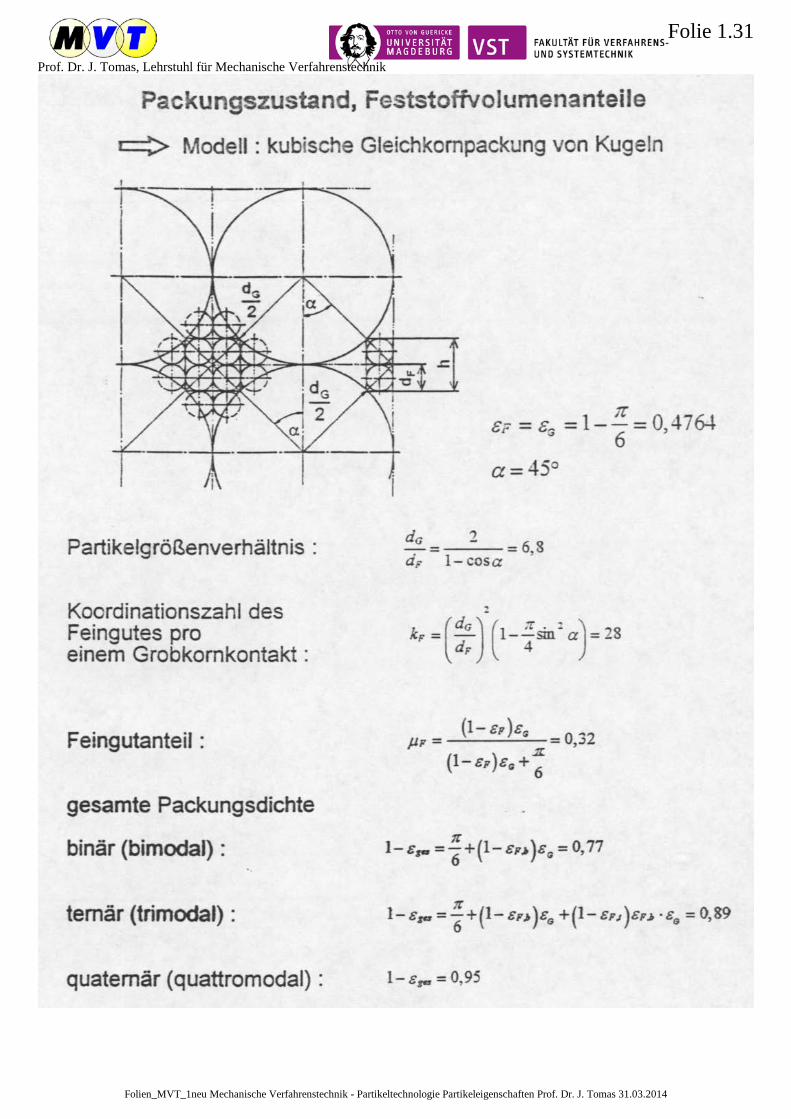
Folie 1.31 Prof. Dr. J. Tomas, Lehrstuhl für Mechanische Verfahrenstechnik
Folien_MVT_1neu Mechanische Verfahrenstechnik - Partikeltechnologie Partikeleigenschaften Prof. Dr. J. Tomas 31.03.2014
Folie 1.32 Prof. Dr. J. Tomas, Lehrstuhl für Mechanische Verfahrenstechnik
Folien_MVT_1neu Mechanische Verfahrenstechnik - Partikeltechnologie Partikeleigenschaften Prof. Dr. J. Tomas 31.03.2014
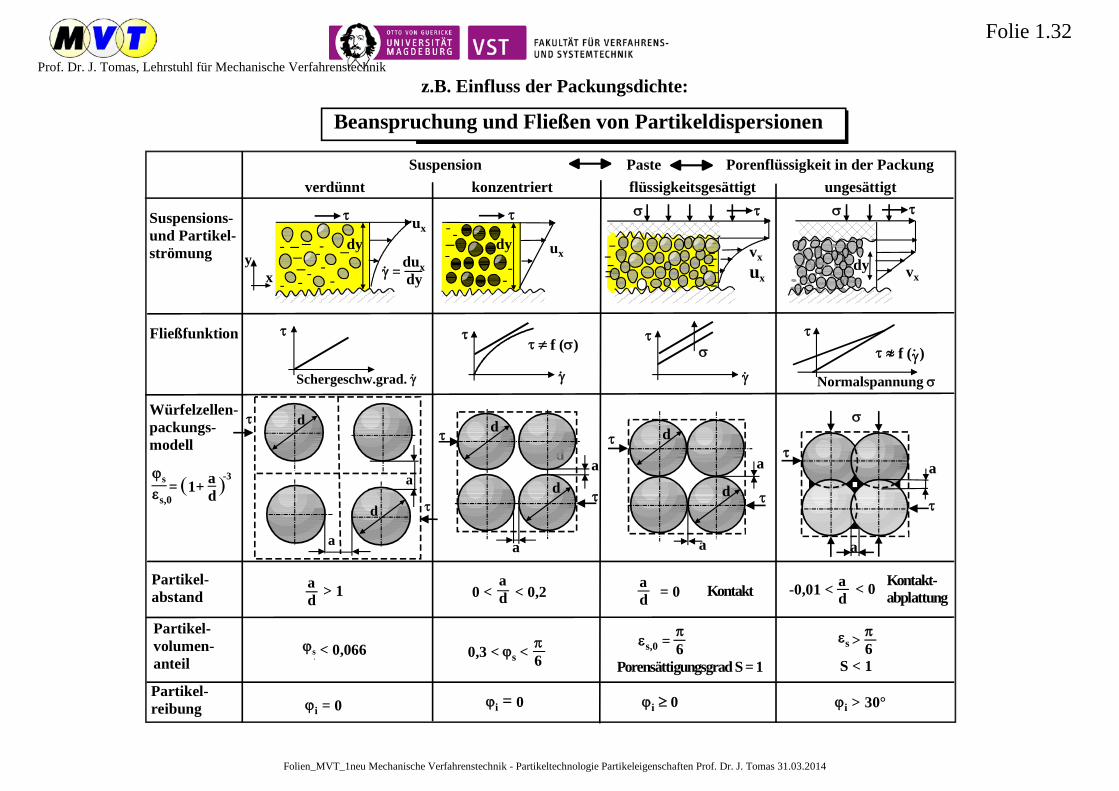
z.B. Einfluss der Packungsdichte:
Beanspruchung und Fließen von Partikeldispersionen
ad > 1 0 < < 0,2
ad
ad = 0
ϕss
< 0,066 0,3 < ϕs <π6
εs,0 =π6
Porensättigungsgrad S = 1
ϕi = 0 ϕi ≥ 0ϕi = 0
Suspension Paste Porenflüssigkeit in der Packungverdünnt konzentriert flüssigkeitsgesättigt ungesättigt
Suspensions-und Partikel-strömung
Schergeschw.grad. γ.
τ
γ.
ττ ≠ f (σ) τ
σ
γ.
τ
Normalspannung σ
.τ ≈ f ( )γFließfunktion
Würfelzellen-packungs-modell
ϕsεs,0
= (1+ )ad
-3
Partikel-abstand
Partikel- volumen-anteil
Partikel-reibung
a
ad < 0-0,01 <
εsπ6>
S < 1
ϕi > 30°
τ
γ =. dux dy
yx
uxdy
τ
uxdy vx
ux
τσ
a
a
τ
τ
d
d
da
a
τ
τ
d
d
τ
τ
a
a
d
d
τ
τ
a
σ
τσ
vxdy
KontaktKontakt-abplattung
Folie 1.33 Prof. Dr. J. Tomas, Lehrstuhl für Mechanische Verfahrenstechnik
Folien_MVT_1neu Mechanische Verfahrenstechnik - Partikeltechnologie Partikeleigenschaften Prof. Dr. J. Tomas 31.03.2014
Folie 1.34 Prof. Dr. J. Tomas, Lehrstuhl für Mechanische Verfahrenstechnik
Folien_MVT_1neu Mechanische Verfahrenstechnik - Partikeltechnologie Partikeleigenschaften Prof. Dr. J. Tomas 31.03.2014
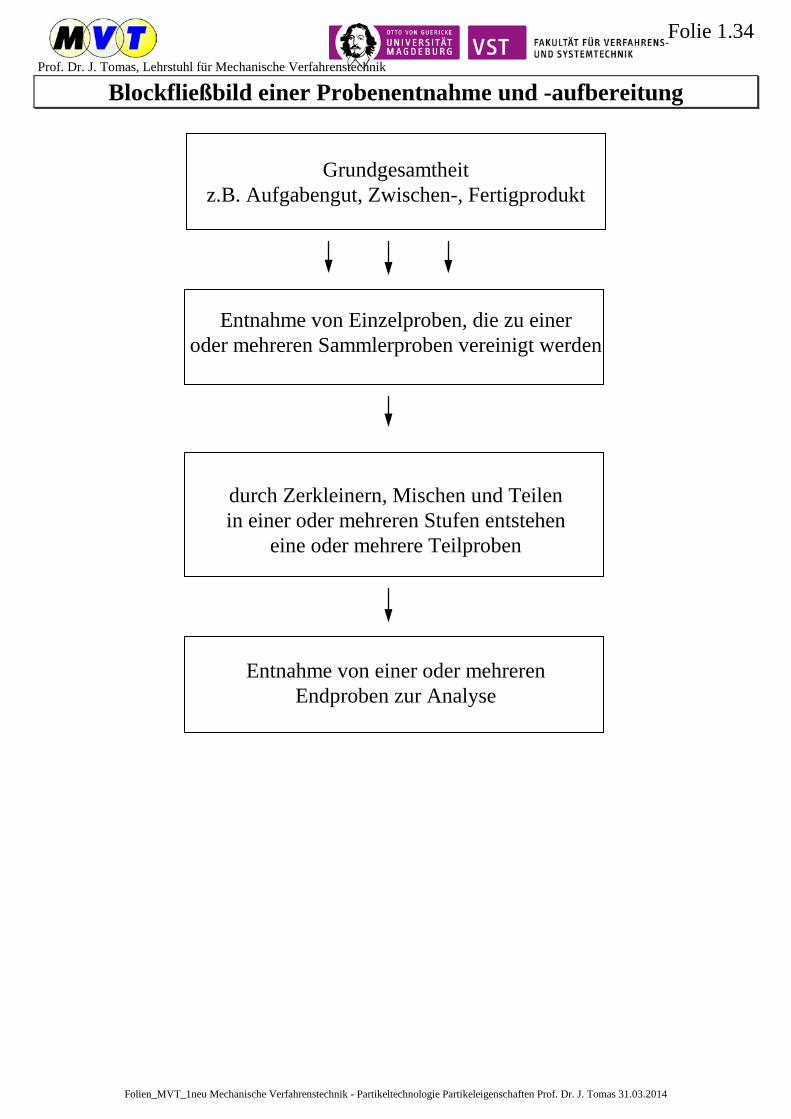
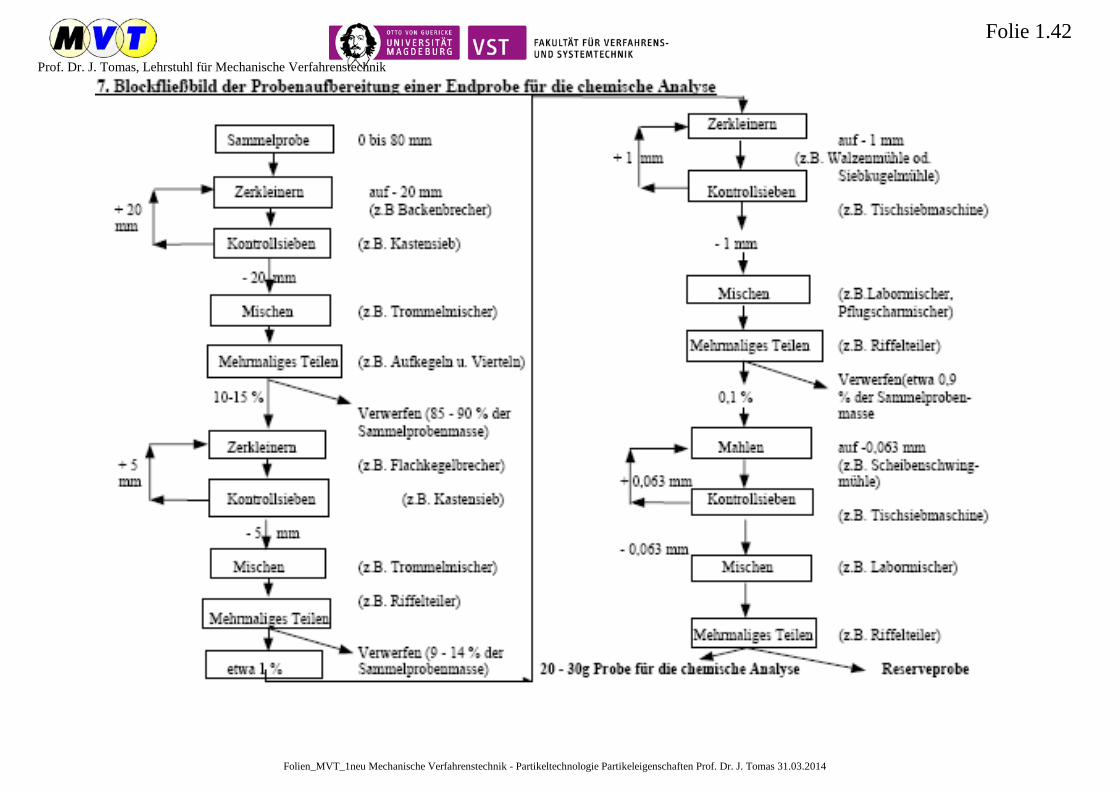
Blockfließbild einer Probenentnahme und -aufbereitung
Grundgesamtheit z.B. Aufgabengut, Zwischen-, Fertigprodukt
Entnahme von Einzelproben, die zu einer oder mehreren Sammlerproben vereinigt werden
durch Zerkleinern, Mischen und Teilen in einer oder mehreren Stufen entstehen
eine oder mehrere Teilproben
Entnahme von einer oder mehreren Endproben zur Analyse
Folie 1.35 Prof. Dr. J. Tomas, Lehrstuhl für Mechanische Verfahrenstechnik
Folien_MVT_1neu Mechanische Verfahrenstechnik - Partikeltechnologie Partikeleigenschaften Prof. Dr. J. Tomas 31.03.2014
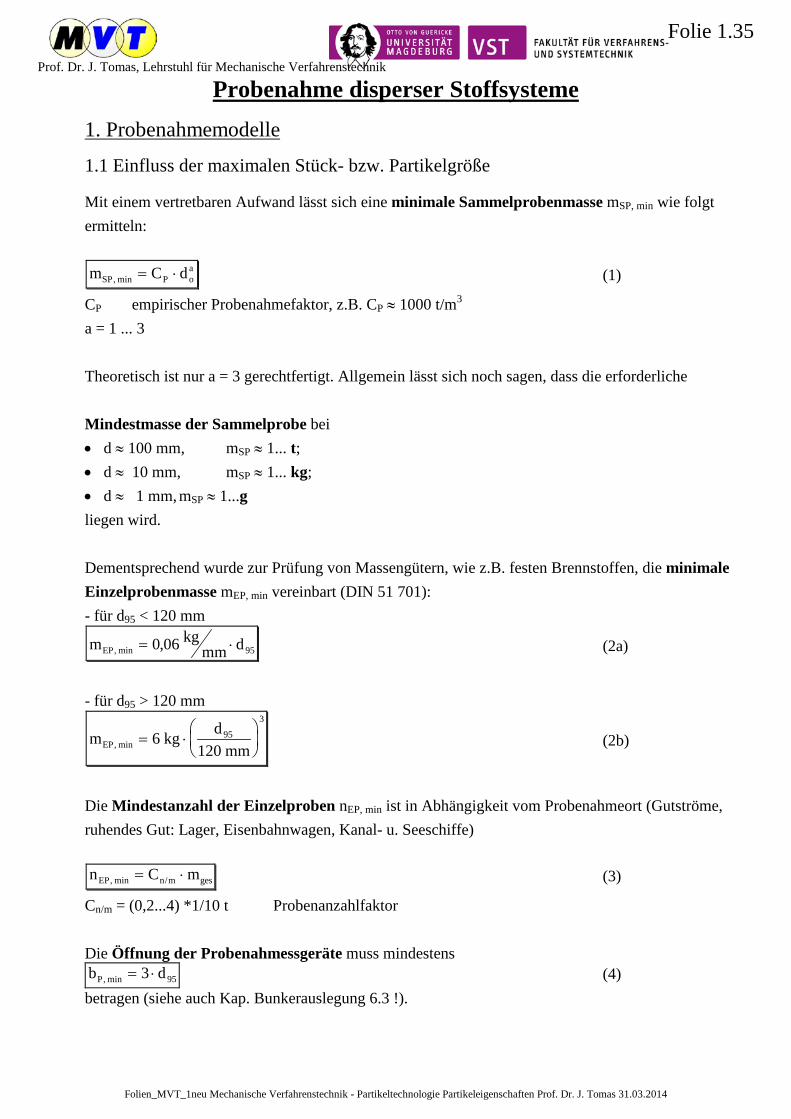
Probenahme disperser Stoffsysteme 1. Probenahmemodelle 1.1 Einfluss der maximalen Stück- bzw. Partikelgröße
Mit einem vertretbaren Aufwand lässt sich eine minimale Sammelprobenmasse mSP, min wie folgt ermitteln:
m C dSP P o
a, min = ⋅ (1)
CP empirischer Probenahmefaktor, z.B. CP ≈ 1000 t/m3 a = 1 ... 3 Theoretisch ist nur a = 3 gerechtfertigt. Allgemein lässt sich noch sagen, dass die erforderliche Mindestmasse der Sammelprobe bei • d ≈ 100 mm, mSP ≈ 1... t; • d ≈ 10 mm, mSP ≈ 1... kg; • d ≈ 1 mm, mSP ≈ 1...g liegen wird.
Dementsprechend wurde zur Prüfung von Massengütern, wie z.B. festen Brennstoffen, die minimale Einzelprobenmasse mEP, min vereinbart (DIN 51 701): - für d95 < 120 mm
m kgmm dEP, min ,= ⋅0 06 95 (2a)
- für d95 > 120 mm
m kg dmmEP, min = ⋅
6
12095
3
(2b)
Die Mindestanzahl der Einzelproben nEP, min ist in Abhängigkeit vom Probenahmeort (Gutströme, ruhendes Gut: Lager, Eisenbahnwagen, Kanal- u. Seeschiffe)
n C mEP n m ges, min /= ⋅ (3)
Cn/m = (0,2...4) *1/10 t Probenanzahlfaktor
Die Öffnung der Probenahmessgeräte muss mindestens b dP, min = ⋅3 95 (4) betragen (siehe auch Kap. Bunkerauslegung 6.3 !).
Folie 1.36 Prof. Dr. J. Tomas, Lehrstuhl für Mechanische Verfahrenstechnik
Folien_MVT_1neu Mechanische Verfahrenstechnik - Partikeltechnologie Partikeleigenschaften Prof. Dr. J. Tomas 31.03.2014
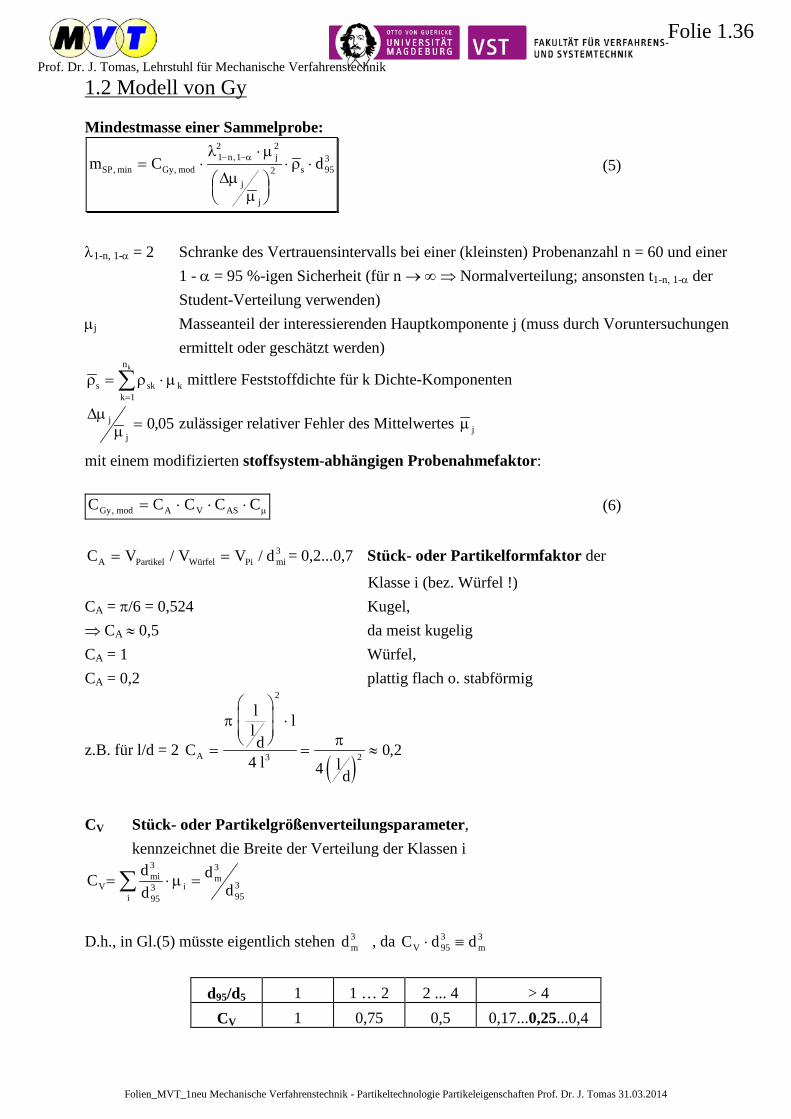
1.2 Modell von Gy
Mindestmasse einer Sammelprobe:
m C dSP Gyn j
j
j
s, min , mod,= ⋅
⋅
⋅ ⋅− −λ µ
µ
ρα1 12 2
2 953
∆µ (5)
λ1-n, 1-α = 2 Schranke des Vertrauensintervalls bei einer (kleinsten) Probenanzahl n = 60 und einer
1 - α = 95 %-igen Sicherheit (für n → ∞ ⇒ Normalverteilung; ansonsten t1-n, 1-α der Student-Verteilung verwenden)
µj Masseanteil der interessierenden Hauptkomponente j (muss durch Voruntersuchungen ermittelt oder geschätzt werden)
ρ ρ µs sk kk
nk
= ⋅=
∑1
mittlere Feststoffdichte für k Dichte-Komponenten
∆µ j
jµ = 0 05, zulässiger relativer Fehler des Mittelwertes µ j
mit einem modifizierten stoffsystem-abhängigen Probenahmefaktor:
C C C C CGy A V AS, mod = ⋅ ⋅ ⋅ µ (6)
C V V V dA Partikel Würfel Pi mi= =/ / 3 = 0,2...0,7 Stück- oder Partikelformfaktor der
Klasse i (bez. Würfel !) CA = π/6 = 0,524 Kugel, ⇒ CA ≈ 0,5 da meist kugelig CA = 1 Würfel, CA = 0,2 plattig flach o. stabförmig
z.B. für l/d = 2 ( )
C
lld
l
l ld
A =
⋅
= ≈
ππ
2
3 24 40 2,
CV Stück- oder Partikelgrößenverteilungsparameter,
kennzeichnet die Breite der Verteilung der Klassen i
C dd
ddV
mii
i
m= ⋅ =∑3
953
3
953µ
D.h., in Gl.(5) müsste eigentlich stehen d m
3 , da C d dV m⋅ ≡953 3
d95/d5 1 1 … 2 2 ... 4 > 4
CV 1 0,75 0,5 0,17...0,25...0,4
Folie 1.37 Prof. Dr. J. Tomas, Lehrstuhl für Mechanische Verfahrenstechnik
Folien_MVT_1neu Mechanische Verfahrenstechnik - Partikeltechnologie Partikeleigenschaften Prof. Dr. J. Tomas 31.03.2014
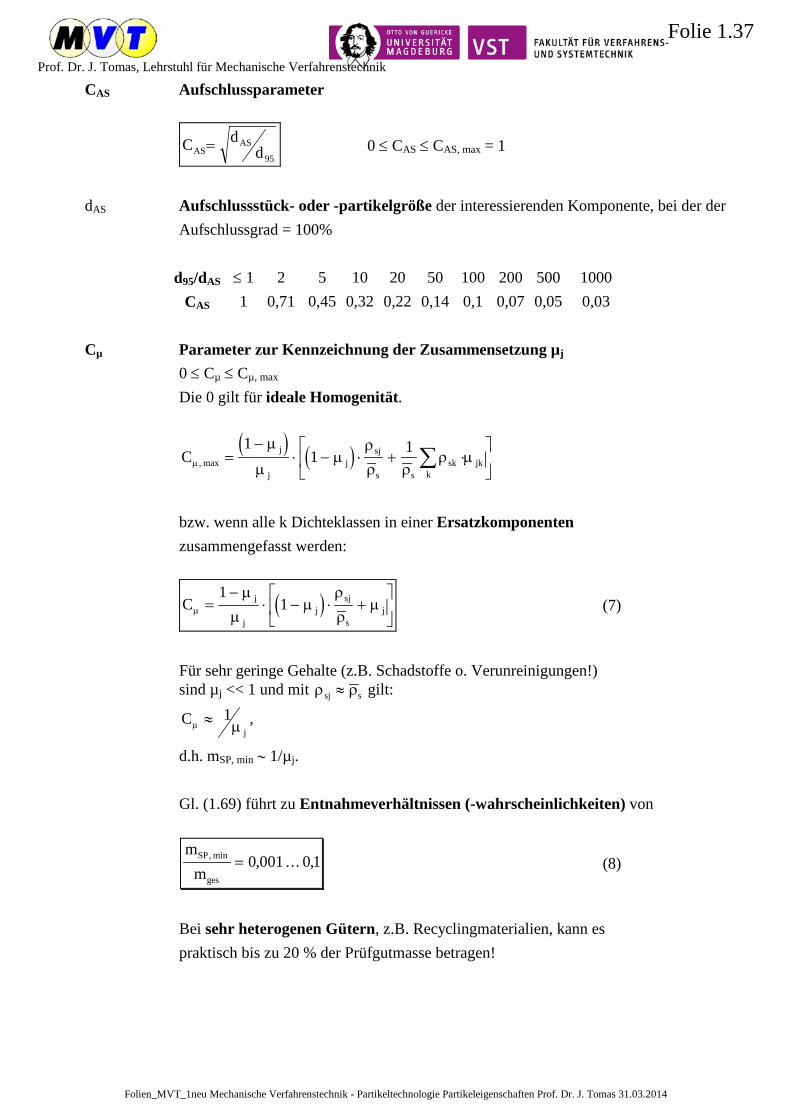
CAS Aufschlussparameter
C ddAS
AS=95
0 ≤ CAS ≤ CAS, max = 1
dAS Aufschlussstück- oder -partikelgröße der interessierenden Komponente, bei der der
Aufschlussgrad = 100%
d95/dAS ≤ 1 2 5 10 20 50 100 200 500 1000 CAS 1 0,71 0,45 0,32 0,22 0,14 0,1 0,07 0,05 0,03
Cµ Parameter zur Kennzeichnung der Zusammensetzung µj
0 ≤ Cµ ≤ Cµ, max Die 0 gilt für ideale Homogenität.
( ) ( )C j
jj
sj
s ssk
kjkµ
µ
µµ
ρ
ρ ρρ µ, max =
−⋅ − ⋅ + ⋅
∑
11 1
bzw. wenn alle k Dichteklassen in einer Ersatzkomponenten zusammengefasst werden:
( )C j
jj
sj
sjµ
µ
µµ
ρ
ρµ=
−⋅ − ⋅ +
11 (7)
Für sehr geringe Gehalte (z.B. Schadstoffe o. Verunreinigungen!) sind µj << 1 und mit ρ ρsj s≈ gilt:
Cj
µ µ≈ 1 ,
d.h. mSP, min ∼ 1/µj.
Gl. (1.69) führt zu Entnahmeverhältnissen (-wahrscheinlichkeiten) von
mmSP
ges
, min , ... ,= 0 001 0 1 (8)
Bei sehr heterogenen Gütern, z.B. Recyclingmaterialien, kann es praktisch bis zu 20 % der Prüfgutmasse betragen!
Folie 1.38 Prof. Dr. J. Tomas, Lehrstuhl für Mechanische Verfahrenstechnik
Folien_MVT_1neu Mechanische Verfahrenstechnik - Partikeltechnologie Partikeleigenschaften Prof. Dr. J. Tomas 31.03.2014

Folie 1.39 Prof. Dr. J. Tomas, Lehrstuhl für Mechanische Verfahrenstechnik
Folien_MVT_1neu Mechanische Verfahrenstechnik - Partikeltechnologie Partikeleigenschaften Prof. Dr. J. Tomas 31.03.2014
3. Probenahme von festen Abfällen und Schlämmen nach TA Abfall Definition der Begriffe HOMOGENITÄT und HETEROGENITÄT gemäß TA Abfall
„Homogen“ sind in der Regel:
a) alle flüssigen und pumpfähigen Abfälle
b) andere Abfälle, deren Homogenität durch Sichtkontrolle prüfbar ist, z. B. Kunststoffabfall,
Metallspäne, Staub, Farb- und Lackschlamm, Filterstäube aus Verbrennungsanlagen, Reaktionsprodukte
aus Rauchgasreinigungsanlagen
„Heterogen“ sind alle anderen Abfälle.
ANZAHL DER PROBEN und ERFORDERLICHE PROBENMASSE bei Abfällen, die nicht in
Behältnissen angeliefert werden (z. B. Tankfahrzeuge, LKW, Bahnkesselwagen)
Anzahl der Einzelproben je Abfallerzeuger und je Abfallschlüssel:
a) bei homogenem Abfall - 1 Probe je Lieferung
b) bei heterogenem Abfall - 1 Probe je angefangene 5 t bzw. 5 m3
Mindestprobenmasse je Einzelprobe:
a) bei homogenem Abfall - 1000 g bzw. ml
b) bei heterogenem Abfall - 1000 g bzw. ml ⇒ es sei denn, die große Stückigkeit des Abfalls
erfordert eine größere Pobenmenge
ANZAHL DER PROBEN und ERFORDERLICHE PROBENMASSE bei Abfällen, die in Behältnissen
angeliefert werden
Inhalt je
Behältnis
Gesamte
Abfallmenge
Probenmassse und Anzahl der zu beprobenden Behältnisse für
eine Laboratoriumsprobe *)
unter 0,5 kg beliebig Sammelprobe von mindestens 1 kg aus mindestens 3 Behältnissen
0,5 bis 5 kg beliebig Sammelprobe von mindestens 1 kg aus mindestens 3 Behältnissen
über 5 kg beliebig Sammelprobe von 1 bis 2,5 kg aus mindestens 3 Behältnissen
*) Die Zahlenangaben gelten für Behältnisse gleichartigen Inhalts. Werden die Behältnisse
in einen Auffangbehälter entleert, kann an dieser Stelle dieser Regelung auch eine
Sammelprobe aus diesem Auffangbehälter entnommen werden.
Folie 1.40 Prof. Dr. J. Tomas, Lehrstuhl für Mechanische Verfahrenstechnik
Folien_MVT_1neu Mechanische Verfahrenstechnik - Partikeltechnologie Partikeleigenschaften Prof. Dr. J. Tomas 31.03.2014
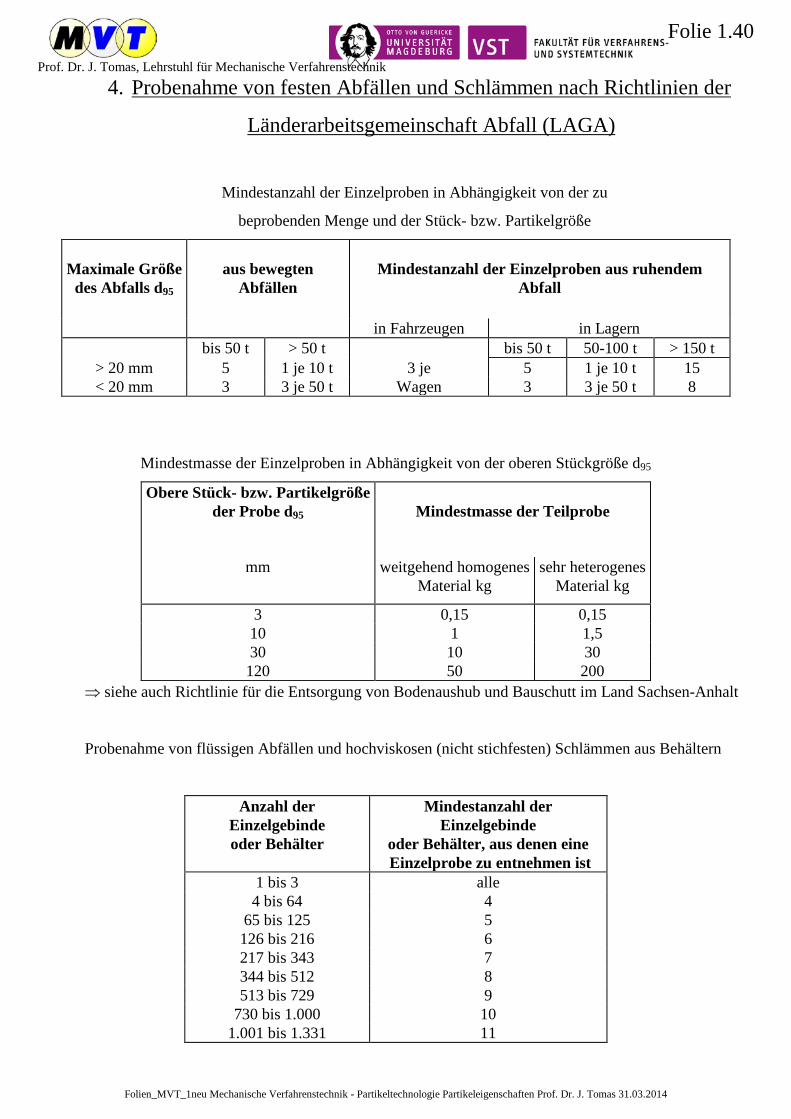
4. Probenahme von festen Abfällen und Schlämmen nach Richtlinien der
Länderarbeitsgemeinschaft Abfall (LAGA)
Mindestanzahl der Einzelproben in Abhängigkeit von der zu
beprobenden Menge und der Stück- bzw. Partikelgröße
Maximale Größe
des Abfalls d95
aus bewegten
Abfällen
Mindestanzahl der Einzelproben aus ruhendem
Abfall
in Fahrzeugen in Lagern bis 50 t > 50 t bis 50 t 50-100 t > 150 t
> 20 mm 5 1 je 10 t 3 je 5 1 je 10 t 15 < 20 mm 3 3 je 50 t Wagen 3 3 je 50 t 8
Mindestmasse der Einzelproben in Abhängigkeit von der oberen Stückgröße d95
Obere Stück- bzw. Partikelgröße der Probe d95
Mindestmasse der Teilprobe
mm weitgehend homogenes Material kg
sehr heterogenes Material kg
3 0,15 0,15 10 1 1,5 30 10 30 120 50 200
⇒ siehe auch Richtlinie für die Entsorgung von Bodenaushub und Bauschutt im Land Sachsen-Anhalt
Probenahme von flüssigen Abfällen und hochviskosen (nicht stichfesten) Schlämmen aus Behältern
Anzahl der Einzelgebinde oder Behälter
Mindestanzahl der Einzelgebinde
oder Behälter, aus denen eine Einzelprobe zu entnehmen ist
1 bis 3 alle 4 bis 64 4
65 bis 125 5 126 bis 216 6 217 bis 343 7 344 bis 512 8 513 bis 729 9
730 bis 1.000 10 1.001 bis 1.331 11
Folie 1.41 Prof. Dr. J. Tomas, Lehrstuhl für Mechanische Verfahrenstechnik
Folien_MVT_1neu Mechanische Verfahrenstechnik - Partikeltechnologie Partikeleigenschaften Prof. Dr. J. Tomas 31.03.2014
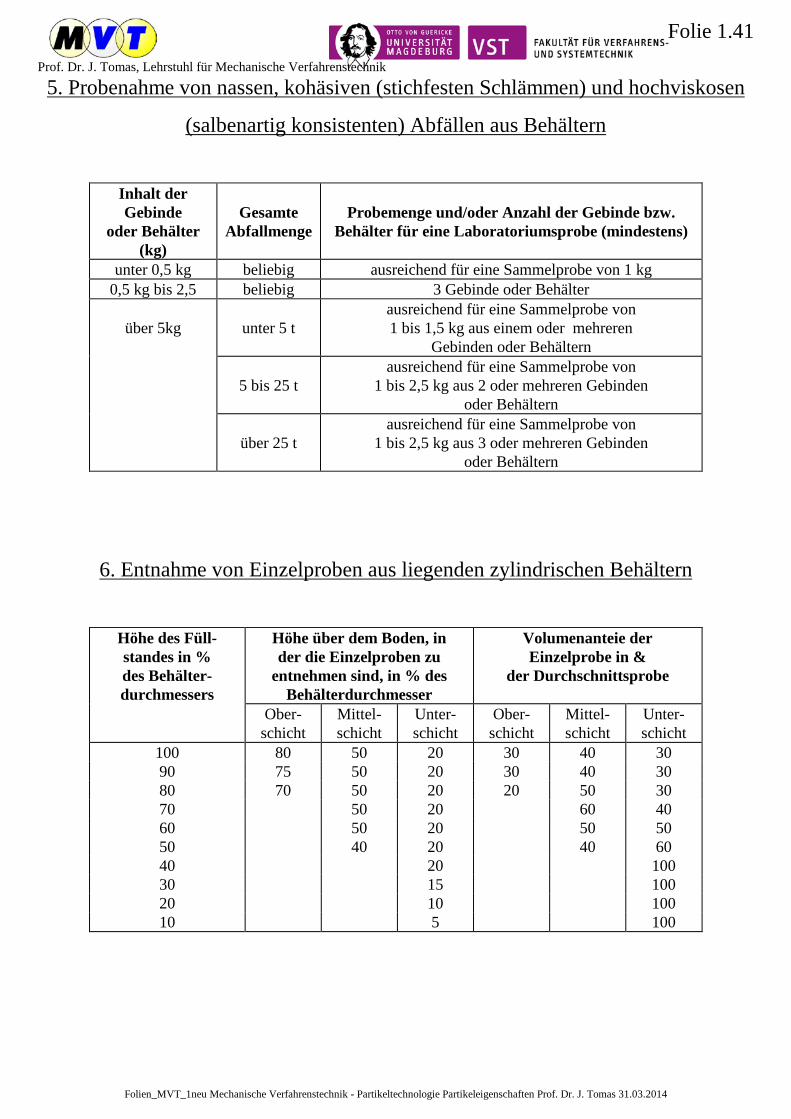
5. Probenahme von nassen, kohäsiven (stichfesten Schlämmen) und hochviskosen
(salbenartig konsistenten) Abfällen aus Behältern
Inhalt der Gebinde
oder Behälter (kg)
Gesamte
Abfallmenge
Probemenge und/oder Anzahl der Gebinde bzw.
Behälter für eine Laboratoriumsprobe (mindestens)
unter 0,5 kg beliebig ausreichend für eine Sammelprobe von 1 kg 0,5 kg bis 2,5 beliebig 3 Gebinde oder Behälter
über 5kg
unter 5 t
ausreichend für eine Sammelprobe von 1 bis 1,5 kg aus einem oder mehreren
Gebinden oder Behältern
5 bis 25 t ausreichend für eine Sammelprobe von
1 bis 2,5 kg aus 2 oder mehreren Gebinden oder Behältern
über 25 t
ausreichend für eine Sammelprobe von 1 bis 2,5 kg aus 3 oder mehreren Gebinden
oder Behältern
6. Entnahme von Einzelproben aus liegenden zylindrischen Behältern
Höhe des Füll- standes in % des Behälter- durchmessers
Höhe über dem Boden, in der die Einzelproben zu
entnehmen sind, in % des Behälterdurchmesser
Volumenanteie der Einzelprobe in &
der Durchschnittsprobe
Ober- schicht
Mittel- schicht
Unter- schicht
Ober- schicht
Mittel- schicht
Unter- schicht
100 80 50 20 30 40 30 90 75 50 20 30 40 30 80 70 50 20 20 50 30 70 50 20 60 40 60 50 20 50 50 50 40 20 40 60 40 20 100 30 15 100 20 10 100 10 5 100
Folie 1.42 Prof. Dr. J. Tomas, Lehrstuhl für Mechanische Verfahrenstechnik
Folien_MVT_1neu Mechanische Verfahrenstechnik - Partikeltechnologie Partikeleigenschaften Prof. Dr. J. Tomas 31.03.2014


















