Mathematische Beschreibung von gekrümmten Oberflächen für die Anwendung in der...
5
Mathematische Beschreibung von gekrummten Oberflachen fur die Anwendung in der Koordinaten-Meatechnik A. Weckenmann, R.-D. Peters, Laboratorium fur Mess- und Feinwerktechnik, HSBw Hamburg - Submitted by H.J. Warnecke (1) Smxarv 5lcasuring workpieces with curTied surfaces >sing coordinate measuring machines requires a suitable calcu- lator-internal representation of the noninal shape of the workpiecc according to the drawing. It is ne- cessary for controlling the measuring process as well as Eor acquiring, including the corrcction of the dislocation sue to the probe ball, and for processing the measurement data, i.e. for the alignment, the actual-nominal-conparison and for the documentation of the results. Main part of the measurement data processing is the location of the measured points relative to the nominal shape. This yields an essen- tial requirenent on the type of the representation. During extensive investiqations, sentation of the nominal shape by an equation F(x1,x2,x3) a suitable approach of the mapping F is given and analyzed. A particular problem when processing measurement data is the calculator-internal alignment of the work- piece. This can be described by a transformation T of the coordinate system due to the workpiece. As shown below, T can be computed by solving a nonlinear system of equations involving an approach for the distance between measured points and nominal shape which is based on the implicit representation of the - an implicit repre- = 0 proved to be profitable. In the following 1.Einleitunq Zur objektiven Beurteiluno von Form und Fornabwcichun- aen von Werkstucken mit nekriimmten Oberfl.achen werden Koordinaten-MeRqerate cinaesetzt, die mit Rechncrn Lur Steuerunq, MeRwerterfassuna und MeRwertverarbeituna ausgestattet sind. Voraussetzunc ist eine seeiancte rechnerinterne Darstellung der zeichnunqsqemaBen Soll- Oberflache des zu messcnden Werkstuckes. Diese wird sowohl zur Steuerunq des MeBablaufs benotiqt als auch zur MeRwerterfassunu, wenn man dazu z. B. auch die Tastkuqelkorrektur rechnct, und zur MeBwertverarbei- tung, d. h. zum Ausrichten, Soll-1st-Verqleich und zur Dokur.entationder HeBerqebnisse. Kern der MeRwertverarbeitunq ist die Erfassunqder Lane der am Werkstuck angetastetcn MeBpunkte bezunlich der in der Zeichnuns vorqeacbcnen Sollform. Bei Werkstucken, deren Oberflachen aus einfachen Geomctrieelementen wie Kuqelabschnitten oder Mantelflachcn von Zvlindern oder Keqeln bestehen, stellt das i. a. kcin Problem dar. Rechentechnisch aufwendiger wird cs bci Werkstuckenmit beliebig gekriilrmten Oberflachen, die weder als Flachcn zweiter Ordnunq noch durch andere, einfache Zusammen- hlnge beschrieben wcrden konnen. Hierzu aehoren bei- spielsweise Traqflachenprofilc sowie Turbinen- oder Ver- dichterschaufeln. Haufiq besitzen diesc Werkstiicke we- der geometrisch einfach zu bestimrnende Rezuqselcmente wie ebene Flachen oder zylinderformioe Elemente noch Symmetrieeisenschaften, so daR das rechnerinterne AUS- richten nicht ohne weiteres moalich ist. Um derartige Werkstucke trotzdem auf Koordinaten-MeEge- raten messen zu konnen, muR zunZchst ihre Soll-Oberfla- che in aeeianeter Weise beschrieben werden, so daE z B. auch Normalenrichtunq und Kr'Limmuna in einem betrachteten Punkt ermittelt werden konnen. Durch eine solche Dar- stellunu soll erreicht werden, daR jeder ausgewahlte Punkt auf der zu messenden Werkstuckoberflache sezielt anqetastet und damit aemessen werden kann. Ferner soll durch die Darstellung das rechnerinterne Ausrichten ( " Einpa s s en " , "optima 1e s E inpassen" ) de s Werk s tucke s ermoqlicht werden. Unter Ausrichten wird dabei ein Verfahren verstanden, durch das die MeRpunkte in einem vorher festzulegenden Sinn bestmoglich an die Sollflache anqepaRt werden. ES wird beschrieben durch eine von drei translatorischen und drei rotatorischen Parametern abhangende Transfor- mation T des Werkstuckkoordinatensystems, die einer Menge von Meflpunkten eine Kurve oder Flache, i.a. einer Sollkurve oder Sollflache, derart zuordnet, daB ein noch zu wahlendes Funktional des Abweichunqsvektors minimal wird. Die Komponenten dieses Vektors sind die euklidischen Abstande der MeDpunkte von der Sollflache oder eine entsprechende Naherunq und hangen somit von den sechs Transformationsvariablen ab. Am Beispiel einer Turbinenschaufel soll gezeigt werden, wic die Soll-Oberflache - in diesem Falle das Schaufel- blatt - geeiqnet dargestellt und wie diese Darstellung zum rechnerinternen Ausrichten aenutzt werden kann. Die beschriebenen Forschunasergebnisse wurden im Rahnen eines von der DFG gefijrdercen Projektes gewonnen. 2. Problemstellunq Unter einer gekriimmten Oberflache wird im folgenden stets die Mantelflache eines Turbinenschaufelblattes (oder anderer quasizylindrischer Werkstucke) verstanden. ES wird davon ausgegangen, daB diese Oberflache, wie beiTurbinenschaufeln iiblich, durch Koordinatenlisten von Punkten in mehreren Schnittebenen vorgegeben ist. Umden zeitlichen Aufwand wahrend der Messung moglichst geringzu haltcn, ist es sinnvoll, nur die Sollform vollst~ndig darzustellen, da die hierzu erforderlichen Rerechnunqen nicht wahrend der eiaentlichen MeEzeit und nicht auf dem das Koordinaten-MeBqerat steuernden Rechner erfolgen miissen. Das Erstellen der Sollober- flache aus den vorgeqebenen Punkten einerseits und die Steuerung des MeRablaufs sowie die MeRwerterfassuna und -verarbeitunq andererseits qeschehen also mit ge- trennten Programmen, die unterschiedlichen Anforde- rungen geniigen miissen. Fur die Darstelluns der Soll- oberflache miissen die Kriterien: -schnelle Auswertbarkeit zur Reduzierung der MeRzeit, -qeringer Speicherplatzbedarf zur Anwendunq der Ver- fahren auf Tischrechnern, -Genauiqkeit, um zu qewahrlcisten, daE bei der Ferti- gung die vorgeqebene Toleranzzone ausqenutzt unc? da- rnit wirtschaftlich qefertiqt werden kann, -hinreichend haufige Differenzierbarkeit, um von loka- len auf globale Eigenschaften der Kurve schlieRen zu konnen erfiillt sein. Rei der nraktischen Erprobunq wurde voraussesetzt, daR eine raumliche Formtoleranzzone vorgeqeben ist, die aufqrund der geltenden Hiillbedinqunq auch die MaB- abweichunqen beqrenzt. Diese Voraussetzunq trifft bei Turbinenschaufeln iiblichcrweise zu. 3. Grundlagen Mit IRwerde die Menge der reellen Zahlen bezeichnet. Fiir einen Vektor x E IR" ist durch eine Norm definiert. Fiir p = 2 erhalt man die euklidi- sche Norm, fur p + - die Maximumnorm (Tschebyscheff- Zlorm). Offensichtlich gilt die Abschltzung -1 so daB die Maximumnorm durch ein geniigend hohes p be- liebig qenau abgeschatzt werden kann. Oft erweist sich bei der Anwendung auf den Abweichungsvektor p = 30 als valliu ausreichend. Aus (1) ist zu erkennen, daR mit wachsendem p die Ver- nachlassiaung von "AusreiEern" in den Hintergrund tritt. Aus diesem Grund ist die Verwendung der Tschebyscheff- Norm dann sinnvoll, wenn in den Abweichungen keine oder nur geringe zufallige Anteile enthalten sind, wenn also auftretende Abweichunuen der MeRpunkte von der Sollform auf Formabweichungen des gemessenen Werkstiickes zuruck- qefiihrt werden. Ein wesentlicher Teil der spater beschriebenen Darstel- lungsformen basiert auf der Verwendung von periodischen und natiirlichen interpolierenden kubischen Splinefunk- tionen. Zu gegebenen Stutzpunkten (to,xo), ..., It ,xn) mit t, < t,,, , j = 0,. .. ,n-1 und xi E IR, ti E J = ?a,bl cW, 1 = O,.. .,n sollen darunter Abbildungen SA : J+R verstanden werden, fiir die gilt SA E c"to,tnl SA E Cm(t. t. ), j = 0 ,..., n-1 und I' 1+1 salt.) = xj, j = 0, ..., n. 1 SA sei also auf [to,tn] zweimal stetig differenzierbar und auRerhalb der Stiitzstellen beliebig oft. Fur t E [tj,tj+,I, j = 0, ..., n-1 sei Annals of the ClRP Vol. 32/1/1983 453
-
Upload
a-weckenmann -
Category
Documents
-
view
213 -
download
0
Transcript of Mathematische Beschreibung von gekrümmten Oberflächen für die Anwendung in der...

Mathematische Beschreibung von gekrummten Oberflachen fur die Anwendung in der Koordinaten-Meatechnik
A. Weckenmann, R.-D. Peters, Laboratorium fur Mess- und Feinwerktechnik, HSBw Hamburg - Submitted by H.J. Warnecke ( 1 )
Smxarv 5lcasuring workpieces with curTied surfaces >sing coordinate measuring machines requires a suitable calcu- lator-internal representation of the noninal shape of the workpiecc according to the drawing. It is ne- cessary for controlling the measuring process as well as Eor acquiring, including the corrcction of the dislocation sue to the probe ball, and for processing the measurement data, i.e. for the alignment, the actual-nominal-conparison and for the documentation of the results. Main part of the measurement data processing is the location of the measured points relative to the nominal shape. This yields an essen- tial requirenent on the type of the representation. During extensive investiqations, sentation of the nominal shape by an equation F(x1,x2,x3) a suitable approach of the mapping F is given and analyzed.
A particular problem when processing measurement data is the calculator-internal alignment of the work- piece. This can be described by a transformation T of the coordinate system due to the workpiece. A s shown below, T can be computed by solving a nonlinear system of equations involving an approach for the distance between measured points and nominal shape which is based on the implicit representation of the
-
an implicit repre- = 0 proved to be profitable. In the following
1.Einleitunq
Zur objektiven Beurteiluno von Form und Fornabwcichun- aen von Werkstucken mit nekriimmten Oberfl.achen werden Koordinaten-MeRqerate cinaesetzt, die mit Rechncrn Lur Steuerunq, MeRwerterfassuna und MeRwertverarbeituna ausgestattet sind. Voraussetzunc ist eine seeiancte rechnerinterne Darstellung der zeichnunqsqemaBen Soll- Oberflache des zu messcnden Werkstuckes. Diese wird sowohl zur Steuerunq des MeBablaufs benotiqt als auch zur MeRwerterfassunu, wenn man dazu z. B . auch die Tastkuqelkorrektur rechnct, und zur MeBwertverarbei- tung, d. h. zum Ausrichten, Soll-1st-Verqleich und zur Dokur.entation der HeBerqebnisse. Kern der MeRwertverarbeitunq ist die Erfassunqder Lane der am Werkstuck angetastetcn MeBpunkte bezunlich der in der Zeichnuns vorqeacbcnen Sollform. Bei Werkstucken, deren Oberflachen aus einfachen Geomctrieelementen wie Kuqelabschnitten oder Mantelflachcn von Zvlindern oder Keqeln bestehen, stellt das i. a. kcin Problem dar. Rechentechnisch aufwendiger wird cs bci Werkstuckenmit beliebig gekriilrmten Oberflachen, die weder als Flachcn zweiter Ordnunq noch durch andere, einfache Zusammen- hlnge beschrieben wcrden konnen. Hierzu aehoren bei- spielsweise Traqflachenprofilc sowie Turbinen- oder Ver- dichterschaufeln. Haufiq besitzen diesc Werkstiicke we- der geometrisch einfach zu bestimrnende Rezuqselcmente wie ebene Flachen oder zylinderformioe Elemente noch Symmetrieeisenschaften, so daR das rechnerinterne AUS- richten nicht ohne weiteres moalich ist. Um derartige Werkstucke trotzdem auf Koordinaten-MeEge- raten messen zu konnen, muR zunZchst ihre Soll-Oberfla- che in aeeianeter Weise beschrieben werden, so daE z B. auch Normalenrichtunq und Kr'Limmuna in einem betrachteten Punkt ermittelt werden konnen. Durch eine solche Dar- stellunu s o l l erreicht werden, daR jeder ausgewahlte Punkt auf der z u messenden Werkstuckoberflache sezielt anqetastet und damit aemessen werden kann. Ferner soll durch die Darstellung das rechnerinterne Ausrichten ( " E i npa s s e n " , "optima 1 e s E in pas sen" ) de s We r k s t uc ke s ermoqlicht werden. Unter Ausrichten wird dabei ein Verfahren verstanden, durch das die MeRpunkte in einem vorher festzulegenden Sinn bestmoglich an die Sollflache anqepaRt werden. ES wird beschrieben durch eine von drei translatorischen und drei rotatorischen Parametern abhangende Transfor- mation T des Werkstuckkoordinatensystems, die einer Menge von Meflpunkten eine Kurve oder Flache, i.a. einer Sollkurve oder Sollflache, derart zuordnet, daB ein noch zu wahlendes Funktional des Abweichunqsvektors minimal wird. Die Komponenten dieses Vektors sind die euklidischen Abstande der MeDpunkte von der Sollflache oder eine entsprechende Naherunq und hangen somit von den sechs Transformationsvariablen ab. Am Beispiel einer Turbinenschaufel soll gezeigt werden, wic die Soll-Oberflache - in diesem Falle das Schaufel- blatt - geeiqnet dargestellt und wie diese Darstellung zum rechnerinternen Ausrichten aenutzt werden kann.
Die beschriebenen Forschunasergebnisse wurden im Rahnen eines von der DFG gefijrdercen Projektes gewonnen.
2. Problemstellunq Unter einer gekriimmten Oberflache wird im folgenden stets die Mantelflache eines Turbinenschaufelblattes (oder anderer quasizylindrischer Werkstucke) verstanden. ES wird davon ausgegangen, daB diese Oberflache, wie beiTurbinenschaufeln iiblich, durch Koordinatenlisten von Punkten in mehreren Schnittebenen vorgegeben ist. Umden zeitlichen Aufwand wahrend der Messung moglichst geringzu haltcn, ist es sinnvoll, nur die Sollform vollst~ndig darzustellen, da die hierzu erforderlichen
Rerechnunqen nicht wahrend der eiaentlichen MeEzeit und nicht auf dem das Koordinaten-MeBqerat steuernden Rechner erfolgen miissen. Das Erstellen der Sollober- flache aus den vorgeqebenen Punkten einerseits und die Steuerung des MeRablaufs sowie die MeRwerterfassuna und -verarbeitunq andererseits qeschehen also mit ge- trennten Programmen, die unterschiedlichen Anforde- rungen geniigen miissen. Fur die Darstelluns der Soll- oberflache miissen die Kriterien: -schnelle Auswertbarkeit zur Reduzierung der MeRzeit, -qeringer Speicherplatzbedarf zur Anwendunq der Ver- fahren auf Tischrechnern,
-Genauiqkeit, um zu qewahrlcisten, daE bei der Ferti- gung die vorgeqebene Toleranzzone ausqenutzt unc? da- rnit wirtschaftlich qefertiqt werden kann, -hinreichend haufige Differenzierbarkeit, um von loka- len auf globale Eigenschaften der Kurve schlieRen zu konnen erfiillt sein.
Rei der nraktischen Erprobunq wurde voraussesetzt, daR eine raumliche Formtoleranzzone vorgeqeben ist, die aufqrund der geltenden Hiillbedinqunq auch die MaB- abweichunqen beqrenzt. Diese Voraussetzunq trifft bei Turbinenschaufeln iiblichcrweise zu. 3. Grundlagen
Mit IRwerde die Menge der reellen Zahlen bezeichnet. Fiir einen Vektor x E IR" ist durch
eine Norm definiert. Fiir p = 2 erhalt man die euklidi- sche Norm, fur p + - die Maximumnorm (Tschebyscheff- Zlorm). Offensichtlich gilt die Abschltzung
- 1
so daB die Maximumnorm durch ein geniigend hohes p be- liebig qenau abgeschatzt werden kann. Oft erweist sich bei der Anwendung auf den Abweichungsvektor p = 30 als valliu ausreichend.
Aus ( 1 ) ist zu erkennen, daR mit wachsendem p die Ver- nachlassiaung von "AusreiEern" in den Hintergrund tritt. Aus diesem Grund ist die Verwendung der Tschebyscheff- Norm dann sinnvoll, wenn in den Abweichungen keine oder nur geringe zufallige Anteile enthalten sind, wenn also auftretende Abweichunuen der MeRpunkte von der Sollform auf Formabweichungen des gemessenen Werkstiickes zuruck- qefiihrt werden.
Ein wesentlicher Teil der spater beschriebenen Darstel- lungsformen basiert auf der Verwendung von periodischen und natiirlichen interpolierenden kubischen Splinefunk- tionen. Zu gegebenen Stutzpunkten (to,xo), ..., It ,xn) mit t, < t,,, , j = 0,. . . ,n-1 und xi E IR, ti E J = ?a,bl c W , 1 = O , . . .,n sollen darunter Abbildungen SA : J + R verstanden werden, fiir die gilt
SA E c"to,tnl
SA E Cm(t. t . ) , j = 0 ,..., n-1 und I' 1+1 salt.) = xj, j = 0, ..., n.
1 SA sei also auf [to,tn] zweimal stetig differenzierbar und auRerhalb der Stiitzstellen beliebig oft. Fur t E [tj,tj+,I, j = 0 , ..., n-1 sei
Annals of the ClRP Vol. 32/1/1983 453

(t-t ) ) + M .
(t .+l-t) ’ SA(t) : = M. 7 3 Gh. j f l 6h,
3
mit h. := tj+l - tj 3
( 2 )
X.-,-X. h . A. : =
3 1 h!
B. : = x. - M . -61 . 7 1 3
Die Momente Mj entsprechen dem Wert der zweiten Ablci- tung an der Stelle t . , sie werden durch Losen eines linearen Gleichungssastems ermittelt, das man durch die Bedingung erhalt, daE in den Stutzstellen tj gelten muB: SA (t.+h) -t SA (t.-h) fur h - 0, j = 1 , . . . ,n-1 [ 4 1 ? Fur naturllche Splinefunktionen, bei denen die zusatzliche Bedingung E l o , = Mn = 0 gilt, entsteht ein Gleichungssystem mit Tridiagonalrnatrizen, fur periodische Splinefunktionen (Mo = Mn, S’(t = Sh(tn) ) sind zusatzlich die Eckelemente der RatFix be- setzt. Derartige Gleichungssysteme konnen durch eine LR-Zerlequng der Matrix oder andere Verfahren gelost werden. Die benotigte Genauigkeit der Losungen erfor- dert es aber, fur groRere Gleichungssysteme, also bei vielen Stutzpunkten, die durch LR-Zerlegung gefundenen Losungen iterativ zu verbessern. Dazu wird eine Modi- fikation des GauB-Seidel-Verfahrens benutzt, bei der ebenso wie bei der verwendeten LR-Zerlegung aus Spei- cherplatzgriinden auf das explizite Aufstellen dcs Gleichungssystems verzichtet wird. Die bei der Berech- nunq der Momente der Splinefunktionen auftretenden Matrizen erfiillen die Voraussetzungen zur Anwendunq dieses Verfahrens.
Zum rechnerinternen Ausrichten des Werkstilcks wird eine Transformation des Werks t f i ck -Koord ina tensys t ems durchgefuhrt. Durch diese Transformation wird erreicht, daB die Lage der MeBpunkte im Werkstuck-Koordinaten- system ”genau” der Lage der Sollform im Bezugskoordi- natensystem entspricht. Durch Identifikation dcr bei- den Koordinatensysteme konnen dann die MeBpunkte nit der Sollform direkt verglichen werden. Bei der Trans- formation T wird die Darstellung iiber die Eulerschen Winkel qewahlt, so daR T : R ’ - t IR’ gegeben ist durch
cos 4I sin 0 (-sin c cos 0) + x (3) \ o 0 1
mit 5 E R 3 , dem Verschiebungsvektor Ax E IR’ und den Eulerschen Winkeln n , B und Q [ 2 l . J e z der Matrizen stellt eine Drehung des Koordinatensystems bei festem Ursprung dar. Die Reihenfolge der einzelnen Drehungen ist nicht vertauschbar.
Da die Winkel nichtlinear in die Matrizen eingehen, muR zur Ermittlung der Transformation ein nichtlinea- res Gleichungssystem der Form f(Z) = 0 gelost werden. Dieses geschieht iterativ mit dem Newton-Verfahren in der allgemeinen Form [ l l
( 4 )
wobei ,(k) die k-te Nlherung fiir den gesuchten Vektor & ist und Df die Jacobi-Matrix der Abbildung f = (f1, ..., fm), deren Elemente gegeben sind durch 3f j/:xi.
4 . Beschreibung der Werkstuckoberflache durch Schnittlinien.
Es wird zunlchst davon ausgeqanqen, daB die Sollform des zu messenden Werkstuckes in mehreren ebenen Schnit- ten, die ohne Einschrankung der Allgerneinheit senk- recht zur x,-Achse angeordnet sein sollen, durch dis- krete Punkte vorgegeben ist. Dabei ist die Vorausset- zung der Ebenheit der Schnitte fur das beschriebene Verfahren nicht entscheidend, es erleichtert lediglich eine ubersichtliche Darstellung. Beschrankt man sich auf einen der angeqebenen Schnitte, so liegen die Soll- punkte auf einer geschlossenen ebenen Kurve, der Rand- kurve des Profils. Als Kurve K i m R 3 wird dabei eine Menge von Punkten (x~,xz,x~) bezeichnet, die sich in der folgenden Form darstellcn 1aRt (Parametcrdarstel- lung der Kurve, [ 3 1 )
<’ = . ‘(X1,X2,X3) IXiFR, xi = fl(t),
Dabci sci J c TR ein abqeschlossencs Intcrvall (dcr Einfachheit halbcr wird im folgcnden stcts J = [O,ll yewahlt) und die fi : .J -, IR stetiqe Abbildunyen. Die Ebenheit der Schnitte bedeutet dann nur, daB f3 kon- stant ist.
Zur Eraittlung einer Naherung ffir die unbekannten Ab- bildunqen fi konnen verschiedene Ansatze gemacht wer- den. E s wurden d a m Versuche mit Interpolations-, Ausqleichs-, BeziCrpolynomen, interpolierenden und ausqleichenden Splines bzw. Subsplines sowie mit ande- ren iiblichen Interpolations- oder Ausgleichsverfahren gemacht. 7x1s zweckmaRig erwies sich die Darstellung als interpolierender kubischer Spline genPB (2) nit nicht aquidistanten Stutzstellen. Neben der absolut genauen Darstellung (Interpolation) in den Sollpunk- ten ist aufgrund ihrer Definition als Bieqelinie auch das Verhaltcn zwischen den Punkten physikalisch sinn- voll [ 4 1 . ES ist aber zu beachten, daB dabei auch eine gceiynete Zuordnung der Parameter zu den gegebenen Punkten notwendig ist [3,51. Als nicht-ayuidistante Parameterschrittweite wurde eine Naherunq fur die Bo- genlange der gesuchten Kurve zwischen den Stiltzpunkten verwendet. Diese Naherunq kann ggf. durch Iteration verbessert werden.
Ein grundsatzlicher Nachteil einer Parameterdarstel- lung nach ( 5 ) besteht darin,daB von einem beliebigen Punkt, etwa einem MeRpunkt, auch wenn er in der Schnittebene liegt, nicht ohne weiteres seine Lage bzgl. der Kurve ermittelt werden kann. Andererseits qibt es kaum eine Moqlichkeit, ohne Parameterdarstel- lung als Zwischenstufe eine andere Darstellungsform fiir Werkstuckoberflachen zu erzeugen. Dazu rnuR das Problem gelost werden, das in der Invertierung der Abbildungen fi besteht, d.h. in der Ermittlung des z u cinem Kurvenpunkt gehorcnden Parameters t. Allerdings ist das nicht mehr ohne groReren Rcchenaufwand mog- lich, wenn statt der einparametrigen Kurven die ganze Flache oder auch Teilflachen als zweiparametrige Vek- tormengen analog zu (5) betrachtet werden. Als zweck- maRiger erwies sich die implizite Darstellung der Ge- samtflzche.
5 . Implizite Darstellung von Werkstuckoberflachen
Nach [3] kann eine FlacheF c R implizit beschrieben werden als Losungsmenge einer Gleichung
F(X1,X2,X3) 0. (6)
Die Abbildung F: R1 -t R wird ebenso wie deren Naherung im folqenden als zweimal stetig differenzierbar voraus- gesetzt. Da F durch F und (6) nicht eindeutig bestimmt ist (d.h. es kann beliebig viele Abbildunqen geben, fur die (6) gilt), bedeutet das keine wesentliche Ein- schrankung.
Die implizite Darstellung der zu beschreibenden Werk- stiickoberflache bietet den Vorteil, daB die Lage von Punkten, 2.B. MeBpunkten, bzgl. der Flache sehr ein- fach festgestellt werden kann, auch ohne daB auf der Sollflache ein korrespondierender Punkt bekannt ist. In Kauf nehmen muR man dafur bei der Ermittlung der Darstellung einen hoheren Rechenaufwand, der erforder- lich ist, urn eine ausreichende Genauigkeit z u errei- chen. Dieser wirkt sich aber, wie bereits erwlhnt, nicht auf die eigentliche MeAaufgabe aus.
Nur bei einfachen qeometrischen Elementen, wie z . B . bei einer Kugel (mit Mittelpunkt 0 und Radius r) im rechtwinkliqen Koordinatensystem durch
3 F ~ ( x , , x ~ , x ~ ) = xi - r’ = o
i= 1 1lBt sich eine entsprechende Abbildung Fk auch angeben.
Zur numerischen Bestimung einer Naherunq fur die i.a. unbekannte Abbildung F bei der betrachteten Werk- stuckoberflache F sind mehrere AnsBtze maglich, z.B. die Darstellung der einzelnen Schnitte als Ausgleichs- bipolynom und Interpolation in Richtung der drltten Komponenten; als brauchbar erwies sich jedoch nur ein Verfahren dgr getrennten Richtun en, bei dem die Kom- ponenten 4 3 ) des Stutzpunktes x91) getrennt ausgewertet werden und bei dem qegeben isf durch
mit k > 1, Abbildungen p : R x B + W und q . : R - 8, die von x2 unabhangig silfd,und nur von x2 &hangenden
454
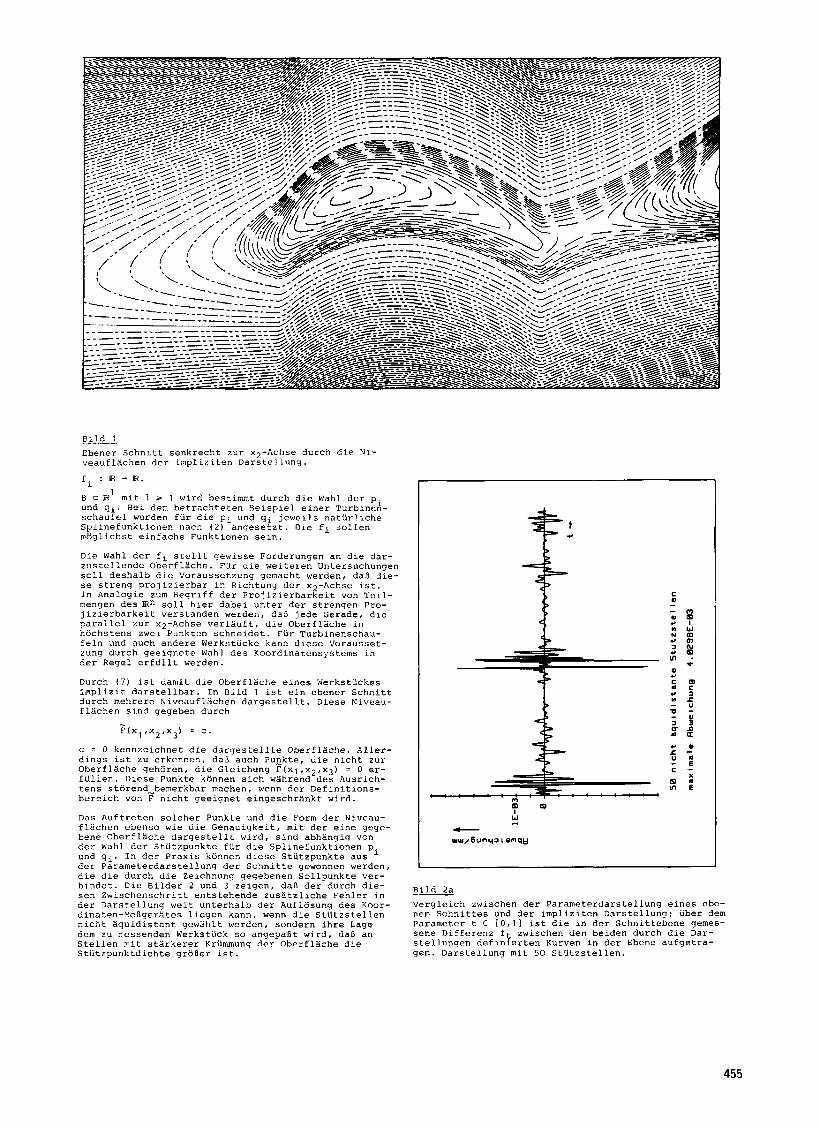
Bild 1 Ebener Schnitt senkrecht zur x2-Achse durch die Ni- veauflachen der impliziten Darstellung.
fi : w +w. B clR1 mit 1 z 1 wird bestimt durch die Wahl der p. und qi. Bei dem betrachteten Bfispiel einer TurbineA- schaufel wurden fur die pi und qi jeweils naturliche Splinefunktionen nach (2) angesetzt. Die fi sollen noqlichst einfache Funktionen sein.
Die Wahl der fi stellt gewisse Forderungen an die dar- zustellende Oberflache. Fur die weiteren Untersuchungen soll deshalb die Voraussetzuny qenacht werden, daR die- se streng projizierbar in Richtung der x2-Achse ist. In Analogie zum Beqriff der Projizierbarkeit von Teil- nenqen des En soll hier dabei unter der strengen Pro- jizierbarkeit verstanden werden, dail jede Gerade, dle parallel zur xZ-Achse verlauft, die Oberflache in hochstens zwei Punkten schneidet. Fur Turbinenschau- feln und euch andere Werkstucke kann diese Vorausset- zung durch geeignete wahl des Koordinatensystems in der Reqel erfullt werden.
Durch ( 7 ) ist damit die Oberflache eines Werkstuckes iinplizit darstellbar. In Bild 1 ist ein ebener Schnitt durch mehrere Niveauflachen daryestellt. Diese Niveau- flachen sind qegeben durch
c = 0 kennzeichnet die dargestellte Oberflache. Aller- dings ist zu erkennen, daB auch Pugkte, die nicht zur Oberflache gehoren, die Gleichung F(xl,x2,x3) = 0 er- fullen. Diese Punkte konnen sich wahrend des Ausrich- tens storend_bemerkbar machen, wenn der Definitions- hereich von F nicht geeignet eingeschrankt wird.
Das Auftreten solcher Punkte und die Form der Niveau- flzchen ebenso wie die Genauigkeit, mit der eine qeqe- bene Oberflache dargestellt wird, sind abhanqig von der Wahl der Stutzpunkte fur die Splinefunktionen p . und qi. In der Praxis konnen diese Stutzpunkte aus der Parameterdarstellung der Schnitte gewonnen werden, die die durch die Zeichnung gegebenen Sollpunkte ver- bindet. Die Bilder 2 und 3 zeigen, daR der durch die- sen Zwischenschritt entstehende zusztzliche Fehler in der Darstellung weit unterhalb der Auflosung des Koor- dinaten-MeBgerates lieqen kann, wenn die Stutzstellen nicht aquidistant qewahlt werden, sondern ihre Laqe dem zu messenden Werkstuck so angepaRt wird, daO an Stellen mit starkerer Krummunq der Oberflache die Stiitzpunktdichte groRer ist.
C 0
- m + I n u N O D c o ) Y N
t
- u r n
L ? 0 c E D m c c a n r - 0 u - - Q 3 3 o n
c o L - - E c .- X
m a
u m
2 : m a , 4! -
u1ur/Sunq3 I smqu
Bild 2a Vergleich zwischen der Parameterdarstellung eines ebe- nen Schnittes und der impliziten Darstellung; uber den Parameter t E [ 0 , 1 1 ist die in der Schnittebene qemes- sene Differenz ft zwischen den beiden durch die Dar- stellungen definierten Kurven in der Ebene aufqetra- gen. Darstellunq mit 50 Stutzstellen.
455
m m 2
1 t
C 0
O P e m H I N U c o J O I n 0 0 - c C
+ c - s ' 0 0
Y O 0 3
- c
e m
a m n~
.- .-
a n a e L O 0 - - 0
C E
m x -
z :
Bild 2b Verqleich zwischen der Parameterdarstellunq eines ebe- nen Schnittes und der impliziten Darstellung bei 200 Stutzstellen. Die max. Abweichung ist um den Fak- tor 27 gerinqer a l s bei der Darstellunq des Schnittes mit 5 0 Stutzstellen (siehe Rild 2a).
6. Ausrichten des Werkstuckes
Die Solloberflache z"J des zu messenden Werkstiickes wer- de durch eine Abbildung qemaB (6) und ( 7 ) dargestellt. Mit d . := d(x.,F,) werde der euklidische Abstand eincs MeEpuJktes x,'zu dieser Flxche bezeichnet. Sind n MeR- punkte aufqdornmen worden, so besitzt der Abweichunqs- vektor g also die n Komponenten d1, ..., d,: Zum rechner- internen Ausrichten wird eine Transformation T :lR'-. IR' des Werkstuckkoordinatensystems qesucht, so daR fur ein vorher festqelegtes Punktional x : IRn- IR, (Nenge der nichtnegativen reellen zahlen) erfiillt ist
x(d(T)) = min. (8)
Da durch die Transformation die Komponenten der MeBpunk- te und damit auch die d . verandert werden, ist in (8) - d von T und damit von ddn sechs Transformationsparame- tern, namlich den drei Eulerschen Winkeln und den drei Komponenten des Verschiebungsvektors, abhangig (vql. (3)). Diese sechs GroBen sollen zusammengefaBt werden zum Vektor g ; in (8) wird also das Minimum in Abhanqig- keit von der Variablen bestimmt. Fur x kann z.B. eine Norm nach (1) qewtihlt werden.
Der Abstand dj des MeBpunktes x. von der Flache ,r3 i.a. nur schwer bestimmbar, da-aierzu ein Bezuqssunkt auf F6 bekannt sein miiBte wie z.B. der FuBpunkt eines Lotes von 5 ' auf F s . Nach [31,und wie auch aus Rild 1 erkennbar, !st aber der Wert von an der Stelle 5, cin MaB fur den qesuchten Abstand, das noch qeeiqnet zu ge- wichten ist. Fur die nach ( 7 ) geqebene Abbildunq konnte die Naherunq
ist
* qewahlt werden; d ist vorzeichenbehaftet und liefert so qleich Information dariiber, x. innerhalb oder auBerhalb
Fur dj - 0 gilt z . - d .
Setzt man ( 9 ) in (8) ein, so kann das Minimum bestimmt werden durch Losen des folqenden nichtlinearen Glei- chungssystems mit der Unbekannten
der Flache lieqt. -7
7 I '
. . - F (T ( 2 ) x . ) -)) = 0 . ( 1 0 )
(grad 5 F;(T(u)xjl
1 -
a c m
Gild 3 Zusammenhanq zwischen der maximalen Abweichunq ftm und Anzahl und Laqe der Stiitzstellen auf der x,-Achse.
Dieses Gleicnungssystem wird mit Hilfe des Newton- Verfahrens ( 4 ) qelost. Dabei wird die zweimalige Dizfe- renzierbarkeit des Funktionals x und der Abbildung F verlanqt. Bei Bcrechnung der Ableitungen ist zu beach- ten, daR auch qrad F von % abhangig ist. Das Losen von ( 1 0 ) kann Drobleme bereiten, wenn auch Punkte, die zu -?: qehoren, die Gleichung (6) erfiillen, da dann eine gute Anfanqsnaherung erforderlich ist. Diese kann z.B. durch cntsprcchcndes monuelles Grobausrichten er- lanqt werden.
In ( 1 0 ) wird neben ? keine weitere Information iiber die Sollflache benotiqt. Damit kann das Werkstiick rechnerintern fein-ausgerichtet werden, ohne daO zu den MeBpunkten korrespondierende Sollpunkte berechnet werden. Bild 4 zeigt ein mit dem anqeqebenen Verfahren erzieltes Ergebnis fur den Fall eines ebenen Schnittes, Bild 5 und 6 zeigen den Verlauf der Abweichunqen nach dem Ausrichten. In Bild 7 ist zur Beurteilung der ver- wendeten Abstandsnaherung die Differenz zwischen Izjl und d7 aufgetragen.
Uberhi jhungsfaktor: 300 -10 mm
Lags d e r MeBpunkte i m sbenen S c h n i t t
Rild 4 'Jberhohte Darstellunq der Laqe der MeEpunkte in einem ebcnen Schnitt nach dem Ausrichten.
456

Bild 5
Darstellung der vorzeichenbehafteten Abstande 3. der Menpunkte von der Sollf lache (Simulationsdaten +ur die MeBpunkte; jeweils 2 0 Punkte in 10 Schnittebenen).
c I
m m T F Y #
Bild 6
Abstande z . der MeBpunkte von der Sollflache in einem ebenen Schaitt , aufgetraqen uber dem Parameter t C : 0 , 1 1 .
Bild 7
Differenz zwischen der Abstandsnaherunq 13.1 und dem euklidischen Abstand, jeweils bezogen auf h e Schnitt- ebene.
7 . Schluabenerkung und Ausblick
Es wurde ein Verfahren angegeben, das eine rechnerin- terne, vollstandiqe Darstellung der zeichnungsgema0en Sollfllche des zu messenden Werkstiickes ermoglicht. Die Genauigkeit der beschriebenen impliziten Darstel- lung ist ebenso wie die zur Berechnung benotigte Zeit und der Speicherplatzbedarf abhangiq von Lage und An- zahl der Stiitzstellen. A1s Richtwert fur die benotiqte Rechenzeit kann 6 s /Stiitzpunkt angegeben werden, wobei fur die innerhalb des Verfahrens angewendeten itera- tiven Methoden sehr strenge Abbruchkriterien gewahlt wurden. Der Speicherplatzbedarf betragt bei entspre- chender Wahl der Splinefunktionen pi und qi etwa 1 0 Informationsdaten pro Stutzstelle.
Mit Hilfe der angegebenen Darstellung ist das rechner- interne Ausrichten des Werkstiickes moglich. Auch fur weitere Probleme bei der Messung von Werkstucken mit qekrummten Oberflachen auf KoordinatenmeBgeraten ist die Voraussetzung zur Losung qegeben. Sowohl die Steu- erung des KoordinatenmeRgerates, d.h. das Verfolgen einer besonderen Strategie zur MeBpunktermittlung bzw. Antastung, als auch die MeBwerterfassung sollen, ge- stutzt auf die erarbeiteten Verfahren, noch naher unter suclit werden. D a m gehoren auch eine geeignete Tast- kugelkorrektur und 2.B. die Berticksichtigung spezieller Tasterkombinationen. An Hand praktischer Messungen mussen schlie6lich die Auswirkungen der mit den ange- gebenen Verfahren erzielbaren Erqebnisse auf die Beur- teilung der gemessenen Werkstiicke ermittelt werden.
8. Literaturverzeichnis
[ l ] Broyden, C.G.: A C l a s s of Methods for Solving Non- linear Simultaneous Equations. Hath. Comp. 1 9 ( 1 9 6 5 ) . S . 577-593.
[2] Goch, G.: Theorie der Prufung gekriimmter Werkstiick- Oberflachen in der Koordinatenmentechnik. Dissertation, Hamburg 1 9 8 2 .
bung gekriimmter Flachen in der Mehrkoordinaten- MeRtechnik. VDI-Berichte N r . 3 7 8 ( 1 9 8 0 ) , 5 . 8 5 - 9 1 .
1 4 1 Greville, T.N.E. (ed.): Theory and Applications of Spline Functions. Academic Press, New York et a l . , 1 9 6 9 .
[ 5 1 Weckenmann, A.; Goch,G.: Rechneruestutztes Messen von Werkstucken. VDI-2 1 2 0 ( 1 9 7 8 ) 2 1 , S . 992-996.
t 3 1 Goch, G.; Peters, R.-D.; Schubert, F.: Beschrei-
457




![08 OpenGL Pipeline [Kompatibilitätsmodus]€¦ · Bildschirm-(genauer „Window“-) koordinaten, z.B. (0,599)x(0,599) Transformation der z-Koordinaten aus (-1,1) in den Bereich](https://static.fdocument.pub/doc/165x107/605c247357b71749f651cab5/08-opengl-pipeline-kompatibilittsmodus-bildschirm-genauer-awindowaoe-koordinaten.jpg)