MASP Frigorifico - Depieri, Barnabé e Oenning (2015)
12
1 Utilização do MASP para melhoria de processos em um frigorífico de carne bovina do norte de Mato Grosso VINICIUS DE ARAGÃO DEPIERI (UNEMAT) [email protected] SILMARA GOMES BARNABÉ (UNEMAT) [email protected] EDUARDO JOSÉ OENNING SOARES (UNEMAT) [email protected] Resumo: O presente trabalho teve como objetivo identificar e mensurar perdas no processo produtivo em um frigorífico bovino usando o Método de Análise e Solução de Problemas (MASP). As análises e coleta de dados se deram através do estudo de caso na empresa. O estudo contou com o auxílio de algumas técnicas e ferramentas da qualidade que proporcionaram o suporte adequado para a aplicação do MASP, dentre elas podemos destacar: Gráfico de Pareto, Diagrama de Causa e Efeito, Brainstmorming e 5W2H. Com a aplicação do MASP tornou-se possível a identificação dos pontos de perdas no processo produtivo e suas causas. Então com os dados já devidamente coletados e estratificados, puderam-se definir ações corretivas para sanar de modo eficaz as anomalias existentes. Portanto após a aplicação dos planos de ação realizou-se a verificação da representatividade das ações e a padronização dos processos, evitando a reincidência do problema de ausência de vácuo, trazendo benefícios financeiros altamente significativos uma vez que esse problema representava aproximadamente 50% de todas as devoluções da empresa. Palavras-chave: MASP; Ferramentas de Qualidade; Anomalias. 1. Introdução O surgimento do agronegócio está relacionado com o processo de intensificação da atividade industrial, tal como se verificou nos principais países industrializados a partir da revolução verde (PLATA e CONCEIÇÃO, 2012). A tecnologia e o desenvolvimento industrial foram evoluindo de maneira rápida no decorrer dos anos, onde o segmento de carne bovina vem apresentando um dos maiores índices de desenvolvimento da agroindústria, proporcionando a criação de produtos cada vez mais complexos e completos, o que consequentemente exige a evolução dos meios de análise da qualidade. No cenário atual, podemos destacar o Brasil como um dos maiores potenciais econômicos na produção de carne bovina, contando com o maior rebanho comercial do mundo, sendo abatidos no segundo trimestre de 2013 a marca de 8,5 milhões de cabeças. Dentro deste contexto destaca-se o estado de Mato Grosso, detentor do maior rebanho nacional, contabilizando 28.757.438 animais, o que representa 13,7 % de todo o rebanho nacional (IBGE, 2013). A dinâmica atual exige que as empresas ajustem seus modelos ao do mercado global, de forma a atingir maior eficácia nas suas operações proporcionando a garantia da prosperidade da empresa no mercado e assegurando seu desenvolvimento. O que resultou em um novo cenário produtivo, onde as empresas passaram a ver a qualidade do produto com
-
Upload
silmara-g-barnabe -
Category
Documents
-
view
42 -
download
1
description
Aplicação do Método MASP para melhorias em um frigorifico.
Transcript of MASP Frigorifico - Depieri, Barnabé e Oenning (2015)

1
Utilização do MASP para melhoria de processos em um frigorífico de
carne bovina do norte de Mato Grosso
VINICIUS DE ARAGÃO DEPIERI (UNEMAT) [email protected]
SILMARA GOMES BARNABÉ (UNEMAT) [email protected]
EDUARDO JOSÉ OENNING SOARES (UNEMAT) [email protected]
Resumo: O presente trabalho teve como objetivo identificar e mensurar perdas no processo
produtivo em um frigorífico bovino usando o Método de Análise e Solução de Problemas
(MASP). As análises e coleta de dados se deram através do estudo de caso na empresa. O
estudo contou com o auxílio de algumas técnicas e ferramentas da qualidade que
proporcionaram o suporte adequado para a aplicação do MASP, dentre elas podemos
destacar: Gráfico de Pareto, Diagrama de Causa e Efeito, Brainstmorming e 5W2H. Com a
aplicação do MASP tornou-se possível a identificação dos pontos de perdas no processo
produtivo e suas causas. Então com os dados já devidamente coletados e estratificados,
puderam-se definir ações corretivas para sanar de modo eficaz as anomalias existentes.
Portanto após a aplicação dos planos de ação realizou-se a verificação da representatividade
das ações e a padronização dos processos, evitando a reincidência do problema de ausência
de vácuo, trazendo benefícios financeiros altamente significativos uma vez que esse problema
representava aproximadamente 50% de todas as devoluções da empresa.
Palavras-chave: MASP; Ferramentas de Qualidade; Anomalias.
1. Introdução
O surgimento do agronegócio está relacionado com o processo de intensificação da
atividade industrial, tal como se verificou nos principais países industrializados a partir da
revolução verde (PLATA e CONCEIÇÃO, 2012). A tecnologia e o desenvolvimento
industrial foram evoluindo de maneira rápida no decorrer dos anos, onde o segmento de carne
bovina vem apresentando um dos maiores índices de desenvolvimento da agroindústria,
proporcionando a criação de produtos cada vez mais complexos e completos, o que
consequentemente exige a evolução dos meios de análise da qualidade.
No cenário atual, podemos destacar o Brasil como um dos maiores potenciais
econômicos na produção de carne bovina, contando com o maior rebanho comercial do
mundo, sendo abatidos no segundo trimestre de 2013 a marca de 8,5 milhões de cabeças.
Dentro deste contexto destaca-se o estado de Mato Grosso, detentor do maior rebanho
nacional, contabilizando 28.757.438 animais, o que representa 13,7 % de todo o rebanho
nacional (IBGE, 2013).
A dinâmica atual exige que as empresas ajustem seus modelos ao do mercado global,
de forma a atingir maior eficácia nas suas operações proporcionando a garantia da
prosperidade da empresa no mercado e assegurando seu desenvolvimento. O que resultou em
um novo cenário produtivo, onde as empresas passaram a ver a qualidade do produto com

2
uma responsabilidade da empresa e não somente dos setores. Barcellos et. all (2004) afirmam
que para que esse novo cenário seja viável será necessário que a cadeia produtiva direcione
seus esforços para a qualidade do produto final e para a sua certificação por meio da gestão
por processo.
Para alguns setores da economia, a qualidade é tida como uma vantagem competitiva
importante, mas para as indústrias agroalimentares ela é uma questão de sobrevivência
(Toledo; Batalha; Amaral, 2000). Os autores afirmam ainda que, no entanto as empresas do
segmento de abate avaliam seu desempenho por meio do volume de vendas, refletindo uma
visão restrita sobre qualidade. Logo, a utilização de métodos para solução de problemas
voltados para a qualidade no processo é a chave não só para a sobrevivência das empresas,
mas também para seu sucesso.
É nítida a importância da aplicação de um método para identificar se o processo está
sendo eficiente ou se estão ocorrendo desvios que resultem em perdas, possibilitando também
propor soluções que ajudem a empresa na correção destas anomalias. O desenvolvimento do
estudo respalda-se na aplicação do Método de Análise e Solução de Problemas (MASP) em
um frigorífico de carne bovina, estando localizado na região norte do estado de Mato Grosso,
tendo como objetivo a constatação de perdas e possíveis reduções.
2. Revisão da literatura
2.1 Mercado de carne bovina
Durante anos o setor de carne bovina foi dominado pelas multinacionais, que no
decorrer das décadas foram se espalhando por toda a área nacional. Entre os anos de 1945 a
1967 o rebanho bovino mais que dobrou, passando de um total de 46,6 milhões para 90
milhões. Crescimento no qual se justifica pelo aumento no consumo doméstico de carne.
Resultando mais tarde, na década de 80, na fixação do Brasil como uma grandiosa potência no
mercado mundial (PLATA e CONCEIÇÃO, 2012).
A região Centro-Oeste aparece como a maior responsável pelo abate de bovinos,
dando destaque ao estado de Mato Grosso que como supracitado no texto detém o maior
rebanho de bovinos no país. Isso graças a uma série de fatores favoráveis, como a presença de
vastas áreas de criação, tecnologia empregada e melhoramento genético. Entre os anos de
2012 e 2013 houve uma variação de crescimento de 16,3% no abate, variação esta que só foi
menor que dos estados de Minas Gerais (29,6%) e Goiás (26,3%) (IBGE, 2013).
As projeções de carnes para o Brasil mostram que esse setor deve apresentar intenso
crescimento nos próximos anos. Entre as carnes, as que projetam maiores taxas de
crescimento da produção no período 2013 a 2023 são a carne de frango, que deve crescer
anualmente a 3,9%, e a bovina, cujo crescimento projetado para esse período é de 2,0% ao
ano (AGE/MAPA, 2013).
Quanto às exportações, as projeções da AGE/MAPA (2013) indicam elevadas taxas de
crescimento, onde é esperado um cenário favorável para as exportações brasileiras de carnes.
As carnes bovina e suína lideram as taxas de crescimento anual das exportações para os
próximos anos. As exportações de carne bovina devem situar-se numa média anual de 2,5%.
Essas exportações de carnes têm se dirigido para numerosos países, onde em 2012 a carne

3
bovina foi destinada a 142 mercados, sendo o principal a Rússia. A expectativa é que esse
mercado se consolide de forma crescente para que sejam factíveis as projeções realizadas.
2.2 Gestão da Qualidade
A caracterização do conceito de gestão da qualidade em um sentido vasto veio a ser
desenvolvido por W.A. Shewhart, um norte-americano que na década de 20 já realizava
grandes questionamentos sobre a qualidade e a variabilidade apresentada na produção de bens
e serviços. Foi Shewhart quem desenvolveu os sistemas de Controle Estatístico de Processo
(CEP), Ciclo PDCA (Plan, Do, Check e Action) e o Método Essencial da Gestão da
Qualidade. Proporcionando, portanto uma nova maneira de se lidar com as não conformidades
apresentadas nas indústrias (LONGO, 1995).
No contexto atual, a gestão da qualidade pode ser definida baseada em oito princípios,
sendo eles (CAMPOS et all, 2003; PANTEADO, 2007):
1. Direcionamento de foco ao cliente;
2. Liderança;
3. Envolvimento de pessoas em todos os setores do processo;
4. Enfoque de processo;
5. Enfoque sistemático para a gestão;
6. Melhoria contínua;
7. Enfoque factual para a tomada de decisão;
8. Relacionamento mutuamente benéfico com o fornecedor.
Para Montgomery (1985) apud Moraes, Ferreira e Balestras (2006) o objetivo primário
do Controle Estatístico da Qualidade (CEQ) concentra-se na redução sistemática da
variabilidade nas características-chave do produto, fornecendo as ferramentas necessárias para
avaliação e melhoria de processos, produtos e serviços de forma potente e abrangente. O CEQ
pode ser utilizado dentro das organizações de diversas maneiras, sendo que apresenta
resultados significativamente bons quando aplicadas dentro de uma metodologia para análise
e solução de problemas. Piechnicki et all (2011), Kaushik et all (2012), Jenicke et all (2008),
assim como Ferreira et all (2010) comprovam eficiência da aplicação de metodologias
voltadas para o controle da qualidade em seus estudos.
2.3 O MASP
Hagemeyer, Gershenson, e Johnson (2006) sugerem que maioria dos programas de
resolução de problemas contêm os mesmos conceitos, técnicas e ferramentas principais muito
semelhantes, onde o que realmente difere é o nome do programa (metodologia) e o "ângulo"
pelo qual é utilizado, que promove a metodologia como algo "novo e melhorado" para
resolver os problemas de uma empresa. O que difere na maioria das metodologias é a ordem
dos passos ou o grau de detalhe envolvido em cada um desses.
Assim, o MASP apresenta duas vantagens, pois proporciona a solução das não
conformidades de maneira científica e efetiva, bem como gera a cada indivíduo da
organização suporte para a resolução dos problemas específicos de sua responsabilidade
(CAMPOS et all, 2003).

4
O MASP é um método sistemático para estudar cenários que podem exigir uma
tomada de decisão para solucionar situações insatisfatórias, um desvio do padrão de
desempenho esperado ou de um objetivo estabelecido, reconhecendo a necessidade de
correção, seguindo alternativas de ação de forma a eliminar gargalos financeiros. Estas
situações são tratadas utilizando ferramentas da qualidade de uma maneira sequencial e
padronizadas (ARIOLI, 1998).
Falconi (1992) apresenta o desdobramento do PDCA no MASP (Quadro 1). A
implantação do método é um processo que segue uma sequência lógica, iniciando com a
constatação do problema, passando pela análise e finalizando com a tomada de decisão.
QUADRO 1 – Relação entre MASP e PDCA.
PDCA MASP OBJETIVO
P
Identificação do problema Definir claramente o problema e reconhecer sua importância.
Observação. Investigar as características especificas do problema com uma visão ampla e sob vários pontos de vista.
Análise. Descobrir as causas fundamentais.
Plano de Ação Conceber um plano para bloquear as causas fundamentais.
D Ação Bloquear as causas fundamentais.
C Verificação Verificar se o bloqueio foi efetivo.
(Bloqueio foi efetivo?) Se sim, dê continuidade. Se não, volte à etapa de identificação do problema.
A Padronização Prevenir contra o aparecimento do problema.
Conclusão Recapitular todo o processo e solução do problema para trabalho futuro.
Fonte: Adaptado de FALCONI, 1992.
3. Metodologia
Este trabalho é classificado como estudo de caso, pois, segundo Gil (1999), esse tipo
de procedimento metodológico caracteriza-se por um estudo mais aprofundado de um ou
poucos objetos, permitindo o conhecimento mais detalhado de tais objetos. Assim, esse
estudo foi realizado em um frigorífico de abate de bovinos, sendo avaliado o desempenho de
todos os setores constituintes na obtenção do produto final, tendo foco na análise de
oportunidades de melhorias e identificação de anomalias.
Na aplicação do MASP foram utilizadas ferramentas da qualidade que possibilitam a
identificação do problema, dentre elas, as usadas são: Folha de Verificação, Gráfico de Pareto,
Brainstorming, Diagrama de Causa e Efeito, Histograma, Fluxograma e 5W2H (BEZERRA,
GOTO e QUEIROZ, 2006).
Para a identificação do problema inicialmente foi realizado um levantamento
documental da empresa sobre a quantidade de devoluções e dados específicos como peso,
valor devolvido, motivo da devolução, entre outros. Realizou-se um Brainstorming
juntamente com os supervisores de cada setor e líderes de produção para o levantamento das
possíveis causas do problema.
Posteriormente, os dados foram dispostos de acordo com a sua relevância para a
empresa, sendo estratificados em reais e peso (Kg). Analisados os dados, foi determinada a
priorização do problema e sua relevância, iniciando uma análise com intuito de entender o
quanto essa anomalia corresponde às perdas e desenvolver soluções para corrigi-las.

5
4. Estudo de caso
Nesta seção será apresentado um exemplo de aplicação do MASP, assim como
definida anteriormente, aplicado em um frigorífico de carne bovina, situado no norte do Mato
Grosso. Serão aqui transcritas a coleta de dados e suas analises, identificando os principais
pontos de perdas. Dando sequência com a aplicação do MASP de modo a identificar a causa
raiz e propor ações corretivas.
4.1 Aplicação do MASP
Para a escolha da anomalia a ser abordada, primeiramente se observou alguns dos
indicadores adotados pela empresa – verificações de indicadores de qualidade, como de
vácuo, são realizadas diariamente, as devoluções e o total no mês, os mesmos são coletados
através de uma determinada quantidade de amostras proporcionais a quantia produzida no
período –, tendo como foco a escolha de algum ponto impactante quanto à questão financeira.
Então foi iniciado o estudo dos dados para a escolha do problema a ser avaliado, como
a empresa tem uma política de estudar e propor melhoria ao indicador que apresenta desvio
por três meses consecutivos, o foco da aplicação do MASP foi direcionado ao indicador de
devoluções, o qual apresentava essa característica. Com o início da avaliação dos dados foi
possível verificar que o indicador de devoluções era expressivamente impactante no
desempenho financeiro, foi então que se iniciou um estudo mais detalhado para a constatação
deste problema e as suas possíveis causas.
4.1.1 Etapa 1 - Priorização do problema
Em um período de dois meses foram analisados os motivos das devoluções dos
produtos em decorrência de: ausência de vácuo, produto com exsudação, especificação do
produto, contaminação física, falha na emissão da etiqueta, e outros pouco significativos
(diferença de peso, erro na digitação do pedido e produto com cor e odor alterados) e suas
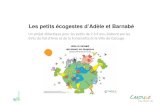
estratificações por custo acumulado de dois meses, expostos no Gráfico 1.
GÁFICO 1 – Gráfico de Pareto por motivo de devoluções.

6
No Gráfico de Pareto (gráfico 1) destacam-se os motivos mais impactantes no índice
de devoluções, sendo a maior causa das devoluções os produtos com ausência de vácuo, que
representam 48% dos custos referentes a devoluções no período em questão.
O alto índice de devoluções, além de gerar prejuízo financeiro para empresa, também
influencia na relação de confiança com o mercado consumidor. Portanto, os estudos serão
direcionados para a identificação do motivo que gera a falta de vácuo nos produtos. Podemos
ainda identificar outros motivos que também tem relevância expressiva, entretanto em
primeira estância os esforços serão direcionados para a correção da ausência de vácuo em
virtude do tempo disponível para realização do estudo.
4.1.2 Etapa 2 - Observação do problema
Para o levantamento das causas inicialmente foi realizado um Brainstorming com os
supervisores, líderes e operadores de produção. Sendo este dividido em duas etapas, onde a
primeira consistia em levantar dados sobre as causas dos problemas, e a segunda etapa em
classificar as informações coletadas, indicando quais são as causas mais prováveis, dessa
maneira filtrando e priorizando o problema, tornando a análise mais objetiva, colocando as
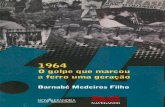
possíveis causas no Diagrama de Causa e Efeito (Figura 1), identificando a sua natureza.
FIGURA 1 – Diagrama de Causa e Efeito exibindo as possíveis causas da ausência de vácuo.
Com o auxílio do diagrama podemos observar os possíveis motivos que estão gerando
a ausência de vácuo nos produtos e as especificidades de cada uma delas, na sequencia segue
a especificação de cada causa que estão contidas no diagrama.
a) Falha Mecânica na Selagem: A vacuum sealer (VS) é a máquina responsável por
proporcionar o vácuo adequado nas peças, e posterior selagem. A falha mecânica na
selagem pode ocorrer se a aferição da máquina não estiver sendo realizado ou ainda de
maneira incorreta.
b) Má Extração: para que o processo seja garantido a VS deve operar a uma pressão de 6
Bar, desta forma torna-se necessário o acompanhamento periódico dessa condição, pois
caso não seja atendida pode gerar bolhas de ar ou até mesmo a ausência de vácuo.
c) Sujidades na Solda: a efetividade do processo não será garantida caso a embalagem
apresente resquícios de carne ou ossos no local da selagem, pois isso pode resultar em

7
pequenos orifícios que possibilitam a entrada do ar de maneira a comprometer o
processo.
d) Encolhimento: essa etapa é responsável por garantir o vácuo da embalagem, o
encolhimento aumentando sua resistência física, esse processo deve ocorrer a uma
temperatura entre 82 e 88 °C e um tempo médio de até 3 segundos. Caso a temperatura
mínima não seja atingida as embalagens recebem pouco encolhimento e isso acarreta uma
menos resistência mecânica.
e) Mão de Obra: caso os colaboradores não posicionem as embalagens de maneira adequada
na VS, a selagem pode ser realizada de maneira incorreta.
4.1.3 Etapa 3 - Análise do problema
Para averiguar as causas citadas no diagrama foram adotados dois brainstormings
sendo o primeiro para levantar o máximo de causas possíveis e o segundo para filtra-las sendo
testada cada uma das hipóteses. A análise contou com o auxílio de documentos da Garantia da
Qualidade e avaliações das peças. Portanto as causas de (a) a (d) foram analisadas através
destes documentos, sendo levantados os dados de fevereiro e março, o mesmo período da
coleta de dados das devoluções.
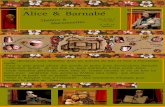
No mês de fevereiro e março, foram avaliadas um total de 6742 peças. No Gráfico 2
podemos identificar a quantidade e frequência relativa acumulada por causa, revelando assim,
sua representatividade ao problema/efeito. A causa encolhimento é a que apresenta maior
impacto para a ausência de vácuo, chegando a representar 88% do problema. Neste sentido, os
planos de ação foram desenvolvidos com foco em sanar as ocorrências de encolhimento.
GRÁFICO 2 – Gráfico de Pareto por número de ocorrência das causas e frequência acumulada de cada uma na
ausência de vácuo.
Quanto ao item (d) no que se diz respeito à mão de obra, são realizados diagnósticos
do trabalho operacional, uma prática realizada pela empresa com período predeterminado,
tendo a intenção de avaliar a qualidade das operações realizadas pelo colaborador. Portanto a
possibilidade da causa principal ser a falha na mão de obra pode ser descartada.

8
4.1.4 Etapa 4 - Plano de ação
As ações tomadas foram desenvolvidas com base na técnica 5W2H (Quadro 2). A
elaboração da mesma se deu através de uma reunião com os responsáveis do setor, juntamente
com ao gerencia industrial, ao qual foram levantadas possíveis ações para a correção da
ausência de vácuo, e de que modo à realização de cada ação iria interferir na rotina produtiva
da indústria.
QUADRO 2 - Apresentação do plano de ação para as correções de ausência de vácuo.
WHAT? HOW? WHY? WHERE? WHO? WHEN? HOW
MUCH?
Linha de
vapor
Construir uma
linha de vapor
direta da caldeira
para os tuneis de
encolhimento
Minimizar perdas e
temperatura no
decorrer do processo.
Evitar oscilações de
temperatura.
Setor de
Embalagem
Manutenção
Industrial 13/04/2014
Não
divulgado.
Substituir
Caldeira
Substituir a
caldeira para
aumento na
produção de vapor
Para prevenir
possíveis problemas
que possam vir a
surgir pela falta de
vapor
Sala de
Máquinas
Gerencia
Industrial/
Manutenção
Interna
10/07/2014 Não
divulgado.
Inspeção
dos
Produtos
Realizar Inspeção
nos produtos a
serem carregados
Garantir a qualidade
do
produto entregue ao
consumidor.
Expedição
de Carnes e
Miúdos
Garantia da
Qualidade
A Partir de
14/04/2014
Não
divulgado.
Instituir
Check
List
Instituir Check
List para
conferência das
condições
de temperatura no
túnel de
encolhimento
Verificar se as
condições
necessárias para o
funcionamento
adequado da
operação estão sendo
atendidas
Setor de
Embalagem
Qualidade
Total
A Partir de
14/04/2014
Não
divulgado.
4.1.5 Etapa 5 – Ação
Com o problema identificado e sabendo da dimensão das perdas, ficou clara a
necessidade de colocar os planos de ação em andamento o mais breve possível. O grande
impasse seria como realizar as ações sem que estas prejudicassem a rotina diária do processo
produtivo. Então em uma reunião foi estipulado quanto tempo cada ação levaria e qual a
melhor maneira de realiza-los. Como a maioria das ações não demandaria muito tempo, a
opção tomada foi paralisar a indústria por dois dias consecutivos para que as obras fossem
realizadas. A seguir serão descritos como se deu cada ação:
a) Construir uma linha de vapor direta: como já havia os materiais necessários para a
realização dessa melhoria, o seu andamento ocorreu de maneira rápida, sendo
realizadas em dois dias. No primeiro se deu a passagem da tubulação da caldeira até o
túnel de encolhimento, e no segundo dia realizou-se a ligação da tubulação a linha da
caldeira.

9
b) Substituir a caldeira para aumento na produção de vapor: devido à ocorrência desta
anomalia a gerência industrial em conjunto com a diretoria decidiu pela aquisição de uma
nova caldeira, com maior capacidade de produção. Essa ação teve o foco preventivo, uma
vez que a unidade tem planos para o aumento dos setores de Embalagem, Desossa e
Expedição de Carne e Miúdos
c) Realizar inspeção nos produtos a serem carregados: Após a construção da linha de vapor,
a garantia da qualidade designou um colaborador para acompanhar todos os
carregamentos, analisando todos os palets a serem carregados, deste modo minimizando
ainda mais a probabilidade de que produtos com ausência de vácuo sejam entregues aos
consumidores.
d) Instituir Check List para conferência das condições de temperatura no túnel de
encolhimento: A qualidade total formulou um check list, onde são aferidos semanalmente
as condições de pressão da VS, condições do selador, e temperatura do túnel de
encolhimento, deste modo caso ocorra alguma anomalia, a tratativa já deve ocorrer
imediatamente.
4.1.6 Etapa 6 - Verificação
Nesta etapa foram coletados dados após a conclusão das ações corretivas propostas no
plano, e comparados aos dados antes de sua implantação. Inicialmente foram coletados os
dados referentes ao encolhimento que apresentava 88% do problema na ausência de vácuo.
O Gráfico 4 (a) apresenta uma diminuição acentuada das ocorrências de falha no
encolhimento que como foi apontado na etapa de análise do problema como principal causa
da ausência de vácuo. Então na figura 5 é possível observar as devoluções de fevereiro até dia
30 de junho, expressos por uma taxa realizada do pelo peso devolvidos em função do peso
produzido.
Visualmente pode ser notado que após a implantação das ações corretivas que foram
propostas no plano de ação, a taxa de devoluções passou a cair, podendo notar que no mês de
abril a primeira quinzena antes das ações estava com 1,46% de devoluções, e depois das ações
atingindo uma marca de 0,19%. E podemos destacar o mês de maio e a primeira quinzena de
junho, que não apresentaram nenhuma devolução por ausência de vácuo, em históricos
passados esse valor nunca havia ficado em zero por dois meses consecutivos.
GRÁFICO 3 – (a) Acompanhamento mensal das ocorrências de falha no encolhimento; e (b) Comparativo
mensal das devoluções por motivo de ausência de vácuo, taxa realizada em função do peso (kg) devolvido pelo
peso (kg) produzido.

10
O Gráfico 3 (b) mostra que as ações representaram uma redução na taxa de devoluções
por ausência de vácuo, isso fica evidenciado com uma queda acentuada no índice após a
implantação do plano de ação. Exibindo que as ações aplicadas foram satisfatórias, assim
como o empenho e comprometimento de toda a equipe envolvida.
4.1.7 Etapa 7 - Padronização
Com o plano de ação tendo sido colocado em prática, praticamente todas as ações já
estão em funcionamento, exceto a substituição da caldeira que demanda mais tempo. Portanto
as ações executadas apresentaram resultados satisfatórios, serão padronizadas, passando a ser
adotas na rotina diária da empresa.
Dentre as ações utilizadas duas delas têm foco na padronização, sendo elas a
instituição de um check list no túnel de encolhimento, possibilitando visualizar facilmente
qualquer alteração que ocorra na operação, e a outra o acompanhamento realizado pela
garantia da qualidade nos carregamentos, assegurando que somente cheguem ao mercado
consumidor produtos com qualidade.
4.1.8 Etapa 8 – Conclusão do Processo
O processo de aplicação do MASP mostrou-se satisfatório, uma vez que foram obtidos
os resultados esperados. Isso graças ao comprometimento de toda a equipe responsável pelas
ações e desenvolvimento do método. A aplicação do MASP foi realizada de modo sequencial
o que facilita o entendimento das etapas. O método possibilitou a visualização das perdas e
suas causas, e com o auxílio da equipe que era constituída por líderes e supervisores, tornou
mais fácil detectar as causas e assim propor ações corretivas e eliminar as devoluções por
ausência de vácuo.
Com o plano de ação definido, ocorrendo conforme planejado, foi possível observar as
melhorias proporcionadas, fazendo com que a empresa deixasse de perder aproximadamente
uma média de R$ 300.000,00 mensais (valor informado pela empresa), em produtos que eram
devolvidos por ausência de vácuo, o que representava aproximadamente 50% de todas as
devoluções da empresa.
No entanto foram observados outros tipos de problemas que causam devoluções, tais
como exsudação e especificação do produto, que não foram tratados neste estudo, mas perante
os resultados satisfatórios da aplicação do MASP na solução da ausência de vácuo,
futuramente o método poderá ser usado novamente para solucionar os outros problemas de
devoluções que foram identificados. Os acompanhamentos dos dados após a implantação do
plano de ação tiveram verificações quinzenais, e até o momento foram verificadas cinco
quinzenas. O Acompanhamento dos dados para constatar se as ações propostas foram
significativas passaram a ser acompanhados mensalmente.
5. Conclusão
Com o estudo concluído, podemos apontar que a grande maioria das devoluções
estavam relacionadas à ausência de vácuo nos produtos, onde foi possível identificar a maior
parte de falhas no processo produtivo, e portanto onde tiveram foco no planejamento das
ações, que se mostraram bastantes expressivas na redução do índice de perdas.

11
Foram utilizadas ferramentas e técnicas para garantir a eficiência do MASP, sendo
elas: Brainstorming, Diagrama de Causa e Efeito, Diagrama de Causa e Efeito, e o 5W2H.
Sendo todos estes utilizados com a finalidade de diagnosticar quais motivos que estavam
gerando a perda no processo produtivo, encontrar a causa raiz de maneira a prioriza-la, deste
modo deixando claro os pontos a serem abordados para a proposição de soluções.
O fato de o estudo realizado contar com pouco tempo para coleta de dados, resultou
em poucas observações antes e depois da proposição do plano de ação, impossibilitando o
acompanhamento das características do processo de melhoria por um maior prazo. O que
também resultou na impossibilidade de aplicar testes estatísticos, desta maneira podendo
identificar com maior facilidade a significância das melhorias. Outro fator limitante do
trabalho foi à restrição de certos tipos de dados, que acabaram não sendo divulgados para
apresentação no estudo.
Ainda foram encontrados outros problemas que influenciam no índice de devoluções,
que poderão ser solucionados em trabalhos futuro. Mas como o tempo para a coleta de dados
era limitado, priorizou-se a causa principal que era a ausência de vácuo, representando 50%
do problema. Apesar das limitações presentes no estudo, ainda assim foi possível observar
reduções nas devoluções por ausência de vácuo, sendo observado por dois meses seguidos
que não houve nenhuma devolução.
Por fim, pode-se afirmar que aplicação do MASP se mostrou satisfatória, uma vez que
conseguiu resultar na correção das anomalias e consequentemente na diminuição das perdas.
Assim como nos estudos de Bezerra, Goto e Queiroz (2006), Piechnicki (2014) e et all
(2011), Nascimento et all (2010), Ferreira et all (2010), Panteado et all (2007) afirmaram e
comprovaram a eficiência do uso do método.
Referências
ARIOLI, E.E. Análise e Solução de Problemas – O Método da Qualidade Total com Dinâmica de Grupo. Rio de
Janeiro, Qualitymark, 1998.
BARCELLOS, J. O. J.; SUÑE, Y. B. P.; SEMMELMANN, C. E. N.; GRECELLÉ, R. A.; COSTA, E. C.;
MONTANHOLI, Y. R. e CHRISTOFARI, L. A bovinocultura de corte frente a agriculturização no sul do
Brasil. In: XI Ciclo de Atualização em Medicina Veterinária, Lages – SC, 2004.
BEZERRA, A. M. D.; GOTO, A. K.; QUEIROZ, A. C. S. A implantação do Método de Análise e Solução de
Problemas (MASP) através de grupos: um estudo de caso na SABESP. In: IX Simpósio de Administração da
Produção, Logística e Operações Internacionais. SIMPOI – FGV, 2006.
Brasil. Ministério da Agricultura, Pecuária e Abastecimento. Projeções do Agronegócio: Brasil 2012/2013 a
2022/2023. Assessoria de Gestão Estratégica (AGE/MAPA). – Brasília: Mapa/ACS, 2013. Disponível
em:<http://www.agricultura.gov.br/arq_editor/projecoes%20-%20versao%20atualizada.pdf >. Acesso em: 11
mar. 2015.
CAMPOS, E. R.; LIMA, M. B. B. P. B.; MARTINEZ M. H. S. L. e MONTICELLI, N. A. M. M. Metodologia
De Gestão Por Processos. UNICAMP. 2003.
FALCONI, V. TQC – Controle da Qualidade Total. 5 ed. Fundação Christiano Ottoni, Belo Horizonte. 1992.
FERREIRA, L. M. L.; WANZELER, M. S.; SILVA, M. G.; MOREIRA, B. B. Utilização do MASP, através do
ciclo PDCA, para o tratamento do problema de altas taxas de mortalidade de aves em uma empresa do setor
avícola. In: XXX Encontro Nacional De Engenharia De Produção Maturidade e desafios da Engenharia de
Produção: competitividade das empresas, condições de trabalho, meio ambiente. São Carlos - SP, 2010.

12
GIL, Antônio Carlos. Como elaborar projetos de pesquisa. 4 ed. São Paulo: Atlas, 2010. 27p.
HAGEMEYER, C.; GERSHENSON, J. K.; JOHNSON, D. M.. Classification and application of problem
solving quality tools: A manufacturing case study. The TQM Magazine, v. 18, 2006.
IBGE. Indicadores IBGE: Estatística da produção pecuária. 2013. Disponível em:
<http://www.ibge.gov.br/home/estatistica/indicadores/agropecuaria/producaoagropecuaria/abate-leite-
couroovos_201302_publ_completa.pdf>. Acesso em: 02 fev. 2014.
JENICKE, L. O.; KUMAR, A.; HOLMES, M. C. A framework for applying six sigma improvement methodology
in an academic environment. The TQM Journal, vol. 20, 2008.
KAUSHIK, P.; KHANDUJA, D.; MITTAL, K.; JAGLAN, P. A case study: Application of Six Sigma
methodology in a small and medium-sized manufacturing enterprise. The TQM Journal, v. 24, 2012.
LONGO, R. M. J. Gestão da Qualidade: Evolução Histórica, Conceitos Básicos e Aplicação na Educação. In:
Gestão da Qualidade na Educação: Em Busca da Excelência , SENAC - SP. p.7-15. 1995
MONTGOMERY, D.C., RUNGER, G.C. Estatística Aplicada e Probabilidade para Engenheiros. 2ª ed. Rio de
Janeiro: LTC, 2003 apud MORAES, C. F.; FERREIRA, J. R.; BALESTRAS, P. P. Análise crítica da aplicação
de métodos estatísticos em processos definidos por dados que não apresentam distribuição normal. Revista
GEPROS - Gestão da Produção, Operações e Sistemas. Bauru: v. 2, n. 1, abr. 2006. Disponível
em:<http://revista.feb.unesp.br/index.php/gepros/article/view/143/105>. Acesso em: 11 mar. 2015.
NASCIMENTO, E. A.; SANTOS, W. A. M.; RODRIGUES, B. S. M.; SANTOS, J. S. e REIS, A. G. A
aplicação do MASP/PDCA em uma empresa de aviação voltada para o aumento da disponibilidade de
helicópteros, modelo Sikorsky S76C+, em operações off-shore. In: VI Congresso Nacional de Excelência em
Gestão, 2010.
PANTEADO, F. A.; KAUTZMANN, A. S. S.; SILVEIRA, N. C.; ECLÉIA, K. e MAGRUGA, N. B. Aplicação
do Método de Análise e Solução De Problemas – MASP. In: XVI CIC – Congresso de Iniciação Cientifica.
UFPEL, 2007.
PIECHNICKI, A. S. Proposta de um Método de Análise e Solução de Perdas. In: XI Simposio de Excelência em
Gestão: Gestão do conhecimento para a sociedade, 2014. Disponível
em:<http://www.aedb.br/seget/arquivos/artigos14/37220389.pdf >. Acesso em: 11 mar. 2015.
______________; KOVALESKI, J. L.; SOUZA, M. V.; PIECHNICK, F. e BARAN, L. R. Utilização da
metodologia de análise e solução de problemas na redução das perdas de água: um estudo de caso na
SANEPAR. Revista de Engenharia e Tecnologia, v. 3, n. 2, Ago, 2011.
PLATA, L. E. A.; CONCEIÇÃO, A. V. O agronegócio brasileiro: analise das principais commodities. Fatec de
Itapetininga. São Paulo, 2012.
TOLEDO, J.C.; BATALHA, M.A.; AMARAL, D. C. Qualidade na indústria agroalimentar: situação atual e
perspectivas. Revista de Administração de Empresas. São Paulo: v. 40, n. 2, abr./jun. 2000. Disponível
em:<http://www.scielo.br/pdf/rae/v40n2/v40n2a10.pdf>. Acesso em: 11 mar. 2015