LinuxCNC 入門簡介
91
LinuxCNC Overview DMP Electronics INC
-
Upload
roboard -
Category
Technology
-
view
3.165 -
download
12
description
Transcript of LinuxCNC 入門簡介

LinuxCNC Overview
DMP Electronics INC

2
Simple LinuxCNC Controlled Machine

3
OutLine
About the LinuxCNC
Linux / RTAI
LinuxCNC software
LinuxCNC Hierarchical
Configuring LinuxCNC

4
About the LinuxCNC
LinuxCNC is a descendent of the original NIST(The National Institutes of Standards and Technology) Enhanced Machine Controller software.
LinuxCNC is precompiled with Ubuntu LTS (long term support) versions for ease of installation and longevity.
LinuxCNC runs on Linux using real time extensions.

5
Linux / RTAI
User Space

6
LinuxCNC software
System Requirements
700 MHz x86 processor (1.2 GHz x86 processor recommended).
384 MB of RAM (512 MB up to 1 GB recommended).
8 GB hard disk.
Graphics card capable of at least 1024x768 resolution.
A network or Internet connection (not strictly needed, but very useful for updates and for communicating with the LinuxCNC community).

7
LinuxCNC software
LinuxCNC provides: a graphical user interface (actually several
interfaces to choose from).
an interpreter for G-code (the RS-274 machine tool programming language).
a realtime motion planning system with look-ahead.
operation of low-level machine electronics such as sensors and motor drives.
an easy to use breadboard layer for quickly creating a unique configuration for your machine.
a software PLC programmable with ladder diagrams
easy installation with a Live-CD.

8
LinuxCNC - Axis GUI

9
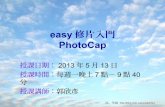
LinuxCNC Hierarchical
Four main components to the LinuxCNC software: a motion controller (EMCMOT)
a discrete IO controller (EMCIO)
a task executor which coordinates them (EMCTASK)
and one of several graphical user interfaces
In addition there is a layer called HAL (Hardware Abstraction Layer) which allows configuration of LinuxCNC without the need of recompiling.

10
GUI
EMCTASK
RS274 (G code)
INTERPRETER
SEQUENCING
LOGIC
NM
L
Share memory
EMCMOT
NM
L
EMCIO
HA
L p
ins
HA
L p
ins
Real-time HWD Non-Real-time HWD
HA
L p
ins
HA
L p
ins
Hardware Abstraction Layer (HAL)
Real time

11
LinuxCNC Hierarchical
EMCTASK
基於EMC2的數控系統軟件架構及通信機制分析(2010)

12
LinuxCNC Hierarchical
EMCMOT

13
LinuxCNC Hierarchical
EMCIO Be used to control
some machine actions like lube, coolant, and spindle direction and speed

14
Configuring LinuxCNC
INI : The ini file overrides defaults that are compiled into the LinuxCNC code.
HAL : The HAL files start up process modules and provide linkages between LinuxCNC signals and specific hardware pins.
VAR : The var file is a way for the interpreter to save some values from one run to the next. These values are saved from one run to another but not always saved immediately.
TBL : The tbl file saves tool information. NML : The nml file configures the communication
channels used by the LinuxCNC. It is normally setup to run all of the communication within a single computer but can be modified to communicate between several computers.

15
Configuring LinuxCNC
The INI File Components
Comments
Sections
Variables
Custom Sections and Variables
Sections
Variables
Comments

16
Configuring LinuxCNC
Sections [EMC] general information [DISPLAY] settings related to the graphical user interface [FILTER] settings input filter programs [RS274NGC] settings used by the g-code interpreter [EMCMOT] settings used by the real time motion
controller [TASK] settings used by the task controller [HAL] specifies .hal files [HALUI] MDI commands used by HALUI [TRAJ] additional settings used by the real time motion
controller [AXIS_n] individual axis variables [EMCIO] settings used by the I/O Controller
Example

17
Configuring LinuxCNC
Hardware Abstraction Layer (HAL) Component
Parameter
Pin
Physical_Pin
Signal
Type
Function
Thread

18
Configuring LinuxCNC
Hardware Abstraction Layer (HAL)
Component
A HAL component is a piece of software with well-defined inputs, outputs, and behavior, that can be installed and interconnected as needed.
Parameter
Many hardware components have adjustments that are not connected to any other components but still need to be accessed. There are two types of parameters: input & Output

19
Configuring LinuxCNC
Hardware Abstraction Layer (HAL) Pin
Hardware components have terminals which are used to interconnect them. The HAL equivalent is a pin or HAL pin. HAL pins are software entities that exist only inside the computer.
Physical_Pin
Many I/O devices have real physical pins or terminals that connect to external hardware. To avoid confusion, these are referred to as physical pins. These are the things that stick out into the real world.

20
Configuring LinuxCNC
Hardware Abstraction Layer (HAL) Signal
In a physical machine, the terminals of real hardware components are interconnected by wires.
Type Bit - a single TRUE/FALSE or ON/OFF value float - a 64 bit floating point value, with
approximately 53 bits of resolution and over 1000 bits of dynamic range.
u32 - a 32 bit unsigned integer, legal values are 0 to 4,294,967,295
s32 - a 32 bit signed integer, legal values are -2,147,483,647 to +2,147,483,647
Both pins and signals have types, and signals can only be connected to pins of the same type

21
Configuring LinuxCNC
Hardware Abstraction Layer (HAL) Function
Each function is a block of code that performs a specific action. The system integrator can use threads to schedule a series of functions to be executed in a particular order and at specific time intervals.
Thread A thread is a list of functions that runs at
specific intervals as part of a realtime task. When a thread is first created, it has a specific time interval (period), but no functions. Functions can be added to the thread, and will be executed in order every time the thread runs.

22
Configuring LinuxCNC

23
Configuring LinuxCNC
HAL Commands
loadrt
The command loadrt loads a real time HAL
component. Real time component functions need to be added to a thread to be updated at the rate of the thread

24
Configuring LinuxCNC
HAL Commands
addf
The command addf adds a real time
component function to a thread. You have to add a function from a HAL real time component to a thread to get the function to update at the rate of the thread.

25
Configuring LinuxCNC
HAL Commands
loadusr
The command loadusr loads a user space
HAL component. User space programs are their own separate processes, which optionally talk to other HAL components via pins and parameters. You cannot load real time components into user space.

26
Configuring LinuxCNC
HAL Commands
net
The command net creates a connection between a signal and and
one or more pins. If the signal does not exist net creates the new signal.

27
Configuring LinuxCNC
HAL Commands
setp
The command setp sets the value of a pin
or parameter. The valid values will depend on the type of the pin or parameter.

28
Configuring LinuxCNC
HAL Commands
unlinkp
The command unlinkp unlinks a pin from
the connected signal. If no signal was connected to the pin prior running the command, nothing happens.

29
Configuring LinuxCNC
Example :
core_stepper.hal
standard_pinout.hal

30
Appendix
Parallel Port Driver installing
loadrt hal_parport cfg="<config-string>"
Pins parport.<p>.pin-<n>-out (bit) Drives a physical output pin. parport.<p>.pin-<n>-in (bit) Tracks a physical input pin. parport.<p>.pin-<n>-in-not (bit)Tracks a physical input pin,
but inverted.
Parameters parport.<p>.pin-<n>-out-invert (bit) Inverts an output pin. parport.<p>.pin-<n>-out-reset (bit) (only for out pins) TRUE
if this pin should be reset when the -reset function is executed.
parport.<p>.reset-time' (U32) The time (in nanoseconds) between a pin is set by write and reset by the reset function if it is enabled.

31
Appendix
Parallel Port Driver Functions
parport.<p>.read (funct) Reads physical input pins of port <portnum> and updates HAL -in and -in-not pins.
parport.read-all (funct) Reads physical input pins of all ports and updates HAL -in and -in-not pins.
parport.<p>.write (funct) Reads HAL -out pins of port <p> and updates that port’s physical output pins.
parport.write-all (funct) Reads HAL -out pins of all ports and updates all physical output pins.
parport.<p>.reset (funct) Waits until reset-time has elapsed since the associated write, then resets pins to values indicated by -out-invert and -out-invert settings.

32
Appendix
software step pulse generation installing
loadrt stepgen step_type=type0[,type1...] [ctrl_type=type0[,type1...]] [user_step_type=#,#...]
FUNCTIONS stepgen.make-pulses (no floating-point)
Generates the step pulses, using information computed by update-freq. Must be called as frequently as possible, to maximize the attainable step rate and minimize jitter. Operates on all channels at once.
stepgen.capture-position (uses floating point)
Captures position feedback value from the high speed code and makes it available on a pin for use elsewhere in the system. Operates on all channels at once.
stepgen.update-freq (uses floating point)
Accepts a velocity or position command and converts it into a form usable by make-pulses for step generation. Operates on all channels at once.

33
Appendix
software step pulse generation PINS
stepgen.N.counts s32 out The current position, in counts, for channel N. Updated by capture-
position. stepgen.N.position-fb float out The current position, in length units (see parameter position-scale).
Updated by capture-position. stepgen.N.enable bit in
Enables output steps - when false, no steps are generated. stepgen.N.velocity-cmd float in (velocity mode only)
Commanded velocity, in length units per second (see parameter position-scale).
stepgen.N.position-cmd float in (position mode only) Commanded position, in length units (see parameter position-scale). stepgen.N.step bit out
Step pulse output. stepgen.N.dir bit out
Direction output: low for forward, high for reverse.

34
Appendix
software step pulse generation PARAMETERS
stepgen.N.frequency float ro The current step rate, in steps per second, for channel N. stepgen.N.maxaccel float rw
The acceleration/deceleration limit, in length units per second squared. stepgen.N.maxvel float rw
The maximum allowable velocity, in length units per second. If the requested maximum velocity cannot be reached with the current combination of scaling andmake-pulses thread period, it will be reset to the highest attainable value.
stepgen.N.position-scale float rw
The scaling for position feedback, position command, and velocity command, in steps per length unit.
stepgen.N.rawcounts s32 ro The position in counts, as updated by make-pulses. (Note: this is updated more frequently
than the counts pin.) stepgen.N.steplen u32 rw
The length of the step pulses, in nanoseconds. Measured from rising edge to falling edge. stepgen.N.stepspace u32 rw
The minimum space between step pulses, in nanoseconds. Measured from falling edge to rising edge.
stepgen.N.dirsetup u32 rw
The minimum setup time from direction to step, in nanoseconds periods. Measured from change of direction to rising edge of step.
stepgen.N.dirhold u32 rw
The minimum hold time of direction after step, in nanoseconds. Measured from falling edge of step to change of direction.

35
Installing LinuxCNC
DMP Electronics INC

36
LinuxCNC
Installing Ubuntu and LinuxCNC from the LinuxCNC Live-CD
Ubuntu 8.04 "Hardy Heron" LTS
Ubuntu 10.04 "Lucid Lynx" LTS

37
Download
http://www.linuxcnc.org/index.php/english/download

38
LinuxCNC

39
LinuxCNC Start

40
Stepping Start

41
Install build-dev
http://www.linuxcnc.org/hardy/dists/hardy/linuxcnc2.5/source/linuxcnc_2.5.3.dsc

42
Install build-dev & Git

43
Get Source
存放的目的地

44
Building LinuxCNC

45
Building LinuxCNC

46
Building LinuxCNC

47
Building LinuxCNC

48
Building LinuxCNC

49
Building LinuxCNC

50
LinuxCNC

51
LinuxCNC

52
LinuxCNC
Python Virtual Control Panel

53

54

55

56

57

58

59
PyVCP
Python based virtual control panel
Can be added to the Axis GUI
Be stand alone.

60
PyVCP
Customize interface
Test or monitor

61
Panel Construction
Specify with an XML file
Widget tags are placed between <pyvcp> and </pyvcp>

62
Panel Construction
Connect HAL signals to and from the PyVCP pins
Example

63
AXIS
1. Create an .xml file that contains your panel description and put it in your config directory.
2. Add the PyVCP entry to the [DISPLAY] section of the ini file with your .xml file name.
3. Add the POSTGUI_HALFILE entry to the [HAL] section of the ini file with the name of your postgui HAL file name.
4. Add the links to HAL pins for your panel in the postgui.hal file to connect your PyVCP panel to LinuxCNC

64
AXIS

65
AXIS
Create an .xml

66
AXIS
[DISPLAY] section (.ini file)
PYVCP = spindle.xml
[HAL] section (.ini file)
POSTGUI_HALFILE = spindle_to_pyvcp.hal
links to HAL pins (.hal file)
net spindle-rpm-filtered => pyvcp.spindle-speed

67
Stand Alone
1. Create an .xml file that contains your panel description and put it in your config directory
2. Add a loadusr line to your .hal file to load each panel.
3. Add the links to HAL pins for your panel in the postgui.hal file to connect your PyVCP panel to LinuxCNC.

68
Stand Alone
load a stand alone PyVCP panel loadusr -Wn mypanel pyvcp -g WxH+X+Y -c
mypanel <path/>panel_file.xml
-Wn panelname
pyvcp < -g> < -c> panel.xml
-g <WxH><+X+Y>
-c panelname
Example loadusr -Wn mypanel pyvcp -g
250x500+800+0 -c mypanel mypanel.xml
loadusr pyvcp mypanel.xml

69
Widgets
Bits are off/on signals
Numbers can be float, s32 or u32 1. indicate bit signals: led, rectled
2. control bit signals: button, checkbutton, radiobutton
3. indicate number signals: number, s32, u32, bar, meter
4. control number signals: spinbox, scale, jogwheel
5. Helper widgets: hbox, vbox, table, label, labelframe

70
Widgets -- General Notes
tag-based and attribute-based syntax
<led halpin="my-led"/>
<led>
<halpin>"my-led"</halpin>
</led>
Comments
<!-- My Comment -->

71
Widgets
Label
<label>
<text>"This is a Label:"</text>
<font>("Helvetica",20)</font>
</label>

72
Widgets
LEDs (bit)
Round LED
Rectangle LED

73
Widgets
Buttons (bit)
Text Button
Checkbutton

74
Widgets
Buttons (bit)
Radiobutton

75
Widgets
Number Displays (number)
Number
s32 Number / u32 Number

76
Widgets
Number Displays (number)
Bar
Meter

77
Widgets
Number Inputs (number)
Spinbox
Dial

78
Widgets
Number Inputs (number) Scale

79
Widgets
Number Inputs (number) Jogwheel

80
Widgets
Images
Image Bit
Image u32

81
Widgets
Containers
Borders

82
Widgets
Containers
Hbox
Vbox

83
Widgets
Containers
Table

84
Widgets
Containers
Tabs

85
Widgets
Containers
Labelframe

86
Example
With AXIS interface

87
Example – Jog Buttons
custompanel.xml file

88
Example – Jog Buttons
custom_postgui.hal file

89
Example -- Port Tester
ptest.xml file

90
Example -- Port Tester
ptest.hal file
To run the HAL file we use the following command from a terminal window.
halrun -I -f ptest.hal

91
Thanks.